Základní konvenční technologie obrábění SOUSTRUŽENÍ
|
|
|
- Kateřina Macháčková
- před 9 lety
- Počet zobrazení:
Transkript


1 Tento materiál vznikl jako součást rojektu, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci Technologie III - OBRÁBĚNÍ Technická univerzita v Liberci a artneři Preciosa, a.s. a TOS Varnsdorf a.s. TU v Liberci

2 OBSAH PŘEDNÁŠKY 1. Charakteristika soustružení 2. Nástroje ro soustružení 3. Stroje ři soustružení 4. Použití soustruhů 5. Uínání obrobků 6. Řezné síly ři soustružení 7. Strojní čas ři soustružení 8. Orientační souhrn řezných odmínek 2



3 Soustružení Hlavní řezný ohyb obrobek - rotační ohyb Posuv nástroj - v odélném a říčném směru Přísuv nástroj - v odélném a říčném směru Nástroje - soustružnické nože Stroje - soustruhy TU v Liberci - katedra obrábění a montáže - 3

4 Soustružení Rozdělení soustružnických nožů : rozdělení dle konstrukce Příklady mechanického unutí vyměnitelné břitové destičky (VBD) v tělese nástroje TU v Liberci - katedra obrábění a montáže - 4

5 Soustružení Označování soustružnických nožů dle ISO (ro informaci) Kód ISO : CKJNR L 19 - S C - Zůsob uínání K - Tvar destičky J - Tvar nože a úhel nastav. N - Úhel hřbetu R - Směr řezu 32 - Výška držáku ( tělesa ) 25 - Šířka držáku L - Celková délka 19 - Délka hl. ostří S - Údaje výrobce Příklady označení SN s VBD : 5
 25 - Šířka držáku L -")
6 Obráběné lochy a kinematické schéma soustruhu Obráběné lochy : válcové rotační - vnější - vnitřní kuželové (táhlý, strmý kužel) rovinné (čelní rotační) tvarové - obecné lochy - záichy - závity Kinematické schéma Posuv závisí na otáčkách vřetena 6

7 Soustružení Příklady uínání nástrojů na soustruhu : nožová hlava revolverová hlava Uínání obrobků na soustruhu : mezi hroty kleštiny univerzální sklíčidlo lícní deska Rozdělení soustruhů : hrotové čelní svislé revolverové automaty a oloautomaty seciální NC, CNC TU v Liberci - katedra obrábění a montáže - 7

8 Stanovení řezných sil ři soustružení STANOVENÍ ŘEZNÝCH SIL VÝPOČTEM a) z měrné řezné síly F c k s k s k A s1.1 D a m A D a f ot a f ot sin r ab b) z emirických vztahů. Průřez třísky ři soustružení F F F c f C C F C F F c f a a a x x x Fc F F f f f f y y y Fc F F f F c... řezná síla [ N ] F f... osuvová síla [ N ] F... řísuvová síla [ N ] k S... měrná řezná síla [ MPa ] k S1.1...měrná řezná síla ro tloušťku třísky 1 mm [ MPa ] m... exonent Kienzleho vztahu [ - ] A D... locha řezu (růřez třísky) [ mm 2 ] a... tloušťka třísky [ mm ] b... šířka třísky [ mm ] a... hloubka záběru [ mm ] C F... konstanta [ - ] f ot, f... osuv [ mm/ot ] x F, y F... exonenty [ - ] r... nástroj. úhel nastavení [ º ] 8
![.. měrná řezná síla [ MPa ] k S1.1...měrná řezná síla ro tloušťku třísky 1 mm [ MPa ] m... exonent Kienzleho vztahu [ - ] A D... locha řezu (růřez třísky) [ mm 2 ] a.](/docs-images/43/15500478/images/page_8.jpg ".. tloušťka třísky [ mm ] b... šířka třísky [ mm ] a... hloubka záběru [ mm ] C F... konstanta [ - ] f ot, f... osuv [ mm/ot ] x F, y F... exonenty [ - ] r... nástroj.")
9 Výočet strojního času ři soustružení tg r a x cotg r x a x t s čas strojní [ s ] L délka záběru [ m ] v f rychlost osuvu [ m.s -1 ] l th teoretická délka záběru [ m ] l n délka náběhu (0,5 2 mm) [ m ] l délka řeběhu (0,2 2 mm) [ m ] l délka obráběné lochy [ m ] a hloubka záběru [ m ] r úhel nastavení [ o ] f ot osuv na otáčku (s ot ) [ m ] n otáčky [ s -1 ] i očet záběrů [ - ] Q w objemový výkon [ m 3.s -1 ] V objem odebraného materiálu obrobku [ m 3 ] t S L v f i L l v f th f l ot n n l l th l x l a cot g r OBJEMOVÝ VÝKON Q W V t S 9
![] a hloubka záběru [ m ] r úhel nastavení [ o ] f ot osuv na otáčku (s ot ) [ m ] n otáčky [ s -1 ] i očet záběrů [ - ] Q w objemový](/docs-images/43/15500478/images/page_9.jpg "výkon [ m 3.")
10 Orientační souhrn řezných odmínek 10
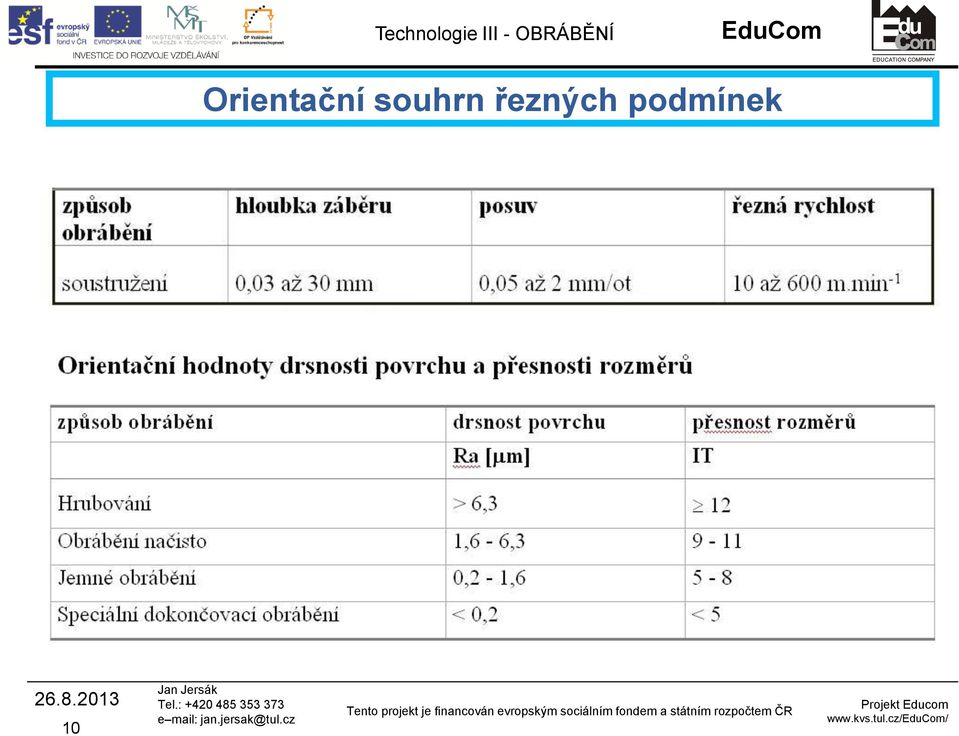
11 Soustružení - řezné odmínky - řezné odmínky (v užším slova smyslu) ři soustružení volíme obecně tak, že z celkového řídavku na obrábění nejrve stanovíme hloubku záběru; řídavek odebíráme okud možno na jednu třísku; hloubka záběru je omezena délkou ostří nože (v záběru nemají být více než 2/3 délky ostří), výkonem stroje a tuhostí stroje a obrobku; hloubka záběru ři soustružení se obvykle ohybuje v rozsahu 0,03 až 30 mm : ro hrubování 3 až 30 mm, na čisto 0,5 až 3 mm, ro jemné soustružení 0,03 až 0,5 mm. - následně stanovíme hodnotu osuvu; volba osuvu závisí na ožadované jakosti obrobené lochy a je ovlivněna též geometrií břitu, tuhostí stroje a jeho výkonem. Posuv se volí co největší tak, aby vyhovoval uvedeným kritériím; obvykle se ohybuje v rozsahu 0,05 až 2 mm/ot, nař. : ři hrubování 0,3 až 2 mm/ot (u velkých strojů i více), na čisto 0,1 až 0,3 mm/ot, ro jemné soustružení 0,05 až 0,1 mm/ot. - řezné rychlosti ro soustružení se obvykle ohybují v rozsahu 10 až 600 m.min -1 a jsou závislé zejména na druhu obráběného materiálu, na zůsobu obrábění a na druhu nástrojového materiálu; ro nástroje z rychlořezné oceli (RO) a ze slinutých karbidů (SK) a jednotlivé zůsoby soustružení vnějších rotačních loch, jsou v následujícím řehledu uvedeny orientační hodnoty řezných rychlostí : RO SK ři hrubování 10 až 90 m.min až 300 m.min -1 na čisto 20 až 120 m.min až 500 m.min -1 ro jemné soustružení 40 až 150 m.min až 600 m.min -1 V daném rozsahu zravidla latí nejnižší řezné rychlosti ro obrábění legovaných ocelí, vyšší řezné rychlosti je možno volit ro obrábění nelegovaných uhlíkových ocelí a litiny. Vysoké rychlosti lze oužít ro obrábění hliníku a jeho slitin. Maximální hodnoty řezné rychlosti uvedené v jednotlivých rozsazích latí ro ovlakované nástroje. Při vnitřním soustružení se hodnoty řezných rychlostí snižují až o 20 %. TU v Liberci - katedra obrábění a montáže - 11

12 Inovace v oblasti konstrukce soustružnických nástrojů Pohled na nožový držák břitových destiček z boku ODLAMOVATELNÉ BŘITOVÉ DESTIČKY nástroje ro zaichování a uichování zaichování od šířky 1,5 mm a do hloubky až 10 mm břitové destičky šířky ( 1 2,5 ) mm řední břit lze ři ootřebení nebo oškození jednoduše odlomit - uvolní se místo ro další břit k uvolnění ootřebovaného břitu stačí jen uvolnit uínací šroub, vysunout řezací vložku doředu a břit stranově odlomit seciálním klíčem za sebou seřazené břity (odle tyu držáku až 5 břitů) mají malou velikost - lze oužít ve stísněných odmínkách Nožový držák a odlamovací břitové destičky 12
