Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
|
|
|
- Bohumír Král
- před 9 lety
- Počet zobrazení:
Transkript
1 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů pro svařování kovů, obrábění kovů technologií CNC, povrchových úprav nanášením barev a laků, změny výuky v obchodních oborech po vstupu do EU. CZ / /0091 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky.

2 Obsah Úvod... 2 Ovládací prvky programovací jednotky... 3 Vztažný systém u frézek... 4 Režimy stroje... 5 Typy souborů... 5 Vyvolání správy souborů... 5 Založení nového souboru... 5 Korekce nástroje Délková korekce nástroje Korekce rádia nástroje Dráhový pohyb bez korekce rádia R CVIČENÍ 1 frézování čtverce osou nástroje... 9 CVIČENÍ 2 frézování čtverců osou nástroje CVIČENÍ 3 frézování drážky s korekcí nástroje Dráhové pohyby Programování kruhové dráhy pomocí příkazů C a CC CVIČENÍ 4 frézování oblouku pomocí zadání středu a koncového bodu CVIČENÍ 5 frézování kruhového čepu pomocí zadání středu a koncového bodu CVIČENÍ 6 frézování kruhové kapsy pomocí zadání středu a koncového bodu Programování kruhové dráhy pomocí příkazů CR s definovaným rádiem Středový úhel CCA a rádius kruhového oblouku R CVIČENÍ 7 frézování kruhové dráhy pomocí CR příkazu s definovaným rádiem Kruhová dráha CT s tangenciálním napojením CVIČENÍ 8 frézování dráhy pomocí CT, CR příkazů a pomocí zadání středu a koncového bodu Vložení úkosu CHF mezi dvě přímky Zaoblení rohů RND CVIČENÍ 9 frézování sražení a zaoblení rohů Práce s cykly Vrtání - (cyklus 200) CVIČENÍ 10 vrtací cyklus Univerzální vrtání - (cyklus 203) CVIČENÍ 11 vrtací cyklus 203 (univerzální vrtání) Frézování drážky - (cyklus 3) CVIČENÍ 12 cyklus 3 (frézování drážky) Příklady využití frézovacích a vrtacích cyklů Použitá literatura

3 Úvod Jak je známo, v průběhu posledního desetiletí přichází do středních odborných učilišť strojírenských většinou žáci, kteří se nedostali na střední školy s maturitou. Proto obory strojírenské byly v určitém útlumu. Velmi malý zájem žáků základních škol byl především o obor "Obráběč kovů". Také učebnice jsou zastaralé a na trhu prakticky nedostupné. V poslední době dochází k opětovnému oživení a s tím úzce souvisí zvyšující se poptávka po kvalifikovaných pracovnících nejrůznějších strojírenských profesí, mezi které patří také obráběči. Aby se zvýšila kvalita vzdělání a rozvoj vědomostí žáků v teoretickém a praktickém vyučování, zařadili jsme do školních osnov u tříletých oborů vzdělání obrábění na strojích CNC (na frézkách a soustruzích) a výuku jejich programování na PC. Protože obsluha a návody pro uživatele (manuály) jsou pro žáky SOU příliš složité, pokládali jsme za nutné tyto návody zjednodušit, aby se žáci mohli naučit základy programování na PC a vědomosti uplatnit na výrobním stroji CNC. Jejich uplatnění ve výrobních závodech se rozšíří, jejich zaškolení bude rychlejší. S tímto zaměřením a doplněním výuky se po mnoha letech krize, kdy se učilo "Obráběčem kovů" jen skupina kolem deseti žáků se nyní vyučuje celá třída třiceti žáků, tím je využita kapacita pracovišť SOU a naplní se za kratší dobu poptávka v okolních výrobních závodech 2

4 Ovládací prvky programovací jednotky 3

5 Vztažný systém u frézek Při obrábění obrobku na frézce se souřadný systém stroje obecně vztahuje k pravoúhlému souřadnému systému. Obrázek ukazuje, jak je pravoúhlý souřadný systém přiřazen k osám stroje. 4

6 Režimy stroje Provozní režimy: - ruční provoz, - elektrické ruční kolečko, - polohování s ručním zadáním, - chod programu po blocích, - chod programu plynule. Programovací režimy: - PROGRAM ZADAT / EDITOVAT, - PROGRAM TEST. Typy souborů Soubory jsou trojího typu (program, tabulka, text) rozlišované příponou: - *.H program ve formátu Heidenhain, - *.I program ve formátu DIN/ISO, - *.T tabulka pro nástroje: (V daném adresáři je potřeba mít soubor TOOL.T, který obsahuje popis používaných nástrojů. Pokud tento soubor není v adresáři přítomen, musely by se jednotlivé nástroje definovat přímo v programu). - *.A text ve formátu ASCII, do takových souborů lze zapsat libovolný text. Jméno souboru může mít max.16 znaků + příslušná přípona. Řídící jednotka může obsahovat libovolný počet souborů, celková velikost je však omezena na 2000 MB. Vyvolání správy souborů Stiskem klávesy PGM MGT se otevře okno pro správu souborů, ve kterém můžeme navolit vlastnosti - status. V režimu PROGRAM ZADAT / EDITOVAT můžeme zakládat nové soubory nebo mazat, kopírovat přejmenovávat již stávající soubory. Jméno souboru může mít max.16 znaků. V tomto okně se také dají zakládat a mazat adresáře. Status: - E Program je navolen v provozním režimu, PROGRAM ZADAT / EDITOVAT. - S Program je navolen v provozním režimu TEST PROGRAMU. - M Program je navolen v některém provozním režimu provádění programu. - P Soubor je chráněn proti smazání a změně. Založení nového souboru Provádíme v režimu: -PROGRAM ZADAT / EDITOVAT. 1. Správu souboru spustíme stiskem klávesy PGM MGT. 2. Do řádku Jméno souboru zapíšeme jméno souboru s příponou (*.H). 3. Stiskneme klávesu ENT. 4. Pomocí softklávesy si vybereme jednotky MM nebo INCH. Zobrazí se první řádek programu. 0 BEGIN PGM název programu MM Druhý a třetí řádek programu definují polotovar. Ve druhém řádku programu zadáme souřadnice levého spodního rohu polotovaru (kvádru) a osu vřetene (Z). Ve třetím řádku programu zadáme souřadnice pravého horního rohu polotovaru. 5
. - *.A text ve formátu ASCII, do takových souborů lze zapsat libovolný text.")
7 1 BLK FORM 0.1 Z X... Y... Z... 2 BLK FORM 0.2 X... Y... Z N END PGM název programu MM Uvedené čtyři řádky se v programu nikdy nesmí smazat! Ostatní řádky programu po definici velikosti polotovaru mohou obsahovat: - vyvolání určitého nástroje příkazem: TOOL CALL číslo nástroje, osa vřetene, S otáčky, F posuv, případně nepovinné délkové nebo rádiové korekce DL, DR, DR2. - dráhové pohyby po přímce: příkaz L X Y Z (umožňuje současný pohyb ve třech osách), - dráhové pohyby po kružnici: příkaz CC X Y (definuje střed oblouku), příkaz C X Y DR+/- (definuje koncový bod oblouku, + definuje smysl otáčení po směru hodinových ručiček, - proti směru hodinových ručiček.) - příkazy pro najetí a opuštění obrysu, zaoblení rohů, zkosení - předdefinované cykly (vrtání, zahloubení, různé druhy frézování ) - příkazy pro vyvolání podprogramů a příkazy pro cykly. Jednotlivé příkazy se zadávají pomocí tlačítek. Po stisknutí tlačítka se objeví název funkce a v následujícím dialogu se doplňují požadované hodnoty. V horním pruhu obrazovky se objeví informace, co se definuje. Korekce nástroje Řídící systém koriguje dráhu nástroje o korekční hodnotu pro délku nástroje v ose vřetena a pro rádius nástroje v rovině obrábění. 1. Délková korekce nástroje Korekce nástroje na délku je účinná, jakmile je nástroj vyvolán a pojíždí se jím v ose vřetena. Zruší se, jakmile se vyvolá nástroj s délkou L=0. U korekce délky nástroje jsou respektovány delta-hodnoty jak z bloku TOOL CALL, tak z tabulky nástrojů. 6
, - dráhové pohyby po kružnici: příkaz CC X Y (definuje střed oblouku), příkaz C X Y DR+/- (definuje koncový bod")
8 Hodnota korekce = L + DL(TOOL CALL) + DL(TAB), kde: L -je délka nástroje L z bloku TOOL DEF nebo tabulky nástrojů, DL(TOOL CALL) -je přídavek DL na délku z bloku TOOL CALL, DL(TAB) -je přídavek DL na délku z tabulky nástrojů. 2. Korekce rádia nástroje Programovaný blok pro pohyb nástroje obsahuje - RL nebo RR pro korekci rádia, - R+ nebo R- pro korekci rádia při osově rovnoběžném pojíždění, - R0, nemá-li se korekce rádia provádět. Korekce rádia je účinná, jakmile je nástroj vyvolán a je jím pojížděno v rovině obrábění přímkovým blokem s RL nebo RR. U korekce rádia jsou respektovány delta-hodnoty jak z bloku TOOL CALL, tak z tabulky nástrojů. Hodnota korekce = R + DR(TOOL CALL) + DR(TAB) kde: R -je rádius nástroje R z bloku TOOL DEF nebo z tabulky nástrojů, DR(TOOL CALL) -je přídavek DR na rádius z bloku TOOL CALL. DR(TAB) -je přídavek DR na rádius z tabulky nástrojů. 7

9 3. Dráhový pohyb bez korekce rádia R0 Nástroj pojíždí svým středem po programované dráze v rovině obrábění, případně na programované souřadnice. Použití: -vrtání, vystružování, závitování, předpolohování. 8

10 CVIČENÍ 1 frézování čtverce osou nástroje 0 BEGIN PGM cviceni1 MM ;název programu 1 BLK FORM 0.1 Z X+0 Y+0 Z-30 ;definování polotovaru 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL CALL 1 Z S3000 F200 ;vyvolání nástroje, zadání otáček a posuvu 4 L X+120 Y+100 Z+20 R0 FMAX ;napolohování osy nástroje a sjetí nad polotovar 5 L Z-5 R0 F200 M3 M8 ;sjetí nástroje na rovinu frézování, zapnutí otáček a chlazení 6 L X+0 ;frézování čtverce z nákresu cvičení 1 7 L Y+0 8 L X L Y L Z+50 R0 FMAX ;odjetí nástroje 50 mm nad materiál 11 L X+300 Y+200 Z+300 FMAX M2 M9 ;odjetí nástroje, vypnutí chlazení a návrat na začátek programu 12 END PGM cviceni1 MM ;konec programu Nákres cvičení 1 9

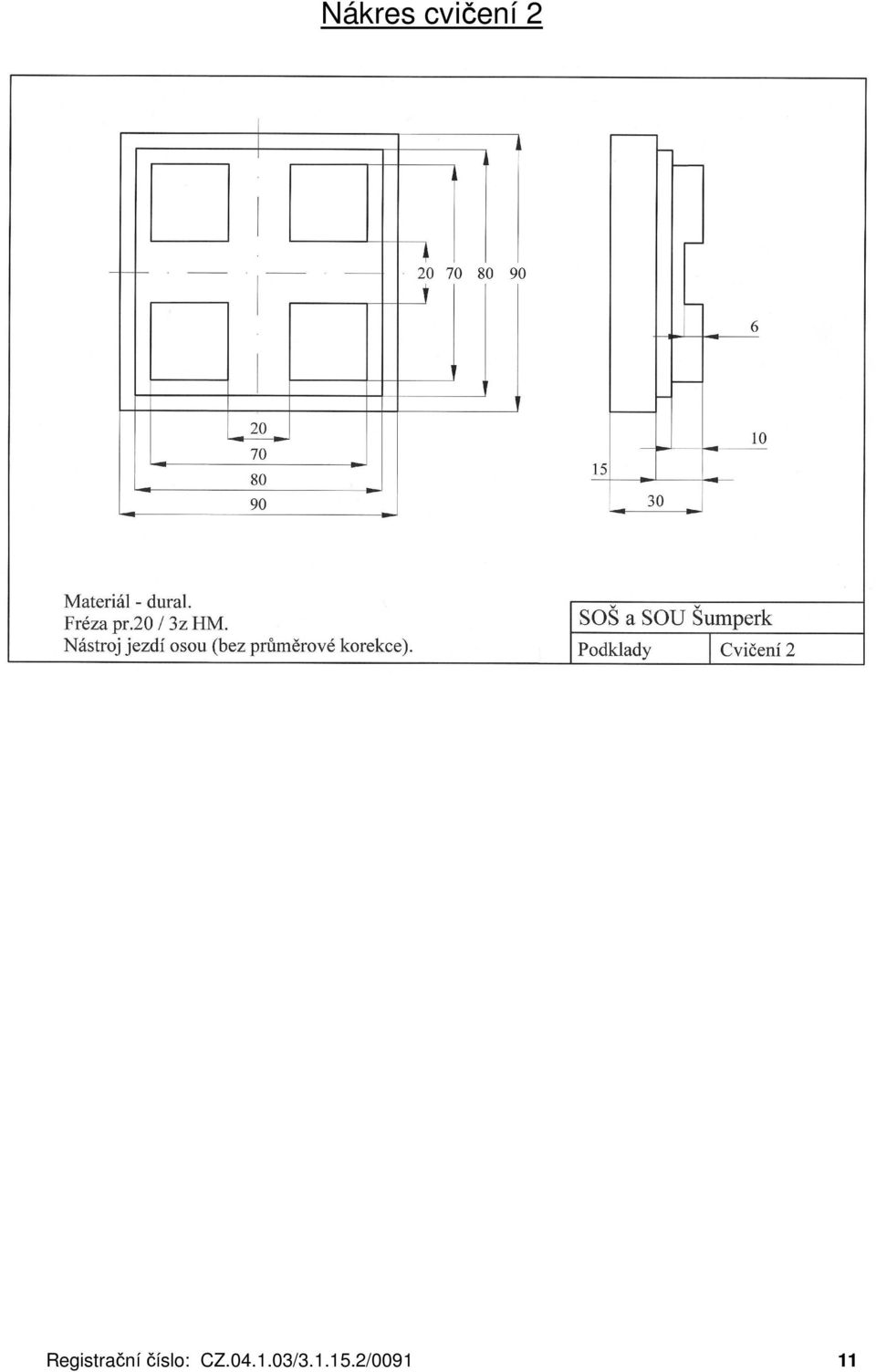
11 CVIČENÍ 2 frézování čtverců osou nástroje 0 BEGIN PGM cviceni2 MM ;název programu 1 BLK FORM 0.1 Z X-45 Y-45 Z-30 ;definování polotovaru 2 BLK FORM 0.2 X+45 Y+45 Z+0 3 TOOL CALL 1 S3000 F200 ;vyvolání nástroje, zadání otáček a posuvu 4 L X+60 Y+50 Z+20 FMAX ;napolohování osy nástroje a sjetí nad polotovar 5 L Z-10 F100 M3 M8 ;sjetí nástroje na rovinu frézování, zapnutí otáček a chlazení 6 L X-50 F200 ;frézování tvaru z nákresu cvičení 2 7 L Y-50 8 L X+50 9 L Y L X L X L X L Y L X L Y L Z-15 F L X-50 F L Y L X L Y L X+0 22 L Z-6 23 L Y L X L Y+0 26 L X L Z+50 R0 FMAX ;odjetí nástroje 50 mm nad materiál 28 L X+300 Y+200 Z+300 FMAX M2 M9 ;odjetí nástroje, vypnutí chlazení a návrat na začátek programu 29 END PGM cviceni2 MM ;konec programu 10

12 Nákres cvičení 2 11
13 Příklad 2 - polární souřadný systém, vrtání (řešení : PGM 2) Y 12 x φ , Y 45 X Z Příklad 2: technologická operace vrtání Použijeme pouze 1 nástroj vrták, průměr 8 mm, v tabulce nástrojů uložen jako nástroj číslo 20. Souřadnice polární souřadný systém, Nulový bod programu v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti. Úkol: napište a odlaďte NC program - s použitím vrtacího cyklu č.200 PGM 2 40

14 PROGRAM 2 0 BEGIN PGM PGM 2 MM 1 ; POLARNI SOURADNY SYSTEM ABSOLUTNE,VRTANI S POUZITIM VRTACIHO CYKLU ~ ; UKOL - PROCVICIT ZADAVANI VRTACICH CYKLU A POLARNICH SOURADNIC 3 ;... 4 BLK FORM 0.1 Z X-50 Y-50 Z-10 5 BLK FORM 0.2 X+50 Y+50 Z+0 6 TOOL CALL 20 Z S CYCL DEF 200 VRTANI ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-15 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=5 ;HLOUBKA PRISUVU ~ Q210=0 ;CAS.PRODLEVA NAHORE ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=50 ;2. BEZPEC.VZDALENOST ~ Q211=0 ;CAS. PRODLEVA DOLE 8 L Z+50 R0 F MAX M3 9 CC X+0 Y+0 10 LP PR+50 PA+45 R0 F MAX M99 11 LP PR+30 PA+45 R0 F MAX M99 12 LP PR+10 PA+45 R0 F MAX M99 13 LP PR+10 PA+225 R0 F MAX M99 14 LP PR+30 PA+225 R0 F MAX M99 15 LP PR+50 PA+225 R0 F MAX M99 16 ; LP PR+50 PA+135 R0 F MAX M99 18 LP PR+30 PA+135 R0 F MAX M99 19 LP PR+10 PA+135 R0 F MAX M99 20 LP PR+10 PA-45 R0 F MAX M99 21 LP PR+30 PA-45 R0 F MAX M99 22 LP PR+50 PA-45 R0 F MAX M99 23 ; L X+200 Z+80 R0 F MAX M2 25 END PGM PGM 2 MM 41

15 42
16 Příklad 3 - frézování (řešení : PGM 3) Y Y 100 X 45 Z Příklad 4.5: technologická operace frézování Použijeme pouze 1 nástroj stranová fréza, průměr 16 mm, v tabulce nástrojů uložen jako nástroj číslo 65. Souřadnice pravoúhlý souřadný systém, Nulový bod programu v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti. Úkol : napište a odlaďte NC program PGM 3 - tvar popište pomocí lineární interpolace, - použijte funkci podprogramu a inkrement v ose Z - použijte přídavek na radius nastroje - určete technologii frézování (sousledné nebo nesousledné) - v závislosti na technologii určete správnou korekci nástroje - použijte APPR funkci najetí do obrysu a DEP funkci odjetí od obrysu 43

17 PROGRAM PGM 3 0 BEGIN PGM PGM 3 MM 1 ; TECHNOLOGIE - HRUBOVAT S PRIDAVKEM, POUZITI FUNKCE PODPROGRAMU A ~ OPAKOVANI CASTI PROGRAMU, FREZOVAT NA CISTO 2 ;... 3 BLK FORM 0.1 Z X-50 Y-50 Z-30 4 BLK FORM 0.2 X+50 Y+50 Z+0 5 TOOL CALL 65 Z S1000 DL+0 DR+25 6 L Z+50 R0 F MAX M3 7 L X+0 Y-65 R0 F MAX 8 L Z+2 R0 F MAX 9 L Z+0 R0 F CALL LBL 1 ; 1.DRAHA HRUBOVANI 11 ; TOOL CALL 65 Z DR L Z+0 R0 F CALL LBL 1 ; 2.DRAHA HRUBOVANI 15 ; TOOL CALL 65 Z DR L Z+0 R0 F CALL LBL 1 ; 3. DRAHA HRUBOVANI 19 ; TOOL CALL 65 Z DR+0 21 L Z-20 R0 F CALL LBL 2 ; DOKONCENI NA CISTO 23 ; L Z+50 R0 F MAX 25 L X+200 Z+100 R0 F MAX M2 26 ; ************************ 27 LBL 1 28 L IZ-4 29 CALL LBL 2 30 CALL LBL 1 REP 4/4 31 LBL 0 32 ; LBL 2 34 APPR LCT X+0 Y-45 R5 RL F L X-45 Y+0 36 L X+0 Y L X+45 Y+0 38 L X+0 Y DEP LCT X+0 Y-65 R5 40 LBL 0 41 END PGM PGM 3 MM 44

18 45

19 Příklad 4 (řešení : PGM 4) 12 x φ8 50 φ x Y Y φ80 X Z φ Příklad 4: technologické operace navrtání, vrtání a zahloubení, frézování kapes - příklad na použití více nástrojů v NC programu Použijeme 4 nástroje: - navrtávák, v tabulce nástrojů uložen jako nástroj číslo 2 - vrták, průměr 8 mm, v tabulce nástrojů uložen jako nástroj číslo vrták, průměr 12 mm, v tabulce nástrojů uložen jako nástroj číslo 28 - fréza, drážkovací průměr 16, v tabulce nástrojů uložen jako nástroj číslo 77 Souřadnice pravoúhlý souřadný systém, Nulový bod programu v rovině obrábění XY je ve středu plochy, Z0 je na povrchu součásti. Úkol : napište a odlaďte NC program - s použitím vrtacího cyklu č.200, souřadnice obráběných bodů uložte do podprogramu PGM 4 46

20 PROGRAM 4 0 BEGIN PGM PGM 4 MM 1 BLK FORM 0.1 Z X-50 Y-50 Z-10 2 BLK FORM 0.2 X+50 Y+50 Z+0 3 TOOL CALL 2 Z S1000 ; NAVRTAVAK 4 CYCL DEF 200 VRTANI ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-3 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=3 ;HLOUBKA PRISUVU ~ Q210=0 ;CAS.PRODLEVA NAHORE ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=50 ;2. BEZPEC.VZDALENOST ~ Q211=0 ;CAS. PRODLEVA DOLE 5 CALL LBL 2 6 L M5 7 L X+200 Z+80 R0 F MAX M6 8 ;... 9 TOOL CALL 20 Z S1000 ; VRTAK 10 CYCL DEF 200 VRTANI ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-15 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=5 ;HLOUBKA PRISUVU ~ Q210=0 ;CAS.PRODLEVA NAHORE ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=50 ;2. BEZPEC.VZDALENOST ~ Q211=0 ;CAS. PRODLEVA DOLE 11 CALL LBL 2 12 L M5 13 L X+200 Z+80 R0 F MAX M6 14 ; TOOL CALL 28 Z S1000 ; VRTAK 16 CYCL DEF 200 VRTANI ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-4 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=4 ;HLOUBKA PRISUVU ~ Q210=0 ;CAS.PRODLEVA NAHORE ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=50 ;2. BEZPEC.VZDALENOST ~ Q211=0 ;CAS. PRODLEVA DOLE 17 CALL LBL 2 18 L M5 19 L X+200 Z+80 R0 F MAX M6 20 ; TOOL CALL 77 Z S CYCL DEF 5.0 KRUHOVA KAPSA 23 CYCL DEF 5.1 VZDAL CYCL DEF 5.2 HLOUBK CYCL DEF 5.3 PRISUV 3 F50 26 CYCL DEF 5.4 RADIUS CYCL DEF 5.5 F100 DR+ 28 L Z+50 R0 F MAX M3 29 L X+0 Y+0 R0 F MAX 30 L Z+2 R0 F MAX 47

21 31 CYCL CALL M8 32 L Z+50 R0 F MAX 33 ; CYCL DEF 215 KRUH.CEPY NACISTO ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-5 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=5 ;HLOUBKA PRISUVU ~ Q207=500 ;FREZOVACI POSUV ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=0 ;2. BEZPEC.VZDALENOST ~ Q216=+0 ;STRED 1. OSY ~ Q217=+0 ;STRED 2. OSY ~ Q222=120 ;PRUMER POLTVRU ~ Q223=110 ;PRUMER OBROBKU 35 CYCL CALL 36 CYCL DEF 215 KRUH.CEPY NACISTO ~ Q200=2 ;BEZPEC. VZDALENOST ~ Q201=-5 ;HLOUBKA ~ Q206=150 ;POSUV NA HLOUBKU ~ Q202=5 ;HLOUBKA PRISUVU ~ Q207=500 ;FREZOVACI POSUV ~ Q203=+0 ;SOURADNICE POVRCHU ~ Q204=0 ;2. BEZPEC.VZDALENOST ~ Q216=+0 ;STRED 1. OSY ~ Q217=+0 ;STRED 2. OSY ~ Q222=110 ;PRUMER POLTVRU ~ Q223=100 ;PRUMER OBROBKU 37 CYCL CALL 38 L M5 39 L X+200 Z+80 R0 F MAX 40 STOP M2 41 ; *********************** 42 LBL 2 43 L Z+50 R0 F MAX M3 44 CC X+0 Y+0 45 LP PR+40 PA+0 R0 F MAX M99 46 LBL 1 47 LP PR+40 IPA+30 R0 F MAX M99 48 CALL LBL 1 REP 10/10 49 LBL 0 50 END PGM PGM 4 MM 48
22 49
23 Použitá literatura manuál Heidenhain
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
- procvičení podprogramů
 CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
CNC - programování v ŘS Heidenhain itnc 530 Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : - procvičení podprogramů Materiál obsahuje informace praktického procvičení tvorby podprogramů
Vytvořil : Ing. Libor Ježek. Cílová skupina : žák. Popis způsobu použití :
 CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Dílenské programování dialogové, ISO frézka II
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: čtvrtý Zpracoval: Josef Dominik Modul: Dílenské programování
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Středníodborná š kola a Středníodborné uč iliš tě, Š umperk, Gen. Krátké ho 30
 Středníodborná š kola a Středníodborné uč iliš tě, Š umperk, Gen. Krátké ho 30 Základy programovánícnc strojů s využitím programovacích jednotek HEIDENHAIN Š umperk, březen 2007 Název projektu: Registrač
Středníodborná š kola a Středníodborné uč iliš tě, Š umperk, Gen. Krátké ho 30 Základy programovánícnc strojů s využitím programovacích jednotek HEIDENHAIN Š umperk, březen 2007 Název projektu: Registrač
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4. ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4. ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
CNC frézování pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Průvodce TNC 310. NC-Software xx. Český (cs) 11/2001
 11/2001") Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
Programování CNC rozšíření znalostí
 STUDIJNÍ MATERIÁLY Programování CNC rozšíření znalostí Autor: Ing. Miroslav. Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
STUDIJNÍ MATERIÁLY Programování CNC rozšíření znalostí Autor: Ing. Miroslav. Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011
Průvodce Popisný dialog. itnc 530. NC-software Česky (cs) 1/2008
 1/2008") Průvodce Popisný dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Česky (cs) 1/2008 Průvodce... je pomůcka programátora řídicího systému itnc 530 HEIDENHAIN, ve zkráceném
Průvodce Popisný dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Česky (cs) 1/2008 Průvodce... je pomůcka programátora řídicího systému itnc 530 HEIDENHAIN, ve zkráceném
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015
 PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Střední průmyslová škola, Jihlava. EMCO WinNC HEIDENHAIN TNC 426 frézování
 Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základních prací
Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základních prací
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Průvodce TNC 410. NC-Software xx 10/2001
 Průvodce TNC 410 NC-Software 286 060-xx 10/2001 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř dic systém TNC 410 se zkráceným obsahem. Úplný návod k programován a obsluze TNC najdete v Př
Průvodce TNC 410 NC-Software 286 060-xx 10/2001 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř dic systém TNC 410 se zkráceným obsahem. Úplný návod k programován a obsluze TNC najdete v Př
ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK
 Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK Vytvořeno v rámci projektu: Implementace
Gymnázium, Střední odborná škola a Vyšší odborná škola Ledeč nad Sázavou ODBORNÝ VÝCVIK PROGRAMOVÁNÍ V ŘÍDICÍM SYSTÉMU HEIDENHAIN ITNC 530 JOSEF VITISKA ALEŠ JANÁK Vytvořeno v rámci projektu: Implementace
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Průvodce. itnc 530. Český (cs)
") Průvodce itnc 530 NC-Software 340 420-xx Český (cs) 4/2003 Průvodce Obsah... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN itnc 530. Kompletn návod k programován a obsluze naleznete v "Př
Průvodce itnc 530 NC-Software 340 420-xx Český (cs) 4/2003 Průvodce Obsah... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN itnc 530. Kompletn návod k programován a obsluze naleznete v "Př
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
Průvodce TNC 426B TNC 430. NC-Software xx xx 9/97
 Průvodce TNC 426B TNC 430 NC-Software 280 470 xx 280 471 xx 9/97 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
Průvodce TNC 426B TNC 430 NC-Software 280 470 xx 280 471 xx 9/97 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Průvodce TNC 426B TNC 430. NC-Software xx 8/99
 Průvodce TNC 426B TNC 430 NC-Software 280 472-xx 280 473-xx 8/99 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
Průvodce TNC 426B TNC 430 NC-Software 280 472-xx 280 473-xx 8/99 Průvodce... je stručná programovac pomůcka pro HEIDENHAIN-ř d c systémy TNC 426 B a TNC 430. Úplný návod k programován a obsluze TNC najdete
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI
 VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Příručka uživatele Programování cyklů TNC 320. NC-software
 Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-05 340 554-05 Česky (cs) 11/2011 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-05 340 554-05 Česky (cs) 11/2011 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
itnc 530 NC-software 340 494-xx
 Průvodce Popisný dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Česky (cs) 1/2005 Průvodce... je pomůcka programátora ř dic ho systému itnc 530, ve zkráceném podán.
Průvodce Popisný dialog itnc 530 NC-software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Česky (cs) 1/2005 Průvodce... je pomůcka programátora ř dic ho systému itnc 530, ve zkráceném podán.
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
DUM téma: SurfCAM s tvorbou modelu frézování 2D
 DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
PROGRAMOVÁNÍ A OBSLUHA CNC STROJŮ HEIDENHAIN
 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
FUNKCE ŘÍDICÍHO SYSTÉMU HEIDENHAIN ITNC 530 PRO OBRÁBĚNÍ THE FUNCTION OF CONTROL SYSTEM HEIDENHAIN ITNC 530 FOR CUTTING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY FUNKCE ŘÍDICÍHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF MACHINING TECHNOLOGY FUNKCE ŘÍDICÍHO
Příručka uživatele Programování cyklů TNC 320. NC-software
 Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-04 340 554-04 Česky (cs) 2/2010 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Příručka uživatele Programování cyklů TNC 320 NC-software 340 551-04 340 554-04 Česky (cs) 2/2010 O této příručce Dále najdete seznam symbolů, které se v této příručce používají Tento symbol vám ukazuje,
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
TNC 320. Uživatelská příručka Programování cyklů. NC-software
 TNC 320 Uživatelská příručka Programování cyklů NC-software 340551-06 340554-06 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-software 340551-06 340554-06 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Postup při hrubování 3D ploch v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Průvodce TNC 426 TNC 430. 4/2002 Český (cs)
") Průvodce TNC 426 TNC 430 NC-Software 280 476-xx 280 477-xx 4/2002 Český (cs) Průvodce Obsah... je stručná programovac pomůcka pro ř dic sytémy TNC 426 a TNC 430 firmy HEIDENHAIN. Kompletn návod k programován
Průvodce TNC 426 TNC 430 NC-Software 280 476-xx 280 477-xx 4/2002 Český (cs) Průvodce Obsah... je stručná programovac pomůcka pro ř dic sytémy TNC 426 a TNC 430 firmy HEIDENHAIN. Kompletn návod k programován
TNC 320. Uživatelská příručka Programování cyklů. NC-software
 TNC 320 Uživatelská příručka Programování cyklů NC-software 771851-01 771855-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-software 771851-01 771855-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
DUM téma: SurfCAM s tvorbou modelu - vrtání
 DUM téma: SurfCAM s tvorbou modelu vrtání ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor: 2341M/01
DUM téma: SurfCAM s tvorbou modelu vrtání ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor: 2341M/01
Příručka uživatele Programování cyklů. itnc 530. NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05
 Příručka uživatele Programování cyklů itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Česky (cs) 2/2009 O této příručce Dále najdete seznam symbolů, které se v této příručce
Příručka uživatele Programování cyklů itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Česky (cs) 2/2009 O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 410. NC-Software 286 060 xx 286 080 xx. Uživatelská př ručka
 TNC 410 NC-Software 286 060 xx 286 080 xx Uživatelská př ručka Český (cs) 12/2003 Obslužné prvky TNC Obslužné prvky na obrazovce Přep nán obrazovky mezi strojn mi a programovac mi provozn mi režimy Volba
TNC 410 NC-Software 286 060 xx 286 080 xx Uživatelská př ručka Český (cs) 12/2003 Obslužné prvky TNC Obslužné prvky na obrazovce Přep nán obrazovky mezi strojn mi a programovac mi provozn mi režimy Volba
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Opakování učiva I. ročníku
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
TNC 620. Uživatelská příručka Programování cyklů. NC-software 817600-01 817601-01 817605-01
 TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
Příručka uživatele Programování DIN/ISO TNC 620. NC-software
 Příručka uživatele Programování DIN/ISO TNC 620 NC-software 734980-01 734981-01 Česky (cs) 10/2012 Ovládací prvky TNC Ovládací prvky na obrazovce Klávesa Strojní provozní režimy Klávesa Funkce Volba rozdělení
Příručka uživatele Programování DIN/ISO TNC 620 NC-software 734980-01 734981-01 Česky (cs) 10/2012 Ovládací prvky TNC Ovládací prvky na obrazovce Klávesa Strojní provozní režimy Klávesa Funkce Volba rozdělení
TNC 128. Příručka pro uživatele programování s popisným dialogem. NC-software
 TNC 128 Příručka pro uživatele programování s popisným dialogem NC-software 771841-07 Česky (cs) 10/2018 Ovládací prvky řízení Ovládací prvky řízení Zadávání souřadných os a čísel a editace Klávesy Ovládací
TNC 128 Příručka pro uživatele programování s popisným dialogem NC-software 771841-07 Česky (cs) 10/2018 Ovládací prvky řízení Ovládací prvky řízení Zadávání souřadných os a čísel a editace Klávesy Ovládací
UŽIVATELSKÁ PŘÍRUČKA
 Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování UŽIVATELSKÁ PŘÍRUČKA Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. ÚVOD... 1 2. OVLÁDACÍ PRVKY... 2 2.1.
Střední průmyslová škola, Jihlava EMCO WinNC HEIDENHAIN TNC 426 frézování UŽIVATELSKÁ PŘÍRUČKA Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. ÚVOD... 1 2. OVLÁDACÍ PRVKY... 2 2.1.
TNC 320. Příručka uživatele pro programovaní cyklů. NC-software
 TNC 320 Příručka uživatele pro programovaní cyklů NC-software 771851-04 771855-04 Česky (cs) 9/2016 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Příručka uživatele pro programovaní cyklů NC-software 771851-04 771855-04 Česky (cs) 9/2016 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 620. Uživatelská příručka Programování cyklů. NC-software
 TNC 620 Uživatelská příručka Programování cyklů NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů,
TNC 620 Uživatelská příručka Programování cyklů NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Česky (cs) 9/2013 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů,
VY_32_INOVACE_E 14 02
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Střední průmyslová škola, Hronov, Hostovského 910, 549 31 Hronov
 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Optimalizace frézování lopatek axiálního ventilátoru s konstantním příčným profilem
 III. Mezinárodní konference STROJÍRENSKÁ TECHNOLOGIE PLZEŇ 29 21. 22. 1. 29 Optimalizace frézování lopatek axiálního ventilátoru s konstantním příčným profilem Ing. Jiří Vyšata Ph. D. Hlavním cílem příspěvku
III. Mezinárodní konference STROJÍRENSKÁ TECHNOLOGIE PLZEŇ 29 21. 22. 1. 29 Optimalizace frézování lopatek axiálního ventilátoru s konstantním příčným profilem Ing. Jiří Vyšata Ph. D. Hlavním cílem příspěvku
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Seřizování nástrojů na CNC Emco Turn E-120 P
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Emco Turn E-120 P Radek HAVLÍK Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Emco Turn E-120 P Radek HAVLÍK Technická univerzita
TNC 320. Uživatelská příručka Programování cyklů. NC-Software
 TNC 320 Uživatelská příručka Programování cyklů NC-Software 771851-02 771855-02 Česky (cs) 3/2015 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 320 Uživatelská příručka Programování cyklů NC-Software 771851-02 771855-02 Česky (cs) 3/2015 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této příručce
TNC 310. NC-software 286 140-xx 286 160-xx. Př ručka pro uživatele Popisný dialog HEIDENHAIN
 TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor