VYJADŘOVÁNÍ NEJISTOT PŘI KALIBRACI MĚŘIDEL LOCUTION UNCERTAINTIES AT CALIBRATION GAUGES
|
|
|
- Štěpán Mašek
- před 9 lety
- Počet zobrazení:
Transkript
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŦ, SYSTÉMŦ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES, SYSTEMS AND ROBOTICS VYJADŘOVÁNÍ NEJISTOT PŘI KALIBRACI MĚŘIDEL LOCUTION UNCERTAINTIES AT CALIBRATION GAUGES MASTER`S THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. ROMAN SEKÉR doc.ing. JÍŘÍ PERNIKÁŘ, CSc BRNO 2010

2

3

4
5 Str. 5 ABSTRAKT V diplomové práci se pojednává o problematice kalibrace měřidel a vyjadřování jejich výsledkŧ měření. Řešení dané problematiky je zaloţeno na fyzikálních principech a vyhodnocování pomocí matematických vztahŧ. Cílem diplomové práce je návrh optimálních kalibračních postupŧ včetně stanovení nejistot měření tak, aby se zajistily podmínky správného a přesného měření. Klíčová slova přesnost měření, chyba měření, kalibrace, ověřování, etalon, návaznost měřidel. ABSTRACT In the thesis, we discuss the issue of calibration of gauges and expression of their results. Addressing the issue is based on physical principles and evaluation using mathematical relationships. The aim of the thesis is to design optimal calibration procedures, including the establishment of measurement uncertainties in order to ensure conditions for the proper and accurate measurements. Key words accuracy of measurement, measurement error, calibration, checking, etalon, concurrence gauges. BIBLIOGRAFICKÁ CITACE SEKÉR, R. Vyjadřování nejistot při kalibraci měřidel. Brno: Vysoké učení technické v Brně, Fakulta strojního inţenýrství, s. Vedoucí diplomové práce doc. Ing. Jiří Pernikář, CSc.

6 Str. 6 Prohlášení Prohlašuji, ţe jsem diplomovou práci na téma Vyjadřování nejistot při kalibraci měřidel vypracoval samostatně s pouţitím odborné literatury a pramenŧ, uvedených na seznamu, který tvoří přílohu této práce. Datum. Bc. Roman Sekér

7 Str. 7 Poděkování Děkuji tímto panu doc. Ing. Jiřímu Pernikářovi, CSc. a panu Ing. Janu Otychovi za cenné připomínky a rady při vypracování diplomové práce.

8 Str. 8 OBSAH ÚVOD 9 1. ZÁKLADNÍ POJMY A DEFINICE OBECNÉ TERMÍNY METROLOGIE ZÁKLADY MĚŘENÍ ZÁKLADNÍ POJMY METROLOGIE TEPLOTY ZÁKLADY METROLOGIE DÉLKY VYPRACOVÁNÍ KALIBRAČNÍCH POSTUPŦ NÁLEŢITOSTI POTŘEBNÉ K VYPRACOVÁNÍ KALIBRAČNÍCH POSTUPŮ KALIBRAČNÍ POSTUP POSUVNÉ MĚŘÍTKO DIGITÁLNÍ KALIBRAČNÍ POSTUP TŘMENOVÝ MIKROMETR DIGITÁLNÍ KALIBRAČNÍ POSTUP TEPLOMĚR SKLENĚNÝ OBALOVÝ STANOVENÍ NEJISTOT MĚŘENÍ PRO JEDNOTLIVÉ KALIBRACE STANOVENÍ NEJISTOTY MĚŘENÍ POSUVNÉHO MĚŘÍTKA DIGITÁLNÍHO VNĚJŠÍ MĚŘENÍ VNITŘNÍ MĚŘENÍ MĚŘENÍ HLOUBKOMĚREM STANOVENÍ NEJISTOT U TŘMENOVÉHO MIKROMETRU DIGITÁLNÍHO STANOVENÍ NEJISTOT U SKLENĚNÉHO TEPLOMĚRU OBALOVÉHO VYHODNOCENÍ A ZÁVĚR 63 SEZNAM POUŢITÝCH ZDROJŦ 64 SEZNAM POUŢITÝCH SYMBOLŦ A ZKRATEK 66 SEZNAM PŘÍLOH 67

9 Str. 9 ÚVOD Na začátku je dŧleţité ozřejmit co vlastně metrologie je, jak vznikala, čím se zabývá a kde všude se s ní mŧţeme setkat. Z historického hlediska se měřením zabývali uţ staří Egypťané tří tisíce let před n. l. Základní míra byla vytesána do ţulové desky a představovala jednotku královského lokte nebo šířky ruky. Výsledkem sjednocování jednotek přes desetinnou metrickou soustavu vznikla dnešní Mezinárodní soustava jednotek SI. Metrologie je vědní disciplína, která se zabývá vším, co souvisí s měřením. Stala se součástí našeho kaţdodenního ţivota a zasahuje do rŧzných oblastí ve strojírenství, medicíně, obchodu i sportu. Neustále se vyvíjí a má podstatný význam pro vědecký výzkum. Je dŧleţité, aby metrologie byla v dostatečném předstihu pro zabezpečení pouţití v laboratořích, institucích a prŧmyslových podnicích. Hlavní úkoly metrologie zahrnují tři hlavní oblasti činnosti: definování mezinárodních jednotek měření a stanovování základních fyzikálních konstant 7 realizace měřících jednotek vědeckými metodami 7 vytvoření řetězce návaznosti a jeho technické zajištění 7 Kategorizace metrologie v evropské unii je začleněna podle oblasti uţití a přesnosti. Nejvyšší úrovní je Vědecká metrologie. Zabývá se hlavně vývojem etalonŧ a jejich uchováváním. Dále rozlišujeme Prŧmyslovou metrologii, která se často pouţívá pod pojmem Podniková metrologie. Zajišťuje schopnost měřidel správně měřit v daném odvětví prŧmyslu. Poslední kategorií je Legální metrologie. Vstupuje do oblasti, kde má přesnost měření vliv na zdraví nebo bezpečnost. Rozsah mé diplomové práce spadá do oblasti podnikové metrologie, proto se zaměřím hlavně na tuto kategorii metrologie. Nedílnou součástí v podnikové metrologii je metrologická konfirmace. Zahrnuje soubor činností, které mají zajistit, aby bylo měřící zařízení ve shodě s poţadavky na jeho zamýšlené pouţití. Předmětem diplomové práce je kalibrace vybraných měřidel v oboru délka a teplota. Kaţdá kalibrace se musí provádět na základě předepsaných podmínek. Takovými podmínkami je soubor informací, metod a pokynŧ, které jsou zahrnuté v kalibračním postupu. V něm musí být popsán celý proces provádění kalibrace. Výsledkem kalibrace je zkalibrované měřidlo, které je vyhovující nebo nikoliv. Výstupem kaţdé kalibrace je kalibrační list obsahující výsledek měření, hodnocení přesnosti měření a ţivotnosti měřidla.

10 Str. 10 Kvalitativní hodnota výsledku je dána vyjádřením nejistoty při kalibraci. A tím se dostáváme k podstatě mé diplomové práce. Diplomová práce je zaměřena na vytvoření potřebných kalibračních postupŧ, nezbytných pro fyzické provedení kalibrací. S vyuţitím matematických vztahŧ je potřeba provést výpočet a následné vyhodnocení shody měřidel s předepsanými poţadavky. Všechny tyto činnosti musí být v souladu s metrologickým řádem. Samotné kalibrace jsou prováděny v podnikové kalibrační laboratoři. Hlavním přínosem by mělo být navrţení optimálních kalibračních postupŧ a stanovení nejistot měření za pomoci jednoduchého výpočtového programu. Pro pochopení dané problematiky je dŧleţité, zmínit se v této kapitole o nejzákladnějších pojmech a definicích, které se k tomuto tématu pojí. Proto se budeme věnovat problematice metrologie, přesnosti měření a oborŧm v metrologii, které budou předmětem ke zkoumání. Kalibrační úkony budou prováděny ve strojírenském podniku Zeveta Machinery a.s., který spadá v obecné metrologii pod podnikovou metrologii. Základní termíny z oblasti metrologie byly v nedávné minulosti obsaţeny v Mezinárodním slovníku základních a všeobecných termínŧ v metrologii. Tato česká norma je v současné době neplatná. Jako náhrada za normu je v platnosti od února 2009 nový Mezinárodní metrologický slovník Základní a všeobecné pojmy a přidruţené termíny (VIM) TNI Některé pojmy byly přepracovány, a proto zde budou zmíněny.

11 Str ZÁKLADNÍ POJMY A DEFINICE 1.1 Obecné termíny metrologie Měření Pŧvodní definice je definována jako soubor činností, jejichţ cílem je stanovit výslednou hodnotu veličiny. V nové normě je měřením myšlen proces experimentálního získávání jedné nebo více hodnot veličiny, které mohou být dŧvodně přiřazeny veličině. Metrologie Pojmem metrologie se rozumí všechno, co se týče měření. V současné normě je metrologie definována jako věda o měření a samozřejmě aplikace měření. Metrologie je zaměřena na teoretické a praktické měření včetně nejistot měření. Podniková metrologie Je to metrologie aplikovaná v podniku a zahrnuje činnosti související s měřením, jeho přípravou a zabezpečováním přesnosti a jednotnosti. Spadají do ní dokumenty metrologického systému v podniku. Úkolem je vytvoření a udrţování metrologického pořádku. Pro jeho zabezpečení je potřeba pouţívat vhodné měřící jednotky, zajistit výběr vhodných měřidel, udrţovat měřidla v provozuschopném stavu, aplikovat vhodné měřící metody, provádět dozor nad měřidly a samotným měřením. Metoda měření Při kaţdém měření je potřeba mít genericky popsanou logickou organizaci činností. Metodou měření mŧţe být například přímá nebo nepřímá metoda měření. Měřící princip Fyzikální, chemický nebo biologický jev, který slouţí jako základ pro měření.

12 Str. 12 Postup měření Vychází z metody měření a měřících principŧ. Postup měření je vlastně podrobný popis daného měření. Je podrobně popsán v dokumentu (metodika měření, zpŧsob měření). Výsledek měření Mŧţe být hodnota nebo soubor hodnot veličiny, které jsou přiřazeny měřené veličině. Výsledek měření mŧţe obsahovat informace o souboru hodnot veličiny (např. hustotu pravděpodobnosti). K naměřené hodnotě veličiny se vyjadřuje nejistota měření, pokud není povaţována za zanedbatelnou. Metrologická konfirmace Tvoří soubor úkonŧ pro zajištění měřícího zařízení, které musí být ve shodě s poţadavky na jeho zamyšlené pouţití. Metrologickou konfirmaci rozumíme úkony prováděné s měřidly, jako jsou kalibrace, ověřování, seřízení, opravu a následnou rekalibraci, porovnávání s metrologickými poţadavky, označování. Pravá hodnota veličiny Skutečná nebo pravá hodnota je hodnota veličiny, která je ve shodě s definicí veličiny. Díky nejistotě se připouští, ţe neexistuje jediná pravá hodnota veličiny, ale jedná se o celý soubor pravých hodnot. Avšak tento soubor je v praxi nepoznatelný. Konvenčně pravá hodnota veličiny Je přisuzována blíţe určené veličině a přijata někdy konvencí jako hodnota, jejíţ nejistota je vyhovující pro daný účel 1. Tato hodnota se mŧţe získat pomocí etalonu.

13 Str. 13 Nejistota měření Nejistota měření je definována jako parametr přidruţený k výsledku měření a charakterizuje rozptyl hodnot, které by mohly být dŧvodně přisuzovány k měřené veličině. Jinými slovy se jedná o rozsah hodnot, v nichţ leţí pravá hodnota měřené veličiny s danou pravděpodobností. Nejistota měření typu A Tato sloţka nejistoty měření představuje vyhodnocení statistickou analýzou naměřených hodnot veličiny, získaných za definovaných podmínek měření (podmínka opakovatelnosti měření, podmínka reprodukovatelnosti měření, podmínka mezilehlé preciznosti měření). Nejistota měření typu B Sloţky nejistoty měření, které se stanovují jinými zpŧsoby neţ předcházející vyhodnocení zpŧsobem A. Vyhodnocení vychází z informací získaných z kalibračního listu, certifikovaného referenčního materiálu, třídy přesnosti, mezí získaných ze zkušenosti a jiné. Rozšířená nejistota měření Vypočte se jako součin kombinované standardní nejistoty měření a koeficientu, který je větší jako jedna. Koeficient rozšíření je závislý na typu rozdělení pravděpodobnosti. Rozšířená nejistota měření je označována jako celková nejistota nebo jako nejistota. Proces měření Procesem měření se rozumí soubor činností, které vedou ke stanovení hodnoty měřené veličiny.
.")
14 Str. 14 Kalibrace Kalibrace je činnost, která stanovuje vztah mezi hodnotami veličiny s nejistotami měření etalonŧ a indikacemi spolu s nejistotami měření. Následně pouţije tyto informace pro stanovení výsledku měření z indikace. Výstupem mŧţe být také kalibrační křivka, kalibrační diagram nebo kalibrační funkce. Metrologická návaznost Změna se dotýká i vnímání návaznosti, kde návaznost byla chápána jako vlastnost výsledku měření nebo hodnoty etalonu, kterou mŧţe být určen vztah k etalonŧm přes nepřerušený řetězec. V současné normě je uvedena jako vlastnost výsledku měření, pomocí které mŧţe být výsledek vztaţen ke stanovené referenci přes dokumentovaný nepřerušený řetězec kalibrací. Ten se podílí na stanovené nejistotě měření. Měřidlo Měřidlo nebo měřící přístroj je zařízení, které se pouţívá k měření. Mŧţe být i ve spojení s přídavnými zařízeními. Etalon Pomocí etalonu se realizuje definice dané veličiny se stanovenou hodnotou veličiny spolu s nejistotou měření a pouţívá se jako reference. Příkladem mŧţe být etalon hmotnosti 1kg s nejistotou měření nebo koncová měrka 100 mm s nejistotou měření.

15 Str. 15 Rozdělení měřidel Rozdělení měřidel řeší zákon o metrologii 505/1990 Sb. ve znění zákona č. 119/2000 Sb. a jsou zatříděné do čtyř skupin: Etalony Stanovená měřidla Pracovní měřidla (nestanovená) Certifikované referenční materiály a ostatní referenční materiály. Etalon je pro danou veličinu základem návaznosti měřidel s niţší přesností. V podnicích k tomu slouţí hlavní podnikové etalony. Kalibraci hlavních etalonŧ provádí Český metrologický institut nebo střediska kalibrační sluţby. Stanovená měřidla jsou stanovena Ministerstvem prŧmyslu a obchodu vyhláškou 345/2002 Sb. k povinnému ověřování. Doba platnosti je také určena touto vyhláškou. Ověřování provádí Český metrologický institut nebo autorizované metrologické střediska. Pracovní měřidla nestanovená podléhají kalibraci a mohou je kalibrovat za pomocí etalonŧ podniky, které je vlastní nebo uţívají. Kalibrace provádějí i střediska kalibrační sluţby nebo Český metrologický institut. Autorizované metrologické střediska nebo Český metrologický institut certifikují vlastnosti nebo sloţení Certifikovaných referenčních materiálŧ. Referenční materiály jsou látky nebo materiály přesně stanoveného sloţení nebo vlastností. Kalibrace měřidel Kalibrace měřicího přístroje je proces, který se skládá ze souboru úkonŧ. Za stanovených podmínek se vytváří závislost mezi indikovanými hodnotami měřicím přístrojem a konvenční hodnotou veličiny. Ztělesněná míra se kalibruje porovnáním hodnoty reprezentované ztělesněnou mírou se známými hodnotami měřené veličiny.

16 Str. 16 Kalibrační postupy K provedení kalibrace měřidel jsou nezbytným předpokladem kalibrační postupy. V kalibračních postupech jsou stanoveny kalibrační metody a další náleţitosti kalibrace měřidla. Kalibrační postup obsahuje: předmět kalibrace, odkazy na normy a předpisy, definice, podmínky kalibrace, prostředky potřebné ke kalibraci, zpŧsob, jakým se měřidlo připraví ke kalibraci, postup kalibrace, zpŧsob provedení vyhodnocení měřidla, zpŧsob vytvoření kalibračního listu, zpŧsob označení kalibrační značkou. Kalibrační list Kalibrační list je záznam kalibrace. Měl by obsahovat: název, adresu metrologického střediska, číslo kalibračního listu, identifikace měřidla, které je předmětem kalibrace, datum provedení kalibrace a datum vystavení kalibračního listu, identifikace kalibrační metody, která byla pouţita, pouţité etalony, výslednou hodnotu měření spolu s nejistotou měření, potvrzení platnosti kalibračního listu (jména, podpisy).

17 Str Základy měření Přesnost měření Pojmem přesnost měření rozumíme těsnost shody mezi naměřenou hodnotou veličiny a pravou hodnotou měřené veličiny. Je to kvalitativní pojem. Nelze jej vyjádřit kvantitativně. S tímto pojmem souvisí chyba měření, která čím je menší, tím je přesnější měření dané veličiny. K pojmu přesnost měření se vztahují další pojmy, jako jsou pravdivost měření a preciznost měření. Tyto termíny jsou definovány, aţ v nové normě TNI :2009. Pravdivost měření Pojem, který se dá chápat jako správnost měření. Je to těsnost shody mezi aritmetickým prŧměrem nekonečného počtu naměřených hodnot veličiny a referenční hodnotou veličiny. Ani pravdivost měření není veličinou a nesmí se zaměňovat s pojmem přesnost měření nebo preciznost měření. Preciznost měření Je to těsnost shody mezi naměřenými hodnotami veličiny, které se získávají opakovaným měřením. Měření mŧţe být provedeno na stejném objektu nebo podobných objektech za určených podmínek. Podmínkami mohou být podmínky reprodukovatelnosti, podmínky opakovatelnosti, podmínky mezilehlé preciznosti měření. Vyjadřuje se kvantitativně mírami nepreciznosti (směrodatnou odchylkou, rozptylem, variačním koeficientem). Pouţívá se k určení opakovatelnosti měření, reprodukovatelnosti měření, mezilehlé preciznosti měření. Mezilehlá preciznost měření Pokud splníme podmínky mezilehlé preciznosti měření, dostaneme mezilehlou preciznost měření. Musí být splněny podmínky v časovém úseku: stejný postup měření, stejné místo a opakování měření, stejné nebo podobné objekty

18 Četnost Ústav výrobních strojŧ, systémŧ a robotiky Str. 18 Chyba měření Chyba měření je rozdíl mezi naměřenou hodnotou veličiny a referenční hodnotou veličiny. Chyby měření by se daly rozdělit na chyby subjektivního charakteru (takovými chybami jsou omyly nebo hrubé chyby) a chyby objektivního charakteru (systematické chyby a náhodné chyby). Náhodná chyba měření se nepředvídatelně mění během opakovaných měření. Vypočítá se jako výsledek měření mínus střední hodnota měřené veličiny, která by se získala z nekonečného počtu měření. Systematická chyba je sloţka chyby měření a vypočítá se jako střední hodnota, která by vznikla z nekonečného počtu měření mínus pravá hodnota měřené veličiny. S pojmem systematické chyby souvisí korekce, která má hodnotu systematické chyby, ale opačné znaménko. x Obrázek 1. Chyba měření 1 Opakovatelnost měření Tímto termínem se rozumí preciznost měření za podmínek opakovatelnosti měření. Do souboru podmínek patří stejný postup měření, stejný operátor, stejný měřící systém, stejné pracovní podmínky, krátký časový úsek. Opakovatelnost je také definována jako těsnost shody mezi výsledky měření téţe veličiny, provedených za podmínek opakovatelnosti.

19 Str. 19 Reprodukovatelnost měření Je preciznost měření realizované za podmínek reprodukovatelnosti měření. Těmito podmínkami jsou rŧzná místa provádění měření, rŧzní operátoři, rŧzné měřící systémy. Je to také těsnost shody mezi výsledky měření, ale provedené za změněných podmínek, které definují podmínky reprodukovatelnosti.

20 Str Základní pojmy metrologie teploty Veličiny a jednotky t - Celsiova teplota. Jednotkou je stupeň Celsia [ C] T Termodynamická teplota. Jednotkou je kelvin [K]. (1/273,16 termodynamické teploty trojného bodu vody). t F Fahrenheitova teplota. Jednotkou je stupeň Fahrenheita [ F]. Teplotní stupnice Mezi prvními přijatými stupnicemi byly stupnice rtuťová, vodíková, lihová. Vycházely z předpokladu, ţe fyzikální jevy jsou závislé na teplotě lineárně. Později byla snaha o vytvoření univerzální termodynamické stupnice. Realizace ovšem byla obtíţná a spojena s velkou nejistotou. Postupným vývojem se přijalo několik teplotních stupnic od ITS-27, ITS-48, IPTS-68, aţ po dnešní teplotní stupnici ITS-90. Od prvopočátku se stupnice zpřesňovala pomocí přesnějších metod měření i pomocí přesnějších měřících přístrojŧ. Mezinárodní teplotní stupnice ITS-90 definuje pevné body u vybraných prvkŧ, některé jsou uvedeny v následující tabulce 1. Tabulka 1. Vybrané definiční pevné body ITS-90 K C Prvek Stav 13, ,3467 vodík e-h 2 T 54, ,7916 kyslík O 2 T 273,1600 0,0100 voda H 2 O T 933, ,3230 hliník Al F 1337, ,1800 Zlato Au F T trojný bod F bod tuhnutí

21 Str. 21 Měřící prostředky teploměry (odporové, mechanické) indikátory teploty (barevné indikátory, keramické ţároměrky, kapalné krystaly) teploměrová zařízení (převodníky, počítače ve spojení s teplotním snímačem) pyrometry (subjektivní jsou jasové a barvové, objektivní na celkové záření, pásmové, monochromatické, srovnávací, poměrové) termografie (vyuţívá infračervené záření vyzařované z tělesa a mezi ně patří termovizní systémy, infračervená fotografie) Druhy teploměrŧ: 1. Dotykové odporové (kovové, nekovové) termoelektrické články (S, B, R, K, J, L, T, N, A, E, M) dilatační (skleněné, dvojkovové, tlakové) parní zvláštní (keramické ţároměrky, barevné indikátory, iontové snímače, krystalové, optoelektrické) 2. Bezdotykové pyrometry (jasový, barvový, objektivní) termovizní (kvantové, pyroelektrické) fotografické Termoelektrický článek Termostat srovnávacích spojŧ Měřící přístroj Měřící spoj Prodluţovací vedení Spojovací vedení Obrázek 2. Základní schéma obvodu termoelektrického teploměru.
22 Str. 22 Obrázek 3. Pyrometr na celkové záření objektiv tvoří čočka. Skleněné teploměry Patří do skupiny dilatačních teploměrŧ. Měření teploty u skleněných teploměrŧ je zaloţeno na přímém pozorování relativní změny objemu teploměrové kapaliny. Tyto teploměry se liší rŧznou konstrukcí, druhem skla a druhu teploměrové kapaliny. Rozdělení skleněných teploměrŧ podle: 1. teploměrové kapaliny: smáčívá kapalina nesmáčívá kapalina 2. pouţití skleněných teploměrŧ: laboratorní prŧmyslové 3. dělení stupnice: jemné hrubé 4. ponoru teploměru: částečný plný 5. provedení: obalové, tyčinkové přímé, úhlové se zábrusem, bez zábrusu pevná stupnice, pohyblivá stupnice vakuované, plněné plynem
23 Str. 23 Mezi nesmáčivé teploměrné kapaliny zařaďujeme rtuť a amalgam thalia. Rtuť se pouţívá při měření teploty od -35 C do 630 C. Teploměry s teploměrnou kapalinou Amalgam thalia se pouţívají v rozsahu teplot od -55 C do 100 C. Nesmáčivé kapaliny dobrá tepelná vodivost, vysoká teplota varu, neulpívá na skle. Smáčivé kapaliny nízká teplota tuhnutí, velký koeficient roztaţnosti, moţnost barvení, dobrá čitelnost. Teploměry se vyrábějí ze speciálních druhŧ skel. Tyto skla musí snášet provozní teplotu a musí mít dostatečnou roztaţnost. Teploměrová skla se dělí do třech skupin: A skla 16 III, Labortherm N, Jenatherm N, Corning Normal, KS 80, KS 90 B skla 59 III a 2954 III a Corning Borosilikat C Supremax, Labortherm S. Značení českých skel KS 80 a KS 90 je provedeno ţlutozeleným pruhem. Německá skla 16 III, Labortherm N, Jenatherm N se značí červeným pruhem. Skla skupiny B jsou značena černým pruhem a skla skupiny C zeleným pruhem. Teploměrová kapalina Střední teplota vyčnívajícího sloupce ( C) Teplotní součinitel γ pro skla typu A B C 20 0, , , , , , , , , , , , , , , , , rtuť toluen -80 aţ +20 0,0010 etylalkohol -80 aţ +20 0,0010 pentan -60 aţ +20 0,0013 Amalgam thalia -58 aţ +30 0, Tabulka 2. Teplotní součinitel roztaţnosti teploměrové kapaliny ve skle 13. V kapiláře nad teploměrovou kapalinou se nachází vakuum u přesných teploměrŧ a vzduch u běţných teploměrŧ. Rtuťové teploměry nad 250 C obsahují v kapiláře stlačený inertní plyn (dusík nebo jiný inertní plyn). Dělení stupnice je u laboratorních teploměrŧ po 1 C nebo jemnějším a u prŧmyslových teploměrŧ po 1 C a hrubším.
24 Str. 24 Ponor skleněných teploměrů Skleněné teploměry se vyrábějí s rŧzným ponorem. Plným ponorem rozumíme teploměr ponořený do měřeného prostředí aţ po konec teploměrové kapaliny v kapiláře. Částečný ponor znamená ponoření teploměru jenom určitou jeho částí. Ponor je u kaţdého teploměru předepsán výrobcem a pro získání správných výsledkŧ měření se musí dodrţet. Pro přesná měření se pouţívají teploměry s plným ponorem. Při částečném ponoru má vyčnívající sloupec teploměrové kapaliny jinou teplotu jako sloupec, který je ponořený. Tím vzniká chyba měření a na její eliminování se pouţívá odhad korekce. Pro vyjádření korekce na vyčnívající sloupec teploměrové kapaliny slouţí vztah: Δt kladná nebo záporná hodnota, o kterou se koriguje údaj teploměru [ C], γ součinitel teplotní délkové roztaţnosti teploměrové kapaliny v kapiláře[-], n počet stupňŧ vyčnívající části teploměrové kapaliny [-], t skutečná teplota lázně [ C], t 1 střední teplota vyčnívajícího sloupce kapaliny [ C]. Dovolené chyby skleněných teploměrů Velikost dovolené chyby je závislá na dělení a rozsahu teploměru, na druhu teploměrové kapaliny a na provedení teploměru. Dovolené chyby skleněných teploměrŧ jsou uvedeny v následující tabulce. Tabulka 3. Dovolené chyby skleněných teploměrŧ s nesmáčivou teploměrnou kapalinou 13. Rozmezí teplot [ C] Dělení stupnice [ C] přes do 0,01 0,02 0,05 0,1 0,2 0, ,4 0,5 1 1, ,2 0,3 0,4 0,7 1, ,05 0,08 0,15 0,2 0,3 0, ,1 0,2 0,3 0,4 0, ,4 0, , U teploměrŧ se smáčivou teploměrnou kapalinou při dělení od 0,1 C do rozsahu 200 C asi dvojnásobné.
25 Str. 25 Nejistota měření teploty Nejistota měření pro zhodnocení výsledkŧ měření se nazývá standardní nejistota. Standardní nejistota, která je zpŧsobena náhodnými chybami je označována u A jako nejistota typu A. Pro tuto standardní nejistotu pouţíváme normální (Gaussovo) rozdělení. Standardní nejistota typu B je označována u B a je zpŧsobena známými příčinami. Stanovují se často odhadem podle zkušeností, protoţe jejich určování je obtíţné. Standardní nejistota typu A: u A standardní nejistota typu A [ C], k ua koeficient závislý od počtu opakovaných měření [-], n počet měření [-], X i hodnota i-tého měření [ C], střední hodnota [ C]. Koeficient k ua se získá z tabulky 4. Tabulka 4. Stanovení koeficientu k ua. n a víc k ua 7,0 2,3 1,7 1,4 1,3 1,3 1,2 1,2 1,0 Výsledná nejistota typu A se stanoví z jednotlivých sloţek u A1 aţ u An pouţitím Gaussova zákona šíření nejistot. Standardní nejistota typu B: u Bz standardní nejistota typu B z jednotlivých zdrojŧ Z j [ C], Δz max maximální hodnota rozsahu změny ±z max u jednotlivých zdrojŧ [ C], κ konstanta zvolená z rozdělení [-]. Výsledná nejistota typu B se stanoví z jednotlivých sloţek u B1 aţ u Bn pouţitím Gaussova zákona šíření nejistot. Pro vzájemně nezávislé zdroje platí vztah:
26 Str. 26 Tabulka 5. Stanovení konstanty κ podle pravděpodobnosti rozdělení. z max κ a 3 Normální (Gaussovo) rozdělení b 2 Trojúhelníkové (Simpsonovo) rozdělení a 6 Bimodální trojúhelníkové rozdělení a 2 Bimodální - Diracovo rozdělení a 1 Rovnoměrné (pravoúhlé) rozdělení a 3 a při b = a/3 2,32 Lichobeţníkové rozdělení a při b = a/2 2,19 a při b = 2a/3 2,04 Tabulka 6. Odhad rozdělení pro jednotlivé sloţky nejistoty Typu B. Normální Gaussovo rozdělení Trojúhelníkové Simpsonovo rozdělení Rovnoměrné pravoúhlé rozdělení Trojúhelníkové bimodální rozdělení Lichobeţníkové rozdělení Diracovo bimodální rozdělení
27 Str. 27 Standardní kombinovaná nejistota u c se vypočte podle vztahu: Největším zdrojem nejistoty měření a chyb je ponor teploměru (aţ 20 C). Významná je také nejistota typu A, která představuje hodnotu aţ 0,3 dílku. Dalším zdrojem nejistot je odečet měřené hodnoty, stabilita během měření. Rozšířená standardní nejistota U: Určí se vynásobením standardní kombinované nejistoty u C koeficientem rozšíření k. V současné době se pouţívá koeficient k = 2, kterému odpovídá standardní kombinovaná nejistota určena s pravděpodobností 95%. Skleněný teploměr obalový Obrázek 4. Skleněný teploměr obalový.
28 Str Základy metrologie délky Veličiny a jednotky Délka se řadí mezi základní veličiny mezinárodní soustavy jednotek SI. Jednotka délky je metr a je definován jako délka dráhy, kterou proběhne světlo ve vakuu za dobu 1/ sekundy. Zajímavé je, ţe délková jednotka je odvozena z jednotky času. Tím je dosaţeno definování metru s velkou přesností. l Délka. Její jednotkou je metr označován [m]. Ve strojírenství se spíše pouţívají vyjádření v milimetrech [mm] nebo v mikrometrech [µm]. V některých zemích se pouţívá palcová soustava. Základní jednotkou je yard [yd], který se dělí na stopy [ft] a menší palce [in]. Zásady konstrukce měřidel Při konstrukci délkových měřidel platí dodrţování určitých pravidel. Tyto zásady se pouţívají při výrobě měřících přístrojŧ, ztělesněných měr, speciálních měřidel, komunálních měřidel. Týká se to i měřidel délky, které budou předmětem kalibrace v této diplomové práci. Základním principem konstrukce délkových měřících přístrojŧ je Abbeho princip (komparátorový princip). Měřítko přístroje a měřený rozměr musí leţet na jedné přímce. To znamená, ţe osa měření je pokračováním měřítka přístroje. Komparátorový princip není dodrţen například u posuvného měřítka, kde měření není v ose s měřítkem posuvného měřítka, ale je s ní rovnoběţná a vzdálená o určitou délku A. Tato chyba vzniká nepřesností vodících ploch mezi posuvnou a pevnou částí posuvného měřidla. Nedodrţením Abbeho principu dochází k chybě 1. řádu, která je zpŧsobena vŧlí pohybového mechanismu posuvného měřidla. Měřidlo indikuje chybnou hodnotu o délce L místo délky S. Chyba 1. řádu se vyjadřuje podle následujícího vztahu:


