ZÁKLADY 3D MODELOVÁNÍ METALURGICKÝCH PROCESŮ studijní opora
|
|
|
- Patrik Veselý
- před 9 lety
- Počet zobrazení:
Transkript


1 Vysoká škola báňská Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství ZÁKLADY 3D MODELOVÁNÍ METALURGICKÝCH PROCESŮ studijní opora Markéta Tkadlečková Karel Michalek Karel Gryc Ladislav Socha Ostrava 2013

2 Recenzent: prof. Ing. Jiří Bažan, CSc. Název: Autor: Vydání: první, 2013 Počet stran: 100 Základy 3D modelování metalurgických procesů Ing. Markéta Tkadlečková, Ph.D., prof. Ing. Karel Michalek, CSc., Ing. Karel Gryc, Ph.D., Ing. Ladislav Socha, Ph.D. Studijní materiály pro studijní program Metalurgické inženýrství na Fakultě metalurgie a materiálového inženýrství. Jazyková korektura: nebyla provedena. Studijní opora vznikla v rámci projektu OP VK: Název: ModIn - Modulární inovace bakalářských a navazujících magisterských programů na Fakultě metalurgie a materiálového inženýrství VŠB - TU Ostrava Číslo: CZ.1.07/2.2.00/ Markéta Tkadlečková, Karel Michalek, Karel Gryc, Ladislav Socha VŠB Technická univerzita Ostrava ISBN

3 POKYNY KE STUDIU Základy 3D Modelování metalurgických procesů Pro předmět Základy 3D modelování metalurgických procesů v 6. semestru studijního oboru Moderní metalurgické technologie jste obdrželi studijní balík obsahující integrované skriptum pro denní i kombinované studium obsahující i pokyny ke studiu. Prerekvizity Předmět nemá žádné prerekvizity. Cíle předmětu a výstupy z učení Cíle předmětu Předat studentům širší teoretické znalosti a praktické dovednosti především z oblasti přípravy technologických parametrů výroby oceli a tvorby geometrie výrobních zařízení pro následnou optimalizaci procesu pomocí numerického modelování v prostředí simulačního software ANSYS FLUENT a ProCAST/QuikCAST. A především pak připravit studenty pro předměty vyučované v navazující formě magisterského studia oboru Moderní metalurgické technologie, a to Modelování a vizualizace metalurgických procesů a Pokročilé metody numerických simulací metalurgických procesů, kde je nezbytným předpokladem základní znalost techniky modelování 3D geometrie studovaného systému (např. litinová kokila ingot, mezipánev apod.). Získané znalosti student bude umět popsat výrobní technologický tok oceli od primární výroby, přes její zpracování na zařízeních sekundární metalurgie až po vlastní odlévání student bude umět charakterizovat základní principy numerického modelování metalurgických procesů Získané dovednosti Student bude umět prakticky realizovat tvorbu 3D geometrie studovaného systému v CAD systému ASNYS DesignModeler student bude umět aplikovat metody metalurgických výpočtů a stanovit nezbytné parametry numerického modelu proudění, lití či tuhnutí oceli. POUHÉ nastudování této studijní opory bez využití povinné literatury nezaručuje úspěšné absolvování předmětu!!!

4 Pro koho je předmět určen Předmět je zařazen do bakalářského studia oborů Moderní metalurgické technologie, ale může jej studovat i zájemce z kteréhokoliv jiného oboru. Studijní opora se dělí na části, kapitoly, které odpovídají logickému dělení studované látky. Předpokládaná doba ke studiu kapitoly se může výrazně lišit, proto jsou některé kapitoly děleny dále na číslované podkapitoly. Doporučený postup při studiu každé kapitoly Nejprve si prostudujte předkládanou látku, poté si zkuste sami formulovat jednotlivé termíny shrnuté v sekci Shrnutí pojmů a odpovědět na otázky v závěru každé kapitoly. Úkoly k samostudiu jsou určeny pro procvičení nabytých znalostí a procvičení dovedností. Způsob komunikace s vyučujícími Za celý semestr bude nutné zpracovat a odevzdat 2 seminární práce, a to: Seminární práce č.1: Literární rozbor zahraničního příspěvku z oblasti 3D modelování metalurgických procesů a problematiky optimalizace odlévání oceli. V rozsahu 5 normostran (5x1800 znaků), relevantní obrázky, grafy, tabulky (v doc. formátu) + obhajoba seminární práce v MS PowerPoint max. 5 min. Seminární práce č.2: Řešení úkolu dle Zadání určených k samostatnému procvičování studenty z Opor předmětu, jehož cílem bude návrh technologie odlévání ocelových ingotů a příprava 3D geometrie licí sestavy pro numerické modelování. Finální zpracování v rozsahu 5 normostran (5x1800 znaků), relevantní obrázky, grafy, tabulky (v doc. formátu) + odevzdání zdrojového adresáře projektu *.wbpj + obhajoba seminární práce v MS PowerPoint max. 5 min. Způsob komunikace: Zadání projektů bude studentům zasláno em na školní účty s uvedením termínu odevzdání a případné sankce při prodlení termínu (snížení bodového hodnocení). Projekty budou kontrolovány vyučujícím do 14 dnů po odevzdání a výsledky budou studentům zaslány opět mailem prostřednictvím IS. V rámci studia je možné využít individuálních konzultací s vyučujícím, a to vždy po písemné dohodě em. Vyučujícího lze kontaktovat na této adrese: marketa.tkadleckova@vsb.cz, případně telefonicky na čísle či osobně v kanceláři číslo G326 (zde nejlépe po předběžné dohodě termínu).

5 Rozsahu učiva s časovým plánem V následující tabulce je uveden rozsah jednotlivých kapitol a časová náročnost k jejich nastudování: Kapitola Číslo Název Počet stran Čas studia; textu hod. 1. Základy technologie výroby oceli 4 1,5 2. Odlévání oceli do kokil, výroba ocelových ingotů 4 1,5 3. Princip numerického modelování metalurgických procesů 5 1,5 4. Technický výkres, terminologie 4 1,5 5. Příprava projektu v prostředí ANSYS Workbench 4 0,5 6. Stanovení licí teploty Stanovení licí rychlosti 2 0,5 8. Úvod do problematiky získávání termodynamických veličin oceli a materiálu licí sestavy 3 1,5 9. Krystalizace oceli, průběh tuhnutí ocelového ingotu, přehled vad ingotů 3 1,5 10. Krystalizace plynule lité oceli, význam určení součinitelů přestupu tepla, přehled vad plynule litých 4 1,5 předlitků 11. Metody měření v hutním průmyslu identifikace vstupních parametrů nezbytných pro nastavení 7 1,5 numerického modelu metalurgického procesu 12. Ilustrativní návod přípravy projektu a tvorby geometrie v prostředí ANSYS WorkBench Zadání k samostatnému procvičování 28 5 Příloha Oborová norma Ingoty ocelové kovářské CELKEM Z tabulky je patrné, že jednotlivé kapitoly jsou koncipovány svou náročností i rozsahem vyrovnaně. Většinu kapitol lze označit jako středně náročné. Protože předmět klade důraz na rozvoj tvůrčích dovedností i vědomostí studentů, je nezbytným předpokladem absolvování předmětu realizace projektu v prostředí ANSYS WorkBench. Z tohoto důvodu je součástí studijní opory i ilustrativní návod přípravy projektu a jedno ilustrativní vyřešené zadání projektu (výpočet technologických parametrů odlévání oceli do kokil a tvorba geometrie v prostředí ANSYS WorkBench). Další zadání (celkem 9) jsou určena k samostatnému procvičování. Pro praktické studium je nezbytný přístup k ANSYS Workbenchi (ten je dostupný po dohodě s vyučujícím na počítačové učebně katedry metalurgie a slévárenství PorN414 na VŠB TUO) a také použití Oborové normy Ingoty ocelové kovářské, která tvoří přílohu tohoto dokumentu.

6 POVINNÁ LITERATURA [1] TKADLEČKOVÁ, M. Základy 3D modelování metalurgických procesů. Studijní opora k předmětu s. [2] JACK ZECHER, FEREYDOON DADKHAH: ANSYS Workbench Tutorial with Multimedia CD Release 12. Schroff Development Corporation s. ISBN-10: DOPORUČENÁ LITERATURA [1] MAZUMDAR, D., EVANS, J., W.: Modeling of Steelmaking Processes. CRC Press, 1 edition, pages. ISBN-13: [2] GHOSH, A., CHATTERJEE, A.: Ironmaking and Steelmaking. Prentice-Hall of India Pvt.Ltd, pages. ISBN [3] LEE, H.-H.: Finite Element Simulations with ANSYS Workbench 13. SDC Publications, Pap/DVD editions, pages. ISBN-13: [4] Uživatelské příručky MS Word, MS Excel [5] časopisy: Ironmaking & Steelmaking, Steel Research International, Materiali in Tehnologije, Archives of Metallurgy and Materials, Metalurgija, Hutnické listy aj. [6] Články v odborném tisku, příspěvky na konferencích, výzkumné zprávy, závěrečné práce. POUŽITÁ LITERATURA [1] [Online]. Available: [2] KRET, J., Teorie železářských pochodů, Ostrava: VŠB-TU OSTRAVA, [3] KOVÁČ, M., Simulace plnění a tuhnutí ingotu 8K27A, MECAS ESI s.r.o., Brno, [4] ŠTĚTINA, J., Dynamický model teplotního pole plynule odlévané bramy, Ostrava: VŠB-TU Ostrava, [5] BAŽAN, J., Studijní opora předmětu Lití a krystalizace oceli, VŠB-TU Ostrava, Ostrava, [6] FILA, P., Zvyšování vnitřní jakosti ingotů a následných výkovků z nástrojových ocelí. Disertační práce. Ostrava: VŠB-TU Ostrava, [7] KUZMA, Z., Matematické modelování ingotu 8K91SF, MECAS ESI s.r.o., Brno, 2011.
![, EVANS, J., W.: Modeling of Steelmaking Processes. CRC Press, 1 edition, 2009. 493 pages. ISBN-13: 978-1420062434 [2] GHOSH, A., CHATTERJEE, A.: Ironmaking and Steelmaking.](/docs-images/42/7520171/images/page_6.jpg "Prentice-Hall of India Pvt.Ltd, 2008. 472 pages. ISBN-13 978-8120332898 [3] LEE, H.-H.: Finite Element Simulations with ANSYS Workbench 13. SDC Publications, Pap/DVD editions, 2011. 608 pages.")
7 [8] TKADLEČKOVÁ, M.; GRYC, K.; MACHOVCAK, P.; KLUS, P.; MICHALEK, K.; SOCHA, L.; KOVÁČ, M. Setting a Numerical Simulation of Filling and Solidification of Heavy Steel Ingots Based on Real Casting Conditions. MATERIALI IN TECHNOLOGIJE. 2012, vol. 46, no. 4, p ISSN , WOS: [9] MICHALEK, K., TKADLEČKOVÁ, M., Numerické modelování plnění a tuhnutí těžkého kovářského ingotu - část I. Výzkumná zpráva k projektu TIP FR-TI3/243, Ostrava: VŠB-TU OSTRAVA, [10] M. KEARNEY, M. CRABBE A J. TALAMANTES-SILVA, Development and manafacture of large plate mill rolls, Ironmaking and Steelmaking, pp , No.5 vol [11] VESELÝ, F., Kokilové lití, Praha: SNTL, [12] PŘÍHODA, M., RÉDR, M. Sdílení tepla a proudění. 1. vyd., Ostrava, VŠB -Technická univerzita Ostrava, 1998, s.28. ISBN [13] mics+products/ansys+fluent [14] TKADLEČKOVÁ, M., MICHALEK, K.: Návody do cvičení předmětů Modelování metalurgických procesů a Modelování procesů. Katedra metalurgie a slévárenství, Fakulta metalurgie a materiálového inženýrství, VŠB Technická univerzita Ostrava, pptx prezentace. [15] [16] Brouchure Casting: Casting Simulation Suite ProCAST / QuikCAST. Esi Group p.10 [17] KLUS, P.; TKADLEČKOVÁ, M.; MICHALEK, K.; GRYC, K.; SOCHA, L.; KOVÁČ, M. Numerické modelování plnění a tuhnutí ocelového ingotu. In IRON AND STEELMAKING , Horní Bečva, s ISBN [18] Wikipedie, Technický výkres, [Online]. Available: [Přístup získán 9 leden 2013] [19] ŠVEJDA, F., Technické kreslení, Praha: SNTL, [20] TKADLEČKOVÁ, M.; GRYC, K.; MICHALEK, K.; FARUZEL, P.; KLUS, P.; SOCHA, L.; MACHOVČÁK, P. Verifikace termodynamických parametrů numerického modelu plnění a tuhnutí těžkého ocelového ingotu. In 28. ročník konference o teorii a praxi výroby a zpracování oceli. Sborník přednášek. Rožnov pod Radhoštěm, dubna 2012, TANGER spol s.r.o., s ISBN [21] ProCAST 2009, Release Notes and Instalation Guide., ESI Group, [22] KLUS, P., MICHALEK, K., ŽALUDOVÁ, M.: Návod do cvičení předmětů Modelování metalurgických procesů a Modelování procesů. VŠB-Technická univerzita Ostrava, [23] KLUS, P., ŽALUDOVÁ, M., GRYC, K., SMETANA, B., MICHALEK, K., DOBROVSKÁ, J., TKADLEČKOVÁ, M., SOCHA, L., CHMIEL, B. Využití termické analýzy ke studiu termofyzikálních vlastností reálné jakosti oceli. In Teorie a praxe výroby a zpracování oceli Ostrava: TANGER s.r.o. Ostrava, 2012, ISBN [24] GRYC, K.; SMETANA, B.; ŽALUDOVÁ, M.; KLUS, P.; MICHALEK, K.; TKADLEČKOVÁ, M.; DOBROVSKÁ, J.; SOCHA, L. High-Temperature Thermal Analysis of Specific Steel Grades. In METAL 2012, Conference proceedings, 21th Anniversary International Conference on Metallurgy and Materials, Sympozium A
![ISSN 1580-2949, WOS:000307428700016 [9] MICHALEK, K., TKADLEČKOVÁ, M., Numerické modelování plnění a tuhnutí těžkého kovářského ingotu - část I.](/docs-images/42/7520171/images/page_7.jpg "Výzkumná zpráva k projektu TIP FR-TI3/243, Ostrava: VŠB-TU OSTRAVA, 2011. [10] M. KEARNEY, M. CRABBE A J.")
8 Pokroková výroba železa a oceli, Tanger Ltd.,Ostrava, , Hotel Voroněž I, Brno, p ISBN [25] SMETANA, B.; ŽALUDOVÁ, M.; ZLÁ, S.; DOBROVSKÁ, J.; TKADLEČKOVÁ, M.; KLUS, P.; ROSYPALOVÁ, S. Possibilities of Heat Capacities Determination of Metallic Systems. In METAL 2012, Conference proceedings, 21th Anniversary International Conference on Metallurgy and Materials, Sympozium C Výrobky z oceli a jejich vlastnosti, Tanger Ltd.,Ostrava, , Hotel Voroněž I, Brno, p ISBN [26] GRYC., K.; SMETANA, B.; MICHALEK, K.; SIKORA, V.; TKADLEČKOVÁ, M.; ZLÁ, S.; ŽALUDOVÁ, M.; DOBROVSKÁ, J. Connection of basic and applied research in the field of thermo-physical study of the properties of steels, slag and ferroalloys In 20th Anniversary International Conference on Metallurgy and Materials: METAL [CD-ROM]. Ostrava: TANGER s.r.o. Ostrava, , Brno, EU, s ISBN [27] SMETANA, B., ZLÁ, S., ŽALUDOVÁ, M., DOBROVSKÁ, J., KOZELSKÝ P. Application of High Temperature DTA to Micro-Alloyed Steels. METALURGIJA, 2012, vol. 51, no. 1, p ISSN [28] SMETANA, B., ZLÁ, S., DOBROVSKÁ, J., KOZELSKÝ, P. Phase Transformation Temperatures of Pure Iron and Low Alloyed Steels in the Low Temperature Region Using DTA. INTERNATIONAL JOURNAL OF MATERIALS RESEARCH, 2010, vol. 101, no. 3, p ISSN [29] ŠESTÁK, J. Měření termofyzikálních vlastností pevných látek. Vydání 1. Praha: ACADEMIA, [30] BLAŽEK, A. Termická analýza. Vydání první. Praha: SNTL, [31] PÍŠEK, F., JENÍČEK, L., RYŠ, P. a kol. Nauka o materiálu IV, Academica, Praha, [32] SMETANA, B.; ŽALUDOVÁ, M; TKADLEČKOVÁ, M.; DOBROVSKÁ, J.; ZLÁ, S.; GRYC, K.; KLUS, P.; MICHALEK, K.; MACHOVČÁK, P.; ŘEHÁČKOVÁ, L. Experimental verification of hematite ingot mould heat capacity and its direct utilisation in simulation of casting proces. JOURNAL OF THERMAL ANALYSIS AND CALORIMETRY, 2013, Vol. 111, ISSN: ( Print), ISSN: (online). DOI /s z [33] VANÍČEK, J. Metody termické analýzy. Přednášky., Liberec: TU Liberec, [34] [35] Webové stránky katedry fyzikální chemie a teorie technologických procesů, [Online]. Available: [36] TKADLEČKOVÁ, M., MICHALEK, K., GRYC, K., Porovnání dílčích výsledků numerické simulace tuhnutí ingotu za různých teplot plnění. Výzkumná zpráva projektu FR-TI3/243., Ostrava: VŠB-TU OSTRAVA, [37] KEPKA, M., Ovlivňování čistoty oceli, Praha: SNTL, 1986, p [38] GHOSH, A., Segregation in cast products., Sadhana, pp. 5-24, Vol. 26 February [39] BAOGUANG, S., XIUHONG, K., DIANZHONG, L., A novel technique for reducing macrosegregation in heavy steel ingots., Journal of Materila Porcessing Technology., pp , 1 March [40] MICHALEK, K., TKADLEČKOVÁ, M., GRYC, K., KLUS, P., SIKORA, V., Segregace prvků při výrobě těžkých kovářských ingotů o hmotnosti až 200 tun. Studie., Ostrava: VŠB-TU Ostrava, [41] ŠMRHA, L. Tuhnutí a krystalizace ocelových ingotů. SNTL, Praha, ISBN /83

9 [42] MICHALEK, K. Využití fyzikálního a numerického modelování pro optimalizaci metalurgických procesů. 1.vyd. Ostrava, VŠB-Technická univerzita Ostrava, s.34. ISBN [43] ŠTĚTINA, J. Optimalizace parametrů lití sochorů pomocí modelu teplotního pole. Habilitační práce. Vysoká škola báňská Technická univerzita Ostrava, Fakulta metalurgie a materiálového inženýrství, Ostrava, www (ke dni ): [44] GHOSH, A., CHATTERJEE, A. Ironmaking and Steelmaking. Prentice-Hall of India Pvt.Ltd, pages. ISBN [45] TKADLEČKOVÁ, M.; GRYC, K.; SOCHA, L.; MICHALEK, K.; KLUS, P.; MACHOVČÁK, P. Comparison of Numerical Results with Thermography Measurement. In METAL 2012, Conference proceedings, 21th Anniversary International Conference on Metallurgy and Materials, Sympozium A Pokroková výroba železa a oceli, Tanger Ltd.,Ostrava, , Hotel Voroněž I, Brno, p ISBN [46] BERNATÍKOVÁ, Š. Technická měření v bezpečnostním inženýrství, Měření hustoty tepelného toku, emisivita materiálů. Podklady k výuce. FBI, VŠB-Technická univerzita Ostrava, [47] NUTIL, J., ČECH, V. Měření v hutním průmyslu. SNTL. Praha, s.316 [48] Thermography Studi version 4.5. Users Manual. GORATEC Technology GmbH, Germany, [49] TKADLEČKOVÁ, M., GRYC, K., MACHOVČÁK, P., KLUS, P., MICHALEK, K., SOCHA, L., KOVÁČ, M.: Setting a Numerical Simulation of Filling and Solidification of Heavy Steel Ingots Based on Real Casting Conditions. MATERIALI IN TEHNOLOGIJE, pp , No.4 vol

10 Obsah ÚVOD ZÁKLADY TECHNOLOGIE VÝROBY OCELI ODLÉVÁNÍ OCELI DO KOKIL, VÝROBA OCELOVÝCH INGOTŮ Technologie odlévání ocelových ingotů Kokila Kokilové podložky Kokilové nástavce, licí hlava PRINCIP NUMERICKÉHO MODELOVÁNÍ METALURGICKÝCH PROCESŮ CFD program ANSYS FLUENT a jeho preprocesory Program ProCAST/QuikCAST TECHNICKÝ VÝKRES, TERMINOLOGIE Základy promítání Kreslení řezů a průřezů Přerušování (zkracování ) obrazů Kotování PŘÍPRAVA PROJEKTU V PROSTŘEDÍ ANSYS WORKBENCH STANOVENÍ LICÍ TEPLOTY Příklady rovnic pro výpočet teploty likvidu Stanovení teoretického chemického složení oceli STANOVENÍ LICÍ RYCHLOSTI ÚVOD DO PROBLEMATIKY ZÍSKÁVÁNÍ TERMODYNAMICKÝCH VELIČIN OCELI A MATERIÁLU LICÍ SESTAVY Termodynamická databáze CompuTherm Stanovení teploty likvidu termickou analýzou KRYSTALIZACE OCELI, PRŮBĚH TUHNUTÍ OCELOVÉHO INGOTU, PŘEHLED VAD INGOTŮ Způsob tuhnutí a struktura ingotu, vady ingotu Určení doby tuhnutí ingotů kruhového průřezu KRYSTALIZACE PLYNULE LITÉ OCELI, VÝZNAM URČENÍ SOUČINITELŮ PŘESTUPU TEPLA, PŘEHLED VAD PLYNULE LITÝCH PŘEDLITKŮ METODY MĚŘENÍ V HUTNÍM PRŮMYSLU IDENTIFIKACE VSTUPNÍCH PARAMETRŮ NEZBYTNÝCH PRO NASTAVENÍ NUMERICKÉHO MODELU METALURGICKÉHO PROCESU ILUSTRATIVNÍ NÁVOD PŘÍPRAVY PROJEKTU A TVORBY GEOMETRIE V PROSTŘEDÍ ANSYS WORKBENCH Spouštění DesignModeleru Popis nabídek v DesignModeleru Tvorba válce použití funkce Extrude Tvorba válce použití funkce Rotate Tvorba kužele použití funkce Skin/Loft... 59

11 12.6 Tvorba tenkého tělesa Zaoblení tělesa Body Operation Mirror (Zrcadlení tělesa) Boolean operace sčítání (slučování) těles ZADÁNÍ K SAMOSTATNÉMU PROCVIČOVÁNÍ Zadání č.1 včetně návodu řešení Řešení zadání č Stanovení licí teploty Stanovení licí rychlosti Tvorba geometrie podložky Tvorba kokily Tvorba hlavového nástavce Ukázka tvorby manipulačních čepů Zadání č.2 k samostatnému procvičení Zadání č.3 k samostatnému procvičení Zadání č.4 k samostatnému procvičení Zadání č.5 k samostatnému procvičení Zadání č.6 k samostatnému procvičení Zadání č.7 k samostatnému procvičení Zadání č.8 k samostatnému procvičení Zadání č.9 k samostatnému procvičení Zadání č.10 k samostatnému procvičení PŘÍLOHA OBOROVÁ NORMA INGOTY OCELOVÉ KOVÁŘSKÉ... 95