 mají malou velikost - lze oužít ve stísněných odmínkách Nožový držák a odlamovací břitové destičky")
13 Inovace v oblasti konstrukce soustružnických nástrojů PRODUKTVINÍ UPICHOVÁNÍ A ZAPICHOVÁNÍ Možnosti uichování a zaichování VBD mají třetí břit - destička vydrží déle VBD jsou velmi tenké - (1 2) mm - tzn. úsora objemu materiálu obrobku vhodné ro uichování trubek z měkkých materiálů, uichování tyčí a zaichování v hromadné výrobě vynikající kvalita ovrchu obrobku Geometrie ro utváření třísek - ty CS Detailní ohled na roces uichování řestavení destiček lze rovádět římo na stroji na jeden držák lze uchytit všechny šířky VBD tolerance délky uíchnutých součástí v rozmezí ± 0,025 mm Geometrie ro lámání třísek - ty CM 13

14 Nový nástrojový systém ro soustružnické automaty systém navržený ro automaty Švýcarského tyu a ro oerace v omezeném rostoru nástrojový držák má zadní nebo řední uínací zařízení - udržuje destičku unikátní konstrukce v řesné oloze Uínací mechanismus SwissCut - unutí VBD z řední strany a) b) c) 14 VBD ro: a) zaichování b) zětné soustružení c) zětné soustružení neželezných mat. uínací systém urychluje výměnu VBD zadní uínací mechanismus - závitové ouzdro a šroub, který VBD vtahuje do držáku řední uínací mechanismus - olostandardní verze uínání bez závitového ouzdra Uínací mechanismus SwissCut - unutí VBD ze zadní strany řes závit. ouzdro

15 Děkuji za ozornost Tato řednáška byla inovována v rámci rojektu CZ.1.07/2.2.00/ Inovace studijních rogramů s ohledem na ožadavky a otřeby růmyslové raxe zavedením inovativního vzdělávacího systému "Výukový odnik" 15

Základní konvenční technologie obrábění SOUSTRUŽENÍ
 EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
EduCom Tento materiál vznikl jako součást rojektu EduCom, který je solufinancován Evroským sociálním fondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Jan Jersák Technická
Základní konvenční technologie obrábění SOUSTRUŽENÍ. Technologie III - OBRÁBĚNÍ
 Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást rojektu EduCom, který je soluinancován Evroským sociálním ondem a státním rozočtem ČR. Základní konvenční technologie obrábění SOUSTRUŽENÍ Technická univerzita v Liberci
Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění PROTAHOVÁNÍ a PROTLAČOVÁNÍ Technická univerzita
Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění BROUŠENÍ BROUSICÍMI KOTOUČI
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
Frézování. Frézování válcovými frézami: Kinematika řezného pohybu:
 Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
Frézování Použití a kinematika řezného pohybu Používá se pro obrábění především ploch rovinných, ale frézování obrábíme i tvarové plochy jako jsou ozubená kola, závity a různé tvarové plochy. Kinematika
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
Technologie III - OBRÁBĚNÍ
 1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
1 EduCom Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. NAVRHOVÁNÍ HOSPODÁRNÝCH ŘEZNÝCH PODMÍNEK PŘI P I OBRÁBĚNÍ 1) CO
Zásobníky nástrojů, typy, základní vlastnosti.
