ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
|
|
|
- Klára Králová
- před 9 lety
- Počet zobrazení:
Transkript
1 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.3 BRUSNÉ KOTOUČE, UPÍNÁNÍ, OROVNÁNÍ A VYVAŽOVÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín, 2010

2 OBSAH : 1./ Brusné kotouče 2./ Upínání brusných kotoučů 3./ Orovnávání brusných kotoučů 4./ Vyvažování brusných kotoučů 5./ Zadání procvičení upínání kotoučů, vyvažování a orovnání 6./ Použitá literatura

3 1./ Brusné kotouče Skladování brusných kotoučů Brusné kotouče mají být skladovány v suchém a větraném skladu. Teplota ve skladu má být C, relativní vlhkost nemá přesáhnout 70%. Při těchto skladovacích podmínkách si brusné kotouče uchovají mechanické, fyzikální a chemické vlastnosti po dobu dvou let

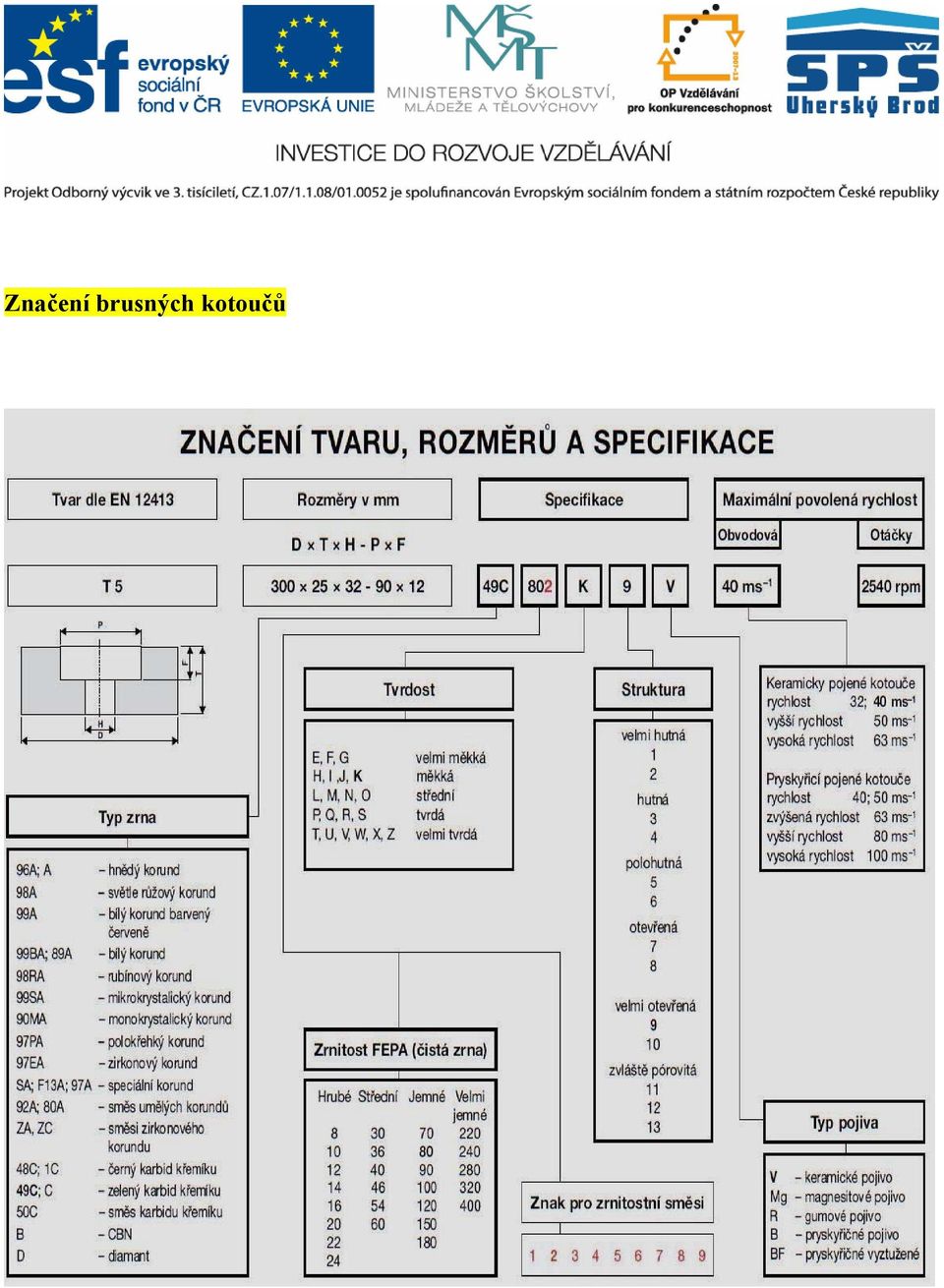
4 Značení brusných kotoučů
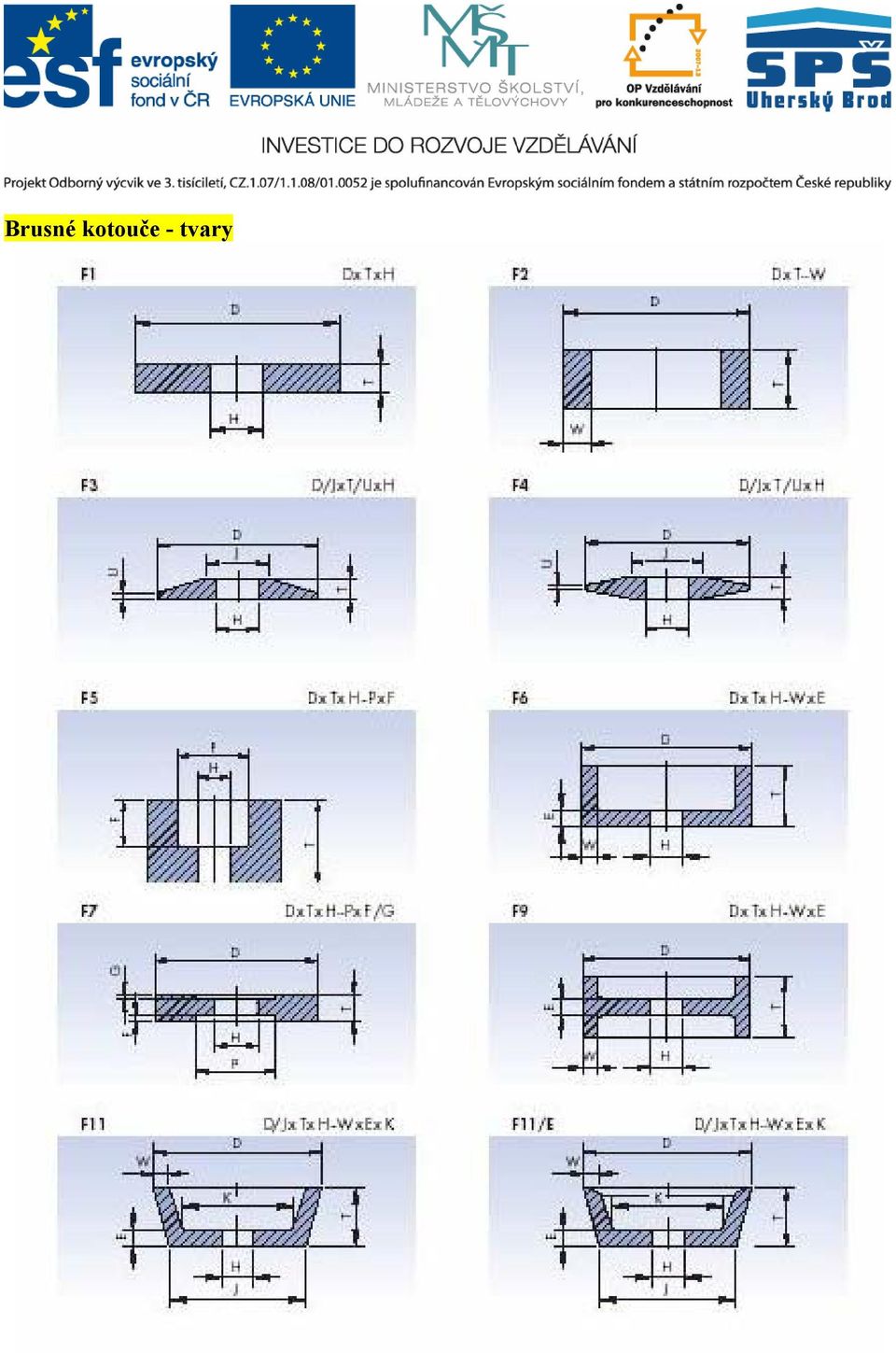
5 Brusné kotouče - tvary
6

7

8

9 Brusné stopkové kotouče - tvary

10

11 2./ Upínání brusných kotoučů Při upínaní brousících kotoučů je bezpodmínečně nutné dodržet veškerá ustanovení normy ČSN EN Upnutí brousících nástrojů musí být provedené v souladu s pokyny výrobců nástrojů a brusek. Upínání smí provádět pouze kvalifikované osoby. Po každém upnutí je nutné provést zkoušku bezpečné rychlosti po určitou dobu (nejméně 5 minut), přičemž nesmí být překročena specifikovaná maximální rychlost brousícího nástroje. Při zkoušce a následně i při práci je nutné dodržovat platné bezpečností předpisy. Před upínáním brousícího nástroje je nutno provést vizuální kontrolu, zda není brusný nástroj prasklý, nebo jinak poškozený. U brusných nástrojů s keramickou vazbou je vhodné provést zvukovou zkoušku. Lehké kotouče nasunout na trn, těžší kotouče postavit na pevnou podlahu a nekovovým předmětem poklepat na několika místech. Nepoškozený brousící nástroj vydává jasný zvuk, poškozený tupý, tlumený zvuk. V závislosti na jednotlivých tvarech brusných nástrojů musí být prováděno i upínání. a) Upínací příruby pro brousící nástroje se středovým otvorem. Upínací příruby musí mít stejný průměr a tvar obou příložných ploch. Příložné plochy musí být rovné a čisté. Musí překrývat všeobecně 1/3 průměru brousícího kotouče a v oblasti otvoru musí být odpovídající odlehčení ( zápich ) viz obrázek

12 Je-li na upínací přírubě více upevňovacích šroubů, pak tyto utahovat do kříže a dle možnosti použít momentový klíč. Mezi brousící kotouče a upínací přírubu je nutno vložit podložky z měkké, nebo elastické látky. Rozměry podložek: vnější průměr podložky musí být alespoň o 20 mm větší než je vnější průměr přírub. Vnitřní průměr podložek musí být takový, aby překrýval minimálně prstencovou dosedací plochu příruby. Tloušťka podložky je min. 0,2 a max. 1 mm (neplatí pro nástroje s magnezitovými pojivy). b) Upínání složených brousicích kotoučů - brousících sad Při upínání složených sad brousících kotoučů je nutné vkládat tyto podložky i mezi jednotlivé kotouče. Účelem je zajištění přenosu potřebného kroutícího momentu a vymezení výrobních geometrických úchylek jednotlivých kotoučů (klínovitost, axiální házivost). Z uvedených důvodů musí být tloušťky podložek mezi kotouči min. 0,6 a max. 1 mm. Tyto zásady spolu s určením utahovacích momentů přírub vyplývají z normy ČSN EN Bezpečnost. Pevně umístěné brusky. Kotouče každé jednotlivé sady značeny číslem výrobní série(např. 577) - při montáži na hřídel brusky musí být použity kotouče stejného čísla - zaměnit kotouče z různých sad je nepřípustné.obvody kotoučů jsou označeny šipkami - šipky umístit při montáži k sobě a dodržet u vícedílných sad pořadí značených kotoučů (viz. obr. 1). Tato poloha kotoučů zajišťuje nejnižší nevyvážení u sady.signování kotoučů (brousící materiál např. A99, zrnitost např. 60, kvalita tvrdosti např. M atd.) je po složení sady na vnějších čelech. Na čelech kotoučů (u složené sady z vnějších stran) je označen symbolem V nebo symbolem šipky nejlehčí bod na každém kotouči - informativně pro zákazníka (viz. obr. 2).
 Upínání složených brousicích kotoučů - brousících sad Při upínání složených sad brousících kotoučů je nutné vkládat tyto podložky i mezi jednotlivé kotouče.")
13 c) Redukční vložky Jsou-li používány volné redukční vložky pro zmenšení otvorů brousících kotoučů, musí být dbáno na to, aby přítlačné plochy upínacích přírub neležely na redukčních kroužcích. Viz. obr. d) Upínání brousících segmentů Při upínání segmentů bez vlastních upevňovacích elementů je nutno dbát toho, aby nedošlo k přímému kontaktu segmentu s přiloženou upínací plochou. Vždy je nutno použít elastické podložky. Volně vyčnívající délka segmentu L nesmí přesáhnout 1,5 násobek výšky segmentu C.

14 e) Brousící kotouče nalepované a brousící kotouče s upínacími maticemi. Dle provedení jsou brousící kotouče nalepovány na nosnou podložku, nebo našroubovány pomocí matic, zapuštěných v brousícím kotouči.při lepení musí být nosná podložka očištěna, odmaštěna a vrstva lepidla rovnoměrně nanesena na celou plochu nosné podložky, aby lepidlem nebylo způsobeno žádné pnutí. Při šroubování musí být všechny šrouby dotaženy momentovým klíčem, přičemž délka šroubů musí být upravena tak, aby se konec šroubu nedotýkal dna. Viz. obr. f) Upínání stopkových tělísek Při upínání stopkových tělísek musí být ocelový dřík pevně upnut. Při průměru dříku s = 3 a 6 mm musí být upínací délka L alespoň 10 mm a při průměru dříku s 8 a 10 mm musí být L alespoň 15mm.

15 3./ Orovnávání brusných kotoučů Použití diamantových orovnávačů: - Volba velikosti diamantu: Velikost (hmotnost) diamantu měříme v karátech. Pro karát používáme zkratku ct. (1ct = 0,2g) Velikost diamantu volíme v závislosti na průměru a šířce brousícího kotouče, dle níže uvedené tabulky. Hodnoty uvedené v tabulce platí pro střední zrnitost a tvrdost kotoučů. Se zvyšující se zrnitostí a tvrdostí kotoučů je nutno volit větší diamant. Například pro kotouč průměru mm šíře 80 mm použijeme diamant 1,00 ct. - Zásady orovnávání: Je nutné tuhé upnutí orovnávače a co nejvýkonnější chlazení. Hloubka záběru se pohybuje mezi 0,01 a 0,05 mm. Posuv zase od 0,05 až 0,15 mm/ot. Špička orovnávače musí být v ose, nebo mírně pod osou kotouče. Osa orovnávače musí být skloněna pod úhlem 5-12 stupňů. S orovnávačem se musí pravidelně otáčet o 90 stupňů kolem vlastní osy. Ploška diamantu může být maximálně 0,5-1 mm, pak je nutno dát orovnávač opravit.

16 4./ Vyvažování brusných kotoučů U nevyváženého kotouče vzniká při vysokých rychlostech setrvačná nevyvážená síla Fi, která působí na vřeteno a jeho ložiska. Při rotaci kotouče působí síla Fi na ložiska střídavým zatížením, které se mění podle zákona harmonického kmitání (tfi*sin ). Při práci s nevyváženým kotoučem vznikají tedy vibrace, které v důsledku vysokých otáček brousicího kotouče negativně ovlivňují přesnost broušení a funkci brusky. Vyvážení brousicího kotouče spočívá v uspořádání hmoty tak, aby se jeho těžiště shodovalo s jeho geometrickým středem (osou otáčení). Nevyvážené síly se eliminují vyvážením kotouče a kotouč pracuje klidně i při vysokých obvodových rychlostech, což je nezbytné k dosažení vysoké přesnosti rozměrů a kvalitního povrchu a ke snížení opotřebení ložisek brousicího vřetena. Na základě působení nevyvážených sil rozlišujeme dva základní druhy nevyváženosti statickou a dynamickou. Podle toho se potom mluví o statické nebo dynamické metodě vyvážení brousicího kotouče Statická nevyváženost Při malé šířce brousicího kotouče stačí jeho statické vyvážení. V tomto případě rotující hmoty mají stejnou velikost a polohu a jsou stejně vzdáleny od těžiště nebo se jedná o jednu jedinou, dvojnásobně velikou nevyváženost, která působí v těžišti, tedy ve středu rotoru. Těžiště nevyvážené hmoty vytváří vzhledem k ose rotace statický moment, který otáčí kotoučem tak, aby těžnice procházela středem otáčení. Uložíme-li takový kotouč na dva vodorovné břity, bude se tak dlouho otáčet (kolébat), než bude jeho "těžké místo" směřovat dolů. Přidá-li se na protilehlé straně ve stejné vzdálenosti hmota m (m =m) nebo odebere-li se odpovídající hmota m, lze kotouč staticky úplně vyvážit. Takto se brousicí kotouče vyvažují na dílenském vyvažovacím stojánku za pomoci vyvažovacích tělísek v upínací přírubě. Dynamická nevyváženost Je-li výška kotouče H > 0,1D, je statické vyvážení nedostačující, neboť nevyvážené hmoty obvykle nahodile působí kolem osy rotace. Tyto se mohou nahradit dvěma výslednými nevyváženostmi ve dvou libovolných rovinách, které obecně mají rozdílnou velikost a úhlovou polohu. Toto rozdělení nevyváženosti se již nemůže zjistit prostým odvalením kotouče, protože kotouč nezaujme za klidu žádnou jednoznačnou polohu, proto se dá kompletně zjistit pouze za rotace, mluví se o dynamické nevyváženosti
.")
17 Dynamická vyvažovačka VS 450 s digitálním řízením, používaná pro vyvažování brusných kotoučů odvalovacích brusek 5./ Zadání procvičení upínání kotoučů, vyvažování a orovnání Na přiděleném pracovišti po předvedení upínání kotoučů, vyvažování a orovnání a) proveďte samostatné a praktické vyzkoušení: Upnutí brusného kotouče na BPH Upnutí brusného kotouče na BK Upnutí brusných segmentů na BPV b) praktické předvedení : Vyvážení brusného kotouče Orovnání brusného kotouče
 praktické předvedení : Vyvážení brusného kotouče Orovnání brusného")
18 6./ Použitá literatura OUTRATA, J. Technologie pro brusiče., SNTL Praha 1965 OUTRATA, J. Příručka pro brusiče., SNTL Praha 1960 DILLINGER, J. a kolektiv. Moderní strojírenství pro školu a praxi. EAN: ISBN: Nakladatel: Europa - Sobotáles cz. s.r.o. Rok vydání: Svatopluk Černoch -Strojně technická příručka I. díl. Vydána v nakl. Práce v r B. Janyš, K. Raftl, A. Václavovič, V. Bíza, SNTL, Praha, Internetové zdroje

ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.2 ZÁKLADNÍ DRUHY BRUSEK, OBSLUHA A BRUSNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín, 2010 OBSAH
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín, 2010 OBSAH
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Soustružení TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA MEZNÍ MĚŘIDLA II. Obor: Ročník: Mechanik seřizovač III. Zpracoval(a): Pavel Fuka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Soustružení TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA MEZNÍ MĚŘIDLA II. Obor: Ročník: Mechanik seřizovač III. Zpracoval(a): Pavel Fuka Střední odborná škola
12. Broušení. Brusné nástroje
 12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
12. Broušení Broušení patří mezi operace třískového obrábění. Brusný nástroj je složen z velkého množství brusných zrn spojených pojivem. Brusná zrna nemají přesně definovaný geometrický tvar a na každém
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
BROUŠENÍ II. Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče
 BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
BROUŠENÍ II Brousící nástroje značení Volba brousícího kotouče Upínání brousícího kotouče Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín,
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín,
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Pojivo spojuje zrna brusiva!!! určuje tvrdost kotouče!!! brusivo A, C pojivo keramické V pryžové
 Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
Broušení dokončovací metoda obrábění rovinných, válcových nebo tvarových vnějších i vnitřních ploch nástrojem, jehož břity jsou tvořeny zrny tvrdých materiálů navzájem spojených vhodným pojivem vysoká
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Frézování TÉMA 3.2 MĚŘIDLA, MĚŘENÍ A KONTROLA MEZNÍ MĚŘIDLA I. Obor: Mechanik seřizovač Ročník: III. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Frézování TÉMA 3.2 MĚŘIDLA, MĚŘENÍ A KONTROLA MEZNÍ MĚŘIDLA I. Obor: Mechanik seřizovač Ročník: III. Zpracoval(a): Michael Procházka Střední odborná škola
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Frézování TÉMA 3.2 MĚŘIDLA, MĚŘENÍ A KONTROLA ĆÍSELNÍKOVÉ ÚCHYLKOMĚRY Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Michael Procházka Střední odborná
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Frézování TÉMA 3.2 MĚŘIDLA, MĚŘENÍ A KONTROLA ĆÍSELNÍKOVÉ ÚCHYLKOMĚRY Obor: Ročník: Mechanik seřizovač II. Zpracoval(a): Michael Procházka Střední odborná
Projekt realizovaný na SPŠ Nové Město nad Metují. s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Lenka Havlova 1 Broušení
Broušení. Schéma broušení. Je dokončovací způsob obrábění. Stroje brusky. Nástroje brusné kotouče.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Hodnoticí standard. Broušení kovových materiálů (kód: 23-024-H) Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.
 Odborná způsobilost. Platnost standardu Standard je platný od: 22.11.") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Povolání: Obráběč kovů Doklady potvrzující úplnou
OBSAH : strana 1.Tvar 1A1 - kotouče rovné s pryskyřičnou vazbou 2
 OBSAH : strana 1.Tvar 1A1 - kotouče rovné s pryskyřičnou vazbou 2 2.Tvar E1A8W - stopkové kotouče na otvory s elektrolyticky naneseným DIA a CBN zrnem 3 3.Tvar 1A8W - stopkové kotouče na otvory s pryskyřičnou
OBSAH : strana 1.Tvar 1A1 - kotouče rovné s pryskyřičnou vazbou 2 2.Tvar E1A8W - stopkové kotouče na otvory s elektrolyticky naneseným DIA a CBN zrnem 3 3.Tvar 1A8W - stopkové kotouče na otvory s pryskyřičnou
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
ROVINNÉ BRUSKY. Řada AHR
 ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
ROVINNÉ BRUSKY Řada AHR SLOUPOVÉ ROVINNÉ BRUSKY Charakteristika Brusky pro přesné broušení na plocho pro široké průmyslové využití, opravy, výrobu forem a nástrojů. Optimalizovaná struktura - hlavní části
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Broušení rovinných ploch a úkosů 1.část
 Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
Broušení rovinných ploch a úkosů 1.část Obvodové rovinné broušení Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování,
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O U Š E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 4 _ T Ř Í S K O V É O B R Á B Ě N Í - B R O U Š E N Í _ P W P Název školy: Číslo a název projektu:
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Broušení Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_19
PROVOZ, DIAGNOSTIKA A ÚDRŽBA STROJŮ
 VYSOKÁ ŠKOLA BÁŇSKÁ TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ PROVOZ, DIAGNOSTIKA A ÚDRŽBA STROJŮ ZÁKLADNÍ PORUCHY A JEJICH PROJEVY VE FREKVENČNÍCH SPEKTRECH doc. Ing. Helebrant František, CSc. Ing.
VYSOKÁ ŠKOLA BÁŇSKÁ TECHNICKÁ UNIVERZITA OSTRAVA FAKULTA STROJNÍ PROVOZ, DIAGNOSTIKA A ÚDRŽBA STROJŮ ZÁKLADNÍ PORUCHY A JEJICH PROJEVY VE FREKVENČNÍCH SPEKTRECH doc. Ing. Helebrant František, CSc. Ing.
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ
 KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ Tvar dle EN 12413 Hlavní rozměr v mm Technická charakteristika Maximální povolená rychlost Obvodová Otáčky T 5 300 x 25 x 32 90 x 12 49C 80 K 9 V 35 ms-1 2220 rpm P H D
KVALITATIVNÍ A ROZMĚROVÉ ZNAČENÍ Tvar dle EN 12413 Hlavní rozměr v mm Technická charakteristika Maximální povolená rychlost Obvodová Otáčky T 5 300 x 25 x 32 90 x 12 49C 80 K 9 V 35 ms-1 2220 rpm P H D
Hodnoticí standard. Broušení kovových materiálů (kód: H) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
Broušení kovových materiálů (kód: 23-024-H) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Strojírenství a strojírenská výroba (kód: 23) Týká se povolání: Obráběč kovů Kvalifikační
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC)
") 2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
2013, Brno Připravil: V. Novák Upínání a vyvažování nástrojů (nejen pro CNC) NAP Nástroje a přípravky Osnova 1. Požadavky na upínací systémy 2. Systémy upínání pro kotoučové frézy 3. Systémy upínání fréz
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
OVMT Úchylky tvaru a polohy Kontrola polohy, směru a házení
 Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
Úchylky tvaru a polohy Kontrola polohy, směru a házení Potřeba jednotného definování a předepisování tolerancí tvaru, směru, polohy a házení souhrnně zvaných geometrické tolerance byla vyvolána zejména
DYNAMIKA ROTAČNÍ POHYB
 DYNAMIKA ROTAČNÍ POHYB Dynamika rotačního pohybu hmotného bodu kolem pevné osy - při rotační pohybu hmotného bodu kolem stálé osy stálými otáčkami kolem pevné osy (pak hovoříme o rovnoměrném rotačním pohybu)
DYNAMIKA ROTAČNÍ POHYB Dynamika rotačního pohybu hmotného bodu kolem pevné osy - při rotační pohybu hmotného bodu kolem stálé osy stálými otáčkami kolem pevné osy (pak hovoříme o rovnoměrném rotačním pohybu)
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Upínače rotačních nástrojů
 Upínače rotačních nástrojů Pouze ve velmi málo případech je nástroj upínán bezprostředně do dutiny obráběcího stroje. Takové řešení je sice velmi jednoduché, ale nástroj je nutné vybavit rozměrnou a drahou
Upínače rotačních nástrojů Pouze ve velmi málo případech je nástroj upínán bezprostředně do dutiny obráběcího stroje. Takové řešení je sice velmi jednoduché, ale nástroj je nutné vybavit rozměrnou a drahou
TOS Hostivař s.r.o. UBB 50
 UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
DAG 125-S, DAG 125-SE Úhlové brusky na řezání a broušení kovových materiálů
 Úhlové brusky DAG 125-S, DAG 125-SE Úhlové brusky na řezání a broušení kovových materiálů Řezání kovových profilů a plechů Broušení kovových povrchů Přínosy a vlastnosti Výkonné motory s efektivním chlazením
