Fakulta strojního inženýrství VUT v Brně 2007/2008. Bc. Petr Pustějovský DIPLOMOVÁ PRÁCE - 1 -
|
|
|
- Jaroslav Jelínek
- před 6 lety
- Počet zobrazení:
Transkript
1 - 1 -
2 ABSTRAKT PUSTĚJOVSKÝ Petr: Výroba ochranného krytu sdruženým nástrojem Projekt vypracovaný v rámci inženýrského studia oboru N předkládá návrh technologie výroby součásti z ocelového plechu S235JRG1 stříháním a ohýbáním. Na základě literární studie byl navržen sdružený nástroj pracující ve třech krocích. Nástroj je upnut ve výstředníkovém lisu LEN 40 C (výrobce TOMA Industries s.r.o) s jmenovitou silou 400 kn. Střižník a střižnice jsou vyrobeny z nástrojové oceli podle výkresové dokumentace. Klíčová slova: plošné tváření, stříhání, ohýbání, sdružený nástroj, ocel S235JRG1 (11 373) ABSTRACT PUSTEJOVSKY Petr: The manufacture of protecting sheet part with use compound tool The project drawn up within engineering studies, field N , presents a design for processing a single part the part is made of sheet steel number S235JRG1 by shearing and bending. On the basis of literary study was design compound tool which is working in three steps. The tool is fixed in eccentric press LEN 40 C (producer TOMA Industries, s.r.o.) with nominal force 400 kn. Blanking punch and blanking die are made from tool steel according the drawing documentation. Keywords: sheet metal forming, shearing, bending, compound tool, steel S235JRG1 (11 373)
3 BIBLIOGRAFICKÁ CITACE PUSTĚJOVSKÝ, P. Výroba ochranného krytu sdruženým nástrojem. Brno: Vysoké učení technické v Brně, Fakulta strojního inženýrství, s. Vedoucí diplomové práce Ing. Eva Šmehlíková, Ph.D - 3 -
4 ČESTNÉ PROHLÁŠENÍ Tímto prohlašuji, že předkládanou diplomovou práci jsem vypracoval samostatně, s využitím uvedené literatury a podkladů, na základě konzultací a pod vedením vedoucího diplomové práce. V dne._.2008 Podpis - 4 -
5 PODĚKOVÁNÍ Tímto děkuji Ing. Evě Šmehlíkové za cenné připomínky a rady týkající se zpracování mé diplomové práce
6 Titulní list OBSAH ABSTRAKT...2 BIBLIOGRAFICKÁ CITACE...3 ČESTNÉ PROHLÁŠENÍ...4 PODĚKOVÁNÍ ÚVOD LITERÁRNÍ STUDIE K ZADANÉ PROBLEMATICE Stříhání Průběh stříhání Střižná vůle Kvalita střižné plochy Střižný odpor Střižná síla Střižná práce Síla potřebná pro setření materiálu ze střižníku Přesnost a jakost povrchu při stříhání Stanovení rozměrů střižníku a střižnice Pevnostní výpočty střižníku a střižnice] Technologičnost konstrukce výstřižku Nástřihový plán Ohýbání Minimální poloměr ohybu Maximální poloměr ohybu Odpružení při ohybu Ohýbací síla a ohýbací práce Vůle mezi ohybníkem a ohybnicí Jakost a přesnost ohýbaných součástí Technologičnost ohýbaných součástí Funkční části nástroje Střižnice Střižníky Popis nástroje Spodní část nástroje (střižná skříň) Horní část nástroje (upínací hlavice) Stroje a zařízení ke stříhání NÁVRH TECHNOLOGIE VÝROBY Návrh variant konstrukční řešení...32 Varianta č Varianta č Využití materiálu Příklad výrobní linky KONSTRUKČNÍ ŘEŠENÍ TECHNOLOGIE VÝROBY DOLOŽENÉ TECHNICKÝMI VÝPOČTY Výpočty pro stříhání Střižná síla Střižná práce Síla potřebná pro setření materiálu ze střižníku Střižná vůle
7 4.1.5 Kontrola střižníku na otlačení Kontrola střižníku na vzpěr Výpočty pro ohýbání Minimální poloměr ohybu Maximální poloměr ohybu Odpružení při ohybu Výpočet vůle mezi ohybníkem a ohybnicí Síla při ohýbání Síla přidržovače při ohýbání Celková lisovací síla Výpočet těžiště všech sil pro určení pozice stopky Stanovení rozměrů střižníku a střižnice Volba vhodného stroje Použité konstrukční materiály TECHNICKO EKONOMICKÉ ZHODNOCENÍ Vstupní hodnoty Náklady na materiál Náklady na nástroj Celkové náklady ZÁVĚR...46 Seznam použité literatury...47 Seznam použitých symbolů:...48 Seznam příloh
8 1. ÚVOD Konvenční stříhání je jedna z nejrozšířenějších metod plošného tváření plechů. Nahrazením několika jednodušších lisovacích nástrojů sdruženým postupovým nástrojem se výrazně zvýší produktivita práce, čímž odpadá množství práce jako je přeprava a manipulace s polotovary a materiálem. Tím se značně zkrátí strojní časy. Při zavedení některých prvků automatizace a mechanizace můžeme značně zvednout celkovou produktivitu práce. Bezporuchový chod nástrojů a výsledná kvalita výstřižků je ovlivněna použitím kvalitních materiálů na funkční části nástrojů, vlastní konstrukcí nástroje s ohledem na vyměnitelnost a opravy nejvíce namáhaných částí nástroje. V neposlední řadě záleží na přesnosti výroby nástroje, zvolených technologiích výroby, kvalifikaci a zručnosti pracovníků nástrojárny. Konstrukce a výroba nářadí tvoří jeden z velice důležitých článků technické přípravy výroby
 [1] Stříhání je postupné, nebo současné oddělování částic materiálu střihadly podél křivky střihu, patří mezi metody plošného tváření materiálu střihadly podél křivky")
![střihu. Tu vytváří obvod výstřižku, střižníku nebo střižnice. 2.1.1 Průběh stříhání [1], [6], [7] 1. fáze: Proces stříhání začíná dosednutím střižníku na stříhaný materiál.](/docs-images/93/113725758/images/9-2.jpg "Při následném pohybu střižníku do materiálu dochází k pružné deformaci stříhaného materiálu. Dvojice sil působící mezi střižníkem a střižnicí vyvolává ohyb.")
9 2. LITERÁRNÍ STUDIE K ZADANÉ PROBLEMATICE 2.1 Stříhání (podle ČSN ) [1] Stříhání je postupné, nebo současné oddělování částic materiálu střihadly podél křivky střihu, patří mezi metody plošného tváření materiálu střihadly podél křivky střihu. Tu vytváří obvod výstřižku, střižníku nebo střižnice Průběh stříhání [1], [6], [7] 1. fáze: Proces stříhání začíná dosednutím střižníku na stříhaný materiál. Při následném pohybu střižníku do materiálu dochází k pružné deformaci stříhaného materiálu. Dvojice sil působící mezi střižníkem a střižnicí vyvolává ohyb. Hloubka vniku činí 5 až 8 % tloušťky materiálu podle mechanických vlastností materiálu. Obr. 2.1 I. Fáze stříhání [6] 2. fáze: Střižník se dále pohybuje směrem do materiálu, napětí v materiálu přesahuje mez kluzu R e čímž dochází k trvalé deformaci materiálu. Hloubka vniku bývá dle mechanických vlastností materiálu 10 až 25 % materiálu. Obr. 2.2 II. Fáze stříhání [6] 3. fáze: Vlivem dalšího pohybu střižníku směrem do materiálu je materiál namáhán nad mezi pevnosti ve smyku => u hran střižníku a střižnice vznikají trhliny tzv. nástřih, které se rychle rozšiřují, až se výstřižek oddělí od základního materiálu. Výstřižek se oddělí dříve, než střižník projde celou tloušťkou materiálu. Při dalším pohybu je výstřižek ze střižnice vytlačen. Střižník vnikl do 10 až 60 % tloušťky materiálu. Mezi střižníkem a střižnicí musí být určitá vůle v. Na ní také, mimo jiné, závisí rychlost šíření trhlin v materiálu. Obr. 2.3 III. Fáze stříhání [6] - 9 -
10 2.1.2 Střižná vůle [1], [8], [9] Střižná vůle je rozdíl mezi rozměrem střižníku a střižnice, tj. součet střižných mezer po obou stranách mezi střižníkem a střižnicí. Jakost střižné plochy a velikost střižné síly a s tím související opotřebení nástroje jsou hlavní hlediska, která mají vliv na volbu vůle mezi střižnými nástroji (viz obr. 1.4). Pro přímé určení velikosti vůle se proto přihlíží k tloušťce stříhaného materiálu a k pevnosti ve střihu (viz příloha 1.) Pro plechy do s < 3mm platí v = 0, 32 C s τ 2 (2.1) Pro plechy s 3mm platí v = 2 1,5 s 0,015 0, 32 ( ) τ s s (2.2) Obr. 2.4 Střižná vůle Kde je s - tloušťka plechu τ s - pevnost ve střihu C - součinitel, jehož velikost se volí v rozmezí 0,005-0,035 viz. příloha 2. Nižší hodnoty součinitele C volíme, jestliže chceme získat lepší střižnou plochu, kdežto vyšší hodnoty součinitele C umožní dosáhnout minimální střižné síly. Obr. 2.5 Vliv střižné vůle na kvalitu střižné plochy [1] a)optimální střižná vůle b)střižná vůle malá c)střižná vůle velká
11 2.1.3 Kvalita střižné plochy [1], [8], [9] Střižná plocha je vytvořena obecně čtyřmi plochami (viz obr.1.7). Například u ocelového plechu o tloušťce s=20,6mm bylo naměřeno: 1. část 6%s 2. část 10%s 3. část - 80%s 4. část 4%s Třetí část tvoří u běžného střihu 80% střižné plochy, a proto je pro posouzení kvality střižné plochy charakteristická. Trhliny postupují od břitů obou nožů. Setkají se uprostřed děleného materiálu a vytvoří střižnou plochu. Nemusí se však setkat vždy přesně svými čely. Pak vznikne tříska, nebo se na povrchu střižné plochy vytvoří zátrh. Třísky se shromažďují pod místem střihu a mohou působit obtíže, např. při přesném děrování, když se dostanou mezi pohybující se části nástroje. 1 zaoblení vstupní hrany plechu 2 zatlačení nože do vzniku trhliny 3 vlastní střižná plocha 4 zatlačení spodního nože Obr. 2.6 Kvalita střižné plochy [1] Jakost střižné plochy je ovlivněna stejně jako její přesnost, ovšem navíc k nim přistupují ještě následující vlivy: - velikost střižné vůle - opotřebení střižného nástroje - mechanické vlastnosti stříhaného materiálu (čím je materiál tvrdší, tím horší je kvalita střižné plochy) - geometrický tvar výstřižku Bylo zjištěno, že při vystřihování je drsnost povrchu výstřižku v rozmezí R a =3,6 až 3,2, při děrování v rozmezí R a = 6,3 až 2, Střižný odpor [1] Střižný odpor je odpor, který klade materiál při stříhání. Velikost střižného odporu je ovlivňována řadou faktorů. Nejdůležitějším z nich je druh stříhaného materiálu, kde platí, že odpor roste s jeho rostoucí pevností. Dalším faktorem je tloušťka stříhaného polotovaru a délka křivky střihu. S jejich zvětšením střižný odpor klesá. Důležitý je také vliv střižné vůle, jejíž velikost musí být optimální, protože jinak odpor značně vzroste. Mezi další faktory ovlivňující velikost střižného odporu patří podmínky, za kterých stříháme. Čímž se myslí hlavně rychlost stříhání, mazání a kvalita nabroušení střižných hran nástroje. Střižný odpor závisí rovněž na tření uvnitř stříhaného materiálu. Koeficient tření na boku výstřižku v případě střihu bez mazání je µ=0,18 0,30. Tření na styku střižníku a střižnice se stříhaným materiálem je zanedbatelné. Střižný odpor je možné stanovit ze vztahu: F Kde K S je střižný odpor [MPa] S K S = F S je střižná síla [N] S S je plocha střihu [mm 2 (2.3) SS ]
12 Ve výpočtech se však většinou uvádí přibližné určení střižného odporu podle: K S = (0,75-0,85).R m (2.4) Střižná síla [1], [8] Nejdůležitějším parametrem, který slouží pro stanovení velikosti stroje je střižná síla. Její velikost je závislá na mnoha činitelích, jako je délka střihaného obvodu, tloušťka plechu, materiál výstřižku i stav střižného nástroje. Střižnou sílu je možno vypočítat ze vztahu: F S = o s τ n [N] s (2.5) Kde je o obvod, který stříháme [mm] s tloušťka stříhaného plechu [mm] τ s pevnost ve střihu [MPa] n koeficient, který zahrnuje otupení nožů [-] Bývá n= 1,2 až 1,55 Pevnost ve střihu τ = 0, 77 R R určíme z tabulky viz příloha 5. m s Střižná práce [8] Střižná práce je potřebná k vystřižení dané součásti. m k Fs s A = [ ] 1000 J Kde je A - střižná práce [J] F s - střižná síla [J] s - tloušťka střihaného materiálu [mm] k - koeficient závislý na druhu a tloušťce materiálu - viz příloha 3 (2.6) Obr. 2.7 Střižná práce [1] Síla potřebná pro setření materiálu ze střižníku [8] Po vystřižení může materiál ulpět na střižníku. Sílu potřebnou k jeho setření určíme z empirického vztahu: F [N] u = keu Fs (2.7) kde je k eu koeficient závislý na druhu materiálu viz. příloha 4. F s Střižná síla [N]
13 2.1.7 Přesnost a jakost povrchu při stříhání [1], [9] Přesnost součástí vyráběných stříháním úzce souvisí s jakostí povrchu střižné plochy a závisí na řadě faktorů: - na přesnosti zhotovení střižníku a střižnice (tab. 1.) - na konstrukci nástroje a způsobu zajištění polohy materiálu při stříhání - na druhu a stavu stříhaného materiálu - na druhu a stavu střihadla - na velikosti střižné vůle - na pružné deformaci při stříhání - na tloušťce a přesnosti rozměru stříhaného materiálu Tab. 1. závislost mezi přesností střihadla a výstřižku [1] Základní výrobní tolerance IT vystřihovaného výrobku 8 až Základní výrobní tolerance IT střižníku a střižnice 5 až 6 6 až 7 7 až 8 8 až Stříháme-li z materiálu do tloušťky 4mm a součást má menší rozměry než 150 až 200mm, je možné dosáhnout přesnosti v rozmezí tolerance IT 12 až IT 14. Pokud je nástroj opatřen vodícím stojánkem a zařízením k přidržení polotovaru, je možné dosáhnout přesnosti IT 9 až IT Stanovení rozměrů střižníku a střižnice [1], [9] Rozměry pracovních částí střihadel jsou určeny buď rozměrem výstřižku nebo otvoru v materiálu s příslušnou tolerancí. Platí také zásada, že při vystřihování bude rozměr střižnice roven jmenovitému rozměru výstřižku a střižník bude o střižnou vůli menší. Při děrování je rozměr otvoru roven průměru střižníku a střižnice bude o střižnou vůli větší. Pro stanovení funkčních rozměrů střižníku a střižnice se postupuje podle následujících vztahů: a) Pro vystřihování platí: Rozměr střižnice: Ae = A j + δ e (2.8) Rozměr střižníku: A A 2 v δ (2.9) k = j min b) Pro děrování platí: Rozměr střižnice: Ae = Aj vmin + δ e Rozměr střižníku: A + δ k 2 (2.10) k = A j k (2.11) Obr. 2.8 Rozměry střižníku a střižnice
14 A e rozměr střižnice A k rozměr střižníku A j jmenovitý rozměr výstřižku nebo otvoru - tolerance součásti nebo otvoru v min nejmenší zaručená střižná mezera δ e výrobní tolerance střižnice δ k výrobní tolerance střižníku [mm] [mm] [mm] [mm] [mm] [mm] [mm] Pevnostní výpočty střižníku a střižnice [3], [7] Pro stanovení namáhání střižného nástroje je třeba nejprve znát výslednou tvářecí sílu jako hlavní parametr. Kontrola střižníku na otlačení: σ = dov F s S [MPa] (2.12) kde je σ dov - dovolené namáhání v tlaku [MPa] F s - střižná síla [N] S - plocha průřezu střižníku [mm 2 ] Pokud namáhání v ploše střižníku přesáhne u oceli 180 MPa a u litiny 90 MPa, je nutno použít kalenou opěrnou desku o tloušťce 4 mm, jako součást upínací hlavice. U střižníků kruhového průřezu je možné vztah upravit na tvar vhodný k okamžitému posouzení namáhání nástroje: d s =1až 0,8 (2.13) kde je d průměr střižníku [mm] s tloušťka stříhaného materiálu [mm] Střižníky je též nutno kontrolovat na vzpěr. Střižník je možné považovat za vetknutý nosník a kontrolujeme kritickou délku, při které by došlo ke ztrátě vzpěrné stability. Kontrola střižníku na vzpěr: F 2 π E I l 2 krit = = x F 2 s [N] (2.14) Potom kritická délka střižníku je: l krit = 2 2 π E I x F s [mm] (2.15) kde je E modul pružnosti v tahu [MPa] I moment setrvačnosti průřezu [mm 4 ] x koeficient bezpečnosti n=1,5 až 2 F s střižná síla [N]
15 Moment setrvačnosti kruhového průřezu se určí ze vztahu: 4 d 4 4 I = π 0,05 d [mm ] 64 (2.16) kde je d průměr střižníku [mm] Délku volné části střižníku je třeba vždy volit tak, aby byla menší než kritická. Pro kruhový střižník, který je veden ve vodící desce (je vetknutý na obou koncích) platí vztah: l krit = 2 4 π E I n F s [mm] (2.17) kde τ s je pevnost ve střihu stříhaného materiálu [MPa] Střižnice vyrobené z jednoho kusu je možné považovat za rovinné desky, které jsou namáhané ohybem, kde tlak je rovnoměrně rozložen po střižném obvodu. Pro jednostranně upnutou střižnici, která se používá pro stříhání tenkých materiálů a barevných kovů se pro výpočet ohybového napětí používá vztah: σ o 6 F s l = [MPa] 2 a H (2.18) kde je a délka střižnice [mm] H tloušťka střižnice [mm] Tloušťka střižnice se dimenzuje podle maximálního dovoleného napětí v ohybu 300 MPa. σ o, které je H F a l s = 6 [mm] [ σ ] o (2.19) U střižnic s vyšší kvalitou materiálu volíme namáhání v ohybu σ o = 300 až 400MPa a pro přesné nástroje 400 až 500MPa. Pro obdélníkové střižnice oboustranně podepřené, kdy otvor ve střižnici má průměr d=a/2, kde a je vzdálenost podpor vypočteme ohybové napětí podle: σ o 2,5 = H F s 2 [MPa] (2.19) Z tohoto vztahu vyplývá vztah pro tloušťku střižnice: H = 2,5 σ o F s [mm] (2.20) Pro hrubou kontrolu tloušťky střižnice lze použít vztah: H = 3 F s [mm] (2.21)
16 Technologičnost konstrukce výstřižku [7], [9] Technologičností rozumíme soubor takových vlastností výstřižku, které zaručí, že součást bude výrobně jednoduchá, účelná, estetická a s malou spotřebou materiálu. Při navrhování součásti, která se má vyrábět stříháním, je třeba dodržovat tyto zásady: - dávat přednost kruhovým otvorům před nekruhovými - značně se tím zlevní výroba otvoru - nezužovat tolerance rozměrů výstřižku pod hodnoty, které jsou touto technologií běžně dosažitelné - nepřepisovat drsnost povrchu střižných ploch, pokud tyto plochy nejsou součastně plochami funkčními - nepředepisovat rovinnost povrchu výstřižku, protože je obtížně dosažitelná - dodržovat nejmenší velikost děrovaného otvoru, která závisí na druhu a tloušťce stříhaného materiálu - dodržovat minimální vzdálenost otvorů od kraje výstřižku Vztahy pro minimální vzdálenosti viz obr. 2.9: a 0,8 s b s c 1,5 s Obr. 2.9 Vzdálenost otvorů mezi sebou nebo od kraje výstřižku [9] - minimální šířka štíhlých výstřižků, nebo šířka vyčnívajících částí má být minimálně 1,5x tloušťka plechu - nedělat ostré rohy u vnitřních obrysů, minimální poloměr zaoblení je 0,5x tloušťka plechu - nedělat ostré úhly rohů a vnitřních zářezů, rohy mají být sraženy (pod úhlem 45 ) nebo zaobleny
17 Nástřihový plán [9] Nástřihový plán udává způsob, jakým budou výrobky vystřihovány z tabule plechu nebo z pásu plechu. Z něho se podrobně zjišťuje postup stříhání tj. sled jednotlivých střižných operací, dále počet výstřižků vyrobených z jedné tabule plechu a v neposlední řadě i velikost a tvar střihadla. Nástřihový plán musí být navržen tak, aby materiálový odpad byl co nejmenší a tím bylo docíleno co nejnižších nákladů. Při tvorbě nástřihového plánu je třeba nejprve určit následující parametry: využití pásu - šířka pásu plechu se určí ze šířky výrobku jeho vhodným rozložením na pásu s přidáním okrajů po stranách můstků mezi jednotlivými výstřižky - zjištěním můstků můžeme určit počet výstřižků na pásu - pokud je pás ustřižen z tabule, známe jeho délku, je-li ze svitku, pak určujeme počet výstřižků na jeden metr délky pásu - procento využití pásu plechu lze stanovit podle následujícího vztahu: St + S = 1 S kr k 100 [ %] (2.22) kde je S t plocha technologického odpadu [mm 2 ] S k plocha konstrukčního odpadu [mm 2 ] S kr Celková plocha plechu na jeden krok [mm 2 ] nebo: využití materiálu = s s v o 100 [ %] kde je sv - plocha výstřižku [mm 2 ] s - plocha pásu na jeden krok [mm 2 ] o Počet výstřižků z jednoho metru svitku určíme podle vztahu: 1000 n vm = [ks] K (2.23) kde K krok
![2.2 Ohýbání [4] [12] Ohýbání plechu je pružně-tvárná deformace, probíhající různě po obou stranách ohýbaného plechu.](/docs-images/93/113725758/images/18-1.jpg "Vrstvy kovu na vnitřní straně ohybu se stlačují a zkracují v podélném směru a roztahují se ve směru příčném. Vnější vrstvy se roztahují a prodlužují v podélném a stlačují v příčném směru.")