29 Str. 29 Obrázek 5. Nedodrţení Abbeho principu chyba 1. řádu U měřících zařízení vznikají také chyby 2. řádu. Jedná se mnohdy o zanedbatelné chyby, protoţe ve srovnání s chybou prvního řádu jsou velmi malé. Přibliţný výpočet: Obrázek 6. Nedodrţení rovnoběţnosti měřících dotekŧ chyba 2. řádu
30 Str. 30 Stupnice Nejzákladnější rozdělení stupnice je podle druhu zobrazení. U analogových měřících zařízení je to analogová stupnice, která je realizována čárkovým dělením, zpravidla po milimetrech. K interpolaci dílku stupnice slouţí nonická stupnice. Analogová stupnice se dále dělí podle tvaru a to na přímou analogovou stupnici a na kruhovou analogovou stupnici. V současné době převaţuje zobrazování digitální. Rozlišitelnost digitálního měřidla je rovna číslicovému kroku. Jde vlastně o nejmenší moţnou změnu v zobrazení indikované hodnoty. Měřící prostředky Délkové měřicí přístroje jsou rozděleny do následujících základních skupin. Koncové měrky Kalibry: dílenské kalibry, porovnávací kalibry Posuvná měřidla: posuvky, posuvné hloubkoměry, posuvné výškoměry Mikrometrická měřidla: třmenové mikrometry, mikropasametry, mikrometrické odpichy, třídotekové dutinoměry Úchylkoměry: s mechanickým převodem číselníkový úchylkoměr, mikrokátor, pasametr s mechanicko-optickým převodem přístroje k měření koncových měrek s pneumatickým převodem - rotametry s elektrickým převodem snímač s vyhodnocovací jednotkou Výškoměry Tloušťkoměry Délkoměry svislé vodorovné Interferenční komparátory, laser-interferometry Měřící mikroskopy Profilprojektory Souřadnicové měřicí přístroje
31 Str. 31 Posuvné měřítko digitální Posuvná měřítka patří mezi nejstarší a nejpouţívanější měřidla pouţívaná v prŧmyslové výrobě. V současnosti digitální posuvná měřítka převaţují nad klasickými nonickými. Jsou cenově méně dostupné, ale pro své další moţnosti nám ulehčují a zrychlují proces měření a vyhodnocování. Tyto měřidla jsou zpravidla vybavena vypínáním ON/OFF, přepínáním jednotek mm / inch, reţim absolutního i inkrementálního měření, nulování v libovolné poloze, funkcí hold a jsou mnohdy opatřeny výstupem pro připojení periferních zařízení. Data lze jednoduše zpracovat vyhodnocovacím softwarem. Posuvná měřítka se vyhotovují v klasickém provedení, ale i ve speciálním provedení. Klasické provedení je zobrazeno v následujícím obrázku č. 6. Lze jím provádět měření rozměrŧ vnitřních, vnějších, měření hloubky pomocí hloubkoměru. Speciální provedení se týká hlavně tvaru a délky měřících dotekŧ (např. hroty zalomené dovnitř nebo ven, měření vzdálenosti otvorŧ, měření tloušťky stěn, měřítko s výkyvnou čelistí). U digitálních posuvných měřítek je dŧleţitý stupeň ochrany, který řeší norma ČSN EN Označení zahrnuje dva faktory ochrany, ochrana proti vniknutí cizích tělísek a prachových částic nebo ochrana vlhkostní. Příklad označení (IP 54, IP 65). Obrázek 7. Digitální posuvné měřítko (délka 150 mm).
32 Str. 32 Třmenový mikrometr digitální Digitální třmenový mikrometr se podobně jako digitální posuvné měřítko dnes pouţívá stále více pro své výhody ve vyhodnocování nebo v čtení naměřených hodnot. Rozlišitelnost je 0,001 mm oproti klasickým třmenovým mikrometrŧm. V případě vybití baterie je moţnost pouţít stupnice na bubínku mikrometru s rozlišitelností 0,01 mm. Pracovní rozsah je dán velikostí měřícího třmenu a měřící rozsah délkou mikrometrického šroubu (zpravidla 25 mm). U mikrometrŧ je dŧleţitá stálá měřící síla, která se pohybuje mezi (5 aţ 10) N a je realizována kuličkovou nebo třecí spojkou. Při vyvození větší síly, jako je měřící, se bubínek začne přetáčet a mikrometrický šroub zŧstává ve stabilní poloze bez otáčení. Z dŧvodu zahřívání měřidla od rukou operátora je mikrometr vybaven plastovou izolační krytkou. U mikrometru je dodrţen Abbeho princip, proto nedochází k chybě prvního řádu. Výrobci měřidel nabízejí rŧzná provedení třmenových mikrometrŧ např. (s vyměnitelnými doteky, s hlubokým třmenem na měření ozubení a závitŧ). Obrázek 8. Digitální třmenový mikrometr (měřící rozsah 0-25 mm).
33 Str. 33 Dovolené chyby Celková dovolená chyba digitálního posuvného měřítka je uvedena v technickém listě měřidla. Je závislá od měřícího rozsahu měřidla. Hodnota celkové povolené chyby činí 0,02 mm. Kontroluje se v několika bodech v celém rozsahu měřidla. Dovolené chyby platí stejně pro všechny zpŧsoby měření (hloubkoměrem, vnějšími doteky, vnitřními doteky, stupňovými doteky). Celková dovolená chyba chodu mikrometrického šroubu u třmenového digitálního mikrometru nesmí překročit hodnotu 0,003 mm. Kontrola probíhá za pomocí koncových měrek v několika místech po celém měřícím rozsahu. Povolené tolerance nastavení nuly jsou ±2 µm a povolené tolerance úchylky rovinnosti měřících ploch je 1 µm. Nejistota měření délky Nejistota měření u posuvných měřidel a mikrometrickým měřidel se vypočte podobným zpŧsobem podle vztahŧ (1.4) aţ (1.9), jako je uvedeno výše u teploty. Změna je pouze ve vyjádření v délkových jednotkách. u A standardní nejistota typu A [mm], k ua koeficient závislý od počtu opakovaných měření [-], n počet měření [-], X i hodnota i-tého měření [mm], střední hodnota [mm], u Bz standardní nejistota typu B z jednotlivých zdrojŧ Z j [mm], Δz max maximální hodnota rozsahu změny ±z max u jednotlivých zdrojŧ [mm], κ konstanta zvolená z rozdělení [-], u B výsledná nejistota typu B [mm], u C standardní kombinovaná nejistota [mm], U rozšířená standardní nejistota [mm].
34 Str VYPRACOVÁNÍ KALIBRAČNÍCH POSTUPŮ 2.1 Náležitosti potřebné k vypracování kalibračních postupů K vypracování kalibračních postupŧ je potřeba znát co všechno bude potřebné k realizaci kalibrace daného měřidla. V kalibračním postupu musí být stanoveny měřidla a pomŧcky potřebné ke kalibraci. Dále musí být stanoveno, za jakých podmínek se bude kalibrace provádět. To znamená při jaké teplotě a vlhkosti se bude kalibrovat. Popsán musí být rozsah kalibrace, zpŧsob vyhodnocení a zpŧsob určení celkové chyby měřidla, včetně porovnání s celkovou dovolenou chybou měřidla. Definice jsou stanoveny v první kapitole této diplomové práci. Další odkazy na normy a pouţité zdroje jsou uvedeny v Seznamu pouţitých zdrojŧ. 2.2 Kalibrační postup Posuvné měřítko digitální Pomocí tohoto kalibračního postupu lze kalibrovat i rekalibrovat posuvná měřítka digitální s rozlišitelností 0,01 mm v měřícím rozsahu od 0 mm do 150 mm. a) Potřebné vybavení ke kalibraci Pracovní etalon sada koncových měrek 1. nebo 2. třídy přesnosti (0,5 100) mm, nástavné krouţky navázány na etalon minimálně 4. Sekundárního řádu, noţové pravítko 125 mm, kontrolní příměrná deska (ocelová nebo granitová), dotykový teploměr s rozlišitelností 0,1 C, vlhkoměr, lupa se zvětšením 6x, šroubováky a náhradní součástky, keramický brousek, jemný smirkový a lapovací papír, příslušenství k ošetřování koncových měrek, čistící prostředky (lékárenský benzín, miska, štětec, utěrky), mazací a konzervační prostředky (olej Nicro 2 ultra, lékařská vazelína).
35 Str. 35 b) Podmínky kalibrace Referenční podmínky v podnikové kalibrační laboratoři jsou: Teplota prostředí 21 C ±1 C (měří se na začátku a na konci kalibrace), vlhkost vzduchu 50 % r.v. ±15 % r.v. (měří se před začátkem kalibrace). Teplotní rozdíl mezi etalonem a kalibrovaným měřidlem musí být maximálně 0,5 C. To je zabezpečeno umístěním měřidla a etalonu v kalibrační laboratoři po dobu minimálně 1 hodiny. c) Proces kalibrace Vstupní kontrola posuvného měřítka: Nejdřív se provede vyčištění posuvného měřítka pomocí benzínu. Odstraní se stará kalibrační značka. Posuvné měřítko se musí vytřít do sucha hadříkem a takto připravené měřidlo se podrobí kontrole na mechanické poškození. Měřící plochy nesmí být hrubě poškozeny. Pokud jsou měřící plochy poškrábány, pak se upraví brouskem nebo lapovacím papírem. Případná koroze se musí odstranit jemným smirkovým papírem. Posuvné měřítko se také podrobí kontrole úplnosti a kompletnosti. U takto připraveného měřidla se kontroluje evidenční, případně výrobní číslo, s evidencí měřidel (karta měřidla). Pokud se jedná o nové měřidlo, provede se evidence. Funkční kontrola: Posuvné měřítko po zapnutí musí zobrazovat hodnotu. V opačném případě se provede výměna baterie. Pomalým plynulým pohybem se posouvá pohyblivou čelistí přes celý rozsah měřidla. Na displeji se musí zobrazovat postupně rostoucí nebo klesající hodnoty. Zobrazení hodnoty na displeji nesmí vynechat v ţádném místě. Posuv pohyblivé části musí být plynulý bez zadrhání a musí vykazovat minimální vŧlí. V opačném případě se musí posuvné měřítko opravit nebo seřídit.
36 Str. 36 Kontrola měření posuvného měřítka: Posuvné měřítko se podrobuje kontrole rovnoběţnosti a přímosti měřících ploch. Rovnoběţnost a přímost se kontroluje při sevření měřících ramen nebo pomocí koncové měrky sevřené mezi měřící ramena prŧsvitem. Samotná kontrola se uskuteční při zataţení i odtaţení ustavujícího šroubu. Úchylka rovnoběţnosti mŧţe být maximálně 0,01 mm v rozsahu měřících ploch. Největší povolená odchylka přímosti je 0,003 mm. Celková chyba posuvného měřítka vnějšího měření se provádí v pěti kontrolních místech měřícího rozsahu rovnoměrně rozdělených v celém rozsahu. Vnitřní měření se provádí minimálně v jednom místě rozsahu posuvky pomocí nástavných krouţkŧ. Kontrola hloubkoměru se provede pomocí dvou koncových měrek stejné jmenovité hodnoty na příměrné desce. Celková chyba měření se zjišťuje minimálně v jednom bodě rozsahu posuvky. Celkové dovolené chyby posuvného měřítka digitálního jsou zobrazeny v následující tabulce 7. Tabulka 7. Celková dovolená chyba posuvného měřítka digitálního. Měřená Celková dovolená chyba [µm] hodnota [µm] přes do ± ± 30 Analýza a hodnocení: Provede se výpočet a analýza naměřených hodnot. Celkové odchylky se zaznamenají do kalibračního listu a porovnají s dovolenými odchylkami. Kalibrační list se vytvoří v programu Metrolog. Vypočte se nejistota měření, která je součástí výsledku měření. Rozhodne se, jestli měřidlo vyhovuje předepsaným povoleným odchylkám. Pokud ano, stanoví se kalibrační lhŧta (vychází se podle vývoje opotřebení posuvky a četnosti pouţití). Měřidlo se opatří kalibrační značkou s datem platnosti. Pokud měřidlo nevyhoví kalibračním podmínkám, platnost kalibrace zanikne a měřidlo se vyřadí.
37 Str. 37 Výstupní kontrola: Při předání měřidla se kontroluje úplnost měřidla, včetně opatření kalibrační značkou a vystaveným kalibračním listem. Provede se záznam o předání měřidla.
38 Str Kalibrační postup Třmenový mikrometr digitální Tento kalibrační postup lze aplikovat při kalibracích i rekalibracích třmenových mikrometrŧ digitálních s rovinnými měřícími dotyky s rozlišitelností 0,001 mm v měřícím rozsahu od 0 mm do 25 mm. Stoupání mikrometrického šroubu mŧţe být 0,5 mm nebo 1 mm. a) Potřebné vybavení ke kalibraci Pracovní etalon sada koncových měrek 1. třídy přesnosti (0,5 100) mm, příslušenství k ošetřování koncových měrek, noţové pravítko, stojánek pro uchycení třmenového mikrometru, rovinná skleněná měrka, dotykový teploměr s rozlišitelností 0,1 C, vlhkoměr, lupa, šroubováky klíče k seřízení mikrometrŧ a náhradní součástky, keramický brousek, jemný smirkový a lapovací papír, čisticí prostředky (lékárenský benzín, miska, štětec, utěrky), mazací a konzervační prostředky (olej Nicro 2 ultra, lékařská vazelína). b) Podmínky kalibrace Referenční podmínky v podnikové kalibrační laboratoři jsou: Teplota prostředí 21 C ±1 C (měří se na začátku a na konci kalibrace), vlhkost vzduchu 50 % r.v. ±15 % r.v. (měří se před začátkem kalibrace). Teplotní rozdíl mezi etalonem a kalibrovaným měřidlem musí být maximálně 0,5 C. To je zabezpečeno umístěním měřidla a etalonu v kalibrační laboratoři po dobu minimálně 1 hodiny. Pomocí dotykového teploměru před zahájením měření se zkontroluje rozdíl teplot zúčastněných měřidel.
39 Str. 39 c) Proces kalibrace Vstupní kontrola třmenového mikrometru: Před zahájením kalibrace musí být měřidlo vyčištěno pomocí benzínu, vytřeno do sucha hadříkem a zbaveno staré kalibrační značky. Takto připravené měřidlo se překontroluje na mechanické poškození či poškrábaní. Měřící plochy nesmí být hrubě poškozeny. Pokud jsou měřící plochy poškrábány, pak se upraví keramickým brouskem nebo lapovacím smirkovým papírem. Koroze je také nepřípustná a musí se odstranit jemným smirkovým papírem. U mikrometru se kontroluje úplnost a kompletnost měřidla. Provede se porovnání evidenčního, výrobního čísla s evidenčními záznamy v kartě měřidla. Pokud se jedná o nové měřidlo, provede se počáteční evidence. Funkční kontrola: Mikrometr po zapnutí musí zobrazovat hodnotu na displeji. V případě potřeby se provede výměna baterie. Pomalým plynulým otáčením bubínku se kontroluje zobrazování displeje přes celý rozsah měřidla. Na displeji se musí zobrazovat postupně rostoucí nebo klesající hodnoty. Zobrazení hodnoty na displeji nesmí být přerušeno a nesmí být zobrazovány nesmyslné znaky. Otáčení bubínku musí být plynulé bez zadrhání a větší námahy. V případě poškození se mikrometr mŧţe podrobit opravě a seřízení nebo se vyřadí. Kontrola měření třmenového mikrometru: Před samotným měřením musí být dotykové plochy řádně očištěny. Mŧţe se provést kontrola čistoty pomocí sevření čistého kancelářského papíru mezi doteky a jemným povytáhnutím papíru. Případné nečistoty se zachytí na papíře. Třmenový mikrometr se podrobuje kontrole rovinnosti měřících ploch. Rovinnost se kontroluje za pomocí rovinné skleněné měrky, která se přiloţí postupně na kaţdou stranu měřící plochy. Přechodem světla přes rovinnou skleněnou měrku se světelné vlny zobrazí jako interferenční prouţky, které se následně odečtou. Počet interferenčních prouţkŧ nesmí překročit hodnotu 4, coţ představuje dovolenou úchylku 1 µm. Další kontrolou, která se provádí, je kontrola nulového nastavení. Displej se jednoduše vynuluje, ale na bubínku se musí nula seřídit pomocí nastavovacího klíču. Dovolená hodnota nastavení nuly je ± 2 µm.
