ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
|
|
|
- Renáta Konečná
- před 6 lety
- Počet zobrazení:
Transkript
1 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B2301 Strojní inženýrství Studijní obor: Materiálové inženýrství a strojírenská metalurgie BAKALÁŘSKÁ PRÁCE Zpracování středně uhlíkové nízkolegované oceli v semi-solid stavu Autor: Vedoucí práce: Kateřina RUBEŠOVÁ Dr. Ing. Hana JIRKOVÁ Akademický rok 2016/2017
2 (ZDE BUDE VLOŽENO OFICIÁLNÍ ZADÁNÍ BAKALÁŘŠKÉ PRÁCE)
3 Prohlášení o autorství Předkládám tímto k posouzení a obhajobě bakalářskou/diplomovou práci, zpracovanou na závěr studia na Fakultě strojní Západočeské univerzity v Plzni. Prohlašuji, že jsem tuto bakalářskou/diplomovou práci vypracoval samostatně, s použitím odborné literatury a pramenů, uvedených v seznamu, který je součástí této bakalářské práce. V Plzni dne: podpis autora
4 ANOTAČNÍ LIST BAKALÁŘSKÉ PRÁCE AUTOR Příjmení Rubešová Jméno Kateřina STUDIJNÍ OBOR B2301 Materiálové inženýrství a strojírenská metalurgie VEDOUCÍ PRÁCE Příjmení (včetně titulů) Dr. Ing. Jirková Jméno Hana PRACOVIŠTĚ ZČU - FST - KMM DRUH PRÁCE DIPLOMOVÁ BAKALÁŘSKÁ Nehodící se škrtněte NÁZEV PRÁCE Zpracování středně uhlíkové nízkolegované oceli v semi-solid stavu. FAKULTA strojní KATEDRA KKM ROK ODEVZD POČET STRAN (A4 a ekvivalentů A4) CELKEM 54 TEXTOVÁ ČÁST 54 GRAFICKÁ ČÁST 0 STRUČNÝ POPIS (MAX 10 ŘÁDEK) ZAMĚŘENÍ, TÉMA, CÍL POZNATKY A PŘÍNOSY Tato bakalářská práce se zabývá možnostmi zpracování středně-uhlíkové nízkolegované oceli pomocí semi-solid zpracování. Cílem práce bylo aplikovat tento druh zpracování na materiál středněuhlíkové nízkolegované oceli 30MnVS6. V průběhu experimentu bylo nejprve na termomechanickém simulátoru odzkoušeno několik režimů na polotovaru bez formy, s ohřevem na vhodnou teplotu. Poznatky získané ohřevem vzorku bez formy byly následně aplikovány na proces minitixoformingu, který probíhal v uzavřené dutině formy. KLÍČOVÁ SLOVA ZPRAVIDLA JEDNOSLOVNÉ POJMY, KTERÉ VYSTIHUJÍ PODSTATU PRÁCE Semi-solid zpracování, mini-tixoforming, termo mechnanické zpracování, near net shape, 30MnVS6
5 SUMMARY OF BACHELOR SHEET AUTHOR Surname Rubešová Name Kateřina FIELD OF STUDY B 2301 Materials Engineering and Engineering Metallurgy SUPERVISOR Surname (Inclusive of Degrees) Dr. Ing. Jirková Name Hana INSTITUTION ZČU - FST - KKS TYPE OF WORK DIPLOMA BACHELOR Delete when not applicable TITLE OF THE WORK Processing of medium carbon low-alloy steels in semi-solid state. FACULTY Mechanical Engineering DEPARTMENT KMM SUBMITTED IN 2017 NUMBER OF PAGES (A4 and eq. A4) TOTALLY 54 TEXT PART 54 GRAPHICAL PART 0 BRIEF DESCRIPTION TOPIC, GOAL, RESULTS AND CONTRIBUTIONS This bachelor thesis deals with the possibilities of processing medium-carbon low-alloy steel using a semi-solid processing. The aim of this work was to apply this kind of processing for the steel 30MnVS6, with a relatively narrow forming interval. During the first experimets, several schedules were tested on the thermo-mechanical simulator on a specimen without the die. Specimens were heated to the desired temperatures. Skills obtained by the heating of the specimen without the die were applied to the proces of mini-thixoforming in the closed die. KEY WORDS Semi-solid processing, mini-tixoforming, thermo mechanical processing, near net shape, 30MnVS6
6 Poděkování Autorka děkuje Dr. Ing. Haně Jirkové, za odborné vedení a pomoc při zpracování bakalářské práce, Ing. Davidu Aišmanovi, Ph.D. za odbornou pomoc a konzultaci v oblasti řešené problematiky semi-solid zpracování. Dále pak Výzkumnému centru tvářecích technologií za poskytnutí zařízení, výrobu vzorků a pomoc při prováděných zkoušek.
7 Obsah 1. Úvod Jednotlivé technologie zpracování v semi-solid stavu Thixoforging (Tixokování) Rheocasting Tixocasting Thixomolding Thixo lateral extrusion Tixoforming Podstata zpracování v semi-solid stavu Tixotropní chování Využití tixotropie při tváření kovů Tixoforming ocelí Vliv chemického složení na tixoforming Struktury dosahované při tixoformingu Vývoj mikrostruktury Důležité parametry pro konkrétní zpracování polotovarů Konstrukce zápustky Ohřev polotovarů Ohřev polotovaru do semi-solid stavu Kombinovaný odporově indukční ohřev Cíle práce - návrh experimentu Experimentální část Použitý software, přístroje a metody Volba materiálu Analýza výchozího stavu zvoleného materiálu Výsledky analýzy výchozího stavu materiálu 30MnVS Stanovení vhodné teploty ohřevu pomocí softwaru JMatPro pro středně uhlíkovou ocel 30MnVS Stanovení parametrů pro tixoforming
8 6. 6. Příprava vzorků pro odzkoušení tixoformingu na termomechanickém simulátoru Zkoušení semi-solid zpracování na závitových vzorcích upnutých přímo do čelistí simulátoru Určení vhodné teploty ohřevu Vliv rychlosti a průběhu ochlazování z teploty semi-solid stavu na vývoj struktury Zpracování polotovarů na termomechanickém simulátoru ve formě Diskuse výsledků Závěr
9 Použité zkratky a jednotky ARA Antizotermický rozpat austenitu FEM Finite element method, (Metoda konečných prvků) hm% Hmotnostní procenta HV mm s Tvrdost dle Vickerce Milimetr Sekunda SSM Semi solid metal forming 9
10 1. Úvod Neustále se zvyšující požadavky na zlepšování všech potřebných vlastností materiálu vedou k vývoji nových technologii pro jejich zpracovávání. Mezi materiály, u kterých je stále víc požadováno zlepšování vlastností a zrychlení výroby, patří zejména materiály kovové. Díky nově zaváděným technologiím a zkoušení nových výrobních postupů u nich lze dosahovat zcela jiných fyzikálních, mechanických. Toto platí i pro produkty dříve vyráběné konvenčními metodami. Pomocí těchto nových technologií lze docílit mikrostruktur s lepšími mechanickými vlastnostmi a to při zachování stejného chemického složení zpracovávaných ocelí. Tato skupina je velmi široká, může zahrnovat velkou škálu materiálu, jako jsou např.: oceli vysokopevné a otěruvzdorné, amorfní kovy, superplastické kovy ale i kompozity. Jednou z velmi často zmiňovaných metod je metoda zpracování v semi-solid stavu. Jako každá z inovativních metod se tato metoda snaží vyvinout lepší a pro trh využitelnější výstupní produkt nebo polotovar. Jedná se o nekonvenční metodu tváření, což umožňuje dosahovat zcela nových mikrostruktur. Díky tomu je možné zpracovávat materiály, které je konvenčním způsobem zpracování jen obtížně tvářet. Jedná se například o vysokolegované oceli vyrobené práškovou metalurgií. Metoda tváření v semi-solid stavu probíhá v jednom nebo jen několika krocích, což je velmi časově i cenově výhodné. Je také možné vyrábět složitější a členitější tvary výrobku, než je tomu u běžného konvenčního tváření. Technologie tváření v semi-solid stavu zahrnuje široké pole různých metod. Pro jejich označení se ve světové literatuře zavedlo označení SSM nebo-li semi solid metal forming. Tyto technologie s vysokým podílem natavené fáze při zpracování jsou označovány názvy rheocasting, tixocasting a thixomolding. Pro zpracování v semi-solidním stavu s nižším podílem natavené fáze je pak možné používat pojem tixoforming nebo minitixoformig, který je oproti klasickému tváření v semi-solid stavu náročnější [1]. Při minitixoformingu se jedná o tváření velmi malých objemů, což sebou přináší nutnost větší opatrnosti při manipulaci, větší přesnosti při nastavování a řízení teplotních průběhů, jak ohřevu, tak ochlazování. Tixoformingem je možno docílit velmi přesných výrobků s malou tloušťkou stěny. 10
11 2. Jednotlivé technologie zpracování v semi-solid stavu Zpracování materiálů v semi-solid stavu neboli semi solid metal forming má v sobě zahrnuje velké množství jednotlivých technologií. Tyto technologie lze podle způsob zpracování lze déle rozdělit na dva základní druhy. Technologie s vysokým a s nižším podílem natavené fáze. Technologie, které jsou prováděny při vysokém podílu natavené fáze, se označují jako rheocasting, tixocasting a tixomolging. Při nižším obsahu natavené fáze pak mluvíme o technologii tixoforming, do které můžeme řadit thixoextrusion, thixo lateral extrusion, thixorolling, thixoforming. Pro zpracování materiálu v semi-solid stavu je několik procesních cest s ohledem na tepelnou historii a technologii provedení. Podle teplotní historie je možné tyto procesy dělit na : Tixo-procesy Rheo-procesy [2] Při tixo-procesu je materiál nejprve odlit a plně solidifikován až po té znovu ohřát do semi-solid stavu, ve kterém je při vhodné teplotě a poměru solidu a liquidu tvářen. U rheo-procesu je materiál ochlazen do semi solid stavu přímo po odlití materiálu a následně tvářen (Obr.1). Obr. 1: Schematické znázornění tixo a rheo procesu [3] 11
12 Jako vstupní materiál pro tixo-procesy je použit materiál v pevném stavu. Ten je následně dále zpracováván v několika dalších oddělených krocích, což je určitou nevýhodou při začleňování tohoto procesu do výroby. Oproti tomu u rheo-procesů je výrazná úspora nákladů oproti tixo-zpracování. Úspora je dána zejména zredukováním počtů jednotlivých kroků materiálu v pevném stavu a dalšího opětovného ohřevu na teplotu tavení, roztavený kov je odléván do kokily, kde je ochlazen na vhodnou teplotu pro semi-solid zpracování a následně tvářen. U toho procesu je zařazení do výroby daleko vyšší i ve srovnání s konvenčními technologiemi tváření. Vstupní polotovar i získaný produkt jsou vyrobeny v souvislém na sebe navazujícím výrobním procesu. [4] Thixoforging (Tixokování) Tato technologie je založena na podobném principu jako konvenční technologie kování v uzavřené zápustce. V porovnání s ním je použito velmi malých sil, ale naopak je zde pracováno s vyššími teplotami nataveného polotovaru a dochází tak k většímu namáhání formy. Pro ohřev polotovaru bývá nejčastěji využit indukční ohřev. Po ohřevu na požadovanou teplotu, při které materiál vykazuje podíl nataveného kovu kolem 30 %, je polotovar vložen mezi dvě poloviny rozdělené zápustky a je stlačen pohybem horního kovadla (Obr. 2). Kování však neprobíhá klasickým rázovým dopadem bucharu, jako při konvenčním kování. Tento pohyb není vhodný pro tuto technologii, protože by docházelo k rozstřiku tvářeného kovu a k rychlému ochlazení přechodem tepla do zápustky. Dále by se znehodnocovala výsledná kvalita povrchu, jelikož by docházelo k oxidaci povrchu polotovaru a při následné úderu zakování zoxidovaného povrchu do polotovaru. Proto probíhá tváření stlačením poloviny zápustky, po vyplnění celé dutiny zápustky je stále udržován tlak na zápustku, tak aby došlo k celkové solidifikaci tvářené části. Díky dodržení těchto základních kroků, lze získat polotovar s dobrou kvalitou povrchu, a přesnějšími rozměry, za malé porezity [1,5]. 12
![2. 2. Rheocasting Obr. 2: Schematické znázornění tixokování [1] Tato technologie zpracování je popisována jako jedna z nejstarších technologií zpracování v semi-solid stavu.](/docs-images/93/113953501/images/13-0.jpg "Tato technologie se postupně vyvíjela při hledání nových způsobů odlévání kovů v počátku 60 let minulého století [6.] V tomto období ještě nebylo přímo popisováno tixotropní chování kovů.")
![Jedná se o jednu z technologií tváření, při které se podíl nataveného materiálu pohybuje mezi 40 60% [7]. Dalo by se tedy říci, že tváření polotovaru probíhá z tuhnoucího polotovaru.](/docs-images/93/113953501/images/13-1.jpg "Tato technologie byla následně modernizována a upravena. Při tomto způsobu je uvažován vliv tixotropního chování.")
13 2. 2. Rheocasting Obr. 2: Schematické znázornění tixokování [1] Tato technologie zpracování je popisována jako jedna z nejstarších technologií zpracování v semi-solid stavu. Tato technologie se postupně vyvíjela při hledání nových způsobů odlévání kovů v počátku 60 let minulého století [6.] V tomto období ještě nebylo přímo popisováno tixotropní chování kovů. Jedná se o jednu z technologií tváření, při které se podíl nataveného materiálu pohybuje mezi 40 60% [7]. Dalo by se tedy říci, že tváření polotovaru probíhá z tuhnoucího polotovaru. Tato technologie byla následně modernizována a upravena. Při tomto způsobu je uvažován vliv tixotropního chování. Roztavený polotovar je zde odléván do nádoby, kde je řízeně chlazen a zároveň je materiál indukčně nebo mechanicky míchách (Obr. 3.). Obr. 3: Schéma new-rheocastingu [7] 13

