Teplotní degradace tenkých otěruvzdorných vrstev. Ing.Petr Beneš
|
|
|
- Vilém Beran
- před 6 lety
- Počet zobrazení:
Transkript


1 Teplotní degradace tenkých otěruvzdorných vrstev Ing.Petr Beneš

2 Důvody nutnosti zkoumání teplotní degradace tenkých PVD vrstev účinkům teplotního zatížení PVD vrstev se věnuje jen malý počet odborných prací u většiny aplikací, kde se využívá předností PVD vrstev, pracují tyto vrstvy za zvýšené teploty (obráběcí aplikace, tvářecí aplikace, apod.) málo prozkoumaný vliv teplotně indukovaných oxidických filmů na celkové vlastnosti systémů (synergie) 1/33
3 Teplotně indukované změny ve vrstvách Povrchové změny Změny povrchově objemové Změny objemové Fázové změny (spinodální rozpad) Růst zrna vrstvy Segregace prvků a fází Tvorba vyvýšenin (tzv. hillocků) na povrchu vrstvy Zvýšení drsnosti povrchu v důsledku tvorby oxidických filmů Zvýšení drsnosti povrchu v důsledku tvorby oxidických produktů Necelistvosti v důsledku pnutí 2/33
4 Cíle práce zjištění a ověření skutečných teplotních podmínek v místě řezu pomocí nepřímého měření odolnost teplotně exploatovaných PVD vrstev vůči kontaktnímu únavovému namáhání (Impact test) vliv způsobu ohřevu na některé charakteristiky PVD vrstev vliv oxidických filmů na komplexní vlastnosti vybraných systémů tenká vrstva substrát vliv difuze uhlíku na adhezivně kohezivní vlastnosti vybraných systémů tenká vrstva susbtrát objasnění a ověření příčin vzniku hillocků 3/33



5 Vliv makrodefektů na teplotní odolnost systému tenká vrstva substrát tvorba tzv. hillock VBD sl.kar.k20, 800 C, 15 min. nevratné poškození vrstvy nebezpečí: v důsledku jejich růstu dochází ke pnutí rozšiřování defektů, ze kterých vznikají 4/33
 Ohyb vrstvy")


6 Příčiny vzniku: a) Ohyb vrstvy v důsledku teplotního pnutí b) Defektní místa ve vrstvě 5/33
7 Řezná hrana Řezná hrana T= 20 C T= 800 C vakuum Řezná hrana Hillock T= 800 C norm.atmos. EDX analýza řezné hrany VBD vykazující absenci PVD vrstvy TiAlN: a) stav bez teplotního ovlivnění, b) stav po ohřevu (800 C, 15min.) ve vakuové peci, c) stav po ohřevu (800 C,15min.) v normální atmosféře, d) EDX analýza hillocku. vlivem oxidace došlo k difúzi veškerého kobaltového pojiva a wolframu do hillocku hlavní složkou hillocku je wolfram 6/33

8 Problematika měření teplotních polí v místě řezu oblast důležitá pro stanovení podmínek testování vrstev dosud nevyřešený problém jaké teploty jsou v místě řezu? numerické, analytické modely zatím nepřesné, chybí ověření => experimentální metody přímé, nepřímé metody Kontaktní m. (termočlánky) 7/33 Bezkontaktní m (IR senzory, termovizní systémy)
9 Nepřímé metody měření teploty DEFORMAČNĚ TEPLOTNĚ OVLIVNĚNÁ OBLAST (DTOO) vliv tepla na obráběný materiál = metalografické změny + přesnost určení teplotních vlivů + žádné rušivé vlivy - bez etalonů nelze určit absolutní teplotu - vhodné jen pro některé druhy materiálů - časově velice náročné 8/33


10 nástrojová ocel ČSN (EN 62SiMnCr4) 9/33
?")
 některé destičky podrobeny povrchové úpravě (omílání substrátu granuláty) Zkřehnutí oceli vlivem")
11 Zjištěné nedostatky měření DTOO: a) Odlamování hrany třísky nepřesnost měření b) Nemožnost odečtení hodnoty DTOO pro případ, kdy je teplotně ovlivněn celý průřez třísky (=> nutno dělat tlustší třísky )? Pomocí DTOO zjištěny vysoké teploty v místě řezu frézování oceli ČSN (ENX210CrW12) některé destičky podrobeny povrchové úpravě (omílání substrátu granuláty) Zkřehnutí oceli vlivem jejího tzv. spálení (cca 1200 C) 10/33 Ocel ČSN (ENX210CrW12)




12 Natavení materiálu Zóna rozpouštění karbidů Zetek, M.: Zvyšování řezivosti nástrojů pomocí PVD technologií. Disertační práce, 2009, ZČU, Plzeň Teploty v místě řezu jsou mnohem vyšší než udávané v mnoha lit.zdrojích 11/33





13 Vliv šířky pásma DTOO na rádius zkroucení třísky důležité informace o teplotních podmínkách řezu poskytuje i sledování tvaru třísek D2<D1<D3 Barva třísek popouštěcí teploty Tvary třísek dle normy ISO Experimentálně zjištěno: vyšší popouštěcí teplota = plynulá tříska 12/33
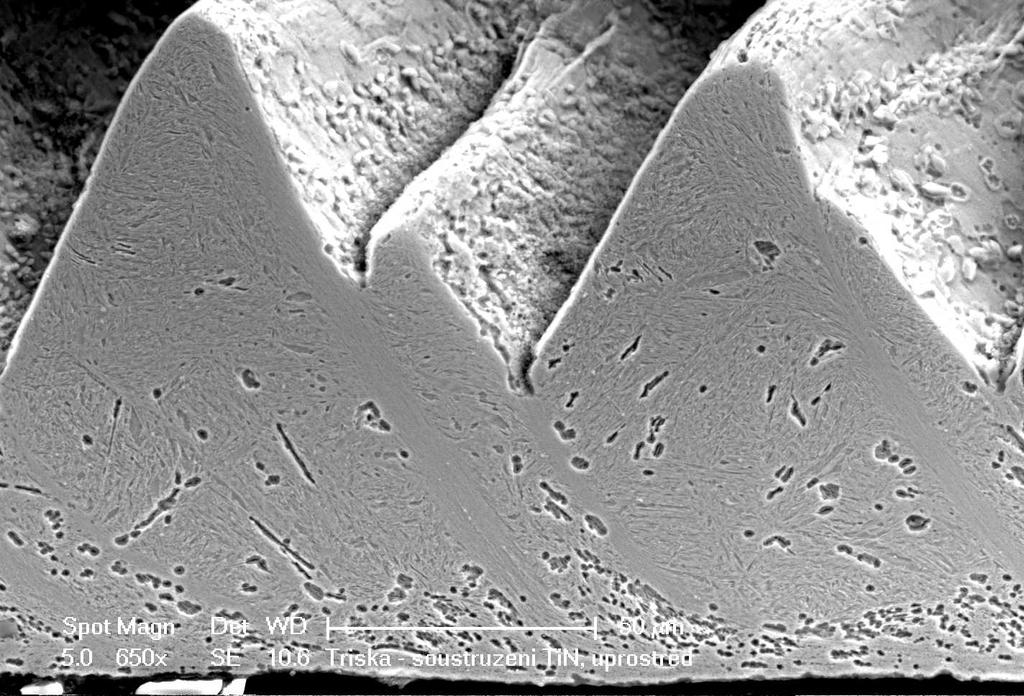
14 Měření oblasti DTOO u třísek vzniklých soustružením bylo použito 3 typů PVD vrstev TiN, TiAlN, TiAlSiN pro potřebu praktických obráběcích testů nadeponovány na soustružnickou kosočtvercovou břitovou destičkou (substrát slinutý karbid ISO K20) typu Toshiba s pozitivní geometrií a s utvařečem třísek obráběný materiál - nástrojová ocel ČSN (EN 210CrW12) (55 HRC) destičky s vrstvou TiAlN byly podrobeny ohřevu v peci s normální atmosférou při teplotách 400, 800 C po dobu 15 min , ,6 18,79 TiAlN C TiAlN TiAlSiN TiN TiAlN C TiAlN C TiAlN TiAlSiN 11,19 TiN TiAlN C TiAlN 10 TiAlSiN 9,49 TiAlN C 12,06 11,27 14,81 13,24 14,27 12,27 TiAiN C 15,27 15 TiN Šířka DTOO [m.10-6] ,33 20, Časov ý úsek náběru třísek (fáz e obrábění) TiN TiAlSiN TiAlN TiAlN-400 C TiAlN-800 C 13/33
15 30 Před obráběním teplotně zatížené VBD 24, ,6 18,79 TiAlN TiAlSiN TiN TiAlN C TiAlN C TiAlN TiAlSiN 11,19 TiN TiAlN C TiAlN C TiN TiAlN 9, ,27 12,06 11,27 14,81 13,24 14,27 TiAlN C 15 TiAiN C 15, ,33 20,41 20 TiAlSiN Šířka DTOO [m.10-6] Šířky DTOO u jednotlivých systému Časov ý úsek náběru třísek (fáz e obrábění) TiN