Úvod. je možné rozdělit podle: Ohřev materiálu Technologie objemového tvář ení
|
|
|
- Ivana Procházková
- před 6 lety
- Počet zobrazení:
Transkript
1 Úvod Technologické tvářecí procesy je možné rozdělit podle: Ohřev materiálu Technologie objemového tvář ení
2 Úvod Definice Výhody, nevýhody
3 Definice Tvářením kovů rozumíme technologický (výrobní) proces, při kterém dochází k požadované změně tvaru výrobku nebo polotovaru, příp. vlastností, v důsledku působení vnějších sil bez odběru třísek. Podstatou tváření je vznik plastických deformací, ke kterým dojde v okamžiku dosažení napětí na mezi kluzu pro daný materiál. Tento děj je provázen fyzikálními změnami a změnami struktury materiálu, což ovlivňuje mechanické vlastnosti materiálu.
4 Výhody, nevýhody Výhodami tváření jsou vysoká produktivita práce, vysoké využití materiálu a velmi dobrá rozměrová přesnost tvářených výrobků. Nevýhodou je vysoká cena strojů a nástrojů a omezení rozměry konečného výrobku.
5 Technologické tvářecí procesy j e možné rozdělit podle: teploty tepelného efektu stupně dosažené deformace podle působení vnějších sil
6 Rozdělení tvářecích procesů pod le teploty: Při změně teploty se mění deformační odpor materiálu (oceli) proti tváření. Se zvyšující se teplotou se zlepšují plastické vlastnosti kovů a jejich slitin. Rozdělení tvářecích procesů podle teploty je vlastně rozdělení podle vztahu teploty tvářeného materiálu k teplotě rekrystalizace (přibližně 0,4 teploty tání kovu ). Rekrystalizační teplota je teplota, při které dochází k regeneraci deformovaných zrn vzniklých tvářením za studena beze změny krystalové mřížky. Potom tedy rozdělení tvářecích technologií podle teploty je na: tváření tváření tváření za za za studena tepla poloohřevu
7 Rozdělení tvářecích procesů podle teploty
, zrna se deformují ve směru tváření, vytváří se textura, dochází k anizotropii mechanických vlastností.")
8 tváření za studena tváření pod rekrystalizační teplotou(30 % teploty tání tvářeného materiálu) dochází ke zpevňování materiálu, které se zachová a k nárůstu odporu proti dalšímu tváření (nakonec dojde k vyčerpání plastičnosti materiálu), zrna se deformují ve směru tváření, vytváří se textura, dochází k anizotropii mechanických vlastností. Zpevněním se zvyšují mechanické hodnoty (mez pevnosti a mez kluzu) a klesá tažnost. Zahřátím kovu je možné obnovit deformační schopnost, kov získává opět schopnost být plasticky tvářen výhodou je vysoká přesnost rozměrů, kvalitní povrch (nenastává okujení) a zlepšování vlastností zpevněním nevýhodou je nutnost používat velké tvářecí síly, nerovnoměrné zpevňování a omezená tvárnost materiálu.
9 tváření za tepla probíhá nad rekrystalizační teplotou (70 % teploty tání daného materiálu) Materiál se nezpevňuje a k tváření stačí síly až desetkrát menší, než u tváření za studena. Může a nemusí vznikat textura, ale povrch je nekvalitní vlivem okujení, navíc hrubne zrno, což je problematické u dalších technologických operací z hlediska kvality. Vláknitou strukturu je nemožné změnit tepelným zpracováním, ani tvářením. Vláknitá struktura ovlivňuje mechanické vlastnosti a anizotropii. Vzniká v důsledku nečistot, obsažených v povrchových vrstvách krystalů. výhodou je že k tváření stačí síly až desetkrát menší, než u tváření za studena, odstranění trhlin, bublin atd nevýhodou je vznik okují, hrubne zrno,zdlouhaví a nákladný proces
10 tváření za poloohřevu představuje kompromis mezi tvářením za studena a za tepla. Důvodem je zlepšení přetvárných vlastností oproti tváření za studena, snížení přetvárných odporů, dosažení zlepšení mechanických a fyzikálních vlastností, přesnosti a jakosti povrchu. Horní teploty jsou omezeny oxidací povrchu.
11 tepelného efektu Část energie, vynaložené na tváření, se mění na teplo a množství tepla závisí na rychlosti deformace a odporu materiálu proti deformaci. Podle toho, kam se odvede vzniklé teplo, se tvářecí procesy dělí na: izotermické tváření je tváření, kdy veškeré vyvinuté teplo je odvedeno do okolí a teplota tvářeného kovu se nemění. Deformace je dostatečně pomalá. adiabatické tváření je proces tváření, při kterém veškeré teplo zůstane v materiálu a dojde ke zvýšení teploty kovu. Deformace je extrémně vysoká. polytropické tváření je způsob tváření, u kterého se část tepla odvede do okolí a část tepla zůstane v tvářeném materiálu, což je nejčastější případ.
12 stupně dosažené deformace Kritériem je zde stupeň deformace při určité teplotě a rychlosti deformace bez nebezpečí vzniku trhlin na povrchu materiálu. Část energie, vynaložené na tváření, se mění na teplo a množství tepla závisí na rychlosti deformace a odporu materiálu proti deformaci. Podle toho se tvářecí procesy dělí na: procesy, kdy tlak mezi nástrojem a materiálem je malý, ke vzniku deformace jsou potřeba malé síly a povrch volného materiálu je výrazně větší, než povrch, který je ve styku s nástrojem (např. volné kování), procesy, kdy tlak mezi nástrojem a materiálem je velký, ke vzniku deformace jsou potřeba velké síly a povrch volného materiálu je přibližně stejný jako povrch, který je ve styku s nástrojem (např. zápustkové kování), procesy, kdy tlak mezi nástrojem a materiálem je velmi vysoký, ke vzniku deformace jsou potřeba značně velké síly a povrch volného materiálu je menší, než povrch, který je ve styku s nástrojem (např. protlačování).
13 podle působení vnějších sil Z tohoto hlediska se tváření kovů dělí na: tváření objemové, při kterém deformace nastává ve směru všech tří os souřadného systému a patří sem válcování, kování, protlačování, tažení drátů. tváření plošné, při kterém převládají deformace ve dvou směrech. Patří sem tažení, ohýbání, stříhání, apod.
14 Ohřev materiálu Pro dodržení technologických podmínek zpracování je velmi důležitá správná volba a dosažení tvářecích teplot. Oblast tvářecích teplot uhlíkových ocelí je ukázána na obrázku. Odlitý materiál (ingot) se tváří při teplotách přibližně o 100 až 150 oc vyšších, než materiál již jednou tvářený. Nižší teploty jsou i pro volné kování, než pro zápustkové kování. Teplota během tváření se snižuje k dolní hranici tvářecích teplot a pokud ještě není práce skončena, je nutný nový přiměřený ohřev. Je nutné si však uvědomit, že sice při vyšších teplotách jsou menší odpory proti deformaci, na druhé straně hrubne struktura, klesá houževnatost, roste tvorba okují a oduhličení. Ohřev musí být proveden tak, aby bylo zajištěno rovnoměrné prohřátí v celém průřezu co nejrychleji, aby ztráty opalem byly co nejmenší. Oceli s vyšším obsahem uhlíku a legované oceli se zpočátku musí ohřívat velmi pomalu, aby nedocházelo k praskání. Výpočet doby ohřevu
15 Ohřev materiálu Pro dodržení technologických podmínek zpracování je velmi důležitá správná volba a dosažení tvářecích teplot. Oblast tvářecích teplot uhlíkových ocelí je ukázána na obrázku. Odlitý materiál (ingot) se tváří při teplotách přibližně o 100 až 150 oc vyšších, než materiál již jednou tvářený. Nižší teploty jsou i pro volné kování, než pro zápustkové kování. Teplota během tváření se snižuje k dolní hranici tvářecích teplot a pokud ještě není práce skončena, je nutný nový přiměřený ohřev. Je nutné si však uvědomit, že sice při vyšších teplotách jsou menší odpory proti deformaci, na druhé straně hrubne struktura, klesá houževnatost, roste tvorba okují a oduhličení. Ohřev musí být proveden tak, aby bylo zajištěno rovnoměrné prohřátí v celém průřezu co nejrychleji, aby ztráty opalem byly co nejmenší. Oceli s vyšším obsahem uhlíku a legované oceli se zpočátku musí ohřívat velmi pomalu, aby nedocházelo k praskání. Výpočet doby ohřevu
16 Při ohřevu mohou nastat nežádoucí procesy ovlivnění povrchu oceli prostředím oxidace, oduhličování. Vznik okují během oxidace povrchu nepříznivě působí na tvářecí nástroje, jakost povrchu a rozměrovou přesnost, navíc vede ke ztrátě materiálu. Oxidace (okujení, tvorba oxidu železnatého) nastává při teplotách vyšších, jak 600 oc a při teplotách nad 900 oc je rychlost tvorby okují již vysoká. Stupeň oxidace závisí na době ohřevu, teplotě ohřevu, složení pecní atmosféry, druhu materiálu. Pokud bychom chtěli mít bezokujový ohřev, museli bychom materiál ohřívat v ochranné atmosféře. Oduhličení vede k ochuzování povrchu materiálu o uhlík a závisí na složení pecní atmosféry, na době a teplotě ohřevu a na obsahu uhlíku v oceli.
17 Výpočet doby ohřevu Doba ohřevu t na teplotu tváření závisí na tepelné bilanci pece, tepelné vodivosti materiálu a jeho rozložení v peci: t = a. k. D kde: t čas potřebný k ohřevu z 0 oc na 1200 oc [h], a součinitel závisící na průřezu materiálu a na jeho rozložení v peci, k součinitel vlivu chemického složení materiálu (u uhlíkových ocelí je roven 10, u legovaných 10 až 20) D průměr nebo délka strany průřezu ohřívaného materiálu [m].
18 Výpočet doby ohřevu Doba ohřevu t na teplotu tváření závisí na tepelné bilanci pece, tepelné vodivosti materiálu a jeho rozložení v peci: t = a. k. D. kde t čas potřebný k ohřevu z 0 oc na 1200 oc [h], a součinitel závisící na průřezu materiálu a na jeho rozložení v peci, k součinitel vlivu chemického složení materiálu (u uhlíkových ocelí je roven 10, u legovaných 10 až 20) D průměr nebo délka strany průřezu ohřívaného materiálu [m].
19 Technologie objemového tvá ření válcování kování tažení drátů a profilů protlačování stříhání ohýbání
20 Válcování Jako polotovar se používá přístřih. tyče, sochoru, apod. Dále uvedené technologie mohou teoreticky probíhat při libovolných teplotách, tedy za studena, za tepla a za poloohřevu. Princip Výroba polotovarů válcováním Několik technologických způsobů výroby b ezešvých trubek: Speciální způsob válcování
21 Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 oc a válcují se na předvalky. Z těch se pak vyrábějí válcováním konečné výrobky vývalky (tyče, kolejnice, plechy, pásy, trubky, apod.). Válcováním rozumíme kontinuální proces, při kterém se tvářený materiál deformuje mezi otáčejícími se pracovními válci za podmínek převažujícího všestranného tlaku. Válcovaný materiál se mezi válci deformuje, výška se snižuje, materiál se prodlužuje a současně rozšiřuje a mění se i rychlost, kterou válcovaný materiál z válcovací stolice vystupuje. Mezera mezi pracovními válci je menší, než vstupní rozměr materiálu. Válcování se provádí hlavně za tepla, ale i za studena. Výsledkem procesu je vývalek. Podle směru, kterým válcovaný materiál prochází pracovními válci, podle uložení os válců vzhledem k válcovanému materiálu a podle průběhu deformace válcování dělíme na podélné, příčné a kosé. Metody válcování
22 Metody válcování Podélným válcování se materiál tváří ve směru podélném a tímto způsobem se vyrábějí tyče, kolejnice, tj. dlouhé polotovary. Při podélném válcování neprobíhá plastická deformace současně v celém objemu, ale pouze v relativně malé části. Příčným válcováním se redukuje radiální průřez a tento způsob se používá např. pro osazené hřídele. U kosého válcování jsou mimoběžné osy a takto se vyrábějí např. trubky.
23 Výroba polotovarů válcován ím Válcováním lze vyrábět velké množství polotovarů rozmanitých tvarů. Mezi základní patří: Válcování drátů-dráty se válcují na speciálních válcovacích tratích za tepla, které jsou kontinuální, nepřetržité. Válcování plechů-plechy se válcují ve válcovacích stolicích s hladkými válci z plochých předvalků. Válcování profilů-profily různých tvarů a rozměrů se válcují na profilových válcovacích stolicích. Válcovaný materiál prochází postupně kalibry, které se zmenšují, aniž se válce k sobě přibližují. Poslední kalibr má tvar požadovaného profilu. Válcují se jak profily kruhové, čtyřhranné, šestihranné, atd., tak tyče různých profilů jako I, U, L, kolejnice atd. Válcování trubek- Trubky (bezešvé) se také vyrábějí převážně válcováním. Jejich výrobu můžeme rozdělit zhruba do dvou základních operací: 1.výroba dutých polotovarů s velkou tloušťkou stěny pomocí kosého nebo příčného válcování na dvou nebo tříválcích - děrování a válcování polotovarů 2.zpracování těchto polotovarů na trubky poutnickým nebo klasickým způsobem válcování děrovaného polotovaru (redukce průměru, prodloužení), kalibrace rozměrů.
24 Několik technologických způso bů výroby bezešvých trubek: Mannesmanův (válcování na tratích s poutnickými stolicemi) Stiefelův (válcování na tratích s poutnickými stolicemi, podélným, příčným a podélným kalibračním válcováním) Spojité válcování trubek Asselův (válcování na tratích s tříválcovou stolicí) Diescherův (válcování na tratích s příčnými válci) Výroba na tratích s tlačnou válcovací děrovací hlavou Ostatní způsoby (lisování, protlačování, ), budou uvedeny v následujících kapitolách.
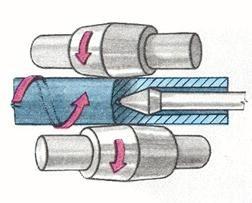
25 Mannesmanův
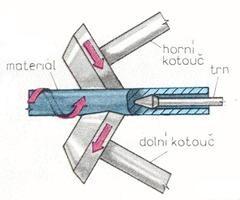
26 Stiefelův
27 Speciální způsob válcování Příčné klínové válcování Válcování kuličkových polotovarů
28 Příčné klínové válcování Válcováním lze vyrábět též speciální strojní a hutní výrobky. Například tzv. příčné klínové válcování (Holubova metoda). Používá se pro výrobu předkovků, vývalků, ale i pro výrobu polotovarů rotačních tvarů v konečné kvalitě. Polotovar je a nebo může být indukčně ohřát a posunut do tvářecího stroje. Maximální průměr vývalku je 40 mm, délka 320 mm, výkon je 10 až 20 kusů za minutu. Tímto způsobem se vyrábějí např. osy šlapek jízdních kol.
29 Příčné klínové válcování Válcováním lze vyrábět též speciální strojní a hutní výrobky. Například tzv. příčné klínové válcování (Holubova metoda). Používá se pro výrobu předkovků, vývalků, ale i pro výrobu polotovarů rotačních tvarů v konečné kvalitě. Polotovar je a nebo může být indukčně ohřát a posunut do tvářecího stroje. Maximální průměr vývalku je 40 mm, délka 320 mm, výkon je 10 až 20 kusů za minutu. Tímto způsobem se vyrábějí např. osy šlapek jízdních kol.
30 Válcování kuličkových polotova rů Válcování kuličkových předvalků kosým válcováním válci se šroubovicovým profilem z tyče. Kuličkové předvalky jsou určeny pro další výrobu kuliček pro kuličková ložiska. Vysoká přesnost kuliček je dána tvářením za studena, dochází zde ke zpevnění materiálu a k jeho pěchování. V poslední profilové části válců dojde k ustřižení kuličky od zbytku tyče.
31 Válcování kuličkových polotovarů Válcování kuličkových předvalků kosým válcováním válci se šroubovicovým profilem z tyče. Kuličkové předvalky jsou určeny pro další výrobu kuliček pro kuličková ložiska. Vysoká přesnost kuliček je dána tvářením za studena, dochází zde ke zpevnění materiálu a k jeho pěchování. V poslední profilové části válců dojde k ustřižení kuličky od zbytku tyče.
32 Kovaní Úvod Rozdělení kovaní
33 Úvod Kováním rozumíme objemové tváření za tepla, prováděné úderem nebo klidně působící silou. Kování má bohatou historii - ruční kování pomocí kladiva kovadliny zná lidstvo několik tisíců let. Jedná se o přetržitý způsob a výkovek má požadovaný tvar, příznivou makrostrukturu, výhodnou mikrostrukturu a zvýšené mechanické a fyzikální vlastnosti. Kováním lze zpracovávat téměř všechny kovy. Strojní kování zproduktivňuje výrobu malých a středně velkých výkovků a umožňuje zpracování těžkých odlitků. Hlavní důraz při kování se klade na nejmenší spotřebu materiálu, optimální přesnost výkovku, vysokou jakost tvářeného kovu, příznivý průběh vláken a na ekonomii provozu. Kování nejenom umožňuje vyrábět tvary požadovaného rozměru, ale zároveň i zlepšovat původní mechanické vlastnosti a strukturu - kování má velký význam nejenom pro tvarování výrobků, ale i pro zlepšení jejich mechanických vlastností (stupeň prokování). Účelem prokování je odstranění nestejnorodé hrubé licí struktury a metalurgických vad u ingotů, které snižují tvárnost a fyzikální a mechanické hodnoty a vlastnosti kovu.
34 Úvod Kováním rozumíme objemové tváření za tepla, prováděné úderem nebo klidně působící silou. Kování má bohatou historii - ruční kování pomocí kladiva kovadliny zná lidstvo několik tisíců let. Jedná se o přetržitý způsob a výkovek má požadovaný tvar, příznivou makrostrukturu, výhodnou mikrostrukturu a zvýšené mechanické a fyzikální vlastnosti. Kováním lze zpracovávat téměř všechny kovy. Strojní kování zproduktivňuje výrobu malých a středně velkých výkovků a umožňuje zpracování těžkých odlitků. Hlavní důraz při kování se klade na nejmenší spotřebu materiálu, optimální přesnost výkovku, vysokou jakost tvářeného kovu, příznivý průběh vláken a na ekonomii provozu. Kování nejenom umožňuje vyrábět tvary požadovaného rozměru, ale zároveň i zlepšovat původní mechanické vlastnosti a strukturu - kování má velký význam nejenom pro tvarování výrobků, ale i pro zlepšení jejich mechanických vlastností (stupeň prokování). Účelem prokování je odstranění nestejnorodé hrubé licí struktury a metalurgických vad u ingotů, které snižují tvárnost a fyzikální a mechanické hodnoty a vlastnosti kovu.
35 Rozdělení kovaní Kování dělíme na volné, tj. na kovadlině nebo pomocí univerzálních kovacích podložek Při volném kování může materiál tvářený údery nebo tlakem téct volně hlavně ve směru kolmém k působení síly. zápustkové, tj. ve tvarových dutinách (zápustkách). Při zápustkovém kování je materiál vtlačován údery nebo tlakem do kovové, většinou dvoudílné zápustky. Volné kovaní Zápustkové kovaní Speciální způsoby kování

36 Volné kovaní
37 Zápustkové kovaní
38 Speciální způsoby kování Přesné kování Kování na vodorovných kovacích stroj ích Kování protlačováním Kování za rotace Vícecestné kování

39 Přesné kování

40 Kování na vodorovných kovacích strojích
41 Kování protlačováním

42 Kování za rotace
43 Vícecestné kování
44 Tažení drátů a profilů Úvod Technologické postupy tažení
45 Úvod Tažení je protahování polotovaru otvorem průvlaku, při kterém se zmenšuje příčný průřez a zvětšuje délka. Dosahuje se přesných rozměrů a tvarů, zlepšuje se jakost povrchu a mechanické vlastnosti. Nástroj je nepohyblivý. Pokud je vyčerpána plasticita, musí se provést mezioperační žíhání. Nejdůležitější podmínkou pro tažení drátů, trubek a profilů je snížení vnitřního pnutí pomocí mazání. Mazivo musí snižovat součinitel tření, oddělovat polotovar a průvlak, odvádět teplo a zajišťovat hladký povrch. Jako výchozí polotovar se používají např. tyče válcované za tepla. Následně se očistí od okují, na jednom konci zašpičatí a za takto upravený konec se chytne polotovar kleštěmi a následuje proces tažení. Tažení se používá pro výrobu drátů, tyčí a nepravidelných tvarů a průřezů. Táhnout se dají plná i dutá tělesa. Dráty mohou být taženy za sucha nebo za mokra s povrchovou (pozinkování, pocínování, atd.) nebo bez povrchové úpravy.
46 Technologické postupy tažen í Technologie tažení je podstatně nákladnější, než válcování a proto počet tahů má být minimální. Získání kovově lesklého povrchu vyžaduje minimální celkový plošný úběr 50 %, obvyklé úběry jsou kolem 80 až 90 %, což však nelze udělat na jediný tah. Před vlastním tažením musí být dokonalá příprava povrchu, tj. odstranění okují a nanesení vrstvy, která slouží jako nosič maziva. Jedním z technologických postupů tažení je tažení drátů, které se dělí do následujících technologických postupů: jednoduché tažení tažení s protitahem (jednoduché tažení + protitah ke snížení měrné síly a zahřátí) stupňovité tažení (deformace je rozložena do více stupňů, roste spotřeba energie na tažení) tažení za tepla (u ocelí se sníženou tvářitelností) tažení za snížených teplot (dosažení zvýšené pevnosti) Pro tažení tyčové oceli se jako polotovar používá tyčová ocel válcovaná za tepla kruhového, šestihranného, čtvercového nebo plochého průřezu. Pro tažení bezešvých trubek a profilů, které se na rozdíl od drátu táhnou v konečné délce, se používá přetržitý proces. Nejčastěji se provádí za studena a je určena pro trubky malých a středních rozměrů (od 0,1 až do 250 mm), tenkostěnných i tlustostěnných, s nároky na rozměrovou přesnost a jakost povrchu (lesklý a hladký vnější i vnitřní povrch). Někdy se tyto trubky označují jako trubky přesné. Polotovarem jsou trubky vyráběné válcováním zhruba do délky 4,5 m s upraveným koncem pro prostrčení průvlakem. Základní způsoby tažení trubek jsou (jednotlivé způsoby tažení se rozlišují podle toho, jak se vymezuje vnitřní průměr trubek během procesu tažení, protože vnější průměr trubky je vždy vymezen průměrem průvlaku): průvlečné tažení tažení na uchyceném trnu tažení na volném trnu tažení na tyči

47 Průvlečné tažení průvlečné tažení (tažnou sílu přenáší trubka, vnitřní průměr ani tloušťka stěny není vymezena žádným nástrojem)

48 Tažení na uchyceném trnu tažení na uchyceném trnu (tažnou sílu přenáší trubka
49 Tažení na volném trnu tažení na volném trnu (tažnou sílu přenáší trubka, trn musí mít takový kuželovitý tvar, aby nedošlo buď k vytlačení trnu a nebo ke vtažení dopředu)
50 Tažení na tyči tažení na tyči (tažnou sílu přenáší tyč, následuje rozválcování aby šla tyč vytáhnout není zde přesnost rozměrů, pro malé průměry trubek se táhne na struně)
51 Protlačování úvod princip Rozdělení technologických způsobů p rotlačování
52 Úvod Protlačování je technologie, kterou můžeme provádět za tepla, za poloohřevu a za studena. Tvářený materiál se přemísťuje a jeho směr pohybu je určen konstrukcí nástroje protlačovadla. Výrobek se nazývá protlaček. Tuto technologii je možno dělit do dvou skupin. První se týká výroby finálních výrobků, druhá výroby polotovarů (trubek, tyčí, profilů, apod.). Protlačování za studena je u lehkých a barevných kovů známo již přes 100 let. Tímto způsobem se vyráběly a vyrábějí např. tuby, nábojnice, apod.
53 Princip Principem protlačování je deformace materiálu v důsledku působících sil do předem stanoveného směru s konečnými výhodnými mechanickými a rozměrovými vlastnostmi konečného výrobku. Protlačování je jedním z procesů, které přispěly k výraznému snížení vlastních nákladů ve výrobě, tedy i k racionalizaci výroby. Přesnost průtlačků je obvykle velmi vysoká (±0,05 mm), takže není nutno před montáží průtlačky rozměrově upravovat. Také využití materiálu je vysoké, 90 až 100 %
54 Princip Principem protlačování je deformace materiálu v důsledku působících sil do předem stanoveného směru s konečnými výhodnými mechanickými a rozměrovými vlastnostmi konečného výrobku. Protlačování je jedním z procesů, které přispěly k výraznému snížení vlastních nákladů ve výrobě, tedy i k racionalizaci výroby. Přesnost průtlačků je obvykle velmi vysoká (±0,05 mm), takže není nutno před montáží průtlačky rozměrově upravovat. Také využití materiálu je vysoké, 90 až 100 %
55 Rozdělení technologických způs obů protlačování Protlačování dělíme podle směru pohybu materiálu a nástroje na: dopředné Zpětné Kombinované Stranové a Radiální Speciální způsoby
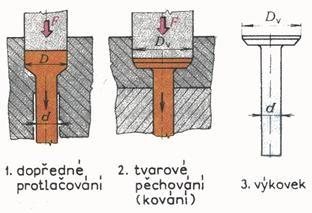
56 Dopředné protlačování Při dopředném (přímém) protlačování se materiál pohybuje ve stejném směru jako průtlačník. Výchozím polotovarem bývá kalota, získaná např. lisováním plechu nebo upichováním z tyčí. Používá se při tváření čepů, šroubů, pouzder, apod., tedy výrobků, u kterých není konstantní průřez
57 Dopředné protlačování Při dopředném (přímém) protlačování se materiál pohybuje ve stejném směru jako průtlačník. Výchozím polotovarem bývá kalota, získaná např. lisováním plechu nebo upichováním z tyčí. Používá se při tváření čepů, šroubů, pouzder, apod., tedy výrobků, u kterých není konstantní průřez
58 Zpětné protlačování Pří zpětném protlačování se pohybuje materiál v opačném směru a používá se k výrobě dutých protlačků i se žebry, kdy tloušťka stěny je v porovnání s průměrem velmi malá anebo naopak.
59 Zpětné protlačování Pří zpětném protlačování se pohybuje materiál v opačném směru a používá se k výrobě dutých protlačků i se žebry, kdy tloušťka stěny je v porovnání s průměrem velmi malá anebo naopak.
60 Kombinované (sdružené) protla čování Vyrábí se tím profilové výrobky, které jsou velmi namáhané a které nemusí být válcového tvaru. Při kombinovaném protlačování se materiál pohybuje v obou jmenovaných směrech, kdy musí platit, že stupeň deformace v dolní části průtlačku na dně průtlačnice musí být menší, než v horní části, kterou tváří průtlačník, jinak materiál do tvarovaného dna nezateče.
61 Kombinované (sdružené) protla čování Vyrábí se tím profilové výrobky, které jsou velmi namáhané a které nemusí být válcového tvaru. Při kombinovaném protlačování se materiál pohybuje v obou jmenovaných směrech, kdy musí platit, že stupeň deformace v dolní části průtlačku na dně průtlačnice musí být menší, než v horní části, kterou tváří průtlačník, jinak materiál do tvarovaného dna nezateče.
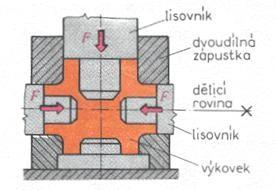
62 Stranové a radiální protlačo vání Při stranovém protlačování se tvářený materiál pohybuje kolmo na směr pohybu průtlačníku a slouží k výrobě průtlačků s vnějším i vnitřním oboustranným osazením. Radiálním protlačováním rozumíme tváření, při kterém se materiál i části nástroje pohybují v radiálním směru vzhledem k ose materiálu.
63 Stranové a radiální protlačo vání Při stranovém protlačování se tvářený materiál pohybuje kolmo na směr pohybu průtlačníku a slouží k výrobě průtlačků s vnějším i vnitřním oboustranným osazením. Radiálním protlačováním rozumíme tváření, při kterém se materiál i části nástroje pohybují v radiálním směru vzhledem k ose materiálu.
64 Speciální způsoby protlačová ní Speciální metodou protlačování je ražení (vtlačování), protlačování trubek a hydrostatické protlačování kovů. Ražením se vyrábějí funkční tvary dutin nástrojů v důsledku zvýšení životnosti. Protlačování trubek Hydrostatické protlačování
65 Protlačování trubek U technologie protlačování trubek jsou výchozím polotovarem válcované špalky potřebné délky. Následuje většinou ohřev a vlastní děrování a protlačování dopředným způsobem. Po skončení procesu zůstává v matrici zbytek, technologický odpad, který se musí odstranit. Stupeň deformace je velký, kdy součinitel prodloužení je 8 až 25 (z polotovaru o délce např. 700 mm a průměru 200 mm lze vyrobit trubku délky 6 až 18 m).
66 Protlačování trubek U technologie protlačování trubek jsou výchozím polotovarem válcované špalky potřebné délky. Následuje většinou ohřev a vlastní děrování a protlačování dopředným způsobem. Po skončení procesu zůstává v matrici zbytek, technologický odpad, který se musí odstranit. Stupeň deformace je velký, kdy součinitel prodloužení je 8 až 25 (z polotovaru o délce např. 700 mm a průměru 200 mm lze vyrobit trubku délky 6 až 18 m).
67 Hydrostatické protlačování Další speciální technologií je hydrostatické protlačování, kdy je polotovar obklopen kapalinou o vysokém tlaku. Tím se v něm vytváří všestranné napětí a tvárnost materiálu se zvýší. Technologické možnosti hydrostatického protlačování jsou dnes již takové, že se může protlačovat již bez fosfatizační vrstvy, nebo např. výrobky plátované mědí. Hydrostatický tlak je až 3000 MPa. Přetvoření v jedné operaci může dosáhnou až 80 %.
68 Hydrostatické protlačování Další speciální technologií je hydrostatické protlačování, kdy je polotovar obklopen kapalinou o vysokém tlaku. Tím se v něm vytváří všestranné napětí a tvárnost materiálu se zvýší. Technologické možnosti hydrostatického protlačování jsou dnes již takové, že se může protlačovat již bez fosfatizační vrstvy, nebo např. výrobky plátované mědí. Hydrostatický tlak je až 3000 MPa. Přetvoření v jedné operaci může dosáhnou až 80 %.
69 Stříhání princip rozdělení
70 Princip Stříháním je oddělování části materiálu působením protilehlých řezných hran způsobujících v řezné rovině smykové napětí. Princip stříhání je ukázán na obrázku. Stříhání probíhá ve třech fázích. V první fázi je oblast pružných deformací, kdy se materiál stlačuje a ohýbá a vtlačuje se do otvoru střižnice. Druhou fází je oblast plastických deformací. Střižník se vtlačuje do plechu a ten do otvoru střižnice a napětí překračuje mez kluzu a na hranách střižníku a střižnice se blíží mezi pevnosti. Ve třetí fázi začínají na hranách vznikat trhlinky, ty se rozšiřují až dojde k utržení (usmýknutí) materiálu. Výstřižek se oddělí dříve, než projde střižník celou tloušťkou stříhaného materiálu a následně je výstřižek vytlačen. S ohledem na to nejsou okraje střihových ploch zcela rovinné a střižná plocha má určitou drsnost, která není v ploše rovnoměrně rozdělená. Místa, kde došlo k prvnímu výskytu trhlin, jsou drsnější, než ostatní střižné plochy. Oddělení však nenastane přesně v žádané rovině a to proto, že materiál je elastický, tvárný a napětí způsobuje tlak nožů na celé ploše podle toho rozeznáváme na odstřihnuté ploše různá pásma.