12 1 ÚVOD Milí studenti, dostává se Vám do rukou publikace, jejíž hlavním cílem je Vás naučit samostatně vyřešit technologické zadání v ocelárně a navrhnout například konkrétní rozměry litinové kokily pro výrobu ocelových ingotů, připravit technologické parametry odlévání (teplota lití oceli, rychlost lití apod.) a vytvořit vlastní 3D geometrii licí sestavy. Po absolvování předmětu Základy 3D modelování metalurgických procesů byste tak měli být schopni zvládnout technologii odlévání oceli a být připraveni na řešení skutečných výrobních požadavků, které se od budoucích metalurgů/technologů očekává. A to vše s využitím moderních počítačových aplikací. Předmět byl zařazen do osnov studia (původně pětiletého magisterského) v roce 2004 pod názvem Počítačová podpora technologických procesů a zaměřen především na zvládnutí práce v prostředí MS Word a Excel s prvky statistiky po dobu 15 týdnů. Přechodem na dvoustupňový systém vzdělávání (bakalářské, navazující magisterské studium) je v současné době předmět vyučován v bakalářském studiu se sníženým počtem vyučovacích týdnů (11 týdnů). Původní náplň předmětu orientovaná na zvládnutí práce v MS aplikacích WORD a EXCEL se dnes už ukazuje jako nedostačující. Praktické zkušenosti v těchto programech již obvykle studenti nabývají během základního a středoškolského studia. Navíc v rámci změny systému vzdělávání byl ze studijních plánů bakalářského studia vyňat předmět zaměřený na základy strojního kreslení. Budoucí zaměstnání absolventů akreditovaného studijního oboru Moderní metalurgické technologie (například technolog výroby oceli) však vyžaduje nejen základní teoretické znalosti z oblasti konstrukce geometrie výrobních zařízení, ale i jejich praktickou implementaci. Dalším rozhodným okamžikem inovace předmětu je i zjištění, že pro předměty vyučované v navazující formě magisterského studia např. Modelování a vizualizace metalurgických procesů či Pokročilé metody numerických simulací metalurgických procesů je nezbytným předpokladem základní znalost techniky modelování 3D geometrie studovaného systému (např. litinová kokila ingot), případně metody generace výpočetních sítí. Z tohoto důvodu vznikla nutnost zásadně inovovat tento předmět a rozšířit vědomosti studentů metalurgie výroby surového železa a oceli o teoretické a praktické znalosti především z oblasti přípravy geometrie výrobních zařízení a jejich praktické implementace na základě požadavku odběratele ocelárny (zákazníka). Koncepce předmětu bude tedy představovat ucelený úkol, po jehož zvládnutí byste měli být schopni na základě technologického zadání samostatně navrhnout například konkrétní technologii odlévání oceli. Předmět Základy 3D modelování metalurgických procesů tak vhodně doplní oborové předměty a připraví Vás (budoucí metalurgy) na řešení skutečných výrobních požadavků. Opory jsou rozděleny do dvanácti tematických okruhů. V první a druhé kapitole se seznámíte s výrobním tokem oceli a technologií odlévání oceli. Třetí kapitola se věnuje základním principu modelování metalurgických procesů v dostupných software i na VŠB- TU Ostrava, jako jsou ANSYS FLUENT, ProCAST či QuikCAST. Čtvrtá a pátá kapitola jsou věnovány základům technického kreslení v prostředí DesignModeleru, jež je součástí programového balíku ANSYS Academic Researcher. Šestá až jedenáctá kapitola je věnována stanovení parametrů odlévání kovářských ingotů, potažmo okrajovým podmínkám numerického modelování, včetně verifikace těchto parametrů pomocí měření přímo v průmyslu. V dvanácté kapitole je ilustrativní návod přípravy projektu a tvorby geometrie v prostředí ANSYS WORKBENCH a třinácté kapitole je k dispozici jeden kompletně vyřešený názorný příklad návrhu technologie odlévání ingotu a tvorby 3D geometrie. Další zadání slouží k samostatnému procvičení. Hodně zdaru při studiu přejí autoři.

13 2 1 Základy technologie výroby oceli Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět popsat výrobní řetězec oceli pojmenovat základní metalurgické reaktory pro výrobu surového železa a oceli rozlišit základní výrobní procesy oceli ve vztahu k vsázkovým surovinám vyjmenovat základní způsoby odlévání oceli Výklad Výroba oceli obvykle zahrnuje následující fáze: 1.Výroba surového železa Surové železo se vyrábí ve vysoké peci (VP). Řez vysokou pecí je znázorněn na obr.1. Hlavní vstupní suroviny tvoří železná ruda, koks a struskotvorné přísady. Tekuté surové železo, které odléváme z vysoké pece, obsahuje 4,0 až 4,5% uhlíku a další nežádoucí prvky. V tomto stavu nelze surové železo použit ve strojírenských aplikacích [1]. Obr.1 Jednotlivé zóny a části vysoké pece [2] 2. Výroba oceli Ocel se vyrábí zpracováním tekutého surového železa a ocelového šrotu buď v kyslíkových konvertorech (KO) nebo zpracováním pouze ocelového šrotu v elektrických obloukových pecích (EOP). Cílem zkujňovacího procesu je pomocí dmýchání kyslíku redukovat obsah C do mezí 0 až 1,5 hm.%. Součástí zkujňovacích procesů je i odfosfoření a odsíření oceli [1]. Na obr.2 je znázorněn horem dmýchaný kyslíkový konvertor, na obr.3 pak řez elektrickou obloukovou pecí [1].

![3 Obr.2 Kyslíkový horem dmýchaný konvertor [1] Obr. 3 Pohled na elektrickou obloukovou pec [1] 3.](/docs-images/26/7520171/images/14-0.png "Sekundární metalurgie zpracování oceli Ocel se z primárních agregátů (konvertor, elektrická pec) odlévá do licích pánví (LP).")
14 3 Obr.2 Kyslíkový horem dmýchaný konvertor [1] Obr. 3 Pohled na elektrickou obloukovou pec [1] 3. Sekundární metalurgie zpracování oceli Ocel se z primárních agregátů (konvertor, elektrická pec) odlévá do licích pánví (LP). Dle požadavků na jakost vyráběné oceli lze umístěním licí pánve na jednotlivé agregáty sekundární metalurgie provést úpravu chemického složení, odstranění plynů (N, H, O), modifikaci a odstranění vměstků, příhřev na požadovanou teplotou před vlastním litím oceli či teplotní a chemickou homogenizaci před odléváním [1]. Na obr.4a lze vidět řez licí pánví během teplotní a chemické homogenizace dmýcháním argonem, na obr.4b je zachycen řez vakuovací RH stanicí a na obr.4c pak řez pak LF (Ladle Furnace) pecí, kde lze ocel jak legovat, homogenizovat tak opět přihřát na požadovanou odpichovou teplotu [1]. a) b) c) Obr.4 Pohled na homogenizaci, vakuování, příhřev a úpravu chemického složení oceli [1] 4. Odlévání oceli Buď tradičně z licí pánve do kokil nebo do forem (získáme ingoty, odlitky) viz obr.5. Nebo odlévání na zařízení plynulého odlévání (ZPO) oceli (předlitky bramy, bloky, sochory) viz obr.6 [1].

15 4 Obr.5 Pohled na licí soustavu kokil [3] Obr. 6 Schéma radiálního zařízení plynulého odlévání oceli [4] 5. Zpracování oceli Tváření ocelových předlitků - kování, válcování. Další možnosti úpravy - tepelné a povrchové úpravy oceli (žíhání, nitridování, cementování atd.). Shrnutí pojmů kapitoly (podkapitoly) Surové železo Vysoká pec Kyslíkový konvertor Elektrická oblouková pec Licí pánev Zařízení sekundární metalurgie Odlévání oceli do kokil Plynulé odlévání oceli Otázky k probranému učivu 1. Jaký je rozdíl mezi primární a sekundární metalurgií? 2. Jaké postupy výroby oceli lze použít, nemáme-li k dispozici jako vstupní surovinu tekuté surové železo? 3. Jaké jsou nečastější technologie odlévání oceli? Úlohy k řešení ÚKOL: Níže jsou na obrázcích vykresleny jednoduché symboly agregátů zařazených při výrobě oceli. Uspořádejte je v logické návaznosti na jednotlivé výrobní kroky oceli zleva doprava [1].

16 5
17 6 2 Odlévání oceli do kokil, výroba ocelových ingotů Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět popsat technologii odlévání oceli do kokil rozlišit, co je ingot a co kokila definovat jednotlivé komponenty licí sestavy při odlévání oceli do tvarů ingotu Výklad Přestože je v současné době dominantní především plynulý způsob odlévání oceli, který umožňuje efektivní následné zpracování předlitků tvářením za současného zvýšení výrobnosti, odlévání do ingotů si stále hájí svou nezastupitelnou pozici. Zvláště v dnešním konkurenčním prostředí je nezbytné nabídnout trhu něco speciálního proto se ingotovou cestou odlévají zejména jakostnější oceli a ingoty o vysoké hmotnosti a objemu. Výroba těžkých ocelových ingotů určených pro výkovky a strojní součásti je proto nenahraditelná. V České republice se aktuálně výrobou oceli do ingotů zabývají především tři ocelárny, a to VÍTKOVICE HEAVY MACHINERY a.s., Pilsen Steel a.s. a ŽĎAS a.s. První dvě zmiňované společnosti soustředí svou pozornost mimo jiné právě i do výroby těžkých kovářských ingotů určených zejména pro náročné strojní součásti používané v jaderném energetickém průmyslu. Je tedy nanejvýš pravděpodobné, že se od těchto ingotů bude očekávat výborná vnitřní kvalita. Ne vždy je ale snadné zabránit přirozeným zákonitostem, ke kterým při tuhnutí oceli dochází. Největším problémem při tuhnutí ingotů je výskyt makrosegregace tedy nerovnoměrné rozložení prvků v objemu oceli, které následně ovlivňuje mechanické vlastnosti výrobku. Odlévání oceli do ingotů má své výhody i nevýhody [5]: Výhody: Provozně jednodušší než plynulé odlévání Možnost odlévání i objemných formátů pro objemné strojní součásti Nevýhody: Menší využití kovu oproti plynulému lití, Velká spotřeba kokil a podložek, Nutnost ohřevu před následným válcováním/kováním 2.1 Technologie odlévání ocelových ingotů Odlévání oceli se provádí v licí hale ocelárny. Litinové formy - kokily jsou umístěny buď na pojízdných vozech, nebo jsou postaveny na licím poli nebo v licích jámách. Ocel se do kokil odlévá buď přímo z licí pánve, nebo přes mezipánev. Rozlišujeme odlévání horem nebo spodem [5, 6]:

18 Odlévání horem: Kokily plněny shora buď přímo ocelí vytékající z licí pánve, nebo nepřímo přes mezipánev Každá kokila plněna zvlášť Odlévání spodem: Při odlévání spodem se ocel nelije do kokil přímo, ale přes licí kůl a vtokové kanály, rovnoměrně pak stoupá ve všech kokilách současně. V podmínkách většiny oceláren se tedy provádí pouze odlévání ingotů spodem. Ve výjimečných případech, jako je např. při tzv. zamrznutí ingotu v licím kanálku při jeho odlévání, lze provést odlití ingotu horem. Technologie lití ingotů spodem, ve srovnání s technologií lití ingotů horem, má však nesporné výhody: Klidnější stoupání oceli v kokile snižuje nebezpečí vzniku šupin. Dobrá regulace rychlosti lití a tím možnost dosáhnout lepší kvality povrchu ingotu. Schéma licí sestavy pro odlévání oceli spodem je uvedeno na obr.7. Na následujícím obr.8 jsou popsány jednotlivé komponenty licí sestavy [7]. 7 Obr.7 Schéma licí sestavy kokily umístěné na licí desce [8] Obr.8 Pohled na licí sestavu v řezu a popis jednotlivých komponent [7] Na obr.9 je zobrazen pohled na plnění kokily taveninou oceli/ odlévání spodem (zachycen vývoj teplotního pole taveniny v průběhu plnění) u výsledků simulace odlévání těžkého kovářského ingotu aplikovaného výzkumu katedry metalurgie a slévárenství [9]: 1400 až 1550 C 1400 až 1550 C 1480 až 1550 C 1480 až 1550 C 1480 až 1550 C Obr.9 Vývoj teplotního pole oceli v průběhu plnění kokily [9]

19 8 Výsledný polotovar oceli odlévaný do kokily nazýváme ingotem (viz obr.10) [10]. Obr.10 Pohled na těžký kovářský ingot vyráběný v ocelárně Sheffieldu ve Velké Británii [10]. 2.2 Kokila Kokila je litinová forma, ve které tekutá ocel důsledkem ochlazování ztuhne na požadovaný tvar ingotu. Ten je dále zpracováván ve válcovnách nebo kovárnách. Vnitřní tvar kokily je tedy určen požadovaným tvarem a velikostí ingotu. Různé průřezy litinové kokily jsou zachyceny na obr.11 [5]. Obr.11 Pohled na vybrané alternativy průřezů kokil [5] Pro odlévání uklidněných ocelí jsou metalurgicky vhodné kokily nahoru se rozšiřující se zápornou konicitou. S použitím kokil zužujících se směrem vzhůru se setkáváme při odlévání ocelí neuklidněných a polouklidněných. Příklad konstrukčního uspořádání základních typů kokil podle typu uklidnění oceli je zachyceno na obr.12 [5]: Obr.12 Pohled na tvar kokily podle typu uklidnění oceli [5] :a) neuklidněné b) uklidněné
![Vnitřní tvar kokily je tedy určen požadovaným tvarem a velikostí ingotu. Různé průřezy litinové kokily jsou zachyceny na obr.11 [5]. Obr.](/docs-images/42/7520171/images/page_19.jpg "11 Pohled na vybrané alternativy průřezů kokil [5] Pro odlévání uklidněných ocelí jsou metalurgicky vhodné kokily nahoru se rozšiřující se zápornou konicitou.")
20 Pracovní část kokily podléhá působení vysokých teplot při styku s roztaveným kovem. Při odlévání je to ohřev, po vyjmutí ingotu ochlazení. Proto musí být materiál kokil odolný proti vysoké teplotě, rychlým změnám teploty i proti objemovému růstu [11]. Z hlediska tvaru je nejvýhodnější polygonální kokila, kruhová, a dále čtvercová. S rostoucí bramovitostí kokil klesá i jejich životnost. K základním podmínkám, které ovlivňují životnost kokil, patří: licí teplota, centricita lití, doba setrvání ingotu v kokile, prohřátí kokily, její chlazení po vystripování atd. Životnost kokily může být prodloužena čištěním a lakováním vnitřního povrchu, což brání nadměrné oxidaci povrchu stěn, a tím i jejich opotřebení. Použití nátěrů má také pozitivní vliv na povrchovou jakost ingotu [5] Kokilové podložky Kokilové podložky tvoří nedílnou součást kokily. Slouží k redukci rozstřiku oceli na stěny kokily při odlévání horem. Při lití spodem jsou umístěny na licí desce. Podložky i desky jsou zhotoveny ze stejného materiálu jako kokila. Podložky udávají tvar části ingotu, která slouží pro další manipulaci s ingotem (obr.13) [5]. Obr.13 Pohled na vybrané alternativy profilů kokilových podložek [5] 2.4 Kokilové nástavce, licí hlava Kokilové nástavce se používají při odlévání uklidněných ocelí do kokil typu V. Jejich úkolem je soustředit staženinu v hlavové části ingotu. Povrch kokilového nástavce se zhotovuje z litiny a vyzdívá se žáruvzdorným materiálem majícím nízkou tepelnou vodivost, který umožňuje udržení oceli co nejdéle v tekutém stavu (izolace). U hmotných ingotů se ještě používá exotermického obložení vyzdívky nástavce. Nástavce mohou být oddělené nebo mohou tvořit s kokilou jeden celek. Šamotem vyzděné hlavové nástavce je třeba po sejmutí z ingotu zkontrolovat, opravit, vysušit a před dalším použitím i předehřát [5]. Shrnutí pojmů kapitoly (podkapitoly) Kokila vs. ingot, licí deska, licí hlava, podložka, nálevky, licí keramika Otázky k probranému učivu 1. V jaké míře je dnes využívána technologie odlévání do ocelových ingotů? Srovnejte s technologií plynulého odlévání oceli. 2. V jakých případech jsou dnes ingoty obvykle odlévány horem? 3. Které komponenty tvoří licí sestavu pro výrobu ocelových ingotů?

21 10 3 Princip numerického modelování metalurgických procesů Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět definovat, co znamená fyzikální a numerické modelování rozlišit fáze numerického modelování vyjmenovat softwarové vybavení na VŠB-TU určené k numerické simulaci metalurgických procesů a znát oblast použití těchto software Výklad Je patrné, že výroba oceli představuje komplexní proces, který je doprovázený řadou fyzikálně-chemických procesů od tavení, přes multifázové proudění oceli a chemické reakce (procesy probíhající mezi struskou, kovem a inertním plynem) až po tuhnutí. Častým problémem při výrobě oceli je pak právě správné nastavení podmínek například dmýchání argonu při zpracování oceli v licí pánvi, vakuování oceli, optimalizace charakteru proudění v jednotlivých reaktorech (licí pánvi, mezipánvi, výlevkách), či podmínek odlévání a tuhnutí oceli. Porozumění těmto mechanismům vyžaduje znalosti z oblasti technologie výroby oceli, metalurgické termodynamiky a kinetiky. Dalšími dvěma vzájemně závislými požadavky, které pomáhají porozumět výrobě oceli, jsou experimentální měření a modelování procesů. Modelování je proces, při kterém se zkoumanému systému, označovanému jako dílo, přiřazuje podle určitých pravidel jiný systém nazývaný model. Při řešení dílo nahrazujeme modelem takovým způsobem, že výsledky zkoumání na modelu přinášejí nové informace o díle. Má-li model stejnou fyzikální podstatu jako dílo, hovoříme o fyzikálním modelování [12]. Ověřování metalurgických procesů v provozních podmínkách, jako např. charakteru proudění oceli ve výrobních agregátech, teplotních profilů či krystalizace oceli, patří k nejnáročnějším metodám zkoumání. Velmi často mohou být některé procesy v přímé provozní praxi téměř neřešitelné. Díky masivnímu rozvoji počítačové technologie a softwarové dostupnosti simulačních programů za poslední dvě desetiletí je možné využít k řešení metalurgických problémů matematické, resp. numerické modelování (při řešení matematického modelu jsou využity numerické metody metoda konečných diferencí, metoda konečných objemů a metoda konečných prvků). Metodu numerického modelování je možné uplatnit např. při verifikaci a optimalizaci: dmýchání kyslíku tryskou v konvertoru, homogenizačních procesů oceli v licí pánvi (teplotní a chemická homogenizace) a způsobu dmýchání inertních plynů, přechodových procesů probíhajících mezi ocelí a struskou (odsíření, odfosfoření, způsob vyplouvání vměstků z oceli do strusky) ať už v licí pánvi, tak i mezipánvi zařízení plynulého odlévání, proudění oceli v mezipánvi, charakteru proudění oceli ponornými výlevkami,
22 charakteru proudění oceli v krystalizátoru, charakteru proudění oceli v krystalizátoru za současného působení elektromagnetického míchání, způsobu proudění argonu stínicí trubicí při odlévání oceli z licí pánve do mezipánve či způsobu proudění argonu ochranným límcem/výlevkou při odlévání oceli do ingotů, způsobu plnění oceli a rozstřiku oceli na stěny kokily v počátečních fázích odlévání oceli do kokily (minimalizace strhávání licích prášků do objemu oceli), způsobu plnění a tuhnutí ocelových ingotů, způsobu tuhnutí plynule litých předlitků. 11 Při matematickém modelování má model, na rozdíl od fyzikálního modelování, jinou fyzikální podstatu než dílo. Podmínkou sestavení analytického matematického modelu je znalost probíhajících přírodních procesů a znalost zařízení, ve kterých procesy probíhají. K tomuto účelu jsou dnes k dispozici výkonné programové systémy, které již obsahují matematické modely proudění a tuhnutí a algoritmy jejich řešení. Jejich využívání je podmíněno rozšířením znalostí z oblasti proudění, numerických metod a výpočetní techniky. Numerické modelování je obvykle při použití komerčních software rozděleno do tří etap: 1) Pre-processing (přípravná fáze): definice cílů vymezení modelované oblasti tvorba geometrie (v některém CAD systému) generace výpočetní sítě specifikace vstupů, výstupů a stěn modelované oblasti import výpočtové oblasti do CFD programu volba fyzikálního modelu specifikace fyzikálních vlastností proudícího média specifikace okrajových podmínek 2) Processing-Solving (fáze řešení): vlastní numerické řešení 3) Post-processing (analytická fáze): vizualizace výpočtové oblasti a sítě tvorba vektorových obrázků vizualizace skalárních veličin tvorba grafů kvalitativní numerické výpočty tvorba animací Programové systémy určené zejména pro výpočet proudění se označují jako Computational Fluid Dynamics programy (CFD), což lze volně interpretovat jako programy na výpočet dynamiky kapalin (resp. jakéhokoliv proudícího média). Druhou skupinou mohou být programové systémy, které umožňují nejen výpočet proudění, ale i tuhnutí nejen oceli. S ohledem na dnešní širokou nabídku programů se nyní detailněji zaměříme pouze na programy dostupné na VŠB Technické univerzitě Ostrava, a to ANSYS FLUENT a ProCAST/QuikCAST, které umožňují výpočet dynamiky proudění a tuhnutí oceli CFD program ANSYS FLUENT a jeho preprocesory CFD program ANSYS FLUENT je součástí programového balíku ANSYS Academic Research CFD dostupného z celoškolského superpočítačového centra VŠB-TU Ostrava. Programový balík obsahuje kromě CFD ANSYS FLUENTu i aplikace, které umožňují řešení
23 otázek z oblasti mechaniky pružných těles, mechaniky tekutin, aerodynamiky či chemické technologie. Pracovní prostředí programového balíku se nazývá ANSYS WORKBENCH, které slouží k spouštění jednotlivých programů (tvorba geometrie a sítě, CFD program FLUENT) a umožňuje organizaci struktury projektů. Desing Modeler, skrytý ve WORKBENCHI pod názvem Geometry, je CAD systém určený pro 3D modelování geometrie řešené oblasti. Kromě vlastní tvorby geometrie umožňuje i načítání geometrií z jiných CAD systémů či jejich export. Pro tvorbu výpočetní sítě je k dispozici SW Meshing kombinuje v sobě sílu předchozích generátorů výpočetní sítě ICEM CFD, T-GRID, CFX-Mesh či Gambitu. Umožňuje generování sítě pro různé řešiče, jako jsou FLUENT, CFX, POLYFLOW a další, ale i export hotové sítě do požadovaných formátů. ANSYS FLUENT je program obsahující fyzikální modely postihující široké možnosti potřebné k modelování proudění, turbulence, přenosu tepla a reakcí pro průmyslové aplikace. Program ANSYS FLUENT využívá technologie nestrukturované sítě. Síť může být vytvořena z elementů ve tvaru čtyřstěnů a trojúhelníků v případě 2D simulací, šestistěnů, čtyřstěnů, mnohostěnů, prizmatických a pyramidových buněk pro 3D simulace. Vlastní výpočet využívá metody konečných objemů. Řešiče ANSYS FLUENTu běží robustně a efektivně se všemi fyzikálními modely a typy proudění stacionární i nestacionární, nestlačitelné i hypersonické. Program ANSYS FLUENT nabízí jedinečnou šíři modelů turbulence, jako jsou různé verze časově středovaných k- modelů, modely k-omega a modely s řešením Reynoldsových napětí (RSM). Umožňuje paralelní běh výpočtu téměř na jakékoli platformě (Windows, Linux i Unix). Běh je umožněn na vícejádrových a víceprocesorových strojích nebo na počítačových klastrech. Využití plně 64bitové technologie umožňuje paralelní výpočet programem ANSYS FLUENT i na síti s více než miliardou výpočetních buněk. Pokročilé dynamické rozdělení výkonu automaticky redistribuuje výpočet na jednotlivé procesory pro dosažení nejvyšší účinnosti [13, 14] Program ProCAST/QuikCAST V rámci projektu Regionální materiálově technologické výzkumné centrum (RMTVC), na jehož řešení se katedra metalurgie a slévárenství podílí, se podařilo získat komplexní komerční licenci špičkového programu ProCAST i výukové licence programu QuikCAST určených k numerickému modelování procesů probíhajících při lití a tuhnutí nejen oceli. Konfigurace software ProCAST umožňuje provádět komplexní analýzy plnění, tuhnutí a napěťových stavů nejen ocelových ingotů, ale i plynule litých předlitků, s predikcí vad a zbytkového pnutí. Souhrnné řešení je zabezpečeno díky modulům pro výpočet plnění a tuhnutí a modulu predikce makrosegregace, dále pak modulu pro výpočet zbytkového pnutí a v neposlední řadě i modulu plynulého odlévání. Program ProCAST pracuje na principu metody konečných prvků. Spojitý proudově-tepelně-mechanický model řeší úplné Navier-Stokesovy rovnice proudění roztaveného kovu, v případě požadavku včetně vlivu samovolné konvekce. Pro výpočet turbulentního proudění se obecně využívá k-epsilon model. Ve fázi výpočtu plnění i tuhnutí se analyzuje rozložení teplotních a rychlostních polí, tlakové poměry během plnění, trasování částic kovu, vektorové pole, podíl naplnění předlitku, časově proměnné procento natuhlé fáze během proudění, uzavření vzduchu v dutině formy či eroze formy, doba tuhnutí, tepelný tok, lokální rychlost ochlazování, predikce makro a mikro porózity či ředin. K predikci porózity využívá známé Niyamovo kritérium a DAS kritérium (výpočet vzdálenosti sekundárních os dendritů - Dendrite Arm Spacing) [15, 16]. Program ProCAST je vybaven preprocesorem Visual Mesh pro tvorbu jednoduché geometrie a generování sítě konečných prvků (tetraedrů = čtyřstěnů). Díky metodě konečných


