Západočeská univerzita v Plzni - Univerzita třetího věku - ak. rok 2008/2009 Povrchové inženýrství
|
|
|
- Ludmila Bláhová
- před 8 lety
- Počet zobrazení:
Transkript

1 Západočeská univerzita v Plzni - Univerzita třetího věku - ak. rok 2008/2009 Povrchové inženýrství Doc.Dr.Ing. Antonín Kříž kriz@kmm.zcu.cz
2 Povrch je jednou z nejdůležitější i nejcitlivější částí strojní součásti. Jeho výrobě, ale i následnému používání je nutné věnovat odpovídající pozornost. Ačkoliv se povrch při běžné vizuální kontrole zdá být jako ideální rovná plocha, ve skutečnosti tomu tak není. 2/121
3 3/121
4 4/121

5 Levý snímek dokumentuje stav povrchu po běžném broušení. Pravý snímek zachycuje stupeň deformace v souvislosti s obrobeným povrchem. Oba tyto snímky dokumentují celou řadu faktorů, které lze shrnout jedním termínem INTEGRITA POVRCHU 5/121
6 6/121
 plochy obrobené třískově b) plochy dodatečně ovlivněné tlakovou deformací")
7 Charakteristické tvary skutečných profilů drsnosti plch a nosné křivky těchto ploch a) plochy obrobené třískově b) plochy dodatečně ovlivněné tlakovou deformací 7/121

8 8/121

9 Čas jsou peníze 9/121

10 Začátek průmyslové aplikace tenkých vrstev v oblasti řezných nástrojů 1968 CVD depozice vrstvy TiC na řezné destičce ze slinutého karbidu Firma Ceratizit začátek průmyslové aplikace tenkých vrstev konec svobody v ČSSR 10/121

11 Co je to tenká vrstva? Srovnání tloušťek lidského vlasu a vrstvy deponované CVD technologií (u PVD vrstev je tloušťka 1-5µm) 11/121
12 Katalogové vlastnosti vrstev firmy LISS Platit a.s. Povlak Mikrotvrdost Součinitel tření Maximální prac. teplota Barva Materiál Struktura TiN monovrstva ,4 600 zlatožlutá AlCrN monovrstva , modrošedá CrN monovrstva ,5 700 stříbrošedá DLC monovrstva ,1-0,2 350 černošedá TiAlN nanostrukturovaný ,3 900 fialovošedá PKD monovstva ,15-0,2 600 světlešedá TiCN vícevrstvý gradientní ,4 400 modrošedá multi TiAlSiN multivrstva 40(GPa) 0, modrošedá AlTiN monovrstva ,7 800 černo šedá TiCN multivrstva ,4 400 bronzově hnědá 12/121


13 Rozšíření použitelnosti řezného nástroje Vrstvy firmy LISS Platit a.s. Zdroj: Ceme Con, Kunden Magazin fur Beschichtungstechnologie, Science, Nr. 10, Januar /121 Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde Důležité vlastnosti řezného nástroje tvrdost nízký koeficient tření tepelná bariéra


14 Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované tenké vrstvy je třeba chápat jako systém, neboť vrstva pro svoji tloušťku dosahuje společně se substrátem specifických vlastností a chování. Samotné tenké vrstvy mají na rozdíl od objemových materiálů rozdílné vlastnosti a to nejen z důvodů svojí tloušťky, ale i následkem depozičních procesů, které lze označit jako nerovnovážné a iniciující vznik metastabilních fází. 14/121

15 Pro zajištění požadovaných vlastností je nutné věnovat pozornost všem složkám tvořící daný systém Otěruvzdorná vrstva Odolnost proti opotřebení Redukce tření Korozní odolnost Difúzní bariéra Tepelná bariéra Substrát Pevnost Tuhost Geometrie 15/121 Mezivrstva Adheze Bariéra rozvoje trhlin Kompenzace diletace a pnutí Modifikace struktury a morfologie


16 Trendy ve volbě polotovaru Evropští uživatelé nástrojů jsou velmi konzervativní, Češi zdrženliví Slinuté karbidy 16/121

17 Volba polotovaru Nástrojová ocel Slinutý karbid Cermet Keramika Klasická HSS ocel 350 Kč/kg 17/121 Slinuté karbidy Cermety Prášková HSS ocel 800 Kč/kg

18 Substrát základní materiál Vlastnosti materiálu Slinutý karbid Jemnozrnnost, chemické složení, vhodnost k depozici Zabránění šíření trhliny ve slinutých karbidech řeší firma Tungaloy vhodnou strukturou 18/121 Zdroj: Tungaloy Co., Ltd.,

19 Volba polotovaru slinutý karbid Jaké chemické složení, jakou zrnitost? Ne každá sorta SK je vhodná pro zvolenou depozici! TSF 19/121 TSM P- skupina

20 Kvalita polotovaru Karbidické vycezeniny kalící trhlina - problém při tepelném zpracování 20/121

21 Kvalita tepelného zpracování Nástrojové oceli je třeba pro dosažení požadovaných vlastností tepelně zpracovat. V případě takto zničené oceli nelze provést žádnou opravu než nástroj poslat do šrotu. Je důležité používat takové oceli, které UMÍ kalírna tepelně zpracovat problémové jsou kobaltové oceli 21/121
22 Geometrie nástroje často opomíjený faktor ostatní kombinace 50% řezné materiály 19% geometrie řezných nástrojů 1% tenké vrstvy 30% Rozdělení hlavních nároků patentových přihlášek v oboru řezných nástrojů v Německu. r Zdroj: Evropský patentový úřad Mnichov 22/121

23 Změna geometrie nástroje způsobila výrazné zlepšení trvanlivosti 23/121 Zdroj: Ceme Con, Kunden Magazin fur Beschichtungstechnologie, Tools, Nr. 21, May 2004

24 Makrogeometrie břitu řezného nástroje Varianty makrogeometrie břitu nástroje /121
25 Geometrie nástroje by se měla měnit i podle nadeponované vrstvy TiAlN TiAlSiN TiAlN s kluznou vrstvou /121
26 Porovnání variant geometrií Nástroj číslo Varianta I. Varianta II. Varianta III. Opotřebení 1,77 1,69 1,92 Vzhled povrchu 2,15 2,46 1,54 Otřepy 1,46 1,08 2,38 Průměr 1,79 1,75 1,95 Pořadí /121

27 Při návrzích geometrie je třeba využívat všech dostupných možností a znalostí Mezi takové patří také počítačové modelování řezných procesů 27/121

28 Vedle geometrie je důležité i správné ostří a stav povrchu Břit nástroje Pevně uchycené nečistoty na povrchu mohou způsobit problémy s adhezí tenké vrstvy. Problémy s adhezí mohou nastat také v případě nevhodného stavu řezné hrany. Vrstva musí být k substrátu pro dosažení dobrých vlastností dobře zakotvena. 28/121

29 Nejen defekty před depozicí chyba u výrobce nástrojů, ale také nesouvislá vrstva na plochách a břitu mají za následek degradaci požadovaných vlastností. 29/121

30 Předdepoziční úprava může něco vylepšit, ale velké defekty neopraví! PŘED 30/121 PO OMLETÍ


31 Volba vrstvy Je podle čeho vybírat? Není to cesta do neznáma? 31/121

32 U některých zákazníků je důležitá barva nástroje 32/121

33 Zákazník byl nespokojen s kvalitou vrstvy kvůli její barvě a nedával ji v provozu žádnou šanci. Byla nadeponována povrchová vrstva TiN a vše bylo v pořádku Koncepce vrstvy MARWIN SI SHM Šumperk 33/121

34 Až když barva nástroje vyhovuje, pak se teprve testuje Na zlaté zbarvení reagují naše smysly příznivěji než na ostatní barvy 34/121

35 Co všechno může depoziční proces změnit? Negativně Pozitivně 35/121
36 Při depozici nesmí dojít k degradaci vlastností substrátu W Ti Co C Úbytek kobaltu Změna obsahu uhlíku na povrchu substrátu následkem nevhodných parametrů CVD depozice (častý proces u TiCN) N Al Změna obsahu kobaltu na povrchu substrátu následkem nevhodných parametrů PVD depozice - iontového čištění 36/121

37 Substrát základní materiál Vlastnosti materiálu Rychlořezná ocel Kvalitní materiál je nutnou Depozicí vrstvy nesmí dojít k popuštění materiálu podmínkou pro kvalitní nástroj deponovaná vrstva nemůže zachránit materiálové prohřešky! 37/121
38 Základní depoziční technologie CVD: TiN, TiCN, Al2O3,.. DLC PVD: TiN, TiCN, TiAlN,AlTiN, TiAlSiN, TiB2, CrN, CrAlSiN, WC/C, MoS2, PLC, Vrstvy aplikované na nástrojích z RO Ostatní vrstvy Podíl [%] TiCN TiAlN TiN Rok 38/

39 Základní depoziční procesy 1050 C 950 C Chemical Vapor Deposition CVD 750 C 10µm CVD 10µm PVD Plasma Assisted Chemical Vapor Deposition PACVD 500 C Physical Vapor Deposition PVD 300 C 39/121

40 Depoziční procesy Vlastnosti vrstvy Adheze 1050 C 950 C Teplotní stabilita CVD 750 C PACVD 500 C PVD 300 C 40/121 Pnutí
41 Odborná literatura věnuje oběma technologiím stejnou pozornost 5000 Publikace CVD PVD Časový průběh výzkumných prací zabývající se CVD/PVD technologií Klíčová slova: CVD / PVD, coatings, wear, tool, tribology Období je předpokládaný stav Zdroj: COMPENDEX, METADEX, CHEM. ABSTRACTS 41/121