71 Princip Stříháním je oddělování části materiálu působením protilehlých řezných hran způsobujících v řezné rovině smykové napětí. Princip stříhání je ukázán na obrázku. Stříhání probíhá ve třech fázích. V první fázi je oblast pružných deformací, kdy se materiál stlačuje a ohýbá a vtlačuje se do otvoru střižnice. Druhou fází je oblast plastických deformací. Střižník se vtlačuje do plechu a ten do otvoru střižnice a napětí překračuje mez kluzu a na hranách střižníku a střižnice se blíží mezi pevnosti. Ve třetí fázi začínají na hranách vznikat trhlinky, ty se rozšiřují až dojde k utržení (usmýknutí) materiálu. Výstřižek se oddělí dříve, než projde střižník celou tloušťkou stříhaného materiálu a následně je výstřižek vytlačen. S ohledem na to nejsou okraje střihových ploch zcela rovinné a střižná plocha má určitou drsnost, která není v ploše rovnoměrně rozdělená. Místa, kde došlo k prvnímu výskytu trhlin, jsou drsnější, než ostatní střižné plochy. Oddělení však nenastane přesně v žádané rovině a to proto, že materiál je elastický, tvárný a napětí způsobuje tlak nožů na celé ploše podle toho rozeznáváme na odstřihnuté ploše různá pásma.
72 Rozdělení 1. Stříhání se může podle teploty procesu dělit: 2. na stříhání za studena - jen pro měkčí oceli (do pevnosti 400 MPa)a nebo pro plechy na stříhání za tepla - pro tvrdší a tlustší materiály při ohřevu asi na teplotu 700 oc Podle konstrukce nožů (střižníků) se stříhání dělí na: stříhání rovnoběžnými noži skloněnými noži kotoučovými noži noži na profily a tyče.
73 Stříhání rovnoběžnými noži Ke stříhání rovnoběžnými noži se používá střižný nástroj, který se skládá ze střižníku a střižnice mezi kterými je střižná vůle, resp. střižná mezera ms (1/2 střižné vůle). Nelze totiž bez zvláštních úprav postavit nástroj bez mezery kvůli nebezpečí havárie. Na docílení kvalitního výstřižku je důležitá optimální vůle mezi střižníkem a střižnicí. Jednostranná vůle bývá od 3 do 10 % tloušťky plechu v závislosti na tloušťce a pevnosti materiálu (s rostoucí pevností se vůle zvětšuje).
74 Stříhání rovnoběžnými noži Ke stříhání rovnoběžnými noži se používá střižný nástroj, který se skládá ze střižníku a střižnice mezi kterými je střižná vůle, resp. střižná mezera ms (1/2 střižné vůle). Nelze totiž bez zvláštních úprav postavit nástroj bez mezery kvůli nebezpečí havárie. Na docílení kvalitního výstřižku je důležitá optimální vůle mezi střižníkem a střižnicí. Jednostranná vůle bývá od 3 do 10 % tloušťky plechu v závislosti na tloušťce a pevnosti materiálu (s rostoucí pevností se vůle zvětšuje).
75 Stříhání šikmými noži Stříhání šikmými, skloněnými, noži, které při stříhání svírají určitý úhel je výhodné proto, že se při tomto způsobu zmenší celková potřebná střižná síla oproti stříhání na rovných nožích. Materiál se stříhá postupně. Pro velikost střižné síly bude rozhodující velikost střižné hrany a tloušťky - plochy trojúhelníka. Úpravy střižníku a střižnice
76 Stříhání šikmými noži Stříhání šikmými, skloněnými, noži, které při stříhání svírají určitý úhel je výhodné proto, že se při tomto způsobu zmenší celková potřebná střižná síla oproti stříhání na rovných nožích. Materiál se stříhá postupně. Pro velikost střižné síly bude rozhodující velikost střižné hrany a tloušťky - plochy trojúhelníka. Podobně jako u jednoduchého rovného stříhání je i v tomto případě průběh okamžité síly možno regulovat, i když naproti tomu se celková práce, vynaložená na stříhání, nezmenší. U nástrojů, střihadel, složených ze střižníku a střižnice, používaných pro dva nejrozšířenější způsoby stříhání, tj. děrování a vystřihování, to lze provést dvěma způsoby: Úpravy střižníku a střižnice

77 Úpravy střižníku a střižnice
78 Stříhání kruhovými noži Pro podélné střihání dlouhých pásů se staví nůžky kotoučové, kruhové. Je to střižný nástroj s odvalujícími se noži. Použití kruhových nožů prodlužuje čas střihu, ale snižuje rázy při stříhání. Sklon řezné hrany se mění od nejvyšší hodnoty v místě záběru do nuly. Kombinace dvojkuželového a válcového nože je určená pro střih zakřivených tvarů, s výhodou skloněných os. nástrojů. Na křivkové stříhání je potřeba zvolit průměr nožů co nejmenší. To umožňuje konstrukci nůžek s dlouhými rameny nesoucími kotouče, a tím i snadnou manipulaci se střihaným materiálem. Speciálním nástrojem jsou kmitací nůžky. Slouží k ostřihování výlisků a k vystřihování drážek a děr. Maximální tloušťka materiálu je kolem 10 mm.
79 Stříhání kruhovými noži Pro podélné střihání dlouhých pásů se staví nůžky kotoučové, kruhové. Je to střižný nástroj s odvalujícími se noži. Použití kruhových nožů prodlužuje čas střihu, ale snižuje rázy při stříhání. Sklon řezné hrany se mění od nejvyšší hodnoty v místě záběru do nuly. Kombinace dvojkuželového a válcového nože je určená pro střih zakřivených tvarů, s výhodou skloněných os. nástrojů. Na křivkové stříhání je potřeba zvolit průměr nožů co nejmenší. To umožňuje konstrukci nůžek s dlouhými rameny nesoucími kotouče, a tím i snadnou manipulaci se střihaným materiálem. Speciálním nástrojem jsou kmitací nůžky. Slouží k ostřihování výlisků a k vystřihování drážek a děr. Maximální tloušťka materiálu je kolem 10 mm.
80 Stříhání noži na profily a tyče, trubky Často se stříhá také profilový materiál, čtvercový, kruhový, profily, atd. Zatímco příčný průřez funkčních částí nástrojů zůstává ve všech případech zhruba beze změny, mění se podélný tvar podle účelu střihu.
81 Stříhání noži na profily a tyče, trubky Často se stříhá také profilový materiál, čtvercový, kruhový, profily, atd. Zatímco příčný průřez funkčních částí nástrojů zůstává ve všech případech zhruba beze změny, mění se podélný tvar podle účelu střihu.
82 Ohýbání Úvod Technologické postupy ohýbání
83 Úvod Ohýbání je proces tváření, při kterém je materiál trvale deformován do různého úhlu ohybu s menším nebo větším zaoblením hran. K ohýbání používáme nástroje - ohýbadla, skládající se z ohybníku a ohybnice. Výrobkem je výlisek ohybek. Ohnutí tělesa (vzniklé tvary jsou nazpět rozvinutelné) do žádoucího tvaru využívá stejných zákonů plasticity, jako ostatní způsoby tváření - překročením meze kluzu dosáhneme oblasti plastické deformace. Plastická deformace je doprovázena deformací elastickou. Po průřezu je to pružně plastická deformace, která má různý průběh od povrchu materiálu k neutrální ose.