24 prvků dokáže software velice precizně a zejména naprosto přesně kopírovat geometrický tvar ingotu/předlitku a formy a umožňuje lokální zhuštění sítě v problémových místech výpočtu geometrie. Vygenerovanou síť lze exportovat do dalších výpočtových modulů, jež jsou postaveny na metodě konečných prvků. Součástí ProCASTu je i postprocesor Visual Viewer, který umožňuje efektivní zobrazení výsledků, tvorbu grafů i jejich export do formátů jak obrázků, datových souborů tak animací. Pro výukové účely je využíván program QuikCAST, který pracuje na principu metody konečných diferencí. Generátor výpočetní sítě je součástí programu. Geometrii je však nutné připravit v některém z externích dostupných CAD systému a importovat ji do prostředí QuikCASTu ve formátu *.stl. Jednotlivé části licí soustavy jsou načítány postupně a je prováděno automatické spojování povrchové sítě. Po načtení celé geometrie se přechází k vytvoření samotné objemové sítě. Tvorba sítě je v tomto programu prováděná automaticky po zadání maximální a minimální velikosti buňky a je plně na uživateli, jak tuto velikost zvolí s ohledem na celou geometrii modelu. Porovnání objemové sítě licí sestavy 1,7 tunového ingotu vytvořené metodou konečných prvků ve Visual Meshi a metodou konečných diferencí v QuikCASTu je zachyceno na obr. 14. Objemová síť konečných prvků licí sestavy byla tvořena čtyřstěny. Objemová síť konečných diferencí stejné licí soustavy byla pak tvořena buňkami tvaru pravoúhlých šestistěnů a jejich počet skýtal na , což je více než dvojnásobek. Jak je z obr. 14 patrné, metoda konečných diferencí umožňuje poměrně jednoduchý výpočet v pravoúhlém systému. Na druhou stranu diferenční síť obtížně kopíruje složité oblé či zkosené tvary, což vede k nutnosti použít síť s větší hustotou uzlů. Pokud tedy chceme tuto síť v určitém místě zhustit, dojde ke zhuštění po celé výšce/šířce licí sestavy (nárůst počtu výpočetních buněk), čímž se komplikuje výpočet z hlediska nepřesnosti teplotních okrajových podmínek, času i náročnosti na výpočetní jednotku. Po vytvoření sítě je možné v postprocesoru QuikCASTu zobrazit tzv. volume correction factor a podle stupnice od % lze vidět, jak jednotlivé buňky sítě kopírují původní tvar licí soustavy (obr. 15), resp. jak je původní tvar kopírován. Červená barva odpovídá buňce plně popisující původní tvar a podmínky výpočtu (tzn. ze 100 %) [17]. 13 Obr. 14 Porovnání objemové sítě licí sestavy 1,7 tunového ingotu vytvořené metodou konečných prvků (vlevo) a metodou konečných diferencí (vpravo) [17] Obr. 15 Faktor korekce objemové sítě konečných diferencí [17]
25 V následujících kapitolách bude pozornost zaměřena na zvládnutí přípravy geometrie a vstupních dat určených k numerickému modelování metalurgických procesů. Shrnutí pojmů kapitoly (podkapitoly) 14 Fyzikální modelování Numerické modelování Preprocesing Procesing Postprocesing CFD program ANSYS FLUENT SW ProCAST/QuikCAST Metoda konečných diferencí Metoda konečných objemů Metoda konečných prvků Otázky k probranému učivu 1. Jaký je rozdíl mezi matematickým a numerickým modelováním? 2. Ve které fázi numerického modelování definujeme okrajové parametry výpočtu? 3. Které úlohy z oblasti metalurgie oceli lze řešit v ANSYS FLUENTu a které v ProCASTu? 4. Je výpočet v programu ProCAST založen na metodě konečných prvků?
26 15 4 Technický výkres, terminologie Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět popsat technický výkres rozlišit základní pohledy promítání tělesa ve výkresu interpretovat technický výkres a použít jej k vlastnímu modelování 3D geometrie Výklad Jak je patrné z předchozí kapitoly, nezbytným předpokladem numerické simulace je 3D geometrie modelované oblasti, v našem případě licí sestavy ingotu. Protože bude v navazujícím ročníku studentům oboru Moderní metalurgické technologie přednášen předmět Modelování a vizualizace metalurgických procesů a Pokročilé metody numerických simulací metalurgických procesů, je v rámci předmětu Základy 3D modelování metalurgických procesů věnována pozornost základům strojního kreslení v 3D modeláři DesignModeler, jež je součástí programového balíku ANSYS Academic Worbench, dostupného z celoškolského pracoviště Vysoké školy báňské-technické univerzity Ostrava. Před vlastním zahájením činností v DesignModeleru je nejprve ale nutné osvětlit pár základních zákonitostí v oblasti čtení technických (strojních) výkresů. Technický výkres je výkres používaný převážně ve strojírenství, elektrotechnice a stavebnictví, kreslený ve vhodně zvoleném měřítku a obsahující všechny informace nutné pro výrobu konkrétní součásti, stroje, realizaci stavby apod. Ukázka strojního výkresu je zachycena na obr.16 [18]. Obr.16 Pohled na strojní výkres
![4.1 Základy promítání Rozlišujeme [18]: promítání názorné na jednu průmětnu.](/docs-images/26/7520171/images/27-0.png "Hodí se pro rychlou představu o tvaru součásti, pro výukové účely, pro výkresy pracovních postupů, návody na obsluhu strojů apod.")
27 4.1 Základy promítání Rozlišujeme [18]: promítání názorné na jednu průmětnu. Hodí se pro rychlou představu o tvaru součásti, pro výukové účely, pro výkresy pracovních postupů, návody na obsluhu strojů apod. Obrázky se však nedají spolehlivě kótovat a uplatňují se jen tam, kde je rozhodující názornost promítání pravoúhlé (kolmé) na tři průmětny. Plochy, na kterých se předmět promítá, nazýváme hlavní průmětny a jsou to půdorysná, nárysná, a bokorysná průmětna. Jsou k sobě kolmé a protínají se v osách x, y, z. Díváme-li se na těleso: zepředu odvodíme nárys shora odvodíme půdorys z boku odvodíme bokorys Na obr.17 jsou znázorněny možné kombinace průmětů při zobrazení tělesa třemi průměty. Na obr.18 je pak uveden příklad promítnutí jednoduché strojní součásti. V tabulce 1 jsou pak uvedeny druhy, tloušťky a použití čar na výkresech podle ČSN [19]. 16 Obr.17 Možné kombinace průmětů při zobrazení tělesa třemi průměty [19] Obr.18 Příklad pormítnutí jednoduché strojní součásti třemi průměty [18] Tabulka 1 : Druhy, tloušťky a použití čar na výkresech podle ČSN [19].
28 4.2 Kreslení řezů a průřezů V obrazech dutých součástí se zobrazují vnitřní neviditelné tvary a zadní neviditelné hrany čárkovanými středními čarami, abychom je odlišili od obrazu viditelných vnějších tvarů a hran. Obrazy součástí se složitým vnitřním tvarem obsahují pak často mnoho čárkovaných čar, které činí obraz nejasný a někdy i nesrozumitelný. Proto je snaha znázornit neviditelné obrysy a hrany duté součásti v jejím obrazu jako hrany viditelné, tj. plnými tlustými čarami, a to tím způsobem, že se součást zobrazí v myšleném řezu! Na obr.19 je ukázka nejasného a správného kreslení řezu [19]. 17 Obr.19 Ukázka nejasného a správného kreslení řezu [19] 4.3 Přerušování (zkracování ) obrazů Na obr. 20 je pak ukázka různých způsobů přerušování obrazů [19]. Obr.20 Ukázka možných způsobů přerušování obrazů [19] 4.4 Kotování Kóta je číslo, často s doplňující značkou nebo slovním údajem, zkratkou apod., které určuje velikost kótovaného rozměru bez zřetele na měřítko výkresu! Na obr. 21 je zachyceno kotování jednoduché strojní součásti (rozměry jsou v milimetrech) [19]. Obr.21 Ukázka kotování jednoduché strojní součásti [19]
29 18 Na obr.22 je ukázka kotování zkosených hran. Na obr. 23 je pak ukázka předepisování drsnosti povrchu. A na obr.24 je ukázka předepisování úpravy povrchu a tepelného zpracování [19]. Obr.22 Kotování zkosených hran [19] Obr.23 Způsoby předepisování drsnosti povrchu [19] Obr.24 Příklad označení tepelného zpracování menší části důlčíku s kosoúhlým vroubkováním válcové plochy [19]. Shrnutí pojmů kapitoly (podkapitoly) Nárys, půdorys, bokorys Promítání názorné, promítání pravoúhlé Otázky k probranému učivu 1. Co signalizuje čárkovaná přerušovaná čára v technickém výkresu? 2. V jakém rozměru jsou obvykle udávány hodnoty kóty? V milimetrech, centimetrech nebo metrech?
 spouštět ANSYS DesignModeler/ Meshing a ANSYS FLUENT importovat/exportovat formáty souborů Výklad Jak již bylo v kapitole 3.")
30 19 5 Příprava projektu v prostředí ANSYS Workbench Čas ke studiu: 30 minut Cíl Po prostudování této kapitoly budete umět vytvořit/uložit nový projekt v prostředí ANSYS Workbench (integrované prostředí editoru) spouštět ANSYS DesignModeler/ Meshing a ANSYS FLUENT importovat/exportovat formáty souborů Výklad Jak již bylo v kapitole 3. uvedeno, na VŠB-TU Ostrava je z celoškolského superpočítačového centra dostupný programový balík ANSYS Academic Research CFD, který obsahuje programy umožňující řešení otázek z oblasti mechaniky pružných těles, mechaniky tekutin, aerodynamiky či chemické technologie. Pracovní prostředí programového balíku se nazývá ANSYS WORKBENCH. Pracovní prostředí slouží ke spouštění jednotlivých programů (tvorba geometrie a sítě, CFD program FLUENT) a umožňuje organizaci struktury projektů. Pohled na okno ANSYS Workbenche je na obr.25. Popis jednotlivých polí je pak zachycen na obr.26. Obr.25 Pohled na pracovní okno ANSYS Workbenche
, SW Meshing (pro")
31 20 Obr.26 Popis jendotlivých panelů v prostředí ANSYS Workbench Součástí programového balíku ANSYS Academic Research CFD jsou i 3D modelář geometrie (pro vytvoření modelované oblasti), SW Meshing (pro generování výpočetní sítě) a ANSYS FLUENT (vlastní řešič). Desing Modeler, skrytý ve Workbenchi v levém panelu s nabídkou programů pod názvem Geometry (zelená ikonka se symboly DM viz obr.27), je CAD systém určený pro 3D modelování geometrie řešené oblasti. Kromě vlastní tvorby geometrie umožňuje i načítání geometrií z jiných CAD systémů či jejich export. Pro tvorbu výpočetní sítě je k dispozici SW Meshing kombinuje v sobě sílu předchozích generátorů výpočetní sítě ICEM CFD, T-GRID, CFX-Mesh či Gambitu. Umožňuje generaci sítě pro různé řešiče, jako jsou FLUENT, CFX, POLYFLOW a další, ale i export hotové sítě do požadovaných formátů. Obr.27 Detailní pohled na levý panel ANSYS Workbenche s nabídkou programů pro tvorbu geometrie, výpočetní sítě i vlastní řešiče (např. ANSYS FLUENT)
32 21
33 22 Shrnutí pojmů kapitoly (podkapitoly) ANSYS Academic Research CFD ANSYS WORKBENCH Desing Modeler Meshing ANSYS FLUENT Otázky k probranému učivu 1. K jakému účelu se používá SW ANSYS DesignModeler? 2. Lze řešit ve FLUENTU úlohu bez vytvoření výpočetní sítě modelované oblasti? Úlohy k řešení Vyhledejte na stránkách v záložce produktů příklady použití CFD programu ANSYS FLUENT a uveďte, zda lze použít daný software například k simulaci opotřebení vyzdívky v licí pánvi.
34 23 6 Stanovení licí teploty Čas ke studiu: 1 hodinu Cíl Po prostudování této kapitoly budete umět vypočítat licí teplotu oceli při odlévání oceli do ingotů používat software určených k vyhledávání chemického složení ekvivalentních jakostí ocelí Výklad Jakmile je modelovanému systému vymezena geometrie a přiřazena výpočetní síť, je následně v řešiči nutné definovat podmínky výpočtu. Stanovení některých okrajových, operačních či počátečních podmínek numerické simulace nebývá obvykle až tak velký problém. Definice rychlosti a způsobu lití či teplota lití oceli jsou stanoveny dle skutečných technologických podmínek výroby oceli. Vlastnosti žáruvzdorných materiálů jsme schopni relativně přesně určit dle údajů uvedených v materiálových listech dodaných výrobcem. Nicméně kvalita výsledků numerické simulace, zvláště pak objemových vad ingotů (např. makrosegregace prvků, porozita), je však především určována kvalitou termodynamických veličin oceli i materiálu kokily, potažmo použitými podmínkami přestupu tepla mezi jednotlivými částmi licí sestavy a způsobem definice odvodu tepla. A zde můžeme narazit na první těžkosti. Termodynamické vlastnosti, jak už název napovídá, bývají závislé na teplotě (s teplotou se mění jsou dynamické). Mezi nejdůležitější termodynamické vlastnosti ocelí řadíme hustotu, vodivost, tepelnou kapacitu či entalpii, viskozitu a křivku tuhnutí (resp. rozpětí dvoufázového pásma mezi teplotou likvidu a solidu). Součástí simulačních software bývá obvykle materiálová databáze, která obsahuje celou řadu litých materiálů (jakostí ocelí), kovových a pískových forem, filtrů či exotermických obkladů včetně termodynamických vlastností. Jedná se však o nejfrekventovaněji používané klasické materiály. V případě odlišného chemického složení materiálu, který není součástí databáze, je potřeba definovat materiál nový. K tomuto účelu lze využít buď literárních poznatků, nebo výpočtu v některé z dostupných termodynamických databází či experimentálních metod, mezi něž patří například termická analýza [20]. Licí teplota oceli je jedním z hlavních faktorů ovlivňujících výslednou jakost ocelového ingotu. Licí teplota se odráží od teploty likvidu oceli + je potřeba připočítat potřebné přehřátí taveniny (cca 60 až 70 C) k zajištění odlití zdravého ingotu. Teplota likvidu je nejčastěji stanovována na základě středního obsahu prvků dle předpisu chemického složení pro danou jakost. Ideální je však teplotu likvidu stanovit na základě skutečného chemického složení oceli těsně před vlastním odléváním [6]. K určení teploty likvidu lze použít: 1) empiricky stanové rovnice různými autory (celá řada), 2) termodynamické databáze (např. CompuTherm, IDS, ThermoCalc ) 3) nebo termické analýzy.
35 Příklady rovnic pro výpočet teploty likvidu Rovnice podle T. Myslivce T L = /%C/ - 3./%Mn/ - 12./%Si/ - 28./%P/ - 30./%S/ - 7./%Cu/ - 1./%Cr/ - 3,5./%Ni/ - 3./%Al/ - 1./%Sn/ - 2./%Mo/ - 18./%Ti/ - 2./%V/ - 1,8./%Co/ Rovnice podle L. Šmrhy T L = 1534 [80. /%C/ + 4./%Mn/ + 14./%Si/ + 35./%P/ + 35./%S/ + 1,4./%Cr/ + 2,6./%Ni/ + 1,2./%Mo/ + 3,4./%Al/] Steeluniversity Tliq ( C) = X%C - 4%Mn - 14%Si - 45%S - 30%P - 1.5%Cr - 2.5%Al - 3.5%Ni - 4%V - 5%Mo (kde X = 73,1 pokud %C < 0.5 ; X = 61,5 pokud 0.5 < %C < 4.4) 6.2 Stanovení teoretického chemického složení oceli V případě vytváření teoretického technologického předpisu a stanovení teploty likvidu, potažmo licí teploty, lze chemické složení oceli jakosti zjistit z příslušné normy oceli, nejčastěji normy dle ČSN. Dnes se však v obchodní praxi využívá označení jakostí ocelí pomocí ČSN EN, DIN, W. Nr. a dalších, jemuž přísluší ekvivalent i v českých normách. Přehled různých značení ocelí pro tutéž jakost oceli je uveden v tabulce 2. Tabulka 2 : Přehled značení ocelí dle různých norem pro tutéž jakost oceli ČSN ČSN EN DIN W.Nr. AISI Třinec Bohler S235 USt S355N St BS C35 C C 35 V Mn MN V MnCr MNCR-VK E 410 SB CrMo CR MO V CrNi H 14 NICR E X 5 CrNi A7 CR NI A CrMnMo M X 40 CrMoV H W X 155 CrVMo D2 --- K 110 Je však třeba zdůraznit, že ekvivalent může mít lehkou diferenci v rozsahu jednotlivých prvků, a je tedy potřeba vždy raději zkontrolovat a porovnat materiálové listy daných jakostí oceli (např. pomocí Stahlschlüssel: nebo SW KOVY (český software, který je dostupný i na katedře metalurgie a slévárenství). Pohled na pracovní okno SW KOVY je zachycen na obr.28.

36 25 Obr.28 Pohled na pracovní okno SW KOVY Shrnutí pojmů kapitoly (podkapitoly) Licí teplota Přehřátí oceli Teplota likvidu oceli Teplota solidu oceli Otázky k probranému učivu 1. Proč je důležité znát teplotu likvidu oceli? 2. Proč je důležité znát teplotu solidu oceli? 3. Existují software k určení chemického složení oceli ekvivalentních jakostí? Uveďte příklady. Úlohy k řešení Vyhledejte pomocí internetu (nebo pomocí demo verze Stahlschlüssel, kterou lze zdarma na jeden den aktivovat) chemické složení jakosti oceli S355 a určete její teplotu likvidu použitím rovnic. Porovnejte výsledek.
37 26 7 Stanovení licí rychlosti Čas ke studiu: 30 minut Cíl Po prostudování této kapitoly budete umět Stanovit licí rychlost ocelových ingotů Rozlišit různé režimy odlévání oceli dle typu jakosti oceli Výklad Licí rychlost je další důležitý parametr, který určuje povrchovou i vnitřní kvalitu ocelových ingotů. Volbu licí rychlosti ovlivňuje [6]: jakost odlévané oceli (rozpětí teploty likvidu-solidu, předpokládaný pokles teploty oceli v licí pánvi v C.min -1 ) velikost ingotu a jeho tvar (poměr H/D, úkos, počet hran atd.) typ kokily (materiál kokily, odvod tepla atd.) Oceli se sklonem k vyšší viskozitě, oceli s vyšším obsahem hliníku, oceli se zvýšeným obsahem Cr, V, W, nebo oceli s přísadou Ti, vyžadují zvýšenou rychlost odlévání. Oceli tekutější, např. s vyšším obsahem prvků C, Mn, Ni, Si je nutné odlévat menšími rychlostmi. Pracovní postupy a technologické předpisy výroby ingotů rozlišují nejčastěji tři základní způsoby odlévání oceli [6]: pomalé 0,2 až 0,7 t. min -1 normální 0,8 až 1,2 t. min -1 rychlé 1,3 až 2,0 t. min -1 Na obr.29 je zachycen pomocí výsledků numerického modelování charakter plnění kokily (způsob posunu hladiny) při použití tří různých režimů plnění. Posun hladiny je zachycen pomocí času. Množství zobrazených hladin je limitováno stupnicí rozdělení časové stupnice tedy možnostmi post procesoru, v němž byly výsledky numerického modelování zpracovány. Červená oblast u výsledků byla získána skokovým výpočtem snaha o urychlení výpočtu. V případě odlévání menších ingotů s krátkou dobou plnění je toto zjednodušení možné. V případě simulace odlévání těžkých kovářských ingotů by mohlo mít urychlení plnění vliv na rozložení teplotního pole v okamžiku po naplnění a ovlivnit tak výsledky simulace následného tuhnutí. Proto je vždy na zvážení uživatele, pro jakou alternativu se rozhodne.
![27 FILL TIME [s] Čas plnění 2844 s = 47 min Čas plnění 2938 s = 49 min Čas plnění = 3407 s =56 min Obr.](/docs-images/26/7520171/images/38-0.jpg "29 Porovnání různých způsobů charakteru plnění u výsledků numerické simulace plnění ocelového ingotu Shrnutí pojmů kapitoly (podkapitoly) Licí rychlost, Pokles licí teploty v licí pánvi Úkos kokily,")
38 27 FILL TIME [s] Čas plnění 2844 s = 47 min Čas plnění 2938 s = 49 min Čas plnění = 3407 s =56 min Obr.29 Porovnání různých způsobů charakteru plnění u výsledků numerické simulace plnění ocelového ingotu Shrnutí pojmů kapitoly (podkapitoly) Licí rychlost, Pokles licí teploty v licí pánvi Úkos kokily, pomě H/D kokily Otázky k probranému učivu 1. Na čem závisí volba licí rychlosti oceli při odlévání ocelových ingotů? 2. Je nutné při volbě licí rychlosti uvažovat i s poklesem licí teploty v licí pánvi? 3. Lze pomalejším plněním licí hlavy zajistit lepší podmínky k minimalizaci středových vad ingotů, jako jsou např. středová porozita a staženiny?
39 28 8 Úvod do problematiky získávání termodynamických veličin oceli a materiálu licí sestavy Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět Vyjmenovat metody získávání termodynamických veličin určených pro numerické simulace metalurgických procesů oceli rozlišit základní metody termické analýzy Výklad 8.1 Termodynamická databáze CompuTherm Pohled na pracovní okno termodynamické databáze CompuTherm, která je integrovanou součástí simulačního software ProCAST, je zachyceno na obr.30. Termodynamická databáze Computherm umožňuje uživateli na základě definice chemického složení spočítat termodynamické parametry pro libovolný nový materiál, případně sledovat změny termo-fyzikálních dat při změně chemického složení. Na základě definovaného chemického složení lze vypočítat v závislosti na teplotě např. entalpii, hustotu, viskozitu či tepelnou vodivost. Jedním z velmi užitečných výstupů je i stanovení teploty likvidu a solidu definovaného materiálu. CompuTherm databáze umožňuje provést výpočet pro kovové materiály na bázi Al, Fe, Ni, Ti, Mg, Cu. Výpočet oceli je prováděn na bázi Fe a dále lze definovat tyto legující prvky: Al, B, C, Co, Cr, Cu, Mg, Mn, Mo, N, Nb, Ni, P, S, Si, Ti, V, W. Další legující prvky, které nejsou uvedeny, neovlivňují výsledek výpočtu (při výpočtu se s nimi neuvažuje). Při výpočtech jsou využívány mikrosegregační modely: Scheil a Lever (Lever Rule pákové pravidlo). Pákové pravidlo předpokládá velmi dobrou difúzi v pevném stavu. Je možno zvolit i třetí alternativu výpočtu pomocí tzv. funkce Back Diffusion, která je definovaná rychlostí chlazení (Cooling Rate). Při výpočtech teploty likvidu a solidu oceli je doporučováno pákové pravidlo [21]. Obr.30 Pohled na pracovní plochu ProCASTU, jehož součástí je i integrovaná termodynamická databáze CompuTherm, kterou lze aktivovat pomocí volby Material (v základní horní liště.
40 8.2 Stanovení teploty likvidu termickou analýzou Jak již bylo v předchozí kapitole uvedeno, teoreticky vypočítané termodynamické vlastnosti kovových materiálů (oceli, litiny atd.) je vhodné ověřit pomoci experimentálního studia či porovnat s literárními údaji. Při podrobnějším studiu však zjistíme, že experimentální údaje těchto složitých systémů jsou stále nedostatečné a termofyzikální a termodynamické vlastnosti ocelí jsou předmětem intenzivního výzkumu. Velmi důležitá data jsou např. teploty a latentní tepla fázových transformací, tepelná kapacita, povrchové napětí. V rámci technologie odlévání oceli je velmi důležitá znalost teploty solidu a především pak klíčové teploty likvidu. Stanovení teplot fázových přeměn u tak složitých polykomponentních soustav, jako jsou oceli, je velice náročné [22]. Možnosti experimentálního stanovení teplot fázových přeměn ve vysokoteplotní oblasti, zejména pak nad teplotou 1000 C, jsou značně složité, přičemž existuje jen několik metod, které poskytují hodnověrné výsledky. Metody jsou obecně založeny na detekci změny teploty vyvolané tepelně zabarveným dějem nebo na detekci rozměrových změn vzorku [23-31]. Experimentálně získané údaje jsou nezbytné pro termodynamické výpočty a mohou být využity také jako vstupní data pro řadu matematických a fyzikálních modelů, např. [32]. Termická analýza umožňuje měření teplot likvidu a solidu, teplot fázových transformací, tepelných kapacit či hmotnostních změn vzorku kovových soustav. Princip těchto metod je jednoduchý zkoumaný materiál je podroben teplotnímu režimu (ohřev, chlazení nebo konstantní teplota nebo jejich kombinace) a monitorována je změna vlastnosti materiálu (teplota, hmotnost, rozměr). Také atmosféra, ve které měření probíhá, je volitelná. Volíme buďto prostředí inertní, například dusík nebo argon, nebo oxidační, zde je nejjednodušší použít vzduch. Měřit lze od laboratorní teploty do vysokých teplot, 1000 až 1600 C podle typu přístroje. Metody termické analýzy můžeme rozdělit na statické a dynamické. Statickými postupy zjišťujeme změny vlastností vzorku, který je zahříván na konstantní teplotu (izotermní ohřev). U dynamických postupů je stěžejní zahřívání nebo ochlazování vzorku konstantní rychlostí (neizotermní děj). V praxi se nejčastěji využívá dynamických metod, neboť jsou rychlejší a pomocí nich získáme více informací o dané látce [22]. Většina metod termické analýzy sleduje příslušné vlastnosti systému (hmotnost, energii, rozměr, vodivost apod.) jako dynamickou funkci teploty. Základním jevem důležitým pro tyto metody je změna entalpie (ΔH). Každou fyzikální a chemickou změnu lze charakterizovat změnou obsahu Gibbsovy volné energie (ΔG), která je daná vzorcem ΔG = ΔH TΔS kde ΔH je entalpie, T je absolutní teplota a ΔS je entropie děje. Každý systém se snaží dosáhnout takového stavu, kterému odpovídá nižší hodnota Gibbsovy volné energie. Jako příklad můžeme uvést přechod látky z jedné krystalické formy do druhé, která má za dané teploty menší obsah volné energie a je tedy stálejší. Vytváření krystalické struktury nebo jiného stavu s nižší hodnotou volné energie může při ohřevu vzorku probíhat i přes jednotlivé mezistupně. Příkladem takové přeměny může být tání, var, sublimace, krystalická přeměna apod. Každou přeměnu charakterizuje teplota a změna entalpie. Změnu entalpie může provázet i změna hmotnosti sledované látky [22]. Mezi nejznámější metody termické analýzy patří např. [33]: Diferenční termická analýza (DTA) Metoda je založena na měření teplotních rozdílů mezi skutečnou teplotou zkoumaného vzorku a teplotou definovanou zvoleným teplotním programem. 29
41 Diferenční snímací nebo skenovací termická analýza (DSC) Vzorek se podrobuje lineárnímu ohřevu a rychlost tepelného toku ve vzorku, která je úměrná okamžitému měrnému teplu, se plynule měří. Termogravimetrická analýza (TGA) Vzorek (miligramy až gramy) je vystaven tepelnému namáhání, a na citlivých mikrováhách je sledována změna jeho hmotnosti. Termogravimetrie tedy snadno a rychle stanovuje tepelnou nebo tepelně-oxidační stabilitu vzorku (či-li to, jakou teplotu materiál snese"). Pomocí analýzy kroků degradace materiálu je pak možno usuzovat na jeho složení, obsah vlhkosti, obsah organické hmoty a anorganické hmoty [34]. Kombinace metod TGA/DTA, simultánní TGA/DSC atd. Na obr. 31 je ilustrativní obrázek vysokoteplotního zařízení pro termickou analýzu tepelně fyzikálních vlastností kovů a strusek STA449 F3 Jupiter od společnosti Netzsch Gerätebau GmbH [24]. Na obr. 32 je pak zachycen detailní pohled na měřící tyč s kelímky při použití DTA metody [35]. 30 Obr. 31 Vysokoteplotní zařízení pro termickou analýzu tepelně fyzikálních vlastností kovů a strusek STA449 F3 Jupiter od společnosti Netzsch Gerätebau GmbH [24] Obr. 32 Detailní pohled na měřící tyč s kelímky při použití DTA metody [35] Shrnutí pojmů kapitoly (podkapitoly) Termodynamická databáze, Termická analýza DTA, DSC, TGA Otázky k probranému učivu 1. Lze pomocí termodynamické databáze vypočítat termodynamické vlastnosti jakékoliv kovové soustavy bez omezení procentuálního zastoupení doprovodných prvků? 2. Jaké termodynamické vlastnosti mohou být získány metodou termické analýzy DTA?

42 9 Krystalizace oceli, průběh tuhnutí ocelového ingotu, přehled vad ingotů 31 Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět popsat způsob tuhnutí ocelového ingotu vyjmenovat základní vady ocelových ingotů určit dobu tuhnutí kruhového ocelového ingotu Výklad 9.1 Způsob tuhnutí a struktura ingotu, vady ingotu Výroba těžkých kovářských ingotů je obvykle spojena s řadou technologických a materiálových problémů. Vady uklidněných i neuklidněných ingotů lze rozdělit podle umístění na vnější a vnitřní vady. Povrchové (vnější) vady vznikají převážně použitím nevhodných licích podmínek a špatné technologie lití. Některé defekty znehodnotí celý ingot a ten může být využit jen jako kovonosná vsázka do výrobního zařízení. Vznik vnitřních vad (segregace a další) je spojen s podmínkami lití a tuhnutí ocelového ingotu. Ingoty tuhnou ve směru odvodu tepla. Ukázka postupu fronty tuhnutí je zachycena na obr.33 [36]. Obr.33 Postup fronty tuhnutí u těžkého kovářského ingotu zachycený pomocí výsledků numerického modelování [36] V důsledku změn objemu kovu při tuhnutí dochází zejména v horní a středové části ingotu ke vzniku porozity a staženin. V důsledku smrštění kovu během tuhnutí může docházet ke vzniku mezery mezi tělem ingotu a stěnou kokily. Pnutí v těle ingotu může iniciovat vznik trhlin. V těchto trhlinách zaplněných taveninou, obohacenou o nekovové vměstky a prvky se sklonem k segregaci se pak tvoří tzv. V vycezeniny. V ingotu z uklidněné oceli se setkáváme i s dalšími typy vycezenin, nejčastěji s vycezeninami typu A, či segregacemi [37]. Poslední jmenovanou vadou segregací - se v ocelovém ingotu rozumí chemická a makrostrukturní nehomogenita. Rozdíly chemického složení kovu vznikají omezenou
43 rozpustností doprovodných a legujících prvků v oceli během tuhnutí. Rozpustnost prvku v tavenině při konstantní teplotě je obvykle vyjádřena pomocí rovnovážného rozdělovacího koeficientu stanoveného na základě studia binárního diagramu. Ocel je však multikomponentní materiál, kde je rozpustnost jednotlivých prvků závislá na koncentraci dalších legur či příměsí. Uplatňuje se zde vliv omezené difuze v tavenině a tuhé fázi, druh dendritické struktury a velikost konvenčních proudů v oceli během tuhnutí. V závislosti na chemickém složení se výrazně mění i rozpětí mezi teplotou likvidu a solidu. Rozdíl mezi teplotami likvidu a solidu určuje šířku dvoufázového krystalizačního pásma a tedy sklon ke vzniku segregací [38, 39]. Výsledná makrostruktura kovářského ingotu je pak tedy po obvodu tvořena pásmem rovnoosých krystalů, pásmem kolumnárních krystalů (sloupkovitých krystalů) a pásmem dendritických krystalů. Pro středové části makrostruktury kovářského objemného ingotu jsou charakteristické tzv. A a V segregace či tzv. skvrnitost (freckles pihy). Řez typickým profilem makrostruktury objemného kovářského ingotu je zachycen na obr. 34 [37]. 32 Obr.34: Typický řez profilem makrostruktury objemného kovářského ingotu dle [37] U menších ingotů mohou být středové vady částečně eliminovány dalším zpracováním, např. tepelným ohřevem a prokováním. Se stoupající hmotností ingotů probíhají všechny uvedené pochody daleko intenzivněji nežli u ingotů menších. U objemných ocelových ingotů není možné hluboké prokování makrostruktury zaručit. Minimalizaci velikosti rozsahu segregace u objemných ocelových ingotů je možné zajistit především úpravou geometrie kokily a režimu odlévání a chlazení. Snahou je proto zajistit takový způsob tuhnutí, který by zamezil vzniku řady nežádoucích jevů (tedy vzniku vadám), jež doprovázejí tuhnutí oceli [40]. 9.2 Určení doby tuhnutí ingotů kruhového průřezu Dobu tuhnutí kruhových ingotů určíme pomoci konstanty tuhnutí. Konstantu tuhnutí k lze vypočítat z celkové doby tuhnutí R: R k Hodnota konstanty tuhnutí k pro kurohový ingot je asi 1,4krát větší než pro bramový ingot (s poloměrem A/D = 1,6). Z toho vyplývá, že doba tuhnutí bramového ingotu ve srovnání s kruhovým ingotem stejné tloušťky je asi dvojnásobná [41].
44 33 Shrnutí pojmů kapitoly (podkapitoly) Fronta tuhnutí Staženina, porozita, segregace Otázky k probranému učivu 1. Jaký je rozdíl mezi mikro a makrosegregací v oceli? 2. Na čem závisí rozsah makrosegregace v oceli? 3. Kterými parametry výroby lze ovlivnit rozsah objemových vad ocelových ingotů?
45 34 10 Krystalizace plynule lité oceli, význam určení součinitelů přestupu tepla, přehled vad plynule litých předlitků Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět popsat technologii plynulého odlévání oceli popsat konstrukční uspořádání zařízení plynulého odlévání vyjmenovat základní vady plynule litého předlitku Výklad Plynulé odlévání oceli je dnes nejrozšířenějším způsobem zpracování tekuté oceli do polofinálního tvaru. K rozvoji technologie přispěly požadavky na zvýšení kvality, produktivity za současného snížení výrobních nákladů a energetické náročnosti. Při plynulém odlévání je ocel, zpracovaná postupy sekundární metalurgie a připravená v licí pánvi, umístěna na otočný licí stojan zařízení plynulého odlévání (ZPO). Odtud je ocel přes stínicí trubici odlévána do mezipánve. Následně je ocel ponornými výlevkami vedena do oscilujících krystalizátorů (primární zóna chlazení), kde je zajištěno řízené tuhnutí oceli. Pod krystalizátorem je soustava vodících a opěrných válečků (sekundární zóna chlazení) včetně chladících trysek, jež zajišťují tažení, přetváření a chlazení licího proudu oceli. Schéma ZPO je zachyceno na obr.35. Mezipánev je jedním z důležitých technologických uzlů zařízení plynulého odlévání oceli. Zajišťuje především [42, 43]: rozdělení taveniny oceli v průběhu odlévání na jednotlivé licí proudy, reguluje hmotnostní tok oceli do krystalizátorů, snižuje ferostatický tlak tekuté oceli, homogenizuje teplotu taveniny, napomáhá separaci vměstků, zajišťuje zásobu oceli při sekvenčním odlévání v průběhu výměny licí pánve, eliminuje turbulenci licího proudu z licí pánve aj. Z mezipánve je ocel odlévána ponornými výlevkami do krystalizátorů. Ponorné výlevky chrání licí proud před tzv. sekundární oxidací (též reoxidací), protože zasahují svým vyústěním až do taveniny oceli v krystalizátoru. Často bývá při průtoku výlevkou proud oceli chráněn i dmýcháním inertního plynu (argonu). Významnou úlohu při plynulém odlévání oceli sehrávají i krystalizátory, které určují konečný tvar předlitku. Krystalizátory zařízení plynulého odlévání jsou tvořeny ocelovým pláštěm a měděnou vložkou, která zajišťuje díky vysoké tepelné vodivosti rychlý odvod tepla a vznik licí kůry plynule litého ocelového předlitku. Při tuhnutí oceli vzniká mezi vnitřní
46 stěnou krystalizátoru a licí kůrou plynule litého předlitku vzduchová mezera, která brání intenzivnímu chlazení předlitku. Z tohoto důvodu bývá krystalizátor lehce zúžený ve své dolní části. Obvyklý úběr představuje 1 % na jeden metr délky krystalizátoru (což představuje u předlitku kvadrátu 100 x 100 mm zúžení o 1 mm na 1 m délky krystalizátoru). Tažení předlitku je zajištěno díky oscilaci krystalizátoru a dostatečného mazání licími prášky, které mimo jiné chrání i hladinu oceli v krystalizátoru před sekundární oxidací. Dnes se začíná ve větší míře prosazovat hydraulické zajištění oscilace, které má hned několik výhod, jako je rozměrová přesnost předlitku, redukce povrchových vad a menší třecí síly mezi krystalizátorem a předlitkem [44]. I přes soustavné zlepšování technologie plynulého odlévání oceli lze u plynule litých předlitků zaznamenat výskyt různých vad. Mezi nejobvyklejší patří tzv. oscilační vrásky, středová porozita, makrosegregace prvků a výskyt povrchových trhlin. Vady jsou výsledkem nevhodně nastavených podmínek odlévání (licí rychlosti vs. licí teplota), způsobem odvodu tepla, použitým typem licího prášku, rychlostí oscilace krystalizátoru či způsobem chlazení v tzv. sekundární zóně chlazení. Jednou z možností, jak omezit výskyt vad plynule litého předlitku, je použití i tzv. elektromagnetického míchání v oblasti krystalizátoru (či bezprostředně pod krystalizátorem), které zajistí míchání tekutého jádra plynule litého předlitku. Pohyb taveniny v předlitku vede k menšímu rozsahu středové makrosegregace, zlepšení povrchové kvality a usměrněné distribuci vměstků do licího prášku na hladině oceli v krystalizátoru. 35 Obr.35 Schéma konstrukčního uspořádání zařízení plynulého odlévání Odlévaný předlitek může mít různý tvar i rozměr. Dle této charakteristiky lze ZPO rozdělit podle následujících kritérii, které jsou přehledně znázorněné na obr. 36 [5]:
47 36 Blok poměr výšky/šířky < 1,5 Sochor Kulatina kruhové sochory Nosníkové profily Bramy, bramky poměr výšky/šířky 2 Obr. 36 Rozdělení předlitků podle tvaru a rozměrů [5]. Podle počtu výtokových uzlů z mezipánví můžeme ještě ZPO rozdělit na jednoproudá, dvou a víceproudá [5]. Pro zajištění zdárného průběhu tuhnutí plynule litého předlitku je, obdobně jako u odlévání oceli do kokil, nutná znalost průběhu tuhnutí předlitku. Při plynulém odlévání oceli totiž předlitek opouští krystalizátor v okamžiku, kdy je tloušťka utuhlé kúry předlitku vůči tekutému jádru značně malá. Tloušťka kůry je funkcí rychlosti odlévání, teploty odlévaného kovu, rychlosti odvodu tepla z krystalizátoru. Po opuštění krystalizátoru je následně předlitek navíc v sekundární oblasti intenzívně chlazen vodou a současně tvarován pomocí opěrných a tažných válců. V průběhu celého uvedeného toku dochází jednak k výraznému tepelnému pnutí, které může vést k trhlinám, či dalším vadám typu dutin, staženin a makrosegregací. Významnou roli při optimalizaci tuhnutí předlitku hraje numerické modelování. Pro vlastní nastavení výpočtu je však nezbytné, kromě vlastní jakosti oceli či licí rychlosti a teploty, znát koeficienty přestupu tepla v jednotlivých oblastech chlazení. Jak uvádějí různí autoři, např. v oblasti bramového krystalizátoru mohou činit součinitele přestupu tepla [41]: 1200 W.m -2.K -1 pro širší stranu 630 W.m -2.K -1 pro užší stranu. Shrnutí pojmů kapitoly (podkapitoly) Zařízení plynulého odlévání, Mezipánev Ponorná výlevka
48 37 Krystalizátor Primární zóna chlazení Sekundární zóna chlazení Terciární zóna chlazení Otázky k probranému učivu 1. Jaké funkce zajišťuje mezipánev? 2. Která technologická opatření lze použít proti sekundární oxidaci oceli během plynulého odlévání? 3. Které ocelárny na území České republiky odlévají ocel plynulým způsobem?
49 11 Metody měření v hutním průmyslu identifikace vstupních parametrů nezbytných pro nastavení numerického modelu metalurgického procesu 38 Čas ke studiu: 1,5 hodin Cíl Po prostudování této kapitoly budete umět Vyjmenovat metody, které lze použít k měření tepelného toku, res. koeficientů přestupu tepla v hutnictví Využít termovizní měření Definovat pojmy, které souvisí s vymezením podmínek přestupu tepla u numerického modelu Výklad Kvalita výsledků numerické simulace je závislá nejen na použitých termodynamických parametrech materiálů, ale i na použitých podmínkách přestupu tepla mezi jednotlivými částmi licí sestavy a způsobu definice odvodu tepla [45]. Metody verifikace termodynamických veličin oceli či licího kovového systému byly popsány v předchozí kapitole. Nyní se zaměříme na problematiku identifikace koeficientů přestupu tepla mezi jednotlivými komponenty studovaného systému, tepelných ztrát povrchem systému a stanovení okolní teploty. V případě modelování proudění a tuhnutí oceli je teplo tekutého kovu odváděno do stěn průtokových reaktorů či kokily třemi způsoby [41]: 1. vedením (kondukcí), a to v tuhých tělesech, popřípadě v tenkých nepohybujících se vrstvách kapalin nebo plynů; 2. prouděním (konvekcí), v pohybujících se kapalinách nebo plynech a sypkých hmotách; 3. sáláním (radiací), tedy elektromagnetickým vlněním z jednoho tělesa na jiné mezilehlým prostředím. Při výměně tepla mezi tuhým tělesem a obtékající kapalinou (nebo plynem) hovoříme o přestupu tepla. Množství tepla (Q), které přejde za čas plochou S z látky o teplotě t 1 do stěny o teplotě t 2 (respektive které přechází z povrchu tělesa do okolí) je možné vyjádřit tzv. Newtonovým vztahem: Q t1 t2 S kde je koeficient (součinitel) přestupu tepla, [W.m 2.K 1 ] t 1 teplota látky (resp. teplota povrchu tělesa) [ C] t 2 teplota stěny (resp. teplota okolí), [ C] S ochlazovaná plocha, [ m 2 ]
50 39 t S n Q množství tepla, [J ] čas, [s ] Teplo procházející plochou určuje tzv. tepelný tok [W.m -2 ]: kde je tepelná vodivost, [W.m -1.K -1 ] n t teplotní spád, S plocha, [m 2 ]. Tepelný tok závisí na tepelné vodivosti těles. Množství tepla Q, které projde plochou S za čas, se označuje jako hustota tepelného toku q: q Q S Mění-li se teplota v jednotlivých bodech tělesa v závislosti na čase, jde o neustálený tepelný přenos. V teorii nestacionárního vedení tepla se často užívá Fourierovy rovnice vedení tepla. Odvod tepla sáláním popisuje Stefanův Boltzmannův zákon ve tvaru [46]: W =ε σ T 4 kde W je intenzita vyzařování, [W m -2 ] ε - emisivita, [1] σ - Stefanova Boltzmannova konstanta, [W m -2 K -4 ] T - termodynamická teplota, [K]. Definice matematického modelu proudění vyžaduje zejména znalost tepelného toku stěnami průtokových reaktorů a okolní teploty. V případě definice matematického modelu proudění a tuhnutí oceli je nezbytné definovat jak okolní teplotu a tepelný tok stěnami včetně odvodu tepla sáláním, tak i koeficienty přestupu tepla mezi jednotlivými komponenty licí sestavy. Definice koeficientů přestupů tepla (HTC Heat Transfer Coefficient) mezi jednotlivými komponenty licí sestavy při modelování tuhnutí oceli není jednoduchá. Obvykle jsou v literatuře uváděny konstantní hodnoty, a to v rozpětí 100 až 1000 W.m -2.K -1. Ve skutečnosti se však bude hodnota měnit v závislosti na teplotě a čase. Při stanovení tepelných ztrát a HTC je proto kromě literárních údajů či teoretických výpočtů vhodné využít některé z dostupných experimentálních měření teplot či tepelných toků. Výsledky experimentálního měření pak mohou být použity buď přímo při nastavení
![parametrů matematického modelu, nebo nepřímo k porovnání s výsledky teplotních polí získaných numerickým modelováním [45]. Pro měření vysokých teplot, nad 1500 C, je možno využít termočlánků.](/docs-images/26/7520171/images/51-0.png "Životnost termočlánků a dlouhodobá stálost je často velmi nízká, proto se hodí spíše pro jednorázové měření.")
51 parametrů matematického modelu, nebo nepřímo k porovnání s výsledky teplotních polí získaných numerickým modelováním [45]. Pro měření vysokých teplot, nad 1500 C, je možno využít termočlánků. Životnost termočlánků a dlouhodobá stálost je často velmi nízká, proto se hodí spíše pro jednorázové měření. Mnohem výhodnější je při vysokých teplotách využití bezdotykového pyrometrického měření teplot [47]. Obě uvedené metody však mohou poskytovat informace o velikosti teploty v jednom konkrétním místě měřeného povrchu nebo objektu. Aby bylo možno získat obraz o rozložení teplot na celém povrchu měřeného povrchu včetně tepelného toku, je výhodné využít měření pomocí termovizních kamer. Výsledky termovizního měření lze zpracovat v software, který umožňuje zobrazení rozložení teplotních polí, profilů, histogramů a vývojových diagramů. Navíc nabízí možnost generování trendů, detekci teplých či studených oblastí aj. Na obr. 37 je zachycen pohled na pracovní plochu monitoru se spuštěným SW GORATEC Thermography Studio [48]. Teplotní stupnice na hodnoceném snímku udává rozsah naměřených teplot. Na panelu teplotní stupnice (viz obr. 38) je možno zvolit z rozpětí teplot získaných přímo vlastním experimentálním měřením, anebo upravit rozsah dle vlastní potřeby. Maximální dělení stupnice je obvykle limitováno. Barevná škála nabízí až 256 barev. Tato informace je zásadní z pohledu možnosti srovnání výsledků z navazujícího numerického modelování, kdy lze nastavit stupnice jak při zobrazení teplotního pole experimentálních výsledků, tak teplotní stupnice u výsledků numerického modelování tak, aby byly srovnatelné. 40 Obr. 37 Pohled na pracovní plochu SW GORATEC Thermography Studio [48] 1 hlavní panel nástrojů, 2 Navigační panel obsahující ikony, jež umožňují snadno změnit aktivované vlastnosti zkoumaného bodu na teplotním obrázku nebo provést různé operace, 3 Panel se statistickými údaji všech analyzovaných objektů (např. je možno zjistit průměrné hodnoty, minima, maxima a další), 4 Panel analyzovaného obrázku, 5 Teplotní stupnice, jež ukazuje závislost mezi zvolenou barvou a teplotou. SW umožňuje změnit libovolně barevnou škálu 6 Panel promítnutých grafů zobrazení profilů aj. pro zvolený analyzovaný objekt

52 Správná teplota hodnoceného povrchu může být vypočítána pomocí SW pouze tehdy, je-li správně určena emisivita. Je totiž třeba vzít v úvahu, že se ve snímaném poli během experimentálního měření vyskytují různé materiály, které mohou vykazovat zcela odlišnou emisivitu. Výpočet je také závislý na definované teplotě okolí. Pohled na panel, jež slouží k definování emisivity a teploty okolí, je zachycen na obr Obr. 38 Pohled na panel nástrojů teplotní stupnice [48] Obr. 39 Panel k určení emisivity a teploty okolí [48] Např. zmíněný SW Thermography Studio nabízí možnost analýzy bodu, úsečky či vybrané plochy, jak je patrné ze snímku teplotního pole povrchu kokily na obr. 40 [45]. Jak je vidět z obr. 40, teplotní stupnice je upravena s ohledem na rozsah měřených hodnot. To znamená tak, abychom byli schopni na sledovaném povrchu zjistit konkrétní teplotu. Čím menší je zvolený rozsah teplot, tím přesněji je určena teplota ve zvoleném místě. Ještě přesnější informaci o teplotách na povrchu bychom měli zjistit, pokud upravíme stupnici z režimu RAINBOW na režim ostrých přechodů, tzv. CONTRAST režim (viz obr. 41). Výhodou zobrazování teploty v ostrých konturách, a změnou minimální a maximální hodnoty, je získání přesné informace o teplotě ve zvoleném místě geometrie. Obr. 40 Snímek teplotního pole povrchu kokily v režimu Rainbow s vyznačenými body, úsečkami a plochami včetně tabulky se statistickými údaji (velikost snímku, den pořízení, čas pořízení, min. a max. zjištěná teplota, použitá emisivita na kameře, teplota okolí a citlivost měření) [45]
53 42 Obr. 41 Snímek teplotního pole povrchu kokily v režimu Contrast při použití škály 16 (vlevo) a 32 barev (vpravo) Jak je z obr. 40 dále patrné, při analýze teploty pomocí bodu vyhodnotíme předpokládanou teplotu na povrchu v konkrétním místě. Zjištěné teploty v jednotlivých bodech jsou vždy poté kromě informace přímo v obrázku zaznamenány v tabulce (viz. tab. 3). Tab. 3 Teploty naměřené ve zvolených bodech na povrchu pláště kokily označených v obr. 40 [45] Pokud zvolíme hodnocení teplot na povrchu pomocí úsečky, pak můžeme získat teplotní profil ve zvolené horizontální (nebo i vertikální) rovině. Ukázka teplotního profilu pro zvolenou rovinu 1 a 2 (viz obr. 40, pozn. rovina 1 je blíže podložce) je zachycena na obr. 42. Z obr. 42 lze vyčíst maximální a minimální teplotu v horizontální rovině. Obr. 42 Teplotní profil v horizontální rovině 1 a 2 (viz obr. 40) na povrchu kokily [45]
, označená v tab. 4 jako Area 1 a Area 2. Vybraná plocha je posléze přenesena do formy histogramu (viz obr. 43). V tab.")
54 Další možností je teplotní analýza vybrané plochy zkoumaného povrchu. Opět, tak jako v obou předchozích případech, lze individuálně nastavit při analýze jak emisivitu, tak teplotu okolí. Na obr. 40 byla vybrána dvě obdélníková pole (zleva oblast 1 a pak 2), označená v tab. 4 jako Area 1 a Area 2. Vybraná plocha je posléze přenesena do formy histogramu (viz obr. 43). V tab. 4 jsou pro jednotlivé pole uvedeny zjištěné minimální a maximální hodnoty teplot, průměrná teplota, použitá emisivita, teplota okolí, rozměr analyzované plochy a tepelný tok radiací (P2) a tepelný tok radiací konkrétní vybrané plochy ( P2 ). Tab. 4 Souhrnné tepelné informace o vybraných plochách na povrchu kokily [45] 43 Obr. 43 Histogramy vybrané plochy 2 (viz obr. 21) na povrchu kokily Z histogramu na obr. 43lze získat informaci o distribuci hustoty tepelného toku (resp. tepelném toku) ve vybrané oblasti. Je vidět, že histogram má obdobné členění jako graf s teplotním profilem. V levém informačním sloupci lze interpretovat jednotlivá písmena následovně: Rectangle 1 - plocha 1 E: 0,85 - zvolená emisivita sledovaného objektu S: - rozměr zvolené plochy P2 - tepelný tok radiací, který je definovaný následující rovnicí: kde je Stephan Boltzmannova konstanta, [W m -2 K -4 ] emisivita, [1] T zjištěná teplota na analyzovaném povrchu, [K] T 0 teplota okolí, [K] S vybraná plocha, [m 2 ] P2 - tepelný tok [W.m -2 ] radiací vybranou plochou, který je definován jako P2 = S. P2 Získané informace o tepelných tocích lze využít při zpřesnění nastavení koeficientů přestupu tepla u numerického modelu plnění a tuhnutí oceli [ 45, 49].
55 44 Shrnutí pojmů kapitoly (podkapitoly) Tepelný tok Koeficient přestupu tepla Měření teploty pomocí termočlánků Bezdotykové měření pyrometry Termovizní měření Otázky k probranému učivu 1. Co je hlavní nevýhodou použití termočlánků a bezdotykového pyrometrického měření teplot? 2. Lze porovnávat výsledky termovizního měření a numerického modelování povrchu studovaného systému pomocí liniové analýzy?
56 45 12 Ilustrativní návod přípravy projektu a tvorby geometrie v prostředí ANSYS WorkBench Čas ke studiu: 11 hodin přístup k ANSYS Workbenchi dostupný po dohodě s vyučujícím na N414 Cíl Po prostudování následujících slajdů budete umět pracovat v prostředí integrovaného CAD systému DesignModeler modelovat 3D geometrii systému určeného nejen k numerické simulaci samostatně navrhnout licí teplotu a rychlost lití ocelových ingotů Výklad Na následujících obrázcích máte k dispozici detailní návod přípravy projektu v ANSYS Workbenchi a tvorby geometrie v DesignModeleru krok za krokem. Po této kapitole následuje kapitola 13, kde naleznete jeden kompletně vyřešený příklad tvorby geometrie licí sestavy ingotu včetně výpočtu technologických parametrů odlévání, kterými jsou licí teplota a licí rychlost Spouštění DesignModeleru

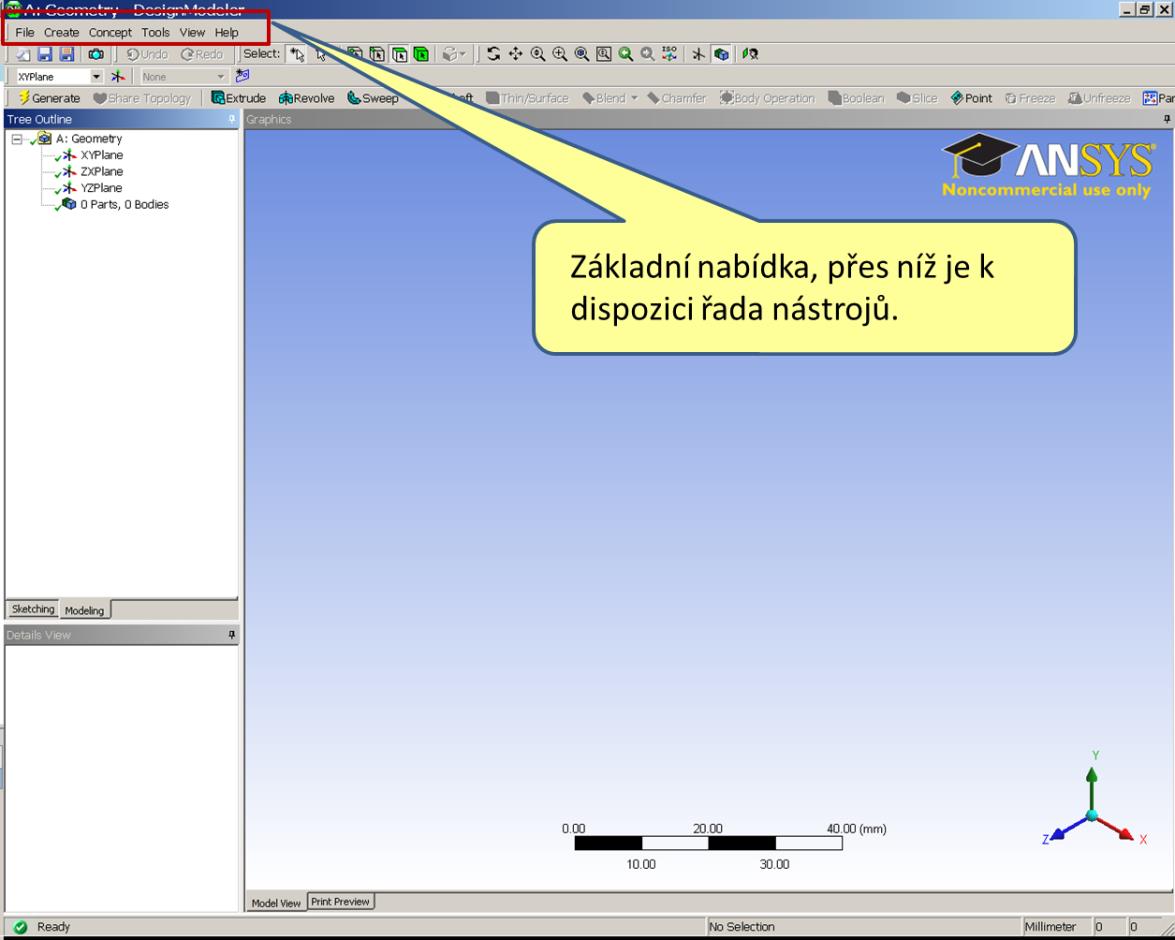
57 12.2 Popis nabídek v DesignModeleru 46


58 47
59 48
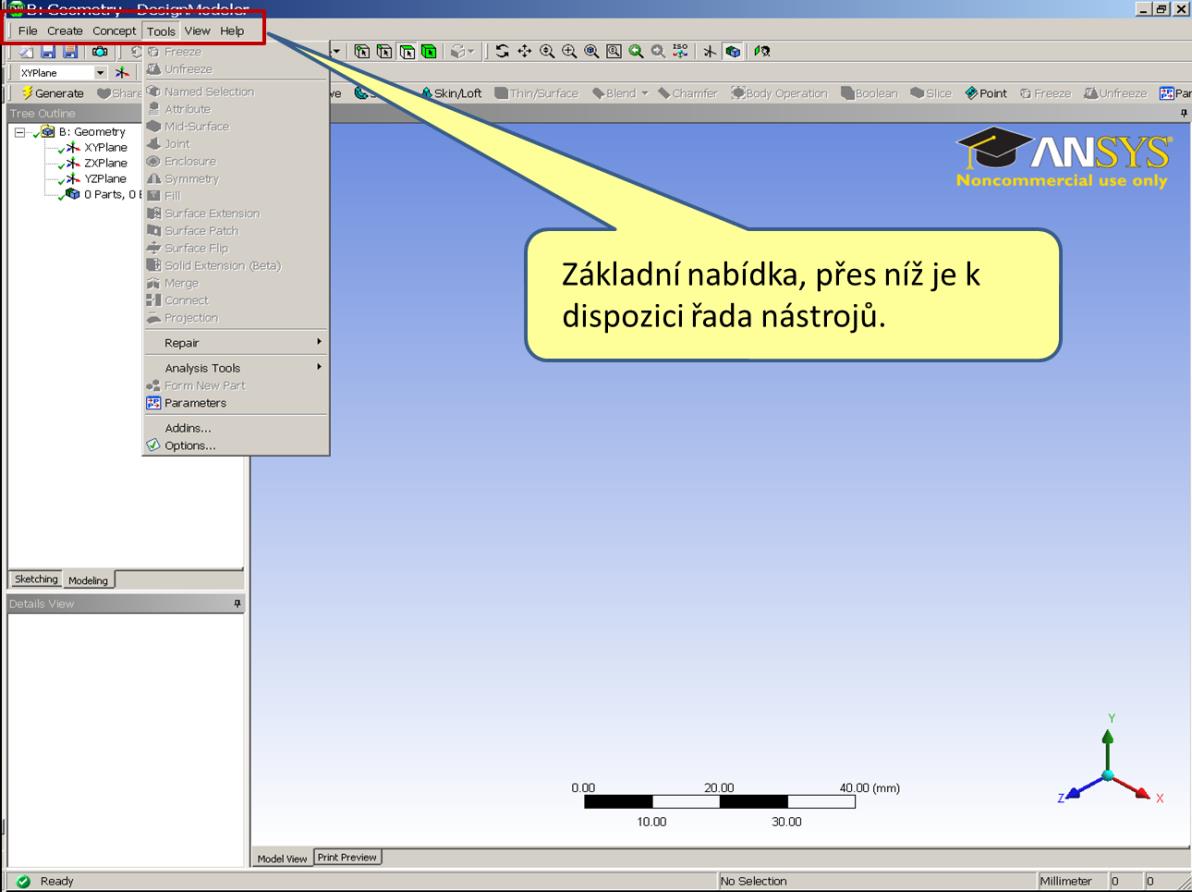
60 49

61 50
62 12.3 Tvorba válce použití funkce Extrude 51
63 52
64 53


65 54
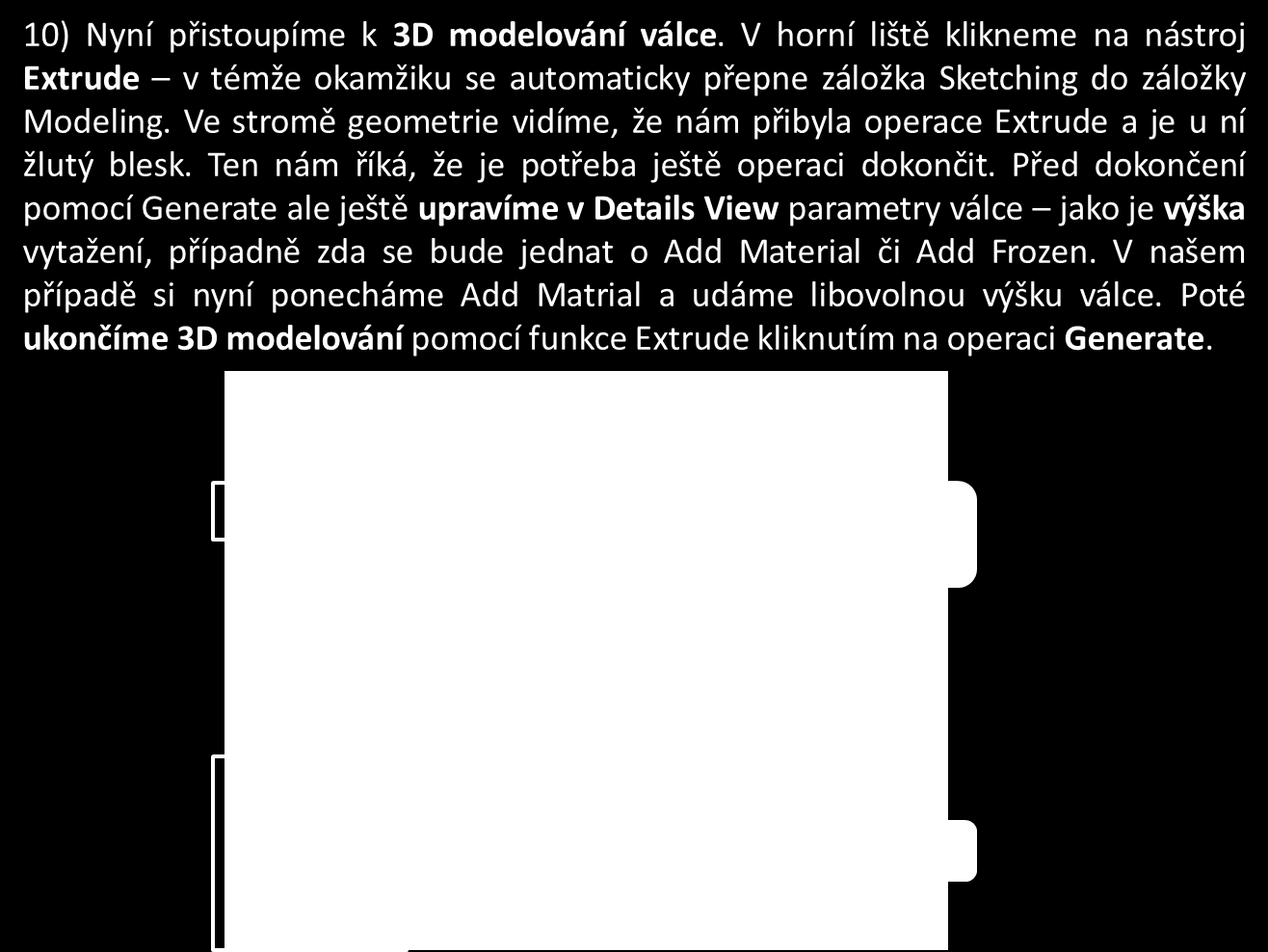
66 55
67 12.4 Tvorba válce použití funkce Rotate 56
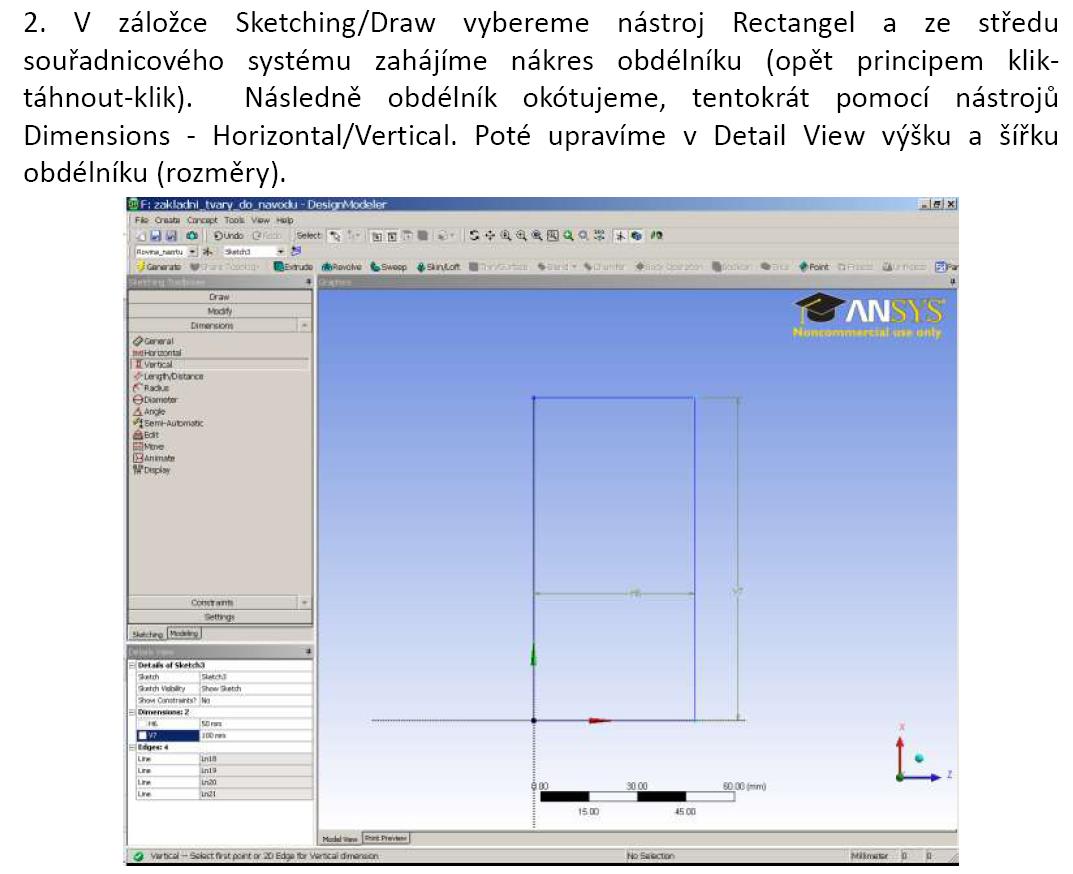

68 57
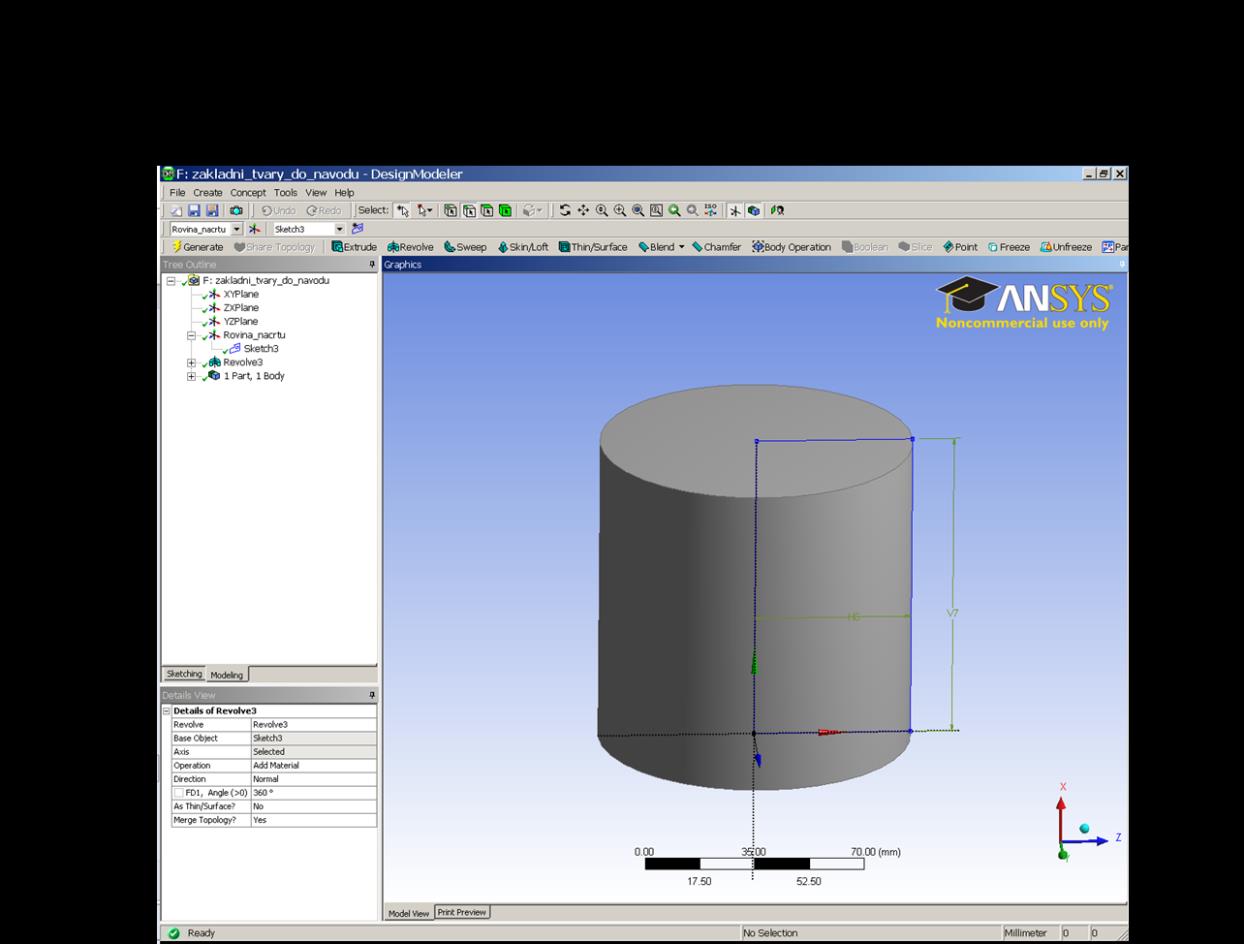
69 58


70 12.5 Tvorba kužele použití funkce Skin/Loft 59
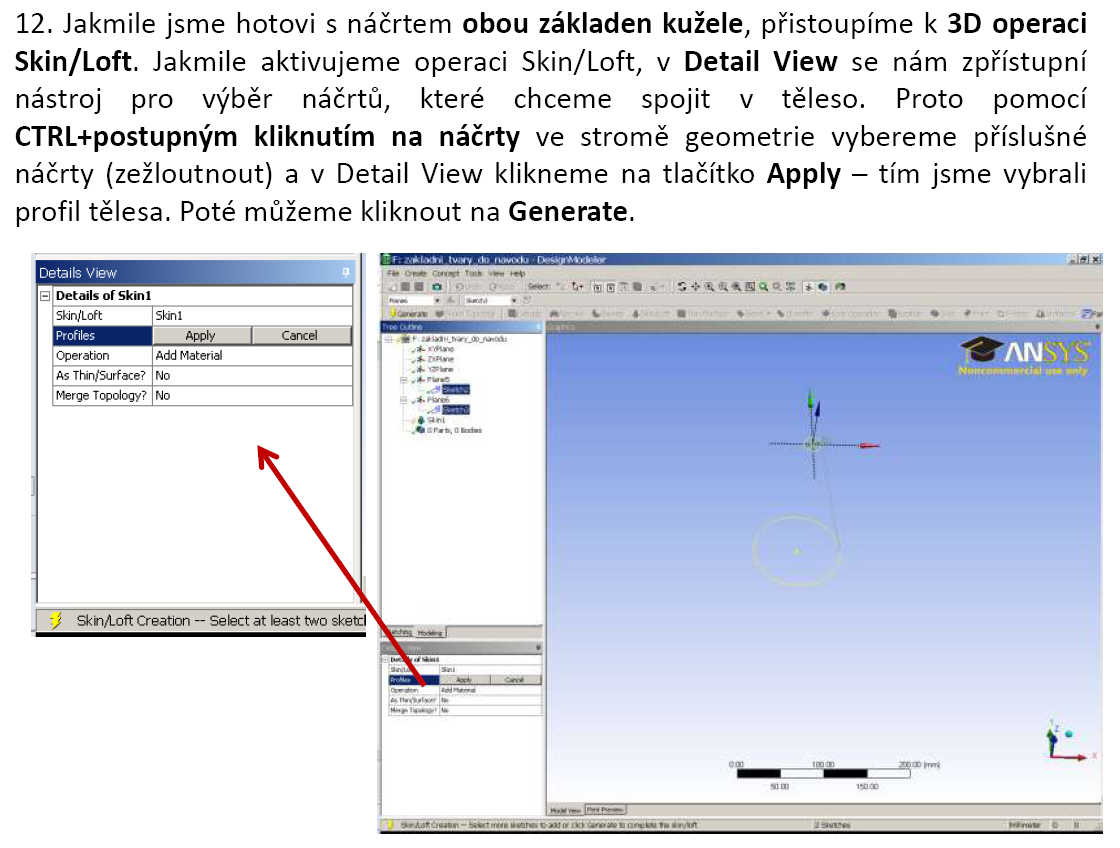
71 60
72 12.6 Tvorba tenkého tělesa 61


73 62

74 12.7 Zaoblení tělesa 63


75 12.8 Body Operation Mirror (Zrcadlení tělesa) 64

")
76 12.9 Boolean operace sčítání (slučování) těles 65
77 66
78 67 Zadání k samostatnému procvičování Zadání č.1 včetně návodu řešení 1. Vytvořte CAD geometrii licí sestavy 1,7 tunového ingotu, která bude určena pro optimalizaci technologie odlévání pomocí numerického modelování. Při návrhu tvaru geometrie ingotu/kokily použijte Oborovou normu ON Ingoty ocelové kovářské ( viz příloha tohoto dokumentu). 2. Navrhněte technologii odlévání 1,7 tunového ocelového ingotu. Předpokládejte, že bude odlévána jakost oceli X40CrMoV5-1. Navrhněte teplotu odlévání a režim plnění v návaznosti na Vámi zvolené podmínky ocelárny/odlévárny. Řešení zadání č.1 Stanovení licí teploty 1. Před zahájením výpočtu teploty likvidu dle rovnic či v termodynamické databázi vyhledáme chemické složení oceli pomocí SW KOVY. Pohled na pracovní okno SW KOVY ve výřezu detail vyhledaného chemického složení 2. Poté použijeme střední obsahy prvků pro výpočet teploty likvidu dle rovnic uváděných v předchozích kapitolách a zároveň využijeme dostupnosti termodynamické databáze CompuTherm k určení teploty likvidu. Způsob určení teploty likvidu [ C] CompuTherm 1472 Šmrha 1477 Myslivec 1483 Steeluniversity 1473 Průměr Připočítáme přehřátí 70 C 4. Teplota lití = 1545 C
 a navíc může být v licí jámě umístěno více licích sestav (např. 3 a více).")
79 Stanovení licí rychlosti Odléváme 1,7 tunový ingot (hmotnost včetně hlavy). Je však třeba si uvědomit, že obvykle jsou tyto malé ingoty odlévány v sestavě (např. 4 kokily/jedna licí deska) a navíc může být v licí jámě umístěno více licích sestav (např. 3 a více). Dále probíhá odlévání taveniny z jedné licí pánve dle výrobních dispozic ocelárny to znamená, že musíme zvolit takovou rychlost lití, která zajistí bezpečné odlití všech tří sestav i s uvažováním přesunu licí pánve nad všemi např. třemi sestavami. Pokud tedy budeme uvažovat s těmito předpoklady, pak: Budeme-li odlévat nejnižší doporučenou rychlostí 0,2 t/min, pak při průměru vtoku 40 mm činí celková doba plnění 4 ingotů na jedné licí desce cca 9,5 minut. Pro tři sestavy pak doba lití činí 25,5 min + připočítejte čas nutný k přesunu licí pánve mezi sestavami (předpokládejme, že půjde o 1 minutové intervaly), pak celková doba lití bude činit 27,5 min. Což při předpokládaném poklesu teploty oceli v licí pánvi cca 0,5 C/minutu (představuje pokles licí teploty oceli o cca 14 C) neohrozí průběh odlévání. Jak ukázal aplikovaný modelový výzkum prováděný na katedře metalurgie a slévárenství, lze v případě licí rychlosti 0,4 m/s (0,2 t/min) a tohoto ingotu dokonce zvolit nižší licí teplotu, a to 1525 C jak dokládají velikosti výsledných porozit v objemu těla ingotu získaných numerickou simulací v programu ProCAST. 68 Porovnání velikosti porozity v objemu těla ingotu u výsledků numerické simulace plnění a tuhnutí ingotu za různých okrajových podmínek Tvorba geometrie podložky
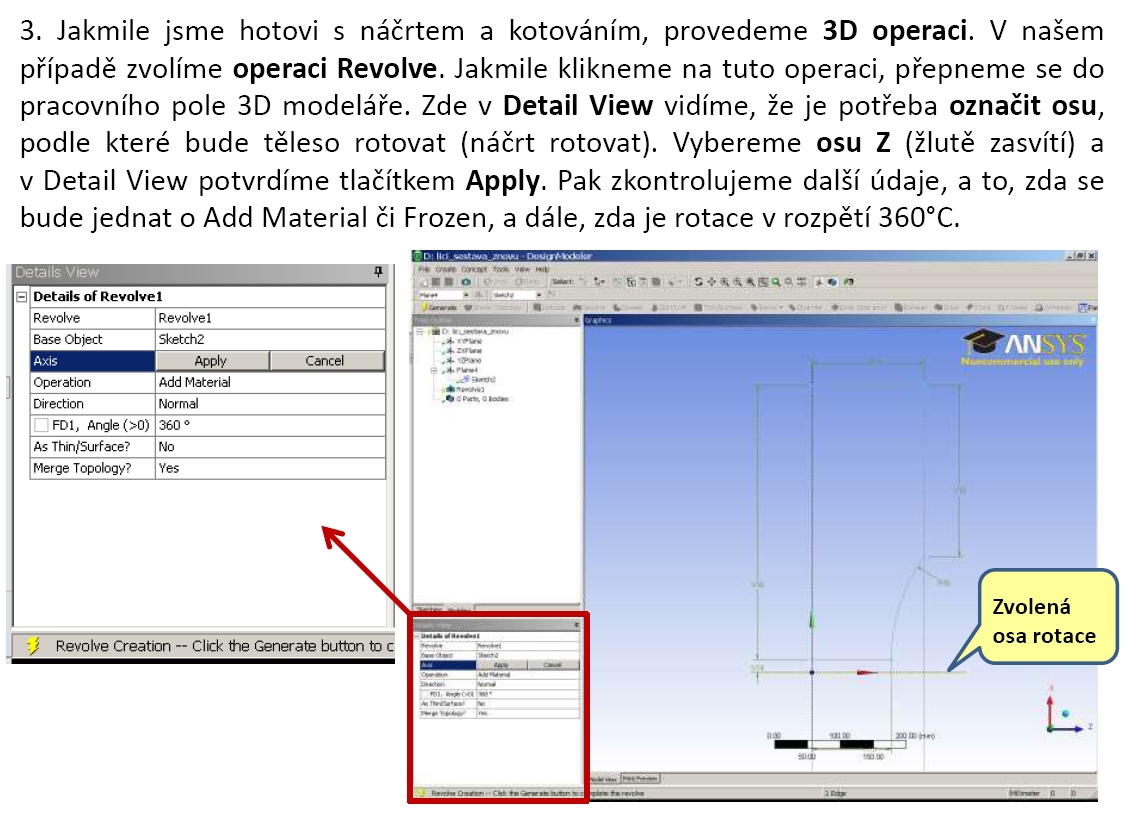
80 69
81 70
82 71 Tvorba kokily Při tvorbě geometrie budeme potřebovat následující nástroje: Náčrt / Sketching Draw = Circle, Line Dimension = Diametr, Angle, Radius Modify = Trim Modeling = funkce Skin/Loft, Fixed Radius Fillet
83 72
84 73
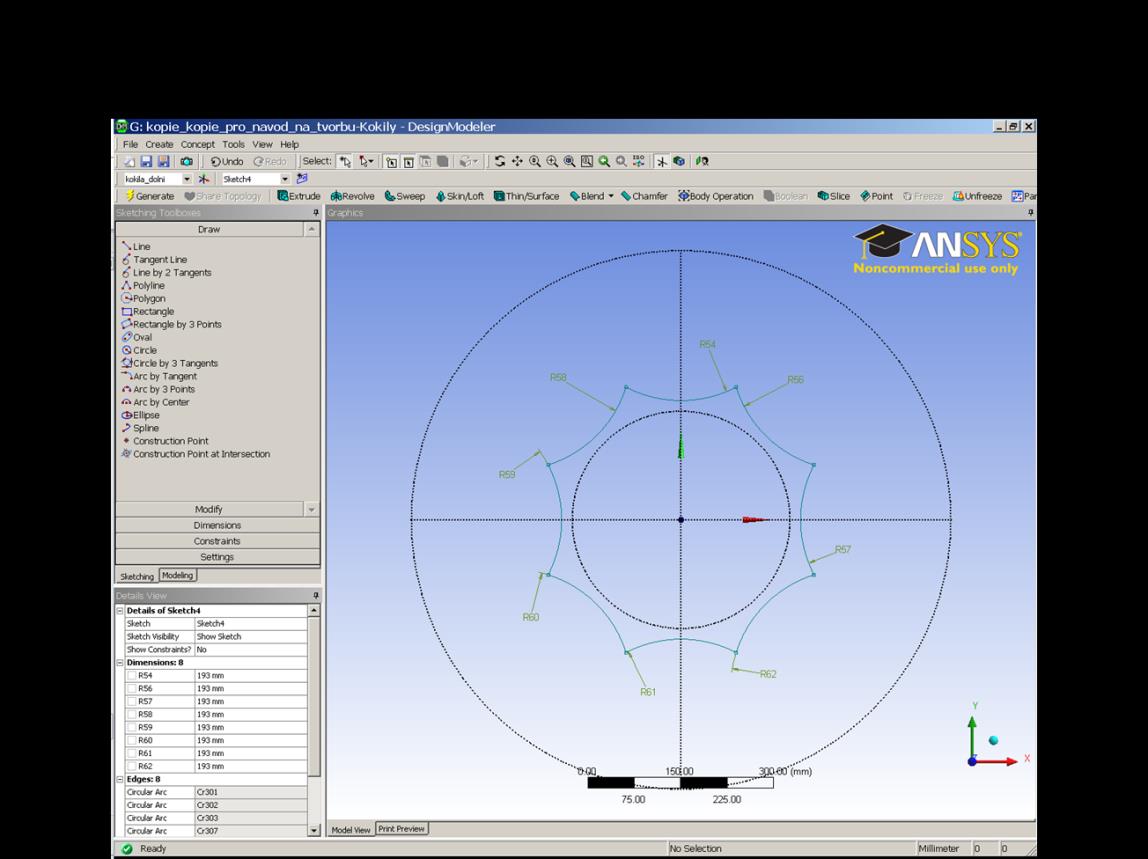
85 74
86 75