14 Tímto mícháním je dosaženo toho, že se netvoří z pevných částeček shluky, ale je tvořena jemná globulitická struktura. Po dosažení přesné teploty a podílu pevné fáze je polotovar přelit do formy a následně vtlačen do dutiny zápustky, ve které polotovar vychladne. Toto zpracování lze spodobňovat s vysokotlakým litím Tixocasting Princip této technologie je velice podobná technologii new-rheocastingu. Podíl tekuté fáze by se u této technologie měl pohybovat také mezi 40-60%. Tixocasting neboli tixoodlévání je složeno ze tří krků. Příprava polotovaru, ohřev na požadovanou teplotu a vlastní tváření (Obr. 4) Polotovar je při této technologii odléván nebo jen tepelně zpracován. Tento proces je velice podobný vysokotlakému lití. Thixocasting nabízí celou řadu výhod, jako jsou zdokonalené mechanické vlastnosti, dobrou jakost povrchu, dosažení tzv. near net shape produktu. Ve srovnání s obvyklými technologiemi odlévání, má thixocasting nižší tvářecí teplotu, podstatně delší životnost zápustky. Účinnost výroby a komplexní mechanické vlastnosti. Ve srovnání s konvenčními kovacími technologiemi lze dosáhnout složité geometrie produktu v jednom tvářecím kroku. Tato technologie byla široce využívána u barevných kovů tváření, kde bylo dosaženo uspokojivých výsledků u železných kovů však ne [8]. Obr. 4: Schématické znázornění tixoodlévání [9] 14
15 2. 4. Thixomolding Tato technologie se používá zejména na výrobu hořčíkových součástí. Před vlastním procesem je potřeba připravit vstupní materiál, ten je možno používat ve formě třísek, nebo je vstupní materiál rozemlet na velmi malé částečky. Třísky nebo granule hořčíku jsou podávány podavačem do šneku, pomocí kterého je materiál následně protlačován. Při cestě šněkovým podavačem je polotovar indukčně ohříván, ale také míchán a homogenizován. Podíl pevné fáze při této metodě může dosahovat až 65%. Připravený a ohřátý materiál je vstříknut do dutiny formy (Obr. 5). Při tomto procesu je ze vstupní dentritické struktury struktura přeměněna na globulární. Zpracování hořčíku touto metodou má několik výhod. Kvalita povrchu u takto vyrobených součástí je velmi dobrá, pórovitost materiálu je minimální, rozměrová přesnost je také velmi dobrá. Oproti konvenčnímu tlakovému lití je tato metoda ekonomičtější, z hlediska nižší spotřeby energie, tepleného namáhání formy ale snížení nákladů na výrobu [8] Thixo lateral extrusion Obr. 5: Schéma tixomoldingu [10] Příčné tixo-vytlačování je prováděno do uzavřené zápustky formy. Materiál je do ní vtlačován bočně z kanálu vtokové soustavy. Tento způsob se dá připodobnit k lití. 15
16 Forma je před plněním uzavřena a materiál je do ní vtlačován z boku. Horní razník je nehybný (řízení proti přetížení rázem) a spodní razník pohyblivý, dokud není forma zaplněna. Tekutá fáze slitiny umožňuje na chvíli konstantní tlak v součásti. Objem materiálu vyráběné součásti je přesně přizpůsoben tak, aby přebytečný materiál zůstával ve vtokové soustavě zápustky. Geometrie vyráběných součástí je tedy stálá. 3. Tixoforming Tixoforming je nekonvenční technologie tváření známá již od počátku 70. let minulého století. Tato technologie se z počátku vyvíjela jako technologie, která má uplatnění pouze pro materiály s nízkou teplotou tavení. Hlavními zástupci jsou hliník a jeho slitina a také hořčík. Výzkum v oblasti kovů s vyšší teplotou tavení, zejména ocelí, přišel později [1]. To bylo hlavním důvodem, k zavedení výzkumu právě na materiály s vysokou teplotou tavení, zejména pak oceli. U těchto materiálů lze pomocí tixoformingu zjednodušit technologický postup výroby součásti, tím minimalizovat veškeré náklady na následné výrobní nebo dokončovací operace jako je například třískové obrábění. Touto technologií lze dále dosáhnout členitých a komplikovanějších tvarů a to v jednom tvářecím kroku. Dále lze díky tixoformingu dosáhnout změny mikrostruktury, která pak vede ke zlepšení, fyzikálních a mechanických, což je velmi atraktivní. 3.1 Podstata zpracování v semi-solid stavu Tixotropní tváření je tváření materiálu v polotuhém, nebo-li tvz. semi solid stavu. Podstatou tixoformingu je tváření polotovaru, který je po ohřevu na tvářecí teplotu částečně ve skupenství kapalném a částečně ve skupenství pevném. Tvářený polotovar pak vykazuje tzv. tixotropní chování (kapitola 3.2). Podíl taveniny ve tvářeném objemu se pohybuje mezi 10 až 60%. Tixotropie je reologická vlastnost některých pseudoplastických a plastických systémů, které jsou podrobeny smykovému namáhání (např.: tváření, míchání, třepání apod.). Tyto systémy jeví zpočátku vysokou zdánlivou viskozitu, která s časem postupně klesá. Je li systém ponechán v klidu, původní struktury se začnou opět obnovovat a viskozita se asymptoticky blíží k původní hodnotě [2]. Tixotropní tváření je technologie, při které je možné materiál tvářit jak v otevřené, tak uzavřené dutině formy v tzv. semi-solid stavu. Po tixotropním tváření je získán výrobek, který má obvykle odlišnou mikrostrukturu oproti konvenčnímu zpracování. Díky tomu 16
, může být velmi členitý a tvarově náročný.")
17 může být docíleno lepších fyzikálních, chemických ale i mechanických vlastností. Dále má výrobek velmi přesný tvar (v anglické literatuře označováno jako near net shape), může být velmi členitý a tvarově náročný. Výrobek po tixotropním tváření nemusí být vždy dále opracováván například třískovým obráběním, čím je dosahováno značných časových tak finančních úspor při výrobě. Ohřev polotovaru probíhá buď mimo formu, polotovar je zahříván na požadovanou teplotu a následně je vložen do formy. Další technologie, jako je minitixoforming, umožňují ohřátí polotovaru již přímo ve formě, což značně šetří čas a odstraňuje tím náročnou manipulaci s ohřátým polotovarem. Technologie tixotropního tváření se aplikuje zejména na výše legované slitiny, které se jinak zpracovávají vysokotlakým litím. 3.2 Tixotropní chování Tixotropie je reologická vlastnost některých pseudoplastických a plastických systémů, které jsou podrobeny určitému smykovému namáhání (např.: tváření, míchání, třepání apod.). Tyto systémy jeví z počátku vysokou zdánlivou viskozitu, která s časem postupně klesá. Pokud se systém ponechán v klidu, dochází k postupnému obnovování struktur a viskozita opět roste a asymptoticky se blíží k původní vysoké hodnotě. Časový průběh zdánlivé viskozity ukazuje (Obr. 6). Obr. 6: Časová závislost zdánlivé viskozity tixotropního systému [12] 17
![Na křivce toku těchto systémů se objevuje hysterezní smyčka průběh křivky naměřené při pravidelném zvyšování napětí se neshoduje s průběhem naměřeným při snižování [12], (Obr. 7). Obr.](/docs-images/93/113953501/images/18-0.jpg "7: Průběh tokové křivky pro tixotropní a newtonskou kapalinu [12] To vše je způsobeno tendencí globulárních částic ke shlukování.")
18 Na křivce toku těchto systémů se objevuje hysterezní smyčka průběh křivky naměřené při pravidelném zvyšování napětí se neshoduje s průběhem naměřeným při snižování [12], (Obr. 7). Obr. 7: Průběh tokové křivky pro tixotropní a newtonskou kapalinu [12] To vše je způsobeno tendencí globulárních částic ke shlukování. V klidovém stavu mají globulární částice tendence ke shlukování a spojování se do větších celků. Toto chování způsobuje nárůst viskozity. Což je pro zpracování tvářením značně nežádoucí, jelikož s nárůstem viskozity se zhoršuje zabíhavost materiálu. Když polotovar smykově namáháme, dochází k rozptýlení těchto shluků, což naopak způsobí pokles viskozity celého systému a tím opět zlepšuje zabíhavost materiálu, což je žádoucí [13]. Tixotropie se běžně užívá v kosmetice, farmacii, ale na příklad i v průmyslu barev. Díky zvyšujícím se nárokům a zlepšování fyzikálních, chemických a mechanických vlastností kovových materiálů a dále také požadavkům na rychlejší a finančně méně náročnou výrobu, se začalo tixotropie využívat i v oblasti tváření kovů. 3.3 Využití tixotropie při tváření kovů Tixotropie je běžně využívána při různých průmyslových odvětvích, až zhruba v polovině minulého století však bylo toto deformační chování pozorováno a detailněji popsána i pro kovové materiály. Tixotropie popisovaná u kovů je definována jako pokles viskozity materiálu s nárůstem smykového poměru a času smyku v tzv. semi-solid stavu. 18
19 Aby slitiny kovů mohly vykazovat tixotropní chování, je nutné, aby tyto sliny v polotuhém stavu měli vhodnou strukturu, nejlépe pak pevné částice globulárního tvaru obklopené tekutou matricí. Jedna z výhod metody tixotropního tváření oproti konvenčním metodám tváření je například v tvářecí síle, ta je zapotřebí nižší než u konvenčních metod. Je to způsobeno vlivem smykového napětí, to působí na materiál během tváření, tím se snižuje viskozita materiálu a díky snížení viskozity je zapotřebí menší síly. Teploty při tixoformingu jsou naopak oproti konvenčnímu způsobu tváření vyšší, což způsobuje větší teplotní namáhání formy. Při tixoformingu jsou tedy kladeny vysoké nároky na nástroje a zejména pak na materiály použité při výrobě formy. Materiály používané při této technologii musí mít nízkou teplotní citlivost, být odolné opotřebení, vysokým teplotám a teplotním šokům. Podíl tuhé fáze po ohřátí do polotuhého stavu by měl být mezi 0,1 a 0,6 (tj.10-60%)[1], to je podíl fází, při kterém je dosaženo tixotropní chování, to vše v závislosti na konkrétní technologii zpracování daného materiálu semi-solid stavu. Proto je tixoforming vhodnější pro slitiny s nízkou citlivostí k podílu tuhé fáze a energetického nárůstu nebo ztráty. U takto zvolených slitin je pak menší pravděpodobnost ochlazení během plnění formy a teplota během ohřevu tak může být lépe regulována [14]. Slitiny určené k tixoforming musí splňovat hlavní požadavky. Především musí mít příhodné mikrostrukturní vlastnosti, jde hlavně o velikost zrna, tvarový faktor a vlastnosti související s povrchem. Běžně používané materiály pro tixotropní tváření mají rovnoosou dendritickou strukturu, ta se po ohřátí do polotuhého stavu přemění z dentritické na globulární. Globulární struktura je pro tento druh zpracování vhodná. 3.4 Tixoforming ocelí Hlavními skupinami materiálu pro tixotropní tváření jsou v současnosti slitiny hliníky, slitiny hořčíku, ale i speciální oceli. Tixoforming slibuje rozšíření škály použití různých kovů. Oproti odlévání nebo konvenčním metodám tváření může být kvalita výrobku lepší a omezuje se tím výskyt počtu vad. Slitiny železa byly ve většině případů zpracovávány pouze odléváním tvárných nebo šedých litin. Tixoforming s sebou nese výhody jako výrobek odlévaný, jako jsou nízké 19
20 náklady, úspora materiálu a tvarová složitost spolu s vynikajícími mechanickými vlastnostmi. Jako základní materiál pro tixoforming jsou používané termomechanicky válcované tyče z oceli 100Cr6 nebo z nástrojové oceli M2, která je nejčastěji využívána jako modelový materiál pro tixoforming. Tato ocel má totiž teplotní interval mezi 0,4 < fs > 0,6 [14], nízkou teplotní citlivost a v tuhém stavu se nevyskytuje žádná martenzitická fáze. Tixoforming přináší, oproti konvenčním metodám výhody jakou jsou: značná geometrická flexibilita díky tomu možnost výroby tvarově složitých součástí. Výrobek je tak vyráběn pouze v jednom kroku a tím dochází ke snížení počtu závěrečných operací a to především zpracování vysoko pevných ocelí nízkou tvářecí silou. To vše díky speciálnímu deformačnímu chování tixoforming [1]. Tixoforming ocelí má však i své nevýhody. Mezi ty patří zejména úzký interval zpracování (teplota, rychlost apod.) potřebný pro zabezpečení kvality výrobku. Pokud totiž není tento interval dodržen, hrozí u výrobku částečné zhoršení mechanických vlastností, což je nežádoucí. Další nevýhodou je možnost vzniku trhlin způsobených nedodržením správné teploty a obecně vzato vysokými tvářecími teplotami. Tyto teploty mají u ocelí za následek vzniku vysokoteplotní koroze. U oceli se nevytváří ochranná povrchová vrstva, díky čemuž vzniká nárůst okují a tím pak následně trhlin. Aby se tedy zabránilo vzniku těchto nežádoucích okují, udržují se ingoty v ochranných plynových atmosférách, ve kterých se provádí ohřev ingotů i veškeré tvářecí operace. 3.5 Vliv chemického složení na tixoforming Před zpracováním každého polotovaru je nutné znát chemické složení výchozího materiálu. U běžných konvenčních metod nám však stačí přibližné chemické složení udávané výrobce, kde je udávané zastoupení jednotlivých prvků v rozmezí jednotek až desítek procent. Při výběru vhodného materiálu pro tixoforming je však důležité pracovat s přesnými hodnotami. U polotovaru, který má být následně zpracováván tixoformingem je důležité určit přesné chemické složení vstupní struktury. Toto přesné chemické složení lze určitě pomocí chemického rozboru vzorku, ale je také možné toto chemické složení vyčíst z certifikovaného materiálového listu dané zakázky. V tomto listu jsou udané přesné hodnoty 20
21 chemického složení pro konkrétní tavbu dané oceli. Pro tento experiment byla zvolena ocel 30MnVS6 (značeno podle normy DIN). Přesné chemické složení má u ocelí značný vliv na teplotu solidu a liquidu. Správné určení těchto teplot je pro tixoforming zásadní. Po tixoforming je tedy zásadní určení šířky teplotního intervalu v závislosti na chemickém složení tvářeného materiálu. Jednotlivé prvky mají ale také vliv na fyzikální i mechnanické vlastnosti. Aby se zjistilo, jaký vliv tyto prvky mají, byla prováděna celá řada experimentů jednotlivých prvků se zabývala celá řada experimentů. Podobné studie byly provedeny pro nízkolegované ocele pomocí MTData software (který je dostupný pro národní fyzikální laboratoř UK). Nevýhodou tohoto softwaru je, že dokáže počítat vliv prvků pouze v rovnovážných podmínkách. Pro stanovení vlivu jednotlivých prvků to ale postačuje a bylo zjištěno, že mezi základní prvky, které mají významný vliv na teplotu solidu a liquidu patří C, Mn, Si, Cr, P (Tab. 1). Obecně tyto prvky snižují elektrickou vodivost a například Mn pozitivně ovlivňuje mechanické vlastnosti, zvyšuje odolnost proti korozi a svařitelnost, ale také urychluje tuhnutí taveniny. Prvek TS T50% TL (df/dt)10% (df/dt)50% T50% - TS C Mn Si Cr P Tab. 1.: Vliv jednotlivých prvků ve slitině oceli a její vlastnosti v semi-solid stavu. [15] V Tab. 1 je souhrnně znázorněn vliv jednotlivých prvků na teploty důležité pro tváření v semi-solid stavu. Kde TS je teplota solidu, TL teplota liquidu, T50% představuje stejný podíl pevné a tekuté fáze, df/dt představuje derivaci podílu tekuté fáze podle času. Z tabulky je vidět, že na pokles teploty solidu i teploty liquidu mají vliv zejména uhlík, chrom a fosfor. 21
22 Procentní obsah uhlíku určuje šířku teplotního intervalu vhodného pro tixotropní tváření. Chrom zvyšuje teplotu solidu, ale teplotu liquidu neovlivňuje, což znamená, že zužuje teplotní interval vhodný pro tváření v tixotropním stavu. Kdežto fosfor naopak snižuje teplotu solidu a teplotu liquidu také neovlivňuje, což znamená, že teplotní interval vhodný pro tváření v semi-solid stavu naopak rozšiřuje. Pro tváření v semi-solid stavu však není důležitá jen šířka teplotního intervalu, ale i průběh křivky liquidu (Obr. 8). Z grafu podílu tekuté fáze v závislosti na teplotě, vypočteném v softwaru JMatPro vidíme vypočtenou tuto křivku v grafu pro ocel 30MnVS6 s přesným chemickým složením (příloha č.1). Oranžově je pak vyznačena oblast s teoretickým obsahem tekuté složky 10%-60%. V tomto úseku by měl být průběh křivky velmi pozvolný a neměla by prudce stoupat (Obr. 8). Obr. 8: Průběh křivky liquidu pro materiál 30MnVS6. Pro tixoforming jsou využívané zejména oceli legované. Čisté železo, eutektika nebo slitiny s podobným složením mají totiž konkrétně daný bod tavení nebo velmi úzký teplotní interval nevhodný pro tváření v semi-solid stavu. Proto nevykazují komplexní chování při tavení. Naproti tomu oceli vysoce legované oceli vykazují široký teplotní interval, díky čemuž nejsou tak citlivé na změnu teplot a nejsou tak náročné na přesné řízení teploty. Toto rozmezí teplot je názorně vidět na obr. 8 [6]. Kde jsou pomocí DTA analýzy 22


23 vypočtené křivky pro vybrané materiály používané pro tixoforming. Jako například oceli X210CrW12, 100Cr6 nebo HS Struktury dosahované při tixoformingu Po zpracování tixoformingem je struktura materiálu obvykle výrazně odlišná od výchozího stavu i od běžné morfologie dosahované konvenčním tvářením nebo tepelným zpracováním. Tato výsledná struktura je charakteristická globulárními zrny obklopenými matricí (Obr. 9) Takto vzniklá výsledná globulární struktura vzniká bez ohledu na použitý materiál a je typická pro materiály ochlazené ze semi - solid stavu. Na rozdíl od struktury vytvořené litím nedochází k dendritickému odmíšení. Obr. 9: Rozdíl mezi strukturou po tixoformingu a po odlévání [16] Vývoj mikrostruktury Jak již bylo zmíněno, pro tixoforming je výhodná mikrostruktura s globulitickými částicemi obklopena přiměřeným množstvím kapalné fáze. Pro některé slitiny, jako jsou například slitiny hliníku, je nutné vstupní strukturu speciálně připravovat například metodou SIMA (Strain Induced Melt Activation), nebo magnetohydrodynamickým mícháním (MHD) a je potřeba získat požadovanou strukturu během ohřevu. Stejně tak proces úpravy mikrostruktury u některých ocelí je třeba upravit některou ze zmíněných metod. Rozdíl mezi SIMA a RAP (rekrystalizace a částečné tavení)je v pracovní teplotě indukční zátěži. Vývoj mikrostruktury při ohřívání je v podstatě pro každou ocel odlišné a závisí na předcházející tvářecí historii. Obecně platí, že stabilní fáze při dané teplotě se určují 23

![matrici [17]. Tento postup může být jasně pozorovat u některých ocelí, jejichž mikrostruktura v semisolid stavu lze zmrazit kalením.](/docs-images/93/113953501/images/24-1.jpg "Tento jev můžeme pozorovat například u nerezové oceli X5CrNi18-10 [8,9] nebo nástrojová ocel X210CrW12 (pouze pro omezenou část kapaliny) [18].")
24 podle chemického složení oceli. Pak jsou původní stav mikrostruktury a distribuce chemických prvků ovlivněny historií zpracování a podle toho se stanovuje vývoj morfologie mikrostruktury. V případě zpracování materiálu metodou SIMA, dojde k tavení materiálu, materiál začne rekrystalizovat, což vede k narušení hranic zrn materiálu a tím dojde k oddělení jednotlivých částic v kapalné matrici [17]. Tento postup může být jasně pozorovat u některých ocelí, jejichž mikrostruktura v semisolid stavu lze zmrazit kalením. Tento jev můžeme pozorovat například u nerezové oceli X5CrNi18-10 [8,9] nebo nástrojová ocel X210CrW12 (pouze pro omezenou část kapaliny) [18]. Stávající stabilní fáze kolem polotuhé teploty obou ocelí jsou popsat takto: X210CrW12: γ + M7C3 γ + M7C3 + L γ + L L X5CrNi18-10: γ γ + δ γ + δ + L δ + L L Kde γ, δ, M7C3 a L představují austenit, delta ferit, karbid (většinou karbid chromu) a kapalinu. Snímky mikrostruktury těchto ocelí při různých topných teploty jsou uvedeny na obr. 10 a 11 [10,8]. (a) při pokojové teplotě (výchozí stav, válcované) (b) při 1210 C (mírně pod solidem) 24
 Obr.")
 a při různých")
![teplotách ohřevu: (b) 1210 C, (c) 1250 C a (d) 1250 C [18].](/docs-images/93/113953501/images/25-2.jpg "(b) při 1370 C (mírně pod solidem) (c) v 1402 C (těsně nad")

![topných teplotách:(b) 1370 C, (c) 1402 C a (d) 1415 C [19].](/docs-images/93/113953501/images/25-4.jpg "Odpovídající umístění mikrostruktur je zobrazeno na schématu")
25 (c) při 1250 C (d) při 1250 C (nad solidem) (po dostatečné doba výdrže na teplotě) Obr. 10: Mikrostruktura nástrojové oceli X210CrW12 v (a) pokojové teplotě tak, jak byl (válcovaný za tepla) a při různých teplotách ohřevu: (b) 1210 C, (c) 1250 C a (d) 1250 C [18]. (b) při 1370 C (mírně pod solidem) (c) v 1402 C (těsně nad solidem) (d) při 1415 C (po tavení austenitu) Obr. 11.: Mikrostruktura z nerezové oceli X5CrNi18-10 při různých topných teplotách:(b) 1370 C, (c) 1402 C a (d) 1415 C [19]. Odpovídající umístění mikrostruktur je zobrazeno na schématu Proces schéma thixoforming trasy jako (a) až (d) v obr
![Obr. 12.: Schéma procesu zapojení SIMA trasy, který má vliv na struktury na obr. 10 a 11. [16] 4. Důležité parametry pro konkrétní zpracování polotovarů 4. 1. Konstrukce zápustky Pro výrobu malých součástí tixoformingem bylo nejprve nutno navrhnout vhodné zařízení.](/docs-images/93/113953501/images/26-0.jpg "Po stanovení základních parametrů pro zpracování, bylo navrženo zařízení s principem příčného stranového vytlačování (Obr. 13).")
26 Obr. 12.: Schéma procesu zapojení SIMA trasy, který má vliv na struktury na obr. 10 a 11. [16] 4. Důležité parametry pro konkrétní zpracování polotovarů Konstrukce zápustky Pro výrobu malých součástí tixoformingem bylo nejprve nutno navrhnout vhodné zařízení. Po stanovení základních parametrů pro zpracování, bylo navrženo zařízení s principem příčného stranového vytlačování (Obr. 13). Jeden z hlavních kritérií hrající roli při návrhu zařízení je způsob ohřevu, podle kterého musí být konstrukce zařízení přizpůsobena. Pro natavení materiálu do oblasti mezi solidem a liquidem byl zvolen vysokofrekvenční odporový ohřev, který byl na pracovišti Západočeské univerzity navržen a následně i sestaven [20]. Tento způsob ohřevu umožňuje provádět ohřev přímo v dutině tvářecí formy, takže odpadá manipulace s nataveným materiálem a současně lze přesněji dodržet a kontrolovat teploty ohřevy a tváření. Proud je do vzorku přiváděn měděnými elektrodami, které zajišťují ohřev polotovaru, zajištění polohy vzorku, popřípadě regulaci sil. Elektrody chlazeny vodou, aby nedošlo k jejich teplotní deformaci, tím je zajištěn i odvod tepla z polotovaru. 26
![Obr. 13 : Schematické znázornění konstrukce a principu formy [21] Materiál vhodný pro formu musí být, žárupevný, odolný vůči korozi, musí být stálý, aby nedocházelo například k zapečeninám.](/docs-images/93/113953501/images/27-0.jpg "Dále forma nesmí být příliš těžká, aby nevznikaly problémy při manipulaci. Vlastní forma je vyrobena ze slitiny titanu.")
27 Obr. 13 : Schematické znázornění konstrukce a principu formy [21] Materiál vhodný pro formu musí být, žárupevný, odolný vůči korozi, musí být stálý, aby nedocházelo například k zapečeninám. Dále forma nesmí být příliš těžká, aby nevznikaly problémy při manipulaci. Vlastní forma je vyrobena ze slitiny titanu. Tento materiál nabízí dobrou kombinaci mezi pevností, tažností a má vůči oceli také příznivější hmotnost. Má vysokou odolnost vůči korozi v silně oxidických a středně redukčních prostředích. Velmi důležitým požadavkem je nemagnetičnost celé formy, aby nedocházelo k jejímu ohřevu v elektromagnetickém poli. Pro snadnou manipulaci s nástrojem a jednoduchou manipulaci se zkušebními vzorky byla forma rozdělena na dvě části, spodní a horní část. Rozměry formy jsou: průměr 80 mm a výška formy 40 mm. Forma se spojuje sedmi spojovacími šrouby M8. Ve spodní části formy jsou vybrání, do kterých jsou vloženy dva plechy s tvarovou dutinou. Výměnou plechů jde jednoduše testovat různé tvary dosažitelné touto technologií. V případě vyjmutí jednoho plechu je možno tuto část zaslepit, a tímto způsobem získat rozdílnou tloušťku drážky v rozmezí 1,5 až 3 mm, do které je následně vstřikován materiál v tixotropním stavu. Maximální délka drážky může být 20 mm. 27
28 Teplota polotovaru je kontinuálně snímána a přesně řízena pomocí termočlánku, který je ke vzorku přiveden korundovou trubičkou [21]. Tím je zabráněno přístupu vzduchu do dutiny formy a zároveň výtoku kovu během tváření. Ve formě se také nachází otvor pro vhánění inertního popřípadě aktivního plynu, aby se zabránilo oxidaci materiálu. Pokud není využito ochranné atmosféry, je vstupní otvor zaslepen. Vlastní forma pro tváření je namontována do pracovního prostoru termomechanického simulátoru. Díky tomu je možné přesně řídit požadovaný deformační průběh zpracování [21] Ohřev polotovarů Ohřev polotovaru do semi-solid stavu Správné provedení ohřevu polotovaru do semi-solid stavu je jedním z nejdůležitějších činnosti při tixo-procesech. Při ohřevu polotovar se zásadním způsobem rozhoduje o parametrech finální mikrostruktury, a z toho vyplývajících výsledných mechanických vlastností. Způsobem a parametry ohřevu lze ovlivnit velikost, rozložení a podíl tuhých částic v tavenině. Důležitých parametrů ohřevu je hned několik např. rychlost dosažení požadované teploty, výdrž na této teplotě po požadovanou dobu a dále dodržet homogenitu teplotního pole. Tyto parametry následně udávají, homogenitu výsledné struktury, velikost zrn a rozložení jednotlivých fází. S ohledem na tyto účinky musí být ohřev polotovaru rychlý, přesně řízený a homogenní v celém objemu ohřívaného materiálu. Nejtěžší částí takovéhoto zpracování je, zajištění reprodukovatelnosti takového ohřevu ve stejném režimu u většího množství vzorků. V praxi je v tixo-procesech hojně využíváno indukčního ohřevu. Ten je ve srovnání s běžným ohřevem například v peci rychlý a dobře řiditelný. Teplo je vytvářeno vířivými proudy přímo uvnitř ohřívaného polotovaru [22]. Odporový ohřev je pro zpracování v semi-solid stavu používán velice málo, jelikož teplo při něm vzniká průchodem elektrického proudu. Přeměna elektrické energie v teplo je 28
29 dána Joulovým zákonem. Rychlost ohřevu je dána použitými parametry zdroje a odporem daného materiálu. S rostoucí vodivostí výrazně klesá generované množství tepla, proto je např. pro hliníkové a hořčíkové slitiny velmi obtížné dosáhnout vysokých teplot. V omezené míře lze tento princip použít pro vysocelegované oceli, které mají již dostatečný el. odpor Kombinovaný odporově indukční ohřev Pro zpracování materiálu v semi-solid stavu byl na Západočeské univerzitě vyvinut speciální patentovaný vysokofrekvenční indukčně-odporový zdroj, ten spojuje výhody ohřevu indukčního a odporového ohřevu. Ohřev je založen na principu vysokofrekvenčního odporového ohřevu vzorku. Systém ohřevu je napájen 230V/16A, maximální proud protékající vzorkem dosahuje 1kA. Veličiny, které lze při ohřevu regulovat jsou proud a frekvence. Zpětná vazba a záznam řízení teploty je zajištěn pomocí termočlánku, který je připevněn na testovaný vzorek. Maximální výkon systému 3 kw umožňuje řízený ohřev vzorků s maximální rychlostí dosahující přes 500 C a to v závislosti na zkoušeném typu materiálu. Přesnost měření teploty je limitována druhem použitého termočlánku [23]. 29
30 5. Cíle práce - návrh experimentu 1. Výběr materiálu a) Volba vhodného experimentálního materiálu b) Charakterizace vstupního stavu (struktura, mechanické vlastnosti) c) Určení teplotního intervalu mezi solidem a liquidem (JMatPro, ThermoCalc) d) Návrh vhodného teplotního intervalu pro zpracování 2. Návrh, odzkoušení a optimalizace parametrů tváření a) Realizace navrhnutého procesu tváření b) Optimalizace jednotlivých parametrů procesu: rychlost ohřevu, teplota ohřevu, doba výdrže na teplotě, rychlost ochlazování, rychlost deformace c) Semi-solid zpracování na vzorcích bez formy d) Semi-solid zpracování v zápustce formy (tixoforming) 3. Analýza produktů získaných tixotvářením a) Metalografická analýza struktur vzniklých tixotropních tvářením b) Teplotní stabilita výsledné mikrostruktury c) Analýza mechanických vlastností 30
31 6. Experimentální část Zpracování kovů v semi-solid stavu (tixoforming) slibuje rozšíření škály využití různých kovů. Ve srovnání s konvenčními technologiemi jako je odlévání a tvářením může být kvalita konečného produktu lepší jak z hlediska mikrostruktury, lepší tvarové přesnosti, ale i s menším výskytem počtu vad. Zpracování ocelí touto technologií, je technologicky velmi náročný proces. Je zde nutné, správně vymezit teplotní interval vhodný pro tuto technologii. Toto technologické okno je přímo závislé na přesném chemickém složený daného materiálu. Celkovou technologii je také nutno přizpůsobit cílové skupině tvářených materiálů, neboť každý má specifické požadavky. Proto byl experimentální program rozdělen do několika částí. Nejprve byl vybrán vhodný materiál pro tváření v semi-solid stavu, byla provedena analýza jeho vstupních vlastností a charakterizace mikrostruktury. Dále bylo zjištěno jeho chování v tixotropním stavu. Na základě přesného chemického složení byl pomocí výpočtového programu JMat- Pro a ThermoCalc určen vhodný teplotní interval pro navržení prvních pokusů zpracování v semi-solid stavu na polotovarech tepelně zpracovaných bez formy upnutých přímo do čelistí termomechanického simulátoru, vlastního tváření ve formě a byly optimalizovány různé parametry procesu tak, aby byl získán produkt s odpovídající povrchovou kvalitou, tvarem a požadovanou mikrostrukturou Použitý software, přístroje a metody V průběhu experimentálního programu byly použity různé vyhodnocovací a měřící techniky. Určení vstupních parametrů pro tváření (technologického okna) a určení podílu tekuté fáze v závislosti na teplotě ohřevu bylo provedeno v programu JMatPro a ThermoCalc. Program JMatPro je zaměřen na komplexní stanovování fyzikálních a termofyzikálních vlastností za rovnovážných i nerovnovážných podmínek, vlastnosti a chování materiálu během tuhnutí, fázové transformace a mechanické a chemické vlastnosti. Experimentální program byl z velké části zrealizován na termomechanickém simulátoru. Jedná se o zařízení speciálně vyvinuté pro modelování složitých, praxi odpovídajících 31
32 termomechanických procesů. S jeho pomocí lze řízeným způsobem realizovat jak deformační, tak teplotní průběh zpracování. Metalografické hodnocení probíhalo na světelném mikroskopu Olympus GX 51 s digitální kamerou ProgRes C10 plus se softwarem A4i Analysis a A4i Docu a na konfokální mikroskop Olympus Lext OLS3000XL, který umožňuje provádět analýzy až do zvětšení 14tis. bez nutnosti vakua. Pro detailnější analýzy byl použit i řádkovací elektronový mikroskop TESCAN VEGA3 vybavený detektory sekundárních a zpětně odražených elektronů a EDX pro stanovení lokálního chemického složení. Měření bylo vyhodnoceno softwarem TOPAS. Měření tvrdosti probíhalo na Vickersově tvrdoměru kalibrovaném pro měření HV10 a HV Volba materiálu Pro experiment byly zvoleny kruhové loupané tyče, normalizačně vyžíhané o průměru 25mm ze středně uhlíkové oceli 30MnVS6 (Tab. 2). Tento materiál byl zvolen proto, že ve světové literatuře bylo zatím popsáno pouze zpracování vysokolegovaných ocelí, eventuálně ocelí s vysokým obsahem uhlíku. Dalším důvodem byla snaha získat odlišnou strukturu od běžných globulárních struktur získávaných tixoformingem viz kapitola Po provedení literární rešerše bylo zvoleno chemické složení experimentálního materiálu tak, aby bylo docíleno výsledné mikrostruktury bez karbidického síťoví, které je jinak ve standardně využívaných materiálech pro tuto technologii běžné. Toto síťoví má ale za následek, z důvodu jeho křehkosti, zhoršení mechanických vlastností a to zejména při tahovém zatížení. Se snižujícím se obsahem uhlíku však výrazně stoupá technologická náročnost procesu, zejména přesné řízení teploty zpracování a homogenity teplotního pole. 32
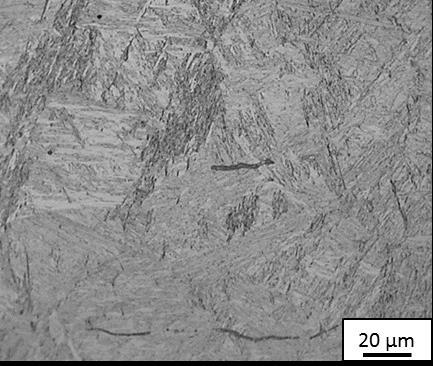
33 6. 3. Analýza výchozího stavu zvoleného materiálu U každého polotovaru, který bude dále zpracováván, je nutné provést analýzu výchozího stavu daného materiálu. Pro polotovar, který se bude dále zpracovávat metodou tixoformingu, je důležité určit hlavně přesné chemické složení prvků, mechanické vlastnosti a také určit podíly jednotlivých fází ve výchozím stavu polotovaru. Tyto základní kritéria se provádí laboratorním zkoušením, provedením zkoušky tahem a odběrem vzorku pro metalografický rozbor z dané tavby, odkud pochází používaný polotovar. Všechny tyto informace lze také vyčíst z certifikovaného materiálového listu přímo od výrobce. (viz. Příloha 1, Tab. 2) V tomto listu jsou popsány i hodnoty mechanického namáhání, jako je mez kluzu, mez pevnosti, tažnost, kontrakce ale i hodnoty vrubové houževnatosti pro danou tavbu. C Mn Si P S Cu Cr Ni Al N Mo V Ti 0,31 1,50 0,62 0,018 0,024 0,03 0,20 0,02 0,02 0,0122 0,007 0,098 0,0261 Tab. 2: Přesné chemické složení materiálu 30MnVS6, zastoupení prvků v hm% [(certifikát tavby) příloha č. 1] V případě provádění laboratorního měření je nutné odebrat vzorek pro zkoušení materiálu ze stejné tavby, jako bude používán materiál polotovaru, který bude dále zpracováván tixoformingem. Dále je nutné zjistit, zda je výchozí stav polotovaru v celém objemu homogenní a zda jsou rovnoměrně rozmístěny jednotlivé fáze apod. Analýza byla provedena tedy z více míst a nejprve byla realizována zkouška tahem za normálních teplot Výsledky analýzy výchozího stavu materiálu 30MnVS6 Jako polotovar byly použity válcované loupané tyče, normalizačně vyžíhané. Struktura byla feriticko-perlitická (Obr. 14). Velikost feritického zrna byla zjištěna liniovou průsečíkovou metodou a činila 3,9 µm. Pevnost oceli v tomto stavu je 771 MPa s mezí kluzu 570 MPa. Tomu odpovídá i změřená tvrdost 237 HV10 a tažností okolo 19%. 33

 je možné udělat výpočty stabilní a metastabilní fázové rovnováhy, chování materiálu při tuhnutí a jeho mechanické, termo-fyzikální a fyzikální vlastnosti, fázové")
34 Obr. 14 : Struktura výchozího stavu oceli 30MnVS Stanovení vhodné teploty ohřevu pomocí softwaru JMatPro pro středně uhlíkovou ocel 30MnVS6 Jednou z metod pro stanovení vhodné teploty ohřevu do semi-solid stavu je výpočet v softwaru JMatPro. JMatPro je simulační software, který počítá s širokou škálou vlastností materiálů pro slitiny používané v průmyslové praxi. Pomocí JMatPro (verze softwaru 9) je možné udělat výpočty stabilní a metastabilní fázové rovnováhy, chování materiálu při tuhnutí a jeho mechanické, termo-fyzikální a fyzikální vlastnosti, fázové transformace a chemické vlastnosti. [14] Tento software byl navržen tak, aby mohl být snad používán při každodenní práci ke snadnému určování vlastností materiálů. V případě zvoleného materiálu 30MnVS6 byl tento software také použit. Jako vstupní hodnoty k vytvoření výpočtů dat a sestavení grafů sloužil certifikovaný materiálový list přímo od výrobce a pro konkrétní tavbu materiálu (viz. příloha č. 1). Pro zadané chemické složení byla určena závislost podílu jednotlivých fází ve struktuře na teplotě ohřevu (Obr. 15) a dále ARA diagram, na základě kterého byly navrhovány režimy ochlazování (Obr. 16). 34
35 Obr. 15: Přehled fází v závislosti na teplotě Obr. 16: ARA diagram pro určení vhodných podmínek chlazení pro návrh dalších režimů 35
36 6. 5. Stanovení parametrů pro tixoforming Pro stanovení parametrů pro tixoforming je potřebné dobře znát fyzikální a chemické vlastnosti materiálu a jejich průběh v průběhu celého ohřevu. Pro zpracování v semi-solid stavu je nejdůležitější je šířka intervalu mezi solidem a liquidem a podíl taveniny mezi 10 60%. Konkrétně pro technologii tixoformingu je doporučovaný interval podílu taveniny mezi 10 30% [lit], (Obr. 16). Experimentálními metodami by bylo velmi časově náročné určovat tyto vstupní data a tak byl interval mezi solidem a liquidem určen na základě výpočtů v softwaru JMatPro. Thermocalc. Z grafu je patrné, že tavení oceli 30MnVS6 začíná při 1424ºC a úplnému roztavení dojde při teplotě 1491 ºC. Šířka intervalu mezi solidem a liquidem je tedy přibližně 67 ºC (viz. Tab. 3). Křivka je plynulá bez větších zakřivení, což je příznivé pro zpracování materiálu tixoformingem. Interval vhodný pro zpracování v semi-solid stavu leží v rozmezí C (10 60% taveniny), pro tixoforming pak C (10 30% taveniny). Takto úzký interval tváření klade vysoké nároky na řízení teplotního pole během zpracování, neboť již malá odchylka od zvolené teploty vede k výrazné změně podílu solidu a liquidu. Obr. 16.: Stanovení vhodného tvářecího intervalu v semi-solid stavu pro ocel 30MnVS6 36


37 6. 6. Příprava vzorků pro odzkoušení tixoformingu na termomechanickém simulátoru Pro odzkoušení tixoformingu pomocí termomechanického simulátoru bylo nutné připravit vzorky podle požadovaných rozměrů a to produkt s délkou 20 mm, šířkou 5 mm a tloušťkou 2mm a a dobrou kvalitou povrchu. Připraveny byly dva druhy polotovarů. Polotovary se závitovými konci (Obr. 17), které slouží pro přímé upnutí do čelistí simulátoru s aktivní délkou vzorku 16 mm a průměru 8 mm. Tyto polotovary byly použity k sérii experimentů, díky kterým bylo zjištěno vysokoteplotního chování vybraného materiálu. Jsou tedy odzkoušeny bez vlastního tvářecího zařízení. Další tvar polotovaru byl určen pro tváření v dutině formy (Obr. 18) a mají délkou 48 mm a 6 mm. Tyto polotovary mají kuželové konce s vrcholovým úhlem 7,5. Toto kuželové zakončení odpovídá tvaru elektrod a zajišťuje tak dokonalý přenos proudu pro ohřev a zároveň vystředění polotovaru ve formě, kvůli lepšímu uchycení ve formě. Obr. 17: Polotovar pro zpracování bez formy Obr. 18: Polotovar pro zpracování v dutině formy Na tyto vyrobené polotovary byly vždy před zpracováním na stroji přivařeny termočlánky. Termočlánky byly připevněny do středové části vzorku, která při tváření představuje aktivní tvářecí oblastí. V případě oceli 30MnVS6 byl kvůli poměrně vysokým tvářecím teplotám volen termočlánek z materiálu platina-rhodium. 37

38 6. 7. Zkoušení semi-solid zpracování na závitových vzorcích upnutých přímo do čelistí simulátoru V této fázi experimentu byla odzkoušena vhodná teplota ohřevu pro zpracování v semisolid stavu. Dále byla pozornost věnována vlivu rychlosti ochlazování z teploty semisolid zpracování. Pro zjednodušení celého procesu zpracování byla tato část provedena na závitových vzorcích o průměru 8 mm (Obr. 17), které byly upnuty přímo do čelistí termo-mechnanického simulátoru (Obr. 19). Výchozí návrhy vycházely z výpočtu v softwaru JMatPro. Zpracování bylo provedeno na termomechanickém simulátoru, který umožňuje ohřev s vysokou dynamikou. Také je vybaveno chladicím zařízením se zpětnou vazbou, což umožňuje přesně řídit nastavený průběh teplotního pole během celého experimentu. Teplota je kontinuálně snímána platino-rhodiovým termočlánkem s frekvencí 25 khz. Obr. 19: Termomechanický simulátor a upnutí zkušebního polotovaru do jeho čelistí Určení vhodné teploty ohřevu Bylo navrženo 5 režimů tepelného zpracování (RP01 - RP05) (Tab. 3). Po ohřevu na požadovanou teplotu rychlostí 12 C/s a výdrže 10 s byly vzorky chlazeny vodou až do teploty 50 C pomocí připojených trysek, doba ochlazování byla přibližně s. Na základě výpočtů pomocí softwaru JMatPro byl navržen ohřev na teploty v rozmezí 1435⁰C až 1455 ⁰C vždy se zvýšením teploty o 5 ⁰C u následujícího vzorku. Průběhy jednotlivých experimentů jsou patrné z grafu závislosti teploty na čase (Obr. 20). 38
39 Západočeská univerzita v Plzni, Fakulta strojní, Bakalářská práce, akad.rok 2016/2017 Tepelné zpracování (6.vz. 1435⁰C-1455⁰C) Teplota[⁰C] ⁰C deg_c ⁰C deg_c ⁰C deg_c ⁰C deg_c ⁰C deg_c Čas [s] Obr. 20.: Graf průběhu zkoušek ohřevu na teploty 1435 ⁰C až1455 ⁰C Po odzkoušení režimů za různých teplot bylo provedeno metalografické hodnocení (Obr. 21 Obr. 25) a měření tvrdosti (Tab. 3). Číslo vzorku PR_01 PR_02 PR_03 PR_04 PR_05 Teplota ohřevu [ C] HV10 [-] Tab. 3: Tabulka režimů na zjištění vhodné teploty zpracování v semi-solid stavu Při odzkoušení nejnižší teploty ohřevu 1435 C byla získána směsná zákalná struktura tvořena martenzitem a bainitem s tvrdostí 543 HV10 Podle výpočtu v programu JMatPro mělo být přítomno okolo 8 % tekuté fáze. Ve struktuře nebyla zjištěna klasická struktura po zpracování v semi-solid stavu, tedy polyedrická zrna austenitu a ledeburitické lamelární síťoví okolo nich. To je způsobeno zřejmě velmi nízkým obsahem uhlíku ve vybrané oceli, díky čemuž není možné stabilizovat austenit až do ochlazení na teplotu RT. Postupné zvyšování teploty ohřevu vedlo ke zvýšení podílu martenzitu, což se projevilo navýšením hodnoty tvrdosti. A při teplotě ohřevu 1455 C byla tvrdost až 594 HV10. Na základě dosažených výsledků byla jako nejlepší teplota ohřevu zvolena teplota 1455 C. Při této teplotě ohřevu je vzniklá mikrostruktura tvořena směsí martenzitu a bainitu. 39




40 Tato teplota je nejvhodnější kvůli dostatečnému stupni natavení materiálu, a díky tomu je při následném zpracování ve formě předpokládána dobrá zabíhavost. Obr. 21: RP01 teplota ohřevu 1435 C martenzitická struktura s podílem bainitu Obr. 22: RP02 teplota ohřevu 1440 C martenzitická struktura s podílem bainitu Obr. 23: RP03 teplota ohřevu 1445 C martenzitická struktura s podílem bainitu Obr. 25: RP04 teplota ohřevu 1450 C martenzitická struktura s podílem bainitu Obr. 25: RP05 teplota ohřevu 1455 C martenzitická struktura s podílem bainitu 40
41 Vliv rychlosti a průběhu ochlazování z teploty semi-solid stavu na vývoj struktury Dále bylo nutné odzkoušet proces ochlazování, který by bylo možné následně aplikovat při tváření polotovaru v zápustce formy. Bylo odzkoušeno jak ochlazování s klasickým profilem křivky tak lomené ochlazování Ochlazování s klasickým profilem křivky Na základě výsledků z první části experimentu a ARA diagramu vypočteného v softwaru JMatPro (Obr. 16). Byly navrženy další režimy tepelného zpracování v semi-solid stavu. Byly navrženy dva režimy s ohřevem na 1455⁰C s výdrží na teplotě 10s. U režimu Z_06 bylo poté provedeno ochlazování po dobu 20s (Obr. 23a) a u režimu Z_07 bylo odzkoušeno velmi pomalé ochlazování po dobu cca. 3362s (Obr. 23b). Cílem bylo zjistit vliv doby ochlazování na vývoj struktury. Po odzkoušení režimu Z_06 s dobou ochlazování 20 s byla opět získána martenzitikobainitická struktura s tvrdostí 559 HV10 (Obr. 26a ). Výrazné prodloužení doby ochlazování u vzoru Z_07 vedlo i k výrazné změně charakteru struktury. Struktura byla perliticko-feritická, čemuž odpovídal i pokles hodnoty tvrdosti na 262 HV10 (Obr. 26b). Číslo vzorku Z_06 Z_07 Z_08 Z_09 Z_10 Z_13 Z_14 Teplota ohřevu [ C] Způsob ochlazování Rychle chlazení 20s Pomalé chlazení 3362s Zastavení na teplotě 600 C Zastavení na teplotě 700 C Zastavení na teplotě 400 C Zastavení na teplotě 480 C Zastavení na teplotě 500 C HV10 [-] Tab. 4: Přehled odzkoušených režimů ochlazování a tváření v dutině formy 41
![T [ C] 2000 1500 1000 500 0 Z_07 0 500 1000](/docs-images/93/113953501/images/42-0.jpg "1500 2000 2500 3000 3500 Čas [s] Obr.")


42 T [ C] Z_ Čas [s] Obr. 26a: Z_06 teplota ohřevu 1455 C doba ochlazování 20s mikrostruktura martenziticko-bainitická Obr. 26b: Z_07 teplota ohřevu 1455 C doba ochlazování 3362s mikrostruktura perliticko-feritická 42
43 Ochlazování s lomeným profilem křivky Další tři režimy Z_08 Z_10 byly navrhnuty podobně jako dva předchozí, ale byl upraven profil chlazení. V první části byly vzorky chlazeny nejvyšší rychlostí vodou a po dosažení požadované teploty (700⁰C, 600⁰C, 400⁰C) byly dochlazeny pozvolna na teplotu 100⁰C (Obr. 27). Cílem těchto tří režimů bylo získání různých struktur v závislosti na různém profilu ochlazování. Vzorky byly ohřáty na 1455⁰ s výdrží na teplotě 10s. Touto úpravou chlazení bylo dosaženo rozdílných struktur. Obr. 27. Křivky z reálného průběhu režimů ohřevu na 1455 C s následným lomeným chlazením Při zastavení rychlého ochlazování na teplotě 700 C byla získána směsná struktura tvořena bainitem a malým podílem martenzitu a perlitu. Hodnota tvrdosti byla 277 HV10. Pokud došlo k zastavení ochlazování až na teplotě 600 C perlit již ve struktuře nebyl detekován a struktura byla převážně bainitická s malým podílem martenzitu. Tomu odpovídal i nárůst hodnoty tvrdosti na 296 HV10. Při zastavení ochlazování až na teplotě 400 C obsahovala struktura již vyšší podíl martenzitu a tvrdost byla 489 HV10. 43



 (Obr.")
, poté byly vzorky dochlazeny pomalým ochlazováním.")

44 Režim Z_ C Režim Z_ C Režim Z_ C Obr. 28: Porovnání vývoje mikrostruktury podle teploty Z metalografické analýzy vyplývá, že pro dosažení nejlepší kombinace bainitu a martenzitu je nutné zastavit rychlé ochlazování vodou při teplotě 600 C. Na základě výsledků z režimu Z_08 až Z_10 byly navrženy doplňkové režimu Z_13 a Z_14, pomocí kterých by bylo dosaženo ještě vyššího podílu bainitu. Pro návrh teplot pro zastavení rychlého ochlazování vodou byl využit výpočtový program ThermoCalc. Byly navrženy zastavení na teplotách 480 C (Z_13) (Obr. 29a) a na teplotě 500 C (Z_14) (Obr. 29b), poté byly vzorky dochlazeny pomalým ochlazováním. Po odzkoušení těchto dvou režimů bylo na základě metalografického hodnocení a měření tvrdosti zjištěna bainitická struktura, ve které je zastoupen horní i dolní bainit a také podíl martenzitu. Tato struktura byla pro experimentální program této práce považována za nejlepší dosaženou mikrostrukturu (Obr. 29b). S tvrdostí 486 HV10. 44

.")
45 Obr: 29a: Z_13 - zachlazení na teplotu 480⁰C, bainitická struktura s podílem martenzitu, SEM Obr.: 29b: Z_14 -Zachlazení na teplotu 500⁰C, bainitická struktura s podílem martenzitu - SEM 6. 8 Zpracování polotovarů na termomechanickém simulátoru ve formě Po odzkoušení parametrů tepelného zpracování na polotovaru se závitovými konci, byl proveden experiment s tvářením v semi-solid stavu přímo v dutině tvářecí formy. Pro tuto část experimentálního programu byly použity vzorky s kuželovými konci (Obr. 18). Polotovar je upevněn do formy, která je namontována do termomechanického simulátoru (Obr. 30). Vlastní připevnění do stroje je přes měděné elektrody, které slouží nejenom k upevnění formy, ale i k ohřevu vzorku a vymezení jeho polohy ve formě. Přes tyto elektrody je také provedeno tváření vzorku, tím dojde k jeho stlačení o cca. 6 mm, a tím vyplnění dutiny formy nataveným materiálem. Teplota je měřena platinum-rhodiovým termočlánek přivařeném na tělo vzorku. Vzhledem k tomu, že ohřev je prováděn vysokofrekvenčním odporovým ohřevem začíná ve středu vzorku. 45


46 Obr. 30 Uložení polotovaru do uzavřené dutiny formy Tváření všech polotovarů bylo provedeno v titanové formě s vnitřní dutinou ve tvaru podélné drážky o délce 20 mm a průřezu 5x1,9 mm. S touto dutinou byla provedena optimalizace důležitých parametrů procesu. Hlavní parametry hrající roli ve výsledném vyplnění dutiny formy a kvalitě produktu představují vedle rychlosti ohřevu a teploty ohřevu i tvářecí síla a rychlost plnění dutiny. Tvářecí sílu lze plynule měnit od 0 do 50 kn. Rychlost plnění je pak závislá od rychlosti pohybu aktuátoru stroje. Během procesu ohřevu a tváření je kontinuálně snímána teplota vzorku, síla stroje a výkon ohřevu. Při tomto způsobu zpracování je hlavním úkolem docílit úplného vyplnění celé dutiny formy a dosažení dobré kvality povrchu. Režimy pro toto zpracování byly navrhnuty na základě již odzkoušeného tepelného zpracování, bez formy na sadě závitových vzorků. Jako teplota ohřevu byla zvolena teplota 1455 C, která byla optimalizována v první části experimentálního programu a tvářecí síla 7 kn. Po odzkoušení prvních pokusů těchto parametrů při tváření ve formě nedošlo k úplnému vyplnění dutiny formy a získání požadovaných tvarů produktu. Analýza záznamu jednotlivých parametrů ukázala, že pravděpodobně došlo k tuhnutí materiálu před tím, než stihl vyplnit celou dutinu formy (Obr. 31). Ze záznamu z termomechanického simulátoru je zřejmé, že byl proveden předepsaný ohřev vzorku na teplotu 1455 C. V okamžiku deformace však došlo k překmitnutí teploty až do teplot okolo 1700⁰C, což je způsobeno krátkodobým odtržením termočlánku od 46



47 povrchu polotovar, a tak tento úsek grafu nelze považovat za skutečný průběh procesu. Díky tomu došlo ke krátkodobému nedodržení předepsané síly. Po dosažení požadované teploty byl polotovar tvářen silou 7 kn. Vzhledem k nedodržení předepsaných parametrů nebyla dutina formy vyplněna (Obr. 32). Obr. 31: Skutečný průběh režimu tváření v dutině formy Po odladění průběhu zpracování a odzkoušení režimu s dodrženými parametry došlo k úplnému vyplnění dutiny formy (režim F_07), (Obr. 33). Obr. 32: Podélný řez odzkoušeným vzorkem-vpravo odzkoušený režim F_07 jen částečně vyplněná drážka Obr. 33: Podélný řez odzkoušeným vzorkem, vlevo plně vyplněná drážka Metaografické hodnocení režimu F_07 bylo provedeno z vyplněné části vzorku. V tomto případě byla struktura tvořena martenziticko-bainitickou strukturou s tvrdostí (Obr. 34). 47


48 Z podélného řezu je zřejmé, že k natavení došlo pouze ve středové oblasti vzorku. V přechodové oblasti byla vidět zřetelný přechod z oblasti s výskytem tekuté fáze během ohřevu. Ten byl tvořen zhrubnutím martenzitických jehlic. Po ustálení procesu směrem ke středu vzorku byla struktura zase jemnější. Obr. 34: Vlevo přechodová oblast, vpravo oblast martenzitu 48
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI. David Aišman
 VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
VLIV TEPELNÉHO ZPRACOVÁNÍ NA VLASTNOSTI VYSOCEPEVNÉ NÍZKOLEGOVANÉ OCELI David Aišman D.Aisman@seznam.cz ABSTRACT Tato práce se zabývá možnostmi tepelného zpracování pro experimentální ocel 42SiCr. Jedná
TIXOFORMING VYSOCELEGOVANÝCH OCELÍ SVOČ FST 2016
 TIXOFORMING VYSOCELEGOVANÝCH OCELÍ SVOČ FST 2016 Kateřina Opatová Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Zpracování práškových ocelí metodou tixoformingu je
TIXOFORMING VYSOCELEGOVANÝCH OCELÍ SVOČ FST 2016 Kateřina Opatová Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Zpracování práškových ocelí metodou tixoformingu je
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TIXOFORMING PRÁŠKOVÝCH OCELÍ SVOČ FST 2013
 TIXOFORMING PRÁŠKOVÝCH OCELÍ SVOČ FST 2013 Bc. Hedvika Mišterová, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tixoforming je metoda zpracování kovů tvářením ve
TIXOFORMING PRÁŠKOVÝCH OCELÍ SVOČ FST 2013 Bc. Hedvika Mišterová, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tixoforming je metoda zpracování kovů tvářením ve
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Požadavky na nástroj při stříhání. Charakteristika. Použití STRUKTURA CHIPPER / VIKING
 1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
1 CHIPPER / VIKING 2 Charakteristika VIKING je vysoce legovaná ocel, kalitelná v oleji, na vzduchu a ve vakuu, která vykazuje následující charakteristické znaky: Dobrá rozměrová stálost při tepelném zpracování
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
COMTES FHT a.s. R&D in metals
 COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
COMTES FHT a.s. R&D in metals 2 Komplexnost Idea na bázi základního a aplikovaného výzkumu Produkt nebo technologie s novou přidanou hodnotou Simulace vlastností materiálu a technologického zpracování
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí. Ing. Petr Beneš
 Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Možnosti Impact testu při posuzování správnosti tepelného zpracování ocelí Vedoucí: Konzultanti: Vypracoval: Doc. Dr. Ing. Antonín Kříž Ing. Jiří Hájek Ph.D Ing. Petr Beneš Martin Vadlejch Impact test
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Metalurgie vysokopevn ch ocelí
 Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
Metalurgie vysokopevn ch ocelí Vysokopevné svařitelné oceli jsou podle konvence označovány oceli s hodnotou meze kluzu vyšší než 460 MPa. Vysokopevné svařitelné oceli uváděné v normách pod označením M
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN
 5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
5.0 ZJIŠŤOVÁNÍ FÁZOVÝCH PŘEMĚN Metody zkoumání fázových přeměn v kovech a slitinách jsou založeny na využití změn převážně fyzikálních vlastností, které fázovou přeměnu a s ní spojenou změnu struktury
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
10.ZÁKLADY TEPELNÉHO ZPRACOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Obsah Protahovací trn Povrchově kalená součást Fréza Karbidické vyřádkování Cementovaná součást Pozinkovaná součást Pivní korunky Klíč
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Použití. Části formy V 0,9. Části nástroje. Matrice Podpěrné nástroje, držáky matric, pouzdra, lisovací podložky,
 ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
ORVAR SUPREME 2 Charakteristika ORVAR SUPREME je Cr-Mo-V legovaná nástrojová ocel, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým tepelným změnám a tvoření trhlin za
METALOGRAFIE II. Oceli a litiny
 METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
METALOGRAFIE II Oceli a litiny Slitiny železa, uhlíku a popřípadě dalších prvků se nazývají oceli a litiny. Oceli jsou slitiny železa obsahující do 2,14 hm. % uhlíku, litiny s obsahem uhlíku nad 2,14 hm.
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ
 Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
Transfer inovácií 2/211 211 VLIV TECHNOLOGIE ŽÁROVÉHO ZINKOVÁNÍ NA VLASTNOSTI ŽÁROVĚ ZINKOVANÝCH OCELÍ Ing. Libor Černý, Ph.D. 1 prof. Ing. Ivo Schindler, CSc. 2 Ing. Petr Strzyž 3 Ing. Radim Pachlopník
VÝVOJ MIKROSTRUKTURY VÍCEFÁZOVÉ OCELI S TRIP EFEKTEM SVOČ - FST 2013
 VÝVOJ MIKROSTRUKTURY VÍCEFÁZOVÉ OCELI S TRIP EFEKTEM SVOČ - FST 2013 Bc. Vojtěch Průcha, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce se zabývá rozborem mikrostruktur
VÝVOJ MIKROSTRUKTURY VÍCEFÁZOVÉ OCELI S TRIP EFEKTEM SVOČ - FST 2013 Bc. Vojtěch Průcha, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce se zabývá rozborem mikrostruktur
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
ABSTRAKT TEPELNÉ ZPRACOVÁNÍ RYCHLOŘEZNÝCH OCELÍ SVOČ FST 2010 Lukáš Martinec, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavní skupinu materiálů, pouţívanou pro výrobu
ŽÍHÁNÍ 1. ŽÍHÁNÍ OCELÍ
 1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
1 ŽÍHÁNÍ Žíhání je způsob tepelného zpracování, kterým chceme u součásti dosáhnout stavu blízkého stavu rovnovážnému. Podstatou je rovnoměrný ohřev součásti na teplotu žíhání, setrvání na této teplotě
ŽÍHÁNÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace
 Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Absrakt Vzorky z Cr-V ledeburitické nástrojové oceli vyráběné
Kvantifikace strukturních změn v chrom-vanadové ledeburitické oceli v závislosti na teplotě austenitizace Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Absrakt Vzorky z Cr-V ledeburitické nástrojové oceli vyráběné
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
K618 - Materiály listopadu 2013
 Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Tepelné zpracování ocelí. Žíhání Tomáš Doktor K618 - Materiály 1 19. listopadu 2013 Tomáš Doktor (18MRI1) Žíhání 19. listopadu 2013 1 / 15 Cyklus tepelného zpracování Cyklus tepelného zpracování Žíhání
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI
 PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
PLASTICKÉ VLASTNOSTI VYSOKOPEVNOSTNÍCH MATERIÁLŮ DĚLENÝCH NESTANDARDNÍMI TECHNOLOGIEMI PLASTIC PROPERTIES OF HIGH STRENGHT STEELS CUTTING BY SPECIAL TECHNOLOGIES Pavel Doubek a Pavel Solfronk a Michaela
TECHNOLOGIE I (slévání a svařování)
") TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
TECHNOLOGIE I (slévání a svařování) Přednáška č. 3: Slévárenské slitiny pro výrobu odlitků, vlastnosti slévárenských slitin, faktory ovlivňující slévárenské vlastnosti, rovnovážné diagramy. Autoři přednášky:
Tepelná technika. Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007
 Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Tepelná technika Teorie tepelného zpracování Doc. Ing. Karel Daďourek, CSc Technická univerzita v Liberci 2007 Tepelné konstanty technických látek Základní vztahy Pro proces sdílení tepla platí základní
Požadavky na technické materiály
 Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Základní pojmy Katedra materiálu, Strojní fakulta Technická univerzita v Liberci Základy materiálového inženýrství pro 1. r. Fakulty architektury Doc. Ing. Karel Daďourek, 2010 Rozdělení materiálů Požadavky
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Posouzení stavu rychlořezné oceli protahovacího trnu
 Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Posouzení stavu rychlořezné oceli protahovacího trnu ČSN 19 830 zušlechtěno dle předpisů pro danou ocel tj. kaleno a 3x popuštěno a) b) Obr.č. 1 a) Poškozený zub protahovacího trnu; b) Zdravý zub druhá
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY
 MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
MECHANICKÉ VLASTNOSTI A STRUKTURNÍ STABILITA LITÝCH NIKLOVÝCH SLITIN PO DLOUHODOBÉM ÚČINKU TEPLOTY MECHANICAL PROPERTIES AND STRUCTURAL STABILITY OF CAST NICKEL ALLOYS AFTER LONG-TERM INFLUENCE OF TEMPERATURE
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
dělení materiálu, předzpracované polotovary
 dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
dělení materiálu, předzpracované polotovary Dělení materiálu, výroba řezaných bloků V našem kladenském skladu jsou k disposici tři pásové strojní pily, dvě z nich jsou automatické typu KASTOtec A5. Maximální
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Autor Ročník 2. Obor CZ.1.07/1.5.00/34.0514 III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Strojírenská technologie, vy_32_inovace_ma_22_17
Tepelné a chemickotepelné zpracování slitin Fe-C. Žíhání, kalení, cementace, nitridace
 Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
Tepelné a chemickotepelné zpracování slitin Fe-C Žíhání, kalení, cementace, nitridace Tepelné zpracování Tepelné zpracování je pochod, při kterém je součást podrobena jednomu nebo několika tepelným cyklům,
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Tváření za tepla. Jedná se o proces, kdy na materiál působíme vnějšími silami a měníme jeho tvar bez porušení celistvosti materiálu.
 Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
Tváření za tepla Tváření za tepla je hospodárná a produktivní metoda výroby výrobků a polotovarů s malým množstvím odpadu materiálu (5-10%). Tvářecí procesy lez dobře mechanizovat a automatizovat. Jedná
INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING. Josef Bárta, Jiří Pluháček
 VLIV POPOUŠTĚNÍ NA VLASTNOSTI LITÉ C-Mn OCELI PO NORMALIZACI A PO INTERKRITICKÉM ŽÍHÁNÍ INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING Josef
VLIV POPOUŠTĚNÍ NA VLASTNOSTI LITÉ C-Mn OCELI PO NORMALIZACI A PO INTERKRITICKÉM ŽÍHÁNÍ INFLUENCE OF TEMPERING ON THE PROPERTIES OF CAST C-Mn STEEL AFTER NORMALIZING AND AFTER INTERCRITICAL ANNEALING Josef
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Nástrojové oceli. Ing. Karel Němec, Ph.D.
 Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Nástrojové oceli Ing. Karel Němec, Ph.D. Rozdělení nástrojových ocelí podle chemického složení dle ČSN EN Podle ČSN EN-10027-1 Nástrojové oceli nelegované C35U (19065) C105U (19191) C125U (19255) Nástrojové
Integrita povrchu a její význam v praktickém využití
 Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,
VÝZKUM MECHANICKÝCH VLASTNOSTÍ A STRUKTURNÍ STABILITY SUPERSLITINY NA BÁZI NIKLU DAMERON. Karel Hrbáček a Božena Podhorná b Vítězslav Musil a Antonín Joch a a První brněnská strojírna Velká Bíteš, a.s.,
Povrchové kalení. Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007
 Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
Povrchové kalení Teorie tepelného zpracování Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2007 Vlastnosti rychlých ohřevů Ohřívá se jen povrchová vrstva Ohřev
SMA 2. přednáška. Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ
 SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
SMA 2. přednáška Nauka o materiálu NÁVRHY NA OPAKOVÁNÍ Millerovy indexy rovin (h k l) nesoudělné převrácené hodnoty úseků, které vytíná rovina na osách x, y, z Millerovy indexy této roviny jsou : (1 1
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT. Západočeská univerzita v Plzni Fakulta strojní
 REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
REGIONÁLNÍ TECHNOLOGICKÝ INSTITUT Západočeská univerzita v Plzni Fakulta strojní Výzkumné centrum RTI Regionální technologický institut - RTI je výzkumné centrum Fakulty strojní Západočeské univerzity
VÝROBA TEMPEROVANÉ LITINY
 VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
VÝROBA TEMPEROVANÉ LITINY Temperovaná litina (dříve označovaná jako kujná litina anglicky malleable iron) je houževnatý snadno obrobitelný materiál vyráběný tepelným zpracováním odlitků z bílé litiny.
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování
 Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Metodika hodnocení strukturních změn v ocelích při tepelném zpracování Bc. Pavel Bílek Ing. Jana Sobotová, Ph.D Abstrakt Předložená práce se zabývá volbou metodiky hodnocení strukturních změn ve vysokolegovaných
Zkouška rázem v ohybu. Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer. Jméno: St. skupina: Datum cvičení:
 BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
BUM - 6 Zkouška rázem v ohybu Autor cvičení: prof. RNDr. B. Vlach, CSc; Ing. Petr Langer Jméno: St. skupina: Datum cvičení: Úvodní přednáška: 1) Vysvětlete pojem houževnatost. 2) Popište princip zkoušky
Použití. Charakteristika FORMY PRO TLAKOVÉ LITÍ A PŘÍSLUŠENSTVÍ NÁSTROJE NA PROTLAČOVÁNÍ VYŠŠÍ ŽIVOTNOST NÁSTROJŮ QRO 90 SUPREME
 1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
1 QRO 90 SUPREME 2 Charakteristika QRO 90 SUPREME je vysokovýkonná Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká pevnost a tvrdost při zvýšených teplotách
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg
 OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
OPTIMALIZACE REŽIMU TEPELNÉHO ZPRACOVÁNÍ PRO ZVÝŠENÍ MECHANICKÝCH VLASTNOSTÍ SLITINY ALSI9Cu2Mg OPTIMIZATION OF HEAT TREATMENT CONDITIONS TO IMPROVE OF MECHANICAL PROPETIES OF AlSi9Cu2Mg ALLOY Jan Šerák,
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013
 EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
EFEKTIVNÍ FRÉZOVÁNÍ FERITICKO-MARTENZITICKÝCH OCELÍ VLIV MIKROGEOMETRIE NÁSTROJE NA ŘEZNÝ PROCES SVOČ FST 2013 Bc. Petele Jan, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
NÁVRH TECHNOLOGIE POVRCHOVÉHO KALENÍ LASEREM U KONSTRUKČNÍCH OCELÍ SVOČ FST
 NÁVRH TECHNOLOGIE POVRCHOVÉHO KALENÍ LASEREM U KONSTRUKČNÍCH OCELÍ SVOČ FST 2010 Bc. Pavla Klufová Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Pro povrchové kalení
NÁVRH TECHNOLOGIE POVRCHOVÉHO KALENÍ LASEREM U KONSTRUKČNÍCH OCELÍ SVOČ FST 2010 Bc. Pavla Klufová Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Pro povrchové kalení
PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ. Antonín Kříž
 PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ Antonín Kříž Tento příspěvek vznikl na základě spolupráce s firmou Hofmeister s.r.o., řešením projektu FI-IM4/226. Místo,
PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ Antonín Kříž Tento příspěvek vznikl na základě spolupráce s firmou Hofmeister s.r.o., řešením projektu FI-IM4/226. Místo,
Vlastnosti tepelné odolnosti
 materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
materiálu ARPRO mohou být velmi důležité, v závislosti na použití. Níže jsou uvedeny technické informace, kterými se zabývá tento dokument: 1. Očekávaná životnost ARPRO estetická degradace 2. Očekávaná
IMPROVED PROPERTIES DIE CASTING APPLICATIONS
 HOTWORK TOOL STEELS WITH IMPROVED PROPERTIES FOR DIE CASTING APPLICATIONS by ThyssenKrupp Ferrosta s.r.o V Holešovičkách 1579 / 24 180 00 Praha 8 Libeň Tel.: 2 8 1 0 9 6 5 1 1, 2 8 1 0 9 6 5 3 2 Fax: 2
HOTWORK TOOL STEELS WITH IMPROVED PROPERTIES FOR DIE CASTING APPLICATIONS by ThyssenKrupp Ferrosta s.r.o V Holešovičkách 1579 / 24 180 00 Praha 8 Libeň Tel.: 2 8 1 0 9 6 5 1 1, 2 8 1 0 9 6 5 3 2 Fax: 2
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí.
 2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
2. Struktura a vlastnosti oceli, druhy ocelí Rovnovážné a nerovnovážné struktury oceli, mechanické vlastnosti oceli, druhy konstrukčních ocelí. Struktura oceli Železo (Fe), uhlík (C), "nečistoty". nevyhnutelné
NAUKA O MATERIÁLU I. Zkoušky mechanické. Přednáška č. 04: Zkoušení materiálových vlastností I
 NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
NAUKA O MATERIÁLU I Přednáška č. 04: Zkoušení materiálových vlastností I Zkoušky mechanické Autor přednášky: Ing. Daniela ODEHNALOVÁ Pracoviště: TUL FS, Katedra materiálu ZKOUŠENÍ mechanických vlastností
ŽELEZO A JEHO SLITINY
 ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
ŽELEZO A JEHO SLITINY Ing. V. Kraus, CSc. Opakování z Nauky o materiálu 1 ČISTÉ ŽELEZO Atomové číslo 26 hmotnost 55,874 hustota 7,87 g.cm-3 vodivé, houževnaté, měkké A 50 %, Z 90 % pevnost 180 až 250 MPa,
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA
 POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
POLOTOVARY VYRÁBĚNÉ TVÁŘENÍM ZA TEPLA Obsah: 1) Teorie tváření 2) Druhy mřížek 3) Vady mřížek 4) Mechanismus plastické deformace 5) Vliv teploty na plastickou deformaci 6) Způsoby ohřevu materiálu 7) Stroje
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI
 RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
RYCHLOŘEZNÉ NÁSTROJOVÉ OCELI Významnou složkou nabídky nástrojových ocelí společnosti Bohdan Bolzano s.r.o. jsou nástrojové oceli rychlořezné, vyráběné jak konvenčně, tak i metodou práškové metalurgie.
Nauka o materiálu. Přednáška č.14 Kompozity
 Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Nauka o materiálu Úvod Technické materiály, které jsou určeny k dalšímu technologickému zpracování zahrnují širokou škálu možného chemického složení, různou vnitřní stavbu a různé vlastnosti. Je nutno
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
13.otázka. Tváření za tepla
 Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
Tváření za tepla 1. Princip tváření 2. Vliv teploty na deformaci materiálu (textura, zotavení, rekrystalizace, překrystalizace) 3. Tvářecí teplota a ohřev materiálu 4. Způsoby tváření za tepla a. Válcování
TEORIE SLÉVÁNÍ. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
TEORIE SLÉVÁNÍ : Zásady metalurgické přípravy oceli na odlitky a zásady odlévání. Tavení v elektrických indukčních pecích, zvláštnosti vedení tavby slitinových ocelí, desoxidace, zásady odlévání oceli.
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Příloha č. 3. Specifikace požadavků na Univerzální trhací stroj s teplotní komorou a pecí. Univerzální trhací stroj s teplotní komorou a pecí
 Příloha č. 3 Specifikace požadavků na Dodávka mechanického zkušebního trhacího stroje představuje plně funkční zařízení v nejpreciznějším možném provedení a s nejlepšími dosažitelnými parametry pro provádění
Příloha č. 3 Specifikace požadavků na Dodávka mechanického zkušebního trhacího stroje představuje plně funkční zařízení v nejpreciznějším možném provedení a s nejlepšími dosažitelnými parametry pro provádění
Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované oceli
 VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VÁ LC E P R O VÁ LC OV N Y S T R OJ Í R E N S K É V Ý R O BKY H U T N Í M T E R I Á L U Š L E C H T I L É O C E LI ČSN EN 100832 Oceli k zušlechťování Část 2: Technické a dodací podmínky pro nelegované
VŠB Technical University of Ostrava, Faculty of Mechanical engineering, 17. Listopadu 15, Ostrava Poruba, Czech Republic
 SIMULACE PROTLAČOVÁNÍ SLITIN Al NÁSTROJEM ECAP S UPRAVENOU GEOMETRIÍ A POROVNÁNÍ S EXPERIMENTY Abstrakt Jan Kedroň, Stanislav Rusz, Stanislav Tylšar VŠB Technical University of Ostrava, Faculty of Mechanical
SIMULACE PROTLAČOVÁNÍ SLITIN Al NÁSTROJEM ECAP S UPRAVENOU GEOMETRIÍ A POROVNÁNÍ S EXPERIMENTY Abstrakt Jan Kedroň, Stanislav Rusz, Stanislav Tylšar VŠB Technical University of Ostrava, Faculty of Mechanical
KALENÍ. Tepelné zpracování kovových materiálů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 vnávaznosti na platnost norem. Zákaz šířěnía modifikace těchto materiálů. Děkuji Ing. D. Kavková
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA. Jiří Stanislav
 OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
OPTIMÁLNÍ POSTUPY TEPELNÉHO ZPRACOVÁNÍ MATERIÁLŮ PRO PRÁCI ZA TEPLA Jiří Stanislav Bodycote HT, CZ 1. Úvod Tepelné zpracování nástrojových ocelí pro práci za tepla patří k nejnáročnějším disciplinám oboru.
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ KATEDRA MATERIÁLU A STROJÍRENSKÉ METALURGIE DISERTAČNÍ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ KATEDRA MATERIÁLU A STROJÍRENSKÉ METALURGIE DISERTAČNÍ PRÁCE k získání akademického titulu doktor v oboru MATERIÁLOVÉ INŽENÝRSTVÍ A STROJÍRENSKÁ METALURGIE
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ KATEDRA MATERIÁLU A STROJÍRENSKÉ METALURGIE DISERTAČNÍ PRÁCE k získání akademického titulu doktor v oboru MATERIÁLOVÉ INŽENÝRSTVÍ A STROJÍRENSKÁ METALURGIE
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků
 Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
Praktické poznatky z využití lisovaných filtrů Pyral 15 při filtraci hliníkových odlitků P.Procházka, Keramtech s.r.o. Žacléř M.Grzinčič, Nemak Slovakia s.r.o., Žiar nad Hronom Lisovaný keramický filtr
LETECKÉ MATERIÁLY. Úvod do předmětu
 LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
LETECKÉ MATERIÁLY Úvod do předmětu Historický vývoj leteckých konstrukčních materiálů Uplatnění konstrukčních materiálů souvisí s pevnostními koncepcemi leteckých konstrukcí Pevnostní koncepce leteckých
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ
 MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
MĚŘENÍ ELASTICITRY OVLIVNĚNÝCH PÁSEM SVAROVÝCH SPOJŮ VYSOKOPEVNOSTNÍCH OCELÍ Petr HANUS, Michal KONEČNÝ, Josef TOMANOVIČ Katedra mechaniky, materiálů a částí strojů, Dopravní fakulta Jana Pernera, Univerzita
Analýza technologie lisování šroubů z nové feriticko martenzitické oceli
 Analýza technologie lisování šroubů z nové feriticko martenzitické oceli Autoři: F. Grosman Politechnika Slaska Katowice D. Cwiklak Politechnika Slaska Katowice E. Hadasik Politechnika Slaska Katowice
Analýza technologie lisování šroubů z nové feriticko martenzitické oceli Autoři: F. Grosman Politechnika Slaska Katowice D. Cwiklak Politechnika Slaska Katowice E. Hadasik Politechnika Slaska Katowice
FÁZOVÉ PŘEMĚNY. Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)
 kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny)") FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry
FÁZOVÉ PŘEMĚNY Hlediska: termodynamika (velikost energie k přeměně) kinetika (rychlost nukleace a rychlost růstu = celková rychlost přeměny) mechanismus difúzní bezdifúzní Austenitizace Vliv: parametry