84 Technologické postupy ohýb ání Ohýbat se dá volně nebo v pevném nástroji. Technologické postupy ohýbání se dají rozdělit podle několika hledisek. Jednak je to podle použitého stroje, jednak podle poloměru zakřivení a jednak podle technologického způsobu. rozdělení
85 Rozdělení Rozdělení technologických postupů podle stroje: Rozdělení technologických postupů podle poloměru zakřivení: ohýbání ruční ohýbání na lisech ohýbání na válcích ohyb s malým poloměrem za vzniku velké plastické deformace ohyb s velkým poloměrem zakřivení při poměrně malém stupni plastické deformace. Rozdělení podle technologického způsobu výroby: klasické ohýbání ohraňování na lisech lemování navíjení zakružování pomocí válců válcování
86 Ohýbání ruční na ručních strojích, ohýbačkách. Všechny ohýbací operace není vhodné a ani možné dělat na lisu. Pro některé se staví speciální ohýbací stroje, ovládané i ručně. Tak např. pro ohyb dlouhých pruhů a plechů je uzpůsoben stroj s odklopnou deskou podle schématu na obrázku. Materiál určený k ohybu se podloží na stůl stroje a urovná na zarážku. Potom se sevře u ohybové hrany. Hrana je na nástroji tvořena vyměnitelnou ocelovou kalenou lištou. Po sevření se materiál ohýbá odklápěním desky v celé délce najednou o libovolný úhel rovněž předem nastavitelný zarážkou. Ke stroji se dodává řada pomocných zařízení.
87 Ohýbání ruční na ručních strojích, ohýbačkách. Všechny ohýbací operace není vhodné a ani možné dělat na lisu. Pro některé se staví speciální ohýbací stroje, ovládané i ručně. Tak např. pro ohyb dlouhých pruhů a plechů je uzpůsoben stroj s odklopnou deskou podle schématu na obrázku. Materiál určený k ohybu se podloží na stůl stroje a urovná na zarážku. Potom se sevře u ohybové hrany. Hrana je na nástroji tvořena vyměnitelnou ocelovou kalenou lištou. Po sevření se materiál ohýbá odklápěním desky v celé délce najednou o libovolný úhel rovněž předem nastavitelný zarážkou. Ke stroji se dodává řada pomocných zařízení.
88 Ohýbání na lisech v ohýbacím nástroji, ohýbadle, kterého pohyblivá čelist vykonává přímočaré vratné pohyby. Toto ohýbání se dělá na mechanických nebo hydraulických lisech, nebo na speciálních strojích, což je závislé na vlastním technologickém procesu. Ohýbadla pro aplikaci na lis se stavějí, v porovnání s ostatními nástroji, dosti jednoduchá, často nemívají ani vlastní vedení. Na obrázku je ukázka konstrukce nástroje pro ohyb přes 90o. Válcové části nástroje jsou otočné kolem osy válců a do původní polohy je vracejí pružiny. Výrobek se vyjme z nástroje sesunutím z ohybníku, směrem kolmo na rovinu ohybu.
89 Ohýbání na lisech v ohýbacím nástroji, ohýbadle, kterého pohyblivá čelist vykonává přímočaré vratné pohyby. Toto ohýbání se dělá na mechanických nebo hydraulických lisech, nebo na speciálních strojích, což je závislé na vlastním technologickém procesu. Ohýbadla pro aplikaci na lis se stavějí, v porovnání s ostatními nástroji, dosti jednoduchá, často nemívají ani vlastní vedení. Na obrázku je ukázka konstrukce nástroje pro ohyb přes 90o. Válcové části nástroje jsou otočné kolem osy válců a do původní polohy je vracejí pružiny. Výrobek se vyjme z nástroje sesunutím z ohybníku, směrem kolmo na rovinu ohybu.
90 Ohýbání na válcích kdy nástrojem jsou samotné válce, které vykonávají otáčivý pohyb. Příklad ohýbání válcováním
91 Ohýbání na válcích kdy nástrojem jsou samotné válce, které vykonávají otáčivý pohyb. Příklad ohýbání válcováním je na následujícím obrázku.
92 Klasické ohýbání příklady ohýbání byly ukázány již dříve na obrázcích a schématech a navíc je na obrázku ukázáno ohýbání trubek. Ohýbání se provádí odvalováním tvarového kotouče přes trubku vloženou do drážky druhého kotouče. Dvojice kotoučů je výměnná, drážky musí poměrně přesně souhlasit s vnějším průměrem trubek. Zploštění trubek při ohýbání se zabraňuje tím, že trubka v tvarové drážce kotoučů má zabráněno v rozšiřování.
93 Klasické ohýbání příklady ohýbání byly ukázány již dříve na obrázcích a schématech a navíc je na obrázku ukázáno ohýbání trubek. Ohýbání se provádí odvalováním tvarového kotouče přes trubku vloženou do drážky druhého kotouče. Dvojice kotoučů je výměnná, drážky musí poměrně přesně souhlasit s vnějším průměrem trubek. Zploštění trubek při ohýbání se zabraňuje tím, že trubka v tvarové drážce kotoučů má zabráněno v rozšiřování.
94 Ohraňování na lisech které slouží k výrobě různých profilů tenkostěnných, ale i o tloušťce 20 mm, profilů o malém poloměru zaoblení. Princip se neliší od ohýbání v nástroji na běžném lisu. Rozdíl je v délce nástroje i lisu. Délka je omezena šířkou ohraňovacího lisu. Výchozím materiálem jsou pásy plechu. Každá tvářecí operace se provede na jeden zdvih lisu a pro každý tvar profilu se musí na lis upevnit samostatné nástroje. Nástroj je tvořen opět z různých ocelových lišt, které se jednak ke stroji dodávají, jednak speciálně konstruují a vyrábějí. Horní část nástroje může být tvarová. Ohraňovací lis je mechanický, obvykle vícebodový lis, umožňující použití dlouhých lištových nástrojů. Na obou popsaných strojích se ohyb provádí v celé délce materiálu najednou.
95 Ohraňování na lisech, které slouží k výrobě různých profilů tenkostěnných, ale i o tloušťce 20 mm, profilů o malém poloměru zaoblení. Princip se neliší od ohýbání v nástroji na běžném lisu. Rozdíl je v délce nástroje i lisu. Délka je omezena šířkou ohraňovacího lisu. Výchozím materiálem jsou pásy plechu. Každá tvářecí operace se provede na jeden zdvih lisu a pro každý tvar profilu se musí na lis upevnit samostatné nástroje. Nástroj je tvořen opět z různých ocelových lišt, které se jednak ke stroji dodávají, jednak speciálně konstruují a vyrábějí. Horní část nástroje může být tvarová. Ohraňovací lis je mechanický, obvykle vícebodový lis, umožňující použití dlouhých lištových nástrojů. Na obou popsaných strojích se ohyb provádí v celé délce materiálu najednou.
96 Lemování je operace, kdy potřebujeme vyztužit okraj výlisku a nebo připravit polotovar na dodatečně vytvoření spoje. Také slouží k výrobě žlábků uprostřed nebo na okraji pro zvýšení tuhosti výlisku.
97 Lemování je operace, kdy potřebujeme vyztužit okraj výlisku a nebo připravit polotovar na dodatečně vytvoření spoje. Také slouží k výrobě žlábků uprostřed nebo na okraji pro zvýšení tuhosti výlisku.
98 Navíjení je proces, kdy se tvářený materiál navíjí postupně na válec a dostává požadovaný tvar shodný s tvarem nástroje. Nejčastěji se navíjení používá u plechů do svitku.
99 Navíjení je proces, kdy se tvářený materiál navíjí postupně na válec a dostává požadovaný tvar shodný s tvarem nástroje. Nejčastěji se navíjení používá u plechů do svitku.
100 Zakružování pomocí válců se používá při výrobě válcových nebo kuželových plášťů nádob, trubek, a to i plechů tlustých 30 mm. Tlustší plechy se potom zakružují za tepla. Stroje pro tento účel se nazývají zakružovací stroje a jejich různé uspořádání ukazuje obrázek. Stroje jsou zakružovadla a jsou buď tříválcová nebo víceválcová a jejich konstrukce je závislá na tloušťce plechu a požadavcích na zakroužení konců plechu. Jedná se o dva stroje tříválcové a jeden čtyřválcový. U každého je šipkou naznačen možný posuv válce, resp. válců. U stroje prvního typu vlevo nahoře, zůstanou okraje nedokroužené (parametr x), u stroje uprostřed jeden okraj. Uspořádání vlevo dole zajišťuje ohyb plechů až do obou krajů. Tenké plechy se zakružují na strojích s ocelovým a pryžovým válcem technologie ohýbání elastickým nástrojem. Poloměr zakružování se mění podle stlačení pryže. Povrchová kvalita výlisků je výrazně lepší, ale je potřeba větší přetvárná práce, neboť část se jí spotřebuje na deformaci pružné části nástroje pryže.
101 Zakružování pomocí válců se používá při výrobě válcových nebo kuželových plášťů nádob, trubek, a to i plechů tlustých 30 mm. Tlustší plechy se potom zakružují za tepla. Stroje pro tento účel se nazývají zakružovací stroje a jejich různé uspořádání ukazuje obrázek. Stroje jsou zakružovadla a jsou buď tříválcová nebo víceválcová a jejich konstrukce je závislá na tloušťce plechu a požadavcích na zakroužení konců plechu. Jedná se o dva stroje tříválcové a jeden čtyřválcový. U každého je šipkou naznačen možný posuv válce, resp. válců. U stroje prvního typu vlevo nahoře, zůstanou okraje nedokroužené (parametr x), u stroje uprostřed jeden okraj. Uspořádání vlevo dole zajišťuje ohyb plechů až do obou krajů. Tenké plechy se zakružují na strojích s ocelovým a pryžovým válcem technologie ohýbání elastickým nástrojem. Poloměr zakružování se mění podle stlačení pryže. Povrchová kvalita výlisků je výrazně lepší, ale je potřeba větší přetvárná práce, neboť část se jí spotřebuje na deformaci pružné části nástroje pryže.
102 Válcování profilování, stáčení na lisech se provádí v důsledku vytvoření kruhového tvaru na krajích plechu. Jedná se o postupné spojité ohýbání pásů na profilovacích strojích a slouží k výrobě trubek (svařovaných, tenkostěnných) a profilů nebo při stáčení křídel závěsů s využitím svislého pohybu beranu lisu. Při válcování nastává postupná změna tvaru ohýbáním na válcích, které jsou odstupňované rozměrově tak, že v pásu plechu vzniká vodorovný tah a pás se pohybuje samovolně. Rychlost je vysoká, kolem 25 m.min-1.
103 Válcování profilování, stáčení na lisech se provádí v důsledku vytvoření kruhového tvaru na krajích plechu. Jedná se o postupné spojité ohýbání pásů na profilovacích strojích a slouží k výrobě trubek (svařovaných, tenkostěnných) a profilů nebo při stáčení křídel závěsů s využitím svislého pohybu beranu lisu. Při válcování nastává postupná změna tvaru ohýbáním na válcích, které jsou odstupňované rozměrově tak, že v pásu plechu vzniká vodorovný tah a pás se pohybuje samovolně. Rychlost je vysoká, kolem 25 m.min1.
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
3. Způsoby výroby normalizovaných polotovarů
 3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
3. Způsoby výroby normalizovaných polotovarů Polotovary vyráběné tvářením Tvářením vyrábíme hutní polotovary. Hutní polotovary se vyrábí různých průřezů a v různé rozměrové a geometrické přesnosti. Vyrábí
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
VÝROBA TRUBEK. Polotovary
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek.
 Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
Polotovary Definice : polotovar je nehotový výrobek určený k dalšímu zpracování. Podle nových předpisů se nazývá předvýrobek. Výroba : výchozí materiál ( dodávaný ve formě housek, ingotů, prášků ) se zpracovává
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Tváření. Tváření za studena. Tváření za tepla
 Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
Tváření Podstata: při tváření se působením vnějších sil mění tvar, aniž se poruší celistvost materiálu, tzn., že se částice trvale přemisťují. Materiál, který je schopen měnit svůj tvar se nazývá plastický.
NAUKA O MATERIÁLU I. Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení)
") NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
NAUKA O MATERIÁLU I Přednáška č. 03: Vlastnosti materiálu II (vlastnosti mechanické a technologické, odolnost proti opotřebení) Autor přednášky: Ing. Daniela Odehnalová Pracoviště: TUL FS, Katedra materiálu
ŠABLONY INOVACE OBSAH UČIVA. Označení STT Mel. 1. 20. Zpracování kovů tvářením za tepla a za studena. Interaktivní program na výměnném disku
 ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
ŠABLONY INOVACE OBSAH UČIVA Číslo a název projektu CZ.1.07/1.5.00/34. 0185 Moderní škola 21. století Číslo a název šablony III/2 klíčové aktivity Inovace a zkvalitnění výuky prostřednictvím ICT Název vzdělávací
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Protlačování. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Protlačování Ing. Kubíček Miroslav Číslo:
Testovací otázky II. ročník STT
 Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Mezi normalizované polotovary nepatří a ) výkovek ozubeného kola z konstrukční oceli b ) tyč průřezu U válcovaná za tepla c ) tažený ocelový drát kruhového průřezu Mezi normalizované polotovary patří a
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
TVÁŘENÍ ZA STUDENA STŘÍHÁNÍ. Mezi tváření za studena patří:
 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena 1.Tváření plošné, při kterém se dosáhne žádaného tvaru součásti bez podstatné změny průřezu nebo tloušťky výchozího materiálu. Mechanické
Tváření výbuchem. Bc. Lukáš Kučera
 Tváření výbuchem Bc. Lukáš Kučera Diplomová práce 2012 UTB ve Zlíně, Fakulta technologická 2 UTB ve Zlíně, Fakulta technologická 3 UTB ve Zlíně, Fakulta technologická 4 Bc. Lukáš Kučera Obor: Řízení jakosti
Tváření výbuchem Bc. Lukáš Kučera Diplomová práce 2012 UTB ve Zlíně, Fakulta technologická 2 UTB ve Zlíně, Fakulta technologická 3 UTB ve Zlíně, Fakulta technologická 4 Bc. Lukáš Kučera Obor: Řízení jakosti
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tažení. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tažení Ing. Kubíček Miroslav Číslo: Kubíček
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
Uplatnění ocelových konstrukcí
 Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
Uplatnění ocelových konstrukcí Pozemní stavby halové stavby průmyslové, zemědělské apod. jednopodlažní a vícepodlažní objekty: administrativní, garáře, objekty občanského vybavení; zastřešení: sportoviště,
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření za tepla, volné kování. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, volné kování Ing. Kubíček
ROVNÁNÍ A OHÝBÁNÍ Pochod rovnání. Nářadí, Zámečnické kladivo Palic
 ROVNÁNÍ A OHÝBÁNÍ Rovnáním a ohýbáním lze měnit tvar polotovaru působením vnějších sil bez vzniku třísek, a proto tyto pochody patří do technologie tváření. Konají se jak zastudena tak i zatepla. Při tváření
ROVNÁNÍ A OHÝBÁNÍ Rovnáním a ohýbáním lze měnit tvar polotovaru působením vnějších sil bez vzniku třísek, a proto tyto pochody patří do technologie tváření. Konají se jak zastudena tak i zatepla. Při tváření
STROJNÍ KOVÁNÍ Dělíme na volné a zápustkové.
 TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
TVÁŘENÍ ZA TEPLA pro tváření za tepla ( i za studena ) jsou nejlepší nízkouhlíkové oceli Tahový diagram: Využitelná oblast pro tváření je mez úměrnosti, elasticity, kluzu a pevnosti. Je-li kovový monokrystal
Přednáška č.8 Hřídele, osy, pera, klíny
 Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
Fakulta strojní VŠB-TUO Přednáška č.8 Hřídele, osy, pera, klíny HŘÍDELE A OSY Hřídele jsou obvykle válcové strojní součásti umožňující a přenášející rotační pohyb. Rozdělujeme je podle: 1) typu namáhání
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING THE INSTITUTE OF MANUFACTURING TECHNOLOGY PERSPEKTIVY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING THE INSTITUTE OF MANUFACTURING TECHNOLOGY PERSPEKTIVY
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
POLOTOVARY. Základní rozdělení polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Význam polotovarů a jejich začlenění do výrobního procesu
 1 POLOTOVARY Význam polotovarů a jejich začlenění do výrobního procesu Výrobou výchozího materiálu v hutích výrobní proces nekončí, vyrobený surový materiál je nutno ještě přeměnit na polotovar a ten dále
1 POLOTOVARY Význam polotovarů a jejich začlenění do výrobního procesu Výrobou výchozího materiálu v hutích výrobní proces nekončí, vyrobený surový materiál je nutno ještě přeměnit na polotovar a ten dále
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
HŘÍDELE. Tyto výrobky se stupňovitým osazením jsou kované na bucharech s rázovou energií kj.
 HŘÍDELE Taforge a.s. nabízí širokou škálu ocelových hřídelí nejrůznějších tvarových řešení ve velkém rozsahu hmotností. Svým zákazníkům nabízíme komplexní řešení jejich požadavků od návrhu výkovků, přes
HŘÍDELE Taforge a.s. nabízí širokou škálu ocelových hřídelí nejrůznějších tvarových řešení ve velkém rozsahu hmotností. Svým zákazníkům nabízíme komplexní řešení jejich požadavků od návrhu výkovků, přes
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ 2.5 ROVNÁNÍ A OHÝBÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. ZÁKLADY RUČNÍHO ZPRACOVÁNÍ KOVŮ 2.5 ROVNÁNÍ A OHÝBÁNÍ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
09 Zpracování plechu. quantum WBS 135 Kvalitní multifunkční svěrák s nožním pedálem pro bezpečné a rychlé upínání.
 09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ
 Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
Opakovací maturitní okruhy z předmětu KONSTRUKCE VÝROBKŮ, FOREM A STROJNÍHO ZAŘÍZENÍ 1. Závitové spoje a. Druhy závitů z hlediska vzniku vrubů b. Závitové vložky c. Otvory pro závity d. Závity přímo lisované
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
TVÁŘENÍ ZA STUDENA. Polotovary vyráběné tvářením (lisováním) za studena
 za studena") 1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
1 TVÁŘENÍ ZA STUDENA Polotovary vyráběné tvářením (lisováním) za studena Lisováním za studena se uskutečňuje trvalá změna materiálu bez odběru třísek působením vnější síly. Proces probíhá pod rekrystalizační
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Zvláštní způsoby tváření za studena
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Zvláštní způsoby tváření za studena Ing. Kubíček
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Slouží jako podklad pro výuku tváření za tepla - zápustkové tváření. Text určen pro studenty 2. ročníku střední odborné školy oboru strojírenství.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření za tepla, zápustkové kování Ing. Kubíček
Princip. konvenční setrvačníkový Kmitavý Orbitální
 Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
Svařování třením Princip a typy svařování třením Svařovací postup Fyzika tření Parametry a průběh svařovacího procesu Svařovací zařízení Svařitelnost materiálů Výhody procesu Princip Spojení materiálů
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Rovnání a ohýbání tažnost houževnatost. Pochod rovnání strojní ruční. Zámečnické kladivo Dřevěné palice Rovnací desky Úder kladivem:
 Rovnání a ohýbání Rovnáním a ohýbáním lze měnit tvar polotovaru působením vnějších sil bez vzniku třísek. Konají se jak za studena, tak i za tepla. Lze rovnat a ohýbat materiály, které mají dostatečnou
Rovnání a ohýbání Rovnáním a ohýbáním lze měnit tvar polotovaru působením vnějších sil bez vzniku třísek. Konají se jak za studena, tak i za tepla. Lze rovnat a ohýbat materiály, které mají dostatečnou
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
3. Tenkostěnné za studena tvarované OK Výroba, zvláštnosti návrhu, základní případy namáhání, spoje, přístup podle Eurokódu.
 3. Tenkostěnné za studena tvarované O Výroba, zvláštnosti návrhu, základní případy namáhání, spoje, přístup podle Eurokódu. Tloušťka plechu 0,45-15 mm (ČSN EN 1993-1-3, 2007) Profily: otevřené uzavřené
3. Tenkostěnné za studena tvarované O Výroba, zvláštnosti návrhu, základní případy namáhání, spoje, přístup podle Eurokódu. Tloušťka plechu 0,45-15 mm (ČSN EN 1993-1-3, 2007) Profily: otevřené uzavřené
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Tváření závitů. Téma: Ing. Kubíček Miroslav. Autor:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Tváření závitů Ing. Kubíček Miroslav Číslo:
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Témata pro zkoušky profilové části maturitní zkoušky. Strojírenství, varianta vzdělávání konstruování s podporou počítače
 Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
Témata pro zkoušky profilové části maturitní zkoušky Strojírenství, varianta vzdělávání konstruování s podporou počítače 1. povinná zkouška Stavba a provoz strojů 1. Pružiny 2. Převody ozubenými koly 3.
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
SPECiáLNÍ kleště A NáŘADÍ
 20 kleště na řezání trubek na hadice a ochranné trubice Lehké protočení břitu při řezu zabraňuje roztřepení zkřehlých trubek. 20 185 pro střihání tenkostěnných umělohmotných trubek (např. umělohmotných
20 kleště na řezání trubek na hadice a ochranné trubice Lehké protočení břitu při řezu zabraňuje roztřepení zkřehlých trubek. 20 185 pro střihání tenkostěnných umělohmotných trubek (např. umělohmotných
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Odlitky a lití, kování a tváření
 Odlitky a lití, kování a tváření Zejména výroba polotovarů pro další zpracování obrábění Zejména výrobky složitých tvarů http://www.fmmi.vsb.cz/export/sites/fmmi/cs/urceno-pro/studenty/podklady-ke-studiu/studijniopory/632-elbel-teorie-slevarenskych-pochodu.pdf
Odlitky a lití, kování a tváření Zejména výroba polotovarů pro další zpracování obrábění Zejména výrobky složitých tvarů http://www.fmmi.vsb.cz/export/sites/fmmi/cs/urceno-pro/studenty/podklady-ke-studiu/studijniopory/632-elbel-teorie-slevarenskych-pochodu.pdf
Válcování kovů tváření kovů válci
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ. Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Moderní způsoby řezání závitů pomocí pneumatických, hydraulických a speciálních závitořezů Obor: Nástrojař, obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek
Lineární vedení LinTrek
 Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
Lineární vedení Lineární vedení LinTrek Obsah Popis 93 Příklady montáže 94 Vodící rolny 95 Čepy rolen 96 Vodící kolejnice 97 Montážní rozměry 98 Montáž a provoz 100 Výpočty 101 92 Lineární vedení LinTrek
Lisy působí na tvářený materiál klidným tlakem a prokovou materiál v celém průřezu. Oproti bucharům je práce na nich bez rázů a bezpečnější.
 4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
4. Způsoby výroby nenormalizovaných polotovarů Polotovary vyráběné tvářením za tepla Nenormalizované polotovary vyráběné tvářením za tepla se vyrábí nejčastěji kováním. Při kování měníme tvar budoucího
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Polotovary vyráběné tvářením za studena
 Polotovary vyráběné tvářením za studena Úvodem základní pojmy z nauky o materiálu Krystalová mřížka Krystalová mřížka je myšlená konstrukce, která vznikne, když krystalem proložíme tři vhodně orientované
Polotovary vyráběné tvářením za studena Úvodem základní pojmy z nauky o materiálu Krystalová mřížka Krystalová mřížka je myšlená konstrukce, která vznikne, když krystalem proložíme tři vhodně orientované
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191
 Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
Návrh a konstrukce tažného nástroje. Lukáš Bodlák
 Návrh a konstrukce tažného nástroje Lukáš Bodlák Bakalářská práce 2014 ABSTRAKT Cílem této bakalářské práce je návrh a konstrukce tažného nástroje. Teoretická část je zaměřena na problematiku teorie
Návrh a konstrukce tažného nástroje Lukáš Bodlák Bakalářská práce 2014 ABSTRAKT Cílem této bakalářské práce je návrh a konstrukce tažného nástroje. Teoretická část je zaměřena na problematiku teorie
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.