Obloukový výboj. 1. Depozice povlaků NNO 2. Atmosférické výboje 3. Plazmové svařování a dělení materiálu
|
|
|
- Bedřich Kolář
- před 6 lety
- Počet zobrazení:
Transkript
1 Obloukový výboj 1. Depozice povlaků NNO 2. Atmosférické výboje 3. Plazmové svařování a dělení materiálu
2 Obloukový výboj Pro technologické účely lze využít i tu část V-A charakteristiky výboje, která se nazývá obloukový výboj. Připomeneme si její průběh :
3 Obloukový výboj Pro obloukový výboj je charakteristické velmi nízké napětí ( nízké desítky V) mezi elektrodami i při jejich značné vzdálenosti (až desítky centimetrů. Proud prochází kanálem vysoce ionizovaných plynů s vynikající vodivostí. V kanálu převažují kromě elektronů ionty materiálu z elektrod. Voltampérová charakteristika je negativní, proto je nutné proud nějakým běžným způsobem stabilizovat. Intenzita proudu je vysoká (od jednotek až po nízké stovky A).
4 Nízkonapěťový výboj Depozice povlaků pomocí nízkonapěťového oblouku (NNO) Vacuum Arc Deposition, Cathodic Spot Deposition) Tato depoziční metoda využívá jevu specifického pro obloukový výboj : při dostatečně velké ploše anody ve srovnání s plochou katody je výbojový proud na straně katody soustředěn do malé plochy o průměru řádově µm, která se nazývá katodová skvrna. Vzhledem k intenzitě proudu ve výboji řádově až 100 A, je do katodové skvrny dodávána energie s hustotou až W/m 2. Vlastnosti plazmatu jsou určovány materiálem katody, protože z ní pochází převážná část iontů ve výbojovém kanálu. Přes úsilí experimentátorů i teoretiků věnované tomuto problému desítky let nejsou dosud vznik katodové skvrny a vlastnosti plazmatu uspokojivě vysvětleny. Slibné výsledky poskytují v poslední době modely založené na fraktálové teorii.
, takže dochází k explozím jeho par spojených s")
5 Obloukový výboj Vysoká koncentrace energie v místě skvrny je provázena jevy znázorněnými na obrázku. Na roztavený materiál na povrchu působí tlak dopadajících iontů, tůňka roztaveného materiálu se prohlubuje a dále ohřívá (teplota 1000 až 4000 K), takže dochází k explozím jeho par spojených s vyvrhováním tzv. mikrokapiček. Kromě toho se uvolňují páry, které jsou okamžitě ionizovány a zúčastňují se proudu ve výboji. Skvrna nezůstává ve stejném místě, ale pohybuje se chaoticky po povrchu katody. Doba setrvání skvrny na jednom místě jsou řádově milisekundy.


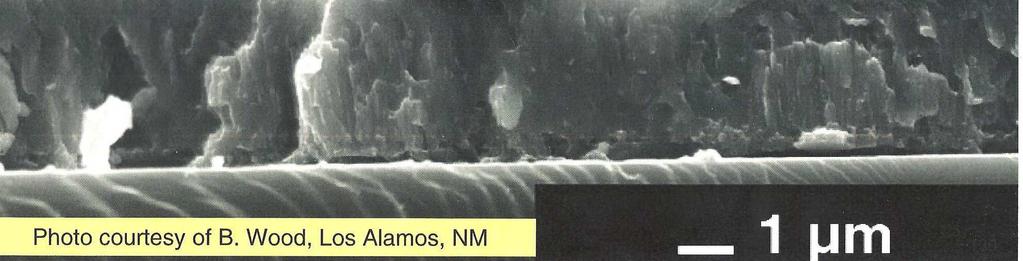
6 Obloukový výboj Stopa katodové skvrny na čistém povrchu katody Stopa katodové skvrny na zoxidovaném povrchu katody
7 Obloukový výboj Vlastnosti plazmatu v blízkosti katodové skvrny : Tok materiálu z katody : vysoce ionizované páry kovů (99%), vysoká vodivost plazmatu, nadzvuková rychlost v větší jak 10 4 m/s, radiální expanze plazmového proudu, energie iontů ev, vícenásobná ionizace kovových iontů (+, ++, +++). Příklad :Ti, průměrná ionizace 1,79 při proudu v oblouku 100 A, energie iontů 65 ev pro +, 79 ev pro ++ a 103 ev pro +++ Hustota až m -3, teplota elektronů 1-8 ev, teplota iontů 1-3 ev, rychlost elektronů m/s, rychlost iontů 10 4 m/s. Průměr katodové skvrny µm, katoda je celkově studená (nutné chlazení vodou), ale v místě KS ohřev na K, tavení a odpaření. Na rozdíl od technologií využívajících doutnavý výboj oblouk hoří v parách deponovaného kovu, pracovní atmosféra Ar jen pro zapálení oblouku, případně Ar + reaktivní plyn při reaktivní depozici.
8 Obloukový výboj Potlačení mikrokapičkové fáze Vyletující mikrokapičky dopadají na substrát téměř v pevném stavu a vytvářejí v povlaku nežádoucí mikročásticovou fázi. Tyto částice o velikosti řádově od 10 do 100 µm narušují homogenitu povlaku, v provozních podmínkách jsou náchylné k vylamování a odhalují pak substrát. Zvláště nepříznivý vliv mají mikročástice v případě reaktivní depozice, protože během krátké doby letu proběhne chemická reakce maximálně v tenké vrstvě na povrchu mikrokapičky, takže v objemu mikročástice převažuje kovový materiál a částice je výrazně heterogenní. Cesty k potlačení mikročásticové fáze jsou dvě: - řízení a zrychlení pohybu katodové skvrny magnetickým polem (steered arc) - odklonění nabitých částic magnetickým polem (filtered arc)


