KATALOG INOVACE.
|
|
|
- Vladislav Staněk
- před 7 lety
- Počet zobrazení:
Transkript

1 KATALOG INOVACE

2 Beyond Evolution Bez obětování výkonu nebo rozsahu aplikací se Beyond Evolution stalo prvním portfóliem na trhu pokrývajícím všechny zapichovací a upichovací operace s až o 35% méně nástroji než naše konkurence.
3 Obsah Úvod...ii iii Soustružení...A1 A57 Vrtání...B1 B68 Monolitní stopkové frézy... C1 C25 Frézovací nástroje... D1 D98 Nástrojové systémy...e1 E40 Rejstřík podle objednacího čísla... F2 F9 Rejstřík podle katalogového čísla... F10 F17 Globální kontakty... G2 G3 Vysvětlivky ikon... G4 G5 Přehled materiálů...g6 i

4 Na našich webových stránkách Rychlá, bezplatná a snadná registrace. Zaregistrujte se na m a získejte přístup k plným možnostem našich stránek. Najdete zde i svého nejbližšího autorizovaného distributora Kennametal Kennametal Products Group nabízí produkty a služby nejvyšší úrovně po celém světě. Naši distributoři nás znají, a co více, znají vás. Vědí lépe než kdokoli jiný v našem oboru jak uplatnit globální výhody Kennametal ve vašem podnikání, ve vašem regionu a ve vaší výrobě. Prosím, kontaktujte nás Naši zákazníci jsou pro nás důležití. Chceme vám poskytnou nejlepší zákaznickou podporu v oboru. Pokud máte připomínku nebo otázku, prosím pošlete nám ji. Na každou poptávku odpovíme do 24 hodin. Produkty Kennametal Kennametal nabízí vysoce výkonné nástroje podle vašeho přání ať jsou vašimi operacemi soustružení, frézování nebo vrtání. Nabízíme standardní i speciální řešení pro celou oblast všeobecného strojírenství. ii

5 Služby a podpora Aplikační podpora zákazníkům (CAS) Dostaňte rychlé a spolehlivé odpovědi na vaše největší problémy s obráběním Tým Aplikační podpory zákazníkům (CAS) je v oboru obráběcích nástrojů výjimečnou informační linkou pro řešení problémů a aplikací nástrojů. Snadná cesta k ověřeným zkušenostem s obráběním! Aplikační inženýři Kennametal pomáhají technologům na celém světě s výběrem nejvhodnějších nástrojů a řezných podmínek pro celý sortiment nástrojů Kennametal. Základní kontaktní údaje: Nepřekonatelná úroveň služeb Rychlá telefonická odpověď. Rychlá technická řešení. Efektivní vedení případu. Služby Řezné podmínky. Optimalizace výrobního procesu. Podpora vybavení. Výběr nástroje. Řešení potíží. Nejlepší nástroje a technologie aplikační podpory v oboru Databáze materiálů. Kalkulátory aplikací. Nástrojový experti. Země Jazyk Telefon Fax Austrálie Angličtina * ap-kmt.techsupport@kennametal.com Rakousko Němčina * eu.techsupport@kennametal.com Belgie Angličtina / Francouzština * eu.techsupport@kennametal.com Čína Čínština * k-cn.techsupport@kennametal.com Dánsko Angličtina * na.techsupport@kennametal.com Finsko Angličtina * na.techsupport@kennametal.com Francie Francouzština * eu.techsupport@kennametal.com Německo Němčina * eu.techsupport@kennametal.com Indie Angličtina * * ap-kmt.techsupport@kennametal.com Izrael Angličtina * na.techsupport@kennametal.com Itálie Italština * eu.techsupport@kennametal.com Japonsko Angličtina * ap-kmt.techsupport@kennametal.com Jižní Korea Angličtina * ap-kmt.techsupport@kennametal.com Malajsie Angličtina * ap-kmt.techsupport@kennametal.com Nizozemí Angličtina * eu.techsupport@kennametal.com Nový Zéland Angličtina * ap-kmt.techsupport@kennametal.com Norsko Angličtina * na.techsupport@kennametal.com Polsko Polština * eu.techsupport@kennametal.com Rusko (pevná linka) Ruština * eu.techsupport@kennametal.com Rusko (mobilní telefon) Ruština * eu.techsupport@kennametal.com Singapur Angličtina * ap-kmt.techsupport@kennametal.com Jižní Afrika Angličtina * na.techsupport@kennametal.com Švédsko Angličtina * na.techsupport@kennametal.com Taiwan Angličtina * ap-kmt.techsupport@kennametal.com Thajsko Angličtina * ap-kmt.techsupport@kennametal.com UK Angličtina * na.techsupport@kennametal.com Ukrajina Ruština * eu.techsupport@kennametal.com USA Angličtina * na.techsupport@kennametal.com Telefonní a faxová čísla označená * nejsou bezplatná iii
6
7 Soustružení Beyond Evolution...A2 A57 A1



8 Lídr v oboru Po více než čtyřletém výzkumu a vývoji Kennametal hrdě představuje Beyond Evolution. Naši vývojový inženýři navrhli s myšlenkou jednoduchosti systém, který odpovídá současným požadavkům na zapichovací a upichovací nástroje. Kennametal představuje a upichovací řešení Trh v oblasti zapichování a upichování se vyvíjí Volba vhodného nástroje může být složitá a časově náročná. Proto se hlavním motem Beyond Evolution stalo snadná volba, snadné použití. Vysoce výkonný systém Kennametal s nejvyšší flexibilitou zvyšuje ziskovost zákazníků, kteří očekávají více.