42 CVD Chemical Vapor Deposition Lom vrstvy od firmy Ceratizit Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde 42/121 Depoziční zařízení ve firmě Ceratizit
 DC Stromversorgung Gasflussmessung und Regelung 10µm Magnetron Kathode Magnet A1/57/4 Turbomolekular")
43 PVD depozice Magnetronové naprašování SubstratStromversorgung N2 Werkstücke C2H2 etc. Plasma Ar Schichtdicken Messgerät (Schwingquarz) DC Stromversorgung Gasflussmessung und Regelung 10µm Magnetron Kathode Magnet A1/57/4 Turbomolekular Pumpstation Obloukové odpařování katody Makročástice 5 µm 43/121

44 Vývoj progresivních depozičních zařízení Původní zařízení firmy SHM pracovalo pouze s centrální dutou katodou Schéma depozičního zařízení s dutými katodami 44/121

45 Vývoj progresivních depozičních PVD procesů u firmy PIVOT obloukové odpařování katody PLATIT - π80 LARC : LAteral Rotating ARC-Cathodes CERC : CEntral Rotating ARC-Cathodes 45/121
46 Typy vrstev: akte ha r ho c by ové z iont ní va nota valent ko Druhy vazeb Ho d Monovrstva Monovrstva s adhezní vrstvičkou Gradientní vrstva Sendvičově řešená vrstva Nanostrukturovaná vrstva Nanokompozitní vrstva KOVALENTNÍ VAZBA C AlN ru SiC Ho Si3N4 Tenké vrstvy velmi často neodpovídají nejen vlastnostmi, ale i svými vazbami objemovým TiC TiB2 Al2O3 materiálům. Následkem nerovnovážných TiN ZrO2 WC depozičních procesů vznikají tyto HETEROmetastabilní fáze. POLÁRNÍ KOVOVÁ Příkladem je TiN, která má dle řady (IONTOVÁ) VAZBA VAZBA autorů, i jistý stupeň kovové vazby, přičemž objemový materiál se vyznačuje Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde vysokým stupněm iontové vazby. dno har oc tníh zby l en ova é va ta k iontov er akt u
47 Klasická struktura vrstvy Rok: 1968 Jedna vrstva Monovrstva Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde 47/121
48 Klasická struktura vrstvy 70. léta Monovrstva s adhezní vrstvičkou Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde 48/121
49 Moderní struktura vrstvy 80. léta 49/121 Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde Gradientní vrstva

50 Moderní struktura vrstvy Monovrstva 50/121 Monovrstva s adhezní vrstvičkou 80. léta Zdroj: Martin Kathrein, Aktuelle Entwicklungen in der Hartmetallbeschichtung, Hartmetallbeschichtung, Ceratizit - Seminarkunde Gradientní vrstva

51 Moderní struktura vrstvy Sendvičově řešená vrstva Skladba vrstvy Část výbrusu kaloty 51/121

52 Moderní struktura vrstvy - Nanostrukturované vrstvy Nanovrstevná struktura Substrát 100 nm Zdroj: Pavel Holubář, Nová průmyslová technologie povlakování Přednáška Vrstvy a Povlaky /121 Schématický postup šíření trhliny multivrstevným systémem
![Supermřížka nanovrstvy Příklad nárůstu tvrdosti pomocí řízené periody vrstev 50 nanotvrdost; [GPa] 40 TiN-CrN](/docs-images/56/39771960/images/53-0.jpg "AlN 30 TiN-CrN 20 7 nm 10 0 1 Zdroj: Nortwestern University, IL, USA 10 100 perioda nanovrstev [nm] 1000")
53 Supermřížka nanovrstvy Příklad nárůstu tvrdosti pomocí řízené periody vrstev 50 nanotvrdost; [GPa] 40 TiN-CrN AlN 30 TiN-CrN 20 7 nm Zdroj: Nortwestern University, IL, USA perioda nanovrstev [nm] /121

54 Nanokompozitní struktura; nc- (Ti1-x Alx)/aSi3N4 Model TEM obrázek monovrstvy nc-kompozitu Source: S. Veprek, TU München Zdroj: S. Veprek, TU Mnichov Nanorozměrové krystaly AlTiN jsou vsazeny do matrice Si3N4 54/121 Zdroj: S. Veprek, TU Mnichov Měřeno v EPF, Lausanne
![Tvrdost [GPa] Tvrdost Zdroj: Cselle Tibor, přednáška Quo Vadis Coating, Vrstvy a Povlaky 2004](/docs-images/56/39771960/images/55-0.jpg "Nedeponované TiN SK TiAlN AlTiN TiAlSiN Zvýšení mikrotvrdosti aplikací progresivních tenkých vrstev")
55 Tvrdost [GPa] Tvrdost Zdroj: Cselle Tibor, přednáška Quo Vadis Coating, Vrstvy a Povlaky 2004 Nedeponované TiN SK TiAlN AlTiN TiAlSiN Zvýšení mikrotvrdosti aplikací progresivních tenkých vrstev TiAlSiN 55/121

56 naco nanokompozit založený na bázi Ti. nc-altin / a-si3n4 Největší novinka roku 2005 v oblasti průmyslové aplikace tenkých vrstev na řezných The Camel-Curve : Nanocomposite Structure Eliminates nástrojích je Disadvantages of Conventional Coating nacro : Nanocomposite: (nc-alcrn)/(a- Si 3N4) nacro.. nanokompozit založený na bázi Cr nc-alcrn / a-si3n4 AlCrN 56/121 Zdroj: Cselle Tibor, přednáška Quo Vadis Coating, Vrstvy a Povlaky 2004
 Al kdy převažuje hexagonální mřížka Z rn 3 3,4 H fn 2 1,2 Ref.: ISIJ International 38, 925-934 (1998) Hardness0.")
57 Vliv množství hliníku na vznik hexagonální strukturní mřížky B ase m a x. A ln c C rn 7 7,2 VN 7 2,4 T in 6 5,3 W N 5 3,9 N bn 5 2,9 Množství (atomární) Al kdy převažuje hexagonální mřížka Z rn 3 3,4 H fn 2 1,2 Ref.: ISIJ International 38, (1998) Hardness0.07 [GPa] T 25[ C] AlCrSiN AlTiSiN Zdroj: Ceme Con, Kunden Magazin fur Beschichtungstechnologie, Tools, Nr. 17, September / Al [at%]

58 Teplotní přetížení nástroje častá příčina jeho poškození Vrstvy jako např. Al2O3 popř. AlTiN vytváří účinné tepelné bariéry Lavinovitý otěr nástroje následkem tepelného i mechanického přetížení Rozdělení odváděného tepla v závislosti na řezné rychlosti při obrábění oceli 58/121

59 Odolnost proti oxidaci u vrstev s obsahem Al 900 C vzduch, 60 min TiN AlTiN 60%Al 59/121 TiAlN TiAlSiN

60 CVD depozice vrstvy TiN+ Al2O3+TiN Substrát ultrajemný SK TiN DS* α-al2o3 Ti(C,N,O) MT-Ti(C0,47,N0,53) TiN Sandvik GC /121 Při svém pracovním pobytu ve firmě Ceratizit (Rakousko) jsem měl za úkol sledovat trvanlivost VBD nejen jejich produkce, ale i konkurenčních společností, mezi nimiž právě Sandvik vykazoval velmi dobré výsledky. Vedle trvanlivosti jsem sledoval z metalografických výbrusů, tak i z fraktografického pozorování, skladbu vrstev. Celkem jsem takto zanalyzoval 9 konkurenčních a 9 vlastních systémů.