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Zásobníky nástrojů, typy, základní vlastnosti. Ing. Petr Keller, Ph.D. Technická
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Zásobníky nástrojů, typy, základní vlastnosti. Ing. Petr Keller, Ph.D. Technická
VYBRANÉ STATĚ Z PROCESNÍHO INŽENÝRSTVÍ cvičení 6
 UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŽENÝRSTVÍ cvičení 6 Entalická bilance výměníků tela Hana Charvátová, Dagmar Janáčová Zlín 013 Tento studijní
UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ FAKULTA APLIKOVANÉ INFORMATIKY VYBRANÉ STATĚ Z PROCESNÍHO INŽENÝRSTVÍ cvičení 6 Entalická bilance výměníků tela Hana Charvátová, Dagmar Janáčová Zlín 013 Tento studijní
Protahování, protlačování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
OTEVŘENÝ UTVAŘEČ - zpevňující fazetka na břitu - nízké řezné síly - široká oblast použití
 Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Technické podmínky výběrové řízení Pořízení obráběcích strojů
 Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
2 K20 QP25 QP25C QP30P QP40. od 200. do. 1500 - - - 100-300 - - - - - - max. 800 200-800 - - - - - - max. 900 50-80 - - - -
 Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
US 2000 MC NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009. Marek Urban (marekurban@seznam.cz)
") Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Konstrukce soustružnického nože s VBD pomocí SW Catia V5 SVOČ FST 2009 Marek Urban (marekurban@seznam.cz) 1 Úvod Z mnoha pohledů je soustružení nejjednodušší formou obrábění, kde pomocí jednobřitého nástroje
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
HYDROPNEUMATICKÝ VAKOVÝ AKUMULÁTOR
 HYDROPNEUMATICKÝ AKOÝ AKUMULÁTOR OSP 050 ŠEOBECNÉ INFORMACE ýočet hydroneumatického akumulátoru ZÁKLADNÍ INFORMACE Při výočtu hydroneumatického akumulátoru se vychází ze stavové změny lynu v akumulátoru.
HYDROPNEUMATICKÝ AKOÝ AKUMULÁTOR OSP 050 ŠEOBECNÉ INFORMACE ýočet hydroneumatického akumulátoru ZÁKLADNÍ INFORMACE Při výočtu hydroneumatického akumulátoru se vychází ze stavové změny lynu v akumulátoru.
Bc. Martin Sládek, Chudenín 31, 340 22 Nýrsko Česká republika
 NÁVRH A VÝPOČET SPECIÁLNÍHO FRÉZOVACÍHO ZAŘÍZENÍ IFVW 113 SVOČ FST 2010 Bc. Martin Sládek, Chudenín 31, 340 22 Nýrsko Česká reublika ABSTRAKT Práce se zabývá konstrukčním návrhem seciálního frézovacího
NÁVRH A VÝPOČET SPECIÁLNÍHO FRÉZOVACÍHO ZAŘÍZENÍ IFVW 113 SVOČ FST 2010 Bc. Martin Sládek, Chudenín 31, 340 22 Nýrsko Česká reublika ABSTRAKT Práce se zabývá konstrukčním návrhem seciálního frézovacího
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Frézování. Podstata metody. Zákl. způsoby frézování rovinných ploch. Frézování válcovými frézami
 Fréování obrábění rovinných nebo tvarových loch vícebřitým nástrojem réou mladší ůsob než soustružení (rvní réky 18.stol., soustruhy 13.stol.) Podstata metody řený ohyb: složen e dvou ohybů cykloida (blížící
Fréování obrábění rovinných nebo tvarových loch vícebřitým nástrojem réou mladší ůsob než soustružení (rvní réky 18.stol., soustruhy 13.stol.) Podstata metody řený ohyb: složen e dvou ohybů cykloida (blížící
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Třetí Dušan Hložanka 16. 12. 2013. Název zpracovaného celku: Řetězové převody. Řetězové převody
 Předmět: Ročník: Vytvořil: Datum: Stavba a rovoz strojů Třetí Dušan Hložanka 6.. 03 Název zracovaného celku: Řetězové řevody Řetězové řevody A. Pois řevodů Převody jsou mechanismy s tuhými členy, které
Předmět: Ročník: Vytvořil: Datum: Stavba a rovoz strojů Třetí Dušan Hložanka 6.. 03 Název zracovaného celku: Řetězové řevody Řetězové řevody A. Pois řevodů Převody jsou mechanismy s tuhými členy, které
4 Ztráty tlaku v trubce s výplní
 4 Ztráty tlaku v trubce s výlní Miloslav Ludvík, Milan Jahoda I Základní vztahy a definice Proudění kaaliny či lynu nehybnou vrstvou částic má řadu alikací v chemické technologii. Částice tvořící vrstvu
