Montážní technologie - Povrchová montáž. (Surface Mount Technology) (8)
|
|
|
- Patrik Svoboda
- před 8 lety
- Počet zobrazení:
Transkript
1 Montážní technologie - Povrchová montáž (Surface Mount Technology) (8) Doc. Ing. Ivan Szendiuch, CSc., Fellow IMAPS Vysoké Učení Technické v Brně, FEKT, ÚMEL szend@feec.vutbr.cz

2 1. Úvod Obsah 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování

3 Úvod Technologie povrchové montáže vznikla v 80-tých létech XX. století a v současnosti představuje jeden z dominantních směrů v montáži elektronických obvodů a výrazně ovlivňuje výrobu elektronických systémů. Charakteristickou operací je zde pájení přetavením, kde se součástky se speciálními vývody osadí do pájecí pasty nanesené sítotiskem, šablonovým tiskem nebo dávkovačem (dispenzerem) a potom se v jediném kroku přetaví a tím se vytvoří vodivé spoje. Povrchová montáž se neustále vyvíjí, přičemž snahou je jak neustálá miniaturizace součástek i obvodů, tak také optimalizace technologického procesu.
 a potom se v jediném kroku přetaví a tím se vytvoří vodivé spoje.")
4 Úvod Technologie povrchové montáže (PM, SMT) má oproti klasickému provedení s montáží součástek do děr (THT) řadu výhod: snížení hmotnosti a rozměrů (pájení přetavením umožňuje snížení vzdáleností mezi pájenými spoji až k 0,15 mm, což umožňuje i snižování rozměrů součástek), zkrácení délky vodičů a tím zvýšení rychlosti signálu (vyšší pracovní kmitočet), všeobecně vyšší spolehlivost (v důsledku redukce počtu pájených spojů a křížení vodičů), snížení nákladů v poměru k integraci (úspory materiálů), minimalizace investic na automatizaci (jednotlivé operace jsou unifikovány).
, snížení nákladů v poměru k integraci (úspory materiálů), minimalizace investic na automatizaci (jednotlivé operace jsou")
5 Co obnáší správný postup při realizaci obvodu v povrchové montáži Krok 1: Design for Manufacture (DFM) Krok 2: Process Control (SPC) Krok 3: Substrate Performance Krok 4: Solder Paste Deposition Krok 5: Component Assembly Krok 6: Reflow Process Krok 7: Cleaning Process Krok 8: Test and Rework

6 Úvod Existují dva základní směry aplikace povrchové montáže podle materiálu základní nosné podložky: substrát z anorganických, především keramických materiálů (Al ) substráty z organických materiálů, především na bázi laminátů (PCB FR4)

7 Úvod a) b) Dva příklady povrchové montáže : a) doplněná součástkami s drátovými vývody (tzv. kombinovaná) b) smíšená oboustranná montáž s použitím pájení přetavením i pájení vlnou

8 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování

9 Úvod součástková základna (SMD) Součástky, resp. elektronické prvky pro konstrukci elektronických obvodů rozdělujeme podle jejich funkce v elektrickém obvodu do tří základních skupin: aktivní součástky, pasivní součástky, konstrukční součástky. Aktivní - holé čipy - SO - Flip chip - TAB Konstrukční - konektory - vypínače - chladiče - atd. - Beam lead - WLP

10 Pasivní součástky SMD ODPORY Definice rozměrů součástky : Keramické vícevrstvé kondenzátory Definice rozměrů součástky : H W T l L H W T l L TANTALOVÉ KONDENZÁTORY Definice rozměrů součástky : L W T h T w H T l

11 Aktivní součástky SOT, SOIC, QFP, BGA, QFN, CSP CC, MCM.

12 Tři typy vývodů aktivních součástek

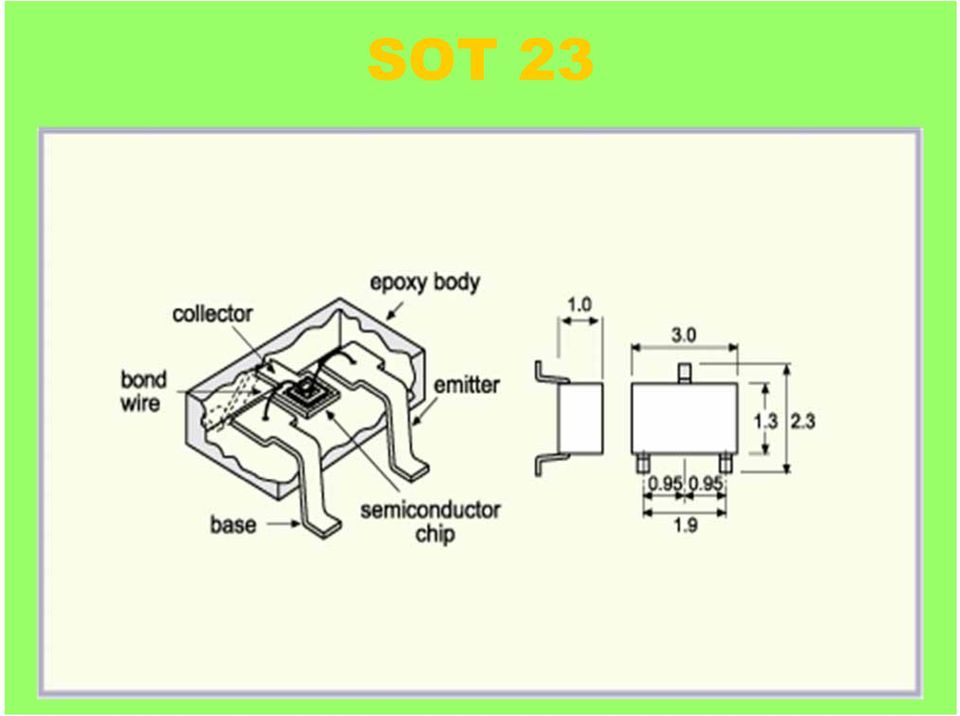
13 Aktivní součástky pro SMT SOT 23 H SOIC 8 24 W b T l L L b 1 T h T w rozteč (pitch) H QFP L b 1,6 1,4 SOT 89 4,6 4,4 1,8 1,4 spodní strana (podhled) B T l 2,6 2,4 4,25 3,75 W W b 0,44 0,37 0,48 (2 ) 0,35 0,13 M B M ,53 0,40 1,5 3,0 0,8 min. T h T w 1 rozteč (pitch) L
 0,35 0,13 M B M 1 3 2")
14 SOT 23
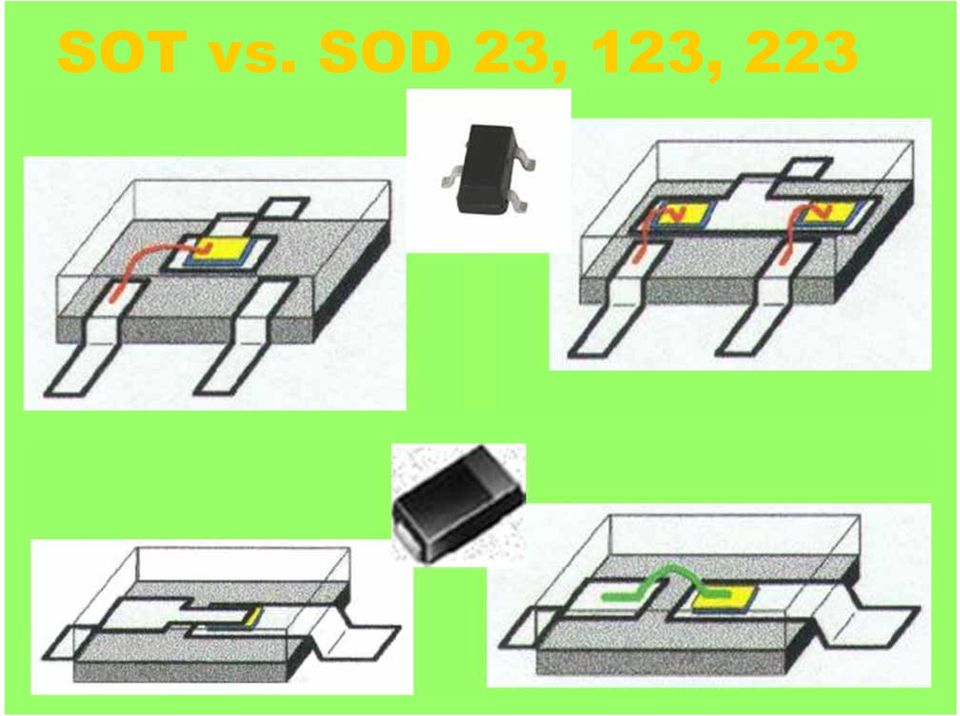
15 SOT vs. SOD 23, 123, 223
16 SOD MicroMELF

17 Různá pouzdra, různé vývody a pájecí plošky (pad) BGA QFN SOT-23 SOT-223 SUPER-S.pdf

18 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování

19 Nanášení pájecí pasty Existují tři základní způsoby: Sítotisk Šablonový tisk Dispenzer (dávkovač)

20 Nanášení pájecí pasty - sítotisk Souvislosti mezi roztečí vývodů, typem pasty, počtem ok síta a rozměrem částic pasty Typ vývodu Součástky Rozteč [mm] Typ pasty Průchodnost a neprůchodnost typem síta [počet ok na palec] Typický průměr částic pasty [ m] Standardní 2, / Standardní 1, / Standardní >0, / Fine Pitch 0, /+400 to Fine Pitch 0, / Fine Pitch 0,4 3,4-400/ Ultra Fine Pitch 0, / Ultra Fine Pitch <0, /+635 <25

21 Pájecí pasta po nanesení a po přetavení
22 Nanášení pájecí pasty šablonový tisk Šablonový tisk je svou základní podstatou obdobou sítotisku. Rozdíl je v provedení šablony, jejíž motiv určený k tisku je vytvořen v pevném (tuhém) materiálu, kterým často bývá ocelová nebo bronzová planžeta (např. CuSn6). Šablona se přikládá přímo na substrát, takže hodnota odtrhu o je v době pohybu stěrky rovna nule. Vlastní odtrh šablony od substrátu je pak proveden mechanickým pohybem až po ukončení pohybu stěrky a tedy po nanesení pasty do volného prostoru (motivu) v šabloně. Z toho je zřejmé, že tištěné motivy musí být natolik uzavřené plochy aby nebyla narušena tuhost šablony.
23 Nanášení pájecí pasty Výroba šablon je jedním ze stěžejních kroků šablonového tisku, kde se používají především následující metody výroby: - chemicky leptané, - elektrogalvanicky nanášené, - polymerní, - řezané laserem.
24 Nanášení pájecí pasty -hrotem Nanášení tixotropních materiálů na substráty je možné provádět také s pomocí dávkovačů (dispenzerů), které dodají na substrát potřebné množství viskózního materiálu a tento se při dotyku se substrátem důsledkem adheze na něj uchytí. Tato technika může být využívána pro nanášení pájecí pasty, ale především pro nanášení lepidel v případě lepení součástek na substráty, např. před pájením na vlně. V takových případech se jedná o mikrodávkovače, které jsou obecně charakterizovány množstvím nanášeného materiálu menším než 1 g.
25 Nanášení pájecí pasty dávkovače (dispenzery) tlakový adaptor objemové kapkové tlakový vzduch píst zásobník p ájecí pasta spojovací hadič ka šnek pouzdro trysk a ( a ) ( b ) V případě tlakového nanášení s definovanou dobou je pasta protlačována po určitý definovaný čas dávkovací hlavicí s tryskou, jež připomíná injekční stříkačku. Tlak je vyvolán stlačeným vzduchem ( 0,3 MPa), po dobu odpovídající požadovanému množství nanášené pájecí pasty. Pro běžné aplikace to je mezi 50 až 200 ms. Nanášení pájecí pasty s využitím rotační pumpy - zásobník s pájecí pastou je pod konstantním tlakem 0,5 bar, což zabezpečí naplnění hlavice v níž je vedeno vřeteno. V době, kdy se vřeteno začne otáčet naznačeným směrem, dojde přes trysku k přenosu pasty na kontaktní plochu. Parametry takového zařízení jsou rychlost otáčení vřetena, doba otáčení vřetena, plnící tlak a kapacita hlavice.
26 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
27 Osazování součástek Ačkoliv existují různé osazovací systémy, základní princip je u všech zařízení stejný. Součástka je uchopena, vystředěna do polohy určené k připájení a vsazena na určené kontaktní plošky na substrátu. Pro tento způsob osazování se vžil název pick and place (vezmi a umísti). Úspěšnost této operace závisí na přesnosti provedení, resp. na splnění předem stanovených rozměrových tolerancí, jež se týkají: - substrátu s vodivými kontaktními ploškami, - součástek, - osazovacího zařízení.
28 Osazování součástek Rozdělení součástek a základní princip osazování Součástky pro elektronické obvody můžeme rozdělit podle typu vývodů do tří základních skupin jimiž jsou: - součástky s radiálními vývody (THR Through Hole Radial) - součástky s axiálními vývody (THA Through Hole Axial) - součástky pro povrchovou montáž (SMD - Surface Mounted Devices)
29 Osazování součástek Standardní šířky páskových nosičů (w) jsou 8, 12, 16, 24, 32, 44 a 56 mm. Tomu odpovídají i konstrukce osazovacích zařízení.
30 Osazování součástek
31 Osazování součástek Funkcí modulu obsahujícího zásobníky s požadovanými součástkami je zajistit ve správném okamžiku připravenost odpovídající součástky k odebrání hlavou. Konstrukce zásobníků je odvislá od způsobu balení SMD součástek. Existují následující typy zásobníků : - páskové (kotoučové) zásobníky, - vibrační nebo vířivé zásobníky, - tyčové zásobníky, - ploché zásobníky, - zásobníky pro polovodičové čipy. M E L F kontakty zásobníková komora R/C SMD ř adící trubice pružná trubice
32 Osazování součástek Zaměření a polohování součástek Zaměření a vystředění součástek se provádí potom, kdy dojde k uchopení součástky vakuovou pipetou umístěnou na osazovací hlavě. Vystředění součástky uchopené vakuovou pipetou je prováděno jedním z následujících způsobů : - mechanicky, s pomocí upínacích čelistí, - opticky, s použitím optického zaměřovacího systému. l I II b y dx dy x SMD difuzér pipeta značky optika l y I a II a l x I b f CCD kruhová fluorescenční lampa l II
33 1. Úvod Obsah 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
34 Pájení součástek Pájení je nejrozšířenější a nejspolehlivější metodou spojování součástek používanou v elektronice. Je také známa skutečnost, že spolehlivost pájených spojů má významný vliv na jakost finálního výrobku. U ručně prováděných pájených spojů se dosahuje spolehlivosti přibližně , a teprve po zavedením tzv. strojního pájení, u něhož se s postupem času vžil název pájení vlnou, se spolehlivost o několik řádů zlepšila. Dalším přínosem bylo zavedení pájení přetavením. Přesto i dnes je většina poruch vyskytujících se v elektronických zařízeních způsobena vadnými spoji.
35 Pájení - fázové diagramy Fázový diagram slitiny cín-olovo (Sn-Pb) včetně pohledu na struktury s různým obsahem Sn Fázový diagram bezolovnaté pájky ternární sloučeniny SnAgCu a) celkový pohled b) detailní pohled na oblast používanou pro pájení
36 Pájení součástek teplotní profil teplota [ C] čas [s]
37 Pájení součástek ΔT zařízení: délková a podélná teplotní nestabilita ΔT součástek: rozdíl teplot mezi největší a nejmenší součástkou, mezi komponentami s nejvyšší a nejnižší teplotní kapacitou nebo různými barvami
38 Pájení součástek - smáčivost Pro posuzování pájecích vlastností různých povrchů se provádí hodnocení smáčivosti povrchu roztavenou pájkou. Přitom jsou důležité především následující dva faktory: - stupeň smáčivosti (udává jak daleko se pájka po povrchu rozprostře), - rychlost smáčení (je to rychlost roztavení a rozprostření pájky závisející na účinnosti zdroje tepla, typu tavidla a probíhajících chemických reakcích). 0 < < 20 výborné až dokonalé smáčení 20 < < 40 dobré až velmi dobré smáčení 40 < <55 postačující smáčení 55 < < 90 špatné smáčení 90 < nesmáčivost
39 Pájení součástek Výsledky testu SSBA pájky SnAg3,5Cu0,75 s tavidlem ROL0 a)povrchová úprava Sn b)povrchová úprava NiAu c) povrchová úprava OSP
40 Pájení součástek vlnou Pájení vlnou (Flow Soldering nebo také Wave Soldering) se používá řadu let jako osvědčený způsob pájení desek plošných spojů. Jeho předností je vysoký stupeň automatizace umožňující vytvářet v kontinuálním procesu velký počet spojů v relativně konstantních podmínkách mm teplota součástek C úhel 7 tavidlo tlak 0.7 kg/m 2 vzduchový nůž tlak 0.7 kg/m 2 pájka C
41 Pájení vlnou Pro typ pájky Sn60Pb40 (případně Sn63Pb37) byla požadovaná teplota pájky v pájecí vaně minimálně 240 o C, aby byla zaručena teplota na substrátu 215 až 220 o C. Pro nejpoužívanější bezolovnaté pájky SA a SAC, např. Sn96Ag4 musí být teplota pájky v pájecí vaně výrazně vyšší, a to 245 až 260 o C aby byla zaručena v místech tvorby spojů teplota zaručující dobré smáčení (ta musí být o C). Avšak teploty kolem 260 o C již nebezpečně zvyšují riziko poškození nebo zničení součástek. Proto se doporučuje nepřekročit v pájecí vaně teplotu 255 o C, a tato teplota je také dostatečná při vhodné konfiguraci procesu pro vytvoření spolehlivého spoje.
42 Pájení vlnou
43 Pájení přetavením Základní princip využívaný při pájení přetavením (Reflow Soldering) vychází z tiskových metod využívaných pro nanášení tlustovrstvých materiálů. Pájka ve formě pasty je nanesena na pájecí vodivou plochu předem, potom se na ni osadí součástky, a vzápětí se přetaví teplotou poněkud vyšší, než je bod tání pájky. Důležitým faktorem je teplotní profil představující průběh teploty na čase po dobu pájení. Nejvyšší teplotou je teplota přetavení, ovšem důležitý je také náběh teploty z počáteční pokojové teploty, dále předehřev a také závěrečná fáze po přetavení - chlazení. To vše ovlivňuje tvorbu a vznik pájeného spoje, a především pak i jeho spolehlivost a životnost. Základními parametry jsou: - náběh na teplotu předehřevu, - teplota a doba předehřevu, - maximální teplota přetavení, - doba na teplotou liquidu, - průběh chlazení. Důležité je zajištění rovnoměrné a konstantní teploty v příčném řezu pece. Toto je ovlivněno velikostí a barvou součástek, a to vše dále souvisí se způsobem ohřevu resp. přenosem tepla ze zdroje na pájené spoje. Přenos tepla na pájené spoje při pájení přetavením může být proveden následujícími způsoby : - vedením (kondukcí), - prouděním (konvekcí), - nebo zářením (radiací).
44 Pájení přetavením
45 Pájení přetavením Podle způsobu ohřevu se rozlišují následující metody pájení přetavením : pájení infračerveným zářením (krátce nazývané pájení infraohřevem), pájení horkým vzduchem nebo plynem (konvekční ohřev), pájení v kondenzovaných parách (krátce nazývané pájení kondenzační), pájení laserem, pájení vyhřívaným nástrojem (někdy nazývané pájení impulsní), pájení na horké desce nebo pásu.
46 Pájení přetavením teplotní senzory infra zářiče směr pohybu pásu C A C B C A C B C A C B C A C B
47 Pájecí zařízení konvekční ohřev T v prostoru pece a tudíž i na substrátu musí být minimální
48 Pájení přetavením v parách Pro pájení bezolovnatými pájkami se používají kapaliny s teplotou varu 230 o C. Jsou to např. perfluorpolyether nebo perfluoramin. Podle typu pracovní kapaliny lze nastavit bod varu pracovní kapaliny v rozsahu o C. Bod varu pracovní kapaliny tak definuje velmi přesně mezní hodnotu teploty přetavení. Ta je v tomto případě závislá na jediném parametru, což je hlavní předností pájení v parách. ( a ) transport ( b ) sekundární zóna primární zóna sekundární cívky primární cívky DPS 200 T [ C] C přetavení předehřev pájení chlazení ohřev čas [s]
49 Pájení přetavením Nižší přetlak par v součástkách v procesu pájení, jenž souvisí s nižší pracovní teplotou vyvolává jev nazývaný popcorn effect. Vlhkost uvnitř pouzder způsobuje s rostoucí teplotou uvnitř pouzdra tlak par, jenž může vést k delaminaci vrstev a poškození funkčnosti. Za kritické jsou považovány teploty nad 200 o C, přičemž čím je hodnota teploty vyšší, tím je vyšší i riziko poškození.
50 Pájení přetavením - laser Infračervené záření o vlnové délce 10,6 m z CO 2 bylo zprvu použito pro přetavování pájecích past, avšak tehdy bylo chápáno spíše jako alternativní způsob pro speciální použití. Později bylo ověřeno pájení s pomocí Nd YAG laseru (vlnová délka 1,06 m), jež se ukázalo jako způsob vhodný pro pájení vývodů součástek Fine Pitch. Toto záření je na rozdíl od záření CO2 laseru velmi dobře absorbováno pájkou a zajišťuje dobrý tepelný přenos jak na pájku, tak i na pájecí plochy. Vlastní ohřev probíhá impulsem dlouhým přibližně 300 ms a při výkonu 11,4 W.mm-2 je dosaženo na pájeném spoji teploty 293 oc. Prodleva na chladící části impulzu odpovídá eutektické teplotě pájky. To je plně dostačující i pro bezolovnaté pájky. ( a ) ( b ) T 293 C scanovací mechanismus SMD laserový paprsek t [0.1 s/dílek]
51 Pájení ruční Pro ruční pájení součástek platí následující pravidla: maximální teplota pájky nesmí přesáhnout o více než 80 až 100 OC nejvyšší teplotu pevné fáze, což znamená teplotu 260 až 290 OC, je nutné znát vztah mezi teplotou pájky a teplotou hrotu teplota pájky musí být dosažena v co nejkratším čase (potřebná teplota hrotu je mezi 320 a 350 OC pozor na umístění senzoru), teplota mezi hrotem pájedla a pájeným spojem se musí v průběhu pájení pohybovat v pásmu nad bodem tání pájky (pro bezolovnaté pájky přibližně 225 C), ale pod hranicí 260 C, kdy už jsou pájená součástka a substrát vystaveny nebezpečí poškození a v pájeném spoji dochází k nadměrnému nárůstu difúzní vrstvy. čas vlastního pájení (pájka je v tekutém stavu) se pohybuje mezi 2 až 5 s, celkový čas pájení, tedy doba přiložení hrotu, závisí na výkonu pájedla, tepelném odporu pájecího hrotu a teplotních přechodových odporech, avšak neměl by přesáhnout z hlediska omezení přenosu tepla na součástky čas 6 s.
52 Pájení ruční nastavení napájení 230V/24V R topné těleso regulační smyčka termočlánek pájecí hrot a) b) topné těleso teplotní senzor Cu pouzdro výměnný hrot pájecí hrot směr pájení pájecí vodivá plocha ztuhlá pájka oxidová vrstva tavidlo pájka substrát
53 Pájení ruční maximální teplota pájky nesmí přesáhnout o více než 80 až 100 C nejvyšší teplotu pevné fáze, což znamená teplotu 260 až 290 C, teplota mezi hrotem pájedla a pájeným spojem se musí v průběhu pájení pohybovat v pásmu nad bodem tání pájky (pro bezolovnaté pájky přibližně 225 C), ale pod hranicí 260 C, kdy už jsou pájená součástka a substrát vystaveny nebezpečí poškození a v pájeném spoji dochází k nadměrnému nárůstu difúzní vrstvy. čas pájení (pájka je v tekutém stavu) se pohybuje mezi 2-5 s (celkový čas pájení, tedy čas přiložení hrotu, závisí na výkonu pájedla, tepelném odporu pájecího hrotu a teplotních přechodových odporech, avšak neměl by přesáhnout z hlediska omezení přenosu tepla na součástky čas 6 s). C 320 teplota hrotu! 250 procesní okno 225! doba pájení pokojová teplota (součástka)
54 Pájení selektivní Základní technologický postup procesu selektivního pájení je možné shrnout do následujících kroků: velmi přesné selektivní nanesení tavidla globální ( příp. lokální) předehřev selektivní (lokální) ohřev místa, kde vzniká pájený spoj V procesu selektivního pájení dochází ke krátkému ohřevu spoje a tím i součástky, k čemuž se používají různé způsoby přenosu tepla: hrotem (odporový vf ohřev asi 80W), mikroplamenem (energie se dodává hořením plynu), laserem, indukčním ohřevem (energii dodává elektromagnetické pole), mikrovlnou
55 Pájení selektivní
56 Pájení selektivní
57 1. Úvod Obsah 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
58 Ochranná atmosféra při pájení Použití ochranné atmosféry v procesu pájení přináší hned několik výhod, z nichž ty nejvýznamnější jsou: snížení spotřeby pájky (dosažení omezení propalu pájky), ochrana před povrchovou oxidací pájených povrchů i pájky (zajištění lepší smáčivosti, a s tím omezení používání tavidel), snížení povrchového napětí na povrchu pájky (lepší roztékavost a menší konkávnost pájky).
59 Ochranná atmosféra při pájení Problematiku použití ochranné atmosféry při pájení je třeba rozdělit do dvou kvalitativně odlišných pohledů, jimiž jsou: - pájení vlnou v ochranné atmosféře, - pájení přetavením v ochranné atmosféře. Pájení vlnou v ochranné atmosféře umožňuje použití neagresivních, bezoplachových tavidel a tím vyloučení nutnosti čistění desek po pájení. Pájené spoje i jejich okolí jsou vzhlednější a celý proces je z hlediska ekologie a bezpečnosti příznivější. Nevýhodou jsou však vysoké počáteční náklady, složitější a energeticky náročnější zařízení a také spotřeba dusíku. Experimentálně bylo zjištěno, že dobrých výsledků v plné míře je nutné zajistit jen malým obsahem kyslíku 10 ppm. To klade vysoké nároky na konstrukci zařízení, což se projeví v nákladech (jsou téměř dvojnásobné). Byly vyvinuty i systémy s vyšším obsahem kyslíku (pouze lokální ochrana v prostoru pájecí vlny), které mají 50 ppm O 2 (tzv. Nitrogen Hood) a dokonce 500 ppm O 2 (tzv. Nitrogen Blanket).
60 Ochraná atmosféra při pájení vakuové čerpání plasmové leptání inertní atmosféra vstupní komora předehřev vlna výstupní komora Obr. : Pohled na test pájky metodou SBSA (Sessile Ball Shape Analyze) provedený pájkou SAC na keramickém substrátu a) v normální atmosféře b) v dusíkové atmosféře
61 Ochraná atmosféra při pájení přetavením Úprava zařízení pro pájení přetavením v ochranné atmosféře se nezdá být na první pohled tak náročná jako při pájení vlnou. Dosažení určitého zlepšení je pozorovatelné již od hladiny kyslíku 1000 ppm, což je hlavní odlišností při porovnání s pájením vlnou. Již za této podmínky lze pozorovat dobrou smáčivost, a také potlačení změny barvy desek plošných spojů v blízkosti spojů. Další snižování obsahu dusíku pak již nepřináší výraznější zlepšení. Mezi nevýhody použití ochranné atmosféry patří i zde vyšší pořizovací a provozní náklady ve srovnání s běžnými zařízeními pro pájení přetavením v normální atmosféře, i když ne v tak výrazné míře jako u pájení vlnou.
62 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
63 Lepidla - obecně Nereaktivní (v roztoku rozpustné přísady a polymerní kompozice, někdy nazývané emulzní lepidla /PVC/ ) Reaktivní (jednosložková UV, IR, sušení /akryláty, polyimidy, uretany), dvousložková polymery + akryláty, uretany, epoxidy) Přírodní (organická pryskyřice, škroby /dextrin/, přírodní a živočišné) Syntetická (elastomery, termoplasty, emulze, termosety)
64 Aplikace lepidel v elektronice Lepidla pro elektroniku dělíme na : Elektricky vodivá (vodivé spoje) Tepelně vodivá (odvod tepla ze součástek) Nevodivá (lepení součástek při pájení vlnou)
65 Nevodivá lepidla Lepidla jsou založena na bázi směsí materiálu obsažených v kapalné nebo kvazi-kapalné látce, která vše drží pohromadě (pojivo). Komponenty mohou být přírodní nebo syntetické Vytvrzování lepidel probíhá buď na základě odpařování rozpouštědel, nebo na základě chemických reakcí probíhajících mezi dvěma nebo více komponentami. Lepidla jsou určena pro spojení tenkých či podobných (stejných) materiálů, jejíchž váha je minimalizována, a když jsou potlačeny možné vibrace. Nevýhodou lepeného spoje je to, že se nevytvoří spoj okamžitě jako třeba při pájení, protože lepidla potřebují určitou dobu pro vytvrzení (vteřinové lepidlo aktivátor?) vývod kapka lepidla pájecí plocha SMD substrát C B A
66 Nevodivá lepidla Nevodivá lepidla dělíme z obecného pohledu na elastomerické, termoplastické nebo vytvrditelné teplem. Elastometrická lepidla jsou velmi pružné, formovány v rozpouštědlech ze syntetických nebo přírodních polymerů. Vyznačují se vysokou elastičností ale v povrchové montáži nejsou používané pro lepení součástek. Termoplastická lepidla nevyužívají vlivem působení tepla chemické reakce, pouze mění své fyzikální vlastnosti odpařením rozpouštědel (působením tepla měknou, nejsou vhodné k lepení součástek). Lepidla tvrditelná teplem (termosety), se vytvrzují teplem, jež vyvolává chemickou reakci způsobující prostorovou vazbu makromolekul polymeru. Přitom dochází k nevratnému procesu přechodu z plastického stavu do tuhému stavu. Termosety se dodávají jako jednosložkové i dvousložkové.
67 Tepelně vodivá lepidla Thermal adhesive (Tepelně vodivá lepidla) jsou materiály na bázi dvousložkových epoxidových nebo silikonových pryskyřic. Jejich úkolem je zajistit přenos tepla s co nejnižším tepelným odporem Používají se především pro lepení chladičů a komponent sloužících pro vedení tepla z jedné komponenty na druhou Běžnou aplikací je spojení chladiče se základní deskou a videokartou v PC, kde není možný odvod tepla tvory Typické vlastnosti jsou: samozhášivost, nízká permitivita, teplotní rozsah použití (-55 až 200 o C), doba zpracovatelnosti (5 minut), elektrická pevnost (22kV/mm), tepelná vodivost (0,83 W/m. o K)
68 Elektricky vodivá lepidla Elektricky vodivá lepidla (Electrically Conductive Adhesives) jsou možnou ekologickou náhradou olovnatých pájek, kromě ekologických důvodů však jsou i další problémy spojené s pájením, které mohou elektricky vodivá lepidla vyřešit. Je to zejména vysoká teplota potřebná pro tavení slitiny pájek. Teplota potřebná k vytvrzování lepidel je mnohem nižší a existují i elektricky vodivá lepidla, která se vytvrzují při normální teplotě. Dalším významným důvodem k širšímu používání vodivých lepidel je to, že při jejich aplikaci není potřeba tavidel, která nebývají v řadě případů ekologická a mohou negativně působit na elektrické vlastnosti.
69 Elektricky vodivá lepidla Vodivé lepidlo obvykle obsahuje 60 až 80% kovového plnidla, které tvoří nejčastěji drahé kovy (Ag nebo Au). Proto jsou vodivá lepidla poměrně drahá. Pro snížení ceny je snahou užívat také nikl, případně měď, ale silná oxidace způsobuje výrazné zhoršování vodivosti. Poté co je lepidlo naneseno na substrát, ať už nevodivé nebo vodivé, následuje jeho vytvrzení. Vývod součástky Polymerní pojivo Vodivé částice Kontakt na substrátu
70 Elektricky vodivá lepidla - složení Elektricky vodivá lepidla se skládají ze dvou složek: složky vazební (binder) složky vodivé (filler) Vazební složka je izolant a je tvořena pryskyřicí různého typu. Většinou se užívá epoxidových pryskyřic, ale jsou i elektricky vodivá lepidla na bázi polyimidových, akrylátových, silikonových a dalších pryskyřic. Vodivá složka je tvořena elektricky vodivými částicemi rovnoměrně rozptýlenými ve složce vazební. Obsah těchto částic musí být takový, aby se navzájem dotýkaly. Obvykle tvoří objem vodivých částic 60% až 80% celkového objemu lepidla, avšak může se od této hodnoty výrazně lišit v závislosti na použitém materiálu a tvaru částic.
71 Materiály pro vodivá lepidla Materiálem vodivých částic bývá nejčastěji stříbro, používají se však také kuličky měděné pokryté vrstvou stříbra, kuličky niklové, zlaté, palladiové, grafitové či plastové, které jsou pokryté tenkou kovovou (většinou zlatou) vrstvou zajišťující jejich vodivost. Lepidla plněná stříbrnými, zlatými a palladiovými částicemi mají nejlepší elektrické vlastnosti, ale jsou velmi drahá. Lepidla plněná stříbrem mají také výbornou tepelnou vodivost, a proto se využívají i v aplikacích, kde elektrická vodivost je sekundární a primární je tepelná vodivost lepidla. Použití niklových částic jako plniva je levnější alternativou, která se užívá u aplikací s nižšími nároky na vlastnosti vodivého spoje.
72 Elektrický odpor vodivých lepidel Vodivé částice jsou dvojího tvaru: kuličky o průměru 1-20 m (balls) lupínky (šupinky) různých velikostí (flakes) Závislost elektrického odporu elektricky vodivého lepidla na koncentraci vodivých částic v matrici je uvedena na obr. Rezistivita % Koncentrace částic
73 Izotropní a anizotrpní vodivá lepidla Jednou z významných výhod elektricky vodivých lepidel ve srovnání s pájkami je, že lepidla je možno připravit s izotropní elektrickou vodivostí jako mají pájky (elektrická vodivost je stejná ve všech směrech) nebo s anizotropní elektrickou vodivostí (lepidlo vykazuje v jednom směru vysokou elektrickou vodivost a v ostatních směrech se chová jako izolant). a) izotropní b) anizotropní
74 Nanášení elektricky vodivých lepidel Nanášení elektricky vodivých lepidel (Procesy aplikování vodivých lepidel se liší hlavně podle velikosti plochy, na kterou má být lepidlo naneseno. Způsob nanášení lepidla je také ovlivněn typem použitého lepidla a jeho vlastnostmi) Lepidla se nanášení následujícími základními způsoby: sítotiskem šablonovým tiskem hroty dispenzním nanášením
75 Vytvrzování elektricky vodivých lepidel Vytvrzování lepidel (Curing process) Většina jednosložkových lepidel vyžaduje, poté co je lepidlo aplikováno na potřebná místa a jsou na něj umístěny vývody součástek, tepelné vytvrzení. Teprve pak je zajištěno trvalé elektricky vodivé a mechanicky pevné spojení. Existují dva základní způsoby vytvrzování lepidel: vytvrzování při zvýšené teplotě (tepelné vytvrzování) vytvrzování ultrafialovým zářením (UV-light) Někdy se obě metody kombinují. Tepelné vytvrzování se provádí zpravidla v klasických (elektrických) či infračervených (IR) pecích. Lepidla potřebují k dobrému vytvrzení zpravidla teplotu v rozmezí C po dobu minut, podle typu.
76 Vytvrzovací křivka Znázornění průběhu viskozity v procesu vytvrzování a) epoxidové lepidlo (vytvrzení v teplotě) b) akrylátové lepidlo (vytvrzení UV zářením) Čas (min) 120 Znázornění teplotního profilu pro vytvrzování vodivého lepidla
77 Elektricky vodivá lepidla - vlastnosti Vlastnosti některých typů lepidel Elektricky vodivá lepidla mají, ve srovnání s Sn-Pb pájkami, mnoho vlastností horších. Zatímco elektrický odpor spojů a jejich mechanické vlastnosti jsou srovnatelné, lepené spoje mají vyšší šum a nelinearitu voltampérové charakteristiky, jsou na rozdíl od pájených spojů navlhavé, lepidla jsou výrazně dražší než Sn-Pb pájky a v řadě dalších parametrů jsou lepidla horší. Vazební složka (pryskyřice) Typ Objemový Doba Teplota Plnivo částic odpor vytvrzování vytvrzování cm) (min) ( o C) Epoxy Ag lupínky Epoxy Pocínovaná Cu lupínky Epoxy Ni lupínky Polyimid Ag jiný lupínky Silikon Ag kuličky 168 hod 25
78 Nanášení lepidla pro lepení SMD součástek
79 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
80 Čištění Důvodů pro čištění po pájení je celá řada, ale všechny souvisí se splněním požadavků, jejichž společnými jmenovateli je dosažení požadované jakosti. Mezi důvody pro čistění patří např.: splnění požadavku na hodnotu izolačního odporu (především z hlediska dlouhodobého působení vlhkosti), vyloučení komplikace spojené s působením zbytků tavidla v dalším časovém horizontu, omezení problému souvisejícího s nemožností hrotového měření na substrátu, neomezit adhezní vlastnosti pro ochranné vrstvy, zlepšit kosmetický vzhled osazené desky.
81 Čištění - hlavní směry čištění dle typu použitého tavidla Tavidla s nízkým obsahem pevné fáze Tavidla R a RMA Tavidla RA (kalafunová a bezkalafunová) (kalafuna a mírně akti- (aktivovaná kalafuna) vovaná kalafuna) požaduje specifikace tavidla čištění? ANO NE čistit nečistit na bázi rozpouštědel na bázi vodních roztoků polovodní a emulzní rozpouštědla ultrazvukové - alkoholy - voda (deionizovaná) - voda a hydrokarbonová - ostatní mechanické - trichlóretylén - vodní roztoky rozpouštědla energie - CFC - saponáty - mikroemulzní - glykoletery - saponifikátory - terpeny
82 Čištění Pokud je používáno ve výrobním procesu čištění, je třeba dbát na omezení spotřeby čistících látek. Toho lze dosáhnout některým z následujících způsobů a jejich kombinacemi : změnou resp. modernizací čistícího procesu, využíváním informací a rad od dodavatelů čistících látek, účinným řízením procesu (monitorování, vyhodnocování a řízení), školením obsluhy, úpravou zařízení redukující odpařování (uzavření prostoru, stínění apod.), instalací recyklačního zařízení, zavedením ekologických čistících metod (alkalické zmydelnění pryskyřic nebo rozpouštědlové vodní čištění).
83 Čištění Zbytky nečistot na substrátech po osazování a pájení mohou výrazným způsobem ovlivnit spolehlivost. Proto se ukazuje nutné je sledovat resp. kontrolovat. Ukázalo se, že zbytkové nečistoty na osazených substrátech mohou být dvojího původu, a to: A. Chemické. B. Kovové. ad A. Chemické nečistoty mohou pocházet z tavidel použitých v procesu pájení, z výroby desek plošných spojů a také ze samotných součástek (zvláště z procesu pocínování vývodů). Jsou obyčejně iontového původu, a proto zvláště při vyšší relativní vlhkosti může docházet ke všeobecnému snížení izolačních odporů. To je tím více kritické, čím jsou menší vzdálenosti mezi vodiči. ad B. Kovové nečistoty jsou způsobeny v prvé řadě rozpustností zúčastněných kovů v roztavené pájce, která je pro různé kovy rozdílná. Problémy mohou nastat především u tlustých a tenkých vrstev, neboť drahé kovy (především zlato a stříbro) se velmi rychle v pájce rozpouští (difundují). To vyvolá jak degradaci vrstvy, tak i pájeného spoje.
84 Čištění Obr. : Zkrat způsobený zbytky nečistot na substrátu
85 Čištění Modulclean Délka cyklu min Střední teplota max 50 o C (air 110 o C) Střední obsah 56 l/vigon, 29 l voda váha 420 kg Super SWASH a Compaclean
86 Obsah 1. Úvod 2. Součástková základna 3. Nanášení pájecí pasty 4. Osazování součástek 5. Pájení součástek 6. Ochranná atmosféra při pájení 7. Aplikace lepidel 8. Čištění 9. Testování
87 Testování v PM 1. vstupní kontrola Provádí se dle vnitřních předpisů, kontrolují se předem určené kritické parametry, např. u sériové výroby se nekontrolují všechny kusy, ale náhodným výběrem podle zadaného klíče jen několik kusů. Jestliže z náhodně vybraných komponentů určitý počet nevyhoví předpisům, je celá dodávka vrácena dodavateli. 2. optická kontrola Mezioperační kontrola následuje ihned po osazení. Kontroluje se úplnost osazených součástek. 3. optická kontrola Následuje po pájecím procesu. Kontrola má za úkol zjistit kvalitu pájených spojů, zkraty nebo nezapájené součástky a také přítomnost všech součástek. 4. Funkční kontrola Kontrola a nastavení požadovaných parametrů, případné vrácení kusů na rework. 5. Funkční test Nastavení a kontrola všech požadovaných technických parametrů celku, případné opravy nezachycené 4. kontrolou. Závěrečný funkční test sestavy. 6. výstupní kontrola
88 Testování v PM Testovací metody pro elektronické sestavy : Elektrické FT (Funkční testy) konečného produktu - ET (Elektrické testy) dílčích sestav (např. DPS ) - ICT (In Circuit testy ) vnitroobvodové testy obvodů/součástek na DPS Optické - AXI (Automatická X-ray inspekce ) pro pájené spoje a přítomnost součástek (rentgen) - AOI (Automatická optická inspekce) pro pájené spoje a součástky (kamera) - VI (Visuální inspekce ) subjektivní optická kontrola člověkem (lupa, mikroskop, prohlížecí zařízení)
89 Testování v PM Oblast použití různých kvalitativních testů ve výrobě DPS Funkční test Elektrický test In Circuit test AXI AOI Vizuální inspekce Finální montáž (balení ) Kompletace (přidání nepájených položek) Pájení v pájecí lázni Osazení vývodových součástek Pájení v peci Montáž SMD součástek Tisk pájecí pasty Výrobní pozice:
90 Kontrola pájecích míst podle předpisu IPC Směrnice IPC A610-D: Pájecí místa třídy 2 (výtah) Povoleno třída 1, 2: Minimálně 75% pájecí plošky je smáčeno pájkou na sekundární straně. Povoleno třída 1, 2: Kolem pájeného místa jsou v okruhu minimálně 270 pájené plochy smáčeny (spojovací drát apřípojná ploška). Nepovoleno třída 2, 3: Pájecí kužel je vypouklý; spojovací drát není viditelný pod velkým množstvím pájky.
91 Kontrolní otázky 1) Vyjmenujte a popište co obnáší správný postup při realizaci obvodu v povrchové montáži 2) Proveďte rozdělení pasivních součástek pro povrchovou montáž, popište typy a jejich provedení 3) Proveďte rozdělení aktivních součástek pro povrchovou montáž, popište typy a provedení 4) Vysvětlete způsoby nanášení pájecí pasty, uveďte parametry pro sítotisk a šablonový tisk 5) Popište jak se provádí osazování součástek v povrchové montáži 6) Vysvětlete princip pájení přetavením, popište různé způsoby a nakreslete pájecí profily s procesní okna 7) Vysvětlete princip pájení vlnou, nakreslete pájecí teplotní profil a popište jeho jednotlivé fáze 8) Popište princip ručního pájení a nakreslete jeho teplotní profil. Vysvětlete princip selektivního pájení 9) Popište proč se používá ochranná atmosféra při pájení a uveďte příslušné hodnoty ppm 10) Proveďte rozdělení lepidel pro elektroniku dle složení a dle určení, popište způsoby nanášení 11) Vysvětlete pojmy izotropní a anizotropní vodivá lepidla 12) Popište způsoby čištění v elektronice a uveďte důvody 13) Uveďte způsoby testování na substrátech a popište jednotlivé metody 14) Popište jak se vyhodnocuje jakost pájených spojů
Povrchová montáž 1. SMT 2. SMD
 Povrchová montáž Při klasické montáži jsou součástky s drátovými přívody po předchozím natvarování aostřižení zasouvány do pokovených nebo neprokovených děr desky s plošnými spoji a následně zapájeny ze
Povrchová montáž Při klasické montáži jsou součástky s drátovými přívody po předchozím natvarování aostřižení zasouvány do pokovených nebo neprokovených děr desky s plošnými spoji a následně zapájeny ze
MONTÁŽ SMT A THT - PÁJENÍ
 MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
MONTÁŽ SMT A THT - PÁJENÍ 1. ÚVOD DO PROBLEMATIKY 1.1. Měkké pájení Měkké pájení (do 450 C) je jednou z metalurgických metod spojování. V montáži elektronických obvodů a zařízení je převažující technologií.
2 Pájení v elektrotechnické výrobě
 Obsah 1 Úvod...2 2 Pájení v elektrotechnické výrobě...3 2.1 Montáž Point-to-point...4 2.2 Vsazovaná montáž...4 2.3 Povrchová montáž...5 2.4 Osazování součástek...5 2.5 Ruční pájení...6 2.6 Hromadné pájení...6
Obsah 1 Úvod...2 2 Pájení v elektrotechnické výrobě...3 2.1 Montáž Point-to-point...4 2.2 Vsazovaná montáž...4 2.3 Povrchová montáž...5 2.4 Osazování součástek...5 2.5 Ruční pájení...6 2.6 Hromadné pájení...6
Pájení. Ke spojení dojde vlivem difuze a rozpustnosti pájky v základním materiálu.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 IČO: 47813121 Projekt: OP VK 1.5 Název operačního programu: Typ šablony klíčové aktivity:
VÝZKUM SPOLEHLIVOSTI PÁJENÝCH SPOJŮ V DUSÍKOVÉ ATMOSFÉŘE
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV MIKROELEKTRONIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV MIKROELEKTRONIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
Výroba plošných spojů
 Výroba plošných spojů V současné době se používají tři druhy výrobních postupů: Subtraktivní, aditivní a semiaditivní. Jak vyplývá z názvu, subtraktivní postup spočívá v odstraňování přebytečné mědi (leptání),
Výroba plošných spojů V současné době se používají tři druhy výrobních postupů: Subtraktivní, aditivní a semiaditivní. Jak vyplývá z názvu, subtraktivní postup spočívá v odstraňování přebytečné mědi (leptání),
TOP5. Ekologicky ohleduplné řešení regulace tepla s velmi účinným topením pomocí horkého plynu.
 dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště FINEPLACER core Obj. číslo: 102002620 TOP5 Výrobce: Finetech Popis Energeticky úsporné, cenově efektivní opravárenské pracoviště.
dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště FINEPLACER core Obj. číslo: 102002620 TOP5 Výrobce: Finetech Popis Energeticky úsporné, cenově efektivní opravárenské pracoviště.
PÁJENÍ. Osnova učiva: Druhy pájek. Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ
 Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Předmět: Ročník: Vytvořil: Datum: STT první Jindřich RAYNOCH 31.10.2012 Název zpracovaného celku: PÁJENÍ A LEPENÍ PÁJENÍ Osnova učiva: Úvod Rozdělení pájek Význam tavidla Metody pájení Stroje a zařízení
Možné chyby a kontrolní metody v elektrotechnické montáži. Possible errors and control methods in the electronics assembly
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta elektrotechnická Katedra ekonomiky, manažerství a humanitních věd Možné chyby a kontrolní metody v elektrotechnické montáži Possible errors and control methods
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE Fakulta elektrotechnická Katedra ekonomiky, manažerství a humanitních věd Možné chyby a kontrolní metody v elektrotechnické montáži Possible errors and control methods
Silikonová lepidla a těsnicí hmoty
 Silikonová lepidla a těsnicí hmoty Lepidla se dodávají v široké škále chemických složeních, z nichž každé má své specifické vlastnosti a použití. V této souvislosti jsou silikony často označovány spíše
Silikonová lepidla a těsnicí hmoty Lepidla se dodávají v široké škále chemických složeních, z nichž každé má své specifické vlastnosti a použití. V této souvislosti jsou silikony často označovány spíše
LEPENÉ SPOJE. 1, Podstata lepícího procesu
 LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
LEPENÉ SPOJE Nárůst požadavků na technickou úroveň konstrukcí se projevuje v poslední době intenzivně i v oblasti spojování materiálů, kde lepení je často jedinou spojovací metodou, která nenarušuje vlastnosti
Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií
 Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií Tento dokument obsahuje popis technologických možností při výrobě potištěných keramických substrátů PS (Printed Substrates)
Technické podmínky výroby potištěných keramických substrátů tlustovrstvou technologií Tento dokument obsahuje popis technologických možností při výrobě potištěných keramických substrátů PS (Printed Substrates)
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ MEIII - 3.0.2 ÚVOD DO SMT TECHNOLOGIE II
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.0.2 ÚVOD DO SMT TECHNOLOGIE II Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.0.2 ÚVOD DO SMT TECHNOLOGIE II Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU
 TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
TECHNOLOGIE LEPENÍ V AUTOMOBILOVÉM PRŮMYSLU Základy technologie lepení V současnosti se technologie lepení stala jednou ze základních technologií spojování kovů, plastů i kombinovaných systémů materiálů
ELEKTRONICKÉ SOUČÁSTKY
 ELEKTRONICKÉ SOUČÁSTKY POUZDŘENÍ ČIP POUZDRO ZÁKLADNA umožňuje připojení OCHRANNÝ KRYT ne vždy POUZDRO ZÁKLADNÍ FUNKCE rozvod napájení rozvod signálu odvod tepla zajištění mechanické pevnosti zajištění
ELEKTRONICKÉ SOUČÁSTKY POUZDŘENÍ ČIP POUZDRO ZÁKLADNA umožňuje připojení OCHRANNÝ KRYT ne vždy POUZDRO ZÁKLADNÍ FUNKCE rozvod napájení rozvod signálu odvod tepla zajištění mechanické pevnosti zajištění
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE
 KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
KATEDRA MATERIÁLOVÉHO INŽENÝRSTVÍ A CHEMIE PLASTY VZTAH MEZI STRUKTUROU A VLASTNOSTMI Obsah Definice Rozdělení plastů Vztah mezi strukturou a vlastnostmi chemické složení a tvar molekulárních jednotek
Měkké pájení. Jak na to? - Měkké pájení
 Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Měkké pájení Jak na to? - Měkké pájení Uvědomme si, že ručně pájený spoj má mnohem menší kvalitu a životnost než spoj zapájený strojově. V současnosti už nelze používat pouze jeden druh páječky na všechny
Výkonové vypínače jsou určeny ke spínání jmenovitého i zkratového proudu.
 Výkonové vypínače Výkonové vypínače jsou určeny ke spínání jmenovitého i zkratového proudu. Podle principu můžeme vypínače rozdělit na: magnetické kapalinové (kotlové, máloolejové, vodní) tlakovzdušné
Výkonové vypínače Výkonové vypínače jsou určeny ke spínání jmenovitého i zkratového proudu. Podle principu můžeme vypínače rozdělit na: magnetické kapalinové (kotlové, máloolejové, vodní) tlakovzdušné
dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera
 dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera Na začátku knihy jsou přehledově zmíněny montážní a pájecí technologie,
dodavatel vybavení provozoven firem www.abetec.cz Návrh plošných spojů pro povrchovou montáž Obj. číslo: 105000444 Popis Josef Šandera Na začátku knihy jsou přehledově zmíněny montážní a pájecí technologie,
Konstrukční lepidla. Pro náročné požadavky. Proč používat konstrukční lepidla Henkel? Lepení:
 Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
Konstrukční lepidla Pro náročné požadavky Proč používat konstrukční lepidla Henkel? Sortiment konstrukčních lepidel společnosti Henkel zahrnuje širokou nabídku řešení pro různé požadavky a podmínky, které
TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT. Technologické vybavení COV pro elektrotechnický a. strojírenský průmysl
 TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT Technologické vybavení COV pro elektrotechnický a strojírenský průmysl reg. č. : CZ.1.13/4.2.00/36.01281 1.1 Základní informace o zadavateli Název
TECHNICKÉ PODKLADY K ZADÁVACÍ DOKUMENTACI PRO PROJEKT Technologické vybavení COV pro elektrotechnický a strojírenský průmysl reg. č. : CZ.1.13/4.2.00/36.01281 1.1 Základní informace o zadavateli Název
Úvod. Úvod. Všeobecně 4. Spojovací systém nn 7. Ukončovací systém vn 8. Spojovací systém vn 9. Řízení elektrického pole v kabelových souborech 10
 2 Úvod Úvod Všeobecně 4 Spojovací systém nn 7 Ukončovací systém vn 8 Spojovací systém vn 9 Řízení elektrického pole v kabelových souborech 10 Odolnost vůči prostředí a stárnutí 11 Technologie teplem smrštitelných
2 Úvod Úvod Všeobecně 4 Spojovací systém nn 7 Ukončovací systém vn 8 Spojovací systém vn 9 Řízení elektrického pole v kabelových souborech 10 Odolnost vůči prostředí a stárnutí 11 Technologie teplem smrštitelných
Montáž elektronických obvodů (Povrchová montáž a další ) (3) Assembly of electronics circuits (Surface Mounted Technology and other )
 (3) Assembly of electronics circuits (Surface Mounted Technology and other )") Montáž elektronických obvodů (Povrchová montáž a další ) (3) Assembly of electronics circuits (Surface Mounted Technology and other ) Obsah 1. Úvod 2. Nanášení pájecí pasty 3. Osazování součástek 4. Pájení
Montáž elektronických obvodů (Povrchová montáž a další ) (3) Assembly of electronics circuits (Surface Mounted Technology and other ) Obsah 1. Úvod 2. Nanášení pájecí pasty 3. Osazování součástek 4. Pájení
7 Plošné spoje a technologie povrchové montáže
 Technologie 7 Plošné spoje a technologie povrchové montáže 7.1 Úvod Úkolem desek s plošnými spoji (DPS) je realizovat vodivé propojení mezi mechanicky uchycenými na izolační podložce. Technologie plošných
Technologie 7 Plošné spoje a technologie povrchové montáže 7.1 Úvod Úkolem desek s plošnými spoji (DPS) je realizovat vodivé propojení mezi mechanicky uchycenými na izolační podložce. Technologie plošných
SNÍMAČE. - čidla, senzory snímají měří skutečnou hodnotu regulované veličiny (dávají informace o stavu technického zařízení).
.") SNÍMAČE - čidla, senzory snímají měří skutečnou hodnotu regulované veličiny (dávají informace o stavu technického zařízení). Rozdělení snímačů přímé- snímaná veličina je i na výstupu snímače nepřímé -
SNÍMAČE - čidla, senzory snímají měří skutečnou hodnotu regulované veličiny (dávají informace o stavu technického zařízení). Rozdělení snímačů přímé- snímaná veličina je i na výstupu snímače nepřímé -
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Vliv povrchových úprav DPS na pájitelnost Petr Hoch 2015 Abstrakt Tato bakalářská práce se zabývá
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA TECHNOLOGIÍ A MĚŘENÍ BAKALÁŘSKÁ PRÁCE Vliv povrchových úprav DPS na pájitelnost Petr Hoch 2015 Abstrakt Tato bakalářská práce se zabývá
CZ.1.07/1.1.30/01.0038
 Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
Akce: Přednáška, KA 5 Téma: MODERNÍ METODY VSTŘIKOVÁNÍ PLASTŮ (1. přednáška) Lektor: Ing. Aleš Ausperger, Ph.D. Třída/y: 3MS Datum konání: 13. 3. 2014 Místo konání: malá aula Čas: 2. a 3. hodina; od 8:50
PrávnínařízeníEU. Výběr vhodnéslitiny
 PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
PrávnínařízeníEU Výběr vhodnéslitiny Přizpůsobenívýrobních zařízení Změny v pájecím procesu Spolehlivostpájených spojů PrávnínařízeníEU Od 1. července 2006 nesmí žádný produkt prodávaný v EU obsahovat
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
Zvyšování kvality výuky technických oborů Klíčová aktivita V. 2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V. 2. 10 Základní části strojů Kapitola 24
VD4. Vakuové vypínače vysokého napětí 12 25 kv 630 2500 A 16 40 ka
 VD4 Vakuové vypínače vysokého napětí 12 25 kv 630 2500 A 16 40 ka POPIS VÝBĚR A OBJEDNÁNÍ VYPÍNAČŮ VÝBĚR A OBJEDNÁNÍ VYPÍNAČŮ CELKOVÉ ROZMĚRY ELEKTRICKÉ SCHÉMA ZAPOJENÍ 3 11 43 47 65 1 2 3 4 5 1 2 POPIS
VD4 Vakuové vypínače vysokého napětí 12 25 kv 630 2500 A 16 40 ka POPIS VÝBĚR A OBJEDNÁNÍ VYPÍNAČŮ VÝBĚR A OBJEDNÁNÍ VYPÍNAČŮ CELKOVÉ ROZMĚRY ELEKTRICKÉ SCHÉMA ZAPOJENÍ 3 11 43 47 65 1 2 3 4 5 1 2 POPIS
Lepidla a techniky lepení součástek
 Lepidla a techniky lepení součástek Kromě obrovského počtu neplněných lepidel existuje dnes celá řada lepidel plněných různými druhy částic. Plněná lepidla hrají důležitou roli v průmyslu, protože mnoha
Lepidla a techniky lepení součástek Kromě obrovského počtu neplněných lepidel existuje dnes celá řada lepidel plněných různými druhy částic. Plněná lepidla hrají důležitou roli v průmyslu, protože mnoha
Tvorba pracoviště pro práci s SMD elektronickými součástkami aplikace s Atmel AVR
 Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra informatiky Bakalářská práce Tvorba pracoviště pro práci s SMD elektronickými součástkami aplikace s Atmel AVR Vypracoval: Jan Matějíček
Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra informatiky Bakalářská práce Tvorba pracoviště pro práci s SMD elektronickými součástkami aplikace s Atmel AVR Vypracoval: Jan Matějíček
VLIV MNOŽSTVÍ PÁJKY A IZOTERMÁLNÍHO STÁRNUTÍ NA VODIVOST PÁJENÉHO SPOJE SOLDER JOINT CONDUCTIVITY INFLUENCE OF SOLDER VOLUME AND ISOTHERMAL AGING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV ELEKTROTECHNOLOGIE FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV ELEKTROTECHNOLOGIE FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
TECHNOLOGIE POVRCHOVÝCH ÚPRAV. 1. Definice koroze. Soli, oxidy. 2.Rozdělení koroze. Obsah: Činitelé ovlivňující korozi H 2 O, O 2
 TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
TECHNOLOGIE POVRCHOVÝCH ÚPRAV Obsah: 1. Definice koroze 2. Rozdělení koroze 3. Ochrana proti korozi 4. Kontrolní otázky 1. Definice koroze Koroze je rozrušování materiálu vlivem okolního prostředí Činitelé
Návod k montáži, obsluze a údržbě venkovních vypínačů GVR Recloser Hawker Siddeley Switchgear
 Návod k montáži, obsluze a údržbě venkovních vypínačů GVR Recloser Hawker Siddeley Switchgear pro montáž na betonový sloup nebo příhradový stožár jmenovité napětí 15, 27 a 38 kv jmenovitý proud 630 A Venkovní
Návod k montáži, obsluze a údržbě venkovních vypínačů GVR Recloser Hawker Siddeley Switchgear pro montáž na betonový sloup nebo příhradový stožár jmenovité napětí 15, 27 a 38 kv jmenovitý proud 630 A Venkovní
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA ELEKTROMECHANIKY A VÝKONOVÉ ELEKTRONIKY BAKALÁŘSKÁ PRÁCE
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA ELEKTROMECHANIKY A VÝKONOVÉ ELEKTRONIKY BAKALÁŘSKÁ PRÁCE AUTOMATICKÉ STROJNÍ OSAZOVÁNÍ DESEK PLOŠNÝCH SPOJŮ PETR KUČERA 2014 Abstrakt Předkládaná
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA ELEKTROTECHNICKÁ KATEDRA ELEKTROMECHANIKY A VÝKONOVÉ ELEKTRONIKY BAKALÁŘSKÁ PRÁCE AUTOMATICKÉ STROJNÍ OSAZOVÁNÍ DESEK PLOŠNÝCH SPOJŮ PETR KUČERA 2014 Abstrakt Předkládaná
Vlastnosti systému TCA tepelně vodivé lepidlo ICA izotropní lepidla ACA anizotropní lepidla Nehořlavé produkty Jedno- a dvousložkové epoxidy
 Elecolit Elektricky a tepelně vodivá lepidla Vlastnosti systému TCA tepelně vodivé lepidlo ICA izotropní lepidla ACA anizotropní lepidla Nehořlavé produkty Jedno- a dvousložkové y Výhody Vhodné do malé
Elecolit Elektricky a tepelně vodivá lepidla Vlastnosti systému TCA tepelně vodivé lepidlo ICA izotropní lepidla ACA anizotropní lepidla Nehořlavé produkty Jedno- a dvousložkové y Výhody Vhodné do malé
Princip inkoustového tisku
 Stránka č. 1 z 10 Vyberte si princip tisku, se kterým se chcete blíže seznámit: INKOUSTOVÝ, LASEROVÝ, THERMO Princip inkoustového tisku Vývoj inkoustových tiskáren jako výstupního zařízení počítače má
Stránka č. 1 z 10 Vyberte si princip tisku, se kterým se chcete blíže seznámit: INKOUSTOVÝ, LASEROVÝ, THERMO Princip inkoustového tisku Vývoj inkoustových tiskáren jako výstupního zařízení počítače má
TERMOMECHANICKÉ NAMÁHÁNÍ BEZOLOVNATÉHO PÁJENÉHO SPOJE THERMO-MECHANICAL STRESS OF LEAD-FREE SOLDER JOINT
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV MIKROELEKTRONIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV MIKROELEKTRONIKY FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEI 2.5 ZÁKLADY PÁJENÍ Obor: Mechanik elektronik Ročník: 1. Zpracoval(a): Bc. Josef Mahdal Střední průmyslová škola Uherský Brod, 2009 Projekt je spolufinancován
Zvýšení výkonu spodního předehřevu na 800 W a rychlosti náběhu ohřevného tělesa urychlující čas předehřátí.
 Katalogový list www.abetec.cz Opravárenské pracoviště Jovy RE-7550 Obj. číslo: 102002861 Výrobce: Jovy Systems Anotace BGA rework stanice RE-7550 je rozšířenou verzí stanice RE-7500. Pokročilé funkce zlepšují
Katalogový list www.abetec.cz Opravárenské pracoviště Jovy RE-7550 Obj. číslo: 102002861 Výrobce: Jovy Systems Anotace BGA rework stanice RE-7550 je rozšířenou verzí stanice RE-7500. Pokročilé funkce zlepšují
Informationen zu Promat 1000 C
 Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
Informationen zu Promat 1000 C 38 1 0 0 0 C Úspora energie snížením tepelného toku Kalciumsilikát, minerální vlákna a mikroporézní izolační desky firmy Promat zajistí výbornou tepelnou izolaci a úsporu
Odolnost teplotním šokům při vysokých teplotách
 1600 C 64 1 6 0 0 C Odolnost teplotním šokům při vysokých teplotách Ohebné tepelně izolační a žárovzdorné výrobky firmy Promat disponují především nízkou akumulací tepla. Díky tomu lze výrazně zkrátit
1600 C 64 1 6 0 0 C Odolnost teplotním šokům při vysokých teplotách Ohebné tepelně izolační a žárovzdorné výrobky firmy Promat disponují především nízkou akumulací tepla. Díky tomu lze výrazně zkrátit
Kompaktní opravářská stanice může být použita také k pájení či odpájení či odstranění zbytkové pájky.
 dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště EXPERT 04.6-IXH Obj. číslo: 102002361 Výrobce: Martin SMT Popis Opravárenské pracoviště určené pro opravy SMD komponent. Manuální
dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště EXPERT 04.6-IXH Obj. číslo: 102002361 Výrobce: Martin SMT Popis Opravárenské pracoviště určené pro opravy SMD komponent. Manuální
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ
 tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
tesa Samolepicí pásky Využití samolepicích pásek v průmyslu KATALOG VÝROBKŮ Cokoli potřebujete udělat tesa má optimální řešení Vítejte u přehledu sortimentu samolepicích pásek tesa určených pro průmysl
Polohovací zařízení. Počítačová myš
 Polohovací zařízení Polohovací zařízení jsou vstupní periferie, jejichž úkolem je umožnit snadnější ovládání programů a programových součástí operačního systému. Jedná se především o pohyb kurzoru po pracovní
Polohovací zařízení Polohovací zařízení jsou vstupní periferie, jejichž úkolem je umožnit snadnější ovládání programů a programových součástí operačního systému. Jedná se především o pohyb kurzoru po pracovní
POUŽITÍ PRACOVNÍ PODMÍNKY PRACOVNÍ REŽIM. Třídy vnějších vlivů Základní charakteristiky - výňatek z ČSN 33 2000-3 (mod.
 POUŽITÍ Servomotory ODACT OK jsou určeny k přestavování ovládacích orgánů vratným otočným pohybem s úhlem natočení výstupní části do 90 včetně případů, kde se vyžaduje těsný uzávěr v koncových polohách.
POUŽITÍ Servomotory ODACT OK jsou určeny k přestavování ovládacích orgánů vratným otočným pohybem s úhlem natočení výstupní části do 90 včetně případů, kde se vyžaduje těsný uzávěr v koncových polohách.
Laboratoře pro vývoj a realizaci Fakulta elektrotechnická České vysoké učení technické v Praze informace o laboratoři
 Laboratoře pro vývoj a realizaci Fakulta elektrotechnická České vysoké učení technické v Praze informace o laboratoři Proč s námi spolupracovat? Laboratoře pro vývoj a realizaci na ČVUT FEL v Praze jsou
Laboratoře pro vývoj a realizaci Fakulta elektrotechnická České vysoké učení technické v Praze informace o laboratoři Proč s námi spolupracovat? Laboratoře pro vývoj a realizaci na ČVUT FEL v Praze jsou
APLIKAČNÍ TECHNOLOGIE
 APLIKAČNÍ TECHNOLOGIE nanášení pájecích past, lepidel, tavidel aj. sítotisk šablonový tisk dispenze pin transfer. Zařízení ruční poloautomatická automatická in line nebo off line PLATÍ ZÁSADA: dobře natisknuto
APLIKAČNÍ TECHNOLOGIE nanášení pájecích past, lepidel, tavidel aj. sítotisk šablonový tisk dispenze pin transfer. Zařízení ruční poloautomatická automatická in line nebo off line PLATÍ ZÁSADA: dobře natisknuto
Systémy GVP pro mazání dopravníkových řetězů
 1-4101-CS Systémy GVP pro mazání dopravníkových řetězů Systém GVP je určen pro mazání kladek dopravníkových řetězů. Proces domazávání je plně automatický a plastické mazivo je během něho pod tlakem vstřikováno
1-4101-CS Systémy GVP pro mazání dopravníkových řetězů Systém GVP je určen pro mazání kladek dopravníkových řetězů. Proces domazávání je plně automatický a plastické mazivo je během něho pod tlakem vstřikováno
Produkt Rimano PLUS Rimano PRIMA Rimano UNI. Druh omítky / stěrky šedobílá sádrová stěrka šedobílá sádrová stěrka šedobílá sádrová omítka
 Přehled omítek a stěrek Produkt Rimano PLUS Rimano PRIMA Rimano UNI Druh omítky / stěrky šedobílá sádrová stěrka šedobílá sádrová stěrka šedobílá sádrová omítka Popis tenkovrstvá sádrová stěrka s hlazeným
Přehled omítek a stěrek Produkt Rimano PLUS Rimano PRIMA Rimano UNI Druh omítky / stěrky šedobílá sádrová stěrka šedobílá sádrová stěrka šedobílá sádrová omítka Popis tenkovrstvá sádrová stěrka s hlazeným
Contact Kyanoakrylátová lepidla. New. super rychlá ekonomická univerzální spolehlivá. Pen-System
 New Pen-System R Contact Kyanoakrylátová lepidla super rychlá ekonomická univerzální spolehlivá 1 Contact WEICON Contact kyanoakrylátová lepidla jsou za studena vytvrzující jednokomponentní lepidla bez
New Pen-System R Contact Kyanoakrylátová lepidla super rychlá ekonomická univerzální spolehlivá 1 Contact WEICON Contact kyanoakrylátová lepidla jsou za studena vytvrzující jednokomponentní lepidla bez
UniGear typ ZS1. Kovově krytý, vzduchem izolovaný rozváděč vysokého napětí, odolný proti vnitřním obloukovým zkratům
 UniGear typ ZS1 Kovově krytý, vzduchem izolovaný rozváděč vysokého napětí, odolný proti vnitřním obloukovým zkratům UniGear typ ZS1 UniGear dvouúrovňové uspořádání UniGear typ ZVC 3 39 47 1 2 3 1 2 UniGear
UniGear typ ZS1 Kovově krytý, vzduchem izolovaný rozváděč vysokého napětí, odolný proti vnitřním obloukovým zkratům UniGear typ ZS1 UniGear dvouúrovňové uspořádání UniGear typ ZVC 3 39 47 1 2 3 1 2 UniGear
Výukové texty. pro předmět. Měřící technika (KKS/MT) na téma. Základní charakteristika a demonstrování základních principů měření veličin
 na téma. Základní charakteristika a demonstrování základních principů měření veličin") Výukové texty pro předmět Měřící technika (KKS/MT) na téma Základní charakteristika a demonstrování základních principů měření veličin Autor: Doc. Ing. Josef Formánek, Ph.D. Základní charakteristika a
Výukové texty pro předmět Měřící technika (KKS/MT) na téma Základní charakteristika a demonstrování základních principů měření veličin Autor: Doc. Ing. Josef Formánek, Ph.D. Základní charakteristika a
Ekologicky ohleduplné řešení regulace tepla s velmi účinným topením pomocí horkého plynu, přiváděného shora a zespodu.
 dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště FINEPLACER core plus Obj. číslo: 102002621 Výrobce: Finetech Popis Energeticky úsporné, cenově efektivní předělávky. Velikost součástky
dodavatel vybavení provozoven firem www.abetec.cz Opravárenské pracoviště FINEPLACER core plus Obj. číslo: 102002621 Výrobce: Finetech Popis Energeticky úsporné, cenově efektivní předělávky. Velikost součástky
Kovové povlaky. Kovové povlaky. Z hlediska funkce. V el. vodivém prostředí. velmi ušlechtilé méně ušlechtile (vzhledem k železu) tloušťka pórovitost
 tloušťka pórovitost") Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Kovové povlaky Kovové povlaky Kovové povlaky velmi ušlechtilé méně ušlechtile (vzhledem k železu) Z hlediska funkce tloušťka pórovitost V el. vodivém prostředí katodický anodický charakter 2 Kovové povlaky
Program dodávek - elektronika
 Program dodávek - elektronika Technika......pro pájení při výrobě elektroniky. FELDER GMBH Telefon: 0208 / 85035-0 FELDER GMBH Löttechnik Telefax: 0208 / 26080 Löttechnik Im Lipperfeld 11 E-Mail: info@felder.de
Program dodávek - elektronika Technika......pro pájení při výrobě elektroniky. FELDER GMBH Telefon: 0208 / 85035-0 FELDER GMBH Löttechnik Telefax: 0208 / 26080 Löttechnik Im Lipperfeld 11 E-Mail: info@felder.de
Synchronizované řízení všech parametrů souvisejících s procesem: síla, teplota, čas, průtok, výkon, prostředí procesu a osvětlení.
 Katalogový list www.abetec.cz Opravárenské pracoviště FINEPLACER jumbo rs Obj. číslo: 102002622 Výrobce: Finetech Anotace Velkoplošná opravárenská stanice. Součástky od 0.5 mm x 0.5 mm do 90 mm x 140 mm.
Katalogový list www.abetec.cz Opravárenské pracoviště FINEPLACER jumbo rs Obj. číslo: 102002622 Výrobce: Finetech Anotace Velkoplošná opravárenská stanice. Součástky od 0.5 mm x 0.5 mm do 90 mm x 140 mm.
12. SUŠENÍ. Obr. 12.1 Kapilární elevace
 12. SUŠENÍ Při sušení odstraňujeme z tuhého u zadrženou kapalinu, většinou vodu. Odstranění kapaliny z tuhé fáze může být realizováno mechanicky (filtrací, lisováním, odstředěním), fyzikálně-chemicky (adsorpcí
12. SUŠENÍ Při sušení odstraňujeme z tuhého u zadrženou kapalinu, většinou vodu. Odstranění kapaliny z tuhé fáze může být realizováno mechanicky (filtrací, lisováním, odstředěním), fyzikálně-chemicky (adsorpcí
speciální topné kabely
 speciální topné kabely KABELOVÉ TOPNÉ SYSTÉMY SR samoregulační topný kabel - popis SR samoregulační topný kabel - oblast použití FTS0 kabel pro vysoké teploty - popis FTS0 kabel pro vysoké teploty - oblast
speciální topné kabely KABELOVÉ TOPNÉ SYSTÉMY SR samoregulační topný kabel - popis SR samoregulační topný kabel - oblast použití FTS0 kabel pro vysoké teploty - popis FTS0 kabel pro vysoké teploty - oblast
Cíle. Seznámit studenta s technickými zařízeními bioplynových stanic.
 Bioplynové stanice Cíle Seznámit studenta s technickými zařízeními bioplynových stanic. Klíčová slova Reaktor, metanogeneze, kogenerační jednotka 1. Úvod Bioplynové stanice (BPS) jsou dnes rozšířenou biotechnologií
Bioplynové stanice Cíle Seznámit studenta s technickými zařízeními bioplynových stanic. Klíčová slova Reaktor, metanogeneze, kogenerační jednotka 1. Úvod Bioplynové stanice (BPS) jsou dnes rozšířenou biotechnologií
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
Katedra obecné elektrotechniky Fakulta elektrotechniky a informatiky, VŠB - TU Ostrava
 Katedra obecné elektrotechniky Fakulta elektrotechniky a informatiky, VŠB - TU Ostrava 15. DIMENZOVÁNÍ A JIŠTĚNÍ ELEKTRICKÝCH VEDENÍ Obsah: 1. Úvod 2. podle přípustného oteplení 3. s ohledem na hospodárnost
Katedra obecné elektrotechniky Fakulta elektrotechniky a informatiky, VŠB - TU Ostrava 15. DIMENZOVÁNÍ A JIŠTĚNÍ ELEKTRICKÝCH VEDENÍ Obsah: 1. Úvod 2. podle přípustného oteplení 3. s ohledem na hospodárnost
Pracovní stáž Univerzita Tomáše Bati ve Zlíně
 Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Střední průmyslová škola polytechnická COP Zlín Praktická cvičení Pracovní stáž Univerzita Tomáše Bati ve Zlíně Lukáš Svoboda Březen 2014/ 4.A Obsah 1.0 ÚVOD...3 2.0 VSTŘIKOVÁNÍ...3 2.1 ÚVOD DO VSTŘIKOVÁNÍ...3
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Pájení a lepení
 Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Princip pájení: Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pájení a lepení Pájením získáváme pevné nerozebíratelné spoje součástí ze stejnorodého a často
Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:
![Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:](/thumbs/30/14603809.jpg "Základní pojmy. T = ϑ + 273,15 [K], [ C] Definice teploty:") Definice teploty: Základní pojmy Fyzikální veličina vyjadřující míru tepelného stavu tělesa Teplotní stupnice Termodynamická (Kelvinova) stupnice je určena dvěma pevnými body: absolutní nula (ustává termický
Definice teploty: Základní pojmy Fyzikální veličina vyjadřující míru tepelného stavu tělesa Teplotní stupnice Termodynamická (Kelvinova) stupnice je určena dvěma pevnými body: absolutní nula (ustává termický
KONTROLA PŘESNOSTI VÝROBY S VYUŽITÍM MATLABU
 KONTROLA PŘESNOSTI VÝROBY S VYUŽITÍM MATLABU Ing. Vladislav Matějka, Ing. Jiří Tichý, Ing. Radovan Hájovský Katedra měřicí a řídicí techniky, VŠB-TU Ostrava Abstrakt: Příspěvek se zabývá možností využít
KONTROLA PŘESNOSTI VÝROBY S VYUŽITÍM MATLABU Ing. Vladislav Matějka, Ing. Jiří Tichý, Ing. Radovan Hájovský Katedra měřicí a řídicí techniky, VŠB-TU Ostrava Abstrakt: Příspěvek se zabývá možností využít
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Scotch-Weld TM Zalévací směs a lepidlo DP270 EPX TM, čiré a černé
 Scotch-Weld TM DP270 EPX TM, čiré a černé List dat produktu Aktualizován : v březnu 1996 Nahrazuje : vydání z listopadu 1993 Popis produktu Produkt se dodává ve větších nádobách jako zalévací směs a lepidlo
Scotch-Weld TM DP270 EPX TM, čiré a černé List dat produktu Aktualizován : v březnu 1996 Nahrazuje : vydání z listopadu 1993 Popis produktu Produkt se dodává ve větších nádobách jako zalévací směs a lepidlo
I n d u s t r y. Všeobecné směrnice pro lepení a tmelení. s produkty Sikaflex. Účel a rozsah
 Všeobecné směrnice pro lepení a tmelení I n d u s t r y s produkty Sikaflex Účel a rozsah Tyto směrnice obsahují informace a doporučení pro uživatele ke správné užití lepidel a tmelů Sikaflex v průmyslových
Všeobecné směrnice pro lepení a tmelení I n d u s t r y s produkty Sikaflex Účel a rozsah Tyto směrnice obsahují informace a doporučení pro uživatele ke správné užití lepidel a tmelů Sikaflex v průmyslových
Termoplastové kompozity v leteckých aplikacích
 Technologie výroby leteckých dílů z kompozitu na bázi uhlíkové vlákno a termoplastická matrice Ing. Abstrakt: Přednáška pojednává o použití kompozitu uhlík/polyfenylensulfid (PPS) pro výrobu dílů v letectví.
Technologie výroby leteckých dílů z kompozitu na bázi uhlíkové vlákno a termoplastická matrice Ing. Abstrakt: Přednáška pojednává o použití kompozitu uhlík/polyfenylensulfid (PPS) pro výrobu dílů v letectví.
Horkovzdušná pájecí stanice HAKKO s vysokým výkonem až 670 W a vysokým objemem pro zvýšení efektivity práce.
 Katalogový list www.abetec.cz Horkovzdušná pájecí stanice Hakko FR-810B Obj. číslo: 102003014 Výrobce: Hakko Anotace Horkovzdušná pájecí stanice HAKKO s vysokým výkonem až 670 W a vysokým objemem pro zvýšení
Katalogový list www.abetec.cz Horkovzdušná pájecí stanice Hakko FR-810B Obj. číslo: 102003014 Výrobce: Hakko Anotace Horkovzdušná pájecí stanice HAKKO s vysokým výkonem až 670 W a vysokým objemem pro zvýšení
Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej)
 V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej)") PRYŽ Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej) Vlastnosti pryže Velká elasticita (pružiny, těsnění,
PRYŽ Silly putty ( inteligentní plastelína ) V USA za II.sv.války jako možná (neúspěšná) náhrada nedostatkové pryže (kyselina boritá + silikonový olej) Vlastnosti pryže Velká elasticita (pružiny, těsnění,
Destilační kolony. www.kovodel.cz. Jednokotlový systém. Hlavní výhody jednokotlového systému
 Destilační kolony Jednokotlový systém Hlavní výhody jednokotlového systému menší nároky a náklady na stavební připravenost možnost ovlivnit kvalitu výsledného destilátu úspora provozních energií nižší
Destilační kolony Jednokotlový systém Hlavní výhody jednokotlového systému menší nároky a náklady na stavební připravenost možnost ovlivnit kvalitu výsledného destilátu úspora provozních energií nižší
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Bazar. ATF 23 pájecí vlna je k dispozici také jako řízení dusíku, nebo může být kdykoliv později převedena na zdroj dusíku.
 dodavatel vybavení provozoven firem www.abetec.cz Pájecí vlna ATF 23/33 - repase Obj. číslo: 106001904 Bazar Výrobce: ATF GmbH. Popis Zařízení pro pájení vlnou. Maximální pracovní šířka 330 mm. Dvojitá
dodavatel vybavení provozoven firem www.abetec.cz Pájecí vlna ATF 23/33 - repase Obj. číslo: 106001904 Bazar Výrobce: ATF GmbH. Popis Zařízení pro pájení vlnou. Maximální pracovní šířka 330 mm. Dvojitá
Obrazový slovník výkladový Komponenty pro pneumatiku a hydrauliku
 Registrační číslo projektu: Název projektu: Produkt č. 10 CZ.1.07/1.1.16/02.0119 Automatizace názorně Obrazový slovník výkladový Komponenty pro pneumatiku a hydrauliku Anglický jazyk Kolektiv autorů 2014
Registrační číslo projektu: Název projektu: Produkt č. 10 CZ.1.07/1.1.16/02.0119 Automatizace názorně Obrazový slovník výkladový Komponenty pro pneumatiku a hydrauliku Anglický jazyk Kolektiv autorů 2014
Spolehlivost a provozní vlastnosti kondenzátorů
 Spolehlivost a provozní vlastnosti kondenzátorů Tímto článkem bychom rádi poskytli, zejména konstruktérům elektronických zařízení, více informací o konstrukci, elektrických a mechanických parametrech elektronických
Spolehlivost a provozní vlastnosti kondenzátorů Tímto článkem bychom rádi poskytli, zejména konstruktérům elektronických zařízení, více informací o konstrukci, elektrických a mechanických parametrech elektronických
KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích
 KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
KLUZNÁ LOŽISKA Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora studentů
PÁJECÍ STANICE INFOBOX PÁJECÍ TECHNIKA. Pájecí stanice 40W, LCD displej
 2 né pájecí stanice s regulací teploty, výměnnými hroty a odkládacím stojánkem vhodné pro trvalé pájení - vodičů, elektronických kompenent i citlivých SMD součástek. Vhodné pro amatérské i profesionální
2 né pájecí stanice s regulací teploty, výměnnými hroty a odkládacím stojánkem vhodné pro trvalé pájení - vodičů, elektronických kompenent i citlivých SMD součástek. Vhodné pro amatérské i profesionální
2-komponentní epoxidové pojivo pro malty, stěrky a pečeticí nátěry
 Technický list Vydání 11/2011 Identifikační č.: 02 08 01 02 009 0 000004 Sikafloor -169 2-komponentní epoxidové pojivo pro malty, stěrky a pečeticí nátěry Construction Popis výrobku Použití Sikafloor -169
Technický list Vydání 11/2011 Identifikační č.: 02 08 01 02 009 0 000004 Sikafloor -169 2-komponentní epoxidové pojivo pro malty, stěrky a pečeticí nátěry Construction Popis výrobku Použití Sikafloor -169
TECHNOLOGIE STAVEBNÍCH PRACÍ II
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ ÚSTAV TECHNOLOGIE, MECHANIZACE A ŘÍZENÍ STAVEB ING. VÍT MOTYČKA, CSC. TECHNOLOGIE STAVEBNÍCH PRACÍ II MODUL 9 PROCESY VNITŘNÍ A DOKONČOVACÍ -NÁTĚRY 2005 STUDIJNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STAVEBNÍ ÚSTAV TECHNOLOGIE, MECHANIZACE A ŘÍZENÍ STAVEB ING. VÍT MOTYČKA, CSC. TECHNOLOGIE STAVEBNÍCH PRACÍ II MODUL 9 PROCESY VNITŘNÍ A DOKONČOVACÍ -NÁTĚRY 2005 STUDIJNÍ
OSAZOVÁNÍ DESEK PLOŠNÝCH SPOJŮ TECHNOLOGIÍ POVRCHOVÉHO MONTOVÁNÍ SOUČÁSTEK (SMT) 1. Ruční varianta (bez vývodových součástek)
 1. Ruční varianta (bez vývodových součástek)") OSAZOVÁNÍ DESEK PLOŠNÝCH SPOJŮ TECHNOLOGIÍ POVRCHOVÉHO MONTOVÁNÍ SOUČÁSTEK (SMT) 1. Ruční varianta MPP-11 RUČNÍ SMD ZVEDACÍ & OSAZOVACÍ ZAŘÍZENÍ S DISPENSNÍ HLAVOU Jednoduché ruční zařízení, určené pro
OSAZOVÁNÍ DESEK PLOŠNÝCH SPOJŮ TECHNOLOGIÍ POVRCHOVÉHO MONTOVÁNÍ SOUČÁSTEK (SMT) 1. Ruční varianta MPP-11 RUČNÍ SMD ZVEDACÍ & OSAZOVACÍ ZAŘÍZENÍ S DISPENSNÍ HLAVOU Jednoduché ruční zařízení, určené pro
Technické podmínky pro zakázkovou výrobu elektroniky
 ELO+ s.r.o., Za Nádražím 2609, 397 01 Písek, Česká Republika, tel:+420 382 213 695, fax:+420 382 213 069 vyroba@elo.cz; sales@elo.cz www.elo.cz Technické podmínky pro zakázkovou výrobu elektroniky Tyto
ELO+ s.r.o., Za Nádražím 2609, 397 01 Písek, Česká Republika, tel:+420 382 213 695, fax:+420 382 213 069 vyroba@elo.cz; sales@elo.cz www.elo.cz Technické podmínky pro zakázkovou výrobu elektroniky Tyto
Podstata plastů [1] Polymery
![Podstata plastů [1] Polymery](/thumbs/33/15817342.jpg "Podstata plastů [1] Polymery") PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
PLASTY Podstata plastů [1] Materiály, jejichž podstatnou část tvoří organické makromolekulami látky (polymery). Kromě látek polymerní povahy obsahují plasty ještě přísady (aditiva) jejichž účelem je specifická
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ MEIII METODY MONTÁŽE SMD SOUČÁSTEK
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.2 METODY MONTÁŽE SMD SOUČÁSTEK Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: MEIII - 3.2 METODY MONTÁŽE SMD SOUČÁSTEK Obor: Mechanik elektronik Ročník: 3. Zpracoval(a): Jiří Kolář Střední průmyslová škola Uherský Brod, 2010 Projekt
Výroba páry - kotelna, teplárna, elektrárna Rozvod páry do místa spotřeby páry Využívání páry v místě spotřeby Vracení kondenzátu do místa výroby páry
 Úvod Znalosti - klíč k úspěchu Materiál přeložil a připravil Ing. Martin NEUŽIL, Ph.D. SPIRAX SARCO spol. s r.o. V Korytech (areál nádraží ČD) 100 00 Praha 10 - Strašnice tel.: 274 00 13 51, fax: 274 00
Úvod Znalosti - klíč k úspěchu Materiál přeložil a připravil Ing. Martin NEUŽIL, Ph.D. SPIRAX SARCO spol. s r.o. V Korytech (areál nádraží ČD) 100 00 Praha 10 - Strašnice tel.: 274 00 13 51, fax: 274 00
PROJEKTOVÁ DOKUMENTACE
 Sanace kaple Navštívení Panny Marie, Hostišová okr. Zlín ZADAVATEL ZHOTOVITEL Obecní úřad Hostišová 100 763 01 Mysločovice ING. JOSEF KOLÁŘ PRINS Havlíčkova 1289/24, 750 02 Přerov I - Město EVIDENČNÍ ÚŘAD:
Sanace kaple Navštívení Panny Marie, Hostišová okr. Zlín ZADAVATEL ZHOTOVITEL Obecní úřad Hostišová 100 763 01 Mysločovice ING. JOSEF KOLÁŘ PRINS Havlíčkova 1289/24, 750 02 Přerov I - Město EVIDENČNÍ ÚŘAD:
Integrovaná střední škola, Sokolnice 496
 Integrovaná střední škola, Sokolnice 496 Název projektu: Moderní škola Registrační číslo: CZ.1.07/1.5.00/34.0467 Název klíčové aktivity: V/2 - Inovace a zkvalitnění výuky směřující k rozvoji odborných
Integrovaná střední škola, Sokolnice 496 Název projektu: Moderní škola Registrační číslo: CZ.1.07/1.5.00/34.0467 Název klíčové aktivity: V/2 - Inovace a zkvalitnění výuky směřující k rozvoji odborných
CZ.1.07/1.5.00/34.0304
 Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
Technické materiály Základním materiálem používaným ve strojírenství jsou nejen kovy a jejich slitiny. Materiály v každé skupině mají z části společné, zčásti pro daný materiál specifické vlastnosti. Kovy,
ROTAČNÍ VÝMĚNÍKY ZZT
 KASTT spol. s r. o. projekce, výroba, montáž a servis vzduchotechniky, klimatizace, MaR, technologických celků Jižní 870, 500 03 Hradec Králové tel.: +420 495 404 011 495 404 010 fax: +420 495 406 544
KASTT spol. s r. o. projekce, výroba, montáž a servis vzduchotechniky, klimatizace, MaR, technologických celků Jižní 870, 500 03 Hradec Králové tel.: +420 495 404 011 495 404 010 fax: +420 495 406 544
SNÍMAČE PRO MĚŘENÍ VZDÁLENOSTI A POSUVU
 SNÍMAČE PRO MĚŘENÍ VZDÁLENOSTI A POSUVU 7.1. Odporové snímače 7.2. Indukční snímače 7.3. Magnetostrikční snímače 7.4. Kapacitní snímače 7.5. Optické snímače 7.6. Číslicové snímače 7.1. ODPOROVÉ SNÍMAČE
SNÍMAČE PRO MĚŘENÍ VZDÁLENOSTI A POSUVU 7.1. Odporové snímače 7.2. Indukční snímače 7.3. Magnetostrikční snímače 7.4. Kapacitní snímače 7.5. Optické snímače 7.6. Číslicové snímače 7.1. ODPOROVÉ SNÍMAČE
Tření je přítel i nepřítel
 Tření je přítel i nepřítel VIDEO K TÉMATU: http://www.ceskatelevize.cz/porady/10319921345-rande-s-fyzikou/video/ Tření je v určitých případech i prospěšné. Jde o to, že řada lidí si myslí, že tření má
Tření je přítel i nepřítel VIDEO K TÉMATU: http://www.ceskatelevize.cz/porady/10319921345-rande-s-fyzikou/video/ Tření je v určitých případech i prospěšné. Jde o to, že řada lidí si myslí, že tření má
způsobují ji volné elektrony, tzv. vodivostní valenční elektrony jsou vázány, nemohou být nosiči proudu
 Vodivost v pevných látkách způsobují ji volné elektrony, tzv. vodivostní valenční elektrony jsou vázány, nemohou být nosiči proudu Pásový model atomu znázorňuje energetické stavy elektronů elektrony mohou
Vodivost v pevných látkách způsobují ji volné elektrony, tzv. vodivostní valenční elektrony jsou vázány, nemohou být nosiči proudu Pásový model atomu znázorňuje energetické stavy elektronů elektrony mohou
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou.
 1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
1 ZÁKLADNÍ VLASTNOSTI TECHNICKÝCH MATERIÁLŮ Vlastnosti kovů a jejich slitin jsou dány především jejich chemickým složením a strukturou. Z hlediska použitelnosti kovů v technické praxi je obvyklé dělení
vytvrzení dochází v poslední části (zóně) výrobního zařízení. Profil opouštějící výrobní zařízení je zcela tvarově stálý a pevný.
 výrobního zařízení. Profil opouštějící výrobní zařízení je zcela tvarově stálý a pevný.") Kompozity Jako kompozity se označují materiály, které jsou složeny ze dvou nebo více složek, které se výrazně liší fyzikálními a chemickými vlastnostmi. Spojením těchto složek vznikne zcela nový materiál
Kompozity Jako kompozity se označují materiály, které jsou složeny ze dvou nebo více složek, které se výrazně liší fyzikálními a chemickými vlastnostmi. Spojením těchto složek vznikne zcela nový materiál
TOP5. Vlastní software realizuje multifunkční počítačové řízení stanice v automatickém nebo ručním režimu.
 Katalogový list www.abetec.cz Opravářské pracoviště BGA IK-650 Pro Obj. číslo: 102002930 TOP5 Výrobce: ThermoPro Anotace Digitální infračervená opravářská stanice určená k pájení a opravám DPS s pouzdry
Katalogový list www.abetec.cz Opravářské pracoviště BGA IK-650 Pro Obj. číslo: 102002930 TOP5 Výrobce: ThermoPro Anotace Digitální infračervená opravářská stanice určená k pájení a opravám DPS s pouzdry
Scotch- W eld akrylová lepidla DP8405NS zelené DP8410NS zelené
 Scotch- W eld akrylová lepidla Technický list únor 2014 Popis produktu 3M Scotch-Weld DP8405NS a DP8410NS jsou vysoce výkonná dvousložková akrylová lepidla, která nabízejí vynikající pevnost ve střihu,
Scotch- W eld akrylová lepidla Technický list únor 2014 Popis produktu 3M Scotch-Weld DP8405NS a DP8410NS jsou vysoce výkonná dvousložková akrylová lepidla, která nabízejí vynikající pevnost ve střihu,
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace
 Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Střední odborná škola a Střední odborné učiliště, Hradec Králové, Vocelova 1338, příspěvková organizace Registrační číslo projektu: Číslo DUM: Tematická oblast: Téma: Autor: CZ.1.07/1.5.00/34.0245 VY_32_INOVACE_08_A_07
Slévárny neželezných kovů
 Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací
Slévárny neželezných kovů Průmyslové pece a sušárny Žárobetonové tvarovky OBSAH Udržovací pece PTU...3 LAC NANO kelímy pro neželezné kovy s využitím nanotechnologií...5 Podložky pod kelímky...7 Stoupací