9 Obloukový výboj

10 Obloukový výboj V základním jednoduchém uspořádání je depozice relizována podle tohoto schématu : Pohyb katodové skvrny po povrchu targetu je zcela náhodný, stejně tak kolísá doba pobytu skvrny na jednom místě :

11 Obloukový výboj Řízení pohybu katodové skvrny magnetickým polem využívá Lorentzovy síly k usměrňování pohybu nabitých části a elektronů a tím i pohybu KS : Např. vhodně rotující permanentní magnet umístěný za targetem usměrňuje pohyb KS tak, aby byla optimálně využita plocha targetu:

12 Obloukový výboj Filtered Arc: před target je umístěn systém solenoidů, do kterého vstupjí jak mikrokapičky, tak ionty. Magnetické pole zakřivuje dráhy iontů směrem k substrátům, zatímco kapičky letí přímo, mimo substrát

13 Obloukový výboj Je zřejmé, že ohýbání dráhy iontů se neobejde bez určitých ztrát iontů a tím se snižuje depoziční rychlost. V počátcích vývoje těchto magnetických systémů byla účinnost % a systémy se užívaly jen pro mikroelektroniku. V současné době přesahuje účinnost 50%. Tím se odstranila základní nevýhoda této depoziční metody a vzhledem k jejím přednostem se stále častěji uplatňuje zejména v hromadné výrobě ve velkých depozičních aparaturách.


14 Významnou inovaci depoziční metody nízkonapěťovým obloukem představuje systém vyvinutý v české firmě SHM. Katoda má tvar rotujícího válce, magnetické pole usměrňuje tok iontů i pohyb KS. Systém umožňuje kombinované reaktivní depozice povlaků určených zejména pro nástroje. Zlepšilo se také využití materiálu katody. Obloukový výboj
15 Výboje při atmosférickém tlaku Výboje při atmosférickém tlaku Již v úvodní přednášce jsme připomněli existenci přírodních výbojů při atmosférickém tlaku : blesky a koronový výboj. Modifikace těchto výbojů se užívají také v několika technologiích depozice povlaků nebo častěji při modifikaci vlastností povrchů. Nespornou výhodou je, že proces nevyžaduje snížený tlak výrobní náklady jsou nižší a odpadáčasově náročný proces čerpání pracovních komor. Na druhé straně ale vysoký tlak pracovních plynů představuje značné omezení spektra použitelných postupů. Protože nelze připustit vytváření objemového plazmatu o vysoké teplotě je třeba vytváření výbojů vhodně omezit. Plazma tohoto typu se nazývá netermální nebo netermické. Pro omezení vzniku výboje a termického plazmatu se nejčastěji používá pokrytí elektrody nebo elektrod vrstvou dielektrika.
16 Výboje při atmosférickém tlaku Dielektrický bariérový výboj se generuje mezi dvojicí elektrod přiložením vysokého střídavého napětí. Mezi elektrodami se nachází dielektrikum, jehož role je stejná jako dielektrická vrstva v kondenzátoru, tj. omezuje velikost elektrického proudu protékajícího mezielektrodovým prostorem. Důsledkem je skutečnost, že se ionizovaný plyn příliš neohřívá. Povrchový bariérový výboj se generuje napětím s frekvencí v intervalu khz. Amplituda napětí je omezena průrazným napětím dielektrika a je řádově rovna jednotkám až desítkám kv. Při atmosférickém tlaku je plazma tvořeno početnými mikrofilamenty výboje o průměru desetin milimetru. Dielektrický bariérový výboj nachází uplatnění především při syntéze ozónu, v CO 2 laserech, v plazmových obrazovkách (PDP), nanášení tenkých vrstev a zejména při povrchové úpravě materiálů.

17 Výboje při atmosférickém tlaku Podle uspořádání elektrod rozlišujeme druhy výbojů na typ objemový a typ povrchový. Uspořádání elektrod a dielektrika v jednotlivých typech je znázorněno na obrázku. Plazma je tvořeno mikrofilamentárními výboji orientovanými ve směru kolmém na rovinu dielektrika. Produkované plazma je značně nehomogenní, navíc nedovoluje opracovávání materiálů s větší tloušťkou, než jaká je vzdálenost mezi elektrodami. Tento typ výboje se používá například při opracovávání papíru, tenkých fólií nebo tkanin, kde zvyšuje povrchovou energii a umožňuje další technologické opracování.

18 Výboje při atmosférickém tlaku Přechodu mikrovýboje do režimu obloukového výboje brání při DBD elektrický náboj, který se hromadí v místě kontaktu mikrovýboje s dielektrickou barierou. Díky tomu se zde snižuje intenzita elektrického pole až nakonec výboj vyhasne. Při DBD je využíváno střídavé nebo pulzní napětí. Dielektrikum omezuje nejen množství náboje přeneseného mezi elektrodami, ale i množství energie dodané výboji. Čím je jeho permitivita větší, tím je intenzita elektrického výboje ve výbojové oblasti vyšší. V případě objemového DBD je rozložení potenciálu homogenní, při povrchovém bariérovém výboji je značně nehomogenní. Díky uspořádání elektrod a jejich pokrytí dielektrikem, je rozložení potenciálu v případě koplanárního výboje homogennější. V prostoru mezi elektrodami koplanárního DBD je díky jejich malé vzdálenosti velká intenzita elektrického pole.
19 Výboje při atmosférickém tlaku Objemový DBD výboj Základní mód, ve kterém hoří všechny dielektrické bariérové výboje při atmosférickém tlaku, je filamentární mód, ale je možné vybudit výboj ještě v dalších dvou módech. První z nich je homogenní výboj, který hoří v celém objemu mezi elektrodami (katodou a anodou). Homogenní výboj, který je přechodovým stádiem mezi filamentárním a třetím módem, označovaný jako doutnavý výboj při atmosférickém tlaku APGD. Stejně jako homogenní výboj pokrývá celou plochu elektrody, ale na rozdíl od něj je jeho aktivní oblast u katody. Oproti uspořádání povrchového DBD výboje se při objemové konfiguraci mikrovýboje rozvíjejí v mezielektrodovém prostoru, vyplněném plynem a jeho volt-ampérová charakteristika je lineární. Průměr výbojového kanálu je řádově 100 µm, čas trvání 100 ns, n e v jeho objemu cm -3. Počet mikrovýbojů se zvětšuje s rostoucí amplitudou napětí nebo se zmenšující se vzdáleností elektrod.

20 Výboje při atmosférickém tlaku Povrchový bariérový výboj Elektrodový systém je tvořený rovinným, většinou korundovým páskem (Al 2 O 3 ), elektrodou ve tvaru samostatného pásku nebo hřebenovou elektrodou na povrchu keramického pásku a druhou - indukční elektrodou obdélníkového tvaru, na opačné straně keramického pásku Důvodem použití Al 2 O 3 jako dielektrika je vysoká tepelná vodivost, dielektrická pevnost a chemická odolnost. Stabilní vysokofrekvenční výboj vzniká díky vysoké intenzitě elektrického pole. Vzniklý mikrovýboj se pak šíří po povrchu dielektrika. Délka mikrovýboje při atmosférickém tlaku je 1-3mm. Doba existence mikrovýboje je několik desítek nanosekund s amplitudou proudu několik desetin ampérů.
21 Výboje při atmosférickém tlaku Aplikace bariérových výbojů Atmosférické rf výboje se používají nejen pro nanášení materiálů, polymerace, plazmochemickéčištění, ale také pro předúpravu, aktivaci a změnu vlastností různých povrchů jako je především změna povrchové energie, spojená se změnou smáčivosti materiálů. Tyto procesy probíhají jak plazmochemickým čištěním povrchu a přímým dopováním funkčních chemických skupin (očkováním) do jeho povrchové vrstvy, tak i přímou fyzikálněchemickou změnou morfologie povrchu (drsnosti). Výše zmíněné efekty mohou vést ke zvýšení nasákavosti porézních materiálů, jako jsou různé druhy dřev, tkaných a netkaných textilií. Dále také hlavně vedou ke zvýšení smáčivosti jinak obtížně smáčitelných povrchů materiálů a zvýšení adheze následně nanesených ochranných antikorozních nátěrů anebo nástřiků.

22 Výboje při atmosférickém tlaku Plazmová předúprava povrchu hliníku ovlivňuje adhezi následně nanesených antikorozních přípravků. Vybrané hliníkové plechy, či ocelové plechy s hliníkovým povlakem byly ošetřeny multitryskovým systémem a na tyto plechy byly následně nastříkány průmyslově používanými antikorozními přípravky na bázi suspenze křemičitanů, či částic zinku v polymerní pryskyřici. Poté byla testována adheze těchto přípravků k ošetřeným vzorkům plechů ohybovými testy. Z testů vyplynul pozitivní vliv plazmy na adhezi přípravku k povrchu. Adheze přípravků k plazmatem ošetřeným vzorkům vzrostla v některých případech o 50% až 100%. Výzkum a vývoj experimentálního zařízení multitryskového systému, jasně ukazuje příznivé výsledky vlivu tohoto druhu výboje na povrchy rozdílných druhů materiálů. Vlastnosti výboje plazmatu generovaného na volné atmosféře předurčují použití multitryskového systému v mnoha oblastech průmyslu a procesů povrchových úprav kovových materiálů.

23 Výboje při atmosférickém tlaku Plazmová sterilizace perspektivní dekontaminační metoda Sterilizace je důležitou biomedicínskou i potravinářskou technologií. Konvenční sterilizační metody s sebou přináší jisté nevýhody, jako je toxicita používaného sterilizačního média, vysoká teplota apod. Tato negativa lze obejít použitím plazmatu jako sterilizačního prostředku. Výhody spočívají v podobě krátkých sterilizačních časů, relativně nízké teploty a absence toxických látek. Při plazmové sterilizaci je mikroorganismus vystaven působení elektrického výboje v plynu nebo směsi plynů, které běžně biocidní účinky nevykazují a jsou aktivovány působením elektrického výboje a deaktivovány bezprostředně po vypnutí budícího zdroje.
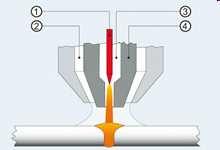
24 Plazmové svařování a řezání Plazmové svařování patří mezi moderní, vysoce produktivní metody obloukového svařování v ochranné atmosféře. Je charakterizováno velmi vysokou koncentrací energie a vysokou pracovní teplotou. Jeho předností je stabilní svařovací proces, charakteristický tvar svaru zejména kořene, což umožňuje svařování bez podložení kořene až do tlouštěk 10 mm. Oblouk hoří mezi netavící se elektrodou a základním materiálem nejčastěji v ochranné atmosféře inertního plynu. Hořák má intenzivně chlazenou výstupní hubici zužující oblouk na malou plochu svařence. Na zvýšení hustoty energie se podílí ochranný (fokuzační) plyn. Koncentrované teplo zaručuje hluboké natavení základního materiálu, dobré formování kořene a charakteristický průřez svaru. Ve srovnání s laserovým paprskem má plazmový oblouk nižší koncentraci energie, avšak nesrovnatelně vyšší energetickou účinnost a nižší celkové provozní náklady.

25 Plazmové svařování a řezání

26 Plazmové svařování a řezání Svařování klíčovou dírkou Teplo a dynamický účinek oblouku vytvářejí otvor na přední straně tavné lázně. Tento otvor, kde oblouk přechází přes materiál, se nazývá klíčová dírka. Při posuvu plazmového hořáku dochází vlivem povrchového napětí k opětnému spojení svarového kovu za klíčovou dírkou. Tento efekt umožňuje svařování tupých svarů do tloušťky 8 mm bez úpravy svarového úkosu. Snadná kontrola průvaru, nízká citlivost na změny délky oblouku, vysoká stabilita oblouku i při nízkých parametrech společně s malou tepelně ovlivněnou oblastí zajišťují vysokou kvalitu svařovacího procesu. Svařování metodou klíčové dírky je velmi vhodné pro automatizaci svařovacího procesu.
27 Plazmové svařování a řezání Plazmové řezání Plazmovéřezání bylo vyvinuto v padesátých letech minulého století. Díky schopnosti řezání neželezných kovů, vysoké rychlosti, malému tepelnému ovlivnění materiálu a ekonomické výhodnosti postupně vytlačuje řezání kyslíkem. Princip plazmového řezání spočívá v úzkém stabilizovaném elektrickém oblouku, který je vysokou rychlostí tlačen hnacím plynem do tavícího se materiálu. Na materiál působí kombinace tepelného a dynamického účinku proudícího plazmatu. Tím vzniká úzký a přesný řez bez okují. Vývoj se soustřeďuje především na hnací plyny. Nejlevnější je stlačený vzduch, ale vysoký obsah dusíku způsobuje sycení povrchu řezu nitridy. V mnoha případech je výhodné plazmové řezání pod vodou.
, ale také vysokolegovaných ocelí (max. cca 100 mm).")
.")
28 Plazmové svařování a řezání Plazmovéřezání je vhodné v závislosti na použitém typu plazmy pro řezání menších a středních tlouštěk nelegovaných ocelí (max. do cca 50 mm tloušťky), ale také vysokolegovaných ocelí (max. cca 100 mm). Pro plazmu jsou typické vysoké rychlosti řezání, ale také nižší kvalita řezu daná jeho vyšší drsností a úhlem podkosení (cca 2 4 ). D ůsledkem zkoncentrování proudu plazmatu je zisk vysoké hustoty výkonu a následně vysokých teplot (až tis. K). Řezaný materiál je taven a tavenina vyfukována z řezné spáry pryč. Vlastnosti procesu jsou dány výkonem proudového zdroje, konstrukcí hořáku a typem procesu (jednoplynová, dvouplynová, s vodním vírem, pod vodou) a druhem plazmového a fokusačního plynu.


29 Plazmové svařování a řezání Nejrozšířenější jsou bezesporu vzduchové plazmy. Na nelegovaných ocelích je však výhodnější z hlediska produktivity plazma kyslíková, která využívá vedle tepelné a kinetické energie plazmy také spalné teplo reakce materiálu s kyslíkem. Největšíchvýkonů řezání vysokolegovaných ocelí a slitin hliníku je dosahováno se směsným plazmovým plynem Ar/H2. Nejmodernější systémy pracují s kombinací plynů Ar/H2/N2/O2/CH4. Vynikajících výsledky z hlediska výkonů lze získat při řezání pod vodou.tato technologie navíc díky intenzivnímu chlazení okolířezu snižuje deformace plechů. Vodní ochrana zabraňuje šíření jinak hojných škodlivých plynných emisí do okolí, eliminuje radiaci a minimalizuje hlučnost procesu.
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
DOUTNAVÝ VÝBOJ. Další technologie využívající doutnavý výboj
 DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
DOUTNAVÝ VÝBOJ Další technologie využívající doutnavý výboj Plazma doutnavého výboje je využíváno v technologiích depozice povlaků nebo modifikace povrchů. Jedná se zejména o : - depozici povlaků magnetronovým
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Plazma v technologiích
 Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
Plazma v technologiích Mezi moderními strojírenskými technologiemi se stále častěji prosazují metody využívající různé formy plazmatu. Plazma je plynné prostředí skládající se z poměrně volných částic,
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Plazmové svařování (navařování) - 15
 - 15") Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Gas Discharges. Overview of Different Types. 14. listopadu 2011
 Gas Discharges Overview of Different Types Jan Voráč ÚFE 14. listopadu 2011 Obrázky použité v této prezentaci jsou nestoudně ukradeny z internetu, z archivů pracovníků ÚFE MU, ze skript Základy fyziky
Gas Discharges Overview of Different Types Jan Voráč ÚFE 14. listopadu 2011 Obrázky použité v této prezentaci jsou nestoudně ukradeny z internetu, z archivů pracovníků ÚFE MU, ze skript Základy fyziky
Plazmové depozice povlaků. Plazmový nástřik Plasma Spraying
 Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
Plazmové depozice povlaků Plazmový nástřik Plasma Spraying Plazmový nástřik patří do kategorie žárových nástřiků. Žárový nástřik je částicový proces vytváření povlaků o tloušťce obvykle větší než 50 µm,
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Plazmová depozice tenkých vrstev oxidu zinečnatého
 Plazmová depozice tenkých vrstev oxidu zinečnatého Bariérový pochodňový výboj za atmosférického tlaku Štěpán Kment Doc. Dr. Ing. Petr Klusoň Mgr. Zdeněk Hubička Ph.D. Obsah prezentace Úvod do problematiky
Plazmová depozice tenkých vrstev oxidu zinečnatého Bariérový pochodňový výboj za atmosférického tlaku Štěpán Kment Doc. Dr. Ing. Petr Klusoň Mgr. Zdeněk Hubička Ph.D. Obsah prezentace Úvod do problematiky
Přehled metod depozice a povrchových
 Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
Kapitola 5 Přehled metod depozice a povrchových úprav Tabulka 5.1: První část přehledu technologií pro depozici tenkých vrstev. Klasifikované podle použitého procesu (napařování, MBE, máčení, CVD (chemical
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV. Jan VALTER HVM Plasma s.r.o. www.hvm.cz
 REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Převod mezi kelviny a Celsiovými stupni se počítá podle vztahu:
 4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Plazmatická úprava povrchu materiálů ve školní laboratoři
 Plazmatická úprava povrchu materiálů ve školní laboratoři LUKÁŠ PAWERA, PETR SLÁDEK PDF MU Brno Nové technologie jsou mnohdy obtížně dostupné pro studenty ve školních podmínkách. Často nákladné doprovodné
Plazmatická úprava povrchu materiálů ve školní laboratoři LUKÁŠ PAWERA, PETR SLÁDEK PDF MU Brno Nové technologie jsou mnohdy obtížně dostupné pro studenty ve školních podmínkách. Často nákladné doprovodné
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH
 VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
VEDENÍ ELEKTRICKÉHO PROUDU V LÁTKÁCH Jan Hruška TV-FYZ Ahoj, tak jsme tady znovu a pokusíme se Vám vysvětlit problematiku vedení elektrického proudu v látkách. Co je to vlastně elektrický proud? Na to
Plazmové metody. Elektrické výboje v plynech
 Plazmové metody Elektrické výboje v plynech Plazmové metody aplikované v technice velkou většinou používají jako zdroje plazmatu elektrické výboje v plynech. Výboje rozdělujeme podle doby trvání na - ustálené
Plazmové metody Elektrické výboje v plynech Plazmové metody aplikované v technice velkou většinou používají jako zdroje plazmatu elektrické výboje v plynech. Výboje rozdělujeme podle doby trvání na - ustálené
Plazmatické metody pro úpravu povrchů
 Plazmatické metody pro úpravu povrchů Aleš Kolouch Technická Univerzita v Liberci Studentská 2 461 17 Liberec 1 Obsah 1. Plazma 2. Plazmové stříkání 3. Plazmové leptání 4. PVD 5. PECVD 6. Druhy reaktorů
Plazmatické metody pro úpravu povrchů Aleš Kolouch Technická Univerzita v Liberci Studentská 2 461 17 Liberec 1 Obsah 1. Plazma 2. Plazmové stříkání 3. Plazmové leptání 4. PVD 5. PECVD 6. Druhy reaktorů
Fyzikální metody nanášení tenkých vrstev
 Fyzikální metody nanášení tenkých vrstev Vakuové napařování Příprava tenkých vrstev kovů některých dielektrik polovodičů je možné vytvořit i epitaxní vrstvy (orientované vrstvy na krystalické podložce)
Fyzikální metody nanášení tenkých vrstev Vakuové napařování Příprava tenkých vrstev kovů některých dielektrik polovodičů je možné vytvořit i epitaxní vrstvy (orientované vrstvy na krystalické podložce)
vodič u něho dochází k transportu el. nabitých částic, který je nevratný, dochází ke vzniku proudu a disipaci energie
 Chování polymerů v elektrickém a magnetickém poli vodič u něho dochází k transportu el. nabitých částic, který je nevratný, dochází ke vzniku proudu a disipaci energie dielektrikum, izolant, nevodič v
Chování polymerů v elektrickém a magnetickém poli vodič u něho dochází k transportu el. nabitých částic, který je nevratný, dochází ke vzniku proudu a disipaci energie dielektrikum, izolant, nevodič v
Plazmové metody Materiály a technologie přípravy M. Čada
 Plazmové metody Existuje mnoho druhů výbojů v plynech. Ionizovaný plyn = elektrony + ionty + neutrály Depozice tenkých vrstev za pomocí plazmatu je jednou z nejpoužívanějších metod. Pomocí plazmatu lze
Plazmové metody Existuje mnoho druhů výbojů v plynech. Ionizovaný plyn = elektrony + ionty + neutrály Depozice tenkých vrstev za pomocí plazmatu je jednou z nejpoužívanějších metod. Pomocí plazmatu lze
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV
 STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
STUDIUM PLASMATICKY NANÁŠENÝCH VRSTEV *J. Mihulka **M. Másilko ***L. Unzeitig ****supervisor: O. Kovářík *Gymnázium, Roudnice nad Labem, Havlíčkova 175 ** Gymnázium, Roudnice nad Labem, Havlíčkova 175
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie
 Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Využití výkonových laserů ve strojírenské praxi svařování, dělení a další technologie RNDr.Libor Mrňa, Ph.D. Ústav přístrojové techniky AV ČR Dendera a.s. VUT Brno, FSI, ÚST, odbor svařování a povrchových
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ
 EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
EPP - 200 JEDEN SYSTÉM, KTERÝ VYDÁ ZA ČTYŘI FLEXIBILITA PŘI ZNAČENÍ A ŘEZÁNÍ Stroje Procesy Řídící systémy Programování Prostředí Kdo si stanoví pro plazmové řezání a značení vysoké požadavky, potřebuje
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
STEJNOSMĚRNÝ PROUD Samostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
Plazma. magnetosféra komety. zbytky po výbuchu supernovy. formování hvězdy. slunce
 magnetosféra komety zbytky po výbuchu supernovy formování hvězdy slunce blesk polární záře sluneční vítr - plazma je označována jako čtvrté skupenství hmoty - plazma je plyn s významným množstvím iontů
magnetosféra komety zbytky po výbuchu supernovy formování hvězdy slunce blesk polární záře sluneční vítr - plazma je označována jako čtvrté skupenství hmoty - plazma je plyn s významným množstvím iontů
Úvod do laserové techniky KFE FJFI ČVUT Praha Michal Němec, 2014. Plynové lasery. Plynové lasery většinou pracují v kontinuálním režimu.
 Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Aktivní prostředí v plynné fázi. Plynové lasery Inverze populace hladin je vytvářena mezi energetickými hladinami některé ze složek plynu - atomy, ionty nebo molekuly atomární, iontové, molekulární lasery.
Úvod do fyziky plazmatu
 Úvod do fyziky plazmatu Plazma Velmi často se o plazmatu mluví jako o čtvrtém skupenství hmoty Název plazma pro ionizovaný plyn poprvé použil Irwing Langmuir (1881 1957) v roce 1928, protože mu chováním
Úvod do fyziky plazmatu Plazma Velmi často se o plazmatu mluví jako o čtvrtém skupenství hmoty Název plazma pro ionizovaný plyn poprvé použil Irwing Langmuir (1881 1957) v roce 1928, protože mu chováním
Vysoké frekvence a mikrovlny
 Vysoké frekvence a mikrovlny Osnova Úvod Maxwellovy rovnice Typy mikrovlnného vedení Použití ve fyzice plazmatu Úvod Mikrovlny jsou elektromagnetické vlny o vlnové délce větší než 1mm a menší než 1m, což
Vysoké frekvence a mikrovlny Osnova Úvod Maxwellovy rovnice Typy mikrovlnného vedení Použití ve fyzice plazmatu Úvod Mikrovlny jsou elektromagnetické vlny o vlnové délce větší než 1mm a menší než 1m, což
POPIS VYNÁLEZU K AUTORSKÉMU OSVĚDČENÍ. (40) Zveřejněno 31 07 79 N
 Zveřejněno 31 07 79 N") ČESKOSLOVENSKÁ SOCIALISTICKÁ R E P U B L I K A (19) POPIS VYNÁLEZU K AUTORSKÉMU OSVĚDČENÍ 196670 (11) (Bl) (51) Int. Cl. 3 H 01 J 43/06 (22) Přihlášeno 30 12 76 (21) (PV 8826-76) (40) Zveřejněno 31 07
ČESKOSLOVENSKÁ SOCIALISTICKÁ R E P U B L I K A (19) POPIS VYNÁLEZU K AUTORSKÉMU OSVĚDČENÍ 196670 (11) (Bl) (51) Int. Cl. 3 H 01 J 43/06 (22) Přihlášeno 30 12 76 (21) (PV 8826-76) (40) Zveřejněno 31 07
Tenké vrstvy. historie předdepoziční přípravy stripping
 Tenké vrstvy historie předdepoziční přípravy stripping 1 HISTORIE TENKÝCH VRSTEV Historie depozice vrstev obloukovým odpařováním z katody sahá až do devatenáctého století. Pozorování pulzního a později
Tenké vrstvy historie předdepoziční přípravy stripping 1 HISTORIE TENKÝCH VRSTEV Historie depozice vrstev obloukovým odpařováním z katody sahá až do devatenáctého století. Pozorování pulzního a později
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
HT4400. Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM
 HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
HYPERTHERM USA 30..0 HT4400 Plazma HySpeedTM pro přímé pálení a řezání úkosu Systém pro řezání se suchou plazmou HySpeed 400 A s kyslíkovou technologií LongLife a spotřebními díly CoolCoreTM Začíná tam,
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
VÍŘIVÉ PROUDY DZM 2013 1
 VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
VÍŘIVÉ PROUDY DZM 2013 1 2 VÍŘIVÉ PROUDY ÚVOD Vířivé proudy tvoří druhou skupinu v metodách, které využívají ke zjišťování vad materiálu a výrobků působení elektromagnetického pole. Na rozdíl od metody
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT VYUŽITÍ ELEKTRICKÉ ENERGIE Obor: Ročník: Zpracoval: Elektrikář - silnoproud Třetí Bc. Miroslav Navrátil PROJEKT ŘEMESLO
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Hmotnostní spektrometrie
 Hmotnostní spektrometrie Princip: 1. Ze vzorku jsou tvořeny ionty na úrovni molekul, nebo jejich zlomků (fragmentů), nebo až volných atomů dodáváním energie, např. uvolnění atomů ze vzorku nebo přímo rozštěpení
Hmotnostní spektrometrie Princip: 1. Ze vzorku jsou tvořeny ionty na úrovni molekul, nebo jejich zlomků (fragmentů), nebo až volných atomů dodáváním energie, např. uvolnění atomů ze vzorku nebo přímo rozštěpení