18 2.2 Ohýbání [4] [12] Ohýbání plechu je pružně-tvárná deformace, probíhající různě po obou stranách ohýbaného plechu. Vrstvy kovu na vnitřní straně ohybu se stlačují a zkracují v podélném směru a roztahují se ve směru příčném. Vnější vrstvy se roztahují a prodlužují v podélném a stlačují v příčném směru. Mezi prodlouženými a zkrácenými vrstvami/vlákny se nachází neutrální vrstva, jejíž délka se rovná počáteční délce polotovaru. Průběh ohýbání můžeme rozdělit do následujících fází: a) Dochází k ohýbání materiálu pouze pružně. To znamená, že v žádném místě příčného průřezu nebylo dosaženo meze kluzu. Materiál by se po odlehčení vrátil do původního stavu. b) Tato fáze nastane v okamžiku, kdy některé napětí na povrchu dosáhne meze kluzu. Tímto okamžikem začíná plastická deformace, která se může šířit od povrchu směrem ke středu pásu. c) Plastická deformace se šíří od povrchu směrem k neutrální ose. V ideálním případě by bylo dosaženo meze kluzu v celém průřezu až k neutrální ose. Vždy však zůstává jistý podíl pružné deformace ve vzdálenosti e od neutrální osy. d) Při postupující plastické deformaci se začne projevovat v materiálu vliv zpevnění. Na obrázku č.2.10 je zobrazeno šikmo šrafovanou plochou. Průběh zpevňování materiálu již není přímkový. Obr 2.10 Fáze ohýbání [9] Obr č. 2.11: Rozložení tlaku při ohýbání [12] a) Diagram normálních měrných tlaků b) Diagram měrných tlaků podél čáry ohybu c) Diagram tangenciálních sil Na obr jsou znázorněny diagramy měrných tlaků při ohýbání jež mají maximum tlaku uprostřed úseku. Je třeba rozlišovat dva případy ohybu: - ohyb s malým poloměrem zakřivení při velkém stupni tvárné deformace - ohyb s velkým poloměrem zakřivení při malém stupni tvárné deformace
19 Ohýbá-li se s malými poloměry zakřivení, nesoustřeďují se napětí a deformace pod hranou pohyblivé čelisti, nýbrž se prostírají na značné délce polotovaru mezi opěrami. Tím se dosáhne ohybu polotovaru po parabolické křivce, při čemž se křivost postupně tím více zvětšuje, čím více se rameno ohybu zmenšuje. a) b) c) d) e) Obr č. 2.12: Napjatost v ohýbaném průřezu [12] a) na vnější straně tah, na vnitřní tlak b) začátek plastické deformace na vnější straně dosažení meze kluzu c) plastická deformace postupuje dovnitř materiálu d) průběh napětí včetně zpevnění e) ideální stav žádná pružně deformovaná oblast Minimální poloměr ohybu [6], [9] Minimální poloměr ohybu je takový poloměr, při kterém ještě nevzniknou trhliny, to znamená, že napětí v materiálu nedosáhne v žádném místě průřezu meze pevnosti. Minimální poloměr ohybu lze stanovit podle vzorce: R min s 1 = 1 = C s 2 ε k [mm] (2.24) kde je R min minimální poloměr ohybu [mm] s - tloušťka materiálu [mm] ε k - mezní přetvoření v krajních vláknech C - koeficient, který např. pro měkkou ocel je roven 0,5 až 0, Maximální poloměr ohybu [6] Maximální poloměr ohybu je poloměr, při jehož dosažení vzniknou v materiálu první plastické deformace v krajních vláknech. Je tedy možné ho určit ze vztahu: s E R = 1 max [mm] 2 R e (2.25) Kde je R max maximální poloměr ohybu [mm] s - tloušťka materiálu [mm] E - modul pružnosti v tahu [MPa] R e - mez kluzu [MPa]
20 2.2.3 Odpružení při ohybu [3], [6], [12] Ohyb, jako každá plastická deformace, je doprovázen deformací pružnou. Po ukončení procesu ohýbání pružná deformace zmizí, čímž však dojde ke změně rozměrů výrobku, které již nejsou totožné s tvarem nástroje. Tomuto jevu říkáme odpružení. Většinou je vyjádřeno změnou úhlu. Proto je třeba úhel ohýbání o velikosti odpružení zmenšit, aby výsledný výrobek měl tvar daný výkresem. Obr Odpružení ohnuté součásti [6] M l β = α α = so [ ] E I (2.26) kde β, α, α jsou úhly viz obr. 16 M ohybový moment [Nm] l so délka středního oblouku [mm] E - modul pružnosti v tahu [MPa] I moment setrvačnosti průřezu [mm 4 ] l so ρ π α = [mm] 180 (2.27) kde je ρ - poloměr neutrální osy α - úhel ohybu ρ = R + x s [mm] kde x je posunutí neutrální osy [mm] Pro ohýbání do tvaru V platí: l Re tgβ = 0, 0375 k s E Pro ohýbání tvaru U platí: l Re tgβ = 0, 075 m k s E l = r + r + 1, 2 s [mm] m m p (2.28) (2.29) (2.30) (2.31) kde je β- úhel odpružení [ ] l vzdálenost ohýbacích hran[mm] l m rameno ohybu [mm] E - modul pružnosti v tahu [MPa]
21 k součinitel viz. Tab.2 R e - mez kluzu s tloušťka plechu [MPa] [mm] Obr. 2.14: Ohyb do tvaru U a V [12] R/s 0,1 0,25 0, k 0,68 0,65 0,62 0,58 0,54 0,53 0,52 0,52 0,52 0,51 0,51 0,5 0,5 Tab.2 Hodnoty koeficientu k [13] Ohýbací síla a ohýbací práce [9] Obr.2.15 Schéma ohybu do tvaru: a) V, b) U Při ohybu do tvaru V nebo U bývá nejčastější úhel ohybu roven 90. K rychlému určení ohýbací síly je možné použít následujících vztahů: Pro ohyb do tvaru V: 2 Rm b s Fo = [kn] 100 lo Pro ohyb do tvaru U: 2 Rm b s Fo = 0,5 [kn] 100 kde je F o ohýbací síla b šířka součásti s tloušťka plechu l o šířka ohybnice [kn] [mm] [mm] [mm] viz obr č.2.15 (2.32) (2.33)
 h A = m [J] o o p kde je A o ohýbací práce [J] m koeficient zaplnění m = 0,66 F p síla přidržovače F p = 0,25.F o h hloubka ohybnice viz.obr.č. 2.15 (2.")
22 Jde-li o ohyb s kalibrací, pak výslednou sílu bereme jako dvojnásobek síly zjištěné podle předchozích vztahů. Ohýbací práci stanovíme dle vztahu: ( F + F ) h A = m [J] o o p kde je A o ohýbací práce [J] m koeficient zaplnění m = 0,66 F p síla přidržovače F p = 0,25.F o h hloubka ohybnice viz.obr.č (2.34) Vůle mezi ohybníkem a ohybnicí [3] Při ohýbání do tvaru V a podobných ohybů se šikmými nebo oblými rameny vůle mezi ohybníkem a ohybnicí odpovídá tloušťce ohýbaného materiálu a získá se seřízením lisu. Při ohýbání do tvaru U závisí vůle na tloušťce a toleranci tloušťky a na délce ramene ohýbané součásti. Vůle se stanoví: v o = s + c s (2.35) kde je v o - vůle mezi ohybníkem a ohybnicí na jedné straně [mm] c - součinitel vyjadřující vliv tření ohýbané součásti o ohybnici s ohledem na délku ramene ( viz tab. 3) s - tloušťka plechu [mm] Obr Vůle mezi ohybníkem a ohybnicí [12] Délka Tloušťka materiálu [mm] ramene do 0,5 0,5 až 2 2 až 4 nad 4 l m [mm] l o r m c l o r m c l o r m c l o r m c , , , , , , , , , , , , , , , , , , , , , , , , , , , ,15 Tab.3 Hodnoty koeficientu k [12]
23 2.2.6 Jakost a přesnost ohýbaných součástí [9] Jakost povrchu ohýbané součásti závisí na jakosti povrchu výchozího materiálu, geometrii ohýbacích čelistí, vůlí mezi čelistmi, drsnosti čelistí, tloušťce materiálu a mazání. Přesnost při ohýbání závisí rovněž na mnoha činitelích jako je: - tvar a rozměr ohýbané součásti - počet ohybů - homogenita výchozího materiálu - různá tloušťka ohýbaného materiálu - druh a přesnost použitého ohýbadla - kalibrace pro ohýbání - přesnost ustavení nástroje na stroji Tolerance výlisků zhotovených ohýbáním může být předepsána podobně, jako tomu bylo u součástí vystřihovaných. Pro pevné čelisti ohýbadel je nutno předepsat větší přídavek na opotřebení v důsledku většího namáhání. Konkrétní vztahy pro výpočet pracovních částí ohýbadel v závislosti na předepsané toleranci výlisku udává literatura [9] v tabulce na straně Technologičnost ohýbaných součástí [9] Ohýbání jako výrobní technologie má řadu nedokonalostí, mezi něž patří nepřesnost úhlu ohybu, deformace průřezu nebo ramen blízko oblasti ohybu, nesprávná poloha místa ohybu, trhliny v materiálu a jiná porušení, zpevnění atd. Při navrhování ohýbané součásti je třeba dodržovat některé zásady: - zmenšit odpružení vhodně voleným poloměrem ohybu, měl by být co nejmenší s ohledem na minimální poloměr ohybu - osa ohybu musí být kolmá k vláknům, aby se zamezilo vzniku trhlin a celkové náchylnosti výlisku k praskání - tolerance ohýbaných součástí nezužovat pod hranici běžně dosažitelnou v průměrné lisovně - ohýbaný úsek by měl být odlehčen od neohýbaných částí - ohyb by neměl ležet při okraji materiálu - otvory musí ležet v minimální vzdálenosti r + 2s od oblasti ohybu (r je poloměr ohybu, s je tloušťka plechu) - počet ohybů volit pokud možno co nejmenší a konstruovat součást tak, aby se ohýbalo stále jedním směrem 2.3 Funkční části nástroje [3], [4] Střižnice Střižnice je činnou částí střižných nástrojů, upevněnou přímo nebo nepřímo na základové desce. Upnutí se může provést různými způsoby, podle možností konkrétního podniku a strojového vybavení. Kritériem je velikost a složitost tvaru výstřižku, velikost série, druh nástroje, druh stříhaného materiálu aj. Materiál střižnice
24 Střižnice mohou být: - celistvé (tj. z jednoho kusu) - dělené (skládané) - vložkované Celistvé - používají se pro jednoduché tvary, střižnice jsou v provedení kruhovém nebo pravoúhlém a jejich upevnění k základové desce se realizuje různými způsoby: středícími elementy a šrouby přímo na základovou desku - zalisováním do ocelového rámu - zapuštěním do základové desky a upevnění šrouby, klíny atd. Podle způsobu použití a složitosti jsou kalené nebo nekalené. U vícekrokových střižnic se musí brát ohled na umístění střižných a upínacích otvorů, aby střižnice nebyla nikde extrémně zeslabena. Tímto se zamezí možnému ovlivnění sousedních otvorů při stříhání a vzniku velkého pnutí a prasklin při tepelném zpracování. Dělené (skládané) - jestliže požadovaný tvar součásti je složitý, velký nebo se skládá z více operací, střižnice se rozdělí na vhodné úseky, které se nalisují do měkké nekalené střižnice nebo se připevní šrouby a kolíky přímo na základovou desku. Vhodné rozdělení na jednotlivé elementy je výhodné jak z hlediska výroby, tak z tepelného zpracování. A dodatečné zpřesnění rozměrů je možno jednoduše provést broušením. Ukázky dělených střižnic jsou na obr Obr Příklady dělené střižnice [3] Vložkované - se využívají hlavně pro úsporu drahého nástrojového materiálu, kterým nemusí být jen nástrojová ocel třídy 19, ale i karbidy. Karbidové vložky se vyznačují velkou odolností proti otěru, pevností v tlaku, rozměrovou stálostí a mnohem vyšší životností než u nástrojů z nástrojové oceli. U nástroje využívajícího karbidové vložky musíme zajistit vysokou tuhost a pevnost stroje a správné vedení, aby nedocházelo k namáhání na ohyb. Jak základová deska, tak upínací deska se zhotovuje asi o 50 % silnější než u nástrojů s vložkami z nástrojové oceli. Vložka u střižnic je většinou zhotovena jako válcová s vnitřním požadovaným otvorem a pak je do střižnice upevněna různými způsoby. Některé druhy upnutí jsou vyobrazeny na obr Takto zhotovené střižnice jsou výhodné z hlediska oprav, protože se vymění jen vložka

25 obr Příklady upnutí střižných vložek u vložkovaných střižnic [3] Kritériem pro zvolení vhodného provedení střižnic je velikost a složitost tvaru výstřižku, velikost série, druh nástroje, druh stříhaného materiálu aj. Provedení střižných otvorů ve střižnici je závislé na druhu a tloušťce stříhaného materiálu a na velikosti stříhaného otvoru viz. tab. 4 α = pro t = 0,1 0, 5mm α = pro t = 0,5 1, 0mm α = pro t = 1,0 2, 0mm α = pro t = 2,0 4, 0mm α = 45 1 pro t > 4, 0mm h = 3 5mm pro t = 0, 5mm h = 5 10mm pro t = 0, 5 5mm h = 10 15mm pro t = 5 10mm α = 5 10 Použití - pro střední počty kusů - vystřihování malých částí - střední přesnost Pro vysoké počty kusů válcový nebo prismatický tvar válcově vybraný tvar h stejně jako při B Ke stříhání při použití vyhazovače nebo pro rozměrné tvary K děrování ( d>5 mm) Tab.4 Geometrie funkční části střižníku [12]
 vedené (obr. 2.")