TiAlSiN TiAlN TiAlN-400 C TiAlN-800 C TiAlN vliv ox.filmů Al2O3 nízká tepelná vodivost = vysoká DTOO ve fázi 1 ztráta vrstvy ve fázi 2 TiAlN 800 C odvod tepla do substrátem tepelná vodivost sl.kar. K W/m.K) ( 3.fáze TiAlSiN komplexní oxidické filmy na bázi TiO2, Al2O3, SiO2 3.fáze TiAlN posun místa kontaktu třísky nástroje kontakt prostřednictvím čela nástroje se zachovanou vrstvou TiAlN + Al2O3 14/33
 519 500 Teploty třísek v jednotlivých časech obrábění pro různé systémy PVD vrstev zjištěné pomocí termokamery 433 400 352 340 T [ C] 314 318 309 300 267 218 218 245 233 236 229 212 200 100 0 0,5")
16 v rámci praktického obráběcího experimentu prováděno měření teploty třísky a nástroje termokamerou + měření řezných sil (okamžik selhání nástroje, vliv nárůstků apod.) Teploty třísek v jednotlivých časech obrábění pro různé systémy PVD vrstev zjištěné pomocí termokamery T [ C] ,5 1,5 3 t [min.] TiAlSiN TiN TiAlN TiAlN 400 C TiAlN 800 C Ověřeno: Oxidické filmy mohou působit jako účinná teplotní bariéra Nejúčinnější ox. film (z vrstev TiN, TiAlN, TiAlSiN) je komplexní oxidický film na vrstvě TiAlSiN 15/33
17 Vliv různých způsobů na teplotní degradaci tenkých otěruvzdorných vrstev nesoulad : obráběcí aplikace = plošný ohřev (2D), velmi rychlý ohřev X ohřev v peci = objemový ohřev, relativně pomalý ohřev řešení laserový ohřev kontaktní ohřev 16/33
18 Teplotní odolnost PVD vrstev vůči laserovému povrchu ohřevu PVD vrstvy: TiN, TiAlN, TiAlSiN, CrAlSiN Deponováno na substrátu ČSN (EN C45) Na každém vzorku vytvořeny 4 stopy odpovídající teplotám: 400, 700, 1000, 1400 C Laserové stopy vytvořeny pulzním laserem Nd:YAG 17/33


19 T = 700 C TiN teplotní poškození vrstvy, celkové odhalení substrátu TiAlSiN vznik trhlin v důsledku teplotních pnutí TiAlN, CrAlSiN pouze zvýšení drsnosti TiAlSiN EDX analýza z místa č.1 Absence Ti a Si = odhalení substrátu 18/33
 TiAlN charakter poškození podobný jako u vrstvy")

 na odolnost proti poškozování teplotními rázy TiAlSiN")
20 T = 1000 C TiN celkové odstranění vrstvy (pravděpodobně její odpaření) TiAlN charakter poškození podobný jako u vrstvy TiAlSiN; TiAlN delaminace pouze svrchní vrstvy, substrát neodhalen CrAlSiN rozlámání vrstvy na jemné fragmenty TiAlN prokázán příznivý vliv multivrstevného uspořádání vrstvy (TiAlN) na odolnost proti poškozování teplotními rázy TiAlSiN CrAlSiN 19/33


21 T = 1400 C u všech vrstev došlo k jejich úplnému odstranění v důsledku jejich roztavení a odpaření odkrytí substrátu v celé šířce laserové stopy po odstranění vrstvy došlo k povrchovému roztavení substrátu Směs roztaveného substrátu a roztavené vrstvy TiN TiN 20/33
 => zbytek roztavené vrstvy (po odpaření) se promísil s roztaveným substrátem největší výskyt u")


22 pórovitost TiAlN CrAlSiN Na okrajích překryvů EDX analýzou detekovány všechny prvky obsažené ve vrstvě (vyjma hliníku u vrstev obsahující hliník) => zbytek roztavené vrstvy (po odpaření) se promísil s roztaveným substrátem největší výskyt u vrstvy TiN Jamkovitá morfologie stopy = segmenty jednotlivých laserových pulsů pravděpodobně vyvolána vznikem plasmy v místě interakce laserového paprsku s povrchem materiálu ionizace par uvolněných z materiálu + absorbce laser. energie přeměna energie záření na plasmu čelo expandující plasmy se pohybuje nadzvukovou rychlostí proti dopadajícímu laser. záření P.Schaaf: Laser nitriding of metals, Progress in Materials in Materials Science rozdíl tlaků Δp představuje píst, který přesouvá roztavený materiál 21/33
")
23 0,6118 0,5224 0,6915 0,5389 0,4872 0,5 0,5063 0,6 0,5589 0,6369 redukce šířky vrypu - tr 0,7 0,6278 0,8 0,6188 tm 0,6276 tr tr redukce šířky vrypu, tls šířka vrypu v laserové stopě, tm šířka vrypu mimo laserovou stopu 0,5496 t ls 0,4 0,3 0,2 0, Stopa 700 C zatíže ní [N] TiAlSiN TiAlN CrAlSiN Zjištění adhezivně kohezivních vlastností - Scratch test u všech vrstev (vyjma TiN) došlo při teplotě 700 C ke zlepšení adheze k vrstvy substrátu (nejlepší u vrstvy TiAlSiN) multivrstevné uspořádání (vrstva TiAlN) nejlépe působí proti šíření teplotních trhlin a delaminaci vrstvy při rázovém teplotním působení laserový ohřev působí na vrstvy odlišnými mechanismy ohřevu, které se v reálných aplikacích (obrábění, tváření za tepla apod.) neuplatňují 22/33


24 Vliv kontaktního a objemového způsobu ohřevu na teplotní degradaci tenkých otěruvzdorných vrstev dva různé typy kontaktního ohřevu, objemový ohřev v peci dva typy substrátů (kalený x nekalený) ocel (EN C105U) zkoumán vliv uhlíku dvě teploty ohřevu 400 C, 750 C různé časy teplotní expozice: 10, 100, 1000 s 23/33

 a kohezivního (K1 K6) poškození vrstvy vyvolané vnikacím testem při")
25 Experimenty: indentační zkouška (mercedes test), tribologická zkouška, impact test, GD-OES Indentační zkouška TiAlN, kalený substrát,10s TiAlN, kalený substrát,1110s kaleno CrAlSiN TiAlSiN TiAlN TiN Klasifikační třídy adhezivního (A1-A6) a kohezivního (K1 K6) poškození vrstvy vyvolané vnikacím testem při 1500 N 24/33


26 Vtisky u vrstvy TiN deponované na zakaleném substrátu porušení oxidického filmu teplotně indukované jevy nejsou detekovatelné vnikací zkouškou nedošlo k ovlivnění adhezní soudržnosti mezi substrátem a vrstvou vlivem uhlíku (není přítomno adhezní poškození) 25/33
27 Tribologický experiment PIN on Disc F = 2N zkoumán vliv oxidických filmů F = 10N zkoumán vliv odolnosti systému oxidický film tenká vrstva substrát diamantový hrot určení adhezivně kohezivních vlastností 26/33



28 vrstva TiAlSiN, kontaktní ohřev typ B, 10 s, 750 C vrstva TiAlSiN, kontaktní ohřev typ B, 10s, 400 C Dráhy opotřebení vytvořené diamantovým hrotem tyto trhliny vrstva CrAlSiN, ohřev v peci, 750 C, 1110 s zanikají při vyšších dobách teplotní expozice 27/33


29 Průběhy koeficientů tření pro systémy s vrstvou TiN, F = 2N Průběhy koeficientů tření pro systémy s vrstvou CrAlSiN, F = 2N 28/33
30 F = 10 N 608,0 700,0 600,0 500,0 417,0 367,0 370,0 400,0 335,0 280,8 276,0 300,0 329,0 240,0 215,0 285,0 267,0 231,1 232,8 228,0 241,0 233,0 209,0 208,0 213,0 200,0 100,0 0,0 A1 B1 C1 D1 A2 B2 C4 D4 KA5 KB5 KC5 KD5 C2 D2 A3 B3 C3 D3 Šířky tribologických stop, F= 10N, doba ohřevu 1110 sekund. A4 B4 29/33
31 Tloušťka oxidických filmů v závislosti na době ohřevu ohřev: kontaktní ohřev přes teplosměnnou destičku měření tloušťky oxidických filmů (µm) pomocí optických vlastností Potvrzeny výsledky z měření 31/33
32 Závěr: chování systému tenká vrstva - substrát závisí na způsobu ohřevu (nejvýrazněji u vrstvy TiAlSiN) chování (především tribologické) systému tenká vrstva substrát závisí na době ohřevu prokazatelný vliv oxidických filmů a jeho tloušťky (nejvýrazněji u vrstvy TiN) chování tenké vrstvy je silně závislé na vlastnostech substrátu (nejvíce u vrstev TiAlSiN, CrAlSiN, nejméně vrstva TiN) u vrstvy CrAlSiN se nepodařilo zvolenými způsoby ohřevu a aplikovanými teplotami (750 C) vyvolat vznik oxidického filmu na bázi Cr2O3 nebyl prokázán vliv hromadění uhlíku na oslabení adheze mezi vrstvou a substrátem 30/33
33 Některá uvedená měření byla provedena v rámci: 1) Interního grantu: Teplotní odolnost tenkých vrstev a jejich přínos v obrábění tvrdých ocelí. Interní grant Fakulty strojní, ) Projektu MPO: Vývoj vrtacích multifunkčních nástrojů pro vysoce produktivní a přesnou výrobu kruhových otvorů, FI-IM4/226, ) Projektu MPO: Vývoj a zavedení výroby nových řezných nástrojů s využitím progresivních nanovrstev a sendvičových tenkých vrstev pro obrábění těžkoobrobitelných materiálů. FI-IM2/054, /33
34 Poděkování: Odboru materiálů a technologie, NTC, ZČU Odboru termomechaniky a technologických procesů, NTC, ZČU LISS a.s. - Rožnov p. Radhoštěm Výzkumnému centrum kolejových vozidel, ZČU 33/33
35 Děkuji za pozornost
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV. Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž
 TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ. Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek
 TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
Kontaktní cyklické testování materiálů pomocí IMPACT testeru. Antonín Kříž; Petr Beneš
 Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH. Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek
 VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
Disertační práce. Souvislost metod hodnocení adhezívn. Martina Sosnová. Katedra materiálů a strojírenské metalurgie. Doc. Ing. Jana Skálová, CSc.
 Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí
 Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí P.Beneš 1 A.Kříž 1 J.Martan 2 1 Katedra materiálu a strojírenské metalurgie, Fakulta strojní,západočeská univerzita
Vliv tepelných vlastností tenkých vrstev na třískové obrábění tvrdých těžkoobrobitelných ocelí P.Beneš 1 A.Kříž 1 J.Martan 2 1 Katedra materiálu a strojírenské metalurgie, Fakulta strojní,západočeská univerzita
Vrstvy a povlaky 2007
 Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
Na počátku byla. obyčejná zvědavost,
 Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT. Západočeská univerzita v Plzni Fakulta strojní
 REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ
 Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH. Klára Jacková, Ivo Štepánek
 HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH Klára Jacková, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz Abstrakt
HODNOCENÍ POVRCHOVÝCH ZMEN MECHANICKÝCH VLASTNOSTÍ PO ELEKTROCHEMICKÝCH ZKOUŠKÁCH Klára Jacková, Ivo Štepánek Západoceská univerzita v Plzni, Univerzitní 22, 306 14 Plzen, CR, ivo.stepanek@volny.cz Abstrakt
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Posouzení stavu rychlořezné oceli protahovacího trnu
 Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS. Petr Beneš a Antonín Kříž b
 TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS Petr Beneš a Antonín Kříž b a ZÁPADOČESKÁ UNIVERZITA,FST,KMM Univerzitní 22, 306 14 Plzeň,
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV THERMAL DEGRADATION OF THIN WEAR RESISTANCE PVD COATINGS Petr Beneš a Antonín Kříž b a ZÁPADOČESKÁ UNIVERZITA,FST,KMM Univerzitní 22, 306 14 Plzeň,
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT. Antonín Kříž. Vrstvy a Povlaky 2008
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Moderní metody obrábění zvyšování řezivosti nástroje
 Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
člen švýcarské skupiny BCI
 > úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
> úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF MATERIAL SYSTEMS
 STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE
 STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
Vrtáky do plna vrtáky do plna s tříbřitou VBD
 vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
vrtáky do plna s tříbřitou VBD Příslušenství typ šroub torx WC03 UD30.WC03.160.W25 16 25 32 52 56 129 UD30.WC03.170.W25 17 25 32 55 56 133 UD30.WC03.180.W25 18 25 32 58 56 137 UD30.WC03.190.W25 19 25 32
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU
 HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž
 Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
LŠVT 2007. Mechanické vlastnosti: jak a co lze měřm. ěřit na tenkých vrstvách. Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha
 Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
Rozhodující vlastnosti nástrojových ocelí pro: POUŽITÍ. Charakteristika OPTIMÁLNÍ VÝKON NÁSTROJŮ VÝROBU NÁSTROJŮ VANCRON 40
 1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
1 VANCRON 40 2 Rozhodující vlastnosti nástrojových ocelí pro: OPTIMÁLNÍ VÝKON NÁSTROJŮ V mnoha aplikacích nástrojových ocelí pro práci za studena vyžadujeme povlakování povrchu, jako prevenci proti nalepování
Západočeská univerzita v Plzni. různých. povrchových modifikací. Univerzitní 22, Plzeň, ČR,
 Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
ÚVOD DO INTEGRITY POVRCHU naše činnost. Antonín Kříž; Petr Beneš
 ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Zkoušení mechanických vlastností zkoušky tvrdosti. Metody charakterizace nanomateriálů 1
 Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
, Hradec nad Moravicí
 ZMĚNY PORUŠOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT CYKLICKOU VRYPOVOU PŘI POUŽITÍ RŮZNÝCH DRUHŮ INDENTORŮ CHANGING OF FAILURE OF SYSTEMS THIN FILM SUBSTRATE BY CYCLIC SCRATCH TEST WITH DIFFERENT KIND OF INDENTORS
ZMĚNY PORUŠOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT CYKLICKOU VRYPOVOU PŘI POUŽITÍ RŮZNÝCH DRUHŮ INDENTORŮ CHANGING OF FAILURE OF SYSTEMS THIN FILM SUBSTRATE BY CYCLIC SCRATCH TEST WITH DIFFERENT KIND OF INDENTORS
Aplikace tenkých vrstev ve strojírenství
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Použití. Charakteristika SLEIPNER PŘÍKLADY:
 1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
JIŘÍ HÁJEK, ANTONÍN KŘÍŽ
 SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Materiály. Produkty 1-2 1-4 1-6 1-8 1-10 1-12 1-13 1-14 1-15
 Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ
 HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0%
 NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
NÁSTROJOVÁ OCEL LC 200 N Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 15,0 % 0,5 % 0,95% 0,5% 1,0% LC 200 N Je vysoce korozivzdorná, dusíkem legovaná nástrojová ocel s výtečnou houževnatostí
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ
 VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
VLIV PŘÍPRAVY POVRCHU A NEHOMOGENIT TLOUŠŤKY VRSTEV NA CHOVÁNÍ TENKOVRSTVÝCH SYSTÉMŮ INFLUENCE OF PREPARING SURFACE AND INHOMOGENEITY OF THICKNESS FILMS ON BEHAVIOUR THIN FILMS SYSTEMS Abstrakt Ivo ŠTĚPÁNEK
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5%
 NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
NÁSTROJOVÁ OCEL LC 185 MP Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr N Mo Ni Mn 0,3% 14,0 % 0,4 % 0,1% 0,4% 0,5% LC 185 MP Je dusíkem legovaná, korozivzdorná ocel typu matrix s excelentní leštitelností.
Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami. Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána
 Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami Step by Step Analysis of Combination Stress of Systems with Thin Films Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána Západočeská
Kroková hodnocení kombinovaného namáhání systémů s tenkými vrstvami Step by Step Analysis of Combination Stress of Systems with Thin Films Roman Reindl, Ivo Štěpánek, Radek Poskočil, Jiří Hána Západočeská
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK
 ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
Vliv povrchu na užitné vlastnosti výrobku
 Vliv povrchu na užitné vlastnosti výrobku Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení průmyslového projektu FI-IM4/226, který
Vliv povrchu na užitné vlastnosti výrobku Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení průmyslového projektu FI-IM4/226, který
VANADIS 4 SuperClean TM
 1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
1 VANADIS 4 SuperClean TM 2 Rozhodující vlastnosti nástrojových ocelí pro optimální výkon: správná tvrdost pro dané použití vysoká odolnost proti opotřebení vysoká houževnatost. Vysoká odolnost proti opotřebení
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
VYUŽITÍ INVESTICE VÝKONNÝ LASER + ROBOT
 CENTRUM NOVÝCH TECHNOLOGIÍ A MATERIÁLŮ VYUŽITÍ INVESTICE VÝKONNÝ LASER + ROBOT Doc. Ing. Milan Honner, Ph.D. Ing. Ondřej Soukup odbor TTP - CENTEM 3 Nové technologie - výzkumné centrum Západočeská univerzita
CENTRUM NOVÝCH TECHNOLOGIÍ A MATERIÁLŮ VYUŽITÍ INVESTICE VÝKONNÝ LASER + ROBOT Doc. Ing. Milan Honner, Ph.D. Ing. Ondřej Soukup odbor TTP - CENTEM 3 Nové technologie - výzkumné centrum Západočeská univerzita
Tenké vrstvy. metody přípravy. hodnocení vlastností
 Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
SVOČ FST Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, Plzeň Česká republika
 ŘEZIVOST FRÉZOVACÍHO NÁSTROJE S APLIKACÍ VYBRANÝCH DRUHŮ TENKÝCH VRSTEV PŘI OBRÁBĚNÍ KALENÉ OCELI SVOČ FST 2008 Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
ŘEZIVOST FRÉZOVACÍHO NÁSTROJE S APLIKACÍ VYBRANÝCH DRUHŮ TENKÝCH VRSTEV PŘI OBRÁBĚNÍ KALENÉ OCELI SVOČ FST 2008 Aleš Srogončík, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC. PIN-on-DISC TRIBOLOGICAL TEST. Jiří Hájek a Antonín Kříž b
 TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ PŘEHLED VÝROBKŮ A SLUŽEB FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY
 FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ NÁSTROJE A NÁŘADÍ VELEŠÍN PŘEHLED VÝROBKŮ A SLUŽEB 4 GARANTUJEME PRVOTŘÍDNÍ KVALITU Jsme držitelem
FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ NÁSTROJE A NÁŘADÍ VELEŠÍN PŘEHLED VÝROBKŮ A SLUŽEB 4 GARANTUJEME PRVOTŘÍDNÍ KVALITU Jsme držitelem
VLIV MECHANICKÉHO PORUŠENÍ NA CHOVÁNÍ POVRCHU S TIN VRSTVOU PŘI TEPELNÉM A KOROZNÍM NAMÁHÁNÍ. Roman Reindl, Ivo Štěpánek, Martin Hrdý, Klára Jačková
 VLIV MECHANICKÉHO PORUŠENÍ NA CHOVÁNÍ POVRCHU S TIN VRSTVOU PŘI TEPELNÉM A KOROZNÍM NAMÁHÁNÍ Roman Reindl, Ivo Štěpánek, Martin Hrdý, Klára Jačková Západočeská univerzita v Plzni, Univerzitní 22, 306 14
VLIV MECHANICKÉHO PORUŠENÍ NA CHOVÁNÍ POVRCHU S TIN VRSTVOU PŘI TEPELNÉM A KOROZNÍM NAMÁHÁNÍ Roman Reindl, Ivo Štěpánek, Martin Hrdý, Klára Jačková Západočeská univerzita v Plzni, Univerzitní 22, 306 14
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
CHANGING OF MECHANICAL PROPERTIES AND BEHAVIOUR OF SURFACES OF BIOCOMPATIBLE SYSTEMS THIN FILM - SUBSTRATE AFTER ELECTROCHEMICAL CORROSION
 ZMĚNY MECHANICKÝCH VLASTNOSTÍ A CHOVÁNÍ POVRCHŮ BIOKOMPATIBILNÍCH SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT PO ELEKTROCHEMICKÉM PŮSOBENÍ CHANGING OF MECHANICAL PROPERTIES AND BEHAVIOUR OF SURFACES OF BIOCOMPATIBLE
ZMĚNY MECHANICKÝCH VLASTNOSTÍ A CHOVÁNÍ POVRCHŮ BIOKOMPATIBILNÍCH SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT PO ELEKTROCHEMICKÉM PŮSOBENÍ CHANGING OF MECHANICAL PROPERTIES AND BEHAVIOUR OF SURFACES OF BIOCOMPATIBLE
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT MATERIALS AND CORRELATION WITH MORPHOLOGY OF FAILURES
 ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
ZMĚNY V PRŮBĚHU SIGNÁLU AKUSTICKÉ EMISE PŘI VRYPOVÉ INDENTACI NA RŮZNÝCH MATERIÁLECH A KORELACE S MORFOLOGIÍ PORUŠENÍ Abstrakt CHANGING IN ACOUSTIC EMISSION SIGNAL DURING SCRATCH INDENTATION ON DIFFERENT
Experimentální zjišťování charakteristik kompozitových materiálů a dílů
 Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
DRUHY A UTVÁŘENÍ TŘÍSEK
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. DRUHY A UTVÁŘENÍ TŘÍSEK Jan Jersák Technická univerzita v Liberci
COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES
 POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI CALDIE. Pevnost v tlaku
 1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ PŘEHLED VÝROBKŮ A SLUŽEB FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY
 FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ NÁSTROJE A NÁŘADÍ VELEŠÍN PŘEHLED VÝROBKŮ A SLUŽEB 4 GARANTUJEME PRVOTŘÍDNÍ KVALITU Jsme držitelem
FRÉZY VRTÁKY PKD NÁSTROJE VÝSTRUŽNÍKY ZÁVITOVÉ FRÉZY KATALOG ŘEZNÝCH NÁSTROJŮ + VÝROBA RENOVACE OSTŘENÍ NÁSTROJE A NÁŘADÍ VELEŠÍN PŘEHLED VÝROBKŮ A SLUŽEB 4 GARANTUJEME PRVOTŘÍDNÍ KVALITU Jsme držitelem
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Tenké vrstvy. aplikace metody přípravy hodnocení vlastností
 Tenké vrstvy aplikace metody přípravy hodnocení vlastností Co je tenká vrstva? Srovnání tloušťek lidského vlasu a tenké vrstvy Zdroj: http://resolution.umn.edu/mms/pro jectmicro/schools/ 1 / 75 Co je tenká
Tenké vrstvy aplikace metody přípravy hodnocení vlastností Co je tenká vrstva? Srovnání tloušťek lidského vlasu a tenké vrstvy Zdroj: http://resolution.umn.edu/mms/pro jectmicro/schools/ 1 / 75 Co je tenká
COMTES FHT a.s. R&D in metals
 COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
Studium tenkých mazacích filmů spektroskopickou reflektometrií
 Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání
Studium tenkých mazacích filmů spektroskopickou reflektometrií Ing. Vladimír Čudek Ústav konstruování Odbor metodiky konstruování Fakulta strojního inženýrství Vysoké učení technické v Brně OBSAH EHD mazání