zařízení 2. přednáška Fakulta elektrotechniky a informatiky prof.ing. Petr Chlebiš, CSc.
 Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
Konstrukce elektronických zařízení 2. přednáška prof.ing. Petr Chlebiš, CSc. Pasivní a konstrukční prvky - Rezistory - Kondenzátory - Vinuté díly, cívky, transformátory - Konektory - Kontaktní prvky, spínače,
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Technologie I. Technologie s vyšší koncentrací tepla. (odpor, plazma, elektronový paprsek, laser)
") Technologie I. Technologie s vyšší koncentrací tepla (odpor, plazma, elektronový paprsek, laser) Odporové svařování Odporové svařování patří mezi metody tlakového svařování, kromě metody pod TU v Liberci
Technologie I. Technologie s vyšší koncentrací tepla (odpor, plazma, elektronový paprsek, laser) Odporové svařování Odporové svařování patří mezi metody tlakového svařování, kromě metody pod TU v Liberci
Elektrická zařízení III.ročník
 Elektrická zařízení III.ročník (Ing. Jiří Hájek) Přehled témat a tématických celků, odpřednášených pro žáky SPŠE oboru Zařízení silnoproudé elektrotechniky v rámci předmětu Elektrická zařízení El. světlo
Elektrická zařízení III.ročník (Ing. Jiří Hájek) Přehled témat a tématických celků, odpřednášených pro žáky SPŠE oboru Zařízení silnoproudé elektrotechniky v rámci předmětu Elektrická zařízení El. světlo
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Plazmový řezací systém TransCut 300
 Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Plazmový řezací systém TransCut 300 Plazmové řezání s kapalným provozním médiem Jméno přednášejícího Pobočka Firma Ulice Místo Vysoká mobilita s plazmovým řezacím systémem TransCut 300 Kompaktní, přenosný
Netřískové způsoby obrábění
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Lenka Havlová 1 Lenka Havlová 2 elektroerozivní obrábění
Elektrostatické pole. Vznik a zobrazení elektrostatického pole
 Elektrostatické pole Vznik a zobrazení elektrostatického pole Elektrostatické pole vzniká kolem nepohyblivých těles, které mají elektrický náboj. Tento náboj mohl vzniknout například přivedením elektrického
Elektrostatické pole Vznik a zobrazení elektrostatického pole Elektrostatické pole vzniká kolem nepohyblivých těles, které mají elektrický náboj. Tento náboj mohl vzniknout například přivedením elektrického
ELEKTRICKÉ ZDROJE TEPLA
 INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
INOVACE ODBORNÉHO VZDĚLÁVÁNÍ NA STŘEDNÍCH ŠKOLÁCH ZAMĚŘENÉ NA VYUŽÍVÁNÍ ENERGETICKÝCH ZDROJŮ PRO 21. STOLETÍ A NA JEJICH DOPAD NA ŽIVOTNÍ PROSTŘEDÍ CZ.1.07/1.1.00/08.0010 ELEKTRICKÉ ZDROJE TEPLA MILAN
Svařování plazmovým obloukem
 Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Anomální doutnavý výboj
 Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
Anomální doutnavý výboj Výboje v plynech ve vakuu Základní procesy ve výboji Odprašování dopadající kladné ionty vyrážejí z katody částice, tím dochází k úbytku hmoty katody a zmenšování rozměrů. Odprašování
AvantGuard Nová dimenze antikorozní ochrany
 Nová dimenze antikorozní ochrany Tři způsoby ochrany proti korozi Ocel je nejběžnějším stavebním materiálem na světě. Při působení atmosférických vlivů, jako je voda, kyslík a přírodní soli, však s těmito
Nová dimenze antikorozní ochrany Tři způsoby ochrany proti korozi Ocel je nejběžnějším stavebním materiálem na světě. Při působení atmosférických vlivů, jako je voda, kyslík a přírodní soli, však s těmito
MATERIÁLY NA TVÁŘENÍ KOVŮ
 MATERIÁLY NA TVÁŘENÍ KOVŮ Nejrozšířenější technické materiály železné kovy - OCELI V současné době nahrazení NEŽELEZNÉ KOVY Al, Mg, Ti PLASTY KOMPOZITNÍ MATERIÁLY Vysokopevnostní oceli Hlubokotažné oceli
MATERIÁLY NA TVÁŘENÍ KOVŮ Nejrozšířenější technické materiály železné kovy - OCELI V současné době nahrazení NEŽELEZNÉ KOVY Al, Mg, Ti PLASTY KOMPOZITNÍ MATERIÁLY Vysokopevnostní oceli Hlubokotažné oceli
Principy chemických snímačů
 Principy chemických snímačů Název školy: SPŠ Ústí nad Labem, středisko Resslova Autor: Ing. Pavel Votrubec Název: VY_32_INOVACE_05_AUT_99_principy_chemickych_snimacu.pptx Téma: Principy chemických snímačů
Principy chemických snímačů Název školy: SPŠ Ústí nad Labem, středisko Resslova Autor: Ing. Pavel Votrubec Název: VY_32_INOVACE_05_AUT_99_principy_chemickych_snimacu.pptx Téma: Principy chemických snímačů
Metody depozice povlaků - CVD
 Procesy CVD, PA CVD, PE CVD Chemická metoda depozice vrstev CVD využívá pro depozici směs chemicky reaktivních plynů (např. CH 4, C 2 H 2, apod.) zahřátou na poměrně vysokou teplotu 900 1100 C. Reakční
Procesy CVD, PA CVD, PE CVD Chemická metoda depozice vrstev CVD využívá pro depozici směs chemicky reaktivních plynů (např. CH 4, C 2 H 2, apod.) zahřátou na poměrně vysokou teplotu 900 1100 C. Reakční
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Odporové topné články. Elektrické odporové pece
 Odporové topné články Otevřené topné články pro odporové pece (vpravo): 1 4 topný vodič v meandru 5 7 topný vodič ve šroubovici Zavřené topné články: a) trubkový (tyčový) článek NiCr izolovaný MgO b) válcové
Odporové topné články Otevřené topné články pro odporové pece (vpravo): 1 4 topný vodič v meandru 5 7 topný vodič ve šroubovici Zavřené topné články: a) trubkový (tyčový) článek NiCr izolovaný MgO b) válcové
FYZIKA VE FIRMĚ HVM PLASMA
 FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
Ionizační manometry. Při ionizaci plynu o koncentraci n nejsou ionizovány všechny molekuly, ale jenom část z nich n i = γn ; γ < 1.
 Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
Ionizační manometry Princip: ionizace molekul a měření počtu nabitých částic Rozdělení podle způsobu ionizace: Manometry se žhavenou katodou Manometry se studenou katodou Manometry s radioaktivním zářičem