87 76
88 77
89 78
90 79
91 80


92 81
93 82
94 Tvorba hlavového nástavce 83
95 84
96 85

97 86
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 NUMERICKÉ SIMULACE ING. KATEŘINA
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 NUMERICKÉ SIMULACE ING. KATEŘINA
Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D.
 OPTIMALIZACE BRAMOVÉHO PLYNULÉHO ODLÉVÁNÍ OCELI ZA POMOCI NUMERICKÉHO MODELU TEPLOTNÍHO POLE Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D. Fakulta strojního inženýrství
OPTIMALIZACE BRAMOVÉHO PLYNULÉHO ODLÉVÁNÍ OCELI ZA POMOCI NUMERICKÉHO MODELU TEPLOTNÍHO POLE Ing. Tomáš MAUDER prof. Ing. František KAVIČKA, CSc. doc. Ing. Josef ŠTĚTINA, Ph.D. Fakulta strojního inženýrství
ÚSTAV STROJÍRENSKÉ TECHNOLOGIE SLÉVÁRENSKÁ TECHNOLOGIE
 Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
Magisterský obor studia: SLÉVÁRENSKÁ TECHNOLOGIE Obor slévárenská technologie: Je zaměřen zejména na přípravu řídicích a technických pracovníků pro obor slévárenství, kteří mají dobré znalosti dalších
Vysoká škola báňská Technická univerzita Ostrava TEORIE ÚDRŽBY. učební text. Jan Famfulík. Jana Míková. Radek Krzyžanek
 Vysoká škola báňská Technická univerzita Ostrava TEORIE ÚDRŽBY učební text Jan Famfulík Jana Míková Radek Krzyžanek Ostrava 2007 Recenze: Prof. Ing. Milan Lánský, DrSc. Název: Teorie údržby Autor: Ing.
Vysoká škola báňská Technická univerzita Ostrava TEORIE ÚDRŽBY učební text Jan Famfulík Jana Míková Radek Krzyžanek Ostrava 2007 Recenze: Prof. Ing. Milan Lánský, DrSc. Název: Teorie údržby Autor: Ing.
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ
 NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
NOVÉ VÝROBNÍ TECHNOLOGIE VYBRANÝCH JAKOSTÍ SE ZAMĚŘENÍM NA SNÍŽENÍ VÝROBNÍCH NÁKLADŮ a Miloš MASARIK, b Libor ČAMEK, a Jiří DUDA, a Zdeněk ŠÁŇA a EVRAZ VÍTKOVICE STEEL, a. s., Štramberská 2871/47, Czech
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ
 Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
Soutěžní příspěvek na konferenci STOČ 2007 k diplomové práci VYUŽITÍ NEURONOVÝCH SÍTÍ PRO PREDIKCI VAD INGOTŮ Jan Bažacký Katedra automatizace a výpočetní techniky v metalurgii VŠB TU Ostrava, 27.3.2007
23-41-M001 Strojírenství. Celkový počet týdenních vyučovacích hodin za studium: 4 Celkový počet vyučovacích hodin: 136 Platnost od: 1.9.
 Učební osnova vyučovacího předmětu technické kreslení Obor vzdělání: 2-41-M001 Strojírenství Délka forma studia: 4 roky, denní Celkový počet týdenních vyučovacích hodin za studium: 4 Celkový počet vyučovacích
Učební osnova vyučovacího předmětu technické kreslení Obor vzdělání: 2-41-M001 Strojírenství Délka forma studia: 4 roky, denní Celkový počet týdenních vyučovacích hodin za studium: 4 Celkový počet vyučovacích
VYUŽITÍ METOD TERMICKÉ ANALÝZY PRO STUDIUM TEPLOT FÁZOVÝCH PŘEMĚN REÁLNÝCH JAKOSTÍ OCELÍ VE VYSOKOTEPLOTNÍ OBLASTI
 VYUŽITÍ METOD TERMICKÉ ANALÝZY PRO STUDIUM TEPLOT FÁZOVÝCH PŘEMĚN REÁLNÝCH JAKOSTÍ OCELÍ VE VYSOKOTEPLOTNÍ OBLASTI Karel GRYC a, Bedřich SMETANA b, Karel MICHALEK a, Monika ŽALUDOVÁ b, Simona ZLÁ a, Michaela
VYUŽITÍ METOD TERMICKÉ ANALÝZY PRO STUDIUM TEPLOT FÁZOVÝCH PŘEMĚN REÁLNÝCH JAKOSTÍ OCELÍ VE VYSOKOTEPLOTNÍ OBLASTI Karel GRYC a, Bedřich SMETANA b, Karel MICHALEK a, Monika ŽALUDOVÁ b, Simona ZLÁ a, Michaela
POROVNÁNÍ TEPLOT SOLIDU A LIKVIDU OCELÍ S34MnV, 20MnMoNi5-5 ZÍSKANÝCH POMOCÍ METOD TERMICKÉ ANALÝZY A VÝPOČTŮ
 POROVNÁNÍ TEPLOT SOLIDU A LIKVIDU OCELÍ S34MnV, 20MnMoNi5-5 ZÍSKANÝCH POMOCÍ METOD TERMICKÉ ANALÝZY A VÝPOČTŮ Karel GRYC a, Bedřich SMETANA b, Monika ŽALUDOVÁ b, Markéta TKADLEČKOVÁ a, Ladislav SOCHA a,
POROVNÁNÍ TEPLOT SOLIDU A LIKVIDU OCELÍ S34MnV, 20MnMoNi5-5 ZÍSKANÝCH POMOCÍ METOD TERMICKÉ ANALÝZY A VÝPOČTŮ Karel GRYC a, Bedřich SMETANA b, Monika ŽALUDOVÁ b, Markéta TKADLEČKOVÁ a, Ladislav SOCHA a,
BRDSM: Komplexní systém dynamického řízení kvality plynule odlévané oceli
 BRDSM: Komplexní systém dynamického řízení kvality plynule odlévané oceli Registrační číslo: 132071 Garant výsledku: prof. Ing. Josef Štětina, Ph.D. Typ: Software - R Rok vydání: 30. 12. 2016 Instituce:
BRDSM: Komplexní systém dynamického řízení kvality plynule odlévané oceli Registrační číslo: 132071 Garant výsledku: prof. Ing. Josef Štětina, Ph.D. Typ: Software - R Rok vydání: 30. 12. 2016 Instituce:
BRDSM core: Komplexní systém dynamického řízení kvality plynule odlévané oceli
 BRDSM core: Komplexní systém dynamického řízení kvality plynule odlévané oceli Registrační číslo: 120108 Garant výsledku: doc. Ing. Josef Štětina, Ph.D. Typ: Software - R Rok vydání: 27. 11. 2015 Instituce:
BRDSM core: Komplexní systém dynamického řízení kvality plynule odlévané oceli Registrační číslo: 120108 Garant výsledku: doc. Ing. Josef Štětina, Ph.D. Typ: Software - R Rok vydání: 27. 11. 2015 Instituce:
NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S.
 NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S. Ladislav VÁLEK, Aleš MAREK, Markéta TKADLEČKOVÁ, Leoš KOCIÁN, Radim PACHLOPNÍK, Tomáš GUMULEC, Roland HINTERREITER,
NOVÉ MOŽNOSTI VÝROBY KRUHOVÝCH SOCHORŮ NA MODERNIZOVANÉM ZPO č. 1 V ARCELORMITTAL OSTRAVA A.S. Ladislav VÁLEK, Aleš MAREK, Markéta TKADLEČKOVÁ, Leoš KOCIÁN, Radim PACHLOPNÍK, Tomáš GUMULEC, Roland HINTERREITER,
MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ
 MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ PREDICTION POSSIBILITIES OF ACHIEVING THE REQUISITE CASTING TEMPERATURE OF STEEL IN CONTINUOUS CASTING EQUIPMENT
MOŽNOSTI PREDIKCE DOSAŽENÍ POŽADOVANÉ LICÍ TEPLOTY OCELI PRO ZAŘÍZENÍ PLYNULÉHO ODLÉVÁNÍ PREDICTION POSSIBILITIES OF ACHIEVING THE REQUISITE CASTING TEMPERATURE OF STEEL IN CONTINUOUS CASTING EQUIPMENT
Generování sítě konečných prvků
 Generování sítě konečných prvků Jaroslav Beran Modelování a simulace Tvorba výpočtového modelu s využitím MKP zahrnuje: Tvorbu (import) geometrického modelu Generování sítě konečných prvků Definování vlastností
Generování sítě konečných prvků Jaroslav Beran Modelování a simulace Tvorba výpočtového modelu s využitím MKP zahrnuje: Tvorbu (import) geometrického modelu Generování sítě konečných prvků Definování vlastností
CFD simulace teplotně-hydraulické charakteristiky na modelu palivové tyči v oblasti distanční mřížky
 Konference ANSYS 011 CFD simulace teplotně-hydraulické charakteristiky na modelu palivové tyči v oblasti distanční mřížky D. Lávička Západočeská univerzita v Plzni, Katedra energetických strojů a zařízení,
Konference ANSYS 011 CFD simulace teplotně-hydraulické charakteristiky na modelu palivové tyči v oblasti distanční mřížky D. Lávička Západočeská univerzita v Plzni, Katedra energetických strojů a zařízení,
TEORIE ZPRACOVÁNÍ DAT
 Vysoká škola báňská - Technická univerzita Ostrava Fakulta elektrotechniky a informatiky TEORIE ZPRACOVÁNÍ DAT pro kombinované a distanční studium Jana Šarmanová Ostrava 2003 Jana Šarmanová, 2003 Fakulta
Vysoká škola báňská - Technická univerzita Ostrava Fakulta elektrotechniky a informatiky TEORIE ZPRACOVÁNÍ DAT pro kombinované a distanční studium Jana Šarmanová Ostrava 2003 Jana Šarmanová, 2003 Fakulta
ZPŘESNĚNÍ TEPLOT SOLIDU A LIKVIDU U LOŽISKOVÉ OCELI POMOCÍ METOD VYSOKOTEPLOTNÍ TERMICKÉ ANALÝZY
 ZPŘESNĚNÍ TEPLOT SOLIDU A LIKVIDU U LOŽISKOVÉ OCELI POMOCÍ METOD VYSOKOTEPLOTNÍ TERMICKÉ ANALÝZY Karel GRYC a, Bedřich SMETANA b, Michaela STROUHALOVÁ a, Monika KAWULOKOVÁ b, Simona ZLÁ b, Aleš KALUP b,
ZPŘESNĚNÍ TEPLOT SOLIDU A LIKVIDU U LOŽISKOVÉ OCELI POMOCÍ METOD VYSOKOTEPLOTNÍ TERMICKÉ ANALÝZY Karel GRYC a, Bedřich SMETANA b, Michaela STROUHALOVÁ a, Monika KAWULOKOVÁ b, Simona ZLÁ b, Aleš KALUP b,
TEPLOTNÍHO POLE V MEZIKRUHOVÉM VERTIKÁLNÍM PRŮTOČNÉM KANÁLE OKOLO VYHŘÍVANÉ NEREZOVÉ TYČE
 TEPLOTNÍHO POLE V MEZIKRUHOVÉM VERTIKÁLNÍM PRŮTOČNÉM KANÁLE OKOLO VYHŘÍVANÉ NEREZOVÉ TYČE Autoři: Ing. David LÁVIČKA, Ph.D., Katedra eneegetických strojů a zařízení, Západočeská univerzita v Plzni, e-mail:
TEPLOTNÍHO POLE V MEZIKRUHOVÉM VERTIKÁLNÍM PRŮTOČNÉM KANÁLE OKOLO VYHŘÍVANÉ NEREZOVÉ TYČE Autoři: Ing. David LÁVIČKA, Ph.D., Katedra eneegetických strojů a zařízení, Západočeská univerzita v Plzni, e-mail:
PROJEKT II kz
 PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
PROJEKT II 233 2114 0+5 kz Co Vás čeká?! navrhnout technologii odlévání do písku a kokily pro výrobu zadané součásti, vč. TZ s ohledem na ekonomickou stránku věci navrhnout technologii zápustkového kování
Numerická simulace sdílení tepla v kanálu mezikruhového průřezu
 Konference ANSYS 2009 Numerická simulace sdílení tepla v kanálu mezikruhového průřezu Petr Kovařík Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, kovarikp@ntc.zcu.cz Abstract: The paper
Konference ANSYS 2009 Numerická simulace sdílení tepla v kanálu mezikruhového průřezu Petr Kovařík Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, kovarikp@ntc.zcu.cz Abstract: The paper
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem
 Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
VLIV KMITÁNÍ TRUBKY NA PŘESTUP TEPLA V KANÁLU MEZIKRUHOVÉHO PRŮŘEZU
 VLIV KMITÁNÍ TRUBKY NA PŘESTUP TEPLA V KANÁLU MEZIKRUHOVÉHO PRŮŘEZU Autoři: Ing. Petr KOVAŘÍK, Ph.D., Katedra energetických strojů a zařízení, FST, ZÁPADOČESKÁ UNIVERZITA V PLZNI, e-mail: kovarikp@ntc.zcu.cz
VLIV KMITÁNÍ TRUBKY NA PŘESTUP TEPLA V KANÁLU MEZIKRUHOVÉHO PRŮŘEZU Autoři: Ing. Petr KOVAŘÍK, Ph.D., Katedra energetických strojů a zařízení, FST, ZÁPADOČESKÁ UNIVERZITA V PLZNI, e-mail: kovarikp@ntc.zcu.cz
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 8
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 8 Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento studijní materiál vznikl za finanční podpory
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 8 Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento studijní materiál vznikl za finanční podpory
Základy tvorby výpočtového modelu
 Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
Základy tvorby výpočtového modelu Zpracoval: Jaroslav Beran Pracoviště: Technická univerzita v Liberci katedra textilních a jednoúčelových strojů Tento materiál vznikl jako součást projektu In-TECH 2,
Předmět poskytuje základní vědomosti o normalizaci pro zobrazování, kótování, kreslení řezů a detailů, značení materiálů výrobků na výkresech.
 1. ÚVOD DO PŘEDMĚTU Předmět poskytuje základní vědomosti o normalizaci pro zobrazování, kótování, kreslení řezů a detailů, značení materiálů výrobků na výkresech. Cílem je čtení, kreslení jednoduchých
1. ÚVOD DO PŘEDMĚTU Předmět poskytuje základní vědomosti o normalizaci pro zobrazování, kótování, kreslení řezů a detailů, značení materiálů výrobků na výkresech. Cílem je čtení, kreslení jednoduchých
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD
 TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
TEPELNÁ PRÁCE TRUBKOVÉHO KRYSTALIZÁTORU THERMAL WORK OF THE TUBE CC MOULD Andrea Michaliková a Jiří Molínek a Miroslav Příhoda a a VŠB-TU Ostrava, FMMI, katedra tepelné techniky, 7. listopadu 5, 708 Ostrava-
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312
 ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
ZÁSADNÍ POZNATKY Z ODLÉVÁNÍ JAKOSTI 19312 Miloš MASARIK 1), Zdeněk ŠÁŇA 2), Václav KOZELSKÝ 3) EVRAZ Vítkovice Steel a.s., Štramberská 2871/47 709 00 Ostrava Hulváky, 1) milos.masarik@cz.evraz.com, 2)
Celoživotní vzdělávání na ČVUT v Praze. Dvousemestrové studium. Povrchové úpravy ve strojírenství
 Celoživotní vzdělávání na ČVUT v Praze Dvousemestrové studium Povrchové úpravy ve strojírenství Školní rok 2016/2017 2 Obsah: 1. Účel a cíle studia 2. Časový plán 3. Objednávající organizace 4. Materiální
Celoživotní vzdělávání na ČVUT v Praze Dvousemestrové studium Povrchové úpravy ve strojírenství Školní rok 2016/2017 2 Obsah: 1. Účel a cíle studia 2. Časový plán 3. Objednávající organizace 4. Materiální
vést žáky k pečlivému vypracování výkresu vést je k organizaci a plánování práce vést žáky k používání vhodných rýsovacích potřeb
 Vyučovací předmět: TECHNICKÉ KRESLENÍ A. Charakteristika vyučovacího předmětu. a) Obsahové, časové a organizační vymezení předmětu Předmět Technické kreslení má žákům umožnit zvládnout základy technického
Vyučovací předmět: TECHNICKÉ KRESLENÍ A. Charakteristika vyučovacího předmětu. a) Obsahové, časové a organizační vymezení předmětu Předmět Technické kreslení má žákům umožnit zvládnout základy technického
VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŢENÝRSTVÍ cvičení 9 Nestacionární vedení tepla v rovinné stěně Hana Charvátová, Dagmar Janáčová Zlín 2013 Tento
133PSBZ Požární spolehlivost betonových a zděných konstrukcí. Přednáška A3. ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí
 133PSBZ Požární spolehlivost betonových a zděných konstrukcí Přednáška A3 ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí Obsah přednášky Teplotní analýza konstrukce Sdílení tepla
133PSBZ Požární spolehlivost betonových a zděných konstrukcí Přednáška A3 ČVUT v Praze, Fakulta stavební katedra betonových a zděných konstrukcí Obsah přednášky Teplotní analýza konstrukce Sdílení tepla
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK. Jaroslav Pindor a Karel Michalek b
 POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
POROVNÁNÍ MIKROČISTOTY OCELI PŘI POUŽITÍ DVOU TYPŮ PONORNÝCH VÝLEVEK Jaroslav Pindor a Karel Michalek b a TŘINECKÉ ŽELEZÁRNY, a.s., Průmyslová 1000, 739 70 Třinec-Staré Město, ČR b VŠB-TU Ostrava, FMMI,
Studentská tvůrčí činnost 2009
 Studentská tvůrčí činnost 2009 Numerické řešení proudového pole v kompresorové lopatkové mříži Balcarová Lucie Vedoucí práce: Prof. Ing. P. Šafařík, CSc. a Ing. T. Hyhlík, PhD. Numerické řešení proudového
Studentská tvůrčí činnost 2009 Numerické řešení proudového pole v kompresorové lopatkové mříži Balcarová Lucie Vedoucí práce: Prof. Ing. P. Šafařík, CSc. a Ing. T. Hyhlík, PhD. Numerické řešení proudového
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ
 Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
Konstruování K O N S T R U O VÁNÍ ODLITKŮ, VÝKOVKŮ A S V A R K Ů Cíle přednášky Seznámení studentů s metodikou navrhování odlitků, výkovků a svarků. Obsah přednášky 1. Odlitky - podstata výroby, - technická
TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno 2013
 Vysoké učení technické v Brně Fakulta strojního inženýrství, Energetický ústav Odbor termomechaniky a techniky prostředí TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno
Vysoké učení technické v Brně Fakulta strojního inženýrství, Energetický ústav Odbor termomechaniky a techniky prostředí TERMOMECHANIKA PRO STUDENTY STROJNÍCH FAKULT prof. Ing. Milan Pavelek, CSc. Brno
MĚŘENÍ A MODELOVÁNÍ TEPLOTNÍCH POLÍ KOKILY S NÁTĚREM. Technická univerzita v Liberci, Háklova Liberec 1, ČR
 MĚŘENÍ A MODELOVÁNÍ TEPLOTNÍCH POLÍ KOKILY S NÁTĚREM Iva Nová Marek Kalina Jaroslav Exner Technická univerzita v Liberci, Háklova 6 461 17 Liberec 1, ČR Abstrakt The article deals with an influence of
MĚŘENÍ A MODELOVÁNÍ TEPLOTNÍCH POLÍ KOKILY S NÁTĚREM Iva Nová Marek Kalina Jaroslav Exner Technická univerzita v Liberci, Háklova 6 461 17 Liberec 1, ČR Abstrakt The article deals with an influence of
Počítačová dynamika tekutin (CFD) - úvod -
 - úvod -") Počítačová dynamika tekutin (CFD) - úvod - Co je CFD? 2 Computational Fluid Dynamics (CFD) je moderní metoda jak získat představu o proudění tekutin, přenosu tepla a hmoty, průběhu chemických reakcích
Počítačová dynamika tekutin (CFD) - úvod - Co je CFD? 2 Computational Fluid Dynamics (CFD) je moderní metoda jak získat představu o proudění tekutin, přenosu tepla a hmoty, průběhu chemických reakcích
Technické zobrazování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické zobrazování V technické praxi se setkáváme s potřebou zobrazení prostorových útvarů pomocí náčrtu
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Technické zobrazování V technické praxi se setkáváme s potřebou zobrazení prostorových útvarů pomocí náčrtu
Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli
 Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli Ing. David Bocek a), Ing. Lubomír Lacina a), Ing. Pavel Střasák Ph.D. b), Ing. Antonín Tuček CSc. b), Ing. Ladislav Socha c), Prof. Ing.
Vliv tvaru ponorné výlevky na mikročistotu plynule odlévané oceli Ing. David Bocek a), Ing. Lubomír Lacina a), Ing. Pavel Střasák Ph.D. b), Ing. Antonín Tuček CSc. b), Ing. Ladislav Socha c), Prof. Ing.
ZÁKLADY AUTOMATICKÉHO ŘÍZENÍ
 VYSOKÁ ŠKOLA BÁŇSKÁ TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ ZÁKLADY AUTOMATICKÉHO ŘÍZENÍ 1. týden doc. Ing. Renata WAGNEROVÁ, Ph.D. Ostrava 2013 doc. Ing. Renata WAGNEROVÁ, Ph.D. Vysoká škola báňská
VYSOKÁ ŠKOLA BÁŇSKÁ TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ ZÁKLADY AUTOMATICKÉHO ŘÍZENÍ 1. týden doc. Ing. Renata WAGNEROVÁ, Ph.D. Ostrava 2013 doc. Ing. Renata WAGNEROVÁ, Ph.D. Vysoká škola báňská
NUMERICKÝ MODEL NESTACIONÁRNÍHO PŘENOSU TEPLA V PALIVOVÉ TYČI JADERNÉHO REAKTORU VVER 1000 SVOČ FST 2014
 NUMERICKÝ MODEL NESTACIONÁRNÍHO PŘENOSU TEPLA V PALIVOVÉ TYČI JADERNÉHO REAKTORU VVER 1000 SVOČ FST 2014 Miroslav Kabát, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
NUMERICKÝ MODEL NESTACIONÁRNÍHO PŘENOSU TEPLA V PALIVOVÉ TYČI JADERNÉHO REAKTORU VVER 1000 SVOČ FST 2014 Miroslav Kabát, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
SOFTWAROVÁ PODPORA TVORBY PROJEKTŮ
 Slezská univerzita v Opavě Obchodně podnikatelská fakulta v Karviné SOFTWAROVÁ PODPORA TVORBY PROJEKTŮ Distanční studijní opora Karel Skokan František Huňka Karviná 2012 Projekt OP VK 2.2 (CZ.1.07/2.2.00/15.0176)
Slezská univerzita v Opavě Obchodně podnikatelská fakulta v Karviné SOFTWAROVÁ PODPORA TVORBY PROJEKTŮ Distanční studijní opora Karel Skokan František Huňka Karviná 2012 Projekt OP VK 2.2 (CZ.1.07/2.2.00/15.0176)
České vysoké učení technické v Praze Fakulta strojní Ú Ústav strojírenské technologie
 České vysoké učení technické v Praze Fakulta strojní Ú 3 Ústav strojírenské technologie Celoživotní vzdělávání na ČVUT v Praze Dvousemestrové studium Povrchové úpravy ve strojírenství Školní rok 2007/200
České vysoké učení technické v Praze Fakulta strojní Ú 3 Ústav strojírenské technologie Celoživotní vzdělávání na ČVUT v Praze Dvousemestrové studium Povrchové úpravy ve strojírenství Školní rok 2007/200
FLUENT přednášky. Metoda konečných objemů (MKO)
") FLUENT přednášky Metoda konečných objemů (MKO) Pavel Zácha zdroj: [Bakker, 2008], [Vodička, 2011], [Runchal, 2008], [Kozubková, 2008] Historie - zřejmě nestarší způsob řešení parciálních diferenciálních
FLUENT přednášky Metoda konečných objemů (MKO) Pavel Zácha zdroj: [Bakker, 2008], [Vodička, 2011], [Runchal, 2008], [Kozubková, 2008] Historie - zřejmě nestarší způsob řešení parciálních diferenciálních
SVOČ FST Bc. Václav Sláma, Zahradní 861, Strakonice Česká republika
 VÝPOČET PROUDĚNÍ V NADBANDÁŽOVÉ UCPÁVCE PRVNÍHO STUPNĚ OBĚŽNÉHO KOLA BUBNOVÉHO ROTORU TURBÍNY SVOČ FST 2011 Bc. Václav Sláma, Zahradní 861, 386 01 Strakonice Česká republika Bc Jan Čulík, Politických vězňů
VÝPOČET PROUDĚNÍ V NADBANDÁŽOVÉ UCPÁVCE PRVNÍHO STUPNĚ OBĚŽNÉHO KOLA BUBNOVÉHO ROTORU TURBÍNY SVOČ FST 2011 Bc. Václav Sláma, Zahradní 861, 386 01 Strakonice Česká republika Bc Jan Čulík, Politických vězňů
Numerické řešení proudění stupněm experimentální vzduchové turbíny a budících sil na lopatky
 Konference ANSYS 2009 Numerické řešení proudění stupněm experimentální vzduchové turbíny a budících sil na lopatky J. Štěch Západočeská univerzita v Plzni, Katedra energetických strojů a zařízení jstech@kke.zcu.cz
Konference ANSYS 2009 Numerické řešení proudění stupněm experimentální vzduchové turbíny a budících sil na lopatky J. Štěch Západočeská univerzita v Plzni, Katedra energetických strojů a zařízení jstech@kke.zcu.cz
Kreslení obrazů součástí Zobrazování geometrických těles. Zobrazení kvádru
 Kreslení obrazů součástí Zobrazování geometrických těles Zobrazení kvádru Kreslení obrazů součástí Zobrazování geometrických těles Zobrazení jehlanu s čtvercovou podstavou Kreslení obrazů součástí Zobrazování
Kreslení obrazů součástí Zobrazování geometrických těles Zobrazení kvádru Kreslení obrazů součástí Zobrazování geometrických těles Zobrazení jehlanu s čtvercovou podstavou Kreslení obrazů součástí Zobrazování
Projekty podpořené z programu TAČR
 Projekty podpořené z programu TAČR aktuálně řeší tyto projekty ALFA, EPSILON, EPSILON II a Centra kompetence podpořené Technologickou agenturou České republiky Technologická agentura České republiky je
Projekty podpořené z programu TAČR aktuálně řeší tyto projekty ALFA, EPSILON, EPSILON II a Centra kompetence podpořené Technologickou agenturou České republiky Technologická agentura České republiky je
Studentská tvůrčí činnost 2009. 3D modelování vírových struktur v rozváděcí turbínové lopatkové mříži. David Jícha
 Studentská tvůrčí činnost 2009 3D modelování vírových struktur v rozváděcí turbínové lopatkové mříži David Jícha Vedoucí práce : Prof.Ing.P.Šafařík,CSc. a Ing.D.Šimurda 3D modelování vírových struktur
Studentská tvůrčí činnost 2009 3D modelování vírových struktur v rozváděcí turbínové lopatkové mříži David Jícha Vedoucí práce : Prof.Ing.P.Šafařík,CSc. a Ing.D.Šimurda 3D modelování vírových struktur
CHEMICKO-INŽENÝRSKÉ VZDĚLÁVÁNÍ VE STRUKTUROVANÉM STUDIU
 CHEMICKO-INŽENÝRSKÉ VZDĚLÁVÁNÍ VE STRUKTUROVANÉM STUDIU Milan Jahoda Zdroj Peter Hamersma, Martin Molzahn, Eric Schaer: Recommendations for Chemical Engineering Education in a Bologna Three Cycle Degree
CHEMICKO-INŽENÝRSKÉ VZDĚLÁVÁNÍ VE STRUKTUROVANÉM STUDIU Milan Jahoda Zdroj Peter Hamersma, Martin Molzahn, Eric Schaer: Recommendations for Chemical Engineering Education in a Bologna Three Cycle Degree
VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ JANČAR, D., HAŠEK, P.* TVARDEK,P.**
 METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
METAL 2003 20.-22.5.2003, Hradec nad Moravicí VLIV PROVOZNÍCH FAKTORŮ NA OPOTŘEBNÍ VYZDÍVKY LICÍCH PÁNVÍ 1. ÚVOD JANČAR, D., HAŠEK, P.* TVARDEK,P.** *.VŠB - TU Ostrava **. NOVÁ HUŤ, a.s. Současná doba
Ceník programu DesignBuilder v4
 INŽENÝŘI ARCHITEKTI Ceník programu DesignBuilder v4 Ceny jsou uvedeny v Kč bez DPH Licenci programu DesignBuilder v4 lze zakoupit ve dvou variantách časového trvání licence ( vs. roční ) a ve dvou variantách
INŽENÝŘI ARCHITEKTI Ceník programu DesignBuilder v4 Ceny jsou uvedeny v Kč bez DPH Licenci programu DesignBuilder v4 lze zakoupit ve dvou variantách časového trvání licence ( vs. roční ) a ve dvou variantách
NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU OCEL A JEJÍ ROZDĚLENÍ Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Soulad studijního programu. Aplikovaná informatika
 Standard studijního Aplikovaná informatika A. Specifika a obsah studijního : Typ Oblast/oblasti vzdělávání Základní tematické okruhy Kód Rozlišení Profil studijního Propojení studijního s tvůrčí činností
Standard studijního Aplikovaná informatika A. Specifika a obsah studijního : Typ Oblast/oblasti vzdělávání Základní tematické okruhy Kód Rozlišení Profil studijního Propojení studijního s tvůrčí činností
U Úvod do modelování a simulace systémů
 U Úvod do modelování a simulace systémů Vyšetřování rozsáhlých soustav mnohdy nelze provádět analytickým výpočtem.často je nutné zkoumat chování zařízení v mezních situacích, do kterých se skutečné zařízení
U Úvod do modelování a simulace systémů Vyšetřování rozsáhlých soustav mnohdy nelze provádět analytickým výpočtem.často je nutné zkoumat chování zařízení v mezních situacích, do kterých se skutečné zařízení
NÁVRH A REALIZACE MODELU SMĚSNÝCH KUSŮ PRO BRAMOVÉ ZPO V PODMÍNKÁCH ArcelorMittal Ostrava a.s. Ladislav VÁLEK, Pavel JAGLA, Aleš MAREK
 NÁVRH A REALIZACE MODELU SMĚSNÝCH KUSŮ PRO BRAMOVÉ ZPO V PODMÍNKÁCH ArcelorMittal Ostrava a.s. Ladislav VÁLEK, Pavel JAGLA, Aleš MAREK ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
NÁVRH A REALIZACE MODELU SMĚSNÝCH KUSŮ PRO BRAMOVÉ ZPO V PODMÍNKÁCH ArcelorMittal Ostrava a.s. Ladislav VÁLEK, Pavel JAGLA, Aleš MAREK ArcelorMittal Ostrava a.s., Vratimovská 689, 707 02 Ostrava Kunčice,
VÚTS, a.s. Centrum rozvoje strojírenského výzkumu Liberec. www.vuts.cz
 VÚTS, a.s. Centrum rozvoje strojírenského výzkumu Liberec www.vuts.cz Historický vývoj 1951 - založení společnosti (státní, posléze koncernový podnik) 1991 transformace na a.s. v první vlně kupónové privatizace
VÚTS, a.s. Centrum rozvoje strojírenského výzkumu Liberec www.vuts.cz Historický vývoj 1951 - založení společnosti (státní, posléze koncernový podnik) 1991 transformace na a.s. v první vlně kupónové privatizace
Technická dokumentace
 Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI10 : Zásady kreslení průřezů a průniků Datum vypracování: 26.11.2012 Vypracoval: Ing. Bohumil Freisleben Motto: průřez
Technická dokumentace Obor studia: 23-45-L / 01 Mechanik seřizovač VY_32_inovace_FREI10 : Zásady kreslení průřezů a průniků Datum vypracování: 26.11.2012 Vypracoval: Ing. Bohumil Freisleben Motto: průřez
Centrum kompetence automobilového průmyslu Josefa Božka - AutoSympo a Kolokvium Božek 2. a , Roztoky -
 Popis obsahu balíčku WP13: Aerodynamika motorového prostoru a chlazení WP13: Aerodynamika motorového prostoru a chlazení Vedoucí konsorcia podílející se na pracovním balíčku České vysoké učení technické
Popis obsahu balíčku WP13: Aerodynamika motorového prostoru a chlazení WP13: Aerodynamika motorového prostoru a chlazení Vedoucí konsorcia podílející se na pracovním balíčku České vysoké učení technické
5.15 INFORMATIKA A VÝPOČETNÍ TECHNIKA
 5.15 INFORMATIKA A VÝPOČETNÍ TECHNIKA 5. 15. 1 Charakteristika předmětu A. Obsahové vymezení: IVT se na naší škole vyučuje od tercie, kdy je cílem zvládnutí základů hardwaru, softwaru a operačního systému,
5.15 INFORMATIKA A VÝPOČETNÍ TECHNIKA 5. 15. 1 Charakteristika předmětu A. Obsahové vymezení: IVT se na naší škole vyučuje od tercie, kdy je cílem zvládnutí základů hardwaru, softwaru a operačního systému,
CFD výpočtový model bazénu pro skladování použitého paliva na JE Temelín a jeho validace
 CFD výpočtový model bazénu pro skladování použitého paliva na JE Temelín a jeho validace Ondřej Burian Pavel Zácha Václav Železný ČVUT v Praze, Fakulta strojní, Ústav energetiky NUSIM 2013 Co je to CFD?
CFD výpočtový model bazénu pro skladování použitého paliva na JE Temelín a jeho validace Ondřej Burian Pavel Zácha Václav Železný ČVUT v Praze, Fakulta strojní, Ústav energetiky NUSIM 2013 Co je to CFD?
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191. Obor 23-41-M/01 STROJÍRENSTVÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ ÚVOD A DESKRIPTIVNÍ GEOMETRIE
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJÍRENSKÁ a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Obor 23-41-M/01 STROJÍRENSTVÍ 1. ročník TECHNICKÉ KRESLENÍ ÚVOD A DESKRIPTIVNÍ GEOMETRIE
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY
 VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
VLIV VYSOKÉHO OBSAHU LEGUJÍCÍCH PŘÍSAD AL A TI NA TECHNOLOGII ZPRACOVÁNÍ OCELOVÉ TAVENINY Vladislav KURKA, Lucie STŘÍLKOVÁ, Zbyněk HUDZIECZEK, Jaroslav PINDOR, Jiří CIENCIALA MATERIÁLOVÝ A METALURGICKÝ
CFD SIMULACE VE VOŠTINOVÉM KANÁLU CHLADIČE
 CFD SIMULACE VE VOŠTINOVÉM KANÁLU CHLADIČE Autoři: Ing. Michal KŮS, Ph.D., Západočeská univerzita v Plzni - Výzkumné centrum Nové technologie, e-mail: mks@ntc.zcu.cz Anotace: V článku je uvedeno porovnání
CFD SIMULACE VE VOŠTINOVÉM KANÁLU CHLADIČE Autoři: Ing. Michal KŮS, Ph.D., Západočeská univerzita v Plzni - Výzkumné centrum Nové technologie, e-mail: mks@ntc.zcu.cz Anotace: V článku je uvedeno porovnání
NÁVRHÁŘ. charakteristika materiálu. Numerický experiment Integrovaný model Dynamický materiálový model. kontrolovatelné parametry
 Metody technologického designu Doc. Ing. Jiří Hrubý, CSc. Inaugurační přednáška NÁVRHÁŘ charakteristika materiálu kontrolovatelné parametry nekontrolovatelné parametry Termomechanická analýza (MKP) SOS
Metody technologického designu Doc. Ing. Jiří Hrubý, CSc. Inaugurační přednáška NÁVRHÁŘ charakteristika materiálu kontrolovatelné parametry nekontrolovatelné parametry Termomechanická analýza (MKP) SOS
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti. Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor
 Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Vliv mikrolegování oceli dle ČSN 412050 na mechanické vlastnosti Ludvík Martínek, Martin Balcar, Pavel Fila, Jaroslav Novák, Libor Sochor Abstrakt Při tváření ingotů volným kováním docházelo ke vzniku
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
POČÍTAČOVÁ PODPORA TECHNOLOGIE
 VUT Brno Fakulta strojního inženýrství ÚST odbor tváření kovů a plastů POČÍTAČOVÁ PODPORA TECHNOLOGIE obor: strojírenská technologie ČINNOSTI V POSTROCESSINGU SIMULAČNÍCH SOFTWARE S UKÁZKAMI Ing. Miloslav
VUT Brno Fakulta strojního inženýrství ÚST odbor tváření kovů a plastů POČÍTAČOVÁ PODPORA TECHNOLOGIE obor: strojírenská technologie ČINNOSTI V POSTROCESSINGU SIMULAČNÍCH SOFTWARE S UKÁZKAMI Ing. Miloslav
Popis výukového materiálu
 Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
Popis výukového materiálu Číslo šablony III/2 Číslo materiálu VY_32_INOVACE_TD.21.1 Autor Petr Škapa Datum vytvoření 01.09.2013 Předmět, ročník Tematický celek Téma Druh učebního materiálu Anotace (metodický
TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS. Milan Cieslar a Jirí Dokoupil b
 TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS Milan Cieslar a Jirí Dokoupil b a) TRINECKÉ ŽELEZÁRNY, a.s., Prumyslová 1000, 739 70 Trinec Staré Mesto,
TECHNOLOGIE OHREVU PÁNVÍ NA VOD A JEJÍ PRÍNOSY TECHNOLOGY OF HEATING OF VOD LADLES AND ITS BENEFITS Milan Cieslar a Jirí Dokoupil b a) TRINECKÉ ŽELEZÁRNY, a.s., Prumyslová 1000, 739 70 Trinec Staré Mesto,
VÝVOJ METODY PRŮBĚŽNÉHO SLEDOVÁNÍ NÁKLADŮ V OCELÁRNĚ VÍTKOVICE STEEL, a.s. OSTRAVA
 VÝVOJ METODY PRŮBĚŽNÉHO SLEDOVÁNÍ NÁKLADŮ V OCELÁRNĚ VÍTKOVICE STEEL, a.s. OSTRAVA DEVELOPMENT OF THE METHOD OF CONTINUOUS FOLLOWING OF THE COSTS IN STEELWORK VÍTKOVICE STEEL, a.s. Libor Čamek a, Miroslav
VÝVOJ METODY PRŮBĚŽNÉHO SLEDOVÁNÍ NÁKLADŮ V OCELÁRNĚ VÍTKOVICE STEEL, a.s. OSTRAVA DEVELOPMENT OF THE METHOD OF CONTINUOUS FOLLOWING OF THE COSTS IN STEELWORK VÍTKOVICE STEEL, a.s. Libor Čamek a, Miroslav
Rozvoj tepla v betonových konstrukcích
 Úvod do problematiky K novinkám v požární odolnosti nosných konstrukcí Praha, 11. září 2012 Ing. Radek Štefan prof. Ing. Jaroslav Procházka, CSc. Znalost rozložení teploty v betonové konstrukci nebo její
Úvod do problematiky K novinkám v požární odolnosti nosných konstrukcí Praha, 11. září 2012 Ing. Radek Štefan prof. Ing. Jaroslav Procházka, CSc. Znalost rozložení teploty v betonové konstrukci nebo její
MODELOVÁNÍ V INVENTORU CV
 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní MODELOVÁNÍ V INVENTORU CV Návody do cvičení předmětu Grafické systémy II Oldřich Učeň Martin Janečka Ostrava 2011 Tyto studijní materiály
Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní MODELOVÁNÍ V INVENTORU CV Návody do cvičení předmětu Grafické systémy II Oldřich Učeň Martin Janečka Ostrava 2011 Tyto studijní materiály
Úvod do předmětu, úvod do problematiky CAE a MKP (přehled nástrojů a obecné postupy CAD/CAE, vazby součástí CAE)
") CAD/CAE ÚNOD: Jan Tippner, Václav Sebera, Miroslav Trcala, Eva Troppová. Úvod do předmětu, úvod do problematiky CAE a MKP (přehled nástrojů a obecné postupy CAD/CAE, vazby součástí CAE) Podpořeno projektem
CAD/CAE ÚNOD: Jan Tippner, Václav Sebera, Miroslav Trcala, Eva Troppová. Úvod do předmětu, úvod do problematiky CAE a MKP (přehled nástrojů a obecné postupy CAD/CAE, vazby součástí CAE) Podpořeno projektem
Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy
 Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy P. Šturm ŠKODA VÝZKUM s.r.o. Abstrakt: Příspěvek se věnuje optimalizaci průtoku vzduchu chladícím kanálem ventilátoru lokomotivy. Optimalizace
Proudění vzduchu v chladícím kanálu ventilátoru lokomotivy P. Šturm ŠKODA VÝZKUM s.r.o. Abstrakt: Příspěvek se věnuje optimalizaci průtoku vzduchu chladícím kanálem ventilátoru lokomotivy. Optimalizace
NUMERICKÉ MODELOVÁNÍ ÚČINKŮ ZATÍŽENÍ KONSTRUKCÍ
 NUMERICKÉ MODELOVÁNÍ ÚČINKŮ ZATÍŽENÍ KONSTRUKCÍ VĚTREM V REÁLNÉ ATMOSFÉŘE NUMERICAL MODELING WIND ACTION ON STRUCTURES IN REAL ATMOSPHERE Vladimíra Michalcová 1, Zdeněk Michalec 2, Lenka Lausová 3, Abstract
NUMERICKÉ MODELOVÁNÍ ÚČINKŮ ZATÍŽENÍ KONSTRUKCÍ VĚTREM V REÁLNÉ ATMOSFÉŘE NUMERICAL MODELING WIND ACTION ON STRUCTURES IN REAL ATMOSPHERE Vladimíra Michalcová 1, Zdeněk Michalec 2, Lenka Lausová 3, Abstract
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
POSTUPY SIMULACÍ SLOŽITÝCH ÚLOH AERODYNAMIKY KOLEJOVÝCH VOZIDEL
 POSTUPY SIMULACÍ SLOŽITÝCH ÚLOH AERODYNAMIKY KOLEJOVÝCH VOZIDEL Autor: Dr. Ing. Milan SCHUSTER, ŠKODA VÝZKUM s.r.o., Tylova 1/57, 316 00 Plzeň, e-mail: milan.schuster@skodavyzkum.cz Anotace: V příspěvku
POSTUPY SIMULACÍ SLOŽITÝCH ÚLOH AERODYNAMIKY KOLEJOVÝCH VOZIDEL Autor: Dr. Ing. Milan SCHUSTER, ŠKODA VÝZKUM s.r.o., Tylova 1/57, 316 00 Plzeň, e-mail: milan.schuster@skodavyzkum.cz Anotace: V příspěvku
VSTUPNÍ DATA NUMERICKÉ SIMULACE
 Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 VSTUPNÍ DATA NUMERICKÉ SIMULACE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským
Katedra konstruování strojů Fakulta strojní KA 01 - ODLITKY, VÝKOVKY KA01.02 VSTUPNÍ DATA NUMERICKÉ SIMULACE doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt je spolufinancován Evropským
VÝSLEDKY OVĚŘENÍ NOVÉHO TVARU KOKILY TYPU 8K9,2 PRO ODLÉVÁNÍ INGOTŮ NÁSTROJOVÝCH OCELÍ
 VÝSLEDKY OVĚŘENÍ NOVÉHO TVARU KOKILY TYPU 8K9,2 PRO ODLÉVÁNÍ INGOTŮ NÁSTROJOVÝCH OCELÍ VERIFICATION OF THE NEW MOULD TYPE 8K9,2 FOR TOOL STEEL INGOT CASTING Martin BALCAR a), Libor SOCHOR a), Rudolf ŽELEZNÝ
VÝSLEDKY OVĚŘENÍ NOVÉHO TVARU KOKILY TYPU 8K9,2 PRO ODLÉVÁNÍ INGOTŮ NÁSTROJOVÝCH OCELÍ VERIFICATION OF THE NEW MOULD TYPE 8K9,2 FOR TOOL STEEL INGOT CASTING Martin BALCAR a), Libor SOCHOR a), Rudolf ŽELEZNÝ
VÝZNAMNÉ ETAPY MODERNIZACE OCELÁRNY VÍTKOVICE STEEL A.S. IMPORTANT STAGES OF THE MODERNIZATION OF THE STEEL WORK IN VÍTKOVICE STEEL A.S.
 VÝZNAMNÉ ETAPY MODERNIZACE OCELÁRNY VÍTKOVICE STEEL A.S. IMPORTANT STAGES OF THE MODERNIZATION OF THE STEEL WORK IN VÍTKOVICE STEEL A.S. a Jiří DUDA, b Libor ČAMEK, a Miloš MASARIK a VÍTKOVICE STEEL, a.
VÝZNAMNÉ ETAPY MODERNIZACE OCELÁRNY VÍTKOVICE STEEL A.S. IMPORTANT STAGES OF THE MODERNIZATION OF THE STEEL WORK IN VÍTKOVICE STEEL A.S. a Jiří DUDA, b Libor ČAMEK, a Miloš MASARIK a VÍTKOVICE STEEL, a.
SYLABUS BAKALÁŘSKÁ PRÁCE A PRAXE
 SYLABUS MODULU BAKALÁŘSKÁ PRÁCE A PRAXE František Prášek Ostrava 2011 : Sylabus modulu Bakalářská práce a praxe Autoři: Ing. František Prášek Vydání: první, 2011 Počet stran: 15 Tisk: Vysoká škola podnikání,
SYLABUS MODULU BAKALÁŘSKÁ PRÁCE A PRAXE František Prášek Ostrava 2011 : Sylabus modulu Bakalářská práce a praxe Autoři: Ing. František Prášek Vydání: první, 2011 Počet stran: 15 Tisk: Vysoká škola podnikání,
11 Zobrazování objektů 3D grafiky
 11 Zobrazování objektů 3D grafiky Studijní cíl Tento blok je věnován základním algoritmům zobrazení 3D grafiky. Postupně budou probrány základní metody projekce kolmé promítání, rovnoběžné promítání a
11 Zobrazování objektů 3D grafiky Studijní cíl Tento blok je věnován základním algoritmům zobrazení 3D grafiky. Postupně budou probrány základní metody projekce kolmé promítání, rovnoběžné promítání a
Tvarová optimalizace v prostředí ANSYS Workbench
 Tvarová optimalizace v prostředí ANSYS Workbench Jan Szweda, Zdenek Poruba VŠB-Technická univerzita Ostrava, Fakulta strojní, katedra mechaniky Ostrava, Czech Republic Anotace Prezentace je soustředěna
Tvarová optimalizace v prostředí ANSYS Workbench Jan Szweda, Zdenek Poruba VŠB-Technická univerzita Ostrava, Fakulta strojní, katedra mechaniky Ostrava, Czech Republic Anotace Prezentace je soustředěna
Osobní údaje. Vzdělání, odborná příprava a školení. Pracovní zkušenosti. prof., Ing., CSc. jaroslav.janalik@vsb.cz Státní příslušnost
 Osobní údaje Křestní jméno / Příjmení Jaroslav Janalík Tituly prof., Ing., CSc. E-mail jaroslav.janalik@vsb.cz Státní příslušnost ČR Zařazení: Profesor Místnost: A 748 Telefon: +420 59732 4383 Vzdělání,
Osobní údaje Křestní jméno / Příjmení Jaroslav Janalík Tituly prof., Ing., CSc. E-mail jaroslav.janalik@vsb.cz Státní příslušnost ČR Zařazení: Profesor Místnost: A 748 Telefon: +420 59732 4383 Vzdělání,
MOŽNOSTI VYUŽITÍ DTA - METODY V OBLASTI URCOVÁNÍ TEPLOT LIKVIDU A SOLIDU V SYSTÉMU Fe - C A Fe - C - X
 MOŽNOSTI VYUŽITÍ DTA - METODY V OBLASTI URCOVÁNÍ TEPLOT LIKVIDU A SOLIDU V SYSTÉMU Fe - C A Fe - C - X POSSIBILITIES OF DTA - METHOD UTILISATION IN THE FIELD OF LIQUIDUS AND SOLIDUS TEMPERATURES DETERMINATION
MOŽNOSTI VYUŽITÍ DTA - METODY V OBLASTI URCOVÁNÍ TEPLOT LIKVIDU A SOLIDU V SYSTÉMU Fe - C A Fe - C - X POSSIBILITIES OF DTA - METHOD UTILISATION IN THE FIELD OF LIQUIDUS AND SOLIDUS TEMPERATURES DETERMINATION
Vliv úhlu distální anastomózy femoropoplitálního bypassu na proudové charakteristiky v napojení
 Vliv úhlu distální anastomózy femoropoplitálního bypassu na proudové charakteristiky v napojení Manoch Lukáš Abstrakt: Práce je zaměřena na stanovení vlivu úhlu napojení distální anastomózy femoropoplitálního
Vliv úhlu distální anastomózy femoropoplitálního bypassu na proudové charakteristiky v napojení Manoch Lukáš Abstrakt: Práce je zaměřena na stanovení vlivu úhlu napojení distální anastomózy femoropoplitálního
TECHNICKÁ DOKUMENTACE
 VŠB-TU Ostrava, Fakulta elektrotechniky a informatiky Katedra elektrických strojů a přístrojů KAT 453 TECHNICKÁ DOKUMENTACE (přednášky pro hodiny cvičení) Zobrazování Petr Šňupárek, Martin Marek 1 Co je
VŠB-TU Ostrava, Fakulta elektrotechniky a informatiky Katedra elektrických strojů a přístrojů KAT 453 TECHNICKÁ DOKUMENTACE (přednášky pro hodiny cvičení) Zobrazování Petr Šňupárek, Martin Marek 1 Co je
Tematická oblast: Strojírenská technologie III (VY_32_INOVACE_11_3_ST) Autor: Ing. Stanislav Dlouhý, Mgr. Václav Němec
 Autor: Ing. Stanislav Dlouhý, Mgr. Václav Němec") Tematická oblast: Strojírenská technologie III (VY_32_INOVACE_11_3_ST) Autor: Ing. Stanislav Dlouhý, Mgr. Václav Němec Vytvořeno: únor 2013 až květen 2014 Anotace: Digitální učební materiály slouží k zdokonalení,
Tematická oblast: Strojírenská technologie III (VY_32_INOVACE_11_3_ST) Autor: Ing. Stanislav Dlouhý, Mgr. Václav Němec Vytvořeno: únor 2013 až květen 2014 Anotace: Digitální učební materiály slouží k zdokonalení,
APLIKACE SIMULAČNÍHO PROGRAMU ANSYS PRO VÝUKU MIKROELEKTROTECHNICKÝCH TECHNOLOGIÍ
 APLIKACE SIMULAČNÍHO PROGRAMU ANSYS PRO VÝUKU MIKROELEKTROTECHNICKÝCH TECHNOLOGIÍ 1. ÚVOD Ing. Psota Boleslav, Doc. Ing. Ivan Szendiuch, CSc. Ústav mikroelektroniky, FEKT VUT v Brně, Technická 10, 602
APLIKACE SIMULAČNÍHO PROGRAMU ANSYS PRO VÝUKU MIKROELEKTROTECHNICKÝCH TECHNOLOGIÍ 1. ÚVOD Ing. Psota Boleslav, Doc. Ing. Ivan Szendiuch, CSc. Ústav mikroelektroniky, FEKT VUT v Brně, Technická 10, 602
Příspěvek do konference STČ 2008: Numerické modelování obtékání profilu NACA 0012 dvěma nemísitelnými tekutinami
 Příspěvek do konference STČ 2008: Numerické modelování obtékání profilu NACA 0012 dvěma nemísitelnými tekutinami (Numerical Modelling of Flow of Two Immiscible Fluids Past a NACA 0012 profile) Ing. Tomáš
Příspěvek do konference STČ 2008: Numerické modelování obtékání profilu NACA 0012 dvěma nemísitelnými tekutinami (Numerical Modelling of Flow of Two Immiscible Fluids Past a NACA 0012 profile) Ing. Tomáš
CFD ANALÝZA CHLAZENÍ MOTORU
 CFD ANALÝZA CHLAZENÍ MOTORU Ing. Zdeněk PORUBA, Ph.D., VŠB TU Ostrava, zdenek.poruba@vsb.cz Ing. Jan SZWEDA, Ph.D., VŠB TU Ostrava, jan.szweda@vsb.cz Anotace česky (slovensky) Předložený článek prezentuje
CFD ANALÝZA CHLAZENÍ MOTORU Ing. Zdeněk PORUBA, Ph.D., VŠB TU Ostrava, zdenek.poruba@vsb.cz Ing. Jan SZWEDA, Ph.D., VŠB TU Ostrava, jan.szweda@vsb.cz Anotace česky (slovensky) Předložený článek prezentuje
Úvod 7 1. Než začneme 9. 2. Technická normalizace 19. 3. Technické zobrazování 35. 4. Kótování 73
 Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
Obsah učebnice Úvod 7 1. Než začneme 9 Průběh a návaznosti studia.........................................................9 Kopírování výkresové dokumentace..................................................14
Systém větrání využívající Coanda efekt
 Systém větrání využívající Coanda efekt Apollo ID: 24072 Datum: 23. 11. 2009 Typ projektu: G funkční vzorek Autoři: Jedelský Jan, Ing., Ph.D., Jícha Miroslav, prof. Ing., CSc., Vach Tomáš, Ing. Technický
Systém větrání využívající Coanda efekt Apollo ID: 24072 Datum: 23. 11. 2009 Typ projektu: G funkční vzorek Autoři: Jedelský Jan, Ing., Ph.D., Jícha Miroslav, prof. Ing., CSc., Vach Tomáš, Ing. Technický
Konstruktér strojírenské výroby (2D, 3D)
") Projekt UNIV 2 KRAJE Proměna škol v centra celoživotního učení PROGRAM DALŠÍHO VZDĚLÁVÁNÍ Konstruktér strojírenské výroby (2D, 3D) Copyright: Ministerstvo školství, mládeže a tělovýchovy ČR 2 Projekt UNIV
Projekt UNIV 2 KRAJE Proměna škol v centra celoživotního učení PROGRAM DALŠÍHO VZDĚLÁVÁNÍ Konstruktér strojírenské výroby (2D, 3D) Copyright: Ministerstvo školství, mládeže a tělovýchovy ČR 2 Projekt UNIV
1. ÚVOD DO TECHNICKÉ DOKUMENTACE. České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní.
 1. ÚVOD DO TECHNICKÉ DOKUMENTACE Pedagogická fakulta JU České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní Učitelství pro ZŠ semestr: Tématický plán Vyučující : Předmět
1. ÚVOD DO TECHNICKÉ DOKUMENTACE Pedagogická fakulta JU České Budějovice ročník: 2. Katedra fyziky, Oddělení didaktik a technické výchovy zimní Učitelství pro ZŠ semestr: Tématický plán Vyučující : Předmět
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Modelování a simulace Lukáš Otte
 Modelování a simulace 2013 Lukáš Otte Význam, účel a výhody MaS Simulační modely jsou nezbytné pro: oblast vědy a výzkumu (základní i aplikovaný výzkum) analýzy složitých dyn. systémů a tech. procesů oblast
Modelování a simulace 2013 Lukáš Otte Význam, účel a výhody MaS Simulační modely jsou nezbytné pro: oblast vědy a výzkumu (základní i aplikovaný výzkum) analýzy složitých dyn. systémů a tech. procesů oblast
vlastností odlitků, zvláště pak na únavovou životnost. Jejich vliv Cena opravných prací těchto vad (připečeniny, zapečeniny) je
 je") PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.
PREDICKCE E VZNIKU VAD TYPU PŘIPEČENIN A HLUBOKÝCH ZAPEČENIN E Ing. Ladislav Tomek, Ing. Vojtěch Kosour M2332-00 Slévárenská technologie PFM - Formovací materiály a ekologie HGS Technologie slévání I.