Úhlové brusky DAG 125-S, DAG 125-SE Úhlové brusky na řezání a broušení kovových materiálů Řezání kovových profilů a plechů Broušení kovových povrchů Přínosy a vlastnosti Výkonné motory s efektivním chlazením
Měření tíhového zrychlení matematickým a reverzním kyvadlem
 Úloha č. 3 Měření tíhového zrychlení matematickým a reverzním kyvadlem Úkoly měření: 1. Určete tíhové zrychlení pomocí reverzního a matematického kyvadla. Pro stanovení tíhového zrychlení, viz bod 1, měřte
Úloha č. 3 Měření tíhového zrychlení matematickým a reverzním kyvadlem Úkoly měření: 1. Určete tíhové zrychlení pomocí reverzního a matematického kyvadla. Pro stanovení tíhového zrychlení, viz bod 1, měřte
Regulační pohony. Radomír MENDŘICKÝ. Regulační pohony
 Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
Radomír MENDŘICKÝ 1 Pohony posuvů obráběcích strojů (rozdělení elektrických pohonů) Elektrické pohony Lineární el. pohon Rotační el. pohon Asynchronní lineární Synchronní lineární Stejnosměrný Asynchronní
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků.
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků. Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Slícování dílů. Lícování, ustavení, úprava, výroba a opravy přípravků. Obor: Nástrojař Ročník: 3. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika
 ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
ČELÁKOVICE GPS: 50 9'49.66"N; 14 44'29.05"E Slovácké strojírny, a.s. závod 8 - TOS Čelákovice Stankovského 1892 250 88 Čelákovice Česká republika Tel.: +420 283 006 229 Tel.: +420 283 006 217 Fax: +420
Návod na broušení nožů ořezu obuvnických strojů řady M-Type
 Návod na broušení nožů ořezu obuvnických strojů řady M-Type 1. Úvod Tento návod slouží jako dodatek k návodu k používání elektrické stolní brusky a omezuje oblast jejího použití pro ostření nožů ořezu
Návod na broušení nožů ořezu obuvnických strojů řady M-Type 1. Úvod Tento návod slouží jako dodatek k návodu k používání elektrické stolní brusky a omezuje oblast jejího použití pro ostření nožů ořezu
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70.
 Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
FRÉZOVÁNÍ IV-upínání
 FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ IV-upínání Upínání nástrojů Upínání obrobků Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Broušení. Kinematika řezného pohybu. Nástroj
 Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
Broušení Broušení řadíme mezi dokončovací operace, které vedou ke zlepšení jakosti, větší přesnosti a zlepšení geometrického tvaru. Broušením můžeme obrábět všechny plochy, které se dají vyrobit jedním
DIAMANTOVÉ KOTOUČE, OROVNÁVAČE, PILNÍKY A PASTY. BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant. Kubický nitrid bóru (KBN, CBN)
") BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant Přírodní nebo syntetický, nejtvrdší brusný materiál, tepelná odolnost do 700 C. Není vhodný k broušení oceli, protože teploty které při broušení
BROUSICÍ KOTOUČE S DIAMANTEM A KUBICKÝM NITRIDEM BÓRU Diamant Přírodní nebo syntetický, nejtvrdší brusný materiál, tepelná odolnost do 700 C. Není vhodný k broušení oceli, protože teploty které při broušení
Dvojčinné kulové, pístové čerpadlo. Oblast techniky
 Dvojčinné kulové, pístové čerpadlo Oblast techniky Vynález se týká dvojčinného kulového, pístového čerpadla s kývavým pístem, v němž se řeší čerpání kapalných a plynných látek ve dvou objemově shodných
Dvojčinné kulové, pístové čerpadlo Oblast techniky Vynález se týká dvojčinného kulového, pístového čerpadla s kývavým pístem, v němž se řeší čerpání kapalných a plynných látek ve dvou objemově shodných
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Frézování tvarových ploch II
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Fréza se 2 noži není vhodná k volnému frézování s motorem horní frézy OFE 738 a frézovacím a brusným motorem FME 737. Využitelná délka mm
 Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Příslušenství pro horní frézy a přímé brusky Kleštiny Pro OFE 738, Of E 1229 Signal, FME 737 a přímé brusky Upínací otvor 3 6.31947* 1/8" (3,18 ) 6.31948* 6 6.31945* 8 6.31946* 1/4" (6,35 ) 6.31949* Pro
Broušení kovových materiálů (23-024-H)
") STŘEDNÍ ŠKOLA - CENTRUM ODBORNÉ PŘÍPRAVY TECHNICKÉ KROMĚŘÍŽ Nábělkova 539, 767 01 Kroměříž REKVALIFIKAČNÍ PROGRAM Broušení kovových materiálů (23-024-H) SŠ - COPT Kroměříž 2014 Obsah 1. IDENTIFIKAČNÍ ÚDAJE
STŘEDNÍ ŠKOLA - CENTRUM ODBORNÉ PŘÍPRAVY TECHNICKÉ KROMĚŘÍŽ Nábělkova 539, 767 01 Kroměříž REKVALIFIKAČNÍ PROGRAM Broušení kovových materiálů (23-024-H) SŠ - COPT Kroměříž 2014 Obsah 1. IDENTIFIKAČNÍ ÚDAJE
JAINNHER. www.moostrading.cz. Profil společnosti. Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD. Rozloha závodu: 17.
 JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
JAINNHER Profil společnosti Založení: 1982 Počet zaměstnanců: 120 Základní kapitál: 4 mil USD Rozloha závodu: 17.000m2 Hlavní produkce: Bezhrotové brusky JHC-12BN / 12S / 18 / 18S / 18A / 18AS / 18B /
1200 W úhlová bruska, 125 mm L 1506 VR
 Víta Nejedlého 99 295 0 Mnichovo Hradiště 200 W úhlová bruska, 25 mm L 6 VR 437.972 Max. Ø brusného tělesa 25 mm Otáčky při chodu naprázdno 2200-6800 ot/min Příkon 200 W Výkon 700 W Upnutí nástroje M 4
Víta Nejedlého 99 295 0 Mnichovo Hradiště 200 W úhlová bruska, 25 mm L 6 VR 437.972 Max. Ø brusného tělesa 25 mm Otáčky při chodu naprázdno 2200-6800 ot/min Příkon 200 W Výkon 700 W Upnutí nástroje M 4
Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Zámečník Ročník: 3 Zpracoval: Bc. Jan Dula. Metrologie ve strojírenství
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Zámečník Ročník: 3 Zpracoval: Bc. Jan Dula Modul: Metrologie ve strojírenství Obsah:
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Zámečník Ročník: 3 Zpracoval: Bc. Jan Dula Modul: Metrologie ve strojírenství Obsah:
Charakteristika. stroje - brusky nástroje - brousící (kotouče, tělíska, kameny, pásy, volné brusivo)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.6 FRÉZOVÁNÍ ROVINNÝCH A PRAVOÚHLÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Variabilní úhlová bruska 1400 W,125 mm, pro práci v rozsahu vyšších otáček
 Víta Nejedlého 99 295 0 Mnichovo Hradiště Variabilní úhlová bruska 400 W,25 mm, pro práci v rozsahu vyšších otáček LE 4-25 447.587 Max. Ø brusného tělesa 25 mm Otáčky při chodu naprázdno 2800-500 ot/min
Víta Nejedlého 99 295 0 Mnichovo Hradiště Variabilní úhlová bruska 400 W,25 mm, pro práci v rozsahu vyšších otáček LE 4-25 447.587 Max. Ø brusného tělesa 25 mm Otáčky při chodu naprázdno 2800-500 ot/min
Rolny pro velká zatížení
 Rolny pro velká zatížení Obsah Podpůrné rolny centrické HPC 90 Podpůrné rolny excentrické HPCE 92 Přírubové rolny centrické HPJ 94 Přírubové rolny excentrické HPJE 96 Vodící rolny centrické HPV 98 Vodící
Rolny pro velká zatížení Obsah Podpůrné rolny centrické HPC 90 Podpůrné rolny excentrické HPCE 92 Přírubové rolny centrické HPJ 94 Přírubové rolny excentrické HPJE 96 Vodící rolny centrické HPV 98 Vodící
14.3 Převody řemenové - plochými řemeny
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Střední průmyslová škola strojnická Vsetín CZ.1.07/1.5.00/34.0483 Ing.
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Střední průmyslová škola strojnická Vsetín CZ.1.07/1.5.00/34.0483 Ing.
Rotující soustavy, měření kritických otáček, typické projevy dynamiky rotorů.
 Rotující soustavy, měření kritických otáček, typické projevy dynamiky rotorů www.kme.zcu.cz/kmet/exm 1 Obsah prezentace 1. Rotující soustavy 2. Základní model rotoru Lavalův rotor 3. Nevyváženost rotoru
Rotující soustavy, měření kritických otáček, typické projevy dynamiky rotorů www.kme.zcu.cz/kmet/exm 1 Obsah prezentace 1. Rotující soustavy 2. Základní model rotoru Lavalův rotor 3. Nevyváženost rotoru
Návod k použití. Univerzální řezačka Mastercut X7
 Návod k použití Univerzální řezačka Mastercut X7 Výrobce: Čáslavská 976 Heřmanův Městec 538 03 Kancelář: Tel: +420 778 088 722 Servisní technik: Tel: +420 608 127 055 Obsah 1. Popis 2. Údaje o výrobci
Návod k použití Univerzální řezačka Mastercut X7 Výrobce: Čáslavská 976 Heřmanův Městec 538 03 Kancelář: Tel: +420 778 088 722 Servisní technik: Tel: +420 608 127 055 Obsah 1. Popis 2. Údaje o výrobci
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.3 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač IV. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.3 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač IV. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
14.16 Zvláštní typy převodů a převodovek
 Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Název školy Číslo projektu Autor Název šablony Název DUMu Tematická oblast Předmět Druh učebního materiálu Anotace Vybavení, pomůcky Ověřeno ve výuce dne, třída Střední průmyslová škola strojnická Vsetín
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.3 RUČNÍ DĚLENÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ TÉMA 2.3 RUČNÍ DĚLENÍ MATERIÁLŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola
Druhy a charakteristika základních pasivních odporů Určeno pro první ročník strojírenství 23-41-M/01 Vytvořeno listopad 2012
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Mechanika, statika Pasivní odpory Ing.Jaroslav Svoboda
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Mechanika, statika Pasivní odpory Ing.Jaroslav Svoboda
Podstata frézování Zhotoveno ve školním roce: 2011/2012. Princip a podstata frézování. Geometrie břitu frézy
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
(lze je rozpojit i za běhu) přenáší pohyb prostřednictvím kapaliny. rozpojovat hřídele za běhu
 přenáší pohyb prostřednictvím kapaliny. rozpojovat hřídele za běhu") zapis_casti_stroju_spojky08/2012 STR Bc 1 z 6 13. Hřídelové spojky Rozdělení: spojují #1 a přenáší mezi nimi otáčivý #2 Schéma zapojení spojky #4 Další funkce spojek vyrovnávají vyosení spojovaných hřídelů
zapis_casti_stroju_spojky08/2012 STR Bc 1 z 6 13. Hřídelové spojky Rozdělení: spojují #1 a přenáší mezi nimi otáčivý #2 Schéma zapojení spojky #4 Další funkce spojek vyrovnávají vyosení spojovaných hřídelů
strany 09-94 SKLÍČIDLA A LíCNÍ DESKY strany 95-146 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 147-194 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 195-214
 OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
OBSAH SKLÍČIDLA A LíCNÍ DESKY strany 09-94 1 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ VÁLCE strany 95-146 2 STROJNÍ A ZÁMEČNICKÉ SVĚRÁKY strany 147-194 3 FRÉZAŘSKÉ PŘÍSTROJE strany 195-214 4 VDI - NÁSTROJOVÉ DRŽÁKY
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY
 BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
BIOMECHANIKA DYNAMIKA NEWTONOVY POHYBOVÉ ZÁKONY, VNITŘNÍ A VNĚJŠÍ SÍLY ČASOVÝ A DRÁHOVÝ ÚČINEK SÍLY ROTAČNÍ POHYB TĚLESA, MOMENT SÍLY, MOMENT SETRVAČNOSTI DYNAMIKA Na rozdíl od kinematiky, která se zabývala
MONTÁŽNÍ PŘÍRUČKA PLASTOVÁ OKNA DVEŘE. www.rehau.cz. Stavebnictví Automotive Průmysl
 MONTÁŽNÍ PŘÍRUČKA PLASTOVÁ OKNA DVEŘE www.rehau.cz Stavebnictví Automotive Průmysl Provedení montáže Kvalita vysoce kvalitních oken stojí a padá s provedením jejich připojení k obvodové konstrukci. Odborně
MONTÁŽNÍ PŘÍRUČKA PLASTOVÁ OKNA DVEŘE www.rehau.cz Stavebnictví Automotive Průmysl Provedení montáže Kvalita vysoce kvalitních oken stojí a padá s provedením jejich připojení k obvodové konstrukci. Odborně
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Pneumatické úhlové brusky
 Šroubovací technika Automatizace Pneumatické motory Pneumatické nář adí Pneumatické úhlové brusky Přímé a pistolové provedení Pro jehly: Ø 2 mm 4 mm Pro brusné kotouče o Ø 100, 115, 125, 150, 180, 230
Šroubovací technika Automatizace Pneumatické motory Pneumatické nář adí Pneumatické úhlové brusky Přímé a pistolové provedení Pro jehly: Ø 2 mm 4 mm Pro brusné kotouče o Ø 100, 115, 125, 150, 180, 230
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Měření momentu setrvačnosti
 Měření momentu setrvačnosti Úkol : 1. Zjistěte pro dané těleso moment setrvačnosti, prochází-li osa těžištěm. 2. Zjistěte moment setrvačnosti daného tělesa k dané ose metodou torzních kmitů. Pomůcky :
Měření momentu setrvačnosti Úkol : 1. Zjistěte pro dané těleso moment setrvačnosti, prochází-li osa těžištěm. 2. Zjistěte moment setrvačnosti daného tělesa k dané ose metodou torzních kmitů. Pomůcky :