VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Roman Šimek
- před 6 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝVOJ NOVÝCH OSOVÝCH NÁSTROJŮ S BŘITY Z RŮZNÝCH ŘEZNÝCH MATERIÁLŮ NA DEFINOVANÝCH PRŮMĚRECH PRO OBRÁBĚNÍ PŘESNÝCH A VELMI PŘESNÝCH DĚR THE DEVELOPMENT OF NEW AXIS TOOLS WITH EDGES OF VARIOUS CUTTING MATERIALS ON DEFINED DIAMETERS FOR THE MACHINING OF PRECISION AND HIGH- PRECISION OPENINGS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR VEDOUCÍ PRÁCE SUPERVISOR MARTIN DOSTÁL Ing. KAREL KOUŘIL, Ph.D. BRNO 2011
2 Vysoké učení technické v Brně, Fakulta strojního inženýrství Ústav strojírenské technologie Akademický rok: 2010/2011 ZADÁNÍ BAKALÁŘSKÉ PRÁCE student(ka): Martin Dostál který/která studuje v bakalářském studijním programu obor: Strojírenská technologie (2303R002) Ředitel ústavu Vám v souladu se zákonem č.111/1998 o vysokých školách a se Studijním a zkušebním řádem VUT v Brně určuje následující téma bakalářské práce: Vývoj nových osových nástrojů s břity z různých řezných materiálů na definovaných průměrech pro obrábění přesných a velmi přesných děr v anglickém jazyce: The development of new axial tools with edges of various cutting materials on defined diameters for the machining of precision and high-precision openings Stručná charakteristika problematiky úkolu: Cílem úkolu je vývoj nových osových nástrojů s břity z různých řezných materiálů na definovaných průměrech pro obrábění přesných a velmi přesných děr. Cíle bakalářské práce: 1. Poskytnout přehled o současných osových řezných nástrojích pro produktivní obrábění se zaměřením na řezné materiály. 2. Teoreticky zpracovat přinos navrhované koncepce nových nástrojů s dvěma řeznými materiály na definovaném průměru. 3. Navrhnout experimentální řezné zkoušky v podmínkách společnosti HAM-FINAL. Úvodní část práce bude poskytovat definice základních parametrů přesnosti, kvality obrobeného povrchu a požadavků na přesnost děr. Dále práce zmapuje současnou technickou úroveň dostupných nástrojů světových výrobců osových nástrojů pro obrábění děr, z hlediska technologických aspektů, nástrojových materiálů, nástrojové geometrie, hlavních konstrukčních prvků. Závěrečná část práce se bude zabývat navržením experimentálního ověření užitných vlastností prototypů nově vyvíjených osových nástrojů ve spolupráci s HAM-FINAL.
3 Seznam odborné literatury: 1. FOREJT, M., PÍŠKA, M. Teorie obrábění, tváření a nástroje, pp.1-226, ISBN , 2006, Akademické nakladatelství CERM, s.r.o. Brno 2. PÍŠKA, M. Všeobecný vývoj a testování řezných nástrojů a materiálů, MM Průmyslové spektrum, Vol.CZK 65, 2005, No.4, pp.14-16, ISSN PÍŠKA, M., HUMÁR, A. Testování řezivosti nových nástrojových materiálů, MM Průmyslové spektrum, Vol. 2004, 2004, No.Speciál IX, pp , ISSN PÍŠKA, M. Všeobecný vývoj a testování řezných nástrojů a materiálů, MM Průmyslové spektrum, Vol.CZK 65, 2005, No.4, pp.14-16, ISSN KOUŘIL, K., VANĚK, V. MM Průmyslové spektrum. Dokončovací operace vystružování. [online]. 2006, č. 6. [cit ] 6. HUMÁR, A. Technologie I. Technologie obrábění 2.část. Studijní opory pro magisterskou formu studia. [online]. 7. KVASNIČKA, I., SLAVÍK, V., ŠTAJNOCHR, L. Obráběcí nástroje. Vydání první. Praha: Vydavatelství ČVUT, s. ISBN ZEMČÍK, O. Nástroje a přípravky pro obrábění. Brno: Akademické nakladatelství CERM, s. ISBN Vedoucí bakalářské práce: Ing. Karel Kouřil, Ph.D. Termín odevzdání bakalářské práce je stanoven časovým plánem akademického roku 2010/2011. V Brně, dne L.S. prof. Ing. Miroslav Píška, CSc. Ředitel ústavu prof. RNDr. Miroslav Doupovec, CSc. Děkan fakulty
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT V úvodní části práce jsou uvedeny definice základních parametrů přesnosti, kvality obrobeného povrchu a požadavků na přesnost děr. Dále práce obsahuje popis výstružníků a vrtáků podle technologických, materiálových, geometrických a konstrukčních aspektů. Následně je v práci popsán sortiment největších výrobců vrtáků a výstružníků se zaměřením na kombinaci různých řezných materiálu. V praktické části je zpracován vývoj velmi přesného vrtáku, který využívá výhod kombinace dvou řezných materiálů a to slinutého karbidu a cermetu. KLÍČOVÁ SLOVA Vrták, výstružník, díra, řezný materiál. ABSTRACT The first part of work provides definition of basic parameters of accuracy, quality of machined surface and accuracy requirements for the holes. Further work includes a description of the reamers and drills according to the technological, material, geometrical and structural aspects. Subsequently is described range of the largest drills and reamers manufacturers, focusing on a combination of different cutting materials. The practical part contains the development of high-precision drill, which takes advantages of combining two following cutting materials hard metal and cermet. KEY WORDS Drill, reamer, hole, cutting material. BIBLIOGRAFICKÁ CITACE DOSTÁL, Martin. Název: Vývoj nových osových nástrojů s břity z různých řezných materiálů na definovaných průměrech pro obrábění přesných a velmi přesných děr. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s., 6s. příloh. Vedoucí práce Ing. Karel Kouřil, Ph.D.
5 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 PROHLÁŠENÍ Prohlašuji, že jsem bakalářskou práci na téma Vývoj nových osových nástrojů s břity z různých řezných materiálů na definovaných průměrech pro obrábění přesných a velmi přesných děr vypracoval samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce Martin Dostál
6 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 PODĚKOVÁNÍ Děkuji tímto Ing. Karlu Kouřilovi, Ph.D. za cenné připomínky, čas věnovaný konzultacím a rady, které mi pomohly při vypracování bakalářské práce. Dále děkuji firmě HAM FINAL s.r.o. za možnost podílet se na vývoji nových nástrojů.
7 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH ABSTRAKT... 4 PROHLÁŠENÍ... 5 PODĚKOVÁNÍ... 6 OBSAH... 7 ÚVOD DEFINICE ZÁKLADNÍCH PARAMETRŮ PŘESNOSTI Rozměrová tolerance Základní pojmy Soustava tolerancí a uložení ISO Geometrické tolerance Toleranční pole Struktura povrchu Základní pojmy TECHNOLOGICKÉ ASPEKTY NÁSTROJOVÉ MATERIÁLY Nástrojové oceli Slinuté karbidy Skupiny slinutých karbidů Výroba slinutých karbidů Povlakované slinuté karbidy Metody povlakování Cermety Vlastnosti cermetů Generace cermetů Řezná keramika Využití řezné keramiky NÁSTROJOVÁ GEOMETRIE Základní parametry geometrie výstružníku a vrtáku KONSTRUKČNÍ ASPEKTY Vrtáky Popis základních druhů vrtáků Výstružníky Popis základních druhů výstružníků NEJVĚTŠÍ VÝROBCI BECK MAPAL Seco Tools HAM FINAL Systém NGV Systém MT RC systém KOMET GUHRING Systém LT 800 WP Zahlubovací jednotka Pramet Tools... 44
8 FSI VUT BAKALÁŘSKÁ PRÁCE List 8 7 VÝVOJ OSOVÉHO NÁSTROJE S BŘITY Z RŮZNÝCH ŘEZNÝCH MATERIÁLŮ Popis současného stavu vrtání děr v tělese automobilové brzdy Obrobek Řezné podmínky Parametry používaného stroje Současně používaný nástroj Kontrola a měření Nově navržený nástroj Experimentální řezné zkoušky Porovnání současného a nového nástroje ZÁVĚR SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ SEZNAM PŘÍLOH... 59
9 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 ÚVOD Současným trendem ve strojírenství je snaha co nejvíce snížit náklady na výrobu, zvýšit produktivitu a kvalitu výrobků. Velmi často se tak děje pomocí inovace strojů a nástrojů používaných ve výrobních, nebo pomocných operacích. Z ekonomického hlediska pro nástroje je jedním z nejdůležitějších aspektů trvanlivost. Vrtání je třísková metoda obrábění, která se dá využít pro hrubovací, polohrubovací i dokončovací obrábění. Používá se pro výrobu děr do plného materiálu, anebo do předpracované díry. Hlavní řezný pohyb je rotační a vykonává ho nástroj (vrták), vedlejší řezný pohyb je posuvný a také ho koná nástroj. Výjimkou je vrtání na soustruhu, kde hlavní řezný pohyb dělá obrobek. V současné době, díky trendu snižování nákladů na výrobu, se vrtání pokud možno přesouvá na pozici dokončovací operace. Z tohoto důvodu jsou na vrtání kladeny vyšší požadavky a to zejména na přesnost vrtané díry a její jakost. Tyto požadavky jsou přímo ovlivněny konstrukcí, geometrií a materiálem nástroje. Také způsob chlazení a druh chladící kapaliny mají velký vliv na trvanlivost nástroje. Vystružování je dokončovací metoda třískového obrábění, která se aplikuje po vrtání, nebo po vyhrubování. Hlavní řezný pohyb je zde rotační a vedlejší pohyb je posuvný, oba tyto pohyby jsou vykonávány nástrojem, který se nazývá výstružník. Na vystružování je třeba klást velký důraz, jelikož je velmi často poslední prováděnou operací na obrobku a v tu chvíli je v něm vloženo velké množství financí. Hlavním uplatněním výstružníků je obrábění velmi přesných děr.
10 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 1 DEFINICE ZÁKLADNÍCH PARAMETRŮ PŘESNOSTI Je velmi důležité zajistit tvarovou a rozměrovou přesnost včetně jakosti povrchu. Díky tomu lze vyráběné součásti při výrobní montáži zaměnit a po opotřebení během své funkce také nahradit novými. Geometrické i rozměrové tolerance se předepisují, pokud je to potřeba z hlediska funkce součásti. Pokud však není rozměr funkční, lze použít tzv. všeobecných tolerancí. [1] Mezi základní parametry přesnosti patří [1]: rozměrové tolerance, geometrické tolerance, struktura povrchu. 1.1 Rozměrová tolerance Skutečné rozměry sdružených ploch, tvořících uložení, se musí pohybovat mezi dvěma mezními rozměry, které zajistí funkčnost uložení. [1] Obr. 1.1 Mezní rozměry a toleranční pole válcové díry a hřídele [1] Kde: Dmax (dmax) horní mezní rozměr díry (hřídele)[mm], Dmin (dmin) dolní mezní rozměr díry (hřídele)[mm], T (t) rozměrová tolerance [mm]. [1] Základní pojmy [1]: horní úchylka rozdíl mezi horním mezním rozměrem a jmenovitým rozměrem, dolní úchylka rozdíl mezi dolním mezním rozměrem a jmenovitým rozměrem, rozměrová tolerance rozdíl mezi horním mezním rozměrem a dolním mezním rozměrem,
11 FSI VUT BAKALÁŘSKÁ PRÁCE List 11 toleranční pole pole obdélníkového tvaru, kde šířka je libovolná a výška udává velikost tolerance, uložení vztah mezi dvěma prvky, které mají společný jmenovitý rozměr. Dělí se na tři základní uložení. uložení s vůlí dolní mezní rozměr díry je větší, nebo roven hornímu meznímu rozměru hřídele, uložení s přesahem horní mezní rozměr díry je menší, nebo roven dolnímu meznímu rozměru hřídele, uložení přechodné toleranční pole hřídele a díry se překrývají (částečně, nebo úplně) Soustava tolerancí a uložení ISO Tato soustava tolerancí a uložení platí pro hladké prvky válcových součástí i součástí s rovnoběžnými plochami, která je znázorněna v tabulce 1.1. [1] Tab. 1.1 Toleranční stupně a základní tolerance pro rozměry do 500mm [1] Toleranční stupeň IT01 IT0 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 Velikost základní tolerance 0,3+0,008D 0,5+0,012D 0,8+0,020D Stanoveno geometrickou řadou mezi hodnotami IT1 a IT 5 7i 10i 16i 25i IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 40i 64i 100i 160i 250i 400i 640i 1000i 1600i 2500i Použití: IT01 IT4 pro výrobu kalibrů a měřidel, IT5 IT11 pro uložení v přesném a všeobecném strojírenství, IT11 IT18 pro mezní úchylky netolerovaných délkových rozměrů a výrobu polotovarů. [1] 1.2 Geometrické tolerance Potřeba definování a předepisování geometrických tolerancí pramení z rozšiřování výrobní kooperace, shromažďováním výroby, ale především kvůli zvyšování požadavků na strojírenské výrobky. Pokrok v této oblasti je přímo závislý na rozvoji metrologie. [1] Úchylky polohy, tvaru, směru, a také úchylky házení, mohou mít nepříznivý vliv na funkci strojů jako celků, ale také na funkci jednotlivých komponentů. Pro splnění podmínky zaměnitelnosti je nutné, aby úchylky rozměrů, geometrické úchylky a struktura povrchu funkčních ploch vyhovovaly stanoveným mezním hodnotám. Druhy geometrických tolerancí a jejich označování je znázorněno v tabulce 1.2 a 1.3. [1]
12 FSI VUT BAKALÁŘSKÁ PRÁCE List 12 Tab. 1.2 Geometrické tolerance tvaru [1] Tolerance Značky Tolerance vztahující se k jednomu prvku. Přímosti Tvaru. Rovinnosti Kruhovitosti Válcovitosti Tolerance vztahující se k jednomu prvku, nebo dvěma (a více) prvkům. Tvaru Tvaru čáry Tvaru plochy Tab. 1.3 Geometrické tolerance orientace, umístění, házení a jejích označení [1] Tolerance Značky Tolerance vztahující se k dvěma, nebo více prvkům Rovnoběžnosti Orientace Kolmosti Sklonu Polohy Umístění Házení Soustřednosti a souososti Souměrnosti Kruhového Celkového
13 FSI VUT BAKALÁŘSKÁ PRÁCE List Toleranční pole Geometrické prvky jsou ohraničeny tolerančním polem, nebo prostorem a musí ležet uvnitř. Pro různé druhy je rozeznáváno různé ohraničení tolerančního pole (prostoru) znázorněného na následujících obrázcích. [1] V rovině [1]: o dvěma rovnoběžnými přímkami, o mezikružím - například ohraničení tolerančního pole kruho vitosti (obr. 1.2). V prostoru [1]: o dvěma rovnoběžnými rovinami, o válcem ohraničení tolerančního prostoru rovnoběžnosti dvou přímek (obr. 1.3), o dvěma souosými válci. Obr. 1.2 Toleranční pole kruhovitosti [1] Obr. 1.3 Válcový toleranční prostor rovnoběžnosti dvou přímek [1]

14 FSI VUT BAKALÁŘSKÁ PRÁCE List Struktura povrchu Nerovnosti na povrchu plochy, které zde zanechá jakákoliv technologie výroby, ovlivňují funkci součásti. U obrobených ploch to jsou zejména stopy po řezném nástroji, nebo po brusivu. U neobrobených ploch jsou to nerovnosti vzniklé předchozím způsobem zpracování nerovnosti zápustek a kovadel u výkovků, otisky nerovnosti forem u odlitků. [1] Základní pojmy Při posuzování nerovností povrchu jsou používány následující pojmy [1]: nedokonalost povrchu, struktura povrchu. Mezi nedokonalosti povrchu je zahrnuta například koroze, trhliny, póry a další, které jsou náhodně způsobené během výrobního, skladovacího, nebo funkčního procesu i na funkčních plochách. Zmíněné i další nedokonalosti povrchu nemají žádný vliv na hodnocení struktury povrchu. [1] Na obrázku 1.4 je znázorněna trojrozměrná topografie povrchu, která je tvořena strukturou povrchu, skládající se z náhodných úchylek a opakovaných úchylek. Jsou rozeznávány tři různé složky struktury povrchu. [1] drsnost povrchu složka mající nejmenší rozteč nerovností povrchu, vlnitost povrchu, základní profil složka mající největší rozteč nerovností povrchu. [1] K účelům měření a vyhodnocování struktury povrchu se používá profilová metoda. Průsečnice nerovností skutečného povrchu spolu s rovinou, která je vedená kolmo k tomuto povrchu, spolu tvoří profil povrchu (obr. 1.4). [1] Obr. 1.4 profil povrchu a souřadnicový systém [2] Kde: Osa X ve směru snímání povrchu je souběžná se střední čárou, osa Y také leží na skutečném povrchu a osa Z směřuje z povrchu do okolí.
15 FSI VUT BAKALÁŘSKÁ PRÁCE List 15 Jestliže je znám profil povrchu, lze z něho odvodit profil drsnosti, vlnitosti a profil základního profilu. Profil drsnosti je dále využíván pro určení parametrů profilu drsnosti povrchu. V praxi je využíván parametr drsnosti Ra, což je parametr profilu drsnosti ve směru osy Z v obr [1] Pro získání Ra se musí po měření provést výpočet průměrné aritmetické úchylky posuzovaného profilu. [1] 1 Ra = l r lr 0 / Z( x) / dx Kde: Z(x) je výška posuzovaného profilu v libovolné poloze x, (1.1) l r základní délka, ve směru osy X charakterizující měřený profil. [1] Obr. 1.5 Parametry drsnosti Ra a Rz [2] Současně jsou v praxi používány přednostně hodnoty z následující řady v (µm) : 0,012; 0,25; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400. [1]
16 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 Po přiblížení problematiky technologie vrtání a vystružování bude v následujících kapitolách zmapována technická úroveň dostupných osových nástrojů pro obrábění přesných a velmi přesných děr s důrazem na řezné materiály. Vrtání je třísková metoda obrábění, kde se obrábí do plného materiálu. Hlavní řezný pohyb je rotační a je vykonáván nástrojem (výjimečně obrobkem), vedlejší pohyb je posuvný a také ho vykonává nástroj. Vrták je zpravidla kolmý na rovinu obrobku, kterou do něj vstupuje. Vrtání je následováno vyhrubováním (pro průměr díry nad 10 mm) a dále vystružováním. [3] Vystružování je třísková metoda obrábění, kde hlavní řezný pohyb je rotační a také ho dělá nástroj (výjimečně obrobek), vedlejší pohyb je posuvný a dělá ho nástroj. Vystružování je používáno jako dokončovací operace tzn. jedna z posledních operací prováděných na výrobku. Ve chvíli, kdy se obrobek vystružuje, je v něm vloženo velké množství financí. Z tohoto důvodu je nutné přikládat vystružování velkou pozornost. [2] Všechny osové nástroje na díry mají jednu společnou vlastnost, a to klesající řeznou rychlost ve směru k ose nástroje podél hlavního ostří. Což může být mnohdy problém z hlediska volby nástrojového materiálu, kdy na jádro je vhodnější jiný materiál než na obvod nástroje. Za řeznou rychlost je považována obvodová rychlost, která je na největším (jmenovitém) průměru nástroje a dá se vyjádřit vzorcem 2.1. [3] 3 vc = π D n 10 [m.min -1 ] (2.1) Kde: D je jmenovitý průměr vrtáku [mm], N jsou otáčky vřetene [min -1 ]. [3] Problematice dvou řezných materiálů se bude věnovat praktická část práce, kde firma HAM FINAL vyvíjí nástroj ze dvou různých řezných materiálů v různých variantách. Jedná se o vrták, který má jádro z houževnatějšího materiálu a obvod je vyroben z materiálu, který je otěruvzdornější a tvrdší. Následně budou popsány osové nástroje pro výrobu přesných a velmi přesných děr podle těchto aspektů: technologických, nástrojových materiálů, nástrojové geometrie, konstrukčních, největších výrobců. 2 TECHNOLOGICKÉ ASPEKTY Při volbě technologie a stroje rozdělujeme operace na hrubovací a dokončovací. Vystružování zcela jistě spadá do kategorie dokončovacích operací. Vrtání je v současné době někde na rozhraní těchto dvou operací. Pro přesné umístění díry je nutné před samotným vrtáním díru navrtat, středícím
17 FSI VUT BAKALÁŘSKÁ PRÁCE List 17 vrtákem. Po vyvrtání díry se pokračuje vyhrubováním a následně vystružováním. Téměř vždy, když je vystružování použito, se jedná o poslední operaci obrábění díry, jen výjimečně se po vystružování použije ještě broušení, válečkování nebo honování. [4] Mezi hlavní parametry sledované při vystružování patří tvarová a rozmě - rová přesnost, ale také kvalita obrobeného povrchu a jeho drsnost. Jako materiály výstružníků jsou používány rychlořezné oceli, slinuté karbidy, cermety a další. [4] Pro vrtání šroubovým vrtákem je uváděna drsnost povrchu Ra = 12,5 3,2 µm a hospodárná přesnost IT 10 11, avšak tyto hodnoty nepokrývají všechny vrtáky. Dnes již existují vrtáky, které jsou schopny dosahovat hospodárné přesnosti IT 7. Tyto vrtáky zatím nejsou běžnou záležitostí. Těchto výsledků je možno dosáhnout pouze za ideálních podmínek, jako jsou řezné podmínky, materiál obrobku, tuhost nástroje, použitá chladící kapalina a další. [5] Řezná rychlost při vrtání je oproti frézování a soustružení menší a to z důvodu nepříznivých podmínek jako jsou [5] : špatný odvod tepla z místa řezu, břit je značně tepelně zatížen, špatný odvod třísek. Proto se ve většině případů používá chlazení emulzí a u hlubokých děr speciálních olejů. Rozsah řezných rychlostí je mezi m.min -1. [5] V tabulce 2.1 a 2.2 je obecné znázornění řezných podmínek a dosa - hovaných parametrů pro vrtání a vystružování děr. Tab. 2.1 Řezné podmínky pro vystružování [6] Obráběný materiál Řezná rychlost v c [m.min -1 ] Posuv f [mm] Šedá litina ,1 1 Ocel R m = 600 MPa ,1 0,8 Ocel R m = 1000 MPa 2 6 0,2 0,6 Hliníkové slitiny ,5 2 Tab. 2.2 Drsnost a přesnost obrobené díry při vystružování [7] Vystružovací operace Přesnost IT Drsnost obrobeného povrchu Ra (µm) Ruční vystružování 7 9 0,4 1,6 Strojní vystružování 6 8 0,4 1,6 Vystružování jednobřitým výstružníkem ze SK 5 6 0,15 0,2

18 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 Přídavek na vystružování nesmí být menší než minimální hodnota vypočítaná dle vztahu 2.2. Aby při vystružování docházelo k odřezávání třísky a ne ke tváření, čímž by docházelo k poškození nástroje a obráběná díra by neměla požadované vlastnosti. Dalším negativem příliš malého přídavku je rychlé opotřebení zubů. [3] p = 0,1 + 0, 005 D [mm] Kde: D je jmenovitý průměr vystružované díry [mm]. (2.2) 3 NÁSTROJOVÉ MATERIÁLY Na nástrojové materiály jsou v současné době kladeny protichůdné požadavky. U některých nástrojů je požadovaná vysoká pevnost a tvrdost, u jiných nástrojů naopak tyto vlastnosti jsou regulovány za účelem zvýšit jejich houževnatost. Díky tomu je velmi rozsáhlý sortiment nástrojových materiálů počínaje nástrojovou ocelí a konče syntetickým diamantem. Vývoj nových materiálů je úzce spjat s vývojem nových obráběcích zařízení, v současné době zejména s číslicově řízenými stroji. Na obrázku 3.1 je znázorněna závislost základních řezných podmínek na základních vlastnostech řezných materiálů. [8] Obr. 3.1 Závislost základních řezných podmínek na základních vlastnostech řezných materiálů [8] 3.1 Nástrojové oceli U nástrojových ocelí jsou důležité předešlé aspekty, jako pro ostatní řezné materiály. Ale vyskytuje se zde jeden specifický aspekt a to tzv. vysoká čistota. Vysokou čistotou je myšlen nízký obsah vměstků a rovnoměrné rozložení karbidů v matrici. Tato vlastnost je důležitá zejména kvůli snížení nebezpečí vyštípnutí břitu během provozu a praskání nástrojů během kalení. U nástrojů
, vysocelegované oceli.")
19 FSI VUT BAKALÁŘSKÁ PRÁCE List 19 velkých rozměrů, nebo tvarově složitých nástrojů je velmi důležité zajistit dostatečnou prokalitelnost. Nástrojové oceli jsou rozděleny podle chemického složení v tabulce 3.1 na tyto kategorie [8]: nelegované oceli, legované oceli (nízkolegované a střednělegované), vysocelegované oceli. Označení nástrojových ocelí podle ČSN náleží do třídy 19, podle EU norem je označení zcela odlišné. Pro názornou ukázku zle uvést rychlořeznou ocel dle ČSN normy a tatáž ocel HS označena, dle EU normy. [8] Tab. 3.1 Rozdělení, značení užití a vlastnosti nástrojových ocelí [8] 3.2 Slinuté karbidy Počátkem dvacátého století bylo zjištěno, že za výbornými vlastnostmi rychlořezných ocelí, stojí velmi tvrdé karbidické částice, které jsou obsaženy v jejich matrici. Největší producenti řezných nástrojů se tehdy pokoušeli vyrobit takový řezný materiál, který by měl větší obsah těchto tvrdých částic než běžné rychlořezné oceli. Toto snažení však nemohlo být úspěšné při použití běžných metalurgických postupů. Úspěšné vyrobení materiálu s vysokým obsahem karbidických částic bylo až po zvládnutí technologie práškové metalurgie. [8] V současné době jsou standardní (nepovlakované) slinuté karbidy (dále už jen SK) rozdělovány do následujících tří skupin dle užití [8]: P - označeno modrou barvou (obr. 3.2 a 3.3), M - označeno žlutou barvou (obr. 3.4), K - označeno červenou barvou (obr. 3.5). Za tímto písmenným označením následuje ještě číselné označení, které vyjadřuje obsah pojícího kovu, což zvyšuje houževnatost a pevnost v ohybu a
![FSI VUT BAKALÁŘSKÁ PRÁCE List 20 snižuje tvrdost a otěruvzdornost materiálu. Chemické složení těchto skupin je následující [8]: skupina K: WC + Co + (TaC.](/docs-images/92/108012726/images/20-0.jpg "NbC), skupina P: WC + TiC + Co + (TaC.NbC), skupina M: WC + TiC + TaC.NbC + Co. Struktury těchto chemických složení jsou zobrazeny na následujících snímcích obr. 3.2 až 3.5.")
![[8] Obr. 3.2](/docs-images/92/108012726/images/20-1.jpg "Hrubozrnný SK skupiny K [8] Obr. 3.3 Jemnozrnný SK Skupiny K [8] Obr. 3.4 SK skupiny P [8] Obr. 3.5 SK skupiny M [8] 3.2.")