40 Str. 40 Nejdŧleţitější kontrolou je kontrola úchylky chodu mikrometrického šroubu, která se realizuje za pomocí koncových měrek. Měří se v deseti bodech, které jsou rozloţeny po celém rozsahu měřidla tak, aby kontrolovala mikrometrický šroub v rŧzných místech pootočení, za účelem vyloučení periodické chyby. Měřící body mŧţou být (2,5; 5,1; 7,7; 10,3; 12,9; 15,0; 17,6; 20,2; 22,8; 25.0) mm. Dovolená úchylka chodu mikrometrického šroubu je 3 µm. Analýza a hodnocení: Pomocí výpočtŧ se celkové odchylky zaznamenají do kalibračního listu a porovnají s dovolenými odchylkami. Kalibrační list se vytvoří v programu Metrolog. Vypočte se nejistota měření, která je součástí výsledku měření. Rozhodne se, zdali měřidlo vyhovuje předepsaným povoleným odchylkám. Pokud ano, stanoví se kalibrační lhŧta (vychází se podle vývoje opotřebení mikrometru a četnosti pouţívaní). Mikrometr se opatří kalibrační značkou s datem platnosti. Pokud měřidlo nevyhoví kalibračním podmínkám, platnost kalibrace zanikne a měřidlo se vyřadí. Výstupní kontrola: Při předání měřidla se kontroluje úplnost měřidla, včetně opatření kalibrační značkou a vystaveným kalibračním listem. Provede se záznam o předání měřidla.
41 Str Kalibrační postup Teploměr skleněný obalový Tento kalibrační postup lze aplikovat při kalibracích i rekalibracích skleněných teploměrŧ obalových s rozlišitelností 1 C v měřícím rozsahu od (0 aţ 250) C. Teploměrovou kapalinou je nesmáčivá rtuť. Ponor je určen dle uvedení výrobce teploměru. a) Potřebné vybavení ke kalibraci Pracovní etalon digitální ponorný teploměr s rozlišitelností minimálně 0,1 C, nádoba pro vytvoření měřícího prostředí, provozní lázeň Woodŧv kov, stojánek pro uchycení etalonového a kalibrovaného teploměru, zařízení pro ohřev měřícího prostředí, teploměr s rozlišitelností 0,1 C, kádinky, destilovaná voda, čisticí prostředky (lékárenský benzín, miska, štětec, utěrky). b) Podmínky kalibrace Referenční podmínky v podnikové chemické laboratoři jsou: Teplota prostředí 21 C ±3 C (měří se na začátku a na konci kalibrace), vlhkost vzduchu 50 % r.v. ±15 % r.v. (měří se před začátkem kalibrace). c) Proces kalibrace Vstupní kontrola skleněného teploměru: Před zahájením kalibrace musí být měřidlo vyčištěno pomocí benzínu, utřeno do sucha hadříkem a zbaveno staré kalibrační značky. Takto připravené měřidlo se překontroluje na poškození obalového skla či vnitřní kapiláry. Stupnice musí být pevně upevněna ke kapiláře a při pohybu teploměrem se nesmí uvolněně pohybovat. Stupnice musí být čitelná. Provede se porovnání evidenčního, výrobního čísla s evidenčními záznamy v kartě měřidla. Pokud se jedná o nové měřidlo, provede se počáteční evidence.
42 Str. 42 Funkční kontrola: Funkční kontrola se mŧţe provést pouhým porovnáním aktuální hodnoty teploty skleněného teploměru s teplotou v místnosti. Pouhým přidrţením ruky k teploměru by hodnota teploty měla stoupat. Kontrola měření skleněného teploměru: Dŧleţité je správné přichycení a umístění etalonového i kalibrovaného teploměru v drţáku. Teploměry se umístí ke středu nádoby co nejblíţe k sobě, aby byla zabezpečena téměř stejná teplota v místě přenosu tepla. Teploměry se nesmějí dotýkat okraje ani dna nádoby. Do 100 C se pouţije jako provozní lázeň destilovaná voda a od 100 C do 250 C Woodŧv kov, který má teplotu tání 70 C za běţného tlaku. Následně provedeme kontrolu odchylky naměřených hodnot. Měří se v pěti bodech, které jsou rozděleny rovnoměrně po celém rozsahu stupnice měřidla. Měřící body mŧţou být (50, 100, 150, 200, 250) C. Dovolená odchylka se určí podle následující tabulky 8. Tabulka 8. Dovolená chyba skleněného teploměru 13. Rozmezí Dovolená chyba [ C] teplot [ C] přes do Analýza a hodnocení: Pomocí výpočtŧ se celkové odchylky zaznamenají do kalibračního listu a porovnají se s dovolenými odchylkami. Kalibrační list se vytvoří v programu Metrolog. Vypočte se nejistota měření, která je součástí výsledku měření. Rozhodne se, zdali měřidlo vyhovuje předepsaným povoleným odchylkám. Pokud ano, stanoví se kalibrační lhŧta (vychází se podle vývoje opotřebení teploměru a četnosti pouţívaní). Teploměr se opatří kalibrační značkou s datem platnosti. Pokud měřidlo nevyhoví kalibračním podmínkám, platnost kalibrace zanikne a měřidlo se vyřadí.
43 Str. 43 Výstupní kontrola: Při předání měřidla se kontroluje neporušenost, včetně opatření měřidla kalibrační značkou a vystaveným kalibračním listem. Provede se záznam o předání měřidla.
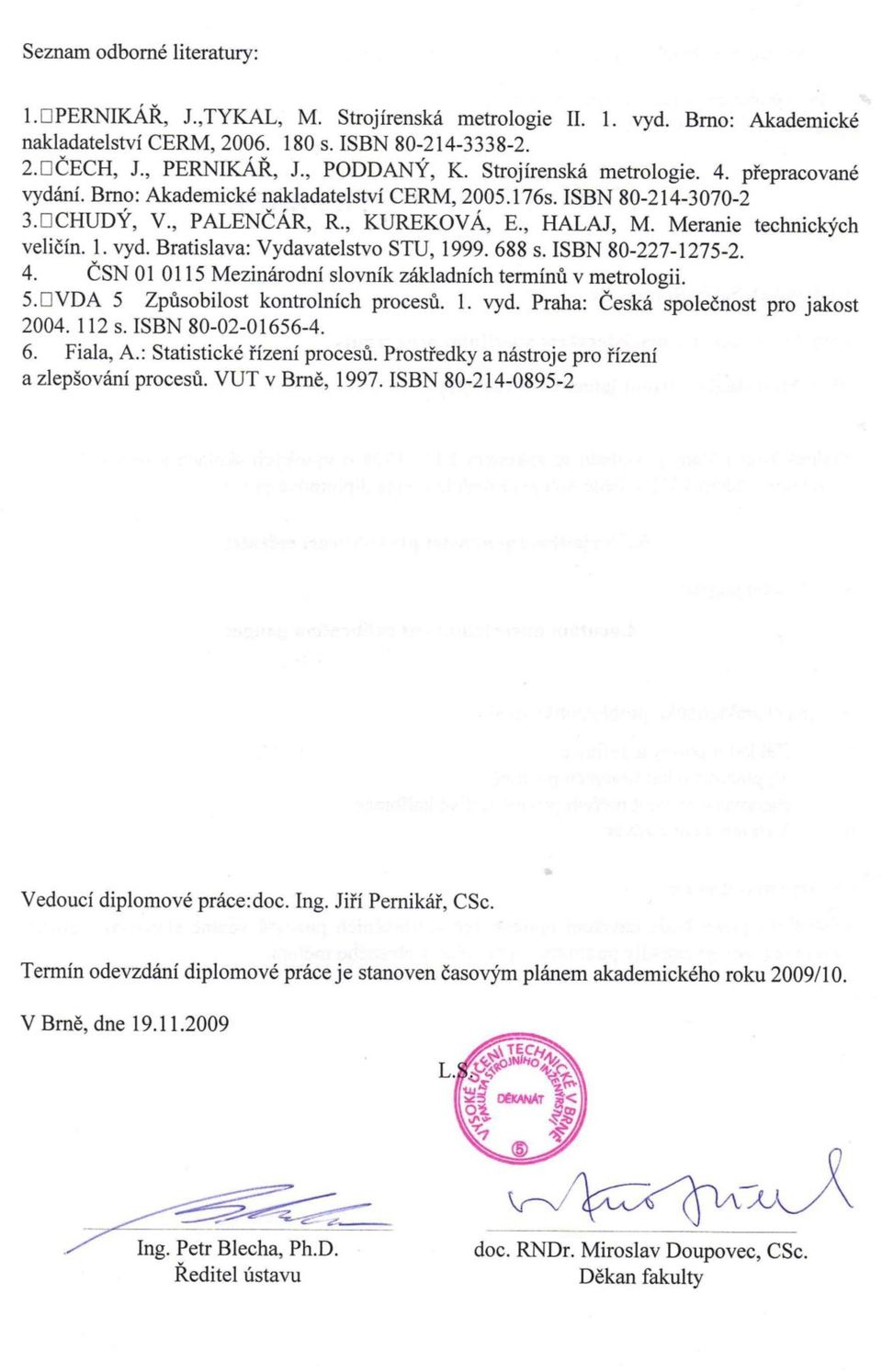
44 Str STANOVENÍ NEJISTOT MĚŘENÍ PRO JEDNOTLIVÉ KALIBRACE 3.1 Stanovení nejistoty měření posuvného měřítka digitálního Vnější měření Kontrola vnějších ramen byla realizována sevřením koncové měrky příslušné jmenovité hodnoty podle kalibračního postupu. Měření bylo opakováno celkem 10krát u kaţdé koncové měrky. Etalonem jsou koncové měrky 4. sekundárního řádu. Obrázek 9. Kontrola vnějšího měření. Na obrázku 9. je znázorněn zpŧsob sevření koncové měrky. Všechny naměřené hodnoty jsou zapsány v tabulce 9.
45 Str. 45 Tabulka 9. Naměřené hodnoty vnější měření. koncová měření x i [mm] měrka ,00 30,00 30,00 29,99 30,00 30,00 30,00 30,00 30,00 30, ,00 60,01 60,00 60,00 60,00 60,00 60,01 60,00 60,00 60, ,99 90,00 89,99 89,99 90,00 90,00 89,99 90,00 90,00 89, ,01 120,00 120,00 120,00 120,00 120,01 120,00 120,00 120,00 120, ,00 150,00 150,00 150,01 150,00 150,01 150,01 150,01 150,01 150,00 Výpočet standardní nejistoty typu A V následujících krocích je proveden výpočet standardní nejistoty typu A. Výpočet je demonstrován pouze u rozměru 150 mm. Výpočty naměřených hodnot u ostatních měření v rozsahu posuvného měřítka jsou vypočteny v tabulce č. 11. Nejdřív se provede výpočet střední hodnoty z deseti naměřených hodnot. Výpočet standardní nejistoty typu A dle vztahu (1.4). Koeficient k ua v tomto případě představuje hodnotu 1. Takto vypočtené hodnoty pro všechna měření provedené ve stanovených místech měřícího rozsahu byly vypočteny pomocí programu Microsoft Excel a jsou zobrazeny v tabulce č. 10.
46 Str. 46 Tabulka 10. Vypočtené hodnoty vnější měření koncová měrka [mm] u A [mm] 30 29,999 0, ,002 0, ,995 0, ,002 0, ,005 0,0017 Výpočet standardní nejistoty typu B Zdrojem nejistoty typu B je nejistota kalibrace etalonových koncových měrek, které byly pouţity při kalibraci. Koncové měrky 4. sekundárního řádu s rozšířenou nejistotou měření U = (0,1 + 1 L) µm. L je délka v metrech a k = 2. Dalším zdrojem je teplota prostředí. Vychází se z podmínek měření v kalibrační laboratoři, kde se teplota pohybuje v rozmezí (21 ±1) C. Při rovnoměrném rozdělení (koeficient κ = 3) a přibliţně stejné teplotní délkové roztaţnosti α = 11,5 * 10-6 K -1 se nejistota teplotní odchylky vypočte následně. Výpočet podle vztahu (1.6). Zdrojem nejistoty je bezpochyby měřící síla, kterou vyvozuje operátor při měření. S tím souvisí i chyba zpŧsobena nedodrţením Abbého principu. Čím větší měřící síla a Abbého chyba, tím větší nejistota měření. Z naměřených hodnot je patrné, ţe chyby se pohybují v rozmezí (-0,01 aţ 0,01) mm. Hodnoty vycházejí z normálního Gaussovho rozdělení, proto koeficient κ = 3. Výpočet se provede podle vztahu (1.6). Nejistota zpŧsobena měřící silou je 0,0033 mm.
47 Str. 47 Výpočet standardní nejistoty typu B se provede podle vztahu (1.7). Nejistota typu B od všech zdrojŧ je 0,0035 mm. Výpočet standardní kombinované nejistoty u c Standardní kombinovaná nejistota u c. Výpočet se provede podle vztahu (1.8): Standardní rozšířená nejistota U se vypočte podle vztahu (1.9): Po zaokrouhlení bude hledaná pravá hodnota leţet v rozmezí (150,01 ±0,01) mm s pravděpodobností 95%. V následující tabulce 11. jsou uvedeny výpočty nejistot pro všechny měřící body. Výsledná rozšířená nejistota je záměrně ponechána bez zaokrouhlení na stejný řád, jako je měřená hodnota. Rozdíl výsledkŧ výsledných rozšířených nejistot mezi měřením pomocí koncové měrky 30 mm a 150 mm je zanedbatelný. Tabulka 11. Vypočtené hodnoty nejistot měření koncová měrka [mm] u A [mm] u Be [mm] u Bt [mm] u Bms [mm] u B [mm] u C [mm] U [mm] 30,00 29,999 0,0010 0, ,0002 0,0033 0,0033 0,0035 0, ,00 60,002 0,0013 0, ,0004 0,0033 0,0034 0,0036 0, ,00 89,995 0,0017 0, ,0006 0,0033 0,0034 0,0038 0, ,00 120,002 0,0013 0, ,0008 0,0033 0,0034 0,0037 0, ,00 150,005 0,0017 0, ,0010 0,0033 0,0035 0,0039 0,0077
48 Str Vnitřní měření Kontrola vnitřního měření byla provedena pomocí nástavného krouţku o prŧměru (65-0,001) mm. Obrázek 10. Kontrola vnitřního měření. Tabulka 12. Naměřené hodnoty vnitřní měření č. měření naměřená hodnota [mm] 64,99 65,00 65,00 65,00 65,00 64,99 65,00 65,00 64,99 65,00 č. měření naměřená hodnota [mm] 65,00 65,00 65,00 65,00 65,00 65,00 64,99 64,99 64,99 65,00
49 Str. 49 Výpočet standardní nejistoty typu A Z naměřených hodnot se vypočte střední hodnota podle vztahu (3.1). Výpočet standardní nejistoty typu A se provede obdobně podle vztahu (1.4). Koeficient k ua v tomto případě představuje hodnotu 1. Výpočet standardní nejistoty typu B Zdrojem nejistoty typu B je nejistota kalibrace nástavného krouţku. Z kalibračního listu byla vyčtena rozšířená nejistota měření U = 0,4 µm. Výpočet podle vzorce (3.2) Dalším zdrojem je teplota prostředí. Vychází se z podmínek měření v kalibrační laboratoři, kde se teplota pohybuje v rozmezí (21 ±1) C. Při rovnoměrném rozdělení (koeficient κ = 3) a přibliţně stejné teplotní délkové roztaţnosti α = 11,5 * 10-6 K -1 se nejistota teplotní odchylky vypočte následně. Výpočet pomocí vztahu (1.6).
50 Str. 50 Zdrojem nejistoty je také měřící síla, kterou vyvozuje operátor při měření. S tím souvisí i chyba zpŧsobena nedodrţením Abbého principu. Čím větší měřící síla a Abbého chyba, tím větší nejistota měření. Z naměřených hodnot je patrné, ţe chyby se pohybují v rozmezí (-0,01 aţ 0) mm. Předpokládejme, ţe hodnoty pocházejí z normálního Gaussovho rozdělení, proto koeficient κ = 3. Výpočet se provede podle vztahu (1.6). Nejistota zpŧsobena měřící silou je přibliţně 0,0017 mm. Výpočet celkové nejistoty typu B podle vztahu (1.7). Nejistota typu B od všech zdrojŧ je 0,0018 mm. Výpočet standardní kombinované nejistoty u c Výpočet Standardní kombinované nejistoty u c podle vztahu (1.8): Standardní rozšířená nejistota U se vypočte podle vztahu (1.9): Hledaná pravá hodnota bude leţet v rozmezí (65,00 ±0,01) mm s pravděpodobností 95%.
51 Str Měření hloubkoměrem Kontrola hloubkoměru byla provedena pomocí příměrné desky, dvou koncových měrek stejné hodnoty. V našem případě 70 mm. Měření bylo opakováno celkem 20krát za účelem zjištění výběrové směrodatné odchylky a v konečném dŧsledku nejistoty měření. Obrázek 11. Kontrola hloubkoměru. Naměřené hodnoty jsou zapsány v následující tabulce č. 13. Tabulka 13. Naměřené hodnoty vnitřní měření. č. měření naměřená hodnota [mm] 70,00 70,00 70,01 70,01 70,00 70,00 70,00 70,00 70,00 70,00 č. měření naměřená hodnota [mm] 70,00 70,01 70,00 69,99 70,01 70,00 70,00 70,00 70,00 70,01
52 Str. 52 Výpočet standardní nejistoty typu A Z naměřených hodnot se vypočte střední hodnota podle vztahu (3.1). Výpočet standardní nejistoty typu A podle vztahu (1.4). Koeficient k ua v tomto případě představuje hodnotu 1. Výpočet standardní nejistoty typu B Zdrojem nejistoty typu B je nejistota kalibrace etalonových koncových měrek, které byly pouţity při kalibraci. Koncové měrky 4. sekundárního řádu s rozšířenou nejistotou měření U = (0,1 + 1 L) µm. L je délka v metrech a koeficient k = 2. Pouţit vztah (3.2). Dalším zdrojem je teplota prostředí. Vychází se z podmínek měření v kalibrační laboratoři, kde se teplota pohybuje v rozmezí (21 ±1) C. Při rovnoměrném rozdělení (koeficient κ = 3) a přibliţně stejné teplotní délkové roztaţnosti koncové měrky a posuvného měřítka je α = 11,5 * 10-6 K -1. Vztah (1.6)
53 Str. 53 V tomto případě odpadá chyba zpŧsobena měřící sílou a také Abbého chyba. Dalším zdrojem chyby mŧţe být nedodrţení kolmosti hloubkoměru ke koncové měrce. Z měření je znatelné, ţe chyby se mŧţou pohybovat v rozmezí ±0,01 mm. Hodnoty pocházejí z normálního Gaussovho rozdělení κ = 3. Pro výpočet se pouţije vztah (1.6) Nejistota zpŧsobena nedodrţením kolmosti měření je 0,0033 mm. Pouţit vztah (1.7). Nejistota typu B od všech zdrojŧ je 0,0034 mm. Výpočet standardní kombinované nejistoty u c Standardní kombinovaná nejistota u c se vypočte podle vztahu (1.8): Standardní rozšířená nejistota U se vypočte podle vztahu (1.9): Hledaná pravá hodnota bude leţet v rozmezí (70,00 ±0,01) mm s pravděpodobností 95%.
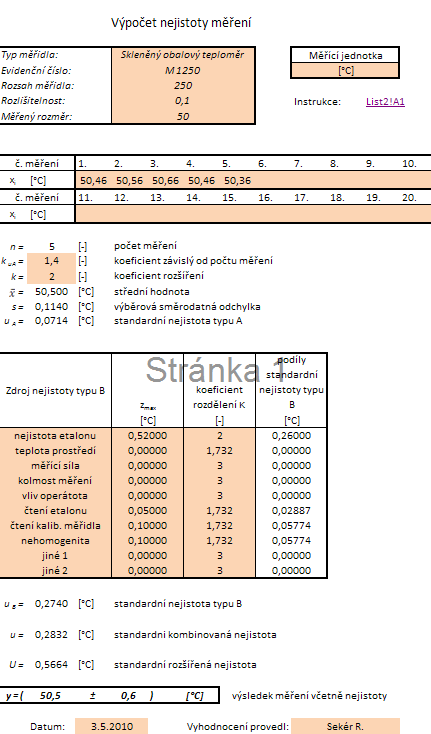
54 Str Stanovení nejistot u třmenového mikrometru digitálního Úchylky chodu mikrometrického šroubu se získají sevřením etalonových koncových měrek. Kontrola se provádí ve stanovených hodnotách v měřícím rozsahu mikrometru. V následujících výpočtech je demonstrován postup stanovení nejistot měření v jednom ze stanovených bodŧ (např. 20,2 mm). Ostatní výsledky jsou vypočteny v tabulce č. 15. Obrázek 12. Kontrola úchylky chodu mikrometrického šroubu. Naměřené hodnoty jsou zapsány v tabulce č. 14. Kaţdý bod měření byl opakován 10krát.
55 Str. 55 Tabulka 14. Naměřené hodnoty. koncové Číslo měření [mm] měrky [mm] ,5 2,500 2,500 2,500 2,500 2,500 2,500 2,501 2,500 2,500 2,500 5,1 5,100 5,099 5,099 5,100 5,100 5,099 5,099 5,100 5,100 5,099 7,7 7,701 7,701 7,701 7,701 7,700 7,700 7,700 7,701 7,701 7,701 10,3 10,301 10,300 10,301 10,301 10,301 10,301 10,301 10,301 10,301 10,300 12,9 12,900 12,900 12,900 12,900 12,900 12,899 12,900 12,899 12,899 12,900 15,0 14,999 15,000 14,999 15,000 15,000 14,999 14,999 15,000 15,000 15,000 17,6 17,600 17,601 17,601 17,600 17,600 17,600 17,600 17,601 17,601 17,600 20,2 20,201 20,201 20,202 20,201 20,201 20,201 20,202 20,201 20,201 20,202 22,8 22,801 22,801 22,801 22,801 22,801 22,800 22,801 22,800 22,800 22,801 25,0 25,001 25,001 25,000 25,000 25,001 25,001 25,000 25,000 25,001 25,001 Výpočet standardní nejistoty typu A Z naměřených hodnot se provede výpočet střední hodnoty vztah (3.1). Výpočet standardní nejistoty typu A podle vztahu (1.4). Koeficient k ua v tomto případě představuje hodnotu 1. Výpočet standardní nejistoty typu B Zdrojem nejistoty typu B je nejistota kalibrace etalonových koncových měrek, které byly pouţity při kalibraci. Koncové měrky 4. sekundárního řádu s rozšířenou nejistotou měření U = (0,1 + 1 L) µm. L je délka v metrech a koeficient k = 2. Pouţit vztah (3.2).
