NC a CNC stroje číslicově řízené stroje
|
|
|
- Zdeněk Růžička
- před 10 lety
- Počet zobrazení:
Transkript
1 NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod z výroby jedné součásti na druhou, - zvýšení kvality i množství výrobků, - zvýšení přesnosti výroby, - zkrácení strojních časů. Nevýhody - vyšší pořizovací cena, - nutná potřeba kvalifikovaných pracovníků na technologickou přípravu výroby, - složitější údržba a provoz strojů. Automatizace pružná Používá se v sériové výrobě. Jde o výrobu pomocí NC a CNC strojů = > pružnost změny výrobního programu. Vlastní program pro obrábění dané součásti (partprogram) se zhotovuje mimo obráběcí stroj, dříve na děrnou pásku, dnes na disketu či CD a při obrábění se vloží do NC systému. Automatizace nepružná Je charakteristická pro hromadnou výrobu. Používají se jednoúčelové stroje. Změna výrobního programu by znamenala změnu výrobního zařízení. Výhodou jsou levné stroje a rychlá práce. NC a CNC stroje NC stroje - Numerical Control CNC stroje - Computer Numerical Control Programování NC a CNC strojů Řídící program NC obráběcího stroje zahrnuje zpracování technologických vstupů ve formě číslicově kódovaných informací. Jsou to informace: - geometrické (rozměry obrobku, určení směru dráhy nástroje vůči obrobku), - technologické (posuvy, otáčky, nástroje), - nutné k organizaci programu (znaky pro začátek a konec programu a bloku). Zpravidla se programuje pohyb nástroje vzhledem k obrobku. Způsoby programování a) absolutní programování - souřadnice cílového bodu dráhy nástroje jsou vztaženy k předem zvolenému počátku souřadného systému b) přírůstkové programování - souřadnice každého cílového bodu dráhy nástroje jsou vztaženy k předcházejícímu cílovému bodu

2 Základní pojmy programování Partprogram je program pro obrobení jednoho kusu (part = obrobek), dále jen program. Je uložen na nosiči (CD, disketa, děrné pásky) - informačním médiu. Program je zapsán pomocí znaků. Znaky jsou písmena, číslice a pomocné znaky (+, -). Kombinace těchto znaků tvoří slovo. Každé slovo má 2 části: část adresovou (písmeno) - vyjadřuje funkci povel, část datovou (číslice) vyjadřuje hodnotu povelu. Rozlišujeme 2 typy slov: Bezrozměrové slovo (písmeno a číslice), Rozměrové slovo (písmeno, číslice a pomocný znak). Blok je jeden řádek programu. Formát bloku je doporučené pořadí a délka slov. Posloupnost bloků tvoří program. Příklady funkcí N - funkce vyjadřující číslo bloku (řádku) T nástrojová funkce F funkce posuvu U, W funkce hloubky třísky S funkce otáček Pomocné funkce M 04 otáčky doleva (pro soustružení) M 03 otáčky doprava (pro frézování) M 06 výměna nástroje M 30 konec programu Přípravné funkce G 00 rychloposuv G 01 posuv (po přímce = lineární interpolace) G 02 kruhová interpolace ve směru hodinových ručiček G 03 kruhová interpolace proti směru hodinových ručiček G 64 cyklus podélného soustružení G 68 cyklus čelního soustružení G 66 zapichovací cyklus G 72 obdélníkový cyklus pro frézování G 78 kolmý závitový cyklus G 81 vrtací cyklus G 91 přírůstkové programování G 92 absolutní programování s posunutým počátkem souřadného systému
, Rozměrové slovo (písmeno, číslice a pomocný znak). Blok je jeden řádek programu. Formát bloku je doporučené pořadí a délka slov.")
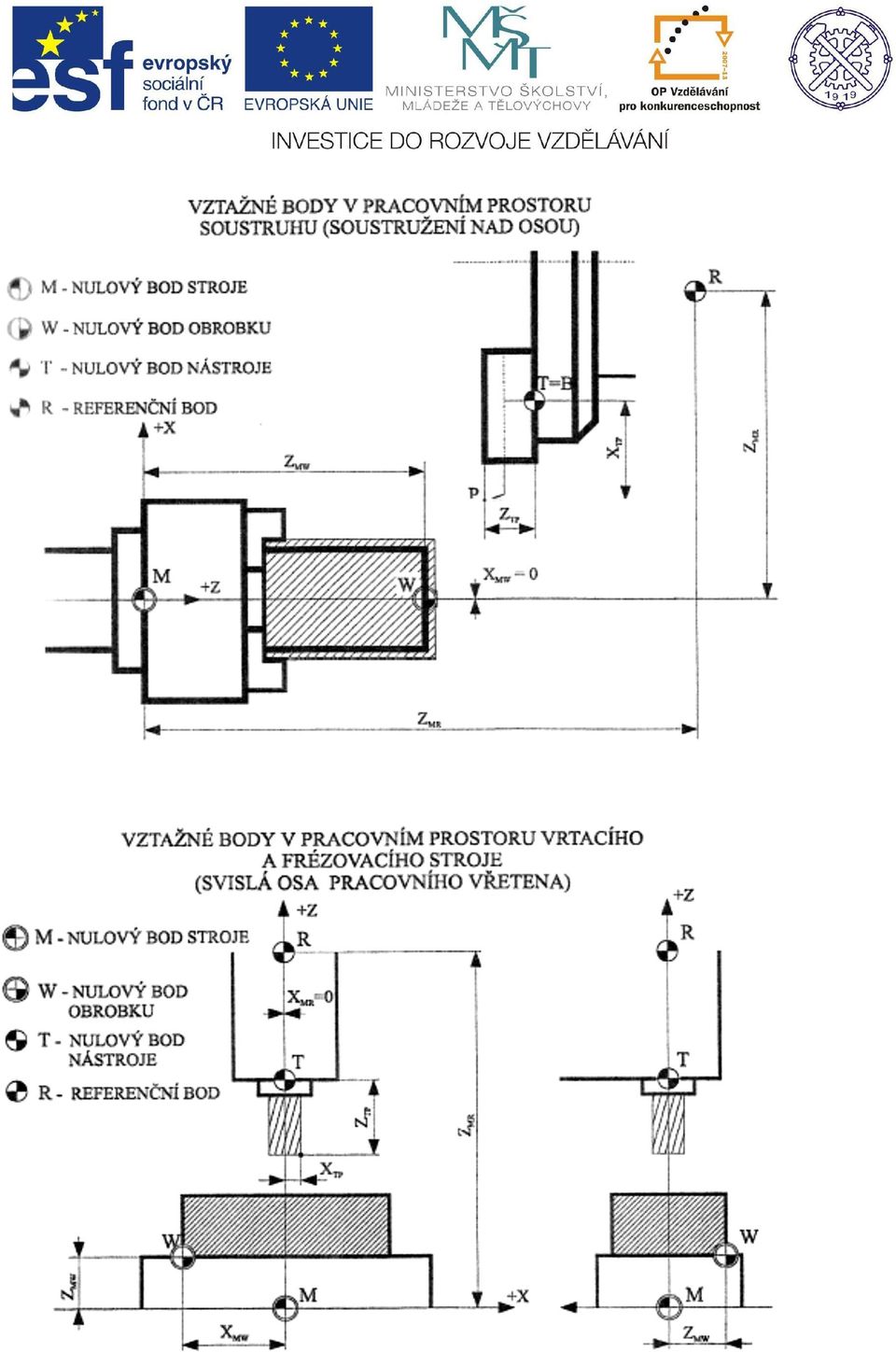
3 Souřadný systém a vztažné body Pro popis pohybů nástroje je normou ISO definován souřadný systém stroje a obrobku a vztah mezi těmito souřadnými systémy. Podle pravidla pravé ruky směřuje kladná osa X ve směru palce, ukazováček ukazuje kladný směr osy Y a ohnutý prostředníček kladný směr osy Z. Natočení kolem os X, Y, Z se označuje adresami A, B, C a kladný smysl se řídí pravidlem pravochodého šroubu. Pravoúhlý souřadný systém se na stroji umísťuje podle pravidel: - vždy musí být definována osa X, - osa X leží v upínací rovině obrobku nebo je s ní rovnoběžná, - osa Z je totožná nebo rovnoběžná s osou pracovního vřetena, - kladný smysl lineárních os je od obrobku k nástroji, tedy ve směru zvětšujícího se obrobku. Vzájemná poloha stroje, nástroje a obrobku je definována vztažnými body. M nulový bod stroje je počátkem souřadného systému pracovního prostoru stroje. Většinou průsečík osy hlavního vřetena s upínací rovinou obrobku. Je to absolutní počátek souřadnic. R referenční bod - je pevně stanovené místo na stroji, většinou nejvzdálenější kout pracovního prostoru. Při každém novém startu stroje je nutné najet do tohoto referenčního bodu, protože poloha tohoto bodu vzhledem k nulovému bodu stroje je přesně dána a dojde ke sladění odměřovacího systému stroje s řídícím systémem CNC. W nulový bod obrobku je počátkem souřadnicového systému obrobku. Většinou na nejvýhodnějším místě upnutého obrobku. Od tohoto bodu jsou počítány rozměry obrobku a k tomuto bodu jsou přepočítány zadané souřadnice pro pohyby nástroje. Jeho polohu volí programátor a je možné ji měnit i během programu. T nulový bod nosiče nástroje je bod na upínací (dosedací) ploše nástroje. Systém řídí polohu T vůči M, proto se musí skutečná dráha nosiče nástroje opravit korigovat podle rozměrů XTP, YTP a ZTP, určujících polohu špičky nástroje P vzhledem k bodu T.

4
5 NC stroje Číslicově řízené stroje (Numerical Control). Ovládání všech funkcí stroje je prováděno výhradně řídícím systémem RS stroje podle programu. Všechny údaje potřebné k obrobení součásti jsou připraveny ve formě řady čísel. Tato čísla v určitém kódu srozumitelném pro RS stroje jsou zaznamenána na nosiči informací. Program se zhotoví mimo obráběcí stroj, pak se do něj vloží. OP Operační paměť Načte vždy jeden řádek programu, který převede na povely pro řízení. Vysílá dva typy signálů - číslicový a logický (1 nebo 0 zapnuto, vypnuto). VOP Vyhodnocovací obvod přemístění Vyhodnocuje se zde rozdíl mezi skutečnou polohou nástroje - ISTWERT a požadovanou polohou nástroje - SOLLWERT vzhledem k obrobku. OZ Odměřovací zařízení Odměřuje skutečnou polohu nástroje ISTWERT. PO Přizpůsobovací obvod Posílá logické signály do stroje. Většinou je to velká skříň umístěná mimo NC systém. ZV Zpětná vazba Posílá skutečnou hodnotu polohy nástroje do VOP. DZV Diskrétní zpětná vazba Kontroluje, zda byla daná funkce provedena. CNC stroje Číslicově řízené stroje počítačem (Computer Numerical Control). Na rozdíl od NC strojů mají CNC stroje řídící paměť RP a místo PO mají programovatelný interface PI. Na rozdíl od NC strojů se program může psát a editovat (upravovat) přímo v počítači stroje.
.")
6 DNC Distribuce NC programu Umožňuje načtení programu z jiného počítače a naopak (pomocí kabelu). RP Řídící paměť Slouží k načtení programu a jeho editaci. OP Operační paměť Načte vždy jeden řádek programu, který převede na povely pro řízení. Vysílá dva typy signálu: číslicový a logický (1 nebo 0 zapnuto, vypnuto). PI Programovatelný interface Vykonává funkci propojení CNC systému se strojem. Druhy zpětných vazeb práce VOP Koincidenční zpětná vazba VOP neustále porovnává skutečnou polohu nástroje - ISTWERT a požadovanou polohu nástroje SOLLWERT. V okamžiku, kdy jsou obě hodnoty stejné, vydá povel k zastavení posuvu. Nevýhoda: VOP shodu nezaznamená, nástroj přejede zmetek. Diferenční zpětná vazba Vyhodnocuje diferenci - rozdíl mezi požadovanou a skutečnou hodnotou. Posuvový šroub se pohybuje podle znaménka diference. V případě přejetí se změní znaménko diference a tím se změní směr otáčení posuvného šroubu nástroj se začne vracet. Trvalá zpětná vazba Je nejdokonalejší. VOP porovnává ISWERT a SOLLWERT a vyhodnocuje nejen znaménko rozdílu, ale také rozdíl hodnot (dat). Před cílovou hodnotou se pohon posuvu zpomaluje. Druhy řízení pohybu nástroje a obrobku NC a CNC systémů Pravoúhlé řízení Nástroj může konat pohyb pouze v jedné ze souřadných os stroje. Proto lze obrábět jen plochy, které jsou navzájem kolmé. Používá se u soustruhů a frézek. Řízení stavěním souřadnic Je to zjednodušené pravoúhlé řízení, kde se obrobek nastavuje vzhledem k nástroji. Dráha není nijak definována. Používá se u vrtaček a vyvrtávaček.

7 Souvislé řízení Lze obrábět libovolné tvary. Je řízen pohyb nástroje ve dvou i třech osách současně. Součástí systému je interpolátor. Používá se u CNC soustruhů a frézek. Ladění programu Zadávání počátku souřadného systému Počátek souřadného systému se nastaví nájezdem nástroje do referenčního bodu, což je bod, od kterého CNC systém provádí odměřování. Korigování rozměrových úchylek nástrojů Program je vytvořen pro konkrétní nebo předpokládaný nástroj. Při opakovaném použití programu se použije stejný druh nástroje. Tento nástroj může mít jiné rozměry (po přeostření). Při použití jiného rozměru nástroje je nutné korigovat všechny údaje programu. Rozlišujeme korekce na délku a na průměr. Korekce na délku U soustružnických nožů se používá délková korekce ve dvou osách. U vrtáků se používá délková korekce jen v jedné ose. Korekce jsou rozdíly rozměrů mezi naprogramovaným a skutečným nástrojem. Korekce na průměr Korekce na ideální nástroj: naprogramovaná je dráha středu ideálního nástroje, skutečný je menší nebo větší, korekce jsou odchylky středů skutečného a ideálního nástroje. Jsou kladné nebo záporné. Korekce na skutečný nástroj: naprogramovaná je dráha povrchu obrobku, korekce je poloměr nástroje, Korekce jsou vždy kladné. Obráběcí centra Jsou víceúčelové číslicově řízené stroje, který jsou schopné při jednom upnutí obrobku obrobit jej různými nástroji z různých stran. Automaticky vyměňují nastavené velikosti otáček, posuvu a pomocných funkcí M. Nahrazují několik konvenčních strojů. Na jedno upnutí obrobku se dá například soustružit, vrtat i frézovat.
. Při použití jiného rozměru nástroje je nutné korigovat všechny údaje programu. Rozlišujeme korekce na délku a na průměr.")
8 UPLATNĚNÍ ČÍSLICOVÉHO ŘÍZENÍ V OSTATNÍCH ODVĚTVÍCH STROJÍRENSKÉ VÝROBY Manipulátory Stroje, které s něčím manipulují pohybují, nejčastěji s nástroji a obrobky. Univerzální manipulátory Jsou stroje, které jsou nezávislé na obráběcím stroji (mají vlastní řízení). a) Programovatelný manipulátor Pracuje pomocí vloženého programu (princip jako NC stroj). b) Průmyslový robot Je to nejvyšší stupeň manipulátoru (má CNC řízení). Může se stát i pracovním strojem (svařování, montáže ). Má možnost zakládání řídícího programu pomocí tzv. zaučování teach in. Zaučování = člověk pohybuje rukou robota, ten si tuto činnost uloží do paměti a příště ji provede sám. Regálový zakladač Stroj, jenž jezdí po kolejové dráze. Je řízen NC systémem, který je s řídícím počítačem propojen navíjecím kabelem. Zakladač zastavuje v překládacím místě. Po přesném zastavení v překládacím místě nastane vydávání povelu pro fotoelektrické zjištění obsazenosti místa v regálu a pro zasunutí a vysunutí vidlí pro uchopení palety. Měření geometrických veličin obrobku Základem měřícího NC stroje je sonda. Obrobek leží na žulovém stole, dotykem sondy se přenesou do NC měřícího systému absolutní hodnoty souřadnic bodů obrobku v prostoru. Sonda může být vedena rukou obsluhy, ale častěji je pohyb řízen programem. Nejnovější měřící stroje jsou řízeny CNC systémem a po ukončení měření program provede celkové zhodnocení, zda jsou naměřené a požadované hodnoty v toleranci a označí chyby.

9 Zavádění výpočetní techniky do výroby význam zkratek CAD (Computer Aided Design) počítačová podpora konstrukce - výroba výkresu pomocí počítače. CAP (Computer Aided Production) počítačová podpora technologické přípravy výroby - výroba programů pomocí počítače. CAPE (Computer Aided Production Engineering) počítačem řízené plánování objednávek polotovarů, nástrojů, nářadí podlevyrobených programů. CAE (Computer Aided Engineering) technická příprava výroby, spojení CAD a CAP. CAPP (Computer Aided Proces Planing) - počítačová podpora pro plánování výroby - rozpracovanosti. (Kdy se co bude vyrábět na kterém stroji s ohledem na termíny zakázek.) CAM (Computer Aided Manufacturing) - řízení výroby počítačem. CAD/CAM počítačem řízený, plně automatizovaný výrobní závod s NC a CNC stroji. CAQ (Computer Aided Quality) počítačová podpora kontroly výroby, testování materiálů, polotovarů a výrobků. CIM (Computer Integration Manufacturing) výrobní závod, kde informační síť propojuje oblasti konstrukce, technologie, plánování i kontrolu kvality. Použitá literatura a zdroje obrázků: HLÁSEK, Pavel. Strojírenská technologie vydání. Praha: SNTL, s. OPLATEK, František. Číslicové řízení obráběcích strojů. 1. vydání. Praha: FRAGMENT, s. ISBN
 technická příprava výroby, spojení CAD a CAP. CAPP (Computer Aided Proces Planing) - počítačová podpora pro plánování výroby - rozpracovanosti.")
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Vznik a vývoj CNC DNC. Vznik a vývoj. Základní pojmy počítačové podpory. Základní pojmy CNC řízení. Číslicové řízení ve strojírenské technologii
 Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Číslicově řízené stroje
 1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.2 ZÁKLADNÍ DRUHY SOUSTRUHŮ A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
CNC stroje. Všechny funkce stroje jsou řízeny počítačem (řídícím systémem).
.") CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Tématická oblast Programování CNC strojů a CAM systémy Měření dotykovou sondou
 Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
ÚVOD DO NC TECHNIKY VELKOSÉRIOVÁ A HROMADNÁ VÝROBA MALOSÉRIOVÁ A KUSOVÁ VÝROBA
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ÚVOD DO NC TECHNIKY Dlouhodobým směrem rozvoje ve všech výrobních odvětvích, a tedy i ve strojírenství, je
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ÚVOD DO NC TECHNIKY Dlouhodobým směrem rozvoje ve všech výrobních odvětvích, a tedy i ve strojírenství, je
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní.
 Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
Odměřovací systémy. Odměřování přímé a nepřímé, přírůstkové a absolutní. Radomír Mendřický Elektrické pohony a servomechanismy 7. 3. 2014 Obsah prezentace Úvod Odměřovací systémy Přímé a nepřímé odměřování
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
VITRALAB. Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530
 VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ
 TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
FRÉZOVÁNÍ VI. Frézování šikmých ploch Frézování tvarových ploch
 FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
FRÉZOVÁNÍ VI Frézování šikmých ploch Frézování tvarových ploch Dostupné z Metodického portálu www.rvp.cz, ISSN: 1802-4785, financovaného z ESF a státního rozpočtu ČR. Provozováno Výzkumným ústavem pedagogickým
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Integrovaná střední škola, Sokolnice 496
 Integrovaná střední škola, Sokolnice 496 Název projektu: Moderní škola Registrační číslo: CZ.1.07/1.5.00/34.0467 Název klíčové aktivity: III/2 - Inovace a zkvalitnění výuky prostřednictvím ICT Kód výstupu:
Integrovaná střední škola, Sokolnice 496 Název projektu: Moderní škola Registrační číslo: CZ.1.07/1.5.00/34.0467 Název klíčové aktivity: III/2 - Inovace a zkvalitnění výuky prostřednictvím ICT Kód výstupu:
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
VÝROBNÍ STROJE. EduCom. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. doc. Dr. Ing. Elias TOMEH e-mail: elias.tomeh@tul.cz Technická univerzita
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 2 _ T Ř Í S K O V É O B R Á B Ě N Í - V R T Á N Í _ P W P Název školy: Číslo a název projektu: Číslo
Zjišťování přesnosti při víceosém řízení výrobního stroje
 Zjišťování přesnosti při víceosém řízení výrobního stroje FORNŮSEK, Tomáš 1, RYBÍN, Jaroslav 2 1 Ing, ČVUT-FS, Horská 3, Praha 2, 128 00, U 208.2 fornusek.t@volny.cz 2 Doc., Ing., CSc., Abstrakt: Rozbor
Zjišťování přesnosti při víceosém řízení výrobního stroje FORNŮSEK, Tomáš 1, RYBÍN, Jaroslav 2 1 Ing, ČVUT-FS, Horská 3, Praha 2, 128 00, U 208.2 fornusek.t@volny.cz 2 Doc., Ing., CSc., Abstrakt: Rozbor
02 Soustružení tvarových ploch
 02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
02 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován. Jejich složitý tvar může být omezen přímkami, kružnicemi nebo obecnými křivkami. Takové plochy
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Posuv (G93, G94, G95, F, FGROUP, FL, FGREF)
") Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Úvod, základní pojmy
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Úvod, základní pojmy Ing. Petr Keller, Ph.D. Technická univerzita v Liberci Systémy
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Úvod, základní pojmy Ing. Petr Keller, Ph.D. Technická univerzita v Liberci Systémy
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Tvorba grafické vizualizace principu zástavby jednotlivých prvků technického zařízení Autor: Doc. Ing. Josef Formánek, Ph.D.
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
--- STROJNÍ OBRÁBĚNÍ --- STROJNí OBRÁBĚNí. (lekce 1, 1-3 hod.) Bezpečnostní práce na obráběcích strojích
 Bezpečnostní práce na obráběcích strojích") STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
STROJNí OBRÁBĚNí Osnova: 1. Bezpečnost práce na obráběcích strojích 2. Měřidla, nástroje a pomůcky pro soustružení 3. Druhy soustruhů 4. Základní soustružnické práce 5. Frézování - stroje a nástroje 6.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Řídící systémy. Radomír Mendřický Elektrické pohony a servomechanismy
 Řídící systémy Radomír Mendřický Elektrické pohony a servomechanismy Obsah prezentace Úvod Vývoj historie VT a pružné automatizace výrobních strojů Struktura ŘS Dělení ŘS (dle počtu řízených os, dle způsobu
Řídící systémy Radomír Mendřický Elektrické pohony a servomechanismy Obsah prezentace Úvod Vývoj historie VT a pružné automatizace výrobních strojů Struktura ŘS Dělení ŘS (dle počtu řízených os, dle způsobu
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Technologický proces
 OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
OBRÁBĚCÍ STROJE Základní definice Stroj je systém mechanismů, které ulehčují a nahrazují fyzickou práci člověka. Výrobní stroj je uměle vytvořená dynamická soustava, sloužící k realizaci úkonů technologického
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI
 VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu řídicích systémů u výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základním pojmům principu řídicích systémů u výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.2 ZÁKLADNÍ DRUHY FRÉZEK A JEJICH OBSLUHA Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Pohyb rychlým posuvem (G0, RTLION, RTLIOF)
") Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma. Podklady k základnímu popisu a programování PLC, CNC
 na téma. Podklady k základnímu popisu a programování PLC, CNC") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základnímu popisu a programování PLC, CNC Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady k základnímu popisu
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady k základnímu popisu a programování PLC, CNC Autor: Doc. Ing. Josef Formánek, Ph.D. Podklady k základnímu popisu
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka Vsetín, 2010
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
DUM 07 téma: NC stroj výklad
 DUM 07 téma: NC stroj výklad ze sady: 03 Automatická linka ze šablony: 02 Automatizační technika II Určeno pro 4. ročník vzdělávací obor: 26-41-M/01 Elektrotechnika ŠVP automatizační technika Vzdělávací
DUM 07 téma: NC stroj výklad ze sady: 03 Automatická linka ze šablony: 02 Automatizační technika II Určeno pro 4. ročník vzdělávací obor: 26-41-M/01 Elektrotechnika ŠVP automatizační technika Vzdělávací
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Název projektu: Datum zahájení projektu: Datum ukončení projektu: Obor: Ročník: Zpracoval: Modul: CAD/CAM
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
PROGRAMOVÁNÍ A OBSLUHA CNC STROJŮ HEIDENHAIN
 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Soustružení tvarových ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení tvarových ploch V praxi se často vyskytují strojní součásti, jejichž povrch je různě tvarován.
Moderní způsoby strojního obrábění na CNC soustruzích
 Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách.
 Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
Projekt: Téma: Broušení, broušení na plocho a na kulato. Broušení součástí na CNC bruskách. Obor: Nástrojař, Obráběč kovů Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010
POČÍTAČEM PODPOROVANÁ VÝROBA
 POČÍTAČEM PODPOROVANÁ VÝROBA Snaha vyrábět velké série kvalitních, ale zároveň levných výrobků, vedla k využívání výpočetní techniky pro řízení strojů. Počítače jsou v současné době využívány ve všech
POČÍTAČEM PODPOROVANÁ VÝROBA Snaha vyrábět velké série kvalitních, ale zároveň levných výrobků, vedla k využívání výpočetní techniky pro řízení strojů. Počítače jsou v současné době využívány ve všech
GF Machining Solutions. Mikron MILL P 800 U ST
 GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
GF Machining Solutions Mikron MILL P 800 U ST Mikron MILL P 800 U ST Soustružení. Hrubování. Dokončování. Jediná upínací operace. Mikron MILL P 800 U ST pro simultánní soustružení je nové řešení, založené
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA
 HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy
HCW 1000 NOVÝ TYP LEHKÉ HORIZONTKY ŠKODA PŘEDSTAVENÍ STROJE HCW 1000 ŠKODA MACHINE TOOL a.s. pokračuje ve více než 100leté tradici výroby přesných obráběcích strojů. Na základě výsledků situační analýzy