26 2.3.2 Střižníky Z hlediska vedení se dělí střižníky na: nevedené (obr a, b) vedené (obr c) zesílené obr Příklady upnutí střižných vložek u vložkovaných střižnic [3] Střižníky větších průměrů, rozměrů a tvarové střižníky se konstruují jako nevedené, protože vyhovují podmínce vzpěru a nedochází tedy k namáhání ohybem. Střižníky větších rozměrů je možno konstruovat jako dělené (podobně jako dělené střižnice), kde horní část se vyrobí z konstrukční oceli a střižná část je z nástrojové oceli nebo z karbidů. Spojení obou částí je realizováno šroubem s vnitřním šestihranem a středění je zajištěno válcovým osazením (případné zajištění proti pootočení kolíky). Střižníky, které mají zajistit prostřižení otvorů malých průměrů (d < 5 mm) nebo otvorů tvrdších materiálů, musí být vedené. To zajistí, že střižník nebude namáhán na vzpěr a bude schopen prostřihnout otvory menších průměrů, aniž dojde k jeho porušení. Na obr d) je vyobrazen střižník s odtlačovacím kolíkem, který zajistí, aby vystřižený materiál neulpíval na střižníku vlivem plastické deformace a nánosu maziva. Kotvení neboli uchycení střižníků v kotevní desce je velmi různorodé a je závislé na druhu materiálu, složitosti tvaru, na konstrukci, na způsobu výroby a zvyklostech podniku. Ukotvení má zajistit, aby střižník nebyl vysunut z kotevní desky vlivem stahovací síly při zpětném chodu nástroje. Stahovací síla dosahuje maximálně 20 % střižné síly. Jak u střižnic, tak u střižníků existuje mnoho způsobu ukotvení. Nejznámější z nich je roznýtování horní části do kotevní desky. Takto vytvořený střižník je zakalen na 60 HRC a v kotevní části v délce 10 až 15 mm je popuštěn na 40 HRC. Další způsob je vytvoření válcového osazení, které se zalisuje do kotevní desky. Příklady jsou uvedeny na obr a), b). Obr Ukotvení střižníků [3]

27 Aby kotevní deska neobsahovala upínací otvory složitých tvarů, kotvení se provede zalitím pryskyřicí. Otvor v desce má zpravidla jednoduchý kuželový otvor, který není složitý na výrobu obr c). Střižníky větších rozměrů se přišroubují za přírubu do kotevní desky nebo se ještě do kotevní desky částečně zapustí, tak jak je zobrazeno na obr Obr Upnutí větších střižníků [3] 2.4 Popis nástroje [3], [4] Obr Schéma postupového nástroje bez vodícího stojánku (nalevo). S vodícím stojánkem (napravo) [3] Spodní část nástroje (střižná skříň) Základová deska {1} Slouží k upevnění nástroje na stole lisu. Je proto vždy rozměrově větší než střižná deska pro upnutí upínkami. Její velikost závisí rovněž na velikosti stolu lisu, protože musí překrýt propadový otvor. Její tloušťka je dána normou. Materiál je nejčastěji ocel , , a pro větší nástroje šedá litina Základová deska obsahuje otvory pro propad výlisků, které jsou oproti střižnici zvětšeny přibližně o 2 mm na obvodu. Na obvodu jsou otvory pro nasazení čepů pro snadnou manipulaci pod lisem a mino něj. Základová deska slouží rovněž pro zakotvení vedení
28 Střižnice {2} Viz. kapitola Funkční části nástroje Vodící lišty {3},{4} Vodící lišty slouží k vedení pásu nebo svitku v pracovním prostoru nástroje. Jejich vzdálenost je určena maximální šíří polotovaru. Druhým účelem vodících lišt je vytvoření bezpečného prostru pro manipulaci s materiálem mezi vodící deskou a střižnicí. Výška vodících lišt je určena ČSN a pro normální případy je rovna 5 až 8 mm. Tato výška je vhodná pro ruční manipulaci se stříhaným materiálem za předpokladu použití dorazů a stříhání na propad. Za použití střižných nástrojů pro přesné stříhání a nástrojů sloučených se vodící lišty nepoužívají a jejich funkci přebírá podavač. Pro snadnější a přesnější zavedení materiálu do nástroje se vodící lišty prodlužují na zaváděcí straně nástroje přibližně o 80 mm a podkládají se podpěrným plechem. Pro omezení bočního posunu polotovaru se doplňuje jedna z lišt odpruženým přidržovačem, který dotlačuje polotovar stále k protilehlé liště obr Materiál vodících lišt je nástrojová ocel nebo se opatřují kalenými vložkami. Vodící deska Obr Vodící lišty s odpruženým přidržovačem [3] Slouží pro vedení střižníků a pro stírání materiálu při zpětném zdvihu nástroje, případně pro podržení pásu na střižnici při některých technologiích stříhání. Tvoří buď pevnou součást střižné skříně nebo je pružně upevněna na kotevní popř. upevňovací desce. Vyrábí se z oceli v tloušťce 18 až 32 mm. Pro lepší mazání střižníků a snížení možnosti jejich zadření ve vodící desce se opatřují kolem vodících otvorů mazacími drážkami. Otvory pro střižníky se zhotovují v tolerancích pro uložení H7/h6. Vodící stojánky {10},{11} Přesnost výlisků a životnost lisovacích nástrojů závisí značně na správném a tuhém vedení. Tento požadavek je splněn použitím vodících stojánků. Upínací deska stojánku nahrazuje upínací desku nástroje bez vedení, má dvě nebo čtyři pouzdra, která se pohybují po vodících sloupcích. K beranu se upínací deska připevňuje za stopku. Druhy vedení: a) kluzné vedení - má velkou vodící plochu, počet zdvihů menší než 25 zdvihů/minutu. Pouzdro může být zhotoveno z litiny nebo z oceli , cementováno a kaleno na 62 HRC. Vedení má velkou odolnost proti opotřebení a umožňuje malý počet zdvihů
29 b) kuličkové vedení - používá se tam, kde nestačí kluzné vedení, např. u rychloběžných lisů, které mají malý zdvih a je požadována vysoká přesnost. c) válečková vedení - je nejpřesnější vedení, při kterém dochází k přímkovému styku válečku s oběžnou dráhou příčné ke směru pohybu. Vysoká a dlouhá životnost, vysoká přesnost chodu, malé tření, plynulý pohyb. Obr Kuličkové vedení (vlevo), Válečkové vedení (vpravo) [3] Horní část nástroje (upínací hlavice) Upínací deska {9} Bývá provedena z ocelového plechu ,11 500, o tloušťce 23 až 50 mm, popř. odlita ze šedé litiny. Upínací deska plní v nástroji dvě funkce: a) vně nástroje zajišťuje spojení a upevnění nástroje na beranu lisu b) v nástroji slouží k podepření jednotlivých střižníků a dokonalému spojení s kotevní deskou a vložkou a upevnění vedení U výstředníkových lisů je upínací deska opatřena v těžišti působících sil stopkou, odpovídající velikosti a provedení lisu. Pro ostatní typy lisů, kde upínání na beran je provedeno upínkami, je upínací deska bez stopky a v místě upnutí je proti kotevní desce a vložce zvětšena jednostranně o 25mm a více. Kotevní deska {7} Slouží k zakotvení střižníků a zhotovuje se v rozměrech obdobných jako upínací deska z oceli , popř. pro nástroje pracující s vyšším výkonem z tepelně zpracované nástrojové uhlíkové oceli. Tloušťka se pohybuje v rozmezí 10 až 32 mm. Rozmístění otvorů je obdobné jako u vodící desky, má však pro upevnění střižníků a zachycení stíracích sil válcová nebo kuželová zahloubení podle konců střižníků. Jednotlivé otvory musí být kolmé, aby při střihu nedocházelo k ohybu střižníků. Spojení kotevní a upínací desky je provedeno šrouby ČSN nebo a hlava šroubů bývá, pro snadnější demontáž střižné hlavy, v upínací desce. Opěrná deska {8} Slouží jako podložení mezi střižníky a kotevní deskou, aby nedošlo k jejímu otlačení. Vyrábí se z konstrukční oceli
30 Stopka {36} Slouží pro upnutí a středění nástroje na beran výstředníkového lisu. Tvar stopek je normalizován a jejich velikost je volena s ohledem na velikost lisu. Stopky se umisťují do těžiště tvářecích sil působících v nástroji. Pro správnou funkci lisovacího nástroje musí být nástroj dobře vyvážen, to znamená, že výslednice sil do všech střižníků musí působit v ose beranu. Proto musí být stopka umístěna v této výslednici. Protože stopka je upínacím a zároveň i středícím elementem, vznikl by při jejím nevhodném umístění klopný moment na beranu lisu, který by namáhal vedení beranu a současně negativně ovlivňoval funkci nástroje. Umístění stopky lze zjistit graficky nebo početně tak, že se najde výslednice sil od všech střižníků v obou směrech a do průsečíku obou výslednic se stopka umístí. Střižné síly na jednotlivých střižnících jsou úměrné obvodu střižníků. Stačí proto nanést z těžiště tvaru příslušného střižníků jeho obvod v libovolném měřítku jako úsečku a pomocí pólového obrazce najít výslednici v obou směrech. Obr Stopka pro výstředníkový lis Hledáčky {19} Používají se většinou při mechanizaci podávání válečkovými podavači, popř. při ručním podávání. Podavače mají v závislosti na délce podávání kolísající přesnost. Hledáčky proto slouží pro přímé zavedení polotovaru do nástroje a korigují tak rozptyl podávání. Hledáčky se konstruují jako přímé obr nebo nepřímé, kde otvory pro hledáčky jsou stříhány do opadu. Používají se u plechů silnějších než 0,3 mm a umisťují se do druhého kroku s tím, že otvory se stříhají v kroku prvním. Hledáčky nepřímé se používají tam, kde součást není opatřena otvory, popř. otvory jsou malé, konstrukce nepřímých hledáčků je podobná hledáčkům přímým. Nepřímé hledáčky se používají i pro zajištění polohy rámečků bezpečných ohýbacích nebo tvarovacích nástrojů, kde zajišťují dokonalé uzavření pracovního prostoru nástroje. Upínání hledáčků a materiál je stejný jako u střižníků. a) b) Obr Hledáčky [3]
31 2.4.3 Stroje a zařízení ke stříhání [11] LISY Jsou stroje, které se nejčastěji používají pro tvarové stříhání součástí. Lze je rozdělit podle různých hledisek. Pro stříhání se využívají nejvíce mechanické lisy a hydraulické lisy. Na zvolení vhodnosti lisu závisí mnoho parametrů, které záleží především na vyráběné součásti a na strojním parku podniku. Mechanické Jsou to nejpoužívanější tvářecí stroje, které jsou vhodné pro různé tvářecí operace. Mají velkou výrobnost a jsou konstrukčně jednoduché. I když nevýhodou je, že maximální tvářecí sílu lze odebrat až těsně před dolní úvratí. Mechanický lis může být zatížen takovou silou, která nepřesáhne jmenovitou sílu daného lisu. Pokud by tento případ nastal, dojde k zastavení lisu vlivem různých pojistek, aby se zamezilo přetížení lisu. Mechanické lisy hojně využívají klikového mechanismu pro přenos energie. Nejpoužívanější z mechanických lisů jsou výstředníkové lisy, které se hlavně využívají pro operace zpracovávající plech. Energie se kumuluje v setrvačníku, který je roztáčen elektromotorem. Zdvih je možno měnit pomocí výstředníkového mechanismu. Tím se zajistí určitá přestavitelnost beranu a hlavně bezpečnost práce, protože se zdvih nastaví podle potřeb používaného nástroje. Různé druhy dosahují 40 až 400 zdvihů za minutu. Hydraulické Jsou stroje využívající k vytvoření tlaku vlastností kapalin (Pascalův zákon). Je možno je též použít pro stříhání v nástrojích. Mají menší výrobnost oproti mechanickým lisům, i když rychlost pohybu beranu lze libovolně nastavit podle potřeb v rozmezí v = 0 -v- 0,25 [m s 1 ]. Maximální sílu je možno odebrat v jakémkoliv místě zdvihu. Nevýhodou je jejich složitější konstrukce, údržba, vyšší pořizovací náklady

32 3. NÁVRH TECHNOLOGIE VÝROBY Součástka má funkci jako kryt k zabránění bočního kmitání řemene pohonu motoru. Materiál vyráběné součásti je , podle normy ČSN EN je značení S235. Tloušťka součásti je 1mm. Požadovaná výrobní série je ks/rok. Součást je vhodná pro automatizovanou výrobu v postupovém nástroji. Pro automatickou linku je proto vhodné použít polotovar ve formě svitku, což linku značně zjednoduší a sníží jednotkový čas. Navíc oproti použití tabulí plechu dochází ke snížení nákladů až o 5%. 3.1 Návrh variant konstrukční řešení Uspořádání na výšku neumožňuje posuv plechu do dalšího kroku po provedení ohybu bočních křídel. Uspořádání na délku, tedy ve směru pohybu pásu, je více vhodné pro tento typ součásti. Varianta č.1 V první variantě se budu zabývat provedením všech operací ve dvou krocích. 1. krok vystřižení otvorů, vystřižení vnějšího tvaru 2. krok přidržení, zahledání za vystřižené otvory, dostřižení zbývající boční části se současným ohybem a vyhození součástky směrem nahoru Obr. 3.1 Nástřihový plán první varianty Konstrukce tohoto nástroje by byla finančně náročná a příliš složitá, především funkce nástroje ve druhém kroku, kdy je potřeba na jeden zdvih vykonat několik operací. Tím by se musel zvětšit zdvih nástroje, protože by bylo potřeba součást nejprve odstřihnout a následně provést ohyb v jednom kroku
33 Varianta č.2 Ve druhé variantě zhodnotím provedení ve třech krocích. 1. krok děrování otvorů, vystřižení vnějšího tvaru 2. krok zahledání za díry vyhotovené v předchozím kroku, provedení ohybu dvěma ohybníky směrem dolů 3. krok odstřižení, hotová součást propadává nástrojem do bedny Obr. 3.2 Nástřihový plán první varianty Přidáním třetího kroku se vyhneme stříhání a ohýbání v jednom jediném kroku a zároveň nebude potřeba vyhazovač, protože hotová součást může na konci třetího kroku propadnout skrz nástroj. Jeden krok navíc sice zvětší nástroj a tím i cenu za nástroj, ovšem na konstrukci bude mnohem jednodušší, a také spolehlivější jak z hlediska funkce, tak i životnosti. Vzhledem k uvedeným důvodům volím variantu č
![3.2 Využití materiálu Výpočet plochy výstřižku je proveden pomocí programu SolidWorks 2006 s využitímateriálu = s 100 [ %] 1467 využitímateriálu = 100 2592 využitímateriálu = 56,6% v o [ %] Obr. 3.](/docs-images/93/113725758/images/34-0.jpg "3 Využití materiálu 3.3 Příklad výrobní linky Jak bylo již předesláno, sdružený nástroj je vhodný pro automatizovanou výrobu. Jako příklad uvádím možnost použití v praxi. 1.")
34 3.2 Využití materiálu Výpočet plochy výstřižku je proveden pomocí programu SolidWorks 2006 s využitímateriálu = s 100 [ %] 1467 využitímateriálu = využitímateriálu = 56,6% v o [ %] Obr. 3.3 Využití materiálu 3.3 Příklad výrobní linky Jak bylo již předesláno, sdružený nástroj je vhodný pro automatizovanou výrobu. Jako příklad uvádím možnost použití v praxi. 1. Odvíjecí zařízení slouží jako zásobník materiálu. Jako polotovar se používá svitek plechu který se postupně odvíjí. 2. Rovnačka používá se k rovnání pásového polotovaru před jeho vstupem do lisu 3. Podávací zařízení slouží k přesnému podávání pásového polotovaru to lisu. Umožňuje přesné nastavení potřebného kroku. 4. Lis V lisu se pomocí postupového nástroje provádí operace potřebné k vyhotovení dané součástky. Z lisu vypadává hotová součást. Existují i zařízení které v sobě kombinují rovnačku s podavačem viz příloha
35 Obr 3.4 Schéma výrobní linky 4. KONSTRUKČNÍ ŘEŠENÍ TECHNOLOGIE VÝROBY DOLOŽENÉ TECHNICKÝMI VÝPOČTY 4.1 Výpočty pro stříhání Střižná síla Stříhaný obvod je rozdělen na čtyři symetrické části. L1 = 4[mm] L2 = 2[mm] L3 = 3,14[mm] L4 = 8[mm] L5 = 12[mm] L6 = 3,14[mm] L7 = 13[mm] L8 = 12,57[mm] Obr. 4.1 Stříhaný obvod Zbývající střižné hrany, které plní funkci přistřihovače L9 = 18[mm] L10 = 21[mm] Obr. 4.2 Přistřihovač
36 7 o = 4 L + 2 L8 n= 1 o = 4 o = 284,26 ( , , ) [ mm] , ( ) F F F F F S S S S S = o s τ n = o s 0,77 R s = 145,11 m [ N ] [ kn] = ,57 n = 214,26 1 0, , Střižná práce k Fs s A = [ J ] , ,574 1 A = 1000 A = 72,56[ J ] Síla potřebná pro setření materiálu ze střižníku F F F u u u = k eu F [N] s = 0, ,57 = 18865,21[N] Střižná vůle Stříhaný plech má tloušťku 1mm, proto použijeme vzorec pro výpočet střižné vůle s < 3mm v = 2 C s v = 2 0,01 1 0,32 v = 0,13[mm] τ Ps 0, Kontrola střižníku na otlačení F σ s dov = S [MPa] Tvarový střižník: , ,3 σ dov = 673,31 σ = 136,47[ MPa] < 180[ MPa] dov Nedojde k otlačení
37 Kruhový střižník: o s 0,77 Rm n σ dov = 2 π r 12,57 1 0, ,3 σ dov = 2 π 2 σ = 6414,047[ MPa] > 180[ MPa] dov Napětí přesahuje dovolené napětí 180 Mpa, je tedy třeba použít opěrnou desku Kontrola střižníku na vzpěr Pro výpočet je zvolen nejmenší kruhový střižník. Tento je nejvíce náchylný ke vzpěru. Zbývající střižníky jsou na bezpečnější straně. l krit = 2 4 π E I n F s Modul setrvačnosti pro kruhový průřez: 4 π d I = 64 4 π 4 I = 64 4 I = 12,57[ mm ] Minimální délka střižníku: l l l l krit krit krit krit = = = 2 4 π E I n o t 0,77 R π 2, , ,56 1 0, , , ,01 = 90,06[mm] m 1,3-37 -
38 4.2 Výpočty pro ohýbání Minimální poloměr ohybu R R R min min min s 1 = 1 C s 2 = ε k = 0,6 1 = 0,6[ mm] Maximální poloměr ohybu R R R max max max s = 2 E R e ,1 10 = = 487,87[ mm] Odpružení při ohybu Rameno ohybu l = r + r + 1,2 s l l m m m m = ,2 1 p = 4,2[ mm] lm Re tgβ = 0,075 k s E 4,2 215 tgβ = 0,075 0,58 1 2,1 10 tgβ = 5, β = 0, Výpočet vůle mezi ohybníkem a ohybnicí v = s + c s v v o o o = 1+ 0,1 1 = 1,1 mm
39 4.2.5 Síla při ohýbání F F o o = 0,5 100 = 76,5[kN] 2 [kn] Síla přidržovače při ohýbání Fp = 0,25 Fo Fp = 0,25 76,5 [ ] Fp = 19,125 kn 4.3 Celková lisovací síla F = F + F + F + F F F C C C S u o = 145, , ,6 + 16,125 = 255,7[kN] p
40 4.4 Výpočet těžiště všech sil pro určení pozice stopky F 1 = 6,41kN F 2 = 163,7kN F 3 = 6,41kN F 4 = 76,5kN F 5 = 8,16kN X1=163mm X2=143mm X3=123mm X4=89mm X5=62mm X X X T T T Fi xi F1 x1 + F2 x2 + F3 x3 + F4 x4 + F5 x5 = = Fi F1 + F2 + F3 + F4 + F5 6, , , , ,16 62 = 6, ,7 + 6, ,5 + 8,16 = 124,65mm Obr. 4.3 Výpočet těžiště sil 4.5 Stanovení rozměrů střižníku a střižnice Zadaná součást nemá po vnějším obvodu žádné funkční části a proto nejsou na rozměrovou přesnost kladeny přílišné nároky. Z tohoto důvodu nejsou výrobní tolerance na výkrese zakótovány. Nástroj bude opatřen vodícími stojánky a přidržovačem. Je tedy možné vyrábět součásti v toleranci IT 11. Tomu odpovídá výrobní tolerance střižníku a střižnice IT 8 viz. kapitola Výroba střižníku se provede podle tolerancí, které jsou dány normou uvedenou v rohovém razítku. Funkční části střižnice se vyrobí podle pozic příslušných střižníků zvětšené o střižnou vůli
41 4.6 Volba vhodného stroje [10] Celková síla, kterou lis musí vykonat je F C = 255,7kN. Firma TOMA INDUSTRIES s.r.o. má ve své nabídce výstředníkové lisy o jmenovité síle 100, 250, 400 a 630kN. Volím tedy nejbližší vyšší vyhovující lis a to LEN 40 C. Tento lis vyhovuje z hlediska potřebné síly a také z hlediska rozměrového. Plocha stolu 530 x 660mm je pro zkonstruovaný nástroj dostatečná. Vlastnosti lisu LEN 40 C: Výstředníkové lisy řady LEN.. C jsou určené pro všechny práce lisovaní za studena, jako je stříhání, vystřihování, děrování, ostřihování, ražení, ohýbání, rovnání, protlačování apod. Pohon lisu zabezpečuje přepínatelný dvojotáčkový elektromotor, díky čemuž je možné volit počet zdvihů baranu podle potřeby technologické výroby. Na lisech je použitá pneumaticky ovládaná lamelová spojka, mechanicky spojená s lamelovou třecí brzdou. Hlavní přednosti lisu: možnost změny velikosti zdvihu přestavení beranu přesné, prodloužené samomazné vedení beranu valivé uložení výstředníkového hřídele a ojnice třecí obložení spojky-brzdy, které vyhovuje hygienickým normám ulehčené a přesné nastavení radiálních a kontrolních vaček možnost použití mechanizačního a automatizačního příslušenství Technické údaje: Jmenovitá síla lisu : 400 [kn] Počet zdvihů trvalý chod P/R : 70 / 140 [min] Využitelný počet jednotlivých zdvihů P/R : 35 / - [min] Maximální hloubka zpracovaného plechu P/R : - trvalý chod : 3,2 / 2 [mm] - jednotlivé zdvihy : 6,4 / - [mm] Maximální odebraná práce P/R : - trvalý chod : 800 / 425 [J] - jednotlivé zdvihy : 1040 / - [J] Elektromotor : - výkon : 3,5 / 7 [kw] - otáčky : 710 / 1450 [min] Elektrické napětí : - síťové : 380 V/50 [Hz] - ovládací : 24 V/50 [Hz] - osvětlení : 24 V/50 [Hz] Tlakový vzduch : - pracovní tlak : 0,5 0,63 [MPa] - spotřeba vzduchu : 0,006 [m 3 /zdvih] Přípojka vzduchu : G 1/2-41 -
42 4.7 Použité konstrukční materiály konstrukční ocel uhlíková nelegovaná, R e = 210 MPa, R m = 370 až 450 MPa, (S235JRG1) A = 25 %, tvrdost 104 až 127 HB. Svařitelnost dobrá, cementovatelnost není sice zaručená, ale vyhovující. Použití základová deska, přítlačná deska, kotevní deska, upínací deska konstrukční ocel legovaná mangan-chromová, vhodná k cementování, dobře (16MnCR5) obrobitelná a svařitelná, dobře tvařitelná za tepla, R e = 600 MPa, R m = min. 800 MPa, tvrdost min 240 HB, velká tvrdost cementované vrstvy po zakalení a s vysokou pevností v jádře, tvrdost zakalené vrstvy až 63 HRC, prokalitelnost do 30 mm. Použití vodící pouzdra, vodící sloupky nástrojová ocel legovaná manganová s malým obsahem vanadu, dobře (90MnCrV8) obrobitelná, po zakalení tvrdost 61 HRC, do 40 mm v celém průřezu. Použití opěrná desky, vodící lišty, hledáčky nástrojová ocel legovaná, chromová nadeutektoidní ocel, dobře obrobitelná, (X210Cr12 po zakalení tvrdost až 64 HRC, 25 mm v celém průřezu. Použití střižníky, střižnice, ohybník
43 5. Technicko ekonomické zhodnocení 5.1 Vstupní hodnoty Ke stanovení ekonomických ukazatelů jsou potřeba tyto údaje: Výrobní dávka Q=600000ks/rok Dílenské režie: - Jednicové mzdy JM=100% - Výrobní režie VR=430% - Správní režie SR=120% - Ostatní přímé náklady OPN = 25% Zpracovatelská režie: ZR = JM + VR + SR + OPN ZR = ZR = 675% Pracovní třídy pro výrobu nářadí: TTK6 = 100 Kč/hod (seřizovač) TTK7 = 120 Kč/hod (nástrojař) 5.2 Náklady na materiál Materiál S235JRG1 1 kg plechu ve svitku 25 Kč 1 kg opadu 4 Kč Výpočet hmotnosti plechu spotřebovaného za rok m = ρ S s Q m m p p p o = 7, = 12208,32kg / rok kde ρ - hustota oceli [kg/dm 3 ] So - plocha plechu potřebná na jeden kus [mm 2 ] s tloušťka plechu [mm] Q počet vyrobených kusů za rok Cena materiálu za rok c = m cena za 1kg plechu c c p p p p = 12208,32 25 = Kč / rok
44 Hmotnost odpadu za rok m = ρ S S s Q m m o o o = 7,85 ( v o ) 6 10 ( ) = 5298,75kg / rok kde S o - plocha součásti [mm 2 ] Cena odpadu za rok c = m cena za 1kg odpadu c c o o o o = 5298,75 4 = 21195Kč / rok Náklady na materiál za 1 rok N = c c N N m m m p o = = Kč / rok 5.3 Náklady na nástroj Počet potřebných normohodin na výrobu nástroje t n = 600Nh Náklady na hodinu práce TKK7 = 120Kč/hod Náklady na jednicové mzdy: JM = t TKK 7 JM n = JM = 72000Kč Zpracovatelské náklady: ZN = JM ZR ZN = JM 675% ZN = ,75 ZN = Kč Zisk nářaďovny Z = 15% ZN Z = 0,15 ZN Z = 0, Z = 72900Kč