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ II.
 TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ II. 1. OXIDACE KŘEMÍKU Oxid křemíku SiO2 se během technologického procesu užívá k vytváření: a) Maskovacích vrstev b) Izolačních vrstev (izolují prvky
TECHNOLOGICKÉ PROCESY PŘI VÝROBĚ POLOVODIČOVÝCH PRVKŮ II. 1. OXIDACE KŘEMÍKU Oxid křemíku SiO2 se během technologického procesu užívá k vytváření: a) Maskovacích vrstev b) Izolačních vrstev (izolují prvky
Netkané textilie. Materiály 2
 Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
Materiály 2 1 Pojiva pro výrobu netkaných textilií Pojivo je jednou ze dvou základních složek pojených textilií. Forma pojiva a jeho vlastnosti předurčují technologii a podmínky procesu pojení způsob rozmístění
STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
 STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
STEJNOSMĚRNÝ PROUD Nesamostatný výboj TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY. Plyny jsou tvořeny elektricky neutrálními molekulami. Proto jsou za
DOUTNAVÝ VÝBOJ. Magnetronové naprašování
 DOUTNAVÝ VÝBOJ Magnetronové naprašování Efektivním způsobem jak získat částice vhodné k růstu povlaku je nahrazení teploty používané u odpařování ekvivalentem energie dodané dopadem těžkéčástice přenosem
DOUTNAVÝ VÝBOJ Magnetronové naprašování Efektivním způsobem jak získat částice vhodné k růstu povlaku je nahrazení teploty používané u odpařování ekvivalentem energie dodané dopadem těžkéčástice přenosem
Elektřina a magnetizmus - elektrické napětí a elektrický proud
 DUM Základy přírodních věd DUM III/2-T3-03 Téma: Elektrické napětí a elektrický proud Střední škola Rok: 2012 2013 Varianta: A Zpracoval: Mgr. Pavel Hrubý a Mgr. Josef Kormaník VÝKLAD Elektřina a magnetizmus
DUM Základy přírodních věd DUM III/2-T3-03 Téma: Elektrické napětí a elektrický proud Střední škola Rok: 2012 2013 Varianta: A Zpracoval: Mgr. Pavel Hrubý a Mgr. Josef Kormaník VÝKLAD Elektřina a magnetizmus
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
VEDENÍ ELEKTRICKÉHO PROUDU V PLYNU, SAMOSTATNÝ A NESAMOSTATNÝ VÝBOJ
 Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_2S2_D19_Z_ELMAG_Vedeni_elektrickeho_proudu_v_ plynech_samostatny_a_nesamostatny_vyboj_pl
Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_2S2_D19_Z_ELMAG_Vedeni_elektrickeho_proudu_v_ plynech_samostatny_a_nesamostatny_vyboj_pl
Rovinná harmonická elektromagnetická vlna
 Rovinná harmonická elektromagnetická vlna ---- 1. příklad -------------------------------- 2 GHz prochází prostředím s parametry: r 5, r 1, 0.005 S / m. Amplituda intenzity magnetického pole je H m 0.25
Rovinná harmonická elektromagnetická vlna ---- 1. příklad -------------------------------- 2 GHz prochází prostředím s parametry: r 5, r 1, 0.005 S / m. Amplituda intenzity magnetického pole je H m 0.25
Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur)
") Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur) -přenesení dané struktury na povrch strukturovaného substrátu Princip - interakce
Co je litografie? - technologický proces sloužící pro vytváření jemných struktur (obzvláště mikrostruktur a nanostruktur) -přenesení dané struktury na povrch strukturovaného substrátu Princip - interakce
ELEKTRICKÝ NÁBOJ A ELEKTRICKÉ POLE POJMY K ZOPAKOVÁNÍ. Testové úlohy varianta A
 Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_3S3_D12_Z_OPAK_E_Elektricky_naboj_a_elektricke_ pole_t Člověk a příroda Fyzika Elektrický
Škola: Autor: DUM: Vzdělávací obor: Tematický okruh: Téma: Masarykovo gymnázium Vsetín Mgr. Jitka Novosadová MGV_F_SS_3S3_D12_Z_OPAK_E_Elektricky_naboj_a_elektricke_ pole_t Člověk a příroda Fyzika Elektrický
POZVÁNKA NA EXKURZI PRO ZÁJEMCE O ŘEŠENÍ DP, BP VE SPOLUPRÁCI S VÚAnCh
 Bakalářská či diplomová práce ve spolupráci s Výzkumným ústavem anorganické chemie, a.s.? To je řešení skutečných úloh vycházejících z potřeb praxe. POZVÁNKA NA EXKURZI PRO ZÁJEMCE O ŘEŠENÍ DP, BP VE SPOLUPRÁCI
Bakalářská či diplomová práce ve spolupráci s Výzkumným ústavem anorganické chemie, a.s.? To je řešení skutečných úloh vycházejících z potřeb praxe. POZVÁNKA NA EXKURZI PRO ZÁJEMCE O ŘEŠENÍ DP, BP VE SPOLUPRÁCI
Optiky do laserů CO2
 Optiky do laserů CO2 SMĚROVÁ ZRCADLA S OPTIMALIZOVANOU ODRAZIVOSTÍ DO LASEROVÝCH REZONÁTORŮ A PAPRSKOVÝCH VEDENÍ Každé zrcadlo má svůj vlastní název, podle toho, kde se v laseru CO2 nachází a za jakým
Optiky do laserů CO2 SMĚROVÁ ZRCADLA S OPTIMALIZOVANOU ODRAZIVOSTÍ DO LASEROVÝCH REZONÁTORŮ A PAPRSKOVÝCH VEDENÍ Každé zrcadlo má svůj vlastní název, podle toho, kde se v laseru CO2 nachází a za jakým
IONTOVÉ ZDROJE. Účel. Požadavky. Elektronové zdroje. Iontové zdroje. Princip:
 Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
Účel IONTOVÉ ZDROJE vyrobit svazek částic vytvarovat ho a dopravit do urychlovací komory předurychlit ho (10 kev) Požadavky intenzita svazku malá emitance svazku trvanlivost zdroje stabilita zdroje minimální
Teorie měření a regulace
 Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace měření hladiny 2 P-10b-hl ZS 2015/2016 2015 - Ing. Václav Rada, CSc. Hladinoměry Principy, vlastnosti, použití Jedním ze základních
Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace měření hladiny 2 P-10b-hl ZS 2015/2016 2015 - Ing. Václav Rada, CSc. Hladinoměry Principy, vlastnosti, použití Jedním ze základních
Anotace přednášek LŠVT 2015 Česká vakuová společnost. Téma: Plazmové technologie a procesy. Hotel Racek, Úštěk, 1 4. června 2015
 Anotace přednášek LŠVT 2015 Česká vakuová společnost Téma: Plazmové technologie a procesy Hotel Racek, Úštěk, 1 4. června 2015 1) Úvod do plasmochemie Lenka Zajíčková, Ústav fyzikální elektroniky, PřF
Anotace přednášek LŠVT 2015 Česká vakuová společnost Téma: Plazmové technologie a procesy Hotel Racek, Úštěk, 1 4. června 2015 1) Úvod do plasmochemie Lenka Zajíčková, Ústav fyzikální elektroniky, PřF