56 Str. 56 Dalším zdrojem je teplota prostředí. Vychází se z podmínek měření v kalibrační laboratoři, kde se teplota pohybuje v rozmezí (21 ±1) C. Při rovnoměrném rozdělení (koeficient κ = 3) a přibliţně stejné teplotní délkové roztaţnosti koncové měrky a posuvného měřítka je α = 11,5 * 10-6 K -1. Výpočet podle vztahu (1.6). U mikrometru je dodrţen Abbého princip. Zdrojem chyby mŧţe být najíţdění dotekŧ na měřený objekt. Tato chyba se pohybuje v rozmezí ±0,001 mm při opatrném měření. Hodnoty pocházejí z normálního Gaussovho rozdělení, κ = 3. Výpočet podle vztahu (1.6). Nejistota zpŧsobena najíţděním měřících dotekŧ na měřený objekt v celém rozsahu měřidla je 0,33 µm. Celková nejistota typu B od všech zdrojŧ se vypočte podle vztahu (1.7) Nejistota typu B od všech zdrojŧ je 0,36 µm. Výpočet standardní kombinované nejistoty u c Standardní kombinovaná nejistota u c se vypočte podle vztahu (1.8):
57 Str. 57 Standardní rozšířená nejistota U se vypočte podle vztahu (1.9): Hledaná pravá hodnota bude leţet v rozmezí (20,201 ±0,001) mm s pravděpodobností 95%. Tabulka 15. Vypočtené hodnoty nejistot. koncové měrky [mm] [mm] u A [mm] u Be [mm] u Bt [mm] u Bn [mm] u B [mm] u C [mm] U [mm] 2,5 2,5001 0, , , , , , , ,1 5,0995 0, , , , , , , ,7 7,7007 0, , , , , , , ,3 10,3008 0, , , , , , , ,9 12,8997 0, , , , , , , ,0 14,9996 0, , , , , , , ,6 17,6004 0, , , , , , , ,2 20,2013 0, , , , , , , ,8 22,8007 0, , , , , , , ,0 25,0006 0, , , , , , ,00082
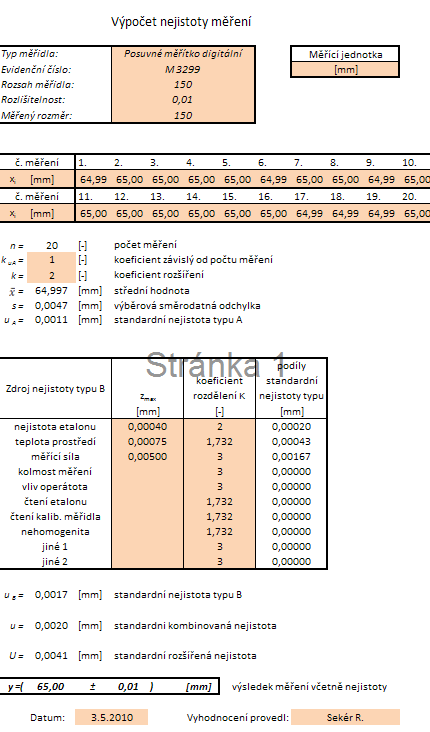
58 Str Stanovení nejistot u skleněného teploměru obalového Pro výsledek měření je potřeba stanovit nejistoty měření ke skleněnému teploměru. Ponor teploměru je k začátku stupnice, proto bude třeba vypočíst korekci na vyčnívající sloupec teploměrové kapaliny. Rozsah teploměru 250 C rozdělíme na pět pozic, ve kterých se provede měření (50, 100, 150, 200, 250) C. Dělení kalibrovaného teploměru je 1 C. Kalibrace do 100 C se provádí za pomocí destilované vody a od 100 C v provozní lázni (Woodŧv kov). Etalonový teploměr s rozsahem (-50 aţ 300) C a rozlišitelností 0,1 C. Potřebné údaje z kalibračního listu etalonu jsou uvedeny v tabulce č. 15. Obrázek 13. Kalibrace teploměru. Tabulka 15. Chyba a nejistota etalonového teploměru t etalonu [ C] Chyba [ C] U etalonu [ C] 50,00 0,50 0,52 100,00 0,30 0,52 150,00 0,20 0,57 200,00-0,30 0,80 250,00-0,60 0,85
59 Str. 59 Provede se samotné měření a hodnoty odečtené na etalonovém teploměru přesně v momentě, kdy se na kalibrovaném teploměru dosáhne teplota ve stanovených pozicích. Odečtené hodnoty se zapisují do tabulky 16. Z kaţdých pěti měření se vypočte střední hodnota. Následující výpočty demonstrují zpŧsob výpočtu nejistot při teplotě 50 C. V ostatních bodech měření je výpočet analogický. Tabulka 16. Naměřené hodnoty. Naměřené údaje [ C] č. měření t 50 E t 50 t 100 E t 100 t 150 E t 150 t 200 E t 200 t 250 E t ,3 50,0 100,3 100,0 150,2 150,0 199,9 200,0 249,8 250,0 2 50,2 50,0 100,2 100,0 150,1 150,0 199,8 200,0 249,8 250,0 3 50,1 50,0 100,3 100,0 150,1 150,0 199,9 200,0 249,7 250,0 4 50,3 50,0 100,3 100,0 150,0 150,0 199,7 200,0 249,6 250,0 5 50,4 50,0 100,2 100,0 150,1 150,0 199,8 200,0 249,7 250,0 střední hodnota 50,26 50,00 100,26 100,00 150,10 150,00 199,82 200,00 249,72 250,00 Výpočet střední hodnoty etalonového teploměru: Výpočet střední hodnoty kalibrovaného teploměru: Výpočtem se stanoví skutečná teplota etalonu t 50 E kor korigovaná o hodnotu chyby z kalibračního listu etalonu. Kalibrovaný skleněný teploměr se koriguje o chybu na vyčnívající sloupec teploměrové kapaliny. Výpočet se provede podle vztahu (1.3). Střední teplota vyčnívajícího sloupce t 1 se získá z normy ČSN
60 Str. 60 Výpočet korigované prŧměrné teploty kalibrovaného teploměru: Skutečná chyba kalibrovaného teploměru Δ skutečné se vypočte jako rozdíl korigované střední hodnoty kalibrovaného teploměru a korigovanou teplotu etalonu. Tabulka 16. Výpočty chyb kalibrovaného teploměru. Naměřené údaje [ C] č. měření t 50 E t 50 t 100 E t 100 t 150 E t 150 t 200 E t 200 t 250 E t ,3 50,0 100,3 100,0 151,5 150,0 202,8 200,0 254,8 250,0 2 50,2 50,0 100,2 100,0 151,4 150,0 202,6 200,0 254,8 250,0 3 50,1 50,0 100,3 100,0 151,5 150,0 202,6 200,0 254,7 250,0 4 50,3 50,0 100,3 100,0 151,6 150,0 202,7 200,0 254,6 250,0 5 50,4 50,0 100,2 100,0 151,4 150,0 202,7 200,0 254,7 250,0 střední hodnota 50,26 50,00 100,26 100,00 151,48 150,00 202,68 200,00 254,72 250,00 korekce -0,50 0,26-0,30 1,10-0,20 2,60 0,30 4,80 0,60 7,60 korigovaná teplota 49,76 50,26 99,96 101,10 151,28 152,60 202,98 204,80 255,32 257,60 skutečná chyba Δ skutečné - 0,50-1,14-1,32-1,82-2,28 Výpočet standardní nejistoty typu A Pro výpočet se pouţije vztah (1.4). Standardní nejistota kalibrovaného teploměru je nulová, protoţe byla odečtena vţdy na celé hodnotě ve všech pěti měřeních. Koeficient k ua v tomto případě představuje hodnotu 1,4.
61 Str. 61 Výpočet standardní nejistoty typu B Nejistota kalibrace etalonu vztah (3.2). Hodnota rozšířené nejistoty etalonu získána z kalibračního listu. Čtení kalibrovaného teploměru vztah (1.6): Čtení etalonového teploměru vztah (1.6): Nehomogenita lázně vztah (1.6): Celková nejistota typu B se vypočte ze vztahu (1.7) Nejistota typu B od všech zdrojŧ je 0,274 C.
62 Str. 62 Výpočet standardní kombinované nejistoty u c Standardní kombinovaná nejistota u c se vypočte podle vztahu (1.8): Standardní rozšířená nejistota U se vypočte podle vztahu (1.9): Při etalonové teplotě 50,00 C by kalibrovaný teploměr zobrazoval hodnotu 50,5 C. Z toho hledaná pravá hodnota bude leţet v rozmezí 50,5 C ±0,6 C s pravděpodobností 95%. Tabulka 17. Výpočty nejistot měření. Naměřené údaje [ C] č. měření t 50 E t 50 t 100 E t 100 t 150 E t 150 t 200 E t 200 t 250 E t ,3 50,0 100,3 100,0 151,5 150,0 202,8 200,0 254,8 250,0 2 50,2 50,0 100,2 100,0 151,4 150,0 202,6 200,0 254,8 250,0 3 50,1 50,0 100,3 100,0 151,5 150,0 202,6 200,0 254,7 250,0 4 50,3 50,0 100,3 100,0 151,6 150,0 202,7 200,0 254,6 250,0 5 50,4 50,0 100,2 100,0 151,4 150,0 202,7 200,0 254,7 250,0 u A 0,071 0,000 0,034 0,000 0,052 0,000 0,052 0,000 0,052 0,000 u Be 0,26-0,26-0,26-0,26-0,26 - u Bčk - 0,058-0,058-0,058-0,058-0,058 u Bče 0,029 0,029 0,029 0,029 0,029 u Bn 0,058 0,058 0,058 0,058 0,058 u B 0,274 0,274 0,274 0,274 0,274 u C 0,283 0,276 0,279 0,279 0,279 U 0,6 0,6 0,6 0,6 0,6
63 Str VYHODNOCENÍ A ZÁVĚR Kalibrace měřidel se provádějí podle vypracovaných kalibračních postupŧ. Za tímto účelem bylo potřeba vytvořit vhodné kalibrační postupy. Výstupem kaţdého kalibrovaného měřidla je kalibrační list. Výsledné hodnoty kalibrací, spolu s nejistotami měření, jsou nezbytné pro vyjádření stavu měřidla, zdali vyhovují dovoleným odchylkám. Na základě tohoto rozhodnutí se měřidlo mŧţe pouţít k měření či nikoliv. V případě digitálního posuvného měřítka je měřidlo povaţováno za zkalibrované a mŧţe se dále pouţívat k měření. Ve všech případech kontroly výsledné hodnoty měření nepřesáhli celkové dovolené chyby 0,02 mm resp. 0,03 mm. Digitální třmenový mikrometr nesmí přesáhnout celkovou dovolenou chybu chodu mikrometrického šroubu 0,003 mm. Naměřená celková chyba mikrometrického šroubu je 0,001 mm. Mikrometr vyhovuje předepsané odchylce a lze jej dále pouţívat pro měření. U obalového skleněného teploměru jsou povolené odchylky odstupňované podle měřené teploty (tab. 8). Naměřené odchylky vyhovují předepsaným hodnotám odchylek. Při měřené teplotě kolem 50 C se projevuje vliv vyšší hodnoty rozšířené nejistoty měření. Pro tento případ měření by bylo vhodné provést kalibraci pomocí přesnějšího etalonového teploměru. Vhodná varianta by byla pouţít skleněný teploměr s dělením 0,1 C nebo ještě jemnějším. Jednotlivé dílky se dají dále rozlišit pomocí odečtu lupou na 0,01 dílku. Závěrem je potřeba zdŧraznit, ţe diplomová práce řeší kalibrační postupy pouze k měřidlŧm, které jsou předmětem ke stanovení nejistot měření při kalibraci. Stanovení nejistot měření bylo provedeno na nejpouţívanějších měřidlech ve strojírenské výrobě. Navrţený systém výpočtu respektuje základní vztahy a definice pro stanovení nejistot měření.
64 Str. 64 Seznam použitých zdrojů 1. PERNIKÁŘ, J., TYKAL, M. Strojírenská metrologie II. 1. vyd. Brno: Akademické nakladatelství CERM, s. ISBN ČECH, J., PERNIKÁŘ, J., PODDANÝ, K. Strojírenská metrologie. 4. přepracované vydání. Brno: Akademické nakladatelství CERM, s. ISBN CHUDÝ, V., PALENČÁR, R., KUREKOVÁ, E., HALAJ, M. Meranie technických veličín. 1. vyd. Bratislava: Vydavatelstvo STU, s. ISBN ČSN Mezinárodní slovník základních termínŧ v metrologii. 5. VDA 5 Zpŧsobilost kontrolních procesŧ. 1. vyd. Praha: Česká společnost pro jakost s. ISBN Fiala, A.: Statistické řízení procesŧ. Prostředky a nástroje pro řízení a zlepšování procesŧ. VUT v Brně, ISBN ČESKÁ METROLOGICKÁ SPOLEČNOST. Základy obecné metrologie. Učební text korespondenčního kurzu metrologie. Česká metrologická společnost. Praha. únor s. 8. PERNIKÁŘ, J., TYKAL, M., VAČKÁŘ, J. Jakost a metrologie: Část metrologie. Akademické nakladatelství CERM. s.r.o. Brno s. ISBN ŠINDELÁŘ, V. a KOLEKTÍV AUTORŦ ČESKÉ METROLOGICKÉ SPOLEČNOSTI pod egidou Úřadu pro technickou normalizaci, metrologii a státní zkušebnictví. Slovník metrologie, zkušebnictví a praktické fyziky. Praha ČESKÝ METROLOGICKÝ INSTITUT, Metrologie v kostce, 102-IC- C doc, 2. Vydání, Praha 2003, 55 s. 11. ČENĚK NENÁHLO, Podniková metrologie. 1. vyd Praha: Česká metrologická společnost s.
65 Str TNI Mezinárodní metrologický slovník Základní a všeobecné pojmy a přidruţené termíny (VIM). 13. ČERNÝ, M. a BĚŤÁK, J. Teploměry. Učební text korespondenčního kurzu metrologie. 2. Doplněné vydání. Česká metrologická společnost. Praha. leden s. 14. ČSN Laboratorní teploměry obalové. Praha: Úřad pro normalizaci a měření, OTYCH, J. Základy metrologie teploty, 15 s. 16. ČESKÝ METROLOGICKÝ INSTITUT OI BRNO. Obor teplota Stanovení nejistot měření. 14 s. 17. ČESKÁ METROLOGICKÁ SPOLEČNOST. Kalibrační postup č /02/94. Posuvka s. Revize ČESKÁ METROLOGICKÁ SPOLEČNOST. Kalibrační postup č /05/95. Třmenový mikrometr. 14 s. Revize 0.
66 Str. 66 Seznam použitých symbolů a zkratek A [mm] Rozměr k [-] Koeficient rozšíření k ua [-] Koeficient závislý od počtu opakovaných měření l [mm] Rozměr L [mm] Rozměr n [-] Počet S [mm] Rozměr t [ C] Celsiova teplota t 1 [ C] Střední teplota vyčnívajícího sloupce kapaliny t F [ F] Fahrenheitova teplota T [ K] Termodynamická teplota u A [mm] Standardní nejistota typu A v oboru délka u A [ C] Standardní nejistota typu A v oboru teplota u B [mm] Výsledná nejistota typu B v oboru délka u B [ C] Výsledná nejistota typu B v oboru teplota u Bz [mm] Standardní nejistota typu B z jednotlivých zdrojŧ v oboru délka u Bz [ C] Standardní nejistota typu B z jednotlivých zdrojŧ v oboru teplota u C [mm] Standardní kombinovaná nejistota v oboru délka u C [ C] Standardní kombinovaná nejistota v oboru teplota U [mm] Rozšířená standardní nejistota v oboru délka U [ C] Rozšířená standardní nejistota v oboru teplota X i [ C] i-té měření teploty X i [mm] i-té měření délky [ C] Střední hodnota obor teplota [mm] Střední hodnota obor délka Δ [mm] Chyba měření Δ s [mm] Systematická chyba měření Δt [ C] Korekce teploty Δz max [mm] Maximální hodnota rozsahu změny ±z max obor délka Δz max [ C] Maximální hodnota rozsahu změny ±z max obor Teplota β [ ] Úhel γ [-] Součinitel teplotní délkové roztaţnosti δ [mm] Náhodná chyba měření κ [-] Hodnota vycházející podle pravděpodobnosti rozdělení
67 Str. 67 Seznam příloh Příloha 1 Příloha 2 Příloha 3 Příloha 4 Ukázka výpočtu nejistoty měření při kalibraci digitálního posuvného měřítka vnitřní měření. Ukázka výpočtu nejistoty měření při kalibraci skleněného obalového teploměru. Ukázka výpočtu nejistoty měření při kalibraci digitálního třmenového mikrometru. Program pro výpočet nejistoty měření při kalibraci. Program Výpočet nejistoty měření.xls je přiloţen na CD-ROM.
68
69 Příloha 1
70 Příloha 2
71 Příloha 3
Hodnocení snímacích systému souřadnicových měřicích strojů Evaluation sensing systems CMM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŢENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŢENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
UNIMETRA, spol. s r.o. Odd. Kalibrační laboratoře Těšínská 367, 716 00 Ostrava-Radvanice
 Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Měřená veličina Rozsah měřené kalibrace [ ± ] 2) 1. Třmenové mikrometry (0 1000) mm (1 + 6 L) µm PP-11.01 2. Koncové měrky (0,5 100)
Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Měřená veličina Rozsah měřené kalibrace [ ± ] 2) 1. Třmenové mikrometry (0 1000) mm (1 + 6 L) µm PP-11.01 2. Koncové měrky (0,5 100)
terminologii dle VIM 3, který nahradí VIM 2 (u nás zaveden v ČSN 01 0115).
.") Skopal, M. J. Návaznost měřidel a strojů v oboru délka v systému kvality. Fakulta strojního inženýrství VUT v Brně Mobilní Zkušebna Délkoměrů a výrobních Strojů. Anotace: Cílem přednášky je souhrnná informace
Skopal, M. J. Návaznost měřidel a strojů v oboru délka v systému kvality. Fakulta strojního inženýrství VUT v Brně Mobilní Zkušebna Délkoměrů a výrobních Strojů. Anotace: Cílem přednášky je souhrnná informace
Členění podle 505 o metrologii
 Členění podle 505 o metrologii Měřidla slouží k určení hodnoty měřené veličiny. Spolu s nezbytnými měřícími zařízeními se podle zákona č.505/1990 Sb. ve znění č.l 19/2000 Sb. člení na : a. etalony, b.
Členění podle 505 o metrologii Měřidla slouží k určení hodnoty měřené veličiny. Spolu s nezbytnými měřícími zařízeními se podle zákona č.505/1990 Sb. ve znění č.l 19/2000 Sb. člení na : a. etalony, b.
46010486 3-10 0,01 0,01 0,45 A 46045486 5-45 0,01 0,015 0,8 B
 Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
Délkové měřidlo - konstrukce a validace. Michal Konečný
 Délkové měřidlo - konstrukce a validace Michal Konečný Bakalářská práce 2015 1) zákon č. 111/1998 Sb. o vysokých školách a o změně a doplnění dalších zákonů (zákon o vysokých školách), ve znění pozdějších
Délkové měřidlo - konstrukce a validace Michal Konečný Bakalářská práce 2015 1) zákon č. 111/1998 Sb. o vysokých školách a o změně a doplnění dalších zákonů (zákon o vysokých školách), ve znění pozdějších
HODNOCENÍ ZPŮSOBILOSTI KONTROLNÍCH PROSTŘEDKŮ
 HODNOCENÍ ZPŮSOBILOSTI KONTROLNÍCH PROSTŘEDKŮ DOC.ING. JIŘÍ PERNIKÁŘ, CSC Požadavky na přesnost měření se neustále zvyšují a současně s tím i požadavky na vyhodnocení kvantifikovatelných charakteristik
HODNOCENÍ ZPŮSOBILOSTI KONTROLNÍCH PROSTŘEDKŮ DOC.ING. JIŘÍ PERNIKÁŘ, CSC Požadavky na přesnost měření se neustále zvyšují a současně s tím i požadavky na vyhodnocení kvantifikovatelných charakteristik
Služby ITC pro podporu metrologického pořádku v automobilovém průmyslu
 Služby ITC pro podporu metrologického pořádku v automobilovém průmyslu Ing. Miroslav Netopil, Vedoucí kalibrační laboratoře Institut pro testování a certifikaci, a.s, Zlín 2011 Metrologický systém - historie
Služby ITC pro podporu metrologického pořádku v automobilovém průmyslu Ing. Miroslav Netopil, Vedoucí kalibrační laboratoře Institut pro testování a certifikaci, a.s, Zlín 2011 Metrologický systém - historie
Stavba slovníku VIM 3: Zásady terminologické práce
 VIM 1 VIM 2:1993 ČSN 01 0115 Mezinárodní slovník základních a všeobecných termínů v metrologii VIM 3:2007 International Vocabulary of Metrology Basic and General Concepts and Associated Terms Mezinárodní
VIM 1 VIM 2:1993 ČSN 01 0115 Mezinárodní slovník základních a všeobecných termínů v metrologii VIM 3:2007 International Vocabulary of Metrology Basic and General Concepts and Associated Terms Mezinárodní
NOVÉ VÝROBKY. Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Série 516 Podrobné informace na straně 297 a 300.
 NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
NOVÉ VÝROBKY Sada na kontrolu posuvných měřítek z oceli a keramiky podle DIN EN ISO 13 385-1 Podrobné informace na straně 297 a 300. Sady koncových měrek z oceli a keramiky Podrobné informace na straně
KALIBRACE PRACOVNÍCH MĚŘIDEL Z OBORU DÉLKA NEJISTOTY MĚŘENÍ. Ing. Václav Duchoň ČMI OI Brno
 KALIBRACE PRACOVNÍCH MĚŘIDEL Z OBORU DÉLKA NEJISTOTY MĚŘENÍ Ing. Václav Duchoň ČMI OI Brno Skupiny měřidel úkol technického rozvoje PRM 2012 č. VII/4/12 velké množství jednotlivých měřidel délky 11 skupin,
KALIBRACE PRACOVNÍCH MĚŘIDEL Z OBORU DÉLKA NEJISTOTY MĚŘENÍ Ing. Václav Duchoň ČMI OI Brno Skupiny měřidel úkol technického rozvoje PRM 2012 č. VII/4/12 velké množství jednotlivých měřidel délky 11 skupin,
Vyjadřování přesnosti v metrologii
 Vyjadřování přesnosti v metrologii Měření soubor činností, jejichž cílem je stanovit hodnotu veličiny. Výsledek měření hodnota získaná měřením přisouzená měřené veličině. Chyba měření výsledek měření mínus
Vyjadřování přesnosti v metrologii Měření soubor činností, jejichž cílem je stanovit hodnotu veličiny. Výsledek měření hodnota získaná měřením přisouzená měřené veličině. Chyba měření výsledek měření mínus
CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER
 - MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
- MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
Metrologický řád KKS
 Katedra konstruování strojů Metrologický řád KKS (vychází z normy ČSN EN ISO 10012) Vydal: doc. Ing. Martin HYNEK, Ph.D. Schválil: doc. Ing. Václava Lašová, Ph.D. Změna č.: Datum: 5. 9. 2013 Datum: 13.
Katedra konstruování strojů Metrologický řád KKS (vychází z normy ČSN EN ISO 10012) Vydal: doc. Ing. Martin HYNEK, Ph.D. Schválil: doc. Ing. Václava Lašová, Ph.D. Změna č.: Datum: 5. 9. 2013 Datum: 13.
KALIBRY, KROUŽKY, MĚRKY
 KALIBRY, KROUŽKY, MĚRKY V naší nabídce najdete sortiment jednostranných a dvoustranných válečkových kalibrů, mezních trnů plochých, třmenových kalibrů jednostranných, mezních závitových kalibrů jednostranných
KALIBRY, KROUŽKY, MĚRKY V naší nabídce najdete sortiment jednostranných a dvoustranných válečkových kalibrů, mezních trnů plochých, třmenových kalibrů jednostranných, mezních závitových kalibrů jednostranných
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00
 Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Č.j.: 0313/002/15/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 V E Ř E J N Á V Y H L Á Š K A Český metrologický
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Č.j.: 0313/002/15/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 V E Ř E J N Á V Y H L Á Š K A Český metrologický
ZABEZPEČENÍ KVALITY V LABORATOŘI
 ZABEZPEČENÍ KVALITY V LABORATOŘI David MILDE, 2014-2017 QUALITY KVALITA (JAKOST) Kvalita = soubor znaků a charakteristik výrobku či služby, který může uspokojit určitou potřebu. Kvalita v laboratoři=výsledky,které:
ZABEZPEČENÍ KVALITY V LABORATOŘI David MILDE, 2014-2017 QUALITY KVALITA (JAKOST) Kvalita = soubor znaků a charakteristik výrobku či služby, který může uspokojit určitou potřebu. Kvalita v laboratoři=výsledky,které:
Příloha je nedílnou součástí osvědčení o akreditaci č.: 505/2014 ze dne:
 Kalibrace: obor délka Nominální teplota pro kalibraci v laboratoři: pro KP D1 až KP D16 (20 ± C Nominální teplota pro kalibraci u zákazníka: pro KP D1 až KPD13, KP D15 (20 ± C pro KPD 14 (20 ± 10) C Měřená
Kalibrace: obor délka Nominální teplota pro kalibraci v laboratoři: pro KP D1 až KP D16 (20 ± C Nominální teplota pro kalibraci u zákazníka: pro KP D1 až KPD13, KP D15 (20 ± C pro KPD 14 (20 ± 10) C Měřená
Základní terminologické pojmy (Mezinárodní metrologický slovník VIM3)
") Základní terminologické pojmy (Mezinárodní metrologický slovník VIM3) Přesnost a správnost v metrologii V běžné řeči zaměnitelné pojmy. V metrologii a chemii ne! Anglický termín Measurement trueness Measurement
Základní terminologické pojmy (Mezinárodní metrologický slovník VIM3) Přesnost a správnost v metrologii V běžné řeči zaměnitelné pojmy. V metrologii a chemii ne! Anglický termín Measurement trueness Measurement
I. O P A T Ř E N Í O B E C N É P O V A H Y
 Český metrologický institut Okružní 31, 638 00 Brno Manažerské shrnutí pro EK (není součástí tohoto právního předpisu) Optické radiometry pro spektrální oblast 400 nm až 2 800 nm a měření vyzařování v
Český metrologický institut Okružní 31, 638 00 Brno Manažerské shrnutí pro EK (není součástí tohoto právního předpisu) Optické radiometry pro spektrální oblast 400 nm až 2 800 nm a měření vyzařování v
Teorie měření a regulace
 Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace měření tlaku - 2 17.SPEC-t.3. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ TEORIE A PRINCIPY T- MaR Další pokračování podrobněji
Ústav technologie, mechanizace a řízení staveb Teorie měření a regulace měření tlaku - 2 17.SPEC-t.3. ZS 2015/2016 2015 - Ing. Václav Rada, CSc. MĚŘENÍ TEORIE A PRINCIPY T- MaR Další pokračování podrobněji
334/2000 Sb. VYHLÁŠKA. Ministerstva průmyslu a obchodu. ze dne 6. září 2000,
 Vyhl. č. 334/2000 Sb., stránka 1 z 9 334/2000 Sb. VYHLÁŠKA Ministerstva průmyslu a obchodu ze dne 6. září 2000, kterou se stanoví požadavky na vodoměry na studenou vodu označované značkou EHS Ministerstvo
Vyhl. č. 334/2000 Sb., stránka 1 z 9 334/2000 Sb. VYHLÁŠKA Ministerstva průmyslu a obchodu ze dne 6. září 2000, kterou se stanoví požadavky na vodoměry na studenou vodu označované značkou EHS Ministerstvo
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00
 Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Český metrologický institut (dále jen ČMI ), jako orgán věcně a místně příslušný ve věci stanovování metrologických a technických
Č e s k ý m e t r o l o g i c k ý i n s t i t u t Okružní 31, 638 00 Brno Český metrologický institut (dále jen ČMI ), jako orgán věcně a místně příslušný ve věci stanovování metrologických a technických
Úvod do problematiky měření
 1/18 Lord Kelvin: "Když to, o čem mluvíte, můžete změřit, a vyjádřit to pomocí čísel, něco o tom víte. Ale když to nemůžete vyjádřit číselně, je vaše znalost hubená a nedostatečná. Může to být začátek
1/18 Lord Kelvin: "Když to, o čem mluvíte, můžete změřit, a vyjádřit to pomocí čísel, něco o tom víte. Ale když to nemůžete vyjádřit číselně, je vaše znalost hubená a nedostatečná. Může to být začátek
UNIMETRA, spol. s r.o. Odd. Kalibrační laboratoře Těšínská 367, Ostrava - Radvanice
 Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Měřená veličina Rozsah měřené kalibrace [ ± ] 2) 1. Třmenové mikrometry (0 1000) mm (1 + 6 L) µm PP-11.01 2. Koncové měrky (0,5 100)
Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Měřená veličina Rozsah měřené kalibrace [ ± ] 2) 1. Třmenové mikrometry (0 1000) mm (1 + 6 L) µm PP-11.01 2. Koncové měrky (0,5 100)
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Měření digitálními přístroji, posuvkami a mikrometry
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Měření digitálními přístroji, posuvkami a mikrometry Obor: Obráběč kovů, Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod,
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Měření digitálními přístroji, posuvkami a mikrometry Obor: Obráběč kovů, Nástrojař Ročník: 1. Zpracoval(a): Pavel Rožek Střední průmyslová škola Uherský Brod,
ČSN EN 50383 ed. 2 OPRAVA 1
 ČESKÁ TECHNICKÁ NORMA ICS 17.220.20; 33.070.01 Únor 2014 Základní norma pro výpočet a měření intenzity elektromagnetického pole a SAR při vystavení člověka rádiovým základnovým stanicím a pevným koncovým
ČESKÁ TECHNICKÁ NORMA ICS 17.220.20; 33.070.01 Únor 2014 Základní norma pro výpočet a měření intenzity elektromagnetického pole a SAR při vystavení člověka rádiovým základnovým stanicím a pevným koncovým
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autoři DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autoři DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Technisches Lexikon (cz.) 16/10/14
 16/10/14") Technický lexikon Pojmy z techniky měření sil a točivých momentů a d a tových listů GTM Technisches Lexikon (cz.) 16/10/14 Úvod V tomto Technickém lexikonu najdete vysvětlení pojmů z techniky měření síly
Technický lexikon Pojmy z techniky měření sil a točivých momentů a d a tových listů GTM Technisches Lexikon (cz.) 16/10/14 Úvod V tomto Technickém lexikonu najdete vysvětlení pojmů z techniky měření síly
Nová metrologická terminologie. Marta Farková
 Nová metrologická terminologie Marta Farková 14. 11. 2013 DŘÍVE POUŽÍVANÉ POJMY Anglicky: Accuracy Precision Reliability Česky: Správnost Přesnost Spolehlivost 2 SOUČASNÝ STAV Anglicky: Trueness Precision
Nová metrologická terminologie Marta Farková 14. 11. 2013 DŘÍVE POUŽÍVANÉ POJMY Anglicky: Accuracy Precision Reliability Česky: Správnost Přesnost Spolehlivost 2 SOUČASNÝ STAV Anglicky: Trueness Precision
Seminář GPS VUT V Brně, 30. května 2007
 Seminář GPS VUT V Brně, 30. května 2007 VUT v Brně, 30. května 2007 Seminář GPS Úvodní slovo, koncepce GPS Folie 1 z 17 PROGRAM Skopal, M.J. Úvod, představení laboratoře MZDS, koncepce GPS Novák, Z. Přístroje
Seminář GPS VUT V Brně, 30. května 2007 VUT v Brně, 30. května 2007 Seminář GPS Úvodní slovo, koncepce GPS Folie 1 z 17 PROGRAM Skopal, M.J. Úvod, představení laboratoře MZDS, koncepce GPS Novák, Z. Přístroje
M&B Calibr, spol. s r. o. Kalibrační laboratoř Ke Karlovu 62/10, Ivančice - Němčice
 Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Rozsah měřené 1 Koncové měrky (0,5 až 1000) mm (0,2+2 L) m KP D1 2 3 4 5 6 Ocelová délková měřítka * Ocelové svinovací metry * Měřící
Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C Rozsah měřené 1 Koncové měrky (0,5 až 1000) mm (0,2+2 L) m KP D1 2 3 4 5 6 Ocelová délková měřítka * Ocelové svinovací metry * Měřící
Měřítka a pravítka PN, ČSN, DIN
 Měřítka a pravítka PN, ČSN, DIN Měřítko ocelové ploché-povrchová úprava matný chrom, laserový popis ČSN 25 1110 1001 8595604700019 500x32x6 mm 2 5,51 21,39 1002 8595604700026 1000x40x8 mm 2 11,02 42,82
Měřítka a pravítka PN, ČSN, DIN Měřítko ocelové ploché-povrchová úprava matný chrom, laserový popis ČSN 25 1110 1001 8595604700019 500x32x6 mm 2 5,51 21,39 1002 8595604700026 1000x40x8 mm 2 11,02 42,82
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plošné měření a orýsování Měření Jednou ze základních operací uplatňujících se při ručním zpracování kovů je
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Plošné měření a orýsování Měření Jednou ze základních operací uplatňujících se při ručním zpracování kovů je
1. Základy řízení jakosti. Základní pojmy (produkt, jakost, způsobilost,management, ) Normy ČSN EN ISO 9000
 Normy ČSN EN ISO 9000") 1. Základy řízení jakosti. Základní pojmy (produkt, jakost, způsobilost,management, ) Normy ČSN EN ISO 9000 Produkt je definován jako výsledek procesu (služba,software,hardware,zpracované materiály) Proces
1. Základy řízení jakosti. Základní pojmy (produkt, jakost, způsobilost,management, ) Normy ČSN EN ISO 9000 Produkt je definován jako výsledek procesu (služba,software,hardware,zpracované materiály) Proces
Modul č. 1-Technologie montáže a metrologie
 Modul č. 1-Technologie montáže a metrologie Výukové postupy metrologických úloh: Kontrola odchylek tvaru vrtání válce Kontrola tvaru vačkového hřídele Kontrola rozměrů ozubeného kola Kontrola tolerance
Modul č. 1-Technologie montáže a metrologie Výukové postupy metrologických úloh: Kontrola odchylek tvaru vrtání válce Kontrola tvaru vačkového hřídele Kontrola rozměrů ozubeného kola Kontrola tolerance
2.2.1 Posuvná měřidla
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 2.2.1 Posuvná měřidla Posuvná měřidla jsou pro svou jednoduchost, univerzálnost, cenu a většinou dostatečnou
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 2.2.1 Posuvná měřidla Posuvná měřidla jsou pro svou jednoduchost, univerzálnost, cenu a většinou dostatečnou
Metody měření provozních parametrů strojů
 Metody měření provozních parametrů strojů otáčky, teploty, tlaky, těsnosti Například: Provozní otáčky a jejich využití v diagnostice Provozní otáčky různých mechanismů diagnostický signál VSTUPNÍ - definuje
Metody měření provozních parametrů strojů otáčky, teploty, tlaky, těsnosti Například: Provozní otáčky a jejich využití v diagnostice Provozní otáčky různých mechanismů diagnostický signál VSTUPNÍ - definuje
KSQ spol. s r.o. Kalibrační laboratoř Kubatova 1240/6, České Budějovice
 Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1. Koncové měrky (0,5 100) mm (0,08 + 0,7L) µm KM 301 2. Dvoudotekové dutinoměry s úchylkoměrem (6 400) mm 2 µm KM 303 3.* Dutinová
Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1. Koncové měrky (0,5 100) mm (0,08 + 0,7L) µm KM 301 2. Dvoudotekové dutinoměry s úchylkoměrem (6 400) mm 2 µm KM 303 3.* Dutinová
- pro běžné dílenské použití. - odečítání: 0,01mm - lakovaný třmen - matově chromovaný bubínek a pouzdro - pro měřicí nástavek s 5mm
 Měřidla pro měření závitů Mìøidla pro mìøení støedního prùmìru vnìjších závitù Mikrometry třmenové pro měření středního průměru vnějších závitů - pro běžné dílenské použití - dle DIN 863 - odečítání: 0,01mm
Měřidla pro měření závitů Mìøidla pro mìøení støedního prùmìru vnìjších závitù Mikrometry třmenové pro měření středního průměru vnějších závitů - pro běžné dílenské použití - dle DIN 863 - odečítání: 0,01mm
Česká metrologická společnost Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms
 Česká metrologická společnost Novotného lávka 5, 116 68 Praha 1 tel/fax: 1 08 54 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postp KP 1.1.3/0/13 SOUŘADNICOVÝ MĚŘICÍ STROJ (CMM) PORTÁLOVÝ Praha
Česká metrologická společnost Novotného lávka 5, 116 68 Praha 1 tel/fax: 1 08 54 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Kalibrační postp KP 1.1.3/0/13 SOUŘADNICOVÝ MĚŘICÍ STROJ (CMM) PORTÁLOVÝ Praha
KINEX Measuring a.s. Ceník platný od 01.10.2015
 Měřítka a pravítka PN, ČSN, DIN Měřítko ocelové ploché s přesahem bez povrchové úpravy - popis laserem, baleno v PE obalu, PN 25 1110 1001-02-030 8595604716164 300x25x5 mm 5,14 16,08 1001-02-050 8595604716171
Měřítka a pravítka PN, ČSN, DIN Měřítko ocelové ploché s přesahem bez povrchové úpravy - popis laserem, baleno v PE obalu, PN 25 1110 1001-02-030 8595604716164 300x25x5 mm 5,14 16,08 1001-02-050 8595604716171
ŽĎAS, a.s. Kalibrační laboratoř Metrologie Strojírenská 6, 591 71 Žďár nad Sázavou
 Obor měřené : Délka a rovinný úhel List 1 z 6 Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1 Pásma do10 m nad 10 m (40+5L) μm (60+8L) μm 2 Posuvné měřítko do 3000 mm dělení 0,01a 0,02 mm (25+1L)
Obor měřené : Délka a rovinný úhel List 1 z 6 Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1 Pásma do10 m nad 10 m (40+5L) μm (60+8L) μm 2 Posuvné měřítko do 3000 mm dělení 0,01a 0,02 mm (25+1L)
Daniel Zindler, vedoucí KL Strana 1 z 7 02/01/2014
 CENÍK METROLOGICKÝCH VÝKONŮ KALIBRAČNÍ LABORATOŘE ZINDLER (KLZ) Daniel Zindler, K Dálnici 593, 760 01 Zlín - Kudlov. IČO: 70271372. DIČ: CZ6807041747. Provozovna: Třída Tomáše Bati 299/2B, 764 22 Zlín-Louky.
CENÍK METROLOGICKÝCH VÝKONŮ KALIBRAČNÍ LABORATOŘE ZINDLER (KLZ) Daniel Zindler, K Dálnici 593, 760 01 Zlín - Kudlov. IČO: 70271372. DIČ: CZ6807041747. Provozovna: Třída Tomáše Bati 299/2B, 764 22 Zlín-Louky.
VY_52_INOVACE_J 05 07
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
VYBRANÉ KAPITOLY ZE STROJÍRENSKÉ METROLOGIE
 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní VYBRANÉ KAPITOLY ZE STROJÍRENSKÉ METROLOGIE Učební text Ing. Šárka Tichá, Ph.D. doc. Dr. Ing. Ivan Mrkvica Ostrava 2012 Tyto studijní materiály
Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní VYBRANÉ KAPITOLY ZE STROJÍRENSKÉ METROLOGIE Učební text Ing. Šárka Tichá, Ph.D. doc. Dr. Ing. Ivan Mrkvica Ostrava 2012 Tyto studijní materiály
Porovnání obsahu normy ISO 230-1:2012 a ČSN ISO 230-1:1998
 Datum vydání zprávy: 11.2.2013 Druh zprávy: průběžná Číslo zprávy: V-13-001 Publikovatelnost: veřejná NÁZEV ZPRÁVY Porovnání obsahu normy ISO 230-1:2012 a ČSN ISO 230-1:1998 PROJEKT VUT.12.01 ZpusStroj
Datum vydání zprávy: 11.2.2013 Druh zprávy: průběžná Číslo zprávy: V-13-001 Publikovatelnost: veřejná NÁZEV ZPRÁVY Porovnání obsahu normy ISO 230-1:2012 a ČSN ISO 230-1:1998 PROJEKT VUT.12.01 ZpusStroj
Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:
![Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:](/thumbs/30/14603809.jpg "Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:") Definice teploty: Základní pojmy Fyzikální veličina vyjadřující míru tepelného stavu tělesa Teplotní stupnice Termodynamická (Kelvinova) stupnice je určena dvěma pevnými body: absolutní nula (ustává termický
Definice teploty: Základní pojmy Fyzikální veličina vyjadřující míru tepelného stavu tělesa Teplotní stupnice Termodynamická (Kelvinova) stupnice je určena dvěma pevnými body: absolutní nula (ustává termický
ČOS 100006 1. vydání Oprava 1 ČESKÝ OBRANNÝ STANDARD PROTITANKOVÉ GRANÁTOMETY. METODY ZKOUŠENÍ ŽIVOTNOSTI A PEVNOSTI PŘI PÁDECH A PŘEPRAVĚ.
 ČESKÝ OBRANNÝ STANDARD PROTITANKOVÉ GRANÁTOMETY. METODY ZKOUŠENÍ ŽIVOTNOSTI A PEVNOSTI PŘI PÁDECH A PŘEPRAVĚ. (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD PROTITANKOVÉ GRANÁTOMETY. METODY ZKOUŠENÍ ŽIVOTNOSTI
ČESKÝ OBRANNÝ STANDARD PROTITANKOVÉ GRANÁTOMETY. METODY ZKOUŠENÍ ŽIVOTNOSTI A PEVNOSTI PŘI PÁDECH A PŘEPRAVĚ. (VOLNÁ STRANA) 2 ČESKÝ OBRANNÝ STANDARD PROTITANKOVÉ GRANÁTOMETY. METODY ZKOUŠENÍ ŽIVOTNOSTI
Úplné pracovní znění k 1. únoru 2006. Zákon č. 505/1990 Sb., o metrologii
 Úplné pracovní znění k 1. únoru 2006 Zákon č. 505/1990 Sb., o metrologii ve znění zákona č. 119/2000 Sb., zákona č. 13/2002 Sb., zákona č. 137/2002 Sb., zákona č. 226/2003 Sb. a zákona č. 444/2005 Parlament
Úplné pracovní znění k 1. únoru 2006 Zákon č. 505/1990 Sb., o metrologii ve znění zákona č. 119/2000 Sb., zákona č. 13/2002 Sb., zákona č. 137/2002 Sb., zákona č. 226/2003 Sb. a zákona č. 444/2005 Parlament
Katalog. Měřítka. originálních měřicích nástrojů. KIN MT Group s.r.o. - výrobce originálních měřidel KINEX
 KIN MT Group s.r.o. - výrobce originálních měřidel KINEX specifikace rozměry v mm specifikace cena Kč / EUR-SK Katalog originálních měřicích nástrojů Měřítka objednací číslo 43 MĚŘÍTKA... str. 2 PRAVÍTKA...
KIN MT Group s.r.o. - výrobce originálních měřidel KINEX specifikace rozměry v mm specifikace cena Kč / EUR-SK Katalog originálních měřicích nástrojů Měřítka objednací číslo 43 MĚŘÍTKA... str. 2 PRAVÍTKA...
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
ŘÍZENÍ MONITOROVACÍHO A MĚŘICÍHO ZAŘÍZENÍ
 ŘÍZENÍ MONITOROVACÍHO A MĚŘICÍHO ZAŘÍZENÍ Doc.Ing. Alois Fiala, CSc. VUT v Brně, fakulta strojního inženýrství Ústav výrobních strojů, systémů a robotiky odbor metrologie a řízení jakosti Technická 2896/2,
ŘÍZENÍ MONITOROVACÍHO A MĚŘICÍHO ZAŘÍZENÍ Doc.Ing. Alois Fiala, CSc. VUT v Brně, fakulta strojního inženýrství Ústav výrobních strojů, systémů a robotiky odbor metrologie a řízení jakosti Technická 2896/2,
Věstník MINISTERSTVA ZDRAVOTNICTVÍ ČESKÉ REPUBLIKY OBSAH: 1. Postup poskytovatelů zdravotních služeb při propouštění novorozenců
 Věstník Ročník 2013 MINISTERSTVA ZDRAVOTNICTVÍ ČESKÉ REPUBLIKY Částka 8 Vydáno: 9. PROSINCE 2013 Cena: 74 Kč OBSAH: 1. Postup poskytovatelů zdravotních služeb při propouštění novorozenců do vlastního sociálního
Věstník Ročník 2013 MINISTERSTVA ZDRAVOTNICTVÍ ČESKÉ REPUBLIKY Částka 8 Vydáno: 9. PROSINCE 2013 Cena: 74 Kč OBSAH: 1. Postup poskytovatelů zdravotních služeb při propouštění novorozenců do vlastního sociálního
1. Úvod, odhad nejistot měření, chyba metody. 2. Přístroje pro měření proudu, napětí a výkonu - přehled; měřicí zesilovače;
 . Úvod, odhad nejistot měření, chyba metody řesnost měření Základní kvantitativní charakteristika nejistoty měření Výpočet nejistoty údaje číslicových přístrojů Výpočet nejistoty nepřímých měření ozšířená
. Úvod, odhad nejistot měření, chyba metody řesnost měření Základní kvantitativní charakteristika nejistoty měření Výpočet nejistoty údaje číslicových přístrojů Výpočet nejistoty nepřímých měření ozšířená
TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI?
 Micromar. Mikrometry TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI? ŽÁDNÝ PROBLÉM PRO MICROMAR. Nejaktuálnější informace k produktům MICROMAR naleznete na našich webových stránkách: www.tm-technik.cz Mikrometry
Micromar. Mikrometry TOČÍ SE U VÁS VŠECHNO KOLEM PŘESNOSTI? ŽÁDNÝ PROBLÉM PRO MICROMAR. Nejaktuálnější informace k produktům MICROMAR naleznete na našich webových stránkách: www.tm-technik.cz Mikrometry
KSQ spol. s r.o. Kalibrační laboratoř Kubatova 1240/6, 370 04 České Budějovice
 Pracoviště kalibrační laboratoře: 1. České Budějovice 2. Kolín Havířská 202, 280 02 Kolín 4 1. České Budějovice Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1. Koncové měrky
Pracoviště kalibrační laboratoře: 1. České Budějovice 2. Kolín Havířská 202, 280 02 Kolín 4 1. České Budějovice Obor měřené : délka Kalibrace: Nominální teplota pro kalibraci: (20 ± C 1. Koncové měrky
Kontrolní metrologická střediska
 Kontrolní metrologická střediska AKREDITOVANÁ KALIBRAČNÍ LABORATOŘ PRO CEJCHOVÁNÍ A KALIBRACI PŘÍSTROJŮ PRO MĚŘENÍ ELEKTRICKÝCH VELIČIN hgff PROVOZ ELEKTROTECHNICKÝCH DÍLEN Kalibrační laboratoř se zabývá
Kontrolní metrologická střediska AKREDITOVANÁ KALIBRAČNÍ LABORATOŘ PRO CEJCHOVÁNÍ A KALIBRACI PŘÍSTROJŮ PRO MĚŘENÍ ELEKTRICKÝCH VELIČIN hgff PROVOZ ELEKTROTECHNICKÝCH DÍLEN Kalibrační laboratoř se zabývá
Posouzení přesnosti měření
 Přesnost měření Posouzení přesnosti měření Hodnotu kvantitativně popsaného parametru jakéhokoliv objektu zjistíme jedině měřením. Reálné měření má vždy omezenou přesnost V minulosti sloužila k posouzení
Přesnost měření Posouzení přesnosti měření Hodnotu kvantitativně popsaného parametru jakéhokoliv objektu zjistíme jedině měřením. Reálné měření má vždy omezenou přesnost V minulosti sloužila k posouzení
13/sv. 2 CS (73/362/EHS)
") 13/sv. 2 CS Úřední věstník Evropské unie 19 31973L0362 L 335/56 ÚŘEDNÍ VĚSTNÍK EVROPSKÝCH SPOLEČENSTVÍ 5.12.1973 SMĚRNICE RADY ze dne 19. listopadu 1973 o sbližování právních předpisůčlenských států týkajících
13/sv. 2 CS Úřední věstník Evropské unie 19 31973L0362 L 335/56 ÚŘEDNÍ VĚSTNÍK EVROPSKÝCH SPOLEČENSTVÍ 5.12.1973 SMĚRNICE RADY ze dne 19. listopadu 1973 o sbližování právních předpisůčlenských států týkajících
8/2.1 POŽADAVKY NA PROCESY MĚŘENÍ A MĚŘICÍ VYBAVENÍ
 MANAGEMENT PROCESŮ Systémy managementu měření se obecně v podnicích používají ke kontrole vlastní produkce, ať už ve fázi vstupní, mezioperační nebo výstupní. Procesy měření v sobě zahrnují nemalé úsilí
MANAGEMENT PROCESŮ Systémy managementu měření se obecně v podnicích používají ke kontrole vlastní produkce, ať už ve fázi vstupní, mezioperační nebo výstupní. Procesy měření v sobě zahrnují nemalé úsilí
Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1
 Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_19_T_3.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka
Číslo projektu Číslo materiálu Název školy CZ.1.07/1.5.00/34.0394 VY_32_INOVACE_19_T_3.01 Střední odborná škola a Střední odborné učiliště, Hustopeče, Masarykovo nám. 1 Autor Tématický celek Ing. Zdenka
V Y H L Á Š K A. Ministerstva průmyslu a obchodu. ze dne 14. července 2000,
 262 V Y H L Á Š K A Ministerstva průmyslu a obchodu ze dne 14. července 2000, kterou se zajišťuje jednotnost a správnost měřidel a měření Ministerstvo průmyslu a obchodu (dále jen "ministerstvo") stanoví
262 V Y H L Á Š K A Ministerstva průmyslu a obchodu ze dne 14. července 2000, kterou se zajišťuje jednotnost a správnost měřidel a měření Ministerstvo průmyslu a obchodu (dále jen "ministerstvo") stanoví
+420 476 163 536 Pavel.zeman@bilfinger.com. Technická kvalita. Generální ředitel Bilfinger Industrial Services Czech s.r.o.
 4258_Ř_31_01/0 ŘÁD ŘÁD PODNIKOVÉ METROLOGIE Krátký popis Tento dokument zajišťuje jednotnost evidence, hospodaření a manipulace s měřidly, správnost, přesnost, jednotnost a opakovatelnost měření v souladu
4258_Ř_31_01/0 ŘÁD ŘÁD PODNIKOVÉ METROLOGIE Krátký popis Tento dokument zajišťuje jednotnost evidence, hospodaření a manipulace s měřidly, správnost, přesnost, jednotnost a opakovatelnost měření v souladu
Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293
 Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293 - stoupání 1 mm - bubínek s řehtačkou - velké měřící plochy 8 mm - tlačítko pro přenos dat přímo na mikrometru - přesné a rychlé
Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293 - stoupání 1 mm - bubínek s řehtačkou - velké měřící plochy 8 mm - tlačítko pro přenos dat přímo na mikrometru - přesné a rychlé
Technický a zkušební ústav stavební Praha, s.p. Kalibrační laboratoř odštěpného závodu ZÚLP Čechova 59, České Budějovice
 Obor měřené veličiny: délka Kalibrace: Nominální teplota pro kalibraci: (20 ± 1) C Nominální teplota pro kalibraci koncových měrek: (20,0 ± 0,5) C 1) Měřená veličina Rozsah měřené veličiny 1 Koncové měrky
Obor měřené veličiny: délka Kalibrace: Nominální teplota pro kalibraci: (20 ± 1) C Nominální teplota pro kalibraci koncových měrek: (20,0 ± 0,5) C 1) Měřená veličina Rozsah měřené veličiny 1 Koncové měrky
Členění podle 505 o metrologii
 Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
Členění podle 505 o metrologii a. etalony, b. pracovní měřidla stanovená (stanovená měřidla) c. pracovní měřidla nestanovená (pracovní měřidla) d. certifikované referenční materiály Etalon: je ztělesněná
Kalibry. Vrtáky. Upínací nástroje. Měřidla. Brusné nástroje a ruční škrabáky
 Kalibry Název Rozměry Norma Závitové kroužky Whitworth od 1/8" do 6" Dle ČSN 25 4150, 25 4155, BS 84/W Mezní závitové trny od 1/8" do 6" Dle ČSN 25 4050,DIN ISO 228-1 pro trubkový závit "G" Upínací nástroje
Kalibry Název Rozměry Norma Závitové kroužky Whitworth od 1/8" do 6" Dle ČSN 25 4150, 25 4155, BS 84/W Mezní závitové trny od 1/8" do 6" Dle ČSN 25 4050,DIN ISO 228-1 pro trubkový závit "G" Upínací nástroje
PRAVIDLA PROVOZOVÁNÍ LOKÁLNÍCH DISTRIBUČNÍCH SOUSTAV KVALITA NAPĚTÍ V LOKÁLNÍ DISTRIBUČNÍ SOUSTAVĚ, ZPŦSOBY JEJÍHO ZJIŠŤOVÁNÍ A HODNOCENÍ
 PRAVIDLA PROVOZOVÁNÍ LOKÁLNÍCH DISTRIBUČNÍCH SOUSTAV PŘÍLOHA 3 KVALITA NAPĚTÍ V LOKÁLNÍ DISTRIBUČNÍ SOUSTAVĚ, ZPŦSOBY JEJÍHO ZJIŠŤOVÁNÍ A HODNOCENÍ Zpracovatel: PROVOZOVATEL LOKÁLNÍCH DISTRIBUČNÍCH SOUSTAV
PRAVIDLA PROVOZOVÁNÍ LOKÁLNÍCH DISTRIBUČNÍCH SOUSTAV PŘÍLOHA 3 KVALITA NAPĚTÍ V LOKÁLNÍ DISTRIBUČNÍ SOUSTAVĚ, ZPŦSOBY JEJÍHO ZJIŠŤOVÁNÍ A HODNOCENÍ Zpracovatel: PROVOZOVATEL LOKÁLNÍCH DISTRIBUČNÍCH SOUSTAV
Návrh relokačního zařízení. Bc. Karel Machálka
 Návrh relokačního zařízení Bc. Karel Machálka Diplomová práce 2012 Příjmení a jméno: Machálka Karel Obor: PI/KTZ P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské
Návrh relokačního zařízení Bc. Karel Machálka Diplomová práce 2012 Příjmení a jméno: Machálka Karel Obor: PI/KTZ P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním diplomové/bakalářské
DMS 680. Univerzální délkoměr. kalibrace měřidel dle směrnic ISO 9000
 DMS 680 Univerzální délkoměr kalibrace měřidel dle směrnic ISO 9000 2 Univerzální délkoměr DMS 680 Pro pravidelnou kalibraci měřidel, měrek, pracovních měřidel a etalonů - naprostá shoda Abbého principu.
DMS 680 Univerzální délkoměr kalibrace měřidel dle směrnic ISO 9000 2 Univerzální délkoměr DMS 680 Pro pravidelnou kalibraci měřidel, měrek, pracovních měřidel a etalonů - naprostá shoda Abbého principu.
505/1990 Sb. ZÁKON. ze dne 16. listopadu 1990. o metrologii. Federální shromáždění České a Slovenské federativní Republiky se usneslo na tomto zákoně:
 505/1990 Sb. ZÁKON ze dne 16. listopadu 1990 o metrologii Změna: 4/1993 Sb., 20/1993 Sb. Změna: 119/2000 Sb. Změna: 119/2000 Sb. (část) Změna: 137/2002 Sb. Změna: 13/2002 Sb. Změna: 226/2003 Sb. (část)
505/1990 Sb. ZÁKON ze dne 16. listopadu 1990 o metrologii Změna: 4/1993 Sb., 20/1993 Sb. Změna: 119/2000 Sb. Změna: 119/2000 Sb. (část) Změna: 137/2002 Sb. Změna: 13/2002 Sb. Změna: 226/2003 Sb. (část)
VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ. #2 Nejistoty měření
 VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ # Nejistoty měření Přesnost měření Klasický způsob vyjádření přesnosti měření chyba měření: Absolutní chyba X = X M X(S) Relativní chyba δ X = X(M) X(S) - X(M) je naměřená hodnota
VYSOKONAPĚŤOVÉ ZKUŠEBNICTVÍ # Nejistoty měření Přesnost měření Klasický způsob vyjádření přesnosti měření chyba měření: Absolutní chyba X = X M X(S) Relativní chyba δ X = X(M) X(S) - X(M) je naměřená hodnota
Úchylkoměr ID-H DIGIMATIC. Podrobné informace na straně 172 a 173. Podrobné informace na straně 174 a 175. Úchylkoměry
 OVÉ VÝROBKY Úchylkoměr ID-H DIGIMATIC Série 543 Podrobné informace na straně 172 a 173. DIGIMATIC Diitální úchylkoměry ID-B a ID- Série 543 Podrobné informace na straně 174 a 175. Úchylkoměry Série 1 Podrobné
OVÉ VÝROBKY Úchylkoměr ID-H DIGIMATIC Série 543 Podrobné informace na straně 172 a 173. DIGIMATIC Diitální úchylkoměry ID-B a ID- Série 543 Podrobné informace na straně 174 a 175. Úchylkoměry Série 1 Podrobné
Akreditovaný subjekt: Technický a zkušební ústav stavební Praha, s.p. Odštěpný závod ZÚLP kalibrační laboratoř Čechova 59, 370 65 České Budějovice
 List 1 z 10 Kalibrační listy podepisuje: Milan Pešek Jana Kutláková Vladimíra Všetečková vedoucí kalibrační laboratoře zástupce vedoucího kalibrační laboratoře zkušební technik Obor měřené veličiny: délka
List 1 z 10 Kalibrační listy podepisuje: Milan Pešek Jana Kutláková Vladimíra Všetečková vedoucí kalibrační laboratoře zástupce vedoucího kalibrační laboratoře zkušební technik Obor měřené veličiny: délka
Česká metrologická společnost, z.s.
 Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Metodika provozního měření MPM 1.1.2/01/16 METODIKA PROVOZNÍHO MĚŘENÍ
Česká metrologická společnost, z.s. Novotného lávka 5, 116 68 Praha 1 tel/fax: 221 082 254 e-mail: cms-zk@csvts.cz www.csvts.cz/cms Metodika provozního měření MPM 1.1.2/01/16 METODIKA PROVOZNÍHO MĚŘENÍ
METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ
 1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
1.6.2018 METODIKA PRO KONTROLU POSUVNÝCH MĚŘIDEL A HLOUBKOMĚRŮ Posuvná měřidla jsou délková měřidla s rovnoběžnými rovinnými plochami, mezi kterými lze v daném měřícím rozsahu měřidla měřit rozměry vně
METODIKA ZKOUŠENÍ CYLINDRICKÝCH VLOŽEK NEDESTRUKTIVNÍ METODOU BUMPINGU
 METODIKA ZKOUŠENÍ CYLINDRICKÝCH VLOŽEK NEDESTRUKTIVNÍ METODOU BUMPINGU 1 Obsah: 1. NORMATIVNÍ ODKAZY:... 3 2. ROZBOR... 3 2.1. ANALÝZA SYSTÉMU CYLINDRICKÉ VLOŽKY... 3 2.2. POVINNÁ DOKUMENTACE... 3 2.3.
METODIKA ZKOUŠENÍ CYLINDRICKÝCH VLOŽEK NEDESTRUKTIVNÍ METODOU BUMPINGU 1 Obsah: 1. NORMATIVNÍ ODKAZY:... 3 2. ROZBOR... 3 2.1. ANALÝZA SYSTÉMU CYLINDRICKÉ VLOŽKY... 3 2.2. POVINNÁ DOKUMENTACE... 3 2.3.
I. O P A T Ř E N Í O B E C N É P O V A H Y
 Český metrologický institut Okružní 31, 638 00 Brno Č.j.: 0313/008/15/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 Český metrologický institut (ČMI), jako orgán věcně a místně příslušný
Český metrologický institut Okružní 31, 638 00 Brno Č.j.: 0313/008/15/Pos. Vyřizuje: Ing. Miroslav Pospíšil Telefon: 545 555 135, -131 Český metrologický institut (ČMI), jako orgán věcně a místně příslušný
Resolution, Accuracy, Precision, Trueness
 Věra Fišerová 26.11.2013 Resolution, Accuracy, Precision, Trueness Při skenování se používá mnoho pojmů.. Shodnost měření, rozlišení, pravdivost měření, přesnost, opakovatelnost, nejistota měření, chyba
Věra Fišerová 26.11.2013 Resolution, Accuracy, Precision, Trueness Při skenování se používá mnoho pojmů.. Shodnost měření, rozlišení, pravdivost měření, přesnost, opakovatelnost, nejistota měření, chyba
Provedení poèátkù: - A standard, nula je cca 10 cm od oèka, (vhodný pro strojírenství a stavebnictví)
") MÌØICÍ PÁSM Použití: ve strojírenství v oblasti velkých rozmìrù pro pøesné mìøení a ve stavebnictví. Oblast použití IT 10 - IT 16. Přesnosti: Pásma jsou dodávána v I. a II. tøídì pøesnosti dle pøedpisu
MÌØICÍ PÁSM Použití: ve strojírenství v oblasti velkých rozmìrù pro pøesné mìøení a ve stavebnictví. Oblast použití IT 10 - IT 16. Přesnosti: Pásma jsou dodávána v I. a II. tøídì pøesnosti dle pøedpisu
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ. Katedra technologií a měření DIPLOMOVÁ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ Katedra technologií a měření DIPLOMOVÁ PRÁCE Optimalizace QMS podniku vyrábějícího elektronické součástky pro oblast průmyslové výroby a automotive
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ Katedra technologií a měření DIPLOMOVÁ PRÁCE Optimalizace QMS podniku vyrábějícího elektronické součástky pro oblast průmyslové výroby a automotive
Novela havarijní vyhlášky z pohledu chemického průmyslu vyhláška 175/2011 Sb. Praha, Hotel Populus 25.10.2011
 Novela havarijní vyhlášky z pohledu chemického průmyslu vyhláška 175/2011 Sb. Praha, Hotel Populus 25.10.2011 Novela havarijní vyhlášky z pohledu chemického průmyslu UNIPETROL SERVICES, s.r.o. byl zástupce
Novela havarijní vyhlášky z pohledu chemického průmyslu vyhláška 175/2011 Sb. Praha, Hotel Populus 25.10.2011 Novela havarijní vyhlášky z pohledu chemického průmyslu UNIPETROL SERVICES, s.r.o. byl zástupce
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ MĚŘENÍ VODIVOSTI KAPALIN BAKALÁŘSKÁ PRÁCE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV AUTOMATIZACE A MĚŘICÍ TECHNIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV AUTOMATIZACE A MĚŘICÍ TECHNIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION
Zákon č. 505/1990 Sb. o metrologii
 Zákon č. 505/1990 Sb. o metrologii se změnami: 4/1993 Sb., 20/1993 Sb., 119/2000 Sb., 137/2002 Sb., 13/2002 Sb., 226/2003 Sb., 444/2005 Sb., 481/2008 Sb., 223/2009 Sb., 155/2010 Sb., 18/2012 Sb. uveřejněno
Zákon č. 505/1990 Sb. o metrologii se změnami: 4/1993 Sb., 20/1993 Sb., 119/2000 Sb., 137/2002 Sb., 13/2002 Sb., 226/2003 Sb., 444/2005 Sb., 481/2008 Sb., 223/2009 Sb., 155/2010 Sb., 18/2012 Sb. uveřejněno
CHEMIE A CHEMICKÉ TECHNOLOGIE (N150013) 3.r.
 3.r.") L A B O R A T O Ř O B O R U CHEMIE A CHEMICKÉ TECHNOLOGIE (N150013) 3.r. Ústav organické technologie (111) Ing. I. Dudková Doc. Ing. B. Dvořák, CSc. budova A, místnost č. S31 MĚŘENÍ VYBRANÝCH TECHNICKÝCH
L A B O R A T O Ř O B O R U CHEMIE A CHEMICKÉ TECHNOLOGIE (N150013) 3.r. Ústav organické technologie (111) Ing. I. Dudková Doc. Ing. B. Dvořák, CSc. budova A, místnost č. S31 MĚŘENÍ VYBRANÝCH TECHNICKÝCH
SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem
 HUMISTAR DUBEN 2008 URČENÍ SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem řada HP- 3 a HTP- 3 Měřicí sondy vlhkosti a teploty řady HTP-3 se používají ke kontinuálnímu měření vlhkosti
HUMISTAR DUBEN 2008 URČENÍ SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem řada HP- 3 a HTP- 3 Měřicí sondy vlhkosti a teploty řady HTP-3 se používají ke kontinuálnímu měření vlhkosti
DÉLKOMĚRY - SYSTÉMY PRO KALIBRACI
 DÉLKOMĚRY - SYSTÉMY PRO KALIBRACI Nabízíme různé systémy pro kalibraci, kontrolu a nastavování běžných typů měřidel a etalonů. Systémy se liší v měřících rozsazích, dosahovaných přesnostech, v komplexnosti
DÉLKOMĚRY - SYSTÉMY PRO KALIBRACI Nabízíme různé systémy pro kalibraci, kontrolu a nastavování běžných typů měřidel a etalonů. Systémy se liší v měřících rozsazích, dosahovaných přesnostech, v komplexnosti
Hodnoticí standard. Metrolog (kód: 39-007-R) Odborná způsobilost. Platnost standardu
 Odborná způsobilost. Platnost standardu") Metrolog (kód: 39-007-R) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Speciální a interdisciplinární obory (kód: 39) Týká se povolání: Metrolog Kvalifikační úroveň NSK - EQF: 6 Odborná
Metrolog (kód: 39-007-R) Autorizující orgán: Ministerstvo průmyslu a obchodu Skupina oborů: Speciální a interdisciplinární obory (kód: 39) Týká se povolání: Metrolog Kvalifikační úroveň NSK - EQF: 6 Odborná
Možnosti kalibrace dotykových sond pro měření teploty povrchu
 Možnosti kalibrace dotykových sond pro povrchu V článku je diskutována problematika povrchu se zvláštním zřetelem na obecně používané principy a popsán nový kalibrační blok zkonstruovaný pro účely kalibrace
Možnosti kalibrace dotykových sond pro povrchu V článku je diskutována problematika povrchu se zvláštním zřetelem na obecně používané principy a popsán nový kalibrační blok zkonstruovaný pro účely kalibrace
Digitální univerzální posuvné měřítko 25 RS Varimeter. Parametry. Technická data. Příslušenství. Použití. 10-2 Multimar. Univerzální měřicí přístroje
 10-2 Multimar. Univerzální měřicí přístroje Digitální univerzální posuvné měřítko 25 RS Varimeter Obrázek s příslušenstvím Použití Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení
10-2 Multimar. Univerzální měřicí přístroje Digitální univerzální posuvné měřítko 25 RS Varimeter Obrázek s příslušenstvím Použití Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení
3/8.4 PRAKTICKÉ APLIKACE PŘI POUŽÍVÁNÍ NEJISTOT
 PROKAZOVÁNÍ SHODY VÝROBKŮ část 3, díl 8, kapitola 4, str. 1 3/8.4 PRAKTICKÉ APLIKACE PŘI POUŽÍVÁNÍ NEJISTOT Vyjadřování standardní kombinované nejistoty výsledku zkoušky Výsledek zkoušky se vyjadřuje v
PROKAZOVÁNÍ SHODY VÝROBKŮ část 3, díl 8, kapitola 4, str. 1 3/8.4 PRAKTICKÉ APLIKACE PŘI POUŽÍVÁNÍ NEJISTOT Vyjadřování standardní kombinované nejistoty výsledku zkoušky Výsledek zkoušky se vyjadřuje v
Sborníky technické harmonizace 2009
 Sborníky technické harmonizace 2009 HOTOVĚ BALENÉ ZBOŽÍ V KOSTCE (aktualizované znění)g. Stanislav Zajíc, Ing. Jindřich Pošvář Ing. Stanislav Zajíc Ing. Jindřich Pošvář Hotově balené zboží v kostce HOTOVĚ
Sborníky technické harmonizace 2009 HOTOVĚ BALENÉ ZBOŽÍ V KOSTCE (aktualizované znění)g. Stanislav Zajíc, Ing. Jindřich Pošvář Ing. Stanislav Zajíc Ing. Jindřich Pošvář Hotově balené zboží v kostce HOTOVĚ
Kontrola uložení pístního čepu měření mikrometrem a subitem
 Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem
 HUMISTAR LEDEN 2009 URČENÍ SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem řady HP- 7 a HTP-7 Měřicí sondy vlhkosti a teploty řady HTP-7... se používají ke kontinuálnímu měření vlhkosti
HUMISTAR LEDEN 2009 URČENÍ SONDY VLHKOSTI A SONDY VLHKOSTI a TEPLOTY s frekvenčním výstupem řady HP- 7 a HTP-7 Měřicí sondy vlhkosti a teploty řady HTP-7... se používají ke kontinuálnímu měření vlhkosti
505/1990 Sb. ZÁKON. ze dne 16. listopadu 1990. o metrologii ČÁST I. Všeobecná ustanovení. Účel zákona. nadpis vypuštěn
 Systém ASPI - stav k 18.10.2015 do částky 109/2015 Sb. a 32/2015 Sb.m.s. 505/1990 Sb. - o metrologii - poslední stav textu Změna: 4/1993 Sb., 20/1993 Sb. Změna: 119/2000 Sb. Změna: 119/2000 Sb. (část)
Systém ASPI - stav k 18.10.2015 do částky 109/2015 Sb. a 32/2015 Sb.m.s. 505/1990 Sb. - o metrologii - poslední stav textu Změna: 4/1993 Sb., 20/1993 Sb. Změna: 119/2000 Sb. Změna: 119/2000 Sb. (část)
Výsledky kalibrace a jak s nimi pracovat
 Výsledky kalibrace a jak s nimi pracovat Ing. Miroslav Netopil, Ing. Pavel Trávníček Akreditovaná kalibrační laboratoř Institut pro testování a certifikaci, a.s, 1 Základní pojmy I Kalibrace (slovník VIM
Výsledky kalibrace a jak s nimi pracovat Ing. Miroslav Netopil, Ing. Pavel Trávníček Akreditovaná kalibrační laboratoř Institut pro testování a certifikaci, a.s, 1 Základní pojmy I Kalibrace (slovník VIM
1977L0537 CS 30.10.1997 002.001 1
 1977L0537 CS 30.10.1997 002.001 1 Tento dokument je třeba brát jako dokumentační nástroj a instituce nenesou jakoukoli odpovědnost za jeho obsah B SMĚRNICE RADY ze dne 28. června 1977 o sbližování právních
1977L0537 CS 30.10.1997 002.001 1 Tento dokument je třeba brát jako dokumentační nástroj a instituce nenesou jakoukoli odpovědnost za jeho obsah B SMĚRNICE RADY ze dne 28. června 1977 o sbližování právních