20 FSI VUT BAKALÁŘSKÁ PRÁCE List 20 snižuje tvrdost a otěruvzdornost materiálu. Chemické složení těchto skupin je následující [8]: skupina K: WC + Co + (TaC.NbC), skupina P: WC + TiC + Co + (TaC.NbC), skupina M: WC + TiC + TaC.NbC + Co. Struktury těchto chemických složení jsou zobrazeny na následujících snímcích obr. 3.2 až 3.5. [8] Obr. 3.2 Hrubozrnný SK skupiny K [8] Obr. 3.3 Jemnozrnný SK Skupiny K [8] Obr. 3.4 SK skupiny P [8] Obr. 3.5 SK skupiny M [8] Skupiny slinutých karbidů Skupina K se využívá pro obrábění takového materiálu, který vytváří krátkou, drobivou třísku, jako jsou neželezné slitiny, litina a nekovové materiály. Tvrdá strukturní složka této skupiny je wolfram, který za pokojové teploty má téměř stejnou tvrdost jako TiC, avšak s rostoucí teplotou ztrácí svou tvrdost rychleji než TiC. Z tohoto důvodu tato skupina není vhodná pro obrábění materiálů, který tvoří dlouhou třísku. Při obrábění materiálu s dlouhou třískou dochází k delšímu styku čela nástroje s třískou a tím následně k větší tepelné zátěži čela nástroje. [8] Skupina P se naopak využívá k obrábění materiálu, který tvoří dlouhou třísku, jelikož přísada TiC zabraňuje difuzi za vysokých teplot a tím také vzniku výmolu na čele nástroje. Vhodné materiály pro obrábění jsou uhlíkové oceli, slitinové oceli a feritické korozivzdorné oceli. Zápornou vlastností TiC je jeho nižší odolnost vůči abrazi a vyšší křehkost v porovnání s WC. [8]

21 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 Skupina M je univerzální skupina, která se využívá k obrábění materiálů tvořící dlouhé a střední třísky. Z důvodu vysoké houževnatosti se používá pro obrábění s přerušovaným řezem a pro těžké hrubování. [8] Výroba slinutých karbidů Výroba se provádí lisováním prášku tvrdých karbidických částic a prášku pojícího kovu. Další částí procesu výroby SK je slinování za teploty okolo teploty tavení pojiva. Nejčastěji používané pojivo je kobalt. Tím vzniká materiál, který svou tvrdostí dosahuje téměř tvrdosti výchozích karbidů a zároveň má poměrně vysokou pevnost. To je způsobeno obklopením křehkých karbidických částic pevnou kostrou pojícího kovu. [8] Výrobu slinutých karbidů lze rozdělit podrobněji na následující kroky, které jsou znázorněny na obrázku 3.6 [8]: 1. příprava směsí z předem vyrobených prášků wolframu, kobaltu a karbidů, 2. formování směsí, 3. předslinování a slinování zformovaných směsí, 4. broušení, 5. povlakování Povlakované slinuté karbidy Obr. 3.6 Výroba slinutých karbidů [8] První povlak byl představen firmou Sandvik Coromant v roce 1969, jednalo se o TiC povlak s tloušťkou vrstvy 4-5 µm. Tento povlak byl následován

 povlak o jedné vrstvě, ale zbaven eta-karbidu na rozhraní mezi povlakem a podkladem, umožnil vyrobit větší vrstvu (až 13 µm) bez nebezpečí odlupování během")


22 FSI VUT BAKALÁŘSKÁ PRÁCE List 22 dalšími povlaky jako je TiN, TiCN a Al 2 O 3. Otěruvzdorné povlaky byly nanášeny metodou CVD na běžné SK. O několik let později se začal používat PVD povlaky pro břitové destičky ze SK. Povlakování SK má několik následujících vývojových stupňů [8]: 1. generace: povlak o jedné vrstvě tloušťky okolo 7 µm a špatnou soudržností povlaku s podkladem (TiC povlak), 2. generace: (obr 3.7) povlak o jedné vrstvě, ale zbaven eta-karbidu na rozhraní mezi povlakem a podkladem, umožnil vyrobit větší vrstvu (až 13 µm) bez nebezpečí odlupování během obrábění (TiC, TiN, TiCN), 3. generace: vícevrstvý povlak, který má přechody mezi sebou jasně ohraničeny, zobrazeno na obrázku 3.8. Nejprve se nanášejí vrstvy, které lépe přilnou k základnímu materiálu s nižší odolností proti opotřebení a jako poslední se nanášejí vrstvy s co největší odolností proti opotřebení, 4. generace: jedná se o speciální vícevrstvý povlak o více než deseti vrstvách, vyobrazeno na obr. 3.9 a 3.10, docílení tohoto povlaku je umožněno řízením atmosféry povlakovacího zařízení. Obr. 3.7 Povlak 2. generace Obr 3.8 povlak 3. generace (Kennametal, (Sandvik Coromant, Švédsko) [8] USA) [8] Obr. 3.9 Povlak 4. generace Obr Povlak 4. generace (Valenite, USA) [8] (SHM Šumperk, ČR) [8]
23 FSI VUT BAKALÁŘSKÁ PRÁCE List 23 Povlakování slinutých karbidů se provádí tak, že se na základní materiál (SK typu P,M,K) nanáší vrstva velmi tvrdého materiálu s výbornou odolností proti opotřebení. Tyto vynikající vlastnosti jsou způsobeny několika následujícími aspekty [8]: Povlakovaný materiál [8]: neobsahuje žádné pojivo, má jemnější zrnitost (než základní materiál), má méně strukturních defektů (póry, dutiny), tvoří bariéru proti difuzi Metody povlakování Povlakování lze rozdělit do dvou základních, následujících skupin podle principu nanášení povlaku [8]: metoda CVD (Chemical Vapour Deposition což v překladu zna - mená chemické napařování z plynné fáze), tato metoda probíhá za vysokých teplot ( C), dále jsou uvedeny j ejí výhody a nevýhody [8]: výhody: o adheze mezi povlakem a podkladem, o možnost nanášení vrstev o tloušťce až 13 µm, o lze povlakovat složité tvary, o všestranný účinek, o variabilita typů podkladů. nevýhody: o ovlivnění podkladového materiálu, o nemožnost povlakování ostrých hran, o zbytková tahová napětí v povlaku. metoda PVD (Physical Vapour Depositing, což v překladu znamená fyzikální napařování), pro tuto metodu je typické, že probíhá za nízkých teplot ( C), dále jsou uvedeny jej í výhody a nevýhody [8]: výhody: o nemá nepříznivý vliv na vlastnosti podkladu, o schopnost povlakování ostrých hran, o možnost obrábět přerušovaným řezem. nevýhody: o vyžaduje důkladnější přípravu povrchu před samotným povla - kováním oproti CVD,
.")
24 FSI VUT BAKALÁŘSKÁ PRÁCE List Cermety o tenká vrstva podkladu, okolo 5 µm, o menší možnost výběru povlaku, o směrový účinek (odvrácené plochy od místa odpařování povla - kového kovu bez pohybu vzorku, zůstávají nepovlakované). Tento název pochází ze složení dvou slov, a to CERamics (keramika) a METal (kov). Vznikl za účelem vyjádření dvou hlavních vlastností tohoto materiálu, a to vysoké tvrdosti (kterou má keramika) a velké houževnatosti (kterou má kov). Tento název zůstal až do současnosti, přestože uvedených vlastností zcela nedosahuje. Základní chemické složení je následující: TiC + TiN + Ni,Mo. [8] Ve srovnání mají zhruba poloviční měrnou hmotnost (zhruba 5,6-7,4 g/cm 3 ), protože neobsahují v takovém množství těžký karbid wolframu. Zrna tvořená z tvrdých částic cermetu obsahují jádro Ti(C,N) a obalené lemy z karbonitridů vyobrazené na obrázku [8],[9] Vlastnosti cermetů Obr Strukturní schéma cermetu [8] Mezi hlavní výhody cermetů patří zejména jejich vysoká tvrdost, která zůstává i za vysokých teplot a lépe drží svůj tvar než slinuté karbidy. V porovnání se slinutými karbidy mají vyšší chemickou stabilitu, odolnost proti oxidaci a tvorbě nárůstku a také jsou levnější. Jejich největší nevýhodou je nízká houževnatost, která nedosahuje ani hodnot obvyklých SK. Protože mají cermety výbornou odolnost proti adhezi a nízkou náchylnost Ti(C,N) k reakci s obráběným materiálem. Velice dobře se hodí právě pro dokončovací operace jako je vystružování, kde dosahuje velice nízkou drsnost obrobeného povrchu. Také je u cermetů prokázána vyšší trvanlivost u obrábění korozivzdorných ocelí, ale nedají se použít pro obrábění slitin, které obsahují nikl. [8] Tento materiál je velmi často používán právě pro dokončovací operace obrábění jako je vystružování. Při užití výstružníků s břity z cermetu lze použít až několikanásobně vyšších řezných rychlostí s vyšší trvanlivostí než u výstružníku s břity ze slinutého karbidu. [4]
25 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 Při výrobě cermetů se postupuje podobně, jako u výroby slinutých karbidů. Výchozími tvrdými sloučeninami obvykle jsou TiC, TiN, Mo 2 C, WC a (Ta,Nb)C, které byly důkladně promíchány s prášky Co nebo Ni, které jsou používány jako pojivo. [9] Mechanické vlastnosti cermetů se dají řídit podle změny obsahu jednotli - vých základních prvků (obr. 3.12). Zvýšením obsahu TiC a TiN je dosaženo vyšší tvrdosti, dále při zvýšení obsahu (Ta,Nb)C narůstá řezný výkon při obrábění s přerušovaným řezem. S rostoucím obsahem Mo 2 C a WC se usnadňuje slinování, naopak díky zvýšení obsahu TiN je nutno navýšit slinovací teploty za účelem dosažení zcela hutné struktury bez pórovitosti. Houževnatost je zvyšována s rostoucím obsahem Co/Ni. [9] Obr Vliv základních složek na vlastnosti cermetu [9] Cermetové materiály lze slinovat na plnou hustotu také bez ohledu na složení pojiva počínaje čistým niklem, přes slitinu Ni-Co a konče čistým kobaltem. Se zvyšováním obsahu kobaltu lehce narůstá tvrdost a naopak klesá lomová houževnatost (obr. 3.13). Zatímco u lomové houževnatosti je tendence jasná, u ohybové pevnosti (obr. 3.14) tomu tak není. Jedním z možných vysvětlení je, že při zvyšování obsahu Co je zrno tvrdé fáze zjemňováno. Vliv na tyto hodnoty může mít také tvar zrna tvrdých částic a stav slitiny pojivové fáze. [9]
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 Obr Lomová houževnatost cermetů v závislosti na složení pojiva [9] Obr Ohybová pevnost cermetů v závislosti na složení pojiva [9] Generace cermetů První generace cermetů s chemickým složením TiC Mo Ni byla využívána pouze k lehkému řezání z důvodu vydrolování a nižší houževnatosti než měly SK. V současnosti se téměř nepoužívají. [8] Druhá generace cermetů obsahovala také TaC a WC, díky tomu se cermety posunuly do oblasti obrábění s nižší řeznou rychlostí a vyšším posuvem. Na rozdíl od původní myšlenky vysokých řezných rychlostí. [8] Třetí generace cermetů byla vytvořena na bázi TiC TiN. Díky tomu tato generace dosahovala nižší pórovitosti, vyšší houževnatosti, odolnosti proti opotřebení a vydrolování. [8]
, velmi malý rozměr zrna (často pod")

27 FSI VUT BAKALÁŘSKÁ PRÁCE List Řezná keramika Keramika je moderně definovaná jako převážně krystalický materiál a jeho hlavní složkou jsou anorganické sloučeniny nekovového charakteru. Chara - kteristické vlastnosti polykrystalických keramických materiálů jsou rozděleny následně [8]: vysoká tvrdost, nízká houževnatost (způsobuje zvýšenou křehkost), velmi malý rozměr zrna (často pod 1 µm), nízká měrná hmotnost Využití řezné keramiky Řezná keramika, která se používá pro výrobu vyměnitelných břitových destiček pro řezné nástroje, se dělí do následujících skupin [8] : oxidická keramika: o čistá (čistý Al 2 O 3 ) znázorněna na obrázku 3.15, o polosměsná (Al 2 O 3 + ZrO 2, Al 2 O 3 + ZrO 2 + CoO) znázorněna na obrázku 3.16, o směsná (Al 2 O 3 + TiC, Al 2 O 3 + ZrO 2 + TiC, Al 2 O 3 + TiC + TiN) znázorněna na obrázku 3.17, nitridová keramika (Si 3 N 4, Si 3 N 4 + Y 2 O 3, Si 3 N 4 + TiN, sialomy) znázorněna na obrázku 3.18 a 3.19 vyztužená keramika (nitridová, nebo oxidická keramika, která je vyztužená pomocí whiskerů SiC nebo Si 3 N 4, což jsou mono - krystalická vlákna a vysokým poměrem délky k tloušťce) znázorněna na obrázku Obr Keramika Al 2 O 3 [8] Obr Keramika Al 2 O % ZrO 2 [8]

![+ TiC [8] Obr. 3.](/docs-images/92/108012726/images/28-1.jpg "18 Keramika Si 3")
![N 4 [8] Obr. 3.](/docs-images/92/108012726/images/28-2.jpg "19 Keramika typu sialon [8] Obr. 3.")
![20 Keramika Si 3 N 4 vyztužená SiCw [8] V současné době je trendem keramiky oxidicko nitridová keramika ve standardním složení Si 3 N 4 - Al 2 O 3 -](/docs-images/92/108012726/images/28-3.jpg "Y 2 O 3. Těmto materiálům připadá název, sialonové keramiky, který je odvozen ze zmíněného chemického složení.")
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 Obr Keramika Al 2 O 3 + TiC [8] Obr Keramika Si 3 N 4 [8] Obr Keramika typu sialon [8] Obr Keramika Si 3 N 4 vyztužená SiCw [8] V současné době je trendem keramiky oxidicko nitridová keramika ve standardním složení Si 3 N 4 - Al 2 O 3 - Y 2 O 3. Těmto materiálům připadá název, sialonové keramiky, který je odvozen ze zmíněného chemického složení. Výhodou tohoto materiálu je vysoká houževnatost a stálost mechanických vlastností i za vysokých teplot. Nejsou vhodné pro obrábění ocelí a tvárné litiny, jelikož u nich při obrábění těchto materiálů vzniká velké opotřebení. Z tohoto důvodu jsou využívány hlavně k obrábění šedých litin. [8] Řezná keramika se pro výstružníky nepoužívá z několika důvodů. Mezi tyto důvody patří: křehkost keramiky (při najetí a vyjetí z otvoru ráz na nástroj), možnosti upínání pouze upínkami (větší rozměry nástrojů), pájení zatím technologicky nezvládnuto. Firma HAM FINAL se pokoušela na řeznou keramiku nanášet různé kovové povlaky, aby bylo možné ji připájet. Následně by se povlak na řezné části opotřebil a zbyla by zde pouze keramika. Tento nástroj je ve vývoji a zatím nejsou známy žádné výsledky.

29 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 4 NÁSTROJOVÁ GEOMETRIE U vrtáku jsou rozeznávány hlavní a příčné ostří, přičemž hlavní ostří jsou propojována příčným ostřím (obr. 4.1). Příčné ostří díky nepříznivým pra - covním podmínkám v daném místě nástroje a nepříznivé geometrii břitu velmi zvyšuje kroutící moment a hlavně posuvovou sílu. V současné době se šroubové vrtáky vyrábí s upraveným příčným ostřím (zkrácení podbroušením), nebo bez něho. [3] Obr. 4.1 Geometrie břitu šroubového vrtáku, kde [10]: α úhel hřbetu, ε vrcholový úhel λ úhel sklonu šroubovice, φ středový úhel Geometrie šroubového vrtáku je poměrně složitá, tím důvodem je změna nástrojových úhlů hřbetu a čela podél hlavního ostří. Na průběh těchto úhlů má vliv podbroušení hlavních hřbetů. Způsoby provedení podbroušení hlavních hřbetů je znázorněno na obrázku 4.2. [3] Obr. 4.2 Způsoby podbroušení hřbetních ploch šroubových vrtáků [3] Výstružník nemá příčné ostří, díky tomu zde nedochází ke zvětšování kroutícího momentu ani posuvové síly v důsledku nepříznivých pracovních podmínek tohoto ostří. Jsou zde dva břity, hlavní a vedlejší (obr. 4.3).
30 FSI VUT BAKALÁŘSKÁ PRÁCE List 30 Obr. 4.3 Znázornění břitů na výstružníku. [10] Na obrázku 4.4 je znázornění strojního výstružníku, kde je vyobrazena jeho geometrie a tvar zubu. Obr. 4.4 Geometrie a tvar zubu strojního výstružníku. [2]
31 FSI VUT BAKALÁŘSKÁ PRÁCE List Základní parametry geometrie výstružníku a vrtáku Nástrojový ortogonální úhel hřbetu α o má vliv na velikost tření nástroje na hřbetě a na tuhost břitu (běžně mezi 8 12 ). Velký úhel je vhodný pro [8]: o obrábění pevnějších materiálů, o malou tloušťku třísky, o nízké posuvy, o vyšší řezné rychlosti. Nástrojový ortogonální úhel břitu β o má vliv na tuhost břitu (běžně mezi ). Velký úhel je vhodný pro obráb ění pevných materiálů, malý pro obrábění materiálů s nízkou pevností. [8] Nástrojový ortogonální úhel čela γ o - má vliv na tuhost břitu, řezné síly, tvorbu třísky a její odvod (běžně mezi -8 8 ). Rozhraní je na pevnosti v tahu R m = 850 MPa, pro materiály s menší hodnotou R m než je rozhraní, se používá kladné γ o a naopak pro materiály s vyšší hodnotou R m se používá záporné γ o. [8] Nástrojový úhel nastavení hlavního, vedlejšího ostří κ r κ r, κ r má vliv na tvar třísky, na složky řezné síly (běžně mezi 0 90 ). Úhel κ r má zejména vliv na strukturu povrchu obrobku. [8] Nástrojový úhel nastavení špičky úhel mezi nástrojovou rovi - nou hlavního a vedlejšího ostří. [8] Aby mohl být výstružník nebo vrták co nejvíce produktivní, je zapotřebí vhodného spojení následujících aspektů, řezného materiálu, geometrie nástroje a dnes také velmi často povlaku. [11]
.")
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 5 KONSTRUKČNÍ ASPEKTY Konstrukce nástrojů pro vrtání a pro vystružování je podobná, avšak v mnoha ohledech rozdílná, proto bude tato kapitola rozdělena na dvě podkapitoly. 5.1 Vrtáky Konstrukce vrtáku bude vysvětlena na nejpoužívanějším nástroji pro vrtání krátkých děr, což je šroubový vrták (obr. 5.1 a 5.2). Na válcovém těle tohoto vrtáku jsou umístěny nejčastěji dvě šroubové drážky, které slouží k odvodu třísek z místa řezu. Mezi šroubovými drážkami musí zůstat dostatečný materiál, který se nazývá jádro a obvykle má průměr 0,25 0,5 x D. Průměr jádra ovlivňuje tuhost nástroje a ve špičce také velikost posuvové a řezné síly. Z důvodu snížení tření mezi vrtákem a vrtanou dírou má vrták odlehčené vedlejší hřbety na menší průměr. Zajištění požadovaného jmenovitého rozměru je úzkou hřbetní fazetkou a zbytek těla nástroje má mírně kuželovitý tvar. [3] Obr. 5.1 Hlavní části šroubového vrtáku. [12] Obr. 5.2 Popis těla vrtáku. [12] Kde: 1 hlavní hřbet, 2 vedlejší ostří, 3 první vedlejší hřbet (fazetka), 4 odlehčení vedlejšího hřbetu, 5 pata, 6 břit, 7 hlavní ostří, 8 vnější špička, 9 čelo, 10 příčné ostří, 11 úhel špičky, 12 délka hlavního ostří, 13 úhel šroubové drážky, 14 šířka fazetky. [12] Rozmanitost vrtáků je obrovská, to je způsobeno různými požadavky na vrtanou díru, jako jsou hluboké díry, díry velkých průměrů a další. V tabulce 5.1 jsou znázorněny základní druhy vrtáků.


![vrtáků [3][13]](/docs-images/92/108012726/images/33-2.jpg "Druh vrtáku")



33 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 Tab. 5.1 Základní druhy vrtáků [3][13] Druh vrtáku Náhled Středící Šroubový Kopinatý S vyměnitelnou špičkou S vyměnitelnými břitovými destičkami Dělové a hlavňové Ejektorové BTA a STS
34 FSI VUT BAKALÁŘSKÁ PRÁCE List Popis základních druhů vrtáků Středící vrtáky se používají pouze pro vrtání do plného materiálu a slo - uží k přesnému umístění následně vrtané díry, nebo pro opření o koník soustru -hu. [3] Šroubové vrtáky jsou nejčastěji využívány pro vrtání litin a ocelí s běžnou tvrdostí a pevností, kde úhel stoupání šroubovice drážek je 27 ± 5. Pro materiály s vysokou houževnatostí se používá úhel 42 ± 5, na materiály s vysokou tvrdostí se používá úhel 12 ± 5. [3] Kopinaté vrtáky mohou díky svému tvaru pojmout velký rozsah průměrů od 10 až po 128 mm. Lze jimi vrtat bez předchozího navrtání a mají velkou tuhost. Dnes běžně umožňují vnitřní přívod řezné kapaliny. [3] Vrtáky s vyměnitelnou špičkou se rozlišují na dva základní druhy podle konstrukce. Vrták se špičkou ve formě hlavice, nebo vyměnitelné břitové destičky. Pro geometrii hlavice je rozhodujícím faktorem obráběný materiál a požadavky technologické operace. [3] Vrtáky s vyměnitelným břitovými destičkami jsou opatřeny břitovými destičkami, které jsou k tělu vrtáku upevněny šrouby se zapuštěnou hlavou. Z důvodu klesající řezné rychlosti směrem k ose otáčení vrtáku, se někdy používají dva různé materiály destiček. Pro destičky na obvodu se používá materiál s vyšší odolností proti opotřebení, jako je povlakovaný slinutý karbid a na středovou destičku naopak nepovlakovaný slinutý karbid. [3] Dělové a hlavňové vrtáky jsou používány pro hluboké díry. Hlavňové vrtáky mohou vrtat větší hloubky než dělové, jelikož řezná kapalina je přiváděna dírami ve vrtáku a zajišťuje vyplavení třísek bez vyndávání vrtáků po vyvrtání určité hloubky, jako je tomu u dělových vrtáků. Vrtání těmito vrtáky je realizováno na specielně upravených soustruzích. [3] Ejektorové vrtáky se skládají z hlavice a vnější trubky, do které je hlavice našroubována. Mezikružím je k břitům přiváděna řezná kapalina, která ejekto - rovým efektem nasává řeznou kapalinu spolu s třískami z místa řezu. Díky tomuto efektu je možno vrtat až do hloubky 100 x D, přičemž průměr díry D se pohybuje mezi mm. [3] BTS a BTA vrtáky mají přívod řezné kapaliny mezi trubkou vrtáku a stě - nou vrtané díry až k místu řezu, kde jsou třísky unášeny řeznou kapalinou. Aby vznikající tříska s řeznou kapalinou odcházela vnitřkem nástroje a nikde nevy střikovala, musí být použito těsnění, které se nachází v místě vniku nástroje do obrobku. Lze jimi vrtat do plného materiálu až do průměru 180 mm. [3]
.")

35 FSI VUT BAKALÁŘSKÁ PRÁCE List Výstružníky Hlavními částmi výstružníku jsou pracovní část, stopka a krček (obr. 5.3), některé výstružníky však stopku ani krček nemají, to jsou tzv. nástrčné. Výstružníky nástrčné mají tu výhodu, že stačí pouze jeden upínač, který nahrazuje stopku pro více pracovních částí (obr. 5.4). Stopka může být válcová nebo kuželová, na pracovní části jsou zuby, které mohou být přímé, nebo ve šroubovici s úhlem stoupání ω = Výstružníky mohou být s pevnými nebo se stavitelnými zuby. Výstružníky s přímými zuby mají velmi často nerovnoměrnou rozteč zubů, díky tomu může nástroj lépe zajet do díry a plynule začít řezat. Díky nerovnoměrné rozteči se při zasouvání nástroje a zaříznutí prvního zubu zabrání přímému nárazu protilehlému zubu s obrobkem a jeho možnému vyštípnutí. Nástroji s nerovnoměrnou roztečí zubů, lze dosáhnout lepší kruhovitosti a také lepších drsností obráběné díry. Nástroje mohou mít místo některých zubů tzv. vodítka, která slouží k vedení nástroje v díře a zlepšují dosahované parametry obráběné díry. [3] Obr. 5.3 Hlavní části strojního výstružníku [14] Obr. 5.4 Nástrčný výstružník s upínačem od firmy BECK [14] Podle technologického nasazení lze výstružníky rozdělit do následujících základních sekcí s různým tvarovým provedením. [3]
![FSI VUT BAKALÁŘSKÁ PRÁCE List 36 Tab. 5.2 Základní druhy výstružníků [14][15] Druh výstružníku Náhled Ruční Strojní Rozpínací Stavitelný Jednobřitý Loupací 5.2.1 Popis základních druhů výstružníků Ruční výstružníky jsou vyráběny zpravidla s válcovou stopkou, na jejímž konci je zakončení čtyřhranem.](/docs-images/92/108012726/images/36-0.jpg "Od strojních výstružníků se výrazně liší délkou řezné části. [3] Strojní výstružníky jsou nejrozšířenější skupinou a mohou být buď pevné s kuželovou nebo válcovou stopkou.")
36 FSI VUT BAKALÁŘSKÁ PRÁCE List 36 Tab. 5.2 Základní druhy výstružníků [14][15] Druh výstružníku Náhled Ruční Strojní Rozpínací Stavitelný Jednobřitý Loupací Popis základních druhů výstružníků Ruční výstružníky jsou vyráběny zpravidla s válcovou stopkou, na jejímž konci je zakončení čtyřhranem. Od strojních výstružníků se výrazně liší délkou řezné části. [3] Strojní výstružníky jsou nejrozšířenější skupinou a mohou být buď pevné s kuželovou nebo válcovou stopkou. Pro obrábění děr větších rozměrů jsou využívány výstružníky nástrčné (obr. 5.4). Používají se v hromadné a velkosé - riové výrobě. [3] Rozpínací výstružníky mají své uplatnění v opravách a renovacích stroj - ních dílů, a to z důvodu rychlé a snadné změny průměru. Fungují na principu dutého tělesa, které je v podélném směru mezi jednotlivými zuby rozříznuto. Změna průměru je realizována pomocí vtlačení kužele do kuželové díry, která je v tělese výstružníku. Tím se rozpíná a mění tak průměr obalové kružnice zubů. [3] Stavitelné výstružníky mají kuželovou plochu, na níž jsou vyfrézované drážky a v drážkách posuvně uloženy zuby. Posouváním zubů v drážkách se mění průměr obalové kružnice zubů. [3]

37 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 Jednobřité výstružníky jsou konstruovány, jak už název vypovídá, pouze s jedním břitem, který je realizován řezným segmentem, většinou ze slinutého karbidu. Aby nástroj nevybočil z osy vystružované díry, je výstružník opatřen tzv. vodítky, které neřežou, ale pouze vedou nástroj dírou. Tento výstružník v porovnání s ostatními dosahuje nejlepší přesnosti a drsnosti obráběné díry. [3] Loupací výstružníky jsou lehce rozeznatelné od ostatních svým velkým stoupáním šroubovice. Jsou velice produktivní pro díry o průměru mm. [3] 6 NEJVĚTŠÍ VÝROBCI Sortiment na poli osových nástrojů pro obrábění přesných a velmi přes - ných děr, což jsou vrtáky, výhrubníky a výstružníky, je velmi rozsáhlý. Vyrábí se po celém světě, avšak celá řada výrobců pochází z Evropy. Mezi výrobci výstružníků dominují němečtí výrobci, jako jsou BECK, MAPAL nebo Gühring, švédští výrobci jako je Sandvik Coromant a Seco tools, nebo švýcarský Dihart. Ale i Česká republika má mezi firmami, které se zabývají výstružníky svého zástupce a tím je firma HAM FINAL. Výjimkou je firma Iscar pocházející z Izraele. Mezi specialisty na vrtání patří již zmiňovaný Gühring a německý Komet, tuzemským zástupcem je firma Pramet Tools. Jsou zde také jiní výrobci, kteří mají vrtáky ve svém sortimentu, ale nejsou jejich hlavní prioritou, již zmiňovaný Sandvik Coromant, Seco tools, Iscar a Kennametal. 6.1 BECK August Beck založil svou firmu již v roce 1906 původně jako ruční dílnu. Jeho firma se postupem času rozvinula do středně velké společnosti, která je zaměřená na výrobu nástrojů pro dokončovací obrábění a vrtání. Firma je pro svou preciznost a vysokou kvalitu nástrojů známá po celém světě. Mezi základní nabízený sortiment patří výstružníky a záhlubníky, které jsou nabízeny v různých materiálových provedeních, jako jsou SK, cermet, PKD (poly - krystalický diamant) a PKNB (polykrystalický nitrid bóru). [16] Díky vzrůstajícímu tlaku na cenu vzrostla poptávka po metodách, které umožňují pracovat více ekonomicky. To se stalo jedním z nejdůležitějších před - pokladů pro úspěch společnosti společně s vysokou přesností a extrémně vysokým výkonem nástrojů. Používáním specifických nástrojů pro specifické zákazníky je často možné zkrátit pracovní proces o některé operace a tím nabídnout méně ekonomicky náročné řešení problému. [16] Firma nabízí výstružníky s vnitřním chlazením i bez něho, dále ruční výstružníky, také výstružníky pro kuželové díry, standardní i kuželové šroubové
, přechodové rozměry, odlišné toleranční pole nebo odchýlenou stopku. [14] Obr. 6.1 Výstružníky se speciální geometrií od firmy BECK [14] 6.2 MAPAL Firma MAPAL byla založena v roce 1950 Dr.")

38 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 vrtáky a záhlubníky. Firma také nabízí možnost výroby nástrojů na zakázku, ať už se jedná o speciální geometrii (obr. 6.1), přechodové rozměry, odlišné toleranční pole nebo odchýlenou stopku. [14] Obr. 6.1 Výstružníky se speciální geometrií od firmy BECK [14] 6.2 MAPAL Firma MAPAL byla založena v roce 1950 Dr. Georgem Kressem v Aalen. V rozmezí prvních deseti let se hlavní snaha upínala k sestavení správného sortimentu výrobků a získání financí. V počátcích se firma zabývala výrobou vrtáků, závitníků, ale také strojů. Rozhodující okamžik přišel, když se v roce 1954 firma zasloužila o získání italského patentu na jednobřitý výstružník. Tento fakt nasměroval firmu k výrobě nástrojů pro obrábění děr. Zmiňovaný jednobřitý výstružník s minimálně dvěma vodícími lištami po obvodu zpočátku ani nefun - goval, až inženýři firmy MAPAL ho dokázali správně implementovat. [17] Během dalších čtyřiceti let firma prošla restrukturalizací i rozšířením výrobního programu a dalšími změnami. Důraz je nadále kladen na dokon - čovací obrábění, avšak dnes již nabízí také nástroje pro hrubování, frézování, soustružení a také upínací systémy. [17] Tato firma má ve svém sortimentu celou řadu hlavně jednobřitých výstružníků, také několik dvoubřitých a vysoce výkonných výstružníků. Tyto vysoce výkonné nástroje jsou založeny na novém systému, který používá výměnné nástrojové hlavy, na které jsou připájeny břity nástroje. Speciálními výstružníky této firmy jsou stavitelné řezné kroužky (obr. 6.2), které jsou schopné obrábět na toleranci IT7 a menší. Podstatnou výhodou

.")

39 FSI VUT BAKALÁŘSKÁ PRÁCE List 39 tohoto systému je jednoduchá manipulace při nastavování a měření řezných kroužků, a možnost použití v kombinaci s různými držáky. Jsou schopny obrábět díry s průměrem více než 300 mm a také se dají použít pro vysoko - rychlostní obrábění. [18] Obr. 6.2 Výstružník se stavitelným kroužkem od firmy MAPAL [18] 6.3 Seco Tools Švédská firma Seco Tools patří ke větové špičce ve výrobě vrtáků. Mezi nabízené nástroje této firmy patří také frézy, soustružnické nože a výstružníky. Firma má ve svém sortimentu pro vrtání modulární vrtací hlavu SD600, která je realizována výměnným vrtacím jádrem a výměnnými břitovými destičkami (obr. 6.3). Kvůli tření na obvodě je nástroj vybaven vodícími VBD. Tento nástroj by mohl být považován za nástroj z více řezných materiálů, za předpokladu použití různých materiálů VBD a vrtacího jádra. Tento nástroj má VBD i vrtací jádro připevněné mechanicky pomocí šroubů. Mezi hlavní výhody této hlavice patří vysoká kvalita díry, produktivita a bezpečná aplikace. [19] Obr. 6.3 Modulární vrtací hlavice SD600 od firmy Seco tools [19]
![FSI VUT BAKALÁŘSKÁ PRÁCE List 40 Firma Seco Tools dále nabízí celou řadu vystružovacích nástrojů, které jsou rozděleny do následujících skupin [15][19] : bifix jedná se o dvoubřitý výstružník s VBD,](/docs-images/92/108012726/images/40-0.jpg "který je opatřen třemi vodítky z cermetu. Je vhodný pro všechny druhy obráběného materiálu. Tento nástroj dosahuje přesnosti až IT5 a drsnosti povrchu obrobené plochy Ra 0,25.")
40 FSI VUT BAKALÁŘSKÁ PRÁCE List 40 Firma Seco Tools dále nabízí celou řadu vystružovacích nástrojů, které jsou rozděleny do následujících skupin [15][19] : bifix jedná se o dvoubřitý výstružník s VBD, který je opatřen třemi vodítky z cermetu. Je vhodný pro všechny druhy obráběného materiálu. Tento nástroj dosahuje přesnosti až IT5 a drsnosti povrchu obrobené plochy Ra 0,25. precifix je vysoce přesný univerzální výstružník s VBD, který dosahuje přesnosti IT6. Unikátní upínací systém tohoto nástroje umožňuje stabilní upnutí VBD. Chlazení lze nastavit pro průchozí i slepé díry. precimaster jedná se o modulární nástroj, který je přesný bez nutnosti seřizování a má vyměnitelnou hlavu. Má možnost velkého posuvu, tudíž je velmi produktivní. xfix tento nový vysoce výkonný, přesný, vícebřitý nástroj o velkém průměru. Kvůli vysoké přesnosti jsou VBD v nástroji nastavitelné. Díky konstrukci stopky a prodloužení nástroje lze obrábět díry až do 6,5 x D a průměr nástroje se pohybuje mezi 39,5 154, HAM FINAL Česko německá firma, která vznikla v roce 1997 spojením původní firmy FINAL a koncernu HAM. Dlouholeté zkušenosti a cílevědomost této firmy vedla k udělení několika patentů, které jsou dokladem originality nástrojů nové generace. Firma se nadále věnuje vývoji nových nástrojů, rozšiřuje svou základnu o nejmodernější stroje, ale také spolupracuje s vysokými školami. Mezi vyráběné nástroje patří nejen výstružníky, ale i výhrubníky, vyvrtávací nástroje, kombinované a tvarové nástroje a další. Jako jedna z mála firem používá pro spojení břitů s tělem nástroje pájení. K tomu jsou zapotřebí velmi dobré znalosti z oblasti pájení a ty dnes téměř žádná firma nemá. Tyto znalosti ve firmách zmizely po opuštění výroby soustružnických a frézovacích nástrojů s pájenými břity, které nahradily VBD. [20] Ovšem to, že si firma HAM FINAL udržela a nadále rozvíjela své zku - šenosti s pájenými břity, jí dnes poskytuje nebývalé možnosti v konstrukci nástrojů a výhody v konkurenčním boji. Praktický příklad možnosti konstrukce je výstružník z více řezných materiálů, o kterém pojednává kapitola Systém NGV Jedním z nástrojů této firmy je vyvrtávací hlavice s označením NGV (obr. 6.4). Tento nástroj je určen pro jemné vyvrtávání předpracovaných děr s přesností do IT6. Nástroj vyniká snadnou, ale velmi přesnou nastavitelností

.")
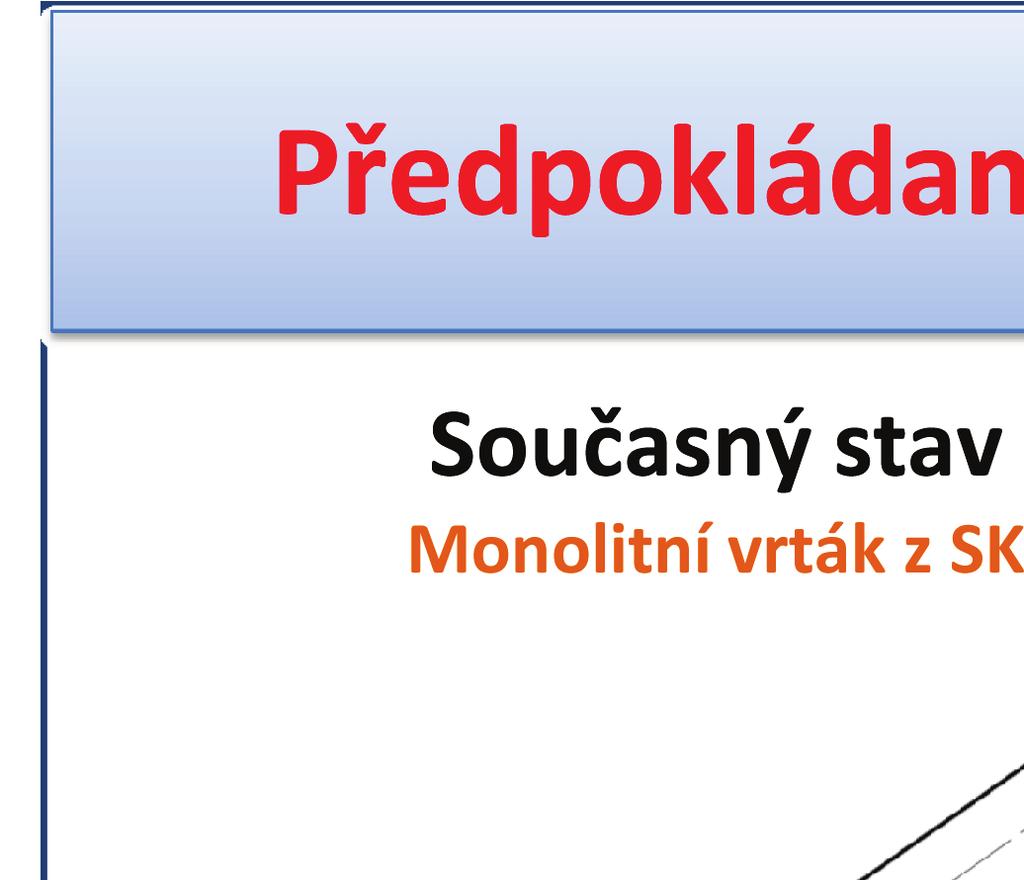
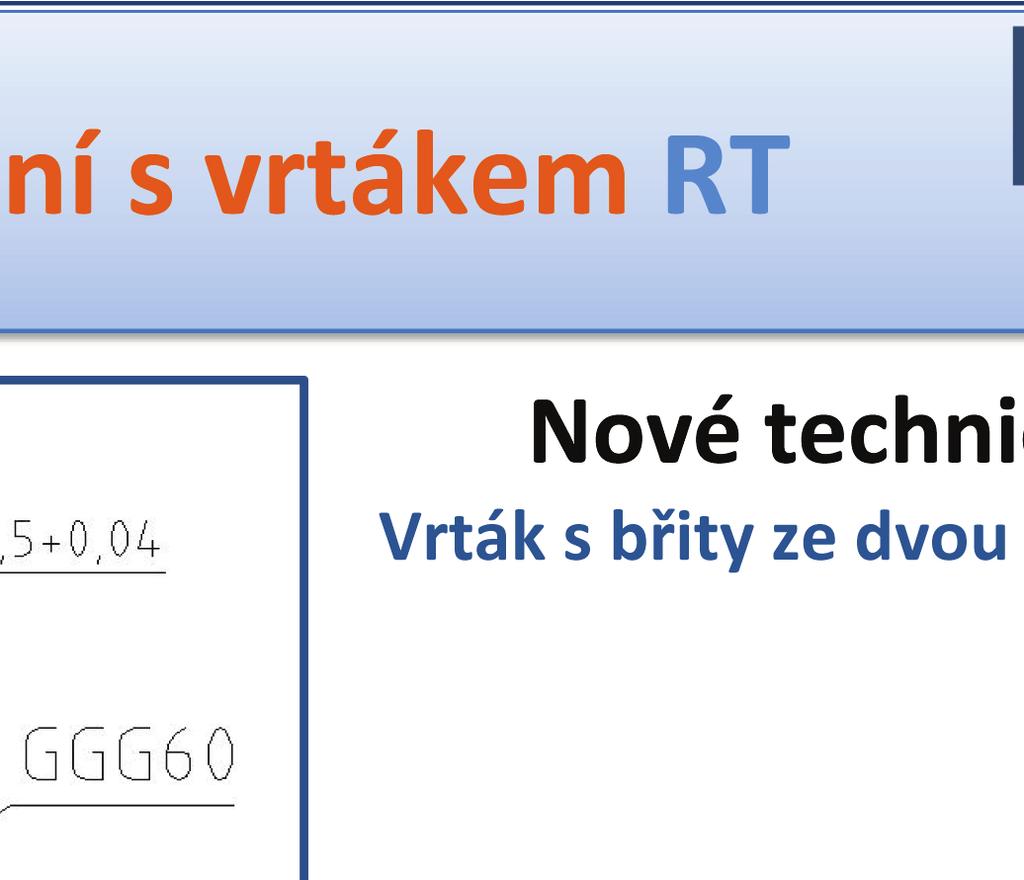
41 FSI VUT BAKALÁŘSKÁ PRÁCE List 41 požadovaného průměru, avšak zachovává všechny vlastnosti jednobřitého vyvrtávání. Mezi hlavní součásti tohoto nástroje patří excentrická upínací hlava, v které je upnuta vyvrtávací tyč s VBD. Vyvrtávací tyč je vždy určena pro konkrétní průměr díry, ale otáčením vyvrtávací tyče lze velmi jemně nastavit vyložení VBD a tím nastavit nástroj přesně na požadovaný průměr díry s přesností 3 5 µm. [21] Systém MT3 Obr. 6.4 Vyvrtávací hlavice NGV firmy HAM FINAL [21] Dalším speciálním nástrojem tohoto výrobce je výstružník s označením MT3 (obr. 6.5). Jedná se o výměnnou vystružovací hlavici, která může být z cermetu, SK nebo PKD, a je tepelně upínána do držáku. Tento nástroj uživateli poskytuje zvýšení trvanlivosti a odstranění vedlejších časů na seřizování. [21] RC systém Obr. 6.5 Vystružovací hlavice MT3 firmy HAM FINAL [22] Nástrojový systém RC vyvinutý firmou HAM FINAL (obr. 6.6) je určen pro efektivní vystružování děr o průměru v rozmezí 2,9 20,1 mm. Nástroj je určen pro stroje s rotací nástroje, především pro CNC (Computer Numerical Control) obráběcí centra nebo jiné stroje, která mají dostatečnou přesnost a


42 FSI VUT BAKALÁŘSKÁ PRÁCE List 42 tuhost vřetene. Tento systém je tvořen upínací hlavicí, v níž jsou vloženy normalizované kleštiny o různých vnitřních průměrech, díky kterým lze použít různé průměry výstružníku pro jednu hlavici. Tento nástroj má výhodu v tom, že řeže materiál pouze břity, které jsou na čele řezné části nástroje. Díky tomu lze dosáhnou vysoké tvarové přesnosti a lze jím vrtat až do hloubky 10 x D. Tento nástroj je použitelný pro velký rozsah obráběných materiálů, kde ve všech materiálech dosáhne shodné přesnosti a drsnosti povrchu v rozmezí 0,3 0,8 µm. Tento nástroje lze mnohonásobně přeostřit na běžných univerzálních ostřičkách. [21] Obr. 6.6 Systém RT firmy HAM FINAL [21] 6.5 KOMET Společnost byla založena v roce 1918 geniálním vynálezcem a inovátorem Robertem Breuningem a od roku 1924 obchoduje pod jménem KOMET. Výroba začala od roku S převzetím firmy Dihart v roce 1996 a firmy Jel v roce 1999 se jejich nabídka zaměřila na vrtací nástroje. Jako přední výrobce přesných nástrojů pro vnitřní obrábění je KOMET GROUP reprezentován po celém světě patnácti dceřinými společnostmi, čtyřiceti servisními a prodejními místy a deseti výrobními místy. [23] KOMET má ve svém sortimentu vrtací nástroj využívající výhod různých řezných materiálů formou VBD a cermetového středového vrtáku a to pod názvem KUB Centron (obr. 6.7). VBD i středový vrták jsou mechanicky upnuty do hlavy nástroje a hlava je připevněna k tělu nástroje. Tento nástroj je schopný během krátkého strojního času dosahovat velmi dobrých parametrů a svou velkou životností snižuje náklady. Nástroj je modulární a díky tomu má vysokou flexibilitu a může obrábět až do hloubky 9 x D. Je nabízen ve třech řadách a to podle průměru v rozsazích 20 64, 65 81, a mm. Poslední řada je pojmenována KUB vrtací hlava, hlavním rozdílem v těchto řadách je počet VBD. [24]
![FSI VUT BAKALÁŘSKÁ PRÁCE List 43 Obr. 6.7 Vrták KUB Cemtron nejmenší průměrové řady od firmy KOMET [24] 6.](/docs-images/92/108012726/images/43-0.jpg "6 GUHRING Gühring patří k předním výrobcům osových nástrojů, zvláště ve výrobě vrtacích nástrojů. Aktuální sortiment nástrojů této firmy čítá více než 1620 ve více než 44 000 provedeních.")
, který umožňuje vrtání děr s průměrem v rozmezí 40 100 mm o hloubce až 12 x D.")
43 FSI VUT BAKALÁŘSKÁ PRÁCE List 43 Obr. 6.7 Vrták KUB Cemtron nejmenší průměrové řady od firmy KOMET [24] 6.6 GUHRING Gühring patří k předním výrobcům osových nástrojů, zvláště ve výrobě vrtacích nástrojů. Aktuální sortiment nástrojů této firmy čítá více než 1620 ve více než provedeních. Firma je schopna si sama vyrábět slinuté karbidy a také nástroje povlakovat vlastní technologií, což přímo ovlivňuje parametry nástrojů. Ve světě má tato firma zastoupení v 56 zemích, z toho ve 32 má vlastní pobočky. [25] Systém LT 800 WP Do sortimentu této firmy mimo jiné patří ekonomický vrtací systém LT 800 WP (obr. 6.8), který umožňuje vrtání děr s průměrem v rozmezí mm o hloubce až 12 x D. Nástroj se skládá z hlavy, těla a adaptéru, který je upínán do stroje. Tělo i adaptér nástroje mohou být standardní nebo prodloužené verze. K hlavě nástroje je mechanicky připevněna špička a kazety, na kterých jsou upnuty vnitřní a vnější VBD, tyto komponenty jsou z různých řezných materiálů. Jedná se o slinuté karbidy o různém chemickém složení. [26] Obr. 6.8 Popis vrtacího nástroje LT 800 WP firmy Gühring [26]
.")
. Díky snadné manipulaci, montáži a instalaci redukuje neproduktivní (ztrátové) časy. [26] Obr. 6.")
44 FSI VUT BAKALÁŘSKÁ PRÁCE List Zahlubovací jednotka Dalším nástrojem z více řezných materiálů v nabídce této firmy je stan - dardní monolitní vrták řady RT 100, který je uložen do zahlubovací jednotky s VBD (obr. 6.9). Zahlubovací jednotka je upínána do běžných hydraulických upínačů, díky tomu stačí jeden upínač pro různé průměry děr a úhly zkosení. Je nabízen se třemi standardními úhly zkosení. Jako materiál VBD může být použit SK, ale také PKD (polykristalický diamant). Díky snadné manipulaci, montáži a instalaci redukuje neproduktivní (ztrátové) časy. [26] Obr. 6.9 Vrták řady RT 100 a zahlubovací jednotka firmy Gühring [26] 6.7 Pramet Tools Začátek výroby této firmy je spjat s výrobou SK v Československu. Výroba součástí ze SK a také nástrojů osazených břity ze SK započala roku 1951 v Šumperku. Nyní má firma Pramet více než padesátileté zkušenosti s výrobou SK, reprodukovatelnou kvalitu materiálů a kontinuální vývoj a výzkum. Díky těmto aspektům si firma drží své vedoucí postavení na tuzemském teritoriu v daném sortimentu. [27] Tato firma má ve svém sortimentu řadu vrtáků s VBD (obr. 6.10), které mají různý materiál. Nástroje jsou realizovány dvěma VBD, kde jedna je obvodová a druhá vnitřní. Pro obvodové VBD je využíván materiál určený pro střední a vysoké řezné rychlosti. Na výběr je ze dvou materiálů, jeden je určen pro dobré a druhý pro zhoršené záběrové podmínky. Další materiál je používán pro obvodové i vnitřní VBD a je určen pro střední řezné rychlosti a méně stabilní záběrové podmínky. Materiál vnitřních VBD má vysokou houževnatost a je určen pro extrémní namáhání a špatné záběrové podmínky. Tyto nástroje jsou schopny vrtat do hloubky v rozmezí 2 5 x D. [28]

45 FSI VUT BAKALÁŘSKÁ PRÁCE List 45 Obr Vrtáky s VBD firmy Pramet tools [28]

46 FSI VUT BAKALÁŘSKÁ PRÁCE List 46 7 VÝVOJ OSOVÉHO NÁSTROJE S BŘITY Z RŮZNÝCH ŘEZNÝCH MATERIÁLŮ Ideální materiál, který by v sobě nesl optimální houževnatost i otěru vzdornost, neexistuje. Je ovšem možné řezné materiály kombinovat dle typu zatížení konkrétního místa na břitu nástroje. Společnost HAM FINAL je schopna realizovat spojení různých materiálů pájením, které umožní sestavit nástroj z vhodných řezných materiálů. Výrobce automobilových komponentů požaduje po firmě HAM - FINAL snížení výrobních nákladů na vrtanou díru ø 8,5 + 0,04 mm na hotovo. Díky tomuto požadavku firma HAM FINAL přišla s návrhem nástroje, který bude kombinovat více řezných materiálů. Cílem tohoto vývoje bylo vyvinout nástroj, který bude schopný dosahovat stejných parametrů přesnosti a drsnosti, jako původní s nižšími výrobními náklady. Požadovaná optimalizace je pro díru v komponentu automobilové brzdy. Je nezbytné optimalizovat technické provedení vrtáku a pracovních podmínek za účelem dosažení efektivní úspory výrobních nákladů při maximální provozní spolehlivosti vrtání v úzké spolupráci firmy HAM FINAL a výrobce automobilových komponentů. 7.1 Popis současného stavu vrtání děr v tělese automobilové brzdy Současný stav je takový, že firma vyrábějící komponenty pro automobilový průmysl, která spolupracuje s firmou HAM FINAL, požaduje nový výkonnější nástroj pro vrtání zmiňované díry Obrobek Jedná se o vrtání slepé díry do automobilového komponentu, který je součástí kotoučového brzdného systému. Tento komponent nese název brýle a je znázorněn na obrázku 7.1. Obr. 7.1 Vrtaný komponent ( brýle )
47 FSI VUT BAKALÁŘSKÁ PRÁCE List 47 Tab. 7.1 Popis výroby Podrobný popis výroby Název Těleso automobilové brzdy brýle Materiál Tvárná litina (ČSN ) Typ a rozměr díry Slepá ø 8,5 + 0,04 mm hloubky 60 mm (obr. 7.2) Počet děr v roce mil. Požadovaná přesnost IT IT7 Maximální drsnost povrchu Ra = 6,3 µm Upnutí obrobku Speciální upínač Veškeré měření probíhalo na následujících přístrojích. Rozměrová přesnost a průměr díry byly měřeny na vzduchovém měřidle AEROPLAN uvedeném v příloze číslo 1. Měření drsnosti bylo provedeno na drsnoměru firmy Mahr, který je uveden v příloze číslo 2. Měření probíhalo po 50 dírách a bylo testováno 10 vrtáků, poté byl vypočítán aritmetický průměr Řezné podmínky Obr. 7.2 Vrtaná díry Současné řezné podmínky vrtání díry ø 8,5 + 0,04 mm jsou následující:
48 FSI VUT BAKALÁŘSKÁ PRÁCE List 48 Řezná rychlost v C = 100 m.min -1, Posuvová rychlost v f = 370 m.min Parametry používaného stroje Jako obráběcí stroj pro vrtání děr ø 8,5 + 0,04 mm je používáno CNC obráběcí centrum s dvěmi horizontálními vřeteny. Následně jsou popsány podstatné parametry tohoto stroje a práce na něm. Maximální počet otáček n max = min -1. Chladící kapalina olej I.K. Tlak chladící kapaliny 60 Bar. Směnnost nepřetržitý provoz Současně používaný nástroj Současným nástrojem pro vrtání díry ø 8,5 + 0,04 mm je používán monolitní dvoubřitý nástroj ze SK (obr 7.3). Přívod chladící kapaliny do místa řezu je realizován středem nástroje. Vrták je upínán prostřednictvím běžného hydroupínače s kuželem HSK63. Hlavní nevýhodou tohoto nástroje je poměrně pracná a nákladná výroba s relativně nízkou životností. Obr. 7.3 Původně používaný vrták 7.2 Kontrola a měření Průběžná dílenská kontrola děr je prováděna vzduchovým měřidlem uvedeným v příloze 1. V pravidelných osmihodinových intervalech se provádí kontrola v měřícím středisku na souřadnicovém měřidle uvedeným v příloze 6. Výstupem tohoto pravidelného měření je protokol, který obsahuje následující naměřené údaje. průměr díry, drsnost povrch.
49 FSI VUT BAKALÁŘSKÁ PRÁCE List 49 Po opotřebení vrtáku o 0,02 mm je díra pod požadovanou tolerancí a nástroj je vyřazen. 7.3 Nově navržený nástroj Nově navržený nástroj je monolitní SK s připájenými břity z cermetu a je schopen zajistit vysokou tuhost, přesnost a kvalitu obrobené plochy. Nástroj je také možno renovovat formou přepájení řezných segmentů přímo u výrobce se 100% - ní zárukou opakovatelnosti výkonu. Obr. 7.4 Nové konstrukční řešení vrtáku Během tohoto vývoje byly navrženy 3 nové řady nástrojů pro velmi přesné vrtání děr (obr. 7.5). Rozdíl v těchto řadách je v kombinaci řezných materiálů, jedná se o tyto kombinace: Slinutý karbid (houževnatý) a slinutý karbid (otěruvzdorný), Slinutý karbid a cermet, Slinutý karbid a řezná keramika (záměr do budoucna). Zvolený nástroj pro požadované obrábění díry ø 8,5 + 0,04 je vrták, který kombinuje řezné materiály SK a cermet, kde vodítka a břity jsou vyrobeny z cermetu a tělo nástroje ze SK (obr. 7.6). Výrobní výkres tohoto nástroje včetně všech náležitostí je uveden v příloze číslo 3. Spojování řezných segmentů s tělem nástroje je realizováno tvrdým pájením Ag Cu, až po zkompletování nástroje se celá řezná část povlakuje otěruvzdorným povlakem.

50 FSI VUT BAKALÁŘSKÁ PRÁCE List 50 Obr. 7.5 Různé kombinace řezných materiálů Obr. 7.6 Popis nového nástroje 7.4 Experimentální řezné zkoušky Nově vyvinutý nástroj s jádrem ze SK a připájenými břity z cermetu byl testován ve firmě HAM FINAL. Vrták byl během testu upnut do běžného hydroupínače, který je používán při samotné výrobě komponentu brzd. Přívod chladící kapaliny do místa řezu zůstává stejný jako u původního nástroje, což je středem nástroje. Tlak pracovní kapaliny zůstává zachován jako u původního nástroje, protože výroba bude probíhat na stejném stroji. Samotné vrtání se simulovalo do válcového kusu (obr. 7.7) ze stejného materiálu, jako je komponent automobilové brzdy, což je tvárná litina (ČSN ). Do každého kusu bylo vyvrtáno 19 děr, které byly později měřeny a vyhodnoceny. Hlavním požadavkem na nový nástroj bylo snížení nákladů na vrtání díry ø8,5 + 0,04 mm na hotovo. Proto byla hlavním sledovaným parametrem měření trvanlivost nástroje, avšak neméně důležité bylo zachovat požadovanou přesnost a drsnost díry. Testování nástrojů proběhlo na stroji DMU60T uvedeného v příloze číslo 4. Měření probíhalo na stejných strojích jako u původního nástroje, tedy stroje v přílohách číslo 1 a 2. Testováno bylo 10


51 FSI VUT BAKALÁŘSKÁ PRÁCE List 51 nástrojů a měření probíhalo po 50 vyrobených dírách (hodnoty měření uvedené v tabulce 7.2). Vrták byl vyřazen, když se sledované parametry blížily k hraniční hodnotě tak, aby nebyly vyrobeny vadné kusy. Po otestování všech těchto nástrojů až do opotřebení, kdy byly vyřazeny, se provedl výpočet aritmetického průměru, který zaručuje opakovatelnost dosahovaných parametrů. Obr. 7.7 Komponent pro testování nového nástroje Kritériem pro vyřazení nástroje byl průměr díry, který nesměl překročit rozmezí 8,50 8,54 mm a drsnost povrchu, která nesměla být vyšší než 6,3 µm. Tab. 7.2 Naměřené hodnoty nového nástroje poř. č. vrtáku 1 Test vrtání Důvod vyřazení T (děr) v c (m.mim -1 ) v c (m.mim -1 ) f (mm.min -1 ) ØD Ra ,508 OK ,509 OK ,506 OK ,507 OK ,507 OK ,503 OK ,503 OK ,502 OK ,506 OK ,507 OK Aritmetický průměr Ø 4500 Ø 8,506 OK
52 FSI VUT BAKALÁŘSKÁ PRÁCE List Porovnání současného a nového nástroje Nové technické řešení nástroje za použití více řezných materiálů má jisté výhody, jako je trvanlivost, úspora času a lepší pracovní podmínky. Přesné hodnoty těchto výhod jsou uvedeny v tabulce 7.3. Tab. 7.3 Porovnání současného a nového nástroje Porovnávané hodnoty Původní nástroj Nový nástroj Pracovní podmínky v c = 100 m.min -1 v f = 370 mm.min -1 IK = 60 Bar v c = 140 m.min -1 v f = 500 mm.min -1 IK = 60 Bar Průměrná trvanlivost břitů 3500 děr 4500 děr Čas vrtání jedné díry 9,7 s 7,2 s Čas vrtání za rok ( děr) hod/rok hod/rok Zkoušky prokázaly, že požadavky na návrh nového nástroje byly splněny s velmi dobrými parametry. Tento nástroj je schopný při vyšších pracovních podmínkách, které snižují strojní čas, si udržet vynikající odolnost proti opotřebení. Díky této vlastnosti je nový nástroj schopen dosahovat větší trvanlivosti, než původní nástroj. Detailnější porovnání obou nástrojů je uvedeno v příloze číslo 5.
53 FSI VUT BAKALÁŘSKÁ PRÁCE List 53 ZÁVĚR Práce je zaměřena na produktivní osové nástroje pro obrábění přesných a velmi přesných děr, proto jsou všechny kapitoly teoretické části zaměřeny na vrtání a vystružování. Teoretická část práce poskytuje přehled o základních parametrech přesnosti, technologických a konstrukčních aspektech vrtáků a výstružníků se zaměřením na řezné materiály. Sortiment největších výrobců těchto nástrojů byl zaměřen na nástroje využívající břitů z různých řezných materiálů. Velmi mnoho výrobců nabízí tyto nástroje, u kterých lze různé řezné materiály kombinovat formou výměnných břitových destiček, které jsou upínány mechanicky. Žádný výrobce nenabízí kombinaci různých řezných materiálů realizovanou pájením. Tento fakt souvisí s upadajícími znalostmi firem v oblasti pájení od doby, kdy firmy opustily výrobu soustružnických a frézovacích nástrojů s pájenými břity. Hlavní výhodou pájených břitů oproti výměnným břitovým destičkám je možnost aplikovat pájené břity u nástrojů velmi malých rozměrů. Praktická část práce je zaměřena na snížení nákladů vrtání díry ø 8,4 + 0,04 mm na hotovo. Původním nástrojem je monolitní vrták ze slinutého karbidu, který dosahuje průměrné trvanlivosti 3500 děr. Nově navržený nástroj kombinuje dva řezné materiály a to slinutý karbid a cermet. Břity z cermetu jsou připájeny k tělu ze slinutého karbidu, díky tomu je jádro nástroje houževnaté a obvod tvrdý a otěruvzdorný. Nový nástroj je proto schopný při vyšších pracovních podmínkách dosahovat trvanlivosti 4500 děr. Po vyřazení nástroje, ke kterému dojde při zmenšení průměru díry o 0,02 mm, jej lze snadno renovovat připájením nových břitů. Z ekonomického hlediska je nový nástroj oproti původnímu velmi úsporný. Použitím nového nástroje se sníží náklady na nástroje o 37 % a úspora strojního času činí hodin za rok. Během vývoje byly navrženy i další kombinace řezných materiálů a to dva slinuté karbidy, každý s jinými vlastnostmi a slinutý karbid s keramikou. Tyto kombinace se však neosvědčily a navíc zde byl problém s pájením keramických břitů k tělu ze slinutého karbidu. Kvůli tomuto problému se vývoj zastavil u výroby prvního prototypu, avšak firma HAM FINAL od tohoto nástroje neupouští a bude se jím zabývat do budoucna.
54 FSI VUT BAKALÁŘSKÁ PRÁCE List 54 SEZNAM POUŽITÝCH ZDROJŮ 1. SVOBODA, Pavel, et al. Základy konstruování. 2. dopl. vyd. Brno: Akademické nakladatelství CERM, s.r.o., s. ISBN ĆMIEL, Milan. VÝVOJ NÁSTROJŮ S PKD, CVD VRSTVOU A CVD POVLAKEM PRO DOKONČOVÁNÍ DĚR [online]. Brno, s. Diplomová práce. VUT v Brně. Dostupné z WWW: < www_base/zav_prace_soubor_verejne.php?file_id=15579>. 3. HUMÁR, Anton. Technologie I: Technologie obrábění - 2. část [online]. Studijní opory pro magisterskou formu studia. VUT v Brně, Fakulta strojního inženýrství, 2004 [cit ], 95 s. Dostupný z WWW: < 4. KOUŘIL, Karel; VANĚK, Vladimír. Dokončovací operace vystružování. MM Průmyslové spektrum [online]. 14. června 2006, č. 6, [cit ]. Dostupný z WWW: < 5. Katedra obrábění a montáže, TU v Liberci [online]. 03 / 2001 [cit ]. Řezné podmínky při obrábění. Dostupné z WWW: < 6. KOCMAN, Karel; PROKOP, Jaroslav. Technologie obrábění. Brno : Akademické nakladatelství CERM, s. ISBN sad 7. HENZL, David. NÁSTROJE PRO VÁLEČKOVÁNÍ VE STROJÍRENSVÍ [online]. Brno, s. Bakalářská práce. VUT v Brně. Dostupné z WWW: < file_id=6333>. 8. HUMÁR, Anton. Technologie I: Technologie obrábění - 1. část [online]. Studijní opory pro magisterskou formu studia. VUT v Brně, Fakulta strojního inženýrství, 2003 [cit ], 138 s. Dostupný z WWW: < 9. HUMÁR, Anton. Materiály pro řezné nástroje. Praha: MM publishing, s.r.o., s. ISBN asd 10. Tumlikovo [online]. c2010 [cit ]. Dostupné z WWW: < 11. KOUŘIL, Karel; FIALA, Stanislav. Moderní nástroje pro dokončování děr. MM Průmyslové spektrum [online]. 25. dubna 2007, č. 4, s. 42, [cit ]. Dostupný z WWW: <
55 FSI VUT BAKALÁŘSKÁ PRÁCE List M&V SLOVAKIA s.r.o. Vrtáky technická čásť. [online] [cit ]. Dostupné z WWW: < 08.pdf>. 13. BOTEK - VRTÁNÍ ZPLNA - JEDNOBŘITÉ DĚLOVÉ VRTÁKY [online] [cit ]. WINTER SERVIS. Dostupné z WWW: < winter-servis.cz/index.php?page=botek/zplna_delove>. 14. BECK Präzisionswerkzeuge. Main Catalogue. [online] [cit ]. Dostupné z WWW: < Gesamtkatalog_2008_Nachdruck% pdf>. 15. Seco Tools. Holemaking. [online] [cit ]. Dostupné z WWW: < navigator/2010/holemaking/lr_gb_holemaking_2010.pdf>. 16. BECK Präzisionswerkzeuge [online] [cit ]. Dostupné z WWW: < 17. History from MAPAL [online] [cit ]. MAPAL. Dostupné z WWW: < 18. MAPAL. Competence Reaming & Fine boring. [online] [cit ]. Dostupné z WWW: < Dateien/Kataloge/englisch/Reiben_Feinbohren_V1.0.0_e.pdf>. 19. Seco Tools [online]. c2011 [cit ]. Reaming. Dostupné z WWW: < 20. HAM - FINAL [online] [cit ]. Dostupné z WWW: < 21. HAM-FINAL, s.r.o. Katalog produktů [cit ]. 22. KOUŘIL, Karel; VANĚK, Vladimír. Obrábění přesných děr v litinách. MM Průmyslové spektrum [online]. 15. dubna 2009, č. 4, [cit ]. Dostupný z WWW: < 23. History [online] [cit ]. KOMET of America. Dostupné z WWW: < 24. KOMET GROUP. Bore Machining katalog (Compass). [online] [cit ]. Dostupné z WWW: < Compass_Catalog_Complete.pdf>. 25. Gühring [online]. c2011 [cit ]. Gühring - O společnosti. Dostupné z WWW: < 26. Guhring, Inc. LT 800 WP. [online] [cit ]. Dostupné z WWW: <
56 FSI VUT BAKALÁŘSKÁ PRÁCE List Pramet Tools s.r.o. [online] [cit ]. Historie a dnes. Dostupné z WWW: < firma1>. 28. Pramet Tools s.r.o. Drills CZ-EN. [online] [cit ]. Dostupné z WWW: < % 20CZ-EN%20screen.pdf>.
57 FSI VUT BAKALÁŘSKÁ PRÁCE List 57 SEZNAM POUŽITÝCH ZKRATEK A SYMBOLŮ Zkratka/Symbol Jednotka Popis Ag Al 2 O 3 CNC Co CoO Cr Cu CVD stříbro oxid hliníku (korund) computer numerical control (počítačové číslicové řízení) kobalt oxid kobaltnatý chrom měď Chemical Vapour Deposition (chemické napařování z plynné fáze D mm průměr nástroje D max mm horní mezní rozměr díry D min mm dolní mezní rozměr díry IK Bar tlak chladící kapaliny I r mm základní délka IT toleranční stupeň Mn mangan Mo molybden Mo 2 C karbid dimolybdenu N dusík NbC karbid nyobu Ni nikl PKD polykrystalický diamant PKNB polykrystalický nitrid bóru PVD Physical Vapour Depositing (fyzikální napařování) Ra µm průměrná aritmetická úchylka posuzovaného profilu Rm µm pevnost v tahu Rz µm největší výška profilu Si křemík Si 3 N 4 nitrid křemíku T mm rozměrová tolerance díry TaC TiC TiCN TiN V VBD W WC karbid tantalu karbid titanu karbonitrid titanu nitrid titanu vanad výměnná břitová destička wolfram karbid wolframu
58 FSI VUT BAKALÁŘSKÁ PRÁCE List 58 Y 2 O 3 oxid Yttritý Z (x) mm výška posuzovaného profilu v libovolné poloze x ZrO 2 oxid zirkoničitý d max mm horní mezní rozměr hřídele d min mm dolní mezní rozměr hřídele f mm posuv n max min -1 maximální otáčky vřetene t mm rozměrová tolerance hřídele v C m.min -1 řezná rychlost v f m.min -1 posuvová rychlost α o nástrojový ortogonální úhel hřbetu β o nástrojový ortogonální úhel břitu γ o nástrojový ortogonální úhel čela ε vrcholový úhel κ r nástrojový úhel nastavení hlavního ostří κ r nástrojový úhel nastavení vedlejšího ostří λ úhel sklonu šroubovice φ středový úhel ω úhel stoupání šroubovice ω úhel stoupání šroubovice
59 FSI VUT BAKALÁŘSKÁ PRÁCE List 59 SEZNAM PŘÍLOH Příloha 1 Příloha 2 Příloha 3 Příloha 4 Příloha 5 Příloha 6 Vzduchový měřící přístroj AEROPLAN plus Drsnoměr Mahr Pocket Surf Výrobní výkres nového vrtáku Deckel Maho DMU 60T Porovnání původního a nového vrtáku Měřící přístroj Helicheck plus

60 Příloha 1 Vzduchové měřidlo AEROPLAN: Jedná se o velmi přesný měřící stroj, na kterém byly měřeny průměry a kruhovitost děr. Měření na tomto stroji probíhalo za pomocí kroužků ze SK, které jsou přesně vybroušeny na požadovaný rozměr a trnu, který je jen o několik µm menší než měřený otvor. Před samotným měřením byl pomocí kroužků zkalibrován indikátor, tak aby ukazoval nulu. Při samotném měření se trn vložil do díry a skrze něj byl foukán vzduch do díry a tlak vzduchu vycházející mezi trnem a stěnou díry se převádí pomocí indikátoru na odchylku od požadovaného rozměru. Tento nástroje je schopen měřit s přesností na µm.

61 Příloha 2 Drsnoměr Mahr Pocket Surf: Jedná se o přenosný drsnoměr, kterým lze měřit široká škála povrchů. Může pracovat v kterékoliv poloze vertikální, horizontální i vzhůru nohama. Na LCD displeji se zobrazuje naměřená hodnota drsnosti v mikrometrech.

62

63 Příloha 4 Deckel Maho DMU 60T: Jedná se o pěti-osé CNC obráběcí centrum, které bylo použito pro testování nástrojů. Tento stroj používá řídící systém haidenhain. Do zásobníku lze umístit 24 nástrojů, které stroj mění automaticky. Upínací stůl má průměr 560 mm a maximální otáčky vřetene jsou ot.min -1.












64

65 Příloha 6 Měřící přístroj helicheck plus: Jedná se o velmi přesný měřící stroj, na kterém se měří průměr nástrojů nebo některé nástrojové úhly. Tento stroj ke svému ovládání využívá CNC řízení a používá k měření tři pevně nainstalované kamery. Tyto kamery zachycují procházející, odražené a čelní světlo. Všechny kamery mají 400 násobné zvětšení, díky tomu lze vidět a měřit i ty nejmenší detaily. Základová deska ze žuly poskytuje maximální stabilitu a přesnost měření. Nová generace nástrojů umožňuje polohování v rozlišení až 0,004 µm.
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
1 TECHNOLOGIE VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ Technologie vrtání, vyhrubování, vystružování a zahlubování mají mnoho společných technologických charakteristik a často bývají souhrnně označovány
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
8. Třískové obrábění
 8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
8. Třískové obrábění Třískovým obráběním rozumíme výrobu strojních součástí z polotovarů, kdy je přebytečný materiál odebírán řezným nástrojem ve formě třísek. Dynamický vývoj technologií s sebou přinesl
=10. Vrtání a vyvrtávání. Vrtání a vyvrtávání. Základní pojmy:
 Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
Předmět: Ročník: Vytvořil: Datum: Základy výroby 2 M. Geistová Březen 2014 Název zpracovaného celku: Vrtání a vyvrtávání Vrtání a vyvrtávání Základní pojmy: Vrtání je proces, při kterém zhotovujeme díry
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
Vrtání a vyvrtávání. Průřez třísky při vrtání (odebírané jedním břitem)
") Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Vrtání a vyvrtávání vrtání obrábění vnitřních račních ploch (děr) do plného materiálu pravidla dvoubřitým nástrojem vyvrtávání většování děr (předvrtaných, předlitých, předkovaných) dokončování děr (vyhrubování,
Výroba závitů - shrnutí
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Výroba závitů - shrnutí Ing. Kubíček Miroslav
Výroba závitů. Řezání závitů závitníky a závitovými čelistmi
 Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
Výroba závitů Závity se ve strojírenské výrobě používají především k vytváření rozebíratelných spojení různých součástí a dále jako pohybové šrouby strojů a zařízení či měřidel. Principem výroby závitů
PŘESNÉ VRTÁNÍ. Střední odborná škola a Gymnázium Staré Město
 PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
PŘESNÉ VRTÁNÍ Název školy Střední odborná škola a Gymnázium Staré Město Číslo projektu CZ.1.07/1.5.00/34.1007 Autor Lubomír Petrla Název šablony III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Název
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Sostružnické nože- učební materiál
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_12 Autor Jaroslav Kopecký
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ
 VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
VRTÁNÍ, VYHRUBOVÁNÍ, VYSTRUŽOVÁNÍ A ZAHLUBOVÁNÍ 1.VRTÁNÍ je zhotovování děr (vnitřních rotačních ploch) průchozích i neprůchozích do plného materiálu, zpravidla dvoubřitým nástrojem. 1.1 Podstata hlavní
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly.
 Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
Základní pojmy obrábění, Rozdělení metod obrábění, Pohyby při obrábění, Geometrie břitu nástroje - nástrojové roviny, nástrojové úhly. TECHNOLOGIE je nauka o výrobních postupech, metodách, strojích a zařízeních,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
APLIKACE VYSTRUŽOVACÍCH NÁSTROJŮ S BŘITY Z CERMETU A PVD POVLAKEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY APLIKACE
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Hlavní skupina. Změna charakteristik. Označení Obráběný materiál Příklad užití a podmínky užití
 Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
Příloha č.4 Slinuté karbidy typu P P P01 P10 P20 P30 P40 P50 Ocel, ocelolitina Ocel, ocelolitina, temperovaná litina Ocel, ocelolitina s pískem a lunkry Ocel, ocelolitina, střední nebo nižší pevnosti,
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
VYVRTÁVÁNÍ. Výroba otvorů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
11. Vrtání a vyvrtávání
 11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
11. Vrtání a vyvrtávání Vrtáním zhotovujeme díry válcového průřezu menších průměrů do plného materiálu nástrojem s jedním či dvěma břity. Pokud zvětšujeme díry předvrtané, předlité v odlitcích, předkované
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)
 STROJÍRENSKÁ TECHNOLOGIE. TECHNICKÝ SOFTWARE (Strojírenství)") MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
MATURITNÍ TÉMATA (OKRUHY) STROJÍRENSKÁ TECHNOLOGIE ŠKOLNÍ ROK: 2015-16 a dále SPECIALIZACE: TECHNICKÝ SOFTWARE (Strojírenství) 1.A. ROVNOVÁŽNÝ DIAGRAM Fe Fe3C a) význam rovnovážných diagramů b) nakreslete
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Vrtání děr na soustruhu
 Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
Vrtání děr na soustruhu Pro každý druh práce je třeba použít nejvhodnější nástroj. Každý materiál má své vlastnosti, se kterými se musí počítat i při vrtání. Jiný nástroj použijeme při zhotovování otvoru
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
TECHNOLOGIE FRÉZOVÁNÍ
 1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
1 TECHNOLOGIE FRÉZOVÁNÍ Frézování se využívá pro obrábění rovinných a tvarových ploch na nerotačních součástech, kdy se obráběcí proces realizuje vícebřitým nástrojem - frézou. Frézování je mladší způsob
Práce s tabulkami, efektivní využití v praxi
 Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
Projekt: Téma: Práce s tabulkami, efektivní využití v praxi Obor: Nástrojař, Obráběč kovů, Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 0 Obsah Obsah... 1
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
Profilová část maturitní zkoušky 2013/2014
 Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Střední průmyslová škola, Přerov, Havlíčkova 2 751 52 Přerov Profilová část maturitní zkoušky 2013/2014 TEMATICKÉ OKRUHY A HODNOTÍCÍ KRITÉRIA Studijní obor: 23-41-M/01 Strojírenství Předmět: STROJÍRENSKÁ
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
VRTÁKY ZE SLINUTÉHO KARBIDU VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY. Popis ikon. Force X Nová řada univerzálních nástrojů.
 Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Prášková metalurgie. 1 Postup výroby slinutých materiálů. 1.1 Výroba kovových prášků. 1.2 Lisování pórovitého výlisku
 Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Pomocí práškové metalurgie se vyrábí slitiny z kovů, které jsou v tekutém stavu vzájemně nerozpustné a proto netvoří slitiny nebo slitiny z vysoce tavitelných kovů (např. wolframu). 1 Postup výroby slinutých
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky
 Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
CENÍK OSTŘENÍ A POVLAKOVÁNÍ
 CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
CENÍK OSTŘENÍ A POVLAKOVÁNÍ HSS Drážkovací fréza Prodloužená Prodloužená -12 108 Kč 166 Kč -12 247 Kč 370 Kč -20 154 Kč 232 Kč -20 305 Kč 459 Kč -30 215 Kč 321 Kč -30 443 Kč 668 Kč -40 292 Kč 439 Kč -40
Základy obrábění. Obrábění se uskutečňuje v soustavě stroj nástroj obrobek
 Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Základy obrábění Obrábění je technologický proces, při kterém je přebytečná část materiálu oddělována z obrobku ve formě třísky břitem řezného nástroje. polotovar předmět, který se teprve bude obrábět
Nauka o materiálu. Přednáška č.12 Keramické materiály a anorganická nekovová skla
 Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
Nauka o materiálu Přednáška č.12 Keramické materiály a anorganická nekovová skla Úvod Keramika a nekovová skla jsou ve srovnání s kovy velmi křehké. Jejich pevnost v tahu je nízká a finálnímu lomu nepředchází
VÝROBNÍ PROGRAM TK NÁSTROJE
 TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC CNC OBECNĚ (Kk) SOUSTRUŽENÍ SIEMENS (Ry) FRÉZOVÁNÍ SIEMENS (Hu) FRÉZOVÁNÍ HEIDENHEIM (Hk) CAM EdgeCAM (Na) 3D OBJET PRINT (Kn) CNC OBECNĚ
http://www.zlinskedumy.cz
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Soustružení, vy_32_inovace_ma_24_01 Autor Jaroslav Kopecký
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL
 MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
Trvanlivost,obrobitelnost,opotřebení břitu
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Trvanlivost,obrobitelnost,opotřebení břitu
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Konstrukce řezné části nástrojů
 Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Konstrukce řezné části nástrojů Vývoj obráběcích nástrojů souvisící s vývojem nástrojových materiálů a se způsobem jejich výroby vedli postupně ke třem rozdílným způsobům konstrukce nástrojů (nebo alespoň
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Teorie frézování Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a
 Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Geometrie břitu frézy zub frézy má tvar klínu ostřejší klín snadněji vniká do materiálu vzájemná poloha ploch břitu nástroje a obrobku vytváří soustavu úhlů, které říkáme geometrie břitu hodnoty jednotlivých
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce
 Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
Nové typy nástrojů pro frézování, frézovací hlavy, rozdělení frézek podle konstrukce Obráběč kovů 1. Pavel Rožek 2010 1 Obsah : 1. Frézování... 3 2. Frézovací nástroje... 3 2.1 Materiály břitů fréz...5
TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ
 1 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá obráběcími procesy, při kterých se realizuje změna tvaru obráběné součásti odebíráním materiálu ve formě třísek. Potřebná energie
1 TECHNOLOGIE STROJNÍHO OBRÁBĚNÍ Technologie strojního obrábění se zabývá obráběcími procesy, při kterých se realizuje změna tvaru obráběné součásti odebíráním materiálu ve formě třísek. Potřebná energie
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ
 Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Evropský sociální fond Praha & EU: INVESTUJEME DO VAŠÍ BUDOUCNOSTI. Motivace inovace zkušenost a vzdělávání VÝROBNÍ KONSTRUKCE, 4. ročník - CVIČENÍ Jméno a příjmení: Školní rok: 2014/2015 Číslo úlohy:
Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2
 Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Ruční výstružníky Ruční výstružníky HSS pro univerzální použití do 1000 N/mm 2 HSS Pro ruční výrobu tolerancí tvaru H7 v průchozím otvoru nebo pro přerušované řezání do ocelové a litinové materiálové skupiny,
Velmi výkonný vrták pro vrtání vysoce pevných a houževnatých materiálů s pevností až 1200 MPa, např. nerezových ocelí, titanových slitin,
 symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
symbol obráběného materiálu OZNAČENÍ - POPIS POUŽITÍ DODÁVANÝ ROZSAH KÓD 08 DIN 338 RKT vrták do kovu s válcovou stopkou a zesíleným jádrem. Má samostředící špičku. Materiál Cobalt 8 %. Velmi výkonný vrták
KATALOG INOVACE. UniDrill. Kopinaté vrtáky s břitovými destičkami. kennametal.com
 KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Vydání 01/18. Všechny uvedeny bez DPH. HIGH-END třískové obrábění. // Nová definice pro výkon a efektivitu!
 Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
CoroDrill 880 Pozornost se upíná na neželezné materiály
 CoroDrill 880 Pozornost se upíná na neželezné materiály 1 TREND: Nižší hmotnost znamená snížení spotřeby paliva Vzhledem k tomu, že udělit zrychlení lehčímu předmětu vyžaduje méně energie než těžšímu,
CoroDrill 880 Pozornost se upíná na neželezné materiály 1 TREND: Nižší hmotnost znamená snížení spotřeby paliva Vzhledem k tomu, že udělit zrychlení lehčímu předmětu vyžaduje méně energie než těžšímu,
Modulární systém Coromant EH
 Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 1 _ T Ř Í S K O V É O B R Á B Ě N Í - S O U S T R U Ž E N Í _ P W P Název školy: Číslo a název projektu:
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 7. cvičení - Technologická příprava výroby Okruhy: Volba polotovaru Přídavky na obrábění
STT4 Příprava k maturitní zkoušce z předmětu STT. Tematické okruhy pro ústní maturity STT
 Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Tematické okruhy pro ústní maturity STT 1 ) Statické zkoušky pro zjišťování pevnosti materiálu druhy zkoušek, zkušební zařízení zkušební vzorky grafické závislosti, vyhodnocení zkoušek, výpočetní vztahy
Výroba otvorů VRTÁNÍ
 Výroba otvorů VRTÁNÍ Charakteristika třískové obrábění rotačních ploch (otvorů) - do plného materiálu - zvětšení již předpracované díry (předvrtané, předlité, předkované apod.) stroje - vrtačky nástroje
Výroba otvorů VRTÁNÍ Charakteristika třískové obrábění rotačních ploch (otvorů) - do plného materiálu - zvětšení již předpracované díry (předvrtané, předlité, předkované apod.) stroje - vrtačky nástroje
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1.
 Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
Opakovací MATURITNÍ OTÁZKY Z PŘEDMĚTU TECHNOLOGIE ŠKOLNÍ ROK 2016-2017 OBOR STROJNICTVÍ, ZAMĚŘENÍ PPK ZKRÁCENÉ POMATURITNÍ STUDIUM 1. Stavba kovů krystalografické mřížky, polymorfie Fe diagram tuhého roztoku
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
MODERNÍ NÁSTROJE PRO VYSTRUŽOVÁNÍ
 MODERNÍ NÁSTROJE PRO VYSTRUŽOVÁNÍ Fiala Stanislav, Kouřil Karel, HAM-FINAL s.r.o. Vlárská 22, 627 00 Brno, ham-final@ham-final.cz Význam řezných nástrojů a přípravků, jejich potřeba a rozsah použití jsou
MODERNÍ NÁSTROJE PRO VYSTRUŽOVÁNÍ Fiala Stanislav, Kouřil Karel, HAM-FINAL s.r.o. Vlárská 22, 627 00 Brno, ham-final@ham-final.cz Význam řezných nástrojů a přípravků, jejich potřeba a rozsah použití jsou
Info Přehled šroubovitých vrtáků VHM (I) Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W
 Vrtací nářadí. Doporučení použití W = vhodné X = omezeně vhodné Hliník > 10% Si W W W W W W W W") Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
Inklusive Info Přehled šroubovitých vrtáků (I) Značka 0 0 0 0 0 0 0 0 Závodní norma Závodní norma Závodní norma Závodní norma 6539 6539 6539 6539 5 x D Skládaný vrták Skládaný vrták Číslo položky 11016
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL
 MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
MADE BY UNIVERZÁLNÍZÁVITNÍKY ZLATÝ PROUŽEK, SPRÁVNÁ VOLBA PRO KAŽDÝ MATERIÁL Vysokopevnostní oceli Nerezové oceli Slitiny hliníku Konstrukční oceli Litina POWERTAP V KAŽDÉM PŘÍPADĚ ZLATÝ Powertap je vždy
FSI VUT BAKALÁŘSKÁ PRÁCE List 1
 FSI VUT BAKALÁŘSKÁ PRÁCE List 1 FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Všeobecný popis technologie vrtání se zvláštním zaměřením na vysoce
FSI VUT BAKALÁŘSKÁ PRÁCE List 1 FSI VUT BAKALÁŘSKÁ PRÁCE List 2 FSI VUT BAKALÁŘSKÁ PRÁCE List 3 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Všeobecný popis technologie vrtání se zvláštním zaměřením na vysoce
TECHNICKÁ ILUSTRACE A ANIMACE NÁSTROJOVÉHO SYSTÉMU HAM-FINAL RC PRO PRAKTICKÉ POUŽITÍ SVOČ FST 2014
 TECHNICKÁ ILUSTRACE A ANIMACE NÁSTROJOVÉHO SYSTÉMU HAM-FINAL RC PRO PRAKTICKÉ POUŽITÍ SVOČ FST 2014 Bc. Pavel Matouš, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
TECHNICKÁ ILUSTRACE A ANIMACE NÁSTROJOVÉHO SYSTÉMU HAM-FINAL RC PRO PRAKTICKÉ POUŽITÍ SVOČ FST 2014 Bc. Pavel Matouš, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
d 1 Nastavitelné ruční výstružníky DIN 859 Použití Lze nastavit všechna požadovaná lícování a vyrovnat opotřebení. Kvalita HSS.
 ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
ß 13010 S válcovitou stopkou a čtyřhranem, pravořezné, levá spirála 7 -, náběh cca 1/4 délky břitu (l2), přesnost H7. Ruční výstružníky DIN 206 Obrábění Nevhodné na díry se dnem (slepé díry). 13010 13010
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtání,vyvrtávání,vyhrubování,vystružování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Vrtání,vyvrtávání,vyhrubování,vystružování
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Projekt: Téma: Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obor: Nástrojař, Obráběč kovů Ročník: 1. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1 OBSAH
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s