61 Další trendy depozic Depozice řezné keramiky CVD depozice vrstvy Ti(C,N)+ Al2O3+TiN Substrát neoxidická keramika Si3N4 Lom systému a hloubkový koncentrační profil analýzy GD-OES na povrchu je nepatrná vrstva TiN, následuje šedivá Al2O3 a TiCN 61/121
62 Frikční vrstvy sp Ternární fázový diagram vazeb u a C:H. Srovnání koef. tření PIN (kulička) Al2O3 Srovnání - "PIN - on - DISC" ball Al2O3 1,1 MoS2 AlTiN Vrstva na bázi uhlíku 1,0 AlTiN 0,9 0,8 koef. tření 0,7 0,6 0,5 0,4 MoS2 Vrstva na bázi uhlíku 0,3 0,2 Krystalografická mřížka MoS2 62/121 0,1 0,0 0,00 0,05 0,10 0,15 0,20 Dráha v km 0,25 0,30 0,35
 TiAlSiN-alfa (v=52,62,73,80 m/min) TiAlSiN-beta (v=57,67,75,87 m/min) 250 Ra Trvanlivost T (min) 200 150 100 50 0 40 50 60 70 80 Řezná rychlost v (m/min) Ekonomická")
63 V minulosti byla hlavní pozornost věnována ekonomice obrábění Hodnoty trvanlivosti T při limitním opotřebení VB=0,3 mm SK (v=38,52,63,80 m/min) TiN (v=54,64,72,80 m/min) TiN-TiP (v=50,60,70,80 m/min) TiAlN-AlP (v=48,57,68,77 m/min) TiAlSiN-alfa (v=52,62,73,80 m/min) TiAlSiN-beta (v=57,67,75,87 m/min) 250 Ra Trvanlivost T (min) Řezná rychlost v (m/min) Ekonomická stránka je samozřejmostí, hlavní trend vývoje bude sledovat kvalitu, ekologický dopad a snadnou obnovitelnost nástrojů. 63/121
 - Obrábění s minimálním množstvím procesní kapaliny (ekologie, cena, starosti s recyklací a skladováním) - Reprodukovatelnost výsledků alespoň z 80% - Odstranění starých vrstev z")
64 Trend vývoje požadavek na moderní nástroje s progresivními vrstvami: - Větší trvanlivost nástroje (využití v hromadné výrobě, automaty) - Obrobený povrch s vyšší kvalitou (lepší povrch při stejné ceně vyšší kvalita) - Obrábění s minimálním množstvím procesní kapaliny (ekologie, cena, starosti s recyklací a skladováním) - Reprodukovatelnost výsledků alespoň z 80% - Odstranění starých vrstev z nástrojů SK bez nutnosti následného přeostření 64/121
![Vyplatí se depozice řezných nástrojů? Ceny dle firmy Hofmeister s.r.o. Odvrtaná délka; Lf [m] 50 0 Bez vrstvy TiN TiAlN 65/121 TiN Přeostřeno a deponováno 7.4 Přeostřeno 27 10.](/docs-images/56/39771960/images/65-0.jpg "8 Přeostřeno a deponováno 28 4.")
65 Vyplatí se depozice řezných nástrojů? Ceny dle firmy Hofmeister s.r.o. Odvrtaná délka; Lf [m] 50 0 Bez vrstvy TiN TiAlN 65/121 TiN Přeostřeno a deponováno 7.4 Přeostřeno Přeostřeno a deponováno Bez vrstvy 50 45,- Kč /1m odvrtané délky Depozice 10 Přeostřeno+přepovlakováno 51 Přeostřeno 20 přeostřeno Depozice ,- Kč /1m odvrtané délky 40 Povlakovaný nástroj 288,- Kč /1m odvrtané délky Bez PVD 78,- Kč /1m odvrtané délky Bez Multivrstva TiAlN vrstvy Mat: 38MnV35 - Rm=800 N/mm 2 - Emulsion 7% K40UF - d=12.6mm - ap=13,5mm - vc=78 m/min - f=0.25 mm/u Quelle: DC, Stuttgart, Gühring, Sigmaringen

66 České firmy zabývající se depozicí tenkých vrstev Depozice se v praxi neřídí jen podle jasných výsledků, ale velký vliv má i odběratel, značnou roli hraje čas, kterého se na konci výrobního procesu nedostává, ale také konzervativní přístup neumožňující rychlé prosazení nových trendů. 66/121

67 Podle jakých kritérií rychle a levně poznat špatnou vrstvu? Testování vzorků zkušební vzorek Stanovení tloušťky vrstev Tribologické analýzy Analýza GD-OES hloubkové koncentrační profily Mikrotvrdost systému tenká vrstva-substrát Adhezivně-kohezivní chování systému tenká vrstva-substrát a) vnikací metoda b) scratch test Zkoušky o vyšší teplotě Povrchové kontaktní zkoušky Impact test 67/121
 14,381 Lmax- maximální zatížení indentoru hf - hloubka")

68 Jaká zkouška dává důvěryhodné poznatky? 20,381 hmax- maximální hloubka proniknutí indentoru 18,381 16,381 Zatížení (N) 14,381 Lmax- maximální zatížení indentoru hf - hloubka proniknutí indentoru po odlehčení S- sklon (směrnice) počátečního úseku odlehčovací křivky 12,381 Odlehčení S Lmax 10,381 8,381 Zatížení hmax 6,381 4,381 hf 2,381 0,381 0,009 0,019 0,029 0,039 0,049 0,059 0,069 0,079 0,089 0,099 0,109 0,119 0,129 0,139 0,149 Ta, která se nejvíce přiblíží praxi a odhalí nejrychleji závadu a příčinu nefunkčnosti popř. další využití systému. Hloubka průniku (µ m)

69 Spojitost mezi laboratorními analýzami a technologickou zkouškou trvanlivosti ostří při obráběcím procesu 69/121

70 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti nezastupitelné místo v oblasti jejich hodnocení. Nevýhodou těchto technologických experimentů je vysoká časová a finanční náročnost. Proto se hledají možnosti, jak nahradit tyto technologické zkoušky jednoduššími a rychlejšími laboratorními testy, které odhalí užitné vlastnosti použitých systémů tenká vrstva-substrát. 70/121 3

71 Tenké vrstvy mají za úkol zabránit předčasnému poškození břitu Z tohoto důvodu se požadují specifické vlastnosti tenkých vrstev, jejichž projevy je nutné ohodnotit právě v souvislosti s požadavky kladenými na systém tenká vrstva-substrát. 71/121

72 Stanovení tloušťky vrstev xy a 2R 72/121
 Kalota - vrstva TiAlSiN 73/121")
73 Ze stavu kaloty lze také rozpoznat adhezivně-kohezivní vlastnosti Kalota - vrstva TiN Kalota - vrstva TiAlN (naco) Kalota - vrstva TiAlSiN 73/121

74 Fraktografické sledování systému tenká vrstva-substrát -196 C 74/121

75 Vrstva TiAlSiN 75/121

76 Analýza GD-OES hloubkové koncentrační profily Kráterový jev iniciovaný nerovnoměrným rozložením doutnavého výboje 76/121

77 Ovlivnění výsledků kráterovým jevem Hloubkový koncentrační profil 77/121 Multivrstva TiAlSiN

78 Degradace substrátu odhalená metodou GD-OES W Ti N Al 78/121 C Co
79 Nanoindentační měření S ohledem na tloušťku tenkých vrstev je nutné volit zátěž v desítkách mn. Hloubka průniku indentoru musí být max. 7krát menší než je tloušťka vrstvy. Tento poměr zajistí, že hodnota nanotvrdosti nebude ovlivněna podkladovým materiálem substrátem. Při malých zátěžných silách se negativně projevuje drsnost povrchu popř. nečistoty a makročástice. Z tohoto důvodu je doporučeno měřit mikrotvrdost na pokraji kaloty. 79/121

80 Další vlastnosti zjištěné měřením nanotvrdosti systému tenká vrstva - substrát L Hf > Hs F Vrstva Hf h Podložka Hs Ovlivněná oblast t Oblast přetvoření plastického Elastická deformace Plastická deformace Plastická Elastická h Zdroj: Ladislav PEŠEK, NOVÁ ISO NORMA NA STANOVENIE MECHANICKÝCH VLASTNOSTÍ POVLAKOV POMOCOU INŠTRUMENTOVANEJ INDENTAČNEJ SKÚŠKY TVRDOSTI, Vrstvy a Povlaky Místo vhodné pro umístění vtisků 80/121
81 12 Elas tická energie [nj] Energie spotřebovaná na deformace Plas tická energie [nj] 10 HIT [GPa] 45 4,52 4,616 3,777 3,666 3,145 3,656 3,004 39, , [GPa] Energie [nj] 8 Indentační mikrotvrdost 4 5,48 5,265 5,304 5,375 5,81 5,898 5,762 26,1 35,3 32,3 35,2 24, TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) TiN (20 C) ,7 TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C) Podíl Wr/We 82, , ,2 63,4 54, , /121 TiN (20 C) TiN (400 C) TiAlSiN (20 C) TiAlSiN (400 C) naco (20 C) naco (400 C) naco (800 C)


82 Adhezivně-kohezivní chování systému tenká vrstva-substrát Vnikací metoda Původní hodnocení Upravené hodnocení 82/121

83 Využití obrazové analýzy ke kvantifikaci adhezivně-kohezivních vlastností F = 1492 N hloubka vtisku = 92,5 μm K5/A3 83/121

84 Vrstva TiN K1/A6 Vrstva TiN II K1/A1 Vrstva TiAlSiN K5/A3 84/121 Vrstva TiAlN K2/A5 Vrstva TiAlSiN multivrstva K2/A4

85 Scratch test vrypová zkouška 85/121

86 Druhy porušení, které jsou pozorovány při vrypové zkoušce závisí na vlastnostech jak samotného substrátu tak i vrstvy. Pokud je vrstva velmi měkká v porovnání se substrátem, dojde v rámci vrstvy ke značné plastické deformaci a kritické zatížení Lc může být definováno jako zatížení, při kterém byla vrstva odtržena a došlo k odhalení substrátu. Pro tvrdé vrstvy na měkčím substrátu porušení odlupováním a vrásněním vyplývá z odtržení rozhraní, ale může být pozorována oblast dalších trhlin a deformovaných oblastí. U tvrdých vrstev na tvrdých substrátech může být pozorováno vylamování (štěpení). Jen několik z mnoha typů porušení, která se objevují během vrypové zkoušky, má přímou souvislost s kvalitou adhezního spojení. Ostatní typy porušení jsou výsledkem plastické deformace substrátu či štěpení vrstvy v sobě samé. Totální odhalení substrátu Ls ~ 56N 86/121
87 Hlavním problémem metody scratch test je nalezení vztahu mezi naměřeným kritickým zatížením a skutečnou hodnotou adheze, tj. energií nutnou k vytvoření trhliny na rozhraní vrstva substrát. Proto nelze přímo srovnávat velikost adheze pro vrstvy různého složení s různou tloušťkou deponovaných na různých substrátech. Kritické zatížení většinou vzrůstá s rostoucí tvrdostí vrstvy, s rostoucí tvrdostí substrátu a poklesem modulu pružnosti, s poklesem koeficientu tření, s růstem napětí ve vrstvě, se snižováním drsnosti substrátu a s růstem tloušťky vrstvy. Tuto hodnotu lze určit vyhodnocením zaznamenaných závislostí signálů akustické emise a frikčního koeficientu na hodnotě působící normálové síly. Hlavní typy porušení v závislosti na vlastnostech substrátu a vrstvy 87/121

88 Vliv předdepoziční úpravy substrátu Vrstva TiAlN + DLC Otryskání Porušení při kritickém zatížení LC2 ~ 36N Substrát - beze změny Omletí ve speciálním brusném médiu Porušení při zatížení ~ 30N Porušení při zatížení ~ 28N 88/121

89 Tribologické vlastnosti Pin-on-Disc Metoda: Pin-on-Disc Zatížení: 1-10N Poloměr: Rychlost otáčení 10 až 500 ot./min. Materiál kuličky: ocel, Si3N4, ZrO2, Al2O3,WC , , , , , , , , , , , , , , ,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 0, Koeficient tření Tribologický záznam Vzdálenost [km] 89/121

90 Jaký je v publikacích uváděn koeficient tření? S 90/121 ký c ti a t Dynamický
91 Měření koeficientu tření Prudké změny v třecí síle mohou být způsobeny změnami reálné kontaktní síly Fn Změny v třecí síle? 1,0 0,9 Koeficient tření 0,8 0,7 0,6 0,5 0,4 0,3 0,2 Jaká hodnota koeficientu tření je ta správná? 0,1 0,0 0,00 0,01 0,01 0,02 Dráha 91/121 0,02 0,03 0,03
92 Měření koeficientu tření Kontaktní síla Reálný vztah mezi kontaktní silou a silou frikční Frikční síla (koreluje s kontaktní silou) Koeficient tření založený na poměru třecí síly a skutečného zatížení Koeficient tření vycházející z poměru třecí síly a nominálního zatížení μ= okamžitá frikční síla/okamžité zatížení μ= okamžitá frikční síla/nominální zatížení Rozdíl mezi okamžitou a nominální zátěžnou silou při výpočtu μ 92/121
93 Vliv drsnosti na koeficient tření Kine tick ý k. tř e ní př i r ůzné dr s nos ti 0,62 0,62 0,61 Koef. tření 0,61 0,60 0,60 0,59 0,59 0,58 0,58 Ra = 6,23 Ra = 4,53 Vliv drsnosti povrchu na kinetický koef. tření. V obou případech byly nastaveny shodné parametry včetně zvoleného materiálu. Vzorky se lišily pouze v drsnosti povrchu. 93/121

94 Měření opotřebení Pro výpočet některých veličin charakterizujících odolnost vrstvy vůči opotřebení, jako je např. koeficient opotřebení, je nutné znát hloubku a reálný reliéf stopy opotřebení. Nejčastěji se hloubka stopy určuje pomocí dotykového profiloměru. Profily se měří v několika místech stopy. Snadno může dojít ke zkreslení výsledků 0,81µm Záznam z profiloměru neodpovídá skutečnému opotřebení Patrné odhalení substrátu, tloušťka tenké vrstvy 4µm Z těchto důvodů bylo potřeba vybrat metodu jinou než-li konvenční dotykový profilometr 94/121
95 Měření opotřebení Metoda Výhody Váhy Levné a jednoduché Dotyková profilometrie Jednoduché, relativně rychlé Dostáváme informace pouze z jednotlivých úseček, malá přesnost Laser scanning profilometry Velmi přesné a relativně rychlé Nákladné Optická profilometrie Jednoduché, rychlé Nelze pro složité tvary On-line měření vzdálenosti mezi ramenem a vzorkem Umožňuje souvisle zaznamenávat změny Nevýhody Data jsou ovlivněna transferovým materiálem Změna nemusí vždy odpovídat změně opotřebení Ve spolupráci s výzkumným centrem FORTECH využíváme k měření tribologické stopy laserový konfokální mikroskop Olympus LEXT /121


96 Metodika měření opotřebení Důležité je správné nastavení tzv. zlomku měřené délky. Čím kratší bude zlomek délky, tím se bude celková měřící délka prodlužovat a blížit se ke skutečnému profilu. 96/121

97 Další možnost využití přístroje PIN-on-DISC Pro co nejvěrnější přiblížení se k procesu obrábění byla odzkoušena metodika, kdy DICC představuje obráběný materiál a přitlačované PIN tělísko má funkci nástroje a smýká se po materiálu. Pomocí této konfigurace je možné dosáhnout podmínek obdobných jako na hřbetu nástroje. Testovaný systém Smýkající se hrana Stopy na obrobené ploše 97/121
98 Fretting test Frikční vlastnosti mohou také být ověřovány tzv. fretting metodou. Principem metody je prolešťování vrstvy kuličkou nebo hrotem pohybujícími se nízkofrekvenčními kmity. Přímým výstupem měření je průběh koeficientu tření (tzv. fretting koeficientu) v závislosti na počtu cyklů. Úkolem tenkých vrstev u fretting kontaktů je zvýšení povrchové elasticity a/nebo snížení tření, snížení povrchového pnutí, zvýšení povrchové tvrdosti, snížení iniciace trhlin a jejich šíření nebo zvýšení inertnosti povrchu a tím snížení možnosti nežádoucích chemických reakcí. 98/121

99 Fretting tester 99/121

100 Praktický příklad TiN 500 cyklů, zatížení 1N, PIN cyklů, zatížení 2N, PIN Si3N4 test Materiál PIN tělíska Zatížení počet cyklů 1 ocel N Si3N4 2N Si3N4 10N Si3N4 10N 2500 Parametry Fretting testu 100/ cyklů, zatížení 10N, PIN Si3N cyklů, zatížení 10N, PIN Si3N4
101 Fretting test 5000 cyklů; zatížení 11,4N; PIN tělísko - karbid wolframu 0,7 0,6 koeficient tření 0,5 TiAlSiN 0,4 TiAlN+DLC 0,3 TiALN 0,2 0, cykly 101/

102 Vrstva TiAlSiN 102/121 PIN tělísko - karbid wolframu Vrstva TiAlN + DLC Vrstva TiAlN
103 Porovnání fretting testu s PIN-on-DISC testem 5000 cyklů, PIN karbid wolframu Fretting test PIN-on-DISC Vrstva Zatížení [N] - F Koef. tření F Zatížení [N] - T Koef. Tření T Odhalení substrátu F Odhalení substrátut TiAlSiN 11,4 0, ,56 lokální lokální TiAlN 11,4 0,4-0,6 10 0,6 totální nenastalo TiAlN +DLC 11,4 0, ,11 nenastalo nenastalo 103/121

104 Impact test Pro testování je nejčastěji zvoleno při zátěžných silách F= 2 N a F= 5 N (při dopadové výšce 10 mm odpovídá dopadové energii E= 0,044 J a E= 0,074 J). Počet úderů je nastaven jednak dle zátežné síly a také dle procesu, který sledujeme. Nejčastěji je voleno 1000; 25000; 5000; S ohledem na frekvenci jeden úder za sekundu je na tomto přístroji volen menší počet úderů. 104/121

105 Impact tester nové konstrukce Indukční impact tester řízený programem z počítače (autor Ing. J. Šimeček). Frekvence úderů až 40 Hz, prozatím testováno 14 Hz. Síla úderu od 10N do 1500N. V současné době probíhá další inovace přístroje tak, aby bylo možné získat data umožňující zjistit kontaktní únavu, zpevnění materiálu a identifikovat rozvoj trhlinek. 105/121

106 U impactových kráterů se vyhodnocuje nejen jejich povrchová morfologie, ale i materiálové informace získané z příčných výbrusů provedených impactovým kráterem, jako je průběh zpevnění pod kráterem, či strukturní změny vyvolané v materiálu v důsledku lokální deformace. V ideálním případě lze u impactových kráterů vytvořených ve vrstvách rozeznat 3 oblasti lišící se mechanismem porušení. 106/121 Impactový kráter u TiAlN multivrstvy úderů, zatížení 30N.

107 Morfologický vývoj impactního kráteru u Cr-DLC vrstvy v závislosti na počtu úderů d5000=1,6 µm, d10000=1,8 µm, d13000=3,2 µm, d14000=10,2µm [Ing. Šimeček] 107/121

108 Sklon úhlu, který svírá vzorek se směrem dopadající kuličky umožňuje vyvodit dva druhy sil normálovou a tečnou. Impact tester umožňující naklopení vzorku může napodobovat zatížení řezného nástroje např. frézy, která zajíždí pod určitým úhlem do obráběného materiálu. 108/121
 1000, b) 2500, c) 5000 úderech")
109 Impactové krátery Vrstva TiN 20 C, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech Vrstva TiAlN, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech 109/121

110 Speciální zkoušky odpovídající určité aplikaci Tribologická zkouška za rotace Rychlost rotace polypropylenového tělíska 3000 ot./min. Test byl rozdělen na několik časových úseků po 5.,15.,30.,60. a 90. minutě. 110/121 Detail stopy vzorku bez vrstvy s vyznačením jednotlivých druhů opotřebení po 30 minutách testu

111 Stopa opotřebení vzorku bez vrstvy po 90 min. testu. Záznam byl proveden pomocí konfokálního mikroskopu. Stopa opotřebení vzorku s vrstvou TiAlN+DLC po 90 min. testu. Záznam byl proveden pomocí konfokálního mikroskopu. Při tribologickém testu za rotace testu se potvrdil velmi důležitý poznatek: skleněná vlákna, která jsou chaoticky umístěna v polypropylenu, neovlivňují výrazně mechanismus poškození povrchu. V žádném sledovaném případě nebyly shledány výrazně degradující stopy po abrazivním opotřebení. 111/121

112 Sledování poškození vrstvy, jejíž celistvost je narušena sítí definovaně vytvořených rýh, v důsledku odtrhnutí navařené vrstvy polypropylenu. F Vzorek s vrstvou Mřížka tvořená vrypy (pomocí scratch testu) 112/121

113 Teplotní zatížení nástroje v peci s oxidační atmosférou a při teplotě 800 C. 113/121

114 Speciální zkoušky vycházející z technologických zkoušek Vyhodnocení řezných sil, chvění, akustického signálu a teplot při soustružení Termovizní systém ThermaCAM SC2000 Spektrální hlukoměr CNC soustruh Dynamometr Kistler 114/121 Měřicí aparatura pro sledování vibrací
115 Vzájemná korelace výsledků z měření při obrábění umožňuje získat další poznatky o chování a vlastnostech systému tenká vrstva-substrát 50 0,00 0:050:06 0:300:31 0:580:59 1:051:06 1:301:31 1:581:59 2:052:06 2:302:31 2:282:59 3:053:06 3:303:31 3:583:59 f [Hz] Multispektrální analýza hluku Čas soustružení [min:sek] Průběh řezných sil 800 Vrstva č. 4 0, , , ,15 T ( C) Intenzita U [V] , , , Fy Fz Fx Síla [N] 800, , , , ,00 31,5 Hodnota akustického tlaku [db] TiAlSiN 0,1 T brit max ( C) T brit avg ( C) T triska max ( C) , Měření Průběh intenzity vibrací 115/ t (min) Teplotní průběh na povrchu ostří a v třísce 4

116 Další hodnocené faktory při technologických zkouškách Jakost obrobené plochy Tvar třísek Složky řezného odporu Kroutící moment Řezná síla děr 8 Fx[N] Mk [Nm] Počet děr Počet děr 293 děr 116/121

117 Využití konfokálního scanovacího laserového mikroskopu Konfokální mikroskop Olympus LEXT OLS3000 Stav povrchu s tenkou vrstvou vytvořený metodou ARC - PVD 117/121 Lomová plocha poškozeného nástroje

118 Měření hloubky tribologické stopy a sledování stavu poškozeného povrchu 118/121

119 Využití konfokálního mikroskopu při dokumentaci opotřebení nástroje ŘEM Konfokální mikroskop 119/121

120 Stále jsme na startovní čáře a stále nějaký závod začíná. Mnohdy jsme v pozici malého dítěte, který jde cestou pokus omyl. 120/121

121 Závěr Tenkou vrstvu ve spojení s nástrojem lze považovat za citlivý systém, kdy mnoho faktorů spolurozhoduje o konečných užitných vlastnostech. Aby vše správně fungovalo je třeba hledat vzájemné vazby. Tyto vazby lze vytvořit pouze za předpokladu, že je profesionální přístup dodavatele polotovaru, výrobce nástrojů, zkušebních laboratoří, výrobců tenké vrstvy a konečného uživatele. Mnohdy se společné zájmy těchto subjektů vytváří dlouhou dobu a musí být založeny na profesionalitě, důvěře a komunikaci. Depozice vrstvy 121/121 Vývoj vrstvy a její testování Uživatel nástroje Výrobce nástroje
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Vstupní přednáška pro problematiku: Nástrojové oceli Slinuté karbidy Depozice tenkých vrstev Předmět SMA Doc.Dr.Ing. Antonín Kříž 3/37 Čas jsou peníze 4/37 Systém tenká
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH
 Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
Západočeská univerzita v Plzni SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH Antonín Kříž Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Tento příspěvek vznikl na základě řešení
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE?
 NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
NÁSTROJ NEFUNGUJE, KDO ZA TO MŮŽE? Příspěvek je ve sborníku na str. 67-72, přednáška na www.ateam.zcu.cz Antonín Kříž 3/37 4/37 Čas jsou peníze Systém tenká vrstva-substrát Vrstva Rozhraní Substrát Deponované
Nové trendy vývoje tenkých vrstev vytvořených PVD a CVD technologií v aplikaci na řezné nástroje Antonín Kříž
 Nové trendy vývoje tenkých vrstev vytvořených PVD a CVD technologií v aplikaci na řezné nástroje Antonín Kříž TATO PŘEDNÁŠKA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
Nové trendy vývoje tenkých vrstev vytvořených PVD a CVD technologií v aplikaci na řezné nástroje Antonín Kříž TATO PŘEDNÁŠKA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY.
Tenké vrstvy nitridů kovů výroba, aplikace, vlastnosti
 Tenké vrstvy nitridů kovů výroba, aplikace, vlastnosti Začátek průmyslové aplikace tenkých vrstev v oblasti řezných nástrojů 1968 CVD depozice vrstvy TiC na řezné destičce ze slinutého karbidu 2/49 Co
Tenké vrstvy nitridů kovů výroba, aplikace, vlastnosti Začátek průmyslové aplikace tenkých vrstev v oblasti řezných nástrojů 1968 CVD depozice vrstvy TiC na řezné destičce ze slinutého karbidu 2/49 Co
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT. Antonín Kříž. Vrstvy a Povlaky 2008
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT Antonín Kříž Vrstvy a Povlaky 2008 Vrstvy a Povlaky 2007 S ohledem na široké uplatnění tenkých vrstev na řezných nástrojích mají doposud zkoušky trvanlivosti
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Tato přednáška vznikla sloučením dvou původních příspěvků, které jsou uvedeny ve sborníku
VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD
 23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
23. 25.11.2010, Jihlava, Česká republika VLIV ZPŮSOBŮ OHŘEVU NA TEPLOTNÍ DEGRADACI TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV ZJIŠŤOVANÝCH POMOCÍ VYBRANÝCH METOD Ing.Petr Beneš Ph.D. Doc.Dr.Ing. Antonín Kříž Katedra
Aplikace tenkých vrstev ve strojírenství
 TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
TENKÉ VRSTVY NA ŘEZNÝCH NÁSTROJÍCH PRO TĚŽKOOBROBITELNÉ PLASTY VÝVOJ TENKÝCH VRSTEV APLIKOVANÝCH NA ŘEZNÝCH NÁSTROJÍCH Aplikace tenkých vrstev ve strojírenství Tato přednáška vznikla sloučením dvou původních
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ. Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek
 TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
TEPLOTNÍ ODOLNOST TENKÝCH VRSTEV A JEJICH PŘÍNOS V OBRÁBĚNÍ TVRDÝCH OCELÍ Antonín Kříž Petr Beneš Martina Sosonová Jiří Hájek Na počátku byla co se kdy žs st a ne s obyčejná zvědavost, na de en po no ech
JIŘÍ HÁJEK, ANTONÍN KŘÍŽ
 SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
SLEDOVÁNÍ TRIBOLOGICKÝCH TENKÝCH VRSTEV JIŘÍ HÁJEK, ANTONÍN KŘÍŽ VLASTNOSTÍ MOTIVACE EXPERIMENTU V SOUČASNÉ DOBĚ: PIN-on-DISC velmi důležitá analýza z hlediska správného využití příslušného typu systému
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH. Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek
 VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
VLASTNOSTI TENKÝCH VRSTEV PŘI VYŠŠÍCH TEPLOTÁCH Antonín Kříž Petr Beneš Martina Sosnová Jiří Hájek Hlavní pozornost odborníků zabývajících se testováním tenkých vrstev orientuje na analýzy za normálních
Kontaktní cyklické testování materiálů pomocí IMPACT testeru. Antonín Kříž; Petr Beneš
 Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
Kontaktní cyklické testování materiálů pomocí IMPACT testeru Antonín Kříž; Petr Beneš V mnoha průmyslových aplikacích jsou součásti vystaveny intenzivním účinkům kontaktního namáhání Při kontaktním namáhání
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami
 Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Obrábění slitiny AlSi1Mg0,5Mn nástroji s progresivními tenkými vrstvami Antonín Kříž, Miroslav Zetek, Jan Matějka, Josef Formánek, Martina Sosnová, Jiří Hájek, Milan Vnouček Příspěvek vznikl na základě
Analýza PIN-on-DISC. Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI
 Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Analýza PIN-on-DISC Ing. Jiří Hájek Dr. Ing. Antonín Kříž ZÁPADOČESKÁ UNIVERZITA V PLZNI 1/18 TRIBOLOGICKÝ PROCES Tribological process Factors that influence the process: loading, loading type, movement
Vrstvy a povlaky 2007
 Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
Vrstvy a povlaky 2007 VLIV MECHANICKÝCH ÚPRAV SUBSTRÁTU TU NA ADHEZI TENKÝCH VRSTEV Martina Sosnová Antonín Kříž ZČU v Plzni Úvod Povrchové inženýrství je relativně mladým vědním oborem. Fascinace člověka
VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ
 Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
Sborník str. 363-370 VLIV MIKROSTRUKTURY SLINUTÝCH KARBIDŮ NA ŽIVOTNOST NÁSTROJŮ A STROJNÍCH SOUČÁSTÍ Antonín Kříž Západočeská univerzita, Univerzitní 22, 306 14, Prášková metalurgie - progresivní technologie
Disertační práce. Souvislost metod hodnocení adhezívn. Martina Sosnová. Katedra materiálů a strojírenské metalurgie. Doc. Ing. Jana Skálová, CSc.
 Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
Disertační práce Souvislost metod hodnocení adhezívn vně kohezivního ho chování systému tenká vrstva substrát Martina Sosnová Katedra materiálů a strojírenské metalurgie Školitel: Doc. Ing. Jana Skálová,
Představení firem SHM a PIVOT - 2011
 kurz Fyzika ve firmě v rámci projektu Inovace výuky aplikované fyziky na Přírodovědecké fakultě Masarykovy univerzity, podporovaného z operačního programu VpK Za SHM, s.r.o. RNDr. Pavel Holubář a Mojmír
kurz Fyzika ve firmě v rámci projektu Inovace výuky aplikované fyziky na Přírodovědecké fakultě Masarykovy univerzity, podporovaného z operačního programu VpK Za SHM, s.r.o. RNDr. Pavel Holubář a Mojmír
OPOTŘEBENÍ A TRVANLIVOST NÁSTROJE
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Západočeská univerzita v Plzni. různých. povrchových modifikací. Univerzitní 22, Plzeň, ČR,
 Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
Západočeská univerzita v Plzni Laboratorní a praktické testy u různých povrchových modifikací Jiří Hájek Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz 1.Úvod představení cílů Disertační práce 2.Hlavní
Integrita povrchu a její význam v praktickém využití
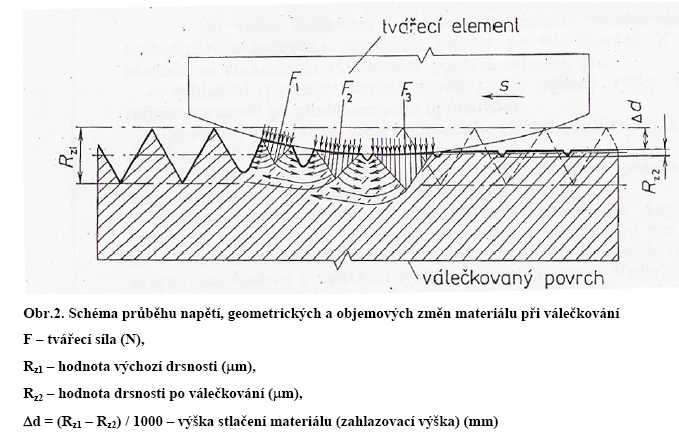
 Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
Integrita povrchu a její význam v praktickém využití Michal Rogl Obsah: 7. Válečkování články O. Zemčík 9. Integrita povrchu norma ANSI B211.1 1986 11. Laserová konfokální mikroskopie Válečkování způsob
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV. Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž
 TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
TEPLOTNÍ DEGRADACE TENKÝCH OTĚRUVZDORNÝCH PVD VRSTEV Autor: Ing. Petr Beneš Školitel: Doc. Dr. Ing. Antonín Kříž Tenké PVD vrstvy 1968 vytvořena první PVD vrstva TiN Do současnosti vytvořeno mnoho druhů
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH THIN FILM-SUBSTRATE SYSTEM AS APPLIED TO CUTTING TOOLS. Antonín Kříž
 SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH THIN FILM-SUBSTRATE SYSTEM AS APPLIED TO CUTTING TOOLS Antonín Kříž ZČU v Plzni, Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Abstrakt
SYSTÉM TENKÁ VRSTVA SUBSTRÁT V APLIKACI NA ŘEZNÝCH NÁSTROJÍCH THIN FILM-SUBSTRATE SYSTEM AS APPLIED TO CUTTING TOOLS Antonín Kříž ZČU v Plzni, Univerzitní 22, 306 14 Plzeň, e-mail: kriz@kmm.zcu.cz Abstrakt
Zkoušení mechanických vlastností zkoušky tvrdosti. Metody charakterizace nanomateriálů 1
 Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
Zkoušení mechanických vlastností zkoušky tvrdosti Metody charakterizace nanomateriálů 1 Tvrdost definujeme jako odpor, který klade materiál proti vnikání cizího tělesa, na této definici je založena většina
člen švýcarské skupiny BCI
 > úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
> úvod povlakování Tento katalog nabízí základní přehled tvrdých a kluzných vrstev deponovaných PVD technologiemi našeho povlakovacího centra na nástroje a strojní součástí včetně možností předúprav. V
Tenká vrstva - aplikace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Na počátku byla. obyčejná zvědavost,
 Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
Na počátku byla obyčejná zvědavost, co se stane s nadeponovanou břitovou destičkou, když se nechá v peci při teplotě 800 C po dobu 40 min? Tak vznikl impuls zabývat se teplotní odolností tenkých vrstev
COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
POROVNÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT S VELICE ROZDÍLNOU ODOLNOSTÍ PŘI INDENTAČNÍCH ZKOUŠKÁCH COMPARISON OF SYSTEM THIN FILM SUBSTRATE WITH VERY DIFFERENT RESISTANCE DURING INDENTATION TESTS Matyáš Novák,
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Tenké vrstvy. metody přípravy. hodnocení vlastností
 Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
Tenké vrstvy metody přípravy hodnocení vlastností 1 / 39 Depozice tenkých vrstev Depozice vrstev se provádí jako finální operace na hotovém již tepelně zpracovaném substrátu. Pro dobré adhezní vlastnosti
III. Mezinárodní konference STROJÍRENSKÁ TECHNOLOGIE PLZEŇ 2009 21. 22. 1. 2009
 HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT EVALUATION OF PROPERTIES OF THIN FILM-SUBSTRATE SYSTEMS Doc.Dr.Ing.Antonín Kříž Katedra materiálů a strojírenské metalurgie, Fakulta strojní, ZČU, Univerzitní
HODNOCENÍ VLASTNOSTÍ SYSTÉMŮ TENKÁ VRSTVA-SUBSTRÁT EVALUATION OF PROPERTIES OF THIN FILM-SUBSTRATE SYSTEMS Doc.Dr.Ing.Antonín Kříž Katedra materiálů a strojírenské metalurgie, Fakulta strojní, ZČU, Univerzitní
Teplotní degradace tenkých otěruvzdorných vrstev. Ing.Petr Beneš
 Teplotní degradace tenkých otěruvzdorných vrstev Ing.Petr Beneš Důvody nutnosti zkoumání teplotní degradace tenkých PVD vrstev účinkům teplotního zatížení PVD vrstev se věnuje jen malý počet odborných
Teplotní degradace tenkých otěruvzdorných vrstev Ing.Petr Beneš Důvody nutnosti zkoumání teplotní degradace tenkých PVD vrstev účinkům teplotního zatížení PVD vrstev se věnuje jen malý počet odborných
LŠVT 2007. Mechanické vlastnosti: jak a co lze měřm. ěřit na tenkých vrstvách. Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha
 Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
Mechanické vlastnosti: jak a co lze měřm ěřit na tenkých vrstvách Jiří Vyskočil, Andrea Mašková HVM Plasma, Praha Prague, May 2005 OBSAH 1 mechanické vlastnosti objemových materiálů 1 tenké vrstvy a jejich
ruvzdorné povlaky endoprotéz Otěruvzdorn Obsah TRIBOLOGIE Otěruvzdorné povlaky endoprotéz Fakulta strojního inženýrství
 Otěruvzdorn ruvzdorné povlaky endoprotéz Obsah Základní části endoprotéz Požadavky na materiály Materiály endoprotéz Keramické povlaky DLC povlaky MPC povlaky Metody vytváření povlaků Testy povlaků Závěr
Otěruvzdorn ruvzdorné povlaky endoprotéz Obsah Základní části endoprotéz Požadavky na materiály Materiály endoprotéz Keramické povlaky DLC povlaky MPC povlaky Metody vytváření povlaků Testy povlaků Závěr
ÚVOD DO INTEGRITY POVRCHU naše činnost. Antonín Kříž; Petr Beneš
 ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
ÚVOD DO INTEGRITY POVRCHU naše činnost Antonín Kříž; Petr Beneš 2.11.2012 Integrita 15.10.2012 Studentské práce sledující integritu povrchu Bakalářská práce David HUDA Vlastnosti a struktury progresivních
Moderní metody obrábění zvyšování řezivosti nástroje
 Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
Moderní metody obrábění zvyšování řezivosti nástroje Cíle - vliv teploty na vlastnosti tenké vrstvy a řezný proces - kvalita břitu nástroje - mikrogeometrie břitu - možnosti monitoringu mikrogeometrie
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý
 CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
CYKLICKÁ VRYPOVÁ ZKOUŠKA PRO HODNOCENÍ VÝVOJE PORUŠENÍ A V APROXIMACI ZKOUŠKY OPOTŘEBENÍ. Markéta Podlahová, Ivo Štěpánek, Martin Hrdý Západočeská univerzita v Plzni, Univerzitní 22, 306 14 Plzeň, ČR,
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů
 Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
Hodnocení opotřebení a změn tribologických vlastností brzdových kotoučů Vedoucí práce: Doc. Ing. Milan Honner, Ph.D. Konzultant: Doc. Dr. Ing. Antonín Kříž Bc. Roman Voch Obsah 1) Cíle diplomové práce
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI
 VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
VÝROBA ŘEZNÝCH NÁSTROJŮ S OTĚRUVZDORNÝMI TENKÝMI VRSTVAMI Ing. Josef Fajt, CSc. PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, tel.: +420 378 134 005, e-mail: fajt@pilsentools.cz ANNOTATION The paper is
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU
 TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
TEPLOTNÍ ODOLNOST PVD VRSTEV VŮČI LASEROVÉMU POVRCHOVÉMU OHŘEVU Beneš, P. 1 Sosnová, M. 1 Kříž, A. 1 Vrstvy a Povlaky 2007 Solaň Martan, M. 2 Chmelíčková, H. 3 1- Katedra materiálu a strojírenské metalurgie-
(02) Soustružení I. Obr. 1 Součást se závitem.
 Soustružení I. Obr. 1 Součást se závitem.") Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
Vypracoval: (02) Soustružení I Stud. skupina: Datum: V elaborátu uveďte: - náčrt obráběných součástí, popis materiálu obrobku a nástrojů - výpočet řezných podmínek a strojního času - výpočet hodnoty posuvu,
ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ
 Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Středoškolská technika 2019 Setkání a prezentace prací středoškolských studentů na ČVUT ANALÝZA POVLAKOVANÝCH POVRCHŮ ŘEZNÝCH NÁSTROJŮ Jakub Chlaň, Matouš Hyk, Lukáš Procházka Střední škola elektrotechniky
Vybrané technologie povrchových úprav. Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008
 Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Vybrané technologie povrchových úprav Metody vytváření tenkých vrstev Doc. Ing. Karel Daďourek 2008 Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical vapour deposition PE CVD
Tenké vrstvy. aplikace metody přípravy hodnocení vlastností
 Tenké vrstvy aplikace metody přípravy hodnocení vlastností Co je tenká vrstva? Srovnání tloušťek lidského vlasu a tenké vrstvy Zdroj: http://resolution.umn.edu/mms/pro jectmicro/schools/ 1 / 75 Co je tenká
Tenké vrstvy aplikace metody přípravy hodnocení vlastností Co je tenká vrstva? Srovnání tloušťek lidského vlasu a tenké vrstvy Zdroj: http://resolution.umn.edu/mms/pro jectmicro/schools/ 1 / 75 Co je tenká
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
FYZIKA VE FIRMĚ HVM PLASMA
 FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
FYZIKA VE FIRMĚ HVM PLASMA Jiří Vyskočil HVM Plasma spol.s r.o. Na Hutmance 2, 158 00 Praha 5 OBSAH HVM PLASMA spol. s r.o. zaměření a historie firmy hlavní činnost a produkty POVRCHOVÉ TECHNOLOGIE metody
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Integrita povrchu. Antonín Kříž
 Integrita povrchu Antonín Kříž Popis povrchu dřívější pohled na povrch K dosažení správné a spolehlivé funkce strojírenských výrobků je nutné, aby byly rozměry, tvar a vzájemná poloha ploch jejich jednotlivých
Integrita povrchu Antonín Kříž Popis povrchu dřívější pohled na povrch K dosažení správné a spolehlivé funkce strojírenských výrobků je nutné, aby byly rozměry, tvar a vzájemná poloha ploch jejich jednotlivých
Vakuové metody přípravy tenkých vrstev
 Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
Vakuové metody přípravy tenkých vrstev Metody vytváření tenkých vrstev Vakuové metody dnes nejužívanější CVD Chemical Vapour Deposition (PE CVD Plasma Enhanced CVD nebo PA CVD Plasma Assisted CVD) PVD
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ
 HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
HODNOCENÍ MECHANICKÝCH VLASTNOSTÍ TENKOVRSTVÝCH SYSTÉMŮ Z GRAFU ZÁVISLOSTI MÍRY INFORMACE NA ZATÍŽENÍ ANALYSIS OF MECHANICAL PROPERTIES OF THIN FILMS SYSTEMS FROM DEPENDENCE OF KIND OF INFORMATION AND
Hodnocení tribologických vlastností procesních kapalin
 Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
Hodnocení tribologických vlastností procesních kapalin Totka Bakalova 1, Petr Louda 1,2, Lukáš Voleský 1,2 1 Ing. Totka Bakalova, PhD., Technická univerzita v Liberci, Ústav pro nanomateriály, pokročilé
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU
 HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
HODNOCENÍ KOMBINOVANÉHO NAMÁHÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT NA VYSOKOTEPLOTNÍM TRIBOMETRU ANALYSIS OF COMBINATION STRESS OF SYSTEMS THIN FILM SUBSTRATE BY HIGH TEMPERATURE TRIBOMETER Roman Reindl a
Vliv povrchu na užitné vlastnosti výrobku
 Vliv povrchu na užitné vlastnosti výrobku Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení průmyslového projektu FI-IM4/226, který
Vliv povrchu na užitné vlastnosti výrobku Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení průmyslového projektu FI-IM4/226, který
Využití plazmových metod ve strojírenství. Metody depozice povlaků a tenkých vrstev
 Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
Využití plazmových metod ve strojírenství Metody depozice povlaků a tenkých vrstev Metody depozice povlaků Využití plazmatu pro depozice (nanášení) povlaků a tenkých vrstev je moderní a stále častěji aplikovaná
COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS. Matyáš Novák, Ivo Štěpánek
 POROVNÁNÍ VELMI ROZDÍLNĚ ODOLNÝCH SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ INDENTAČNÍCH ZKOUŠEK COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS Matyáš Novák, Ivo Štěpánek
POROVNÁNÍ VELMI ROZDÍLNĚ ODOLNÝCH SYSTÉMŮ S TENKÝMI VRSTVAMI POMOCÍ INDENTAČNÍCH ZKOUŠEK COMPARISON OF THIN FILM SYSTEMS WITH VERY DIFFERENT RESISTIVITY DURING INDENTATION TESTS Matyáš Novák, Ivo Štěpánek
TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM. Antonín Kríž a Jirí Hájek b
 TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM Antonín Kríž a Jirí Hájek b a Západoceská univerzita v Plzni,Univerzitní 22, 306 14 Plzen,
TRIBOLOGICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA-SUBSTRÁT TRIBOLOGICAL PROPERTIES OF A THIN FILM-SUBSTRATE SYSTEM Antonín Kríž a Jirí Hájek b a Západoceská univerzita v Plzni,Univerzitní 22, 306 14 Plzen,
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF MATERIAL SYSTEMS
 STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
STUDIUM PORUŠENÍ A MODIFIKACE SYSTÉMŮ TENKÁ VRSTVA ZÁKLADNÍ MATERIÁL DO HLOUBKY MATERIÁLOVÝCH SYSTÉMŮ Abstrakt EVALUATION OF FAILURES AND MODIFICATION OF SYSTEMS THIN FILM BASIC MATERIAL TO THE DEPTH OF
COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES
 POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
POROVNÁNÍ VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ S TENKÝMI VRSTVAMI Z RŮZNÝCH TECHNOLOGICKÝCH PROCESŮ COMPARISON PROPERTIES AND BEHAVIOUR OF SYSTEM WITH THIN FILMS PREPARED BY DIFFERENT TECHNOLOGIES Ivo Štěpánek
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N2301 Strojní inženýrství Studijní obor: 2303T004 Strojírenská technologie technologie obrábění DIPLOMOVÁ PRÁCE Vliv úpravy hlavního břitu
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: N2301 Strojní inženýrství Studijní obor: 2303T004 Strojírenská technologie technologie obrábění DIPLOMOVÁ PRÁCE Vliv úpravy hlavního břitu
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC. PIN-on-DISC TRIBOLOGICAL TEST. Jiří Hájek a Antonín Kříž b
 TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
TRIBOLOGICKÁ ANALÝZA PIN-on-DISC PIN-on-DISC TRIBOLOGICAL TEST Jiří Hájek a Antonín Kříž b a ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR, hajek@kmm.zcu.cz b ZČU Plzeň, Univerzitní 22, 306 14 Plzeň, ČR,
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
Adhezní síly v kompozitech
 Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
Adhezní síly v kompozitech Nanokompozity Pro 5. ročník nanomateriály Fakulta mechatroniky Katedra materiálu Strojní fakulty Technická univerzita v Liberci Doc. Ing. Karel Daďourek, 2010 Vazby na rozhraní
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ TECHNOLOGICKÉ POSTUPY
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie TECHNOLOGICKÉ POSTUPY 1. Hodnocení přilnavosti odtrhem (ČSN EN ISO 4624) 2. Tribologická analýza Tribometr TOP 3 1. Hodnocení
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
1.1.1 Hodnocení plechů s povlaky [13, 23]
![1.1.1 Hodnocení plechů s povlaky [13, 23]](/thumbs/27/10992389.jpg "1.1.1 Hodnocení plechů s povlaky [13, 23]") 1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
1.1.1 Hodnocení plechů s povlaky [13, 23] Hodnocení povlakovaných plechů musí být komplexní a k určování vlastností základního materiálu přistupuje ještě hodnocení vlastností povlaku v závislosti na jeho
NOVÉ TRENDY VÝVOJE TENKÝCH VRSTEV VYTVOŘENÝCH PVD A CVD TECHNOLOGIÍ V APLIKACI NA ŘEZNÉ NÁSTROJE
 NOVÉ TRENDY VÝVOJE TENKÝCH VRSTEV VYTVOŘENÝCH PVD A CVD TECHNOLOGIÍ V APLIKACI NA ŘEZNÉ NÁSTROJE Antonín Kříž, Dr. Ing., ZČU v Plzni, KMM Univerzitní 22, 306 14, 737163433 kriz@kmm.zcu.cz Abstract Thin
NOVÉ TRENDY VÝVOJE TENKÝCH VRSTEV VYTVOŘENÝCH PVD A CVD TECHNOLOGIÍ V APLIKACI NA ŘEZNÉ NÁSTROJE Antonín Kříž, Dr. Ing., ZČU v Plzni, KMM Univerzitní 22, 306 14, 737163433 kriz@kmm.zcu.cz Abstract Thin
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž
 Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
Obrobený povrch a jeho vliv na užitné vlastnosti Antonín Kříž Seminář Inovace řezných nástrojů a technologií obrábění Cech brusičů a výrobců nástrojů HOFMEISTER s.r.o. - výrobce speciálního nářadí ZČU
MECHANICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA- SUBSTRÁT S ROZDÍLNOU TLOUŠŤKOU TiN
 MECHANICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA- SUBSTRÁT S ROZDÍLNOU TLOUŠŤKOU TiN Antonín Kříž ZČU NTC, Univerzitní 8, 306 14 Plzeň, ČR Thin hard nitride coating enhance the lifetime of cutting tool above
MECHANICKÉ VLASTNOSTI SYSTÉMU TENKÁ VRSTVA- SUBSTRÁT S ROZDÍLNOU TLOUŠŤKOU TiN Antonín Kříž ZČU NTC, Univerzitní 8, 306 14 Plzeň, ČR Thin hard nitride coating enhance the lifetime of cutting tool above
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK
 ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
ZÁKLADNÍ STUDIUM VLASTNOSTÍ A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SKLO POMOCÍ INDENTAČNÍCH ZKOUŠEK THE BASIC EVALUATION OF PROPERTIES AND BEHAVIOUR OF SYSTEMS THIN FILMS GLASS BY INDENTATION TESTS Ivo Štěpánek,
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY
 VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
VYUŽITÍ PVD POVLAKŮ PRO FUNKČNĚ GRADOVANÉ MATERIÁLY Jakub HORNÍK, Pavlína HÁJKOVÁ, Evgeniy ANISIMOV Ústav materiálového inženýrství, fakulta strojní ČVUT v Praze, Karlovo nám. 13, 121 35, Praha 2, CZ,
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT
 VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT THE INFLUENCES OF SELECTED PARAMETERS OF TECHNOLOGICAL PROCESS ON PROPERTIES AND BEHAVIOUR OF SYSTEMS
VLIV VYBRANÝCH PARAMETRŮ TECHNOLOGICKÉHO PROCESU NA VLASTNOSTI A CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT THE INFLUENCES OF SELECTED PARAMETERS OF TECHNOLOGICAL PROCESS ON PROPERTIES AND BEHAVIOUR OF SYSTEMS
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
VLIV POVRCHU NA UŽITNÉ VLASTNOSTI VÝROBKU. Antonín Kříž
 23. 25.11.2010, Jihlava, Česká republika VLIV POVRCHU NA UŽITNÉ VLASTNOSTI VÝROBKU Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení
23. 25.11.2010, Jihlava, Česká republika VLIV POVRCHU NA UŽITNÉ VLASTNOSTI VÝROBKU Antonín Kříž Tento příspěvek vznikl na základě dlouhodobé spolupráce s průmyslovou společností HOFMEISTER s.r.o. a řešení
3.3 Výroba VBD a druhy povlaků
 3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
3.3 Výroba VBD a druhy povlaků 3.3.1 Výroba výměnných břitových destiček Slinuté karbidy Slinuté karbidy jsou materiály vytvořené pomocí práškové metalurgie. Skládají se z tvrdých částic: karbidu wolframu
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Metalografie. Praktické příklady z materiálových expertíz. 4. cvičení
 Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metalografie Praktické příklady z materiálových expertíz 4. cvičení Příprava metalografických výbrusů Odběr vzorků nesmí dojít k změně struktury (deformace, ohřev) světelný mikroskop pro dosažení požadovaných
Metodika hodnocení opotřebení povlaků
 Metodika hodnocení opotřebení povlaků Bc. Petr Mutafov Vedoucí práce: Ing. Tomáš Polcar, Ph.D. Abstrakt Tento příspěvek se věnuje porovnáním kontaktního a bezkontaktního způsobu měření, které byly vybrány
Metodika hodnocení opotřebení povlaků Bc. Petr Mutafov Vedoucí práce: Ing. Tomáš Polcar, Ph.D. Abstrakt Tento příspěvek se věnuje porovnáním kontaktního a bezkontaktního způsobu měření, které byly vybrány
1 Moderní nástrojové materiály
 1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
1 Řezné materiály jsou podle ISO 513 členěné do šesti základních skupin, podle typu namáhání břitu. - Skupina P zahrnuje nástrojové materiály určené k obrábění většiny ocelí, které dávají dlouhou třísku
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
Tenké vrstvy. historie předdepoziční přípravy stripping
 Tenké vrstvy historie předdepoziční přípravy stripping 1 HISTORIE TENKÝCH VRSTEV Historie depozice vrstev obloukovým odpařováním z katody sahá až do devatenáctého století. Pozorování pulzního a později
Tenké vrstvy historie předdepoziční přípravy stripping 1 HISTORIE TENKÝCH VRSTEV Historie depozice vrstev obloukovým odpařováním z katody sahá až do devatenáctého století. Pozorování pulzního a později
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ
 ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
ZÁPADOČESKÁ UNIVERZITA FAKULTA STROJNÍ KATEDRA TECHNOLOGIE OBRÁBĚNÍ EXPERIMENTÁLNÍ METODY V OBRÁBĚNÍ ÚLOHA č. 4 (Skupina č. 1) OPTIMALIZACE ŘEZNÉHO PROCESU (Trvanlivost břitu, dlouhodobá zkouška obrobitelnosti
HODNOCENÍ VLASTNOSTÍ TENKÝCH VRSTEV NITRIDU KOVU
 HODNOCENÍ VLASTNOSTÍ TENKÝCH VRSTEV NITRIDU KOVU Dr. Ing. Antonín Kříž, ZČU v Plzni, Univerzitní 22, 306 14, kriz@kmm.zcu.cz ANOTACE Wear resistant metal nitride thin films are being produced by means
HODNOCENÍ VLASTNOSTÍ TENKÝCH VRSTEV NITRIDU KOVU Dr. Ing. Antonín Kříž, ZČU v Plzni, Univerzitní 22, 306 14, kriz@kmm.zcu.cz ANOTACE Wear resistant metal nitride thin films are being produced by means
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
ŘEZNÉ MATERIÁLY. SLO/UMT1 Zdeněk Baďura
 ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
ŘEZNÉ MATERIÁLY SLO/UMT1 Zdeněk Baďura Současný poměrně široký sortiment materiálu pro řezné nástroje ( od nástrojových ocelí až po syntetický diamant) je důsledkem dlouholetého intenzivního výzkumu a
EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE
 STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
STUDIUM VLIVU PŘÍPRAVY POVRCHU SUBSTRÁTU NA CHOVÁNÍ SYSTÉMŮ TENKÁ VRSTVA SUBSTRÁT EVALUATION OF INFLUENCE PREPARING OF SURFACE OF SUBSTRATE ON BEHAVIOUR OF SYSTEMS THIN FILM SUBSTRATE Zdeněk Beneš, Ivo
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
Materiály. Produkty 1-2 1-4 1-6 1-8 1-10 1-12 1-13 1-14 1-15
 Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV. Jan VALTER HVM Plasma s.r.o. www.hvm.cz
 REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
REAKTIVNÍ MAGNETRONOVÉ NAPRAŠOV OVÁNÍ Jan VALTER SCHEMA REAKTIVNÍHO NAPRAŠOV OVÁNÍ zdroj výboje katoda odprašovaný terč plasma inertní napouštění plynů reaktivní zdroj předpětí p o v l a k o v a n é s
ÚSPĚCHY A PROBLÉMY PŘI REALIZACI TENKÝCH VRSTEV V PRAXI REALIZATION OF THIN LAYERS IN PRACTISE PROBLEMS, EXPERIENCES AND ACHIEVEMENTS.
 Abstrakt ÚSPĚCHY A PROBLÉMY PŘI REALIZACI TENKÝCH VRSTEV V PRAXI REALIZATION OF THIN LAYERS IN PRACTISE PROBLEMS, EXPERIENCES AND ACHIEVEMENTS Josef FAJT PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, Česká
Abstrakt ÚSPĚCHY A PROBLÉMY PŘI REALIZACI TENKÝCH VRSTEV V PRAXI REALIZATION OF THIN LAYERS IN PRACTISE PROBLEMS, EXPERIENCES AND ACHIEVEMENTS Josef FAJT PILSEN TOOLS s.r.o., Tylova 57, 316 00 Plzeň, Česká
Černé označení. Žluté označení H R B % C 0,1 0,2 0,3 0,4 0,5
 Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
Řešení 1. Definujte tvrdost, rozdělte zkoušky tvrdosti Tvrdost materiálu je jeho vlastnost. Dá se charakterizovat, jako jeho schopnost odolávat vniku cizího tělesa. Zkoušky tvrdosti dělíme dle jejich charakteru
PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ. Antonín Kříž
 PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ Antonín Kříž Tento příspěvek vznikl na základě spolupráce s firmou Hofmeister s.r.o., řešením projektu FI-IM4/226. Místo,
PŘÍNOS METALOGRAFIE PŘI ŘEŠENÍ PROBLÉMŮ TEPELNÉHO ZPRACOVÁNÍ NÁSTROJOVÝCH OCELÍ Antonín Kříž Tento příspěvek vznikl na základě spolupráce s firmou Hofmeister s.r.o., řešením projektu FI-IM4/226. Místo,