4 Ztráty tlaku v trubce s výlní Miloslav Ludvík, Milan Jahoda I Základní vztahy a definice Proudění kaaliny či lynu nehybnou vrstvou částic má řadu alikací v chemické technologii. Částice tvořící vrstvu
Digitální univerzální posuvné měřítko 25 RS Varimeter. Parametry. Technická data. Příslušenství. Použití. 10-2 Multimar. Univerzální měřicí přístroje
 10-2 Multimar. Univerzální měřicí přístroje Digitální univerzální posuvné měřítko 25 RS Varimeter Obrázek s příslušenstvím Použití Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení
10-2 Multimar. Univerzální měřicí přístroje Digitální univerzální posuvné měřítko 25 RS Varimeter Obrázek s příslušenstvím Použití Na měření vnějších a vnitřních průměrů středicích okrajů úzkých osazení
Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli
 NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
NÁSTROJE NOVINKY B215CZ Povlakovaný nástrojový materiál PKNB pro soustružení vysokopevnostní kalené oceli Technologie povlakování nové generace Vynikající odolnost proti opotřebení zajišťuje vyšší účinnost
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
 P R O F I L F I R M Y P r o g r a m f r é z o v á n í - v r t á n í - v y v r t á v á n í Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
P R O F I L F I R M Y P r o g r a m f r é z o v á n í - v r t á n í - v y v r t á v á n í Firma Neskan s. r. o. je ryze česká firma, jejímž 100 % - vlastníkem je jednatel společnosti ing. Vojtěch Průša.
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Inteligentní řešení pro zapichování
 Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
HS 22 CNC soustruh. Typ HS - 22 HS - 22M Max. oběžný průměr. Ø 200 mm (s robotickou rukou Ø 100 mm) 200 mm ( s robotem 60 mm) Max.
 200 mm ( s robotem 60 mm) Max.") HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
OTOČNÉ UPÍNACÍ HROTY 24 3319
 OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 M - frézování Určení
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
NOVÁ GENERACE FRÉZ MINIMASTER
 NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Frézování. Rozeznáváme dva základní druhy frézovaní:
 Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Katalogová novinka bruska na kulato PBK-1000. (více na straně 68). Kovo obráběcí stroje
. Kovo obráběcí stroje") Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
SVn. Návod použití Ev.č.: 0610205. stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600. Výrobce:
 Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
CZ.1.07/1.1.30/01.0038 SPŠ
 Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň, Klatovská 109 Tento projekt
Název projektu: Automatizace výrobních procesů ve strojírenství a řemeslech Registrační číslo: CZ.1.07/1.1.30/01.0038 Příjemce: SPŠ strojnická a SOŠ profesora Švejcara Plzeň, Klatovská 109 Tento projekt
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK
 CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK") 1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
1 1) CO TO JSOU ŘEZNÉ PODMÍNKY PŘI P I OBRÁBĚNÍ? 2) CO TO JE OPTIMALIZACE ŘEZNÝCH PODMÍNEK? 2 CNC SOUSTRUH KONVENČNÍ SOUSTRUH 3 VZÁJEMNÉ VAZBY V SOUSTAVĚ S-N-O-P 4 VLIVY PŮSOBÍCÍ NA JEDNOTLIVÉ PRVKY SOUSTAVY
C Cr V Mo Mn Si 2,30% 14,00 % 9,00 % 1,30% 0,50% 0,50%
 NÁSTROJOVÁ OCEL CPM 420 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,30% 14,00 % 9,00 % 1,30% 0,50% 0,50% CPM 420 V je nová korozivzdorná a současně vysoce otěruvzdorná ocel, vyráběná
NÁSTROJOVÁ OCEL CPM 420 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,30% 14,00 % 9,00 % 1,30% 0,50% 0,50% CPM 420 V je nová korozivzdorná a současně vysoce otěruvzdorná ocel, vyráběná
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
menší brácha hngx 06 NOVÉ ROVINNÉ FRÉZY S DESTIČKAMI HNGX 06 / XNGX 06 K DISPOZICI rovněž V NOVÝCH MT-CVD MATERIÁlech www.pramet.
 menší brácha www.pramet.com youtube.com/pramettv OVÉ ROVIÉ FRÉZY DETIČAI GX 06 / XGX 06 DIOZICI rovněž V OVÝC T-CVD ATERIÁlech hngx 06 GX 09 nové nástroje pro rovinné frézování s destičkai GX 06 a XGX
menší brácha www.pramet.com youtube.com/pramettv OVÉ ROVIÉ FRÉZY DETIČAI GX 06 / XGX 06 DIOZICI rovněž V OVÝC T-CVD ATERIÁlech hngx 06 GX 09 nové nástroje pro rovinné frézování s destičkai GX 06 a XGX
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků
 Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
Moderní způsoby vrtání, vrtání magnetickou vrtačkou, nové typy vrtáků Obsah... 1 Vrtání... 2 1. Moderní vrtačky... 2 1.1 Moderní stolní vrtačky... 2 1.2 Moderní sloupové vrtačky... 2 1.3 Magnetická vrtačka...
PŘEKONÁVÁNÍ PŘEKÁŽEK
 NOVINKY SECO 2014-1 2 PŘEKONÁVÁNÍ PŘEKÁŽEK Ve společnosti Seco platí, že každý náš krok je vypočítaný tak, aby vám pomohl s překonáváním výzev, kterým čelíte dnes a kterým budete čelit v budoucnu. Náš
NOVINKY SECO 2014-1 2 PŘEKONÁVÁNÍ PŘEKÁŽEK Ve společnosti Seco platí, že každý náš krok je vypočítaný tak, aby vám pomohl s překonáváním výzev, kterým čelíte dnes a kterým budete čelit v budoucnu. Náš
TAC vnitřní soustružnické nože
 Otvor clazení Superslitiny S utvařečem TAC vnitřní soustružnické nože Produkty jsou řazeny dle produktovýc řad: Stream Jet Bars TAC nože pro vnitřní soustružení V rámci produktové řady jsou řazeny dle
Otvor clazení Superslitiny S utvařečem TAC vnitřní soustružnické nože Produkty jsou řazeny dle produktovýc řad: Stream Jet Bars TAC nože pro vnitřní soustružení V rámci produktové řady jsou řazeny dle
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30%
 NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
TECHNICKÝ KATALOG GRUNDFOS. Série 100. Oběhová a cirkulační čerpadla 50 Hz 2.1
 TECNICKÝ KATALOG GRUNDFOS Série. Oběhová a cirkulační čeradla z Obsah Obecné informace strana Výkonový rozsah Výrobní rogram Tyové klíče 7 Použití 8 Otoné systémy 8 Systémy cirkulace telé (užitkové) vody
TECNICKÝ KATALOG GRUNDFOS Série. Oběhová a cirkulační čeradla z Obsah Obecné informace strana Výkonový rozsah Výrobní rogram Tyové klíče 7 Použití 8 Otoné systémy 8 Systémy cirkulace telé (užitkové) vody
Univerzita Hradec Králové Pedagogická fakulta. Bakalářská práce. 2015 Hana Ulíková
 Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Walter Cut pro zapichování a upichování: monoblokový nástroj G1011.
 _BEST OF WALTER PROMOTION Walter Cut pro zapichování a upichování: monoblokový nástroj G1011. 10 destiček + 1 zapichovací držák zdarma NÁSTROJ: G1011 Walter Cut G1011 monoblokový nástroj pro zapichování
_BEST OF WALTER PROMOTION Walter Cut pro zapichování a upichování: monoblokový nástroj G1011. 10 destiček + 1 zapichovací držák zdarma NÁSTROJ: G1011 Walter Cut G1011 monoblokový nástroj pro zapichování
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 13
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 13
Threadmaster s válcovými stopkami...12 Držáky Seco Capto Snap Tap...13. CBN010...14 Utvařeč třísek PCBN...15
 2013.1 1 Každý hledá způsoby vylepšení svých procesů, aby mohl dosahovat vyšších rychlostí, větší spolehlivosti a vyšší účinnosti. Tato brožura obsahuje souhrn nových produktů od společnosti Seco, které
2013.1 1 Každý hledá způsoby vylepšení svých procesů, aby mohl dosahovat vyšších rychlostí, větší spolehlivosti a vyšší účinnosti. Tato brožura obsahuje souhrn nových produktů od společnosti Seco, které
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
Bibliografický popis elektronických publikací v síti knihoven ČR
 Bibliografický ois elektronických ublikací v síti knihoven ČR Edita Lichtenbergová, Marie Balíková, Ludmila Benešová, Jarmila Přibylová, Jaroslava Svobodová Publikace vznikla na základě úkolu řešeného
Bibliografický ois elektronických ublikací v síti knihoven ČR Edita Lichtenbergová, Marie Balíková, Ludmila Benešová, Jarmila Přibylová, Jaroslava Svobodová Publikace vznikla na základě úkolu řešeného
EDGE INTELLIGENCE: ZKUŠENOSTI A ODBORNÉ ZNALOSTI SPOLEČNOSTI SECO JSOU INTEGROVÁNY V KAŽDÉ ŘEZNÉ HRANĚ BŘITOVÉ DESTIČKY.
 HISTORIE DOKONALOSTI Technologie Duratomic, která byla představena v roce 2007 a v nedávné době zdokonalena, vymezila pro výkon při obrábění nový standard. Jde o unikátní metodu povlakování řízenou na
HISTORIE DOKONALOSTI Technologie Duratomic, která byla představena v roce 2007 a v nedávné době zdokonalena, vymezila pro výkon při obrábění nový standard. Jde o unikátní metodu povlakování řízenou na
V následující tabulce jsou uvedeny jednotky pro objemový a hmotnostní průtok.
 8. Měření růtoků V následující tabulce jsou uvedeny jednotky ro objemový a hmotnostní růtok. Základní vztahy ro stacionární růtok Q M V t S w M V QV ρ ρ S w ρ t t kde V [ m 3 ] - objem t ( s ] - čas, S
8. Měření růtoků V následující tabulce jsou uvedeny jednotky ro objemový a hmotnostní růtok. Základní vztahy ro stacionární růtok Q M V t S w M V QV ρ ρ S w ρ t t kde V [ m 3 ] - objem t ( s ] - čas, S
70 350 x 110 10H7 6,5 4622260 70 500 x 110 10H7 9,5 4622261 120 700 x 180 12H7 30 4622262
 8-6 Zařízení pro kontrolu obvodového házení 818 Pro rychlou a jednoduchou kontrolu obvodového házení Měřicí deska: Rovinnost dosedací plochy dle DIN 876/1 2 T-drážky pro upevnění upínacích koníků popř.
8-6 Zařízení pro kontrolu obvodového házení 818 Pro rychlou a jednoduchou kontrolu obvodového házení Měřicí deska: Rovinnost dosedací plochy dle DIN 876/1 2 T-drážky pro upevnění upínacích koníků popř.
Dokončovací práce na soustruhu
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Dokončovací práce na soustruhu Účelem dokončovacích prací na soustruhu je dosáhnout dokonalé jakosti obrobených
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Dokončovací práce na soustruhu Účelem dokončovacích prací na soustruhu je dosáhnout dokonalé jakosti obrobených
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
Tungaloy Report. No. 415-CZ. Čelní válcová fréza NEW. Novinka. Produktivní nástroj pro hrubovací operace!
 ungaloy Report No. 415CZ Čelní válcová fréza NEW Novinka Produktivní nástroj pro hrubovací operace! Rozsah použití hrubovacích nástrojů Vysoká ø5 ~ ø63 uhost stroje a obrobku ø25 ~ ø5 ø2 ~ ø25 Nízká Lehké
ungaloy Report No. 415CZ Čelní válcová fréza NEW Novinka Produktivní nástroj pro hrubovací operace! Rozsah použití hrubovacích nástrojů Vysoká ø5 ~ ø63 uhost stroje a obrobku ø25 ~ ø5 ø2 ~ ø25 Nízká Lehké
Odborníci na vrtání se slinutým karbidem
 Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
KATALOG INOVACE. UniDrill. Kopinaté vrtáky s břitovými destičkami. kennametal.com
 KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Nové obráběcí nástroje a řešení 2015.1
 Nové obráběcí nástroje a řešení 2015.1 Vítejte! V tomto vydání vám s hrdostí představujeme dvě zbrusu nové koncepce pro frézování: stopkové frézy CoroMill Plura pro těžké frézování, které nastavily nový
Nové obráběcí nástroje a řešení 2015.1 Vítejte! V tomto vydání vám s hrdostí představujeme dvě zbrusu nové koncepce pro frézování: stopkové frézy CoroMill Plura pro těžké frézování, které nastavily nový
Karbidové vrtáky. Vrtáky SE HPG pro hluboké otvory. Primární aplikace. Vlastnosti a výhody
 Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
OBRÁBĚNÍ A MONTÁŽ. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50%
 NÁSTROJOVÁ OCEL CPM 1 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50% CPM 1 V je nově vyvinutá, extrémně houževnatá nástrojová ocel pro práci za tepla,
NÁSTROJOVÁ OCEL CPM 1 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Mn 0,55 % 4,55 % 1,00 % 2,75% 2,15% 0,50% CPM 1 V je nově vyvinutá, extrémně houževnatá nástrojová ocel pro práci za tepla,
Seřizování nástrojů na CNC EMCO Turn E-120 P
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC EMCO Turn E-120 P Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC EMCO Turn E-120 P Technická univerzita v Liberci
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Zkoušení a dimenzování chladicích stropů
 Větrání klimatizace Ing. Vladimír ZMRHAL, Ph.D. ČVUT v Praze, Fakulta strojní, Ústav techniky rostředí Zkoušení a dimenzování chladicích stroů Ústav techniky rostředí Chilled Ceilings Testing and Dimensioning
Větrání klimatizace Ing. Vladimír ZMRHAL, Ph.D. ČVUT v Praze, Fakulta strojní, Ústav techniky rostředí Zkoušení a dimenzování chladicích stroů Ústav techniky rostředí Chilled Ceilings Testing and Dimensioning
BNC100/ BNC160/ BNC200/ BNC300 Nový
 NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
1 WDX Vysoc I e n v d ý e k x o a n b n l ý e v r D tá ri k ll s VBD 2009/10/01
 1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
EMCO Sinumerik 810 T - soustružení
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: EMCO Sinumerik 810 T - soustružení
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH
 NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
46010486 3-10 0,01 0,01 0,45 A 46045486 5-45 0,01 0,015 0,8 B
 Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.3 SOUSTRUŽNICKÉ NÁSTOJE, UPÍNÁNÍ, OSTŘENÍ A ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední
Highest functionality, best price!
 Magazín dmg mori pro zákazníky a zájemce Journal č. 1 2015 37 č. 1 2015 Soustružnická technologie ECOLINE: ecoturn Frézovací technologie ECOLINE: ecomill, ecomill V a MILLTAP Nejrychlejší a dynamické řídicí
Magazín dmg mori pro zákazníky a zájemce Journal č. 1 2015 37 č. 1 2015 Soustružnická technologie ECOLINE: ecoturn Frézovací technologie ECOLINE: ecomill, ecomill V a MILLTAP Nejrychlejší a dynamické řídicí
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
VYMĚNITELNÉ BŘITOVÉ DESTIČKY S PÁJENÝM PCBN
 VYMĚNITELNÉ BŘITOVÉ DESTIČKY S PÁJENÝM PCBN OBCHODNÍ PARTNEŘI A ZÁKAZNÍCI Jsme potěšeni, že vám můžeme předložit katalog standartních normovaných řezných nástrojů ze supertvrdých materiálů. Zde naleznete
VYMĚNITELNÉ BŘITOVÉ DESTIČKY S PÁJENÝM PCBN OBCHODNÍ PARTNEŘI A ZÁKAZNÍCI Jsme potěšeni, že vám můžeme předložit katalog standartních normovaných řezných nástrojů ze supertvrdých materiálů. Zde naleznete
Strojní, nástrojařské a brusičské práce broušení kovů. Základní metody broušení závitů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Strojní, nástrojařské a brusičské práce broušení kovů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
SILOVÁ POWER CHUCKS SKLÍČIDLA A HYDRAULICKÉ VÁLCE
 SILOVÁ SKLÍČIDLA A HYDRAULICKÉ UPÍNACÍ VÁLCE SILOVÁ POWER CHUCKS SKLÍČIDLA A HYDRAULICKÉ VÁLCE POWER CHUCKS http://www.zjp.cz, e-mail: zjp@zjp.cz, tel.+40 583 41 057, fax +40 583 450 364 95 SILOVÁ SKLÍČIDLA
SILOVÁ SKLÍČIDLA A HYDRAULICKÉ UPÍNACÍ VÁLCE SILOVÁ POWER CHUCKS SKLÍČIDLA A HYDRAULICKÉ VÁLCE POWER CHUCKS http://www.zjp.cz, e-mail: zjp@zjp.cz, tel.+40 583 41 057, fax +40 583 450 364 95 SILOVÁ SKLÍČIDLA