45 Celková cena za nástroj N n = ZN + Z + předpokládané náklady na materiál nástroje N n = N n = Kč 5.4 Celkové náklady Do celkových nákladů na výrobu je třeba do výpočtu zahrnout náklady na vstupní materiál, náklady na nástroj dále náklady na mzdy, energie a ostatní náklady. N N N c c c = N m + N n + N e + N = = Kč o Náklady na jednu součást v roční sérii ks N N s s = = 1,63Kč Při navýšení ceny jedné součásti o zisk 20% by součástka stála 1,63 1,2 = 1,96 Kč a zisk v jednom roce při dané sérii by činil: ( 1, ) = Kč Při pokračování výroby do dalších let by odpadly náklady za nástroj a zisk by se zvýšil přibližně na kč/rok
46 6. Závěr Cílem diplomové práce bylo navrhnout technologii výroby pro zadanou součást Kryt, která slouží k zabránění bočního kmitání řemene pohonu motoru. Jedná se o jednoduchou součást z materiálu S235JRG1 (11 373) o tloušťce 1mm a výrobní sérii ks/rok. Součást je nejvíce vhodná pro použití technologie plošného tváření a to konkrétně stříhání a ohýbání. Využitím sdruženého nástroje se daří celou výrobu zautomatizovat čímž se výroba značně zjednoduší,sníží riziko úrazů a zvýší se efektivita práce, protože odpadá čas potřebný na manipulaci mezi dvěma operacemi. Tímto se jakákoliv manipulace během výroby minimalizuje pouze na výměnu svitků, manipulaci s hotovými součástmi a s odpadem. Nástroj se bude vyrábět dle přiložené výkresové dokumentace. Jelikož nejsou na zadanou součást z hlediska její funkce kladeny nároky na přesnost, nejsou uvedeny výpočty pro výpočet funkčních částí nástroje. Výroba bude spočívat ve vyhotovení střižníků a funkční části střižnice budou vyrobeny zvětšené o střižnou vůli s ohledem na střižníky. Ve výpočtové části práce byly provedeny výpočty potřebné pro správnou funkci nástroje a zároveň výpočty určující celkovou sílu, která je potřeba pro výrobu součásti. S ohledem na tuto sílu byl zvolen lis LEN 40 C, který plně vyhovuje všem požadavkům kladeným na správnou funkci nástroje. V ekonomickém zhodnocení byly nastíněny náklady spojené s výrobou nástroje, cenou za materiál, energií atd. Při roční sériovosti ks je výrobní cena jedné součásti 1,63 Kč. Prodejní cena by se odvíjela s ohledem na požadovaný zisk a především na celkový předpokládaný náklad výroby
47 Seznam použité literatury [1] NOVOTNÝ, Josef, LANGER, Zdeněk. Stříhání a další způsoby dělení kovových materiálů. 1. vyd. Praha : SNTL, s. [2] DVOŘÁK, Milan, GAJDOŠ, František, NOVOTNÝ, Karel. Technologie tváření: plošné a objemové tváření. 2. vyd. Brno: CERM, s. ISBN [3] NOVOTNÝ, Karel. Tvářecí nástroje. 1. vyd. Brno: Nakladatelství, s. ISBN [4] KOTOUČ, Jiří, et al. Tvářecí nástroje. 1. vyd. Praha: ČVUT v Praze, ISBN s [5] STANĚK, Jiří. Základy stavby výrobních strojů: Tvářecí stroje. Plzeň: Západočeská univerzita v Plzni, s ISBN [6] FOREJT, Milan. Teorie tváření. 2. vyd. Brno: AKADEMICKÉ NAKLADATELSTVÍ CERM, s. ISBN [7] ŠPAČEK, J., ŽÁK, L.: Speciální technologie I a II Návody do cvičení - část plošné tváření, Rektorát, 1991, 109 str., ISBN [8] ČSN Lisovací nástroje STŘIHADLA A STŘIŽNÉ VŮLE: Směrnice pro výpočet a konstrukci. 1. vyd. Praha: ÚNM, s. [9] BAREŠ, K, et al. Lisování : určeno [také] stud. na střed. a vys. odb. školách. Praha : SNTL, s. [10] klíčová slova: výstředníkové lisy, lisy TOMA [11] NOVOTNÝ, KAREL. Výrobní stroje a zařízení: Tvářecí stroje. [s.l.] : [s.n.], s. Dostupný z WWW: < [12] ROMANOVSKIJ, V. P. Příručka pro lisování za studena. Praha: SNTL, s. [13] KŘÍŽ, Rudolf. Strojírenská příručka 8. svazek: Tváření. 1. vyd. Praha: Scientia, s. ISBN [14] DRASTÍK, František, et al. Strojnické tabulky pro konstrukci i dílnu. Ostrava : MONTANEX, s. ISBN [15] klíčová slova: S235JR
48 Seznam použitých symbolů: SYMBOL JEDNOTKA POPIS a mm délka střižnice α úhel ohybu A J střižná práce A e mm rozměr střižnice A j mm jmenovitý rozměr výstřižku nebo otvoru A k mm rozměr střižníku A o J ohýbací práce β úhel odpružení b mm šířka součásti C - součinitel pro výpočet střižné vůle c 0 Kč cena odpadu za rok c p Kč cena materiálu za rok d mm průměr střižníku mm tolerance součásti nebo otvoru δ e mm výrobní tolerance střižnice δ k mm výrobní tolerance střižníku E MPa modul pružnosti v tahu F C N celková lisovací síla F krit N kritická síla F o kn ohýbací síla F p N síla přidržovače F S N střižná síla F u n síla potřebná pro setření materiálu ze střižníku h mm hloubka ohybnice H mm tloušťka střižnice I mm 4 moment setrvačnosti průřezu k - koeficient závislý na druhu a tloušťce materiálu k - součinitel K mm krok k eu - koeficient závislý na druhu materiálu K S MPa střižný odpor l mm vzdálenost ohýbacích hran l krit mm kritická délka střižníku l m mm rameno ohybu l o mm šířka ohybnice l so mm délka středního oblouku m - koeficient zaplnění m kg hmotnost M Nm ohybový moment m 0 kg hmotnost odpadu za rok m p kg hmotnost plechu spotřebovaného za rok
49 n - koeficient, který zahrnuje otupení nožů N c Kč celkové náklady N m Kč náklady na materiál za 1 rok N n Kč celková cena za nástroj N s Kč náklady na jednu součást n vm - počet výstřižku z jednoho metru svitku o mm obvod, který stříháme p r MPa měrný tlak Q ks/rok počet vyrobených kusů za rok ρ mm poloměr neutrální osy ρ kg/dm 3 hustota R a - drsnost povrchu R e MPa mez kluzu R m MPa pevnost v tahu R max mm maximální poloměr ohybu R min mm minimální poloměr ohybu s mm tloušťka plechu S mm 2 plocha průřezu střižníku, půdorysná plocha raženého reliéfu s 0 mm 2 plocha pásu na jeden krok S 0 mm 2 plocha plechu potřebná na jeden kus σ dov MPa dovolené namáhání v tlaku S k mm 2 plocha konstrukčního odpadu S kr mm 2 celková plocha plechu na jeden krok σ o MPa ohybové napětí S p mm 2 plocha pásu S S mm 2 plocha střihu S t mm 2 plocha technologického odpadu s v mm 2 plocha jednoho výstřižku Šp mm šířka pásu t n Nh počet potřebných normohodin na výrobu nástroje v mm střižná vůle V mm 3 objem v min mm nejmenší zaručená střižná mezera x - koeficient bezpečnosti x mm posunutí neutrální osy X T mm poloha težiště v ose X ψ - součinitel zaplnění diagramu, roste se zmenšující se tloušťkou a stoupající tažností
50 Z Kč zisk nářaďovny µ - koeficient tření τ s MPa pevnost ve střihu
51 Seznam příloh PŘÍLOHA 1 Velikost střižné vůle pro kovové materiály PŘÍLOHA 2 Doporučené hodnoty koeficientu c PŘÍLOHA 3 Závislost mezi střižným odporem k a pevností v tahu R m PŘÍLOHA 4 Koeficienty k eu a k ev PŘÍLOHA 5 Přehled chemického složení vybraných konstrukčních ocelí dle ČSN EN PŘÍLOHA 6 Přehled mechanických vlastností vybraných konstrukčních ocelí dle ČSN EN PŘÍLOHA 7 Parametry a rozměry lisu LEN 40 C PŘÍLOHA 8 - Podávací rovnačka QPRM 300 / 6 PŘÍLOHA 9 - Jednostranný odviják QOPJ
52 PŘÍLOHA 1 Velikost střižné vůle pro kovové materiály
![PŘÍLOHA 2 Doporučené hodnoty koeficientu c [8] PŘÍLOHA 3 Závislost mezi střižným odporem k a pevností v tahu R m [8] Materiál Tloušťka plechu [mm] do 1 1 až 2 2 až 4 nad 4 Ocel měkká R m =250-350MPa](/docs-images/93/113725758/images/53-1.jpg "0,75-0,70 0,70-0,65 0,65-0,55 0,50-0,40 Ocel středně tvrdá R m =350-500MPa 0,65-0,60 0,60-0,55 0,55-0,48 0,45-0,35 Ocel tvrdá R m =500-700 MPa 0,50-0,47 0,47-0,45 0,44-0,38 0,35-0,25 Hliník, měď")
53 PŘÍLOHA 2 Doporučené hodnoty koeficientu c [8] PŘÍLOHA 3 Závislost mezi střižným odporem k a pevností v tahu R m [8] Materiál Tloušťka plechu [mm] do 1 1 až 2 2 až 4 nad 4 Ocel měkká R m = MPa 0,75-0,70 0,70-0,65 0,65-0,55 0,50-0,40 Ocel středně tvrdá R m = MPa 0,65-0,60 0,60-0,55 0,55-0,48 0,45-0,35 Ocel tvrdá R m = MPa 0,50-0,47 0,47-0,45 0,44-0,38 0,35-0,25 Hliník, měď (žíhané) 0,80-0,75 0,75-0,70 0,70-0,60 0,65-0,50 PŘÍLOHA 4 Koeficienty k eu a k ev [8]

54 PŘÍLOHA 5 Přehled chemického složení vybraných konstrukčních ocelí [15]

55 PŘÍLOHA 6 Přehled mechanických vlastností vybraných konstrukčních ocelí [15] PŘÍLOHA 7 Parametry a rozměry lisu LEN 40 C
![PŘÍLOHA 7 Parametry a rozměry lisu LEN 40 C [10] Parametry a rozměry : Přestavitelnost zdvihu (A) : 8-95[mm] Přestavitelnost beranu (B) : 60 [mm] Vyložení (C) : 265 [mm] Sevření (E) : 295 [mm]](/docs-images/93/113725758/images/56-0.jpg "Přechod (F) : 300 [mm] Plocha stolu : 530 x 660 [mm] Plocha beranu : 250 x 400 [mm] Hloubka stolové desky : 75 [mm] Rozměry lisu : A1 = 1250 [mm] B1 = 2370 [mm] C1 = 1585 [mm] D1 = 1220 [mm] E1 = 830")
56 PŘÍLOHA 7 Parametry a rozměry lisu LEN 40 C [10] Parametry a rozměry : Přestavitelnost zdvihu (A) : 8-95[mm] Přestavitelnost beranu (B) : 60 [mm] Vyložení (C) : 265 [mm] Sevření (E) : 295 [mm] Přechod (F) : 300 [mm] Plocha stolu : 530 x 660 [mm] Plocha beranu : 250 x 400 [mm] Hloubka stolové desky : 75 [mm] Rozměry lisu : A1 = 1250 [mm] B1 = 2370 [mm] C1 = 1585 [mm] D1 = 1220 [mm] E1 = 830 [mm] F1 = 450 [mm] G1 = 505 [mm] H = 800 [mm] H1 = 120 [mm] J1 = 130 [mm] K1 = 900 [mm] L1 = 738 [mm] α = 0, 15, 30 Hmotnost lisu : kg
![PŘÍLOHA 8 - Podávací rovnačka QPRM 300 / 6 [10] Podávacia rovnačka je určená k rovnaniu pásu plechu odvíjaného zo zvitku a zároveň jeho presné podávanie do](/docs-images/93/113725758/images/57-0.jpg "technológie - nástroja lisu.")


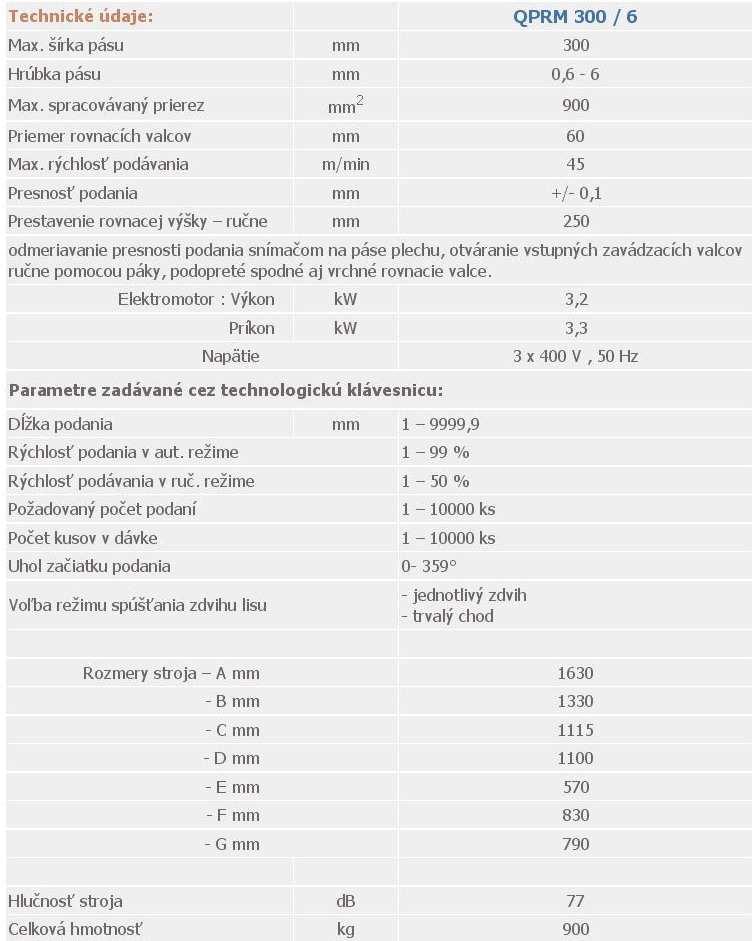
57 PŘÍLOHA 8 - Podávací rovnačka QPRM 300 / 6 [10] Podávacia rovnačka je určená k rovnaniu pásu plechu odvíjaného zo zvitku a zároveň jeho presné podávanie do technológie - nástroja lisu. Podávacia rovnačka môže pracovať ako samostatný stroj buď z ľavej alebo z pravej strany lisu a vyžaduje pevné mechanické prepojenie jednoduchej konštrukcie s výstredníkovým lisom. Je navrhnutá predovšetkým pre prácu v linke v zostave: odvíjak, podávacia rovnačka, lis, čím sa vytvorí automaticky pracujúca linka. Ovládanie podávacej rovnačky je navrhnuté samostatne stojacím ovládacím panelom. Na displeji ovládacieho panelu zobrazuje tiež pomocné textové správy a chybové hlásenia. Má pripravený vstup pre pripojenie čidla kontrolujúceho presné podanie materiálu v nástroji lisu. Pohon zabezpečuje servomotor a servomenič LENZE. Elektroobvody sú pripravené na spoluprácu strojov v automatizovanej linke na prepojenie bezpečnostného obvodu Centrál stopov
58
![PŘÍLOHA 9 - Jednostrann odviják QOPJ [10] Odvíjak slúži k odvíjaniu pásovému materiálu zo zvitku alebo k navíjaniu vydierovaného pásu pri spracovaní v tvarovacej linke.](/docs-images/93/113725758/images/59-0.jpg "Najčastejšie pracuje v linke v súčinnosti s ďalšími strojmi ako rovnačkou, podavačom, lisom prípadne deliacim zariadením.")

59 PŘÍLOHA 9 - Jednostrann odviják QOPJ [10] Odvíjak slúži k odvíjaniu pásovému materiálu zo zvitku alebo k navíjaniu vydierovaného pásu pri spracovaní v tvarovacej linke. Najčastejšie pracuje v linke v súčinnosti s ďalšími strojmi ako rovnačkou, podavačom, lisom prípadne deliacim zariadením. Pohon upínacieho tŕnu odvíjaka je motorický so samočinným ubrzdením trhu pri vypnutí pohonu. Ovládanie odvijáka je možné ručne, pomocou ovládacích prvkov na paneli stroja alebo automatické, pomocou ovládacieho ramena, ktoré kontroluje veľkosť previsu odvíjaného alebo navíjaného pásu. Odvíjanie je možné v oboch smeroch podľa postavenia v linke. Podľa toho sa na odviják montuje ovládacie rameno, ovládací panel a pneumatický ovládaný držiak zvitku. Držiak je dodávaný ako zvláštne príslušenstvo na zvlášnu objednávku. Meniteľný rozsah upínacieho priemeru trnu odvíjaka sa dá meniť montážou nádstavcov, ktoré sú súčasťou základného vybavenia stroja. Upnutie a stredenie zvitku sa prevádza ručne. Pneumaticky ovládaný držiak zvitku bráni možnému rozvinutiu zvitku v dosledku pružnosti zvinutého pásu. Montuje sa na podstavec odvijáka a jeho činnost sa ovláda ručne. So strojom sa dodáva normálne príslušenstvo potrebné pre montáž a prestavenie
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
ABSTRAKT ABSTRACT. PETŘEK P: Výroba petlice sdruženým nástrojem
 1 ABSTRAKT PETŘEK P: Výroba petlice sdruženým nástrojem Projekt vypracovaný v rámci inženýrského studia oboru M-STG předkládá návrh technologie výroby součásti z ocelového plechu S195T stříháním a ohýbáním.
1 ABSTRAKT PETŘEK P: Výroba petlice sdruženým nástrojem Projekt vypracovaný v rámci inženýrského studia oboru M-STG předkládá návrh technologie výroby součásti z ocelového plechu S195T stříháním a ohýbáním.
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
ABSTRAKT ABSTRACT. KOŠŤÁL Ivo: Výroba závěsu dveří ohýbáním.
 1 2 ABSTRAKT KOŠŤÁL Ivo: Výroba závěsu dveří ohýbáním. ------------------------------------------------------------------------------------------------------------------------------------------------------------------------
1 2 ABSTRAKT KOŠŤÁL Ivo: Výroba závěsu dveří ohýbáním. ------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Konstrukce ohýbacích nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce ohýbacích nástrojů Ing. Kubíček
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Určení těžiště střižných sil,funkční rozměry nástrojů pro střih Ing.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Konstrukce tažných nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KONZOLY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KONZOLY
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
10.1. Spoje pomocí pera, klínu. hranolového tvaru (u klínů se skosením na jedné z ploch) kombinaci s jinými druhy spojů a uložení tak, aby
 kombinaci s jinými druhy spojů a uložení tak, aby") Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
VÝROBA SOUČÁSTI TECHNOLOGIÍ OHÝBÁNÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 13 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Ohýbání Ing. Kubíček Miroslav Číslo: VY_32_INOVACE_20
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
VALIVÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Příloha-výpočet motoru
 Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Příloha-výpočet motoru 1.Zadané parametry motoru: vrtání d : 77mm zdvih z: 87mm kompresní poměr ε : 10.6 atmosférický tlak p 1 : 98000Pa teplota nasávaného vzduchu T 1 : 353.15K adiabatický exponent κ
Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191
 Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
Název školy Název projektu Registrační číslo projektu Autor Název šablony Střední průmyslová škola strojírenská a Jazyková škola s právem státní jazykové zkoušky, Kolín IV, Heverova 191 Modernizace výuky
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
VÝROBA SOUČÁSTI Z PLECHU - "VANEČKA"
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
Příloha č. 1. Pevnostní výpočty
 Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
09 Zpracování plechu. quantum WBS 135 Kvalitní multifunkční svěrák s nožním pedálem pro bezpečné a rychlé upínání.
 09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
09 Ruční stolní lis Univerzální svěrák Pákové nůžky na plech Ruční ohýbačky plechu Ruční zakružovačky plechu Elektrické zakružovačky plechu Signovačky 09 quantum WBS 135 Kvalitní multifunkční svěrák s
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA NÁSTĚNNÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA NÁSTĚNNÉHO
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
TECHNOLOGIČNOST KONSTRUKCE TVÁŘENÝCH SOUČÁSTÍ TECHNOLOGICAL STRUCTURES FORMED PARTS
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIČNOST
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIČNOST
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ HŘÍDELE A ČEPY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 4.1.Hřídele a čepy HŘÍDELE A ČEPY Hřídele jsou základní strojní součástí válcovitého tvaru, která slouží k
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY NÁVRH LISOVACÍHO NÁSTROJE PRO SOUČÁST Z PLECHU PROPOSAL PRESSING TOOL FOR SHEET METAL PART
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY O TECHNOLOGY AKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE ACULTY O MECHANICAL ENGINEERING INSTITUTE O MANUACTURING TECHNOLOGY NÁVRH LISOVACÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY O TECHNOLOGY AKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE ACULTY O MECHANICAL ENGINEERING INSTITUTE O MANUACTURING TECHNOLOGY NÁVRH LISOVACÍHO
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích
 ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
ŘETĚZOVÉ PŘEVODY Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
Cvičební texty 2003 programu celoživotního vzdělávání MŠMT ČR Požární odolnost stavebních konstrukcí podle evropských norem
 2.5 Příklady 2.5. Desky Příklad : Deska prostě uložená Zadání Posuďte prostě uloženou desku tl. 200 mm na rozpětí 5 m v suchém prostředí. Stálé zatížení je g 7 knm -2, nahodilé q 5 knm -2. Požaduje se
2.5 Příklady 2.5. Desky Příklad : Deska prostě uložená Zadání Posuďte prostě uloženou desku tl. 200 mm na rozpětí 5 m v suchém prostředí. Stálé zatížení je g 7 knm -2, nahodilé q 5 knm -2. Požaduje se
Dovolené napětí, bezpečnost Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Iva Procházková
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
φ φ d 3 φ : 5 φ d < 3 φ nebo svary v oblasti zakřivení: 20 φ
 KONSTRUKČNÍ ZÁSADY, kotvení výztuže Minimální vnitřní průměr zakřivení prutu Průměr prutu Minimální průměr pro ohyby, háky a smyčky (pro pruty a dráty) φ 16 mm 4 φ φ > 16 mm 7 φ Minimální vnitřní průměr
KONSTRUKČNÍ ZÁSADY, kotvení výztuže Minimální vnitřní průměr zakřivení prutu Průměr prutu Minimální průměr pro ohyby, háky a smyčky (pro pruty a dráty) φ 16 mm 4 φ φ > 16 mm 7 φ Minimální vnitřní průměr
Strojní součásti ČÁSTI STROJŮ R
 Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
Strojní součásti ČÁSTI STROJŮ CÍLE PŘEDNÁŠKY Seznámení studentů se základními stavebními prvky strojů a strojního zařízení hřídele, uložení a spojky. OBSAH PŘEDNÁŠKY 1. Strojní součásti. 2. Hřídele a čepy.
VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S VELKÝM OTVOREM
 VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S VELKÝM OTVOREM Projekt: Dílčí část: Vypracoval: Vyztužování poruchových oblastí železobetonové konstrukce
VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S VELKÝM OTVOREM Projekt: Dílčí část: Vypracoval: Vyztužování poruchových oblastí železobetonové konstrukce
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
Tvorba technické dokumentace
 Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Tvorba technické dokumentace Požadavky na ozubená kola Rovnoměrný přenos otáček, požadavek stálosti převodového poměru. Minimalizace ztrát. Volba profilu boku zubu. Materiály ozubených kol Šedá a tvárná
Posouzení trapézového plechu - VUT FAST KDK Ondřej Pešek Draft 2017
 Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
Klopením rozumíme ztrátu stability při ohybu, při které dojde k vybočení prutu z roviny jeho prvotního ohybu (viz obr.). Obr.
. Obr.") . cvičení Klopení nosníků Klopením rozumíme ztrátu stability při ohybu, při které dojde k vybočení prutu z roviny jeho prvotního ohybu (viz obr.). Obr. Ilustrace klopení Obr. Ohýbaný prut a tvar jeho ztráty
. cvičení Klopení nosníků Klopením rozumíme ztrátu stability při ohybu, při které dojde k vybočení prutu z roviny jeho prvotního ohybu (viz obr.). Obr. Ilustrace klopení Obr. Ohýbaný prut a tvar jeho ztráty
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFAKTURING TECHNOLOGI VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFAKTURING TECHNOLOGI VÝROBA SOUČÁSTI
Bending tool for conduit box
 Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
Středoškolská technika 2014 Setkání a prezentace prací středoškolských studentů na ČVUT Ohýbací nástroj na elektroinstalační krabice Bending tool for conduit box Petr Žádník, Tomáš Pařez, Richard Potůček,
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ
 TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
TVAROVÉ SPOJE HŘÍDELE S NÁBOJEM POMOCÍ PER, KLÍNŮ A DRÁŽKOVÁNÍ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál
PRUŽNOST A PLASTICITA I
 Otázky k procvičování PRUŽNOST A PLASTICITA I 1. Kdy je materiál homogenní? 2. Kdy je materiál izotropní? 3. Za jakých podmínek můžeme použít princip superpozice účinků? 4. Vysvětlete princip superpozice
Otázky k procvičování PRUŽNOST A PLASTICITA I 1. Kdy je materiál homogenní? 2. Kdy je materiál izotropní? 3. Za jakých podmínek můžeme použít princip superpozice účinků? 4. Vysvětlete princip superpozice
NÁVRH VÝZTUŽE ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM
 NÁVRH VÝZTUŽE ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM Předmět: Vypracoval: Modelování a vyztužování betonových konstrukcí ČVUT v Praze, Fakulta stavební Katedra betonových a zděných konstrukcí Thákurova
NÁVRH VÝZTUŽE ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM Předmět: Vypracoval: Modelování a vyztužování betonových konstrukcí ČVUT v Praze, Fakulta stavební Katedra betonových a zděných konstrukcí Thákurova
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Navrhování konstrukcí z korozivzdorných ocelí
 Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Navrhování konstrukcí z korozivzdorných ocelí Marek Šorf Seminář Navrhování konstrukcí z korozivzdorných ocelí 27. září 2017 ČVUT Praha 1 Obsah 1. část Ing. Marek Šorf Rozdíl oproti navrhování konstrukcí
Dimenzování pohonů. Parametry a vztahy používané při návrhu servopohonů.
 Dimenzování pohonů. Parametry a vztahy používané při návrhu servopohonů. M. Lachman, R. Mendřický - Elektrické pohony a servomechanismy 13.4.2015 Požadavky na pohon Dostatečný moment v celém rozsahu rychlostí
Dimenzování pohonů. Parametry a vztahy používané při návrhu servopohonů. M. Lachman, R. Mendřický - Elektrické pohony a servomechanismy 13.4.2015 Požadavky na pohon Dostatečný moment v celém rozsahu rychlostí
Vzpěr, mezní stav stability, pevnostní podmínky pro tlak, nepružný a pružný vzpěr Ing. Jaroslav Svoboda
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: Mechanika, pružnost pevnost Vzpěr,
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: Mechanika, pružnost pevnost Vzpěr,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA ČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA ČÁSTI
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
VÝROBA SOUČÁSTI "DRŽÁK PRO LIŠTU ZÁVĚSŮ"
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA SOUČÁSTI
Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí
 Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí Skládání a rozklad sil Skládání a rozklad sil v rovině
Vybrané okruhy znalostí z předmětů stavební mechanika, pružnost a pevnost důležité i pro studium předmětů KP3C a KP5A - navrhování nosných konstrukcí Skládání a rozklad sil Skládání a rozklad sil v rovině
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70.
 Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
Obdélníkové příruby pro sloupky, vodící ložisko včetně bronzového pouzdra s grafitovými tělísky 2031.70. 2031.70. Příklad montáže: *202.19. Vodící sloupky *2022.19. *2021.46. * 202.19. *2022.25. *2021.43.
TECHNOLOGIE. Obor Nástrojař. Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace
 Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
Střední škola technická Opava, Kolofíkovo nábřeží 51, 747 05 Opava příspěvková organizace TECHNOLOGIE Obor Nástrojař Zpracovala: Ing. Marie Špinlerová 2007 Střední škola technická Opava, Kolofíkovo nábřeží
kolík je v jedné nebo více spojovaných součástech usazen s předpětím způsobeným buď přesahem naráženého kolíku vůči díře, nebo kuželovitostí
 KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
KOLÍKOVÉ SPOJE KOLÍKOVÉ SPOJE Spoje pevné - nepohyblivé (výjimku může tvořit spoj kolíkem s konci pro roznýtování). Lze je považovat za rozebíratelné, i když častější montáž a demontáž snižuje jejich spolehlivost.
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA KOSTKY MANUFACTURING OF DICE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOSTKY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOSTKY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY VÝROBA VENTILOVÉHO SEDLA PRODUCTION OF THE VALVE SEAT
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VENTILOVÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA VENTILOVÉHO
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ VÝROBA KOTEVNÍHO PRVKU BAKALÁŘSKÁ PRÁCE FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTEVNÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTEVNÍHO
Válcování. Zpracovala: Ing. Petra Řezáčová. Šance pro všechny CZ.1.07/1.2.06/
 Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
Válcování Zpracovala: Ing. Petra Řezáčová Princip Ztuhlé ocelové ingoty o hmotnosti kolem 10 t se prohřívají v hlubinných pecích na teplotu tváření kolem 1100 C a válcují se na předvalky. Z těch se pak
VÝROBA DRŽÁKU ANTÉNY SDRUŽENÝM NÁSTROJEM
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DRŽÁKU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DRŽÁKU
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Návrh zápustky. Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_20 06 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Návrh zápustky Ing. Kubíček Miroslav Číslo:
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO0 PRVKY KOVOVÝCH KONSTRUKCÍ PODKLADY DO CVIČENÍ Obsah NORMY PRO NAVRHOVÁNÍ OCELOVÝCH KONSTRUKCÍ... KONVENCE ZNAČENÍ OS PRUTŮ... 3 KONSTRUKČNÍ OCEL... 3 DÍLČÍ SOUČINITEL SPOLEHLIVOSTI MATERIÁLU... 3 KATEGORIE
BO0 PRVKY KOVOVÝCH KONSTRUKCÍ PODKLADY DO CVIČENÍ Obsah NORMY PRO NAVRHOVÁNÍ OCELOVÝCH KONSTRUKCÍ... KONVENCE ZNAČENÍ OS PRUTŮ... 3 KONSTRUKČNÍ OCEL... 3 DÍLČÍ SOUČINITEL SPOLEHLIVOSTI MATERIÁLU... 3 KATEGORIE
Statika 2. Vybrané partie z plasticity. Miroslav Vokáč 2. prosince ČVUT v Praze, Fakulta architektury.
 ocelových 5. přednáška Vybrané partie z plasticity Miroslav Vokáč miroslav.vokac@klok.cvut.cz ČVUT v Praze, Fakulta architektury 2. prosince 2015 Pracovní diagram ideálně pružného materiálu ocelových σ
ocelových 5. přednáška Vybrané partie z plasticity Miroslav Vokáč miroslav.vokac@klok.cvut.cz ČVUT v Praze, Fakulta architektury 2. prosince 2015 Pracovní diagram ideálně pružného materiálu ocelových σ
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTVÍCÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTVÍCÍ
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Teorie frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Teorie frézování Geometrie břitu frézy Aby břit mohl odebírat třísky, musí k tomu být náležitě upraven. Každý
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DÍLCŮŮ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA DÍLCŮŮ
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTEVNÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA KOTEVNÍHO
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Sylabus přednášek OCELOVÉ KONSTRUKCE. Princip spolehlivosti v mezních stavech. Obsah přednášky. Návrhová únosnost R d (design resistance)
") Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K34OK 4 kredity ( + ), zápočet, zkouška Prof. Ing. František Wald, CSc., místnost B 63. Úvod,
Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K34OK 4 kredity ( + ), zápočet, zkouška Prof. Ing. František Wald, CSc., místnost B 63. Úvod,
Broušení rovinných ploch
 Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Obvodové rovinné broušení Broušení rovinných ploch Rovinné broušení se používá obvykle pro obrábění načisto po předcházejícím frézování nebo hoblování. Někdy se používá i místo frézování, především u velmi
Teorie prostého smyku se v technické praxi používá k výpočtu styků, jako jsou nýty, šrouby, svorníky, hřeby, svary apod.
 Výpočet spojovacích prostředků a spojů (Prostý smyk) Průřez je namáhán na prostý smyk: působí-li na něj vnější síly, jejichž účinek lze ekvivalentně nahradit jedinou posouvající silou T v rovině průřezu
Výpočet spojovacích prostředků a spojů (Prostý smyk) Průřez je namáhán na prostý smyk: působí-li na něj vnější síly, jejichž účinek lze ekvivalentně nahradit jedinou posouvající silou T v rovině průřezu
VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM
 VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM Projekt: Dílčí část: Vypracoval: Vyztužování poruchových oblastí železobetonové konstrukce
VYZTUŽOVÁNÍ PORUCHOVÝCH OBLASTÍ ŽELEZOBETONOVÉ KONSTRUKCE: NÁVRH VYZTUŽENÍ ŽELEZOBETONOVÉHO VAZNÍKU S MALÝM OTVOREM Projekt: Dílčí část: Vypracoval: Vyztužování poruchových oblastí železobetonové konstrukce
Kapitola vstupních parametrů
 Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
Předepjatý šroubový spoj i ii? 1.0 1.1 1.2 1.3 1.4 1.5 Výpočet bez chyb. Informace o projektu Zatížení spoje, základní parametry výpočtu. Jednotky výpočtu Režim zatížení, typ spoje Provedení šroubového
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OCELOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA OCELOVÉ
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OHYB (Napjatost) M A M + qc a + b + c ) M A = 2M qc a + b + c )
 M A M + qc a + b + c ) M A = 2M qc a + b + c )") 3.3 Řešené příklady Příklad 1: Pro nosník na obrázku vyšetřete a zakreslete reakce, T (x) a M(x). Dále určete M max a proveďte dimenzování pro zadaný průřez. Dáno: a = 0.5 m, b = 0.3 m, c = 0.4 m, d =
3.3 Řešené příklady Příklad 1: Pro nosník na obrázku vyšetřete a zakreslete reakce, T (x) a M(x). Dále určete M max a proveďte dimenzování pro zadaný průřez. Dáno: a = 0.5 m, b = 0.3 m, c = 0.4 m, d =
Pevnost v tahu vláknový kompozit. Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008
 Pevnost v tahu vláknový kompozit Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008 Předpoklady výpočtu Vycházíme z uspořádání Voigtova modelu Všechna vlákna mají
Pevnost v tahu vláknový kompozit Technická univerzita v Liberci Kompozitní materiály, 5. MI Doc. Ing. Karel Daďourek 2008 Předpoklady výpočtu Vycházíme z uspořádání Voigtova modelu Všechna vlákna mají
Šroubovaný přípoj konzoly na sloup
 Šroubovaný přípoj konzoly na sloup Připojení konzoly IPE 180 na sloup HEA 220 je realizováno šroubovým spojem přes čelní desku. Sloup má v místě přípoje vyztuženou stojinu plechy tloušťky 10mm. Pro sloup
Šroubovaný přípoj konzoly na sloup Připojení konzoly IPE 180 na sloup HEA 220 je realizováno šroubovým spojem přes čelní desku. Sloup má v místě přípoje vyztuženou stojinu plechy tloušťky 10mm. Pro sloup
KOVÁNÍ. Polotovary vyráběné tvářením za tepla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Ing. Jan BRANDA PRUŽNOST A PEVNOST
 Ing. Jan BRANDA PRUŽNOST A PEVNOST Výukový text pro učební obor Technik plynových zařízení Vzdělávací oblast RVP Plynová zařízení a Tepelná technika (mechanika) Pardubice 013 Použitá literatura: Technická
Ing. Jan BRANDA PRUŽNOST A PEVNOST Výukový text pro učební obor Technik plynových zařízení Vzdělávací oblast RVP Plynová zařízení a Tepelná technika (mechanika) Pardubice 013 Použitá literatura: Technická
Tváření. produktivní metody výroby polotovarů a hotových výrobků, které se dají dobře mechanizovat i automatizovat (velká výkonnost, minimální odpad)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
12. Struktura a vlastnosti pevných látek
 12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
12. Struktura a vlastnosti pevných látek Osnova: 1. Látky krystalické a amorfní 2. Krystalová mřížka, příklady krystalových mřížek 3. Poruchy krystalových mřížek 4. Druhy vazeb mezi atomy 5. Deformace
 Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Katedra obrábění a montáže, TU v Liberci při obrábění podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ je při obrábění ovlivněna řadou parametrů řezného procesu, zejména řeznými podmínkami, geometrií
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
DESTRUKTIVNÍ ZKOUŠKY SVARŮ I.
 DESTRUKTIVNÍ ZKOUŠKY SVARŮ I. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
DESTRUKTIVNÍ ZKOUŠKY SVARŮ I. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká