Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
|
|
|
- Viktor Ovčačík
- před 9 lety
- Počet zobrazení:
Transkript
1 Obsah 1 Technologie obrábění na CNC obráběcím stroji Definice základních pojmů Schéma CNC obráběcího stroje Souřadné systémy CNC strojů Vztažné body pro CNC stroje CNC program... 6 Příkazy dráhy... 6 Příkazy posuvu s kartézskými souřadnicemi G0, G1, G2, G Příkazy posuvů pomocí polárních souřadnic G0, G1, G2, G3, AP, RP... 8 Korekce rádiusu nástroje G40, G41, G42,OFFN... 9 Vrtací cykly...10 Vrtání, navrtávání středicích důlků - CYCLE Vrtání závitů bez vyrovnávací hlavičky - CYCLE Vrtání závitů s vyrovnávací hlavičkou - CYCLE Absolutní programování G Inkrementální programování ( přírůstkové ) G Příklad CNC programu


2 1 Technologie obrábění na CNC obráběcím stroji 1. Definice základních pojmů Číslicově řízené výrobní stroje jsou charakteristické tím, že ovládání pracovních a pomocných funkcí stroje je prováděno řídícím systémem pomocí vytvořeného programu. Informace jsou v programu zapsány pomocí alfanumerických znaků. Vlastní program je dán posloupností oddělených skupin znaků, které se nazývají bloky nebo věty. Program je určen pro řízení silových prvků stroje a zaručuje, aby proběhla výroba součástí. Význam zkratek: NC stroj číslicově řízený stroj CNC stroj stroj s číslicovým řízením počítačem Pojem CNC (Computer Numerical Control) znamená: počítačem (číslicově) řícený stroj. Stroje jsou pružné, lze je rychle přizpůsobovat jiné (obdobné) výrobě a pracují v automatizovaném cyklu, který je zajištěn číslicovým řízením. Stroje CNC se uplatňují ve všech oblastech strojírenské výroby (obrábění, tváření, montážní, měřící) a jejich typickými představiteli, které se používají pro výcvik programátorů a obsluhy, jsou soustruhy a frézky. Program se skládá z tzv. BLOKŮ (vět, řádků), bloky se skládají z jednotlivých PŘÍKAZŮ (slov), která obsahují adresovou část a významovou část : Geometrické popisují dráhy nástroje, které jsou dány rozměry obráběné součásti, způsobeny jejího obrábění a popisují příjezd a odjezd nástroje k obrobku a od něj. Jde o popis drah nástroje v kartézských souřadnicích, kdy pro tvorbu programu potřebujeme rozměry z výrobního výkresu. V programu je uveden popis v osách X,Z u soustruhu, v osách X,Y,Z u frézky ( a často i v dalších osách dle konstrukce stroje a náročnosti 2

3 výrobku), danými funkcemi, které stanoví norma ISO a také jednotliví výrobci řídících systémů. Technologické stanovují technologii obrábění z hlediska řezných podmínek (jsou to zejména otáčky nebo řezná rychlost, posuv, případně hloubka třísky). Pomocné jsou to informace, povely pro stroj pro určité pomocné funkce (např. zapnutí čerpadla chladící kapaliny, směr otáček vřetene atd. Příkazy (slova) v bloku jsou: N10, G00, X100, Y100, Z100, F0.2, S1200, T02, M8 Adresami jsou: N, G, X, Y, Z, F, S, T, M Významová část: 10, 00, 100, 100, 100, 0.2, 1200, 02, 8 2. Schéma CNC obráběcího stroje MC řízení pohybu PLC programovatelný logický automat, řídí a vyhodnocuje funkce stroje popsatelné logickými úrovněmi 0 a 1 µi - mikrointerpolátor, stará se o generování dráhy a výkonové řízení servomotoru 3

4 Fotka obráběcího stroje_ Horizontální frézovací a vyvrtávací deskový stroj WRD Souřadné systémy CNC strojů Abychom mohli správně a přesně určit dráhu nástroje, musíme jednoznačně určit souřadný systém stroje. Základem je trojosá pravoúhlá souřadná soustava s osami X, Y, Z, které jsou rovnoběžné s vodícími plochami pohyblivých částí stroje, u některých strojů je možno programovat natáčení obrobku kolem souřadných os, toto natáčení označujeme adresami A, B, C. Šipky souřadných os označují směry pohybu nástroje. Pravidlo tří prstů: To, jak je souřadný systém definován vůči stroji, závisí na typu příslušného stroje. Směry os se řídí tak zvaným "pravidlem tří prstů" pravé ruky (podle normy DIN 66217). Jestliže člověk stojí před strojem tak, aby prostředníček jeho pravé ruky ukazoval proti směru přísuvu hlavního vřetena, potom je přiřazení následující: - Palec ukazuje směr +X - Ukazováček ukazuje směr +Y - Prostředníček ukazuje směr +Z Pravidlo 3 prstů Souřadný systém na frézce Otáčivé pohyby okolo souřadných os X, Y a Z jsou označovány pomocí A, B a C. 4

5 Směr otáčení je považován za kladný tehdy, pokud se při pohledu v kladném směru souřadné osy uskutečňuje tento otáčivý pohyb ve směru hodinových ručiček: 4. Vztažné body pro CNC stroje V pracovním prostoru CNC stroje jsou definovány tzv. vztažné body, které umožňují určit vzájemnou polohu obrobku a nástroje vzhledem k pracovnímu prostoru stroje. M měnit R W T P absolutní počátek souřadného systému stroje, je dán výrobcem a uživatel jej nemůže referenční bod - je to přesně určená poloha saní, která je pevně dána koncovými spínači ve všech řízených osách stroje. Slouží k přesnému nastavení odměřovacího systému obráběcího stroje a k zařazení referenčního bodu do NC programu. To také vede k odstranění možných chyb, které mohou vzniknout interpolací (pokud stroj nemá zpětnou vazbu). Najetí na referenční bod je nutno zařadit po každém zapnutí obráběcího stroje. nulový bod obrobku - je počátek souřadného systému obrobku. Jeho polohu volí programátor a je možné ji kdykoliv během programu měnit. Nulový bod obrobku stanoví programátor do takového místa, aby se co nejvíce zjednodušil výpočet vzdáleností přechodových míst jednotlivých konstrukčně technologických prvků. vztažný bod upínače nástrojů - je bod na upínací ploše nosiče nástroje. Obsluha CNC stroje musí provést pro každý nástroj korekci nástroje, to je určení rozdílu mezi špičkou nástroje P a bodem T a tyto hodnoty zapsat do programu pro příslušný nástroj. výchozí bod nástroje zde začíná pracovní pohyb nástroje řízený NC programem a po vykonání všech příkazů NC programu následuje návrat nástroje do tohoto bodu. 5

6 5. CNC program Příkazy dráhy KONTUROVÉ PRVKY Naprogramovaná kontura obrobku se může skládat z následujících konturových prvků: Přímky Kruhové oblouky Spirální dráhy (pomocí superpozice přímek a kruhových oblouků) PŘÍKAZY POSUVU Pro výrobu těchto konturových prvků jsou k dispozici různé příkazy posuvu: Pohyb rychlým posuvem (G0) Přímková interpolace (G1) Kruhová interpolace ve směru hodinových ručiček (G2) Kruhová interpolace proti směru hodinových ručiček (G3) Příkazy posuvu mají modální platnost. 6
 Kruhová interpolace proti směru hodinových ručiček (G3) Příkazy posuvu mají")
7 KONEČNÉ POZICE Pohybový blok obsahuje cílové pozice pro osy, které se mají pohybovat (dráhové osy, synchronní osy, polohovací osy). Programování cílových pozic se může uskutečňovat v kartézských souřadnicích nebo v polárních souřadnicích. POČÁTEČNÍ BOD KONCOVÝ BOD Pohyby po dráze začínají vždy z pozice, na kterou se naposled najelo, a končí v naprogramované cílové pozici. Tato cílová pozice je opět počáteční pozicí pro následující příkaz dráhy. PŘEHLED NĚKTERÝCH PŘÍPRAVNÝCH FUNKCÍ: G00 rychloposuv G01 lineární interpolace G02 kruhová interpolace ve směru hod. ručiček G03 kruhová interpol. proti směru hod.ručiček G04 prodleva pod adresou X nebo F v sec, prodleva pod adresou S v otáčkách vřetena G10 programování polárních souřadnic, rychloposuv G11 programování polárních souřadnic, lineární interpolace G12 programování polárních souřadnic, kruhová interpolace ve směru hodinových ručiček G13 programování polárních souřadnic, kruhová interpolace proti směru hodinových ručiček G16 volba roviny s volnou volbou os G17 volba roviny X-Y G18 volba roviny Z-X G19 volba roviny Y-Z G40 korekce poloměru nástroje VYP G41 korekce poloměru nástroje vlevo od kontury G42 korekce poloměru nástroje vpravo od kontury G54 1. nastavitelné posunutí nulového bodu G55 2. nastavitelné posunutí nulového bodu G56 3. nastavitelné posunutí nulového bodu G57 4. nastavitelné posunutí nulového bodu G58 Programovatelné posunutí 0 bodu G59 Programovatelné posunutí 0 bodu G90 absolutní rozměry G91 přírůstkové rozměry Příkazy posuvu s kartézskými souřadnicemi G0, G1, G2, G3 FUNKCE Na pozici zadanou v NC bloku pomocí kartézských souřadnic je možno najet rychlým posuvem G0, pomocí přímkové interpolace G1 nebo pomocí kruhové interpolace G2 /G3. SYNTAXE G0 X... Y... Z... G1 X... Y... Z... 7

8 G2 X... Y... Z G3 X... Y... Z VÝZNAM G0 G1 G2 G3 X... Y... Z... Příkaz pro aktivování pohybu rychlým posuvem. Funkce se používá pro rychlé přestavení nástroje mimo záběr. Nástroj se pohybuje maximální možnou rychlostí z výchozího bodu (X, Y - výchozí bod) do cílového bodu určeného souřadnicemi (X, Y - cílový bod) po přímkové dráze. Příkaz pro aktivování přímkové interpolace. Funkce G1 je základní pohybová funkce při pracovním pohybu nástroje, nástroj se pohybuje po přímce pracovním posuvem (F) z výchozího bodu (X, Y - výchozí bod) do cílového bodu určeného souřadnicemi (X, Y - cílový bod) Příkaz pro aktivování kruhové interpolace ve směru hodinových ručiček. Nástroj se pohybuje po kruhovém oblouku o poloměru (R) pracovním posuvem (F) ve směru pohybu hodinových ručiček z výchozího bodu (X, Y - výchozí bod) do cílového bodu určeného souřadnicemi (X, Y - cílový bod). Příkaz pro aktivování kruhové interpolace proti směru hodinových ručiček. Nástroj se pohybuje po kruhovém oblouku o poloměru (R) pracovním posuvem (F) proti směru pohybu hodinových ručiček z výchozího bodu (X, Y - výchozí bod) do cílového bodu určeného souřadnicemi (X, Y - cílový bod). Kartézská souřadnice cílové pozice ve směru osy X Kartézská souřadnice cílové pozice ve směru osy Y Kartézská souřadnice cílové pozice ve směru osy Z Příkazy posuvů pomocí polárních souřadnic G0, G1, G2, G3, AP, RP FUNKCE Příkazy pohybu v polárních souřadnicích mají smysl tehdy, pokud jsou rozměrové údaje obrobku nebo jeho součásti vztaženy na jeden centrální bod a pokud jsou udávány rozměry v úhlech a v rádiusech (např. v případě vrtacích vzorů). SYNTAXE G0/G1/G2/G3 AP= RP= VÝZNAM G0 G1 G2 G3 AP Příkaz pro aktivování pohybu rychlým posuvem Příkaz pro aktivování přímkové interpolace. Příkaz pro aktivování kruhové interpolace ve směru hodinových ručiček Příkaz pro aktivování kruhové interpolace proti směru hodinových ručiček Polární úhel 8
 z výchozího bodu (X, Y - výchozí bod) do cílového bodu určeného souřadnicemi")
9 Úhel mezi polárním rádiusem a vodorovnou osou pracovní roviny (např. v případě roviny G17 je to osa X). Za kladný je považován směr proti směru hodinových ručiček. Rozsah hodnot: ± Údaj úhlu může být zadán jako absolutní i jako inkrementální hodnota: AP=AC(...) AP=IC(...) Zadávání absolutních rozměrů Zadávání inkrementálních rozměrů V případě inkrementálních rozměrů (řetězové kóty) platí jako vztažný naposled naprogramovaný úhel. Polární úhel zůstává uložený tak dlouho, dokud není definován nový pól nebo dokud se nezmění pracovní rovina. RP Polární rádius Údaj se vždy zadává jako absolutní kladná hodnota v [mm] nebo v [palcích]. Polární rádius zůstává uložen až do zadání nové hodnoty. Korekce rádiusu nástroje G40, G41, G42,OFFN FUNKCE Když je korekce rádiusu nástroje aktivována, řídící systém automaticky vypočítává pro rozmanité nástroje příslušné ekvidistantní dráhy. SYNTAXE G0/G1 X... Y Z G40 X... Y Z... G41/G42 [OFFN=<hodnota>] VÝZNAM G41 G42 Aktivování korekce rádiusu nástroje při směru opracovávání vlevo od kontury. Funkce umožňuje programovat požadovaný tvar obrobku bez ohledu na použitý průměr nástroje. Funkce přesune skutečnou dráhu nástroje na ekvidistantu vzdálenou od programované dráhy o poloměr nástroje. Funkce G41 se použije tehdy, má-li obráběná plocha ležet vpravo od programované dráhy nástroje. Aktivování korekce rádiusu nástroje při směru opracovávání vpravo od kontury. Význam funkce je stejný jako u funkce G41, s tím rozdílem, že 9

10 obráběná plocha má ležet vlevo od programované dráhy nástroje. OFFN=<hodnota> Přídavek rozměru k naprogramované kontuře (normální offset kontury) (zadání není nutné) Např. výroba ekvidistantních drah pro obrábění nahrubo. G40 Deaktivování korekce rádiusu nástroje. Funkce se používá pro zrušení předem nastavených korekcí (G40, G41). Je vhodné použít funkci vždy po dokončení kontur se zadanou korekcí na průměr nástroje před odjetím do výchozího bodu nástroje. Vrtací cykly Cykly platné pro řídící systém Sinumerik 840D Vrtání, navrtávání středicích důlků - CYCLE81 Programování: CYCLE81 (RTP, RFP, SDIS, DP, DPR ) RTP Návratová rovina ( absolutně ) RFP Referenční rovina (absolutně ) SDIS Bezpečnostní vzdálenost ( zadává se bez znaménka ) DP Konečná vrtaná hloubka (absolutně ) DPR Konečná vrtaná hloubka vztažená k referenční rovině ( bez znaménka ) Vrtání závitů bez vyrovnávací hlavičky - CYCLE84 Programování: CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1, _AXN, _PTAB, _TECHNO, _VARI, _DAM, _VRT) RTP Návratová rovina ( absolutně ) RFP Referenční rovina (absolutně ) SDIS Bezpečnostní vzdálenost ( zadává se bez znaménka ) DP Konečná vrtaná hloubka (absolutně ) DPR Konečná vrtaná hloubka vztažená k referenční rovině ( bez znaménka ) DTB Doba prodlevy na konečné hloubce ( ulomení třísek ) SDAC Směr otáčení po skončení cyklu ( 3,4,5 ) MPIT Stoupání závitu jako velikost závitu ( se znaménkem ), znaménko určuje směr stoupání závitu PIT Stoupání závitu jako hodnota ( se znaménkem ), znaménko určuje směr stoupání závitu POSS Poloha vřetena pro orientované zastavení vřetena v cyklu ( stupně ) SST Otáčky při vrtání závitu SST1 Otáčky pro zpětný pohyb _AXN Osa nástroje, 1=1 geometrická osa 2=2 geometrická osa jinak 3 geometrická osa _PTAB Vyhodnocování stoupání závitu PIT V souladu s naprogramovaným měřícím systémem palce/mm 10
 RTP Návratová rovina ( absolutně ) RFP")
11 stoupání v mm stoupání v chodech závitu na palec stoupání v palcích/otáčku _TECHNO Technologická nastavení _VARI Druh obrábění vrtání celého závitu najednou vrtání závitu v hlubokých dírách s ulamováním třísky vrtání závitu v hlubokých dírách s odstraňováním třísek _DAM Inkrementální vrtaná hloubka _VRT Proměnná velikost zpětného pohybu při ulamování třísek Vrtání závitů s vyrovnávací hlavičkou - CYCLE840 Programování: CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT, _AXN, _PTAB, _TECHNO) RTP Návratová rovina ( absolutně ) RFP Referenční rovina (absolutně ) SDIS Bezpečnostní vzdálenost ( zadává se bez znaménka ) DP Konečná vrtaná hloubka (absolutně ) DPR Konečná vrtaná hloubka vztažená k referenční rovině ( bez znaménka ) DTB Doba prodlevy na konečné hloubce ( ulomení třísek ) SDR Směr otáčení pro zpětný pohyb automatické převracení směru otáčení 3 nebo 4 ( pro M3 nebo M4 ) SDAC Směr otáčení po skončení cyklu ( 3,4,5 ) ENC Vrtání závitu se snímačem/bez snímače 0 se snímačem, bez doby prodlevy 1 bez snímače, posuv naprogramovat před cyklem 11 bez snímače, posuv vypočten v cyklu 20 se snímačem, s dobou prodlevy MPIT Stoupání závitu jako velikost závitu ( se znaménkem ), znaménko určuje směr stoupání závitu PIT Stoupání závitu jako hodnota ( se znaménkem ), znaménko určuje směr stoupání závitu _AXN Osa nástroje, 1=1 geometrická osa 2=2 geometrická osa jinak 3 geometrická osa _PTAB Vyhodnocování stoupání závitu PIT V souladu s naprogramovaným měřícím systémem palce/mm stoupání v mm stoupání v chodech závitu na palec stoupání v palcích/otáčku _TECHNO Technologická nastavení Absolutní programování G90 Souřadnice všech bodů se zadávají absolutně vzhledem k počátku souřadného systému. V ose (X) zadáváme průměry součásti, v ose (Z) zadáváme délky průměrů. Absolutní programování zrušíme funkcí G91. 11
 DP Konečná vrtaná hloubka (absolutně ) DPR Konečná vrtaná hloubka vztažená k referenční rovině ( bez znaménka ) DTB Doba prodlevy na konečné hloubce")
12 Inkrementální programování ( přírůstkové ) G91 Souřadnice každého cílového bodu se zadávají jako velikosti přírůstků v ose (X) a (Z) od předchozího cílového bodu, jehož souřadnice považujeme za nulové. PŘEHLED VYBRANÝCH POMOCNÝCH A SPÍNACÍCH FUNKCÍ M0 Programovatelné zastavení nepodmíněné. V NC bloku s příkazem M0 bude zpracování pozastaveno. Nyní můžete např. odstranit třísky, provést měření atd. M1 Programovatelné volitelné zastavení podmíněné 1. Příkaz M1 je možné nastavit pomocí následujícího: HMI/dialogové okno Ovlivňování programu Rozhraní NC/PLC Zpracovávání programu NC systémem se bude zastavovat na jednotlivých naprogramovaných blocích. M2 Konec programu M3 Roztočení vřetene doprava roztočení vřetena v kladném směru na hodnotu otáček ( S ) M4 Roztočení vřetene doprava roztočení vřetena v záporném směru na hodnotu otáček ( S ) M5 Zastavení otáček vřetena vypnutí otáček vřetena M6 Výměna nástroje ( T, D ) M7 zapnutí chladící kapaliny M8 zapnutí chladící kapaliny M9 vypnutí chladící kapaliny M17 Konec podprogramu ukončení podprogramu a návrat do hlavního programu M19 Orientovaný STOP vřetena M30 Konec programu ČÍSLO NÁSTROJE T Číslo nástroje určuje nástroj potřebný pro jeden úsek opracování Př.: T2 ČÍSLO KOREKCE NÁSTROJE D Číslo D obsahuje číslo nástroje, typ nástroje, geometrii nástroje, základní rozměry nástroje a opotřebení. Př.: D4 6. Příklad CNC programu Zadání pro frézku Dle výkresu: Ofrézovat zvýrazněnou konturu obrobku válcovou frézou φ20

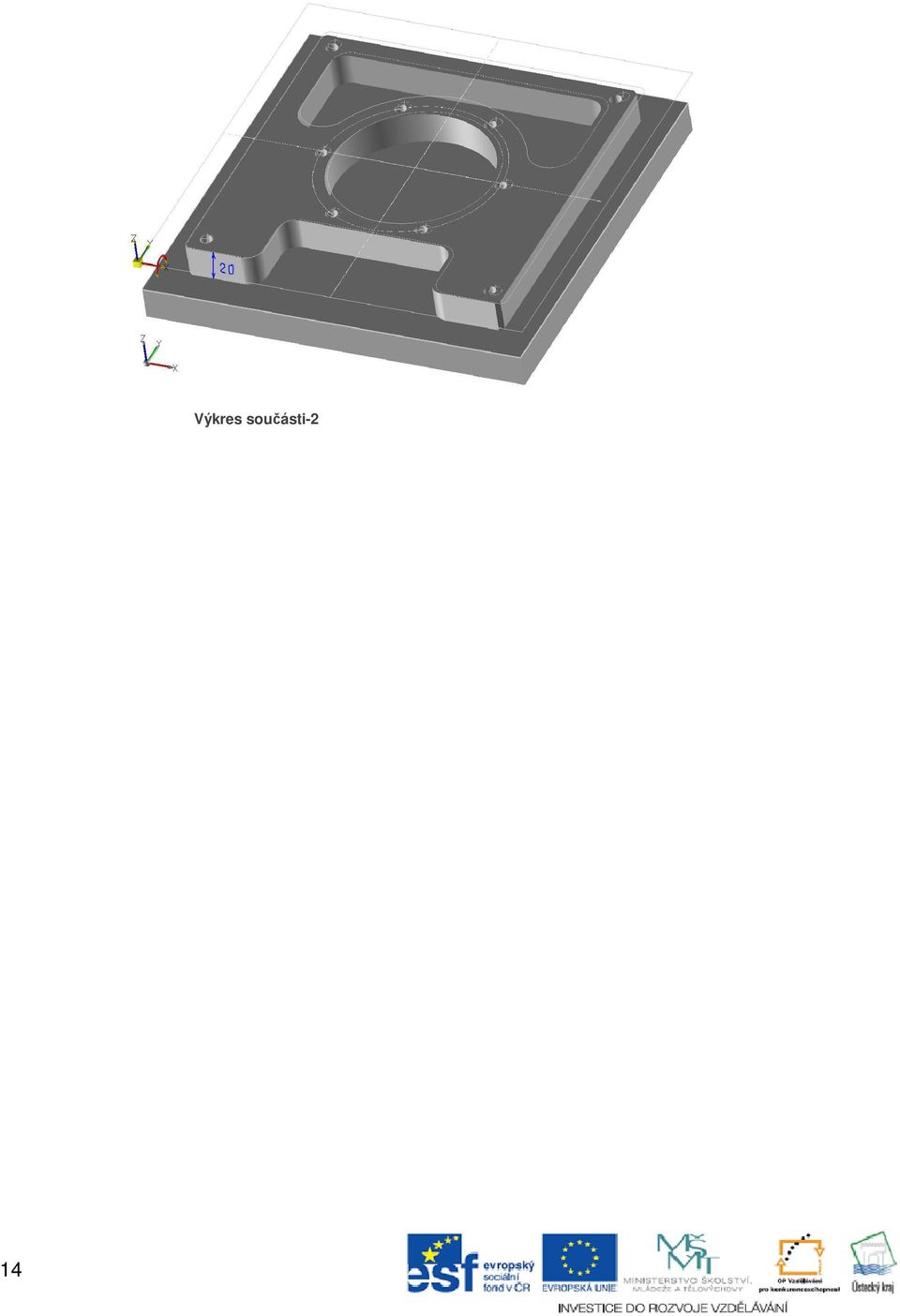
13 2. Obrobit závity 6x M8 3. Vyfrézovat středový otvor skrz obrobek φ125 Nulový bod obrobku umístěn do levého dolního rohu viz 3D pohled. Výkres součásti-1 13

14 14 Výkres součásti-2
15 Zadaní č1: Zadání č.1_ofrézování kontury Program: ; Ofrézování kontury N10 T1 ; definice nástroje ( válcová fréza φ20 ) N15 M6 ; výměna nástroje N20 S1200 F400 M3 ; definování otáček, posuvu a roztočení ve směru hod. ručiček N20 G0 G54 D1 Z100 ; najetí do výchozí polohy v ose Z s vyvoláním posunutí 0 bodu G54, def. Délkové korekce nástroje D1 N25 X5 Y25 ; ustavení do výchozí polohy v osách X a Y N30 Z2 ; přiblížení v ose Z na bezpečnou vzdálenost rychloposuvem N35 G1 Z-20 ; najetí na finální souřadnici Z pracovním posuvem N40 G41 X25 ; najetí s korekcí vlevo na konturu N45 Y272 ; objetí kontury. N50 X28 Y275 N55 X272 N60 X275 Y272 N65 Y28 N70 X272 Y25 15

16 N75 X230.2 N80 G2 X Y37.7 I=AC(230.2) J=AC(37.7) ; projetí rádiusu R12,7 N85 G1 Y62.3 N90 G3 X204.8 Y I=AC(204.8) J=AC(62.3) ; projetí rádiusu R12,7 N95 G1 X95.2 N100 G3 X Y62.3 I=AC(95.2) J=AC(62.3) ; projetí rádiusu R12,7 N105 G1 Y37.7 N110 G2 X69.8 Y I=AC(69.8) J=AC(37.7) ; projetí rádiusu R12,7 N115 G1 X28 N120 X25 Y28 N125 G40 X5 N130 G0 Z100 M5 ; odjetí na bezpečnou vzdálenost a vypnutí otáček N135 M2 ; konec programu Dráha nástroje 1 16
 ; projetí rádiusu R12,7 N115 G1 X28 N120 X25 Y28 N125 G40 X5 N130 G0 Z100 M5 ; odjetí na bezpečnou vzdálenost a")
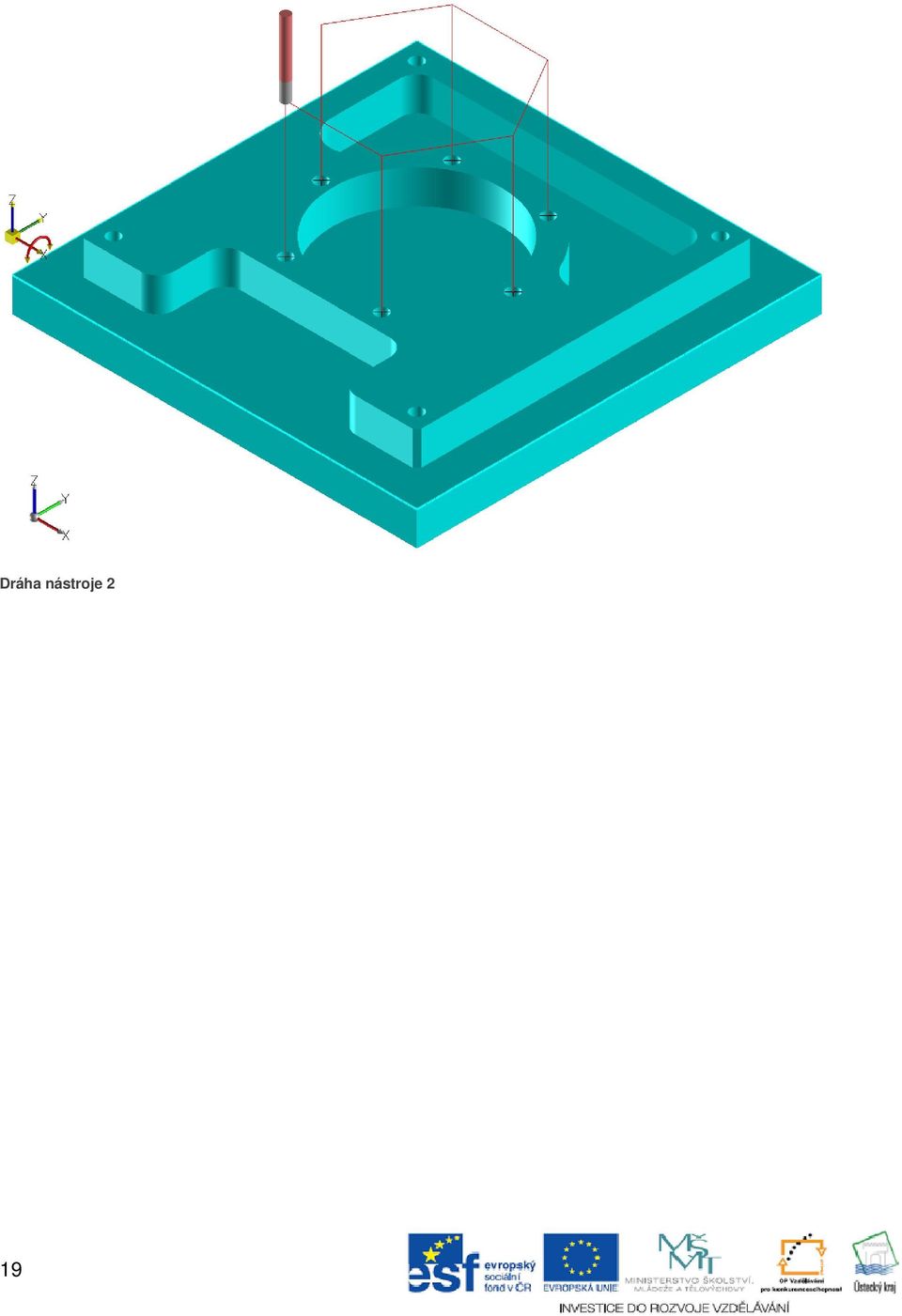
17 Zadaní č2: Obrobení závitů 6x M8 1 Program: ; Vyvrtání otvorů pro závity M8 N10 T2 ; definice nástroje ( vrták φ6,8 ) N15 M6 ; výměna nástroje N20 S3400 F500 M3 ; definování otáček, posuvu a roztočení ve směru hod. ručiček N20 G0 G54 D1 Z100 ; najetí do výchozí polohy v ose Z s vyvoláním posunutí 0 bodu G54, def. Délkové korekce nástroje D1 N25 X Y150 ; ustavení do výchozí polohy v osách X a Y N30 MCALL CYCLE82(50,0,2.5,,20,0) ; vrtací cyklus, vrtání do hloubky 20mm N35 X Y150 N40 X Y N45 X Y N50 X78.75 Y150 N55 X Y
 ; vrtací cyklus, vrtání do hloubky 20mm N35 X221.")
18 N60 X Y N65 MCALL N70 G0 Z100 M5 ; ukončení vrtacího cyklu ; Sražení otvorů pro závity M8 N75 T3 ; definice nástroje ( navrtávák φ16 ) N80 M6 ; výměna nástroje N85 S1200 F150 M3 ; definování otáček, posuvu a roztočení ve směru hod. ručiček N90 G0 G54 D1 Z100 ; najetí do výchozí polohy v ose Z s vyvoláním posunutí 0 bodu G54, def. Délkové korekce nástroje D1 N95 X Y150 ; ustavení do výchozí polohy v osách X a Y N100 MCALL CYCLE82(50,0,2.5,,4.8,0) ; vrtací cyklus, vrtání do hloubky 4,8mm N105 X Y150 N110 X Y N115 X Y N120 X78.75 Y150 N125 X Y N130 X Y N135 MCALL ; ukončení vrtacího cyklu N140 G0 Z100 M5 ; Vyřezání závitů M8 N145 T4 ; definice nástroje ( závitník M8 ) N150 M6 ; výměna nástroje N155 S300 M3 ; definování otáček, posuvu a roztočení ve směru hod. ručiček N160 G0 G54 D1 Z100 ; najetí do výchozí polohy v ose Z s vyvoláním posunutí 0 bodu G54, def. Délkové korekce nástroje D1 N165 X Y150 ; ustavení do výchozí polohy v osách X a Y N170 MCALL CYCLE84(50,0,5,,15,0,5,,1.25,0,300,300) ; závitovací cyklus, řezání do hloubky 15mm N175 X Y150 N180 X Y N185 X Y N190 X78.75 Y150 N195 X Y N200 X Y N205 MCALL ; ukončení závitovacího cyklu N210 G0 Z100 M5 N215 M2 18
 ; vrtací cyklus, vrtání do hloubky 4,8mm N105 X221.25 Y150 N110 X185.625 Y211.704 N115 X114.375 Y211.")

19 Dráha nástroje 2 19
20 Zadání č.3: Tl. obrobku Obrobení středového otvoru Ø125 Program: N10 T5 ; definice nástroje ( čelní ponorná fréza φ80 ) N15 M6 ; výměna nástroje N20 S800 F4000 M3 ; definování otáček, posuvu a roztočení ve směru hod. ručiček N25 G0 G54 D1 Z100 ; najetí do výchozí polohy v ose Z s vyvoláním posunutí 0 bodu G54, def. Délkové korekce nástroje D1 N30 X150 Y150 ; ustavení do výchozí polohy v osách X a Y N35 Z5 ; přiblížení v ose Z na bezpečnou vzdálenost rychloposuvem N40 G1 Z2 ; najetí na výchozí souřadnici Z pracovním posuvem N45 G41 X212.5 ; najetí s korekcí vlevo na konturu N50 G3 X2125 Y150 Z-40 I=AC(150) J=AC(150) TURN=40 ; frézování po šroubovici φ125 se stoupáním 1mm N55 G1 G40 X150 N60 G0 Z100 M5 N65 M2 20

21 Dráha nástroje 3 21
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Pohyb rychlým posuvem (G0, RTLION, RTLIOF)
") Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
Funkce Pohyby rychlým posuvem se používají pro následující účely: pro rychlé nastavování polohy nástroje pro pohyby okolo obrobku pro najíždění na body pro výměnu nástroje pro volné vyjíždění nástroje
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
Posuv (G93, G94, G95, F, FGROUP, FL, FGREF)
") Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
NC a CNC stroje číslicově řízené stroje
 NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
NC a CNC stroje číslicově řízené stroje Automatizace Automatizace je zavádění číslicových strojů do výroby. Výhody - malý počet zaměstnanců a přípravných operací, - rychlý náběh na výrobu a rychlý přechod
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 04 Vrtání a vyvrtávání
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
Výpočet framu na základě 3 změřených bodů v prostoru (MEAFRAME)
") Funkce Příkaz MEAFRAME je rozšířením jazyka systému 840 pro podporu měřicích cyklů. Funkce MEAFREAME vypočítává frame na základě tří ideálních a vzájemně korespondujících změřených bodů. Když je obrobek
Funkce Příkaz MEAFRAME je rozšířením jazyka systému 840 pro podporu měřicích cyklů. Funkce MEAFREAME vypočítává frame na základě tří ideálních a vzájemně korespondujících změřených bodů. Když je obrobek
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
- procvičení podprogramů
 CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
CNC stroje. Všechny funkce stroje jsou řízeny počítačem (řídícím systémem).
.") CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
CNC stroje CNC computerized numerical control počítačové číslicové řízení Všechny funkce stroje jsou řízeny počítačem (řídícím systémem). Řízené funkce Druhy CNC strojů geometrické - dráhy nástrojú technologické
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Číslicově řízené stroje
 1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
1 Číslicově řízené stroje Při číslicově řízeném obrábění je program výroby součásti zadán stroji ve formě čísel, alfabetických znaků a dalších symbolů ve zvoleném kódu na nositeli informací (děrná nebo
Obecný úvod do problematiky CNC programování
 Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační
Obecný úvod do problematiky CNC programování Část první Název programu: Operační program Vzdělávání pro konkurenceschopnost Název projektu: Inovace v rozvoji kompetencí ţáků dle potřeb trhu práce Registrační
PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ
 TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
TECHNICKÁ UNIVERZITA V LIBERCI FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ Ing. Petr KELLER, Ph.D. PROGRAMOVÁNÍ A ŘÍZENÍ CNC STROJŮ PREZENTACE PŘEDNÁŠEK 2. ČÁST 2005 Programování CNC strojů přehled témat
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Sestavování kódované tabulky kontury (CONTPRON)
") Funkce Syntaxe Při přípravě kontury aktivované příkazem CONTDCON jsou následně vyvolávané NC-bloky ukládány kódovaně do tabulky se 6 sloupci, což je výhodné z hlediska využití paměti. Každému konturovému
Funkce Syntaxe Při přípravě kontury aktivované příkazem CONTDCON jsou následně vyvolávané NC-bloky ukládány kódovaně do tabulky se 6 sloupci, což je výhodné z hlediska využití paměti. Každému konturovému
Vytvořil : Ing. Libor Ježek. Cílová skupina : žák. Popis způsobu použití :
 CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
Evolventní interpolace (INVCW, INVCCW)
") Funkce Evolventa kruhu je křivka, která je popsána koncovým bodem pevného napnutého vlákna odvíjejícího se z kružnice. Evolventní interpolace umožňuje dráhové křivky podél evolventy. Pohyb se uskutečňuje
Funkce Evolventa kruhu je křivka, která je popsána koncovým bodem pevného napnutého vlákna odvíjejícího se z kružnice. Evolventní interpolace umožňuje dráhové křivky podél evolventy. Pohyb se uskutečňuje
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola, Hronov, Hostovského 910, 549 31 Hronov
 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
VITRALAB. Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530
 VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
VITRALAB Leonardo da Vinci Programme LLP/LDV/TOI/2009/SK/93100530 Příručka CNC programování (Vitralab_Title) Doc. Type: Authors: Version: Internal Working Document (Vitralab_Paragraph_1) Name and surname
(12) Základy CNC programování
 Základy CNC programování") Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 05 Závity
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 05 Závity Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 - Správa
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 05 Závity Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 - Správa
Vznik a vývoj CNC DNC. Vznik a vývoj. Základní pojmy počítačové podpory. Základní pojmy CNC řízení. Číslicové řízení ve strojírenské technologii
 Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
Číslicové řízení ve strojírenské technologii Ing. Oskar Zemčík, Ph.D. vznik a vývoj základní pojmy vztahy, definice výpočty Vznik a vývoj CNC CNC zařízení se vyvinula s původně NC zařízení Numerical control
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE
 v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
Výukové texty. pro předmět. Automatické řízení výrobní techniky (KKS/ARVT) na téma
 na téma") Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Výukové texty pro předmět Automatické řízení výrobní techniky (KKS/ARVT) na téma Podklady a grafická vizualizace k určení souřadnicových systémů výrobních strojů Autor: Doc. Ing. Josef Formánek, Ph.D.
Měřící sonda Uživatelská příručka
 Měřící sonda Uživatelská příručka 1995-2012 SolidCAM All Rights Reserved. Obsah Obsah 1. Úvod... 7 1.1. Přidání operace Měřící sonda... 11 1.2. Dialogové okno Operace měřící sondy... 12 2. Počáteční definice...
Měřící sonda Uživatelská příručka 1995-2012 SolidCAM All Rights Reserved. Obsah Obsah 1. Úvod... 7 1.1. Přidání operace Měřící sonda... 11 1.2. Dialogové okno Operace měřící sondy... 12 2. Počáteční definice...
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
GIOTTO2/3e Návod k obsluze soustruh
 GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
Najíždění na konturu a odjíždění od ní (NORM, KONT, KONTC, KONTT)
") Funkce Předpoklady Syntaxe Prostřednictvím příkazů NORM, KONT, KONTC nebo KONTT je možné při aktivované korekci rádiusu nástroje (G41/G42) přizpůsobit dráhu pro najíždění a odjíždění nástroje na požadovanou
Funkce Předpoklady Syntaxe Prostřednictvím příkazů NORM, KONT, KONTC nebo KONTT je možné při aktivované korekci rádiusu nástroje (G41/G42) přizpůsobit dráhu pro najíždění a odjíždění nástroje na požadovanou
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
6. Geometrie břitu, řezné podmínky. Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami:
 6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
6. Geometrie břitu, řezné podmínky Abychom mohli určit na nástroji jednoznačně jeho geometrii, zavádíme souřadnicový systém tvořený třemi rovinami: Základní rovina Z je rovina rovnoběžná nebo totožná s
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
INOVACE A DOKONALOST CNC HORIZONTÁLNÍ OBRÁBĚCÍ CENTRA FMH EH FBM www.feeler-cnc.cz CNC horizontální obráběcí centra řady FMH FMH-500 (č.40) Rám tvaru T má integrované tříúrovňové vedení s žebrovanou výztuží
Dílenské programování dialogové, ISO frézka II
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D
 Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D Vypracovali: Doc. Ing. Miroslav PÍŠKA, CSc. Ing. Aleš POLZER Obsah str. Úvod 9 1. Popis obráběcího stroje a řídicího systému
Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D Vypracovali: Doc. Ing. Miroslav PÍŠKA, CSc. Ing. Aleš POLZER Obsah str. Úvod 9 1. Popis obráběcího stroje a řídicího systému
Posuv s korekcí ručním kolečkem (FD, FDA)
") Funkce Pomocí příkazů FD a FDA je možné osami v průběhu zpracovávání výrobního programu pohybovat ručními kolečky. Naprogramované pracovní posuvové pohyby os jsou přitom superponovány s impulzy ručního
Funkce Pomocí příkazů FD a FDA je možné osami v průběhu zpracovávání výrobního programu pohybovat ručními kolečky. Naprogramované pracovní posuvové pohyby os jsou přitom superponovány s impulzy ručního
Tématická oblast Programování CNC strojů a CAM systémy Měření dotykovou sondou
 Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Jednoduché frézování se systémem. ShopMill. SINUMERIK Operate. SinuTrain Jednoduché frézování se systémem ShopMill. Úvod 1
 Jednoduché frézování se systémem ShopMill SINUMERIK Operate SinuTrain Jednoduché frézování se systémem ShopMill Školicí podklady Úvod 1 Výhody práce se systémem ShopMill 2 Všechno hladce funguje 3 Základy
Jednoduché frézování se systémem ShopMill SINUMERIK Operate SinuTrain Jednoduché frézování se systémem ShopMill Školicí podklady Úvod 1 Výhody práce se systémem ShopMill 2 Všechno hladce funguje 3 Základy
K obrábění součástí malých a středních rozměrů.
 FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
FRÉZKY Podle polohy vřetena rozeznáváme frézky : vodorovné, svislé. Podle účelu a konstrukce rozeznáváme frézky : konzolové, stolové, rovinné, speciální (frézky na ozubeni, kopírovací frézky atd.). Poznámka
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015
 PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vertikální a horizontální dělící přístroje typ VT W
 f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.
f ß 29001 Základní tělo lakované, RAL 7035 světle šedý, přesuvná matice a upínací páka bkalené na tmavo. Upínací kleštiny nejsou v rozsahu dodávky. K rychlému zafixování obrobků tlakovými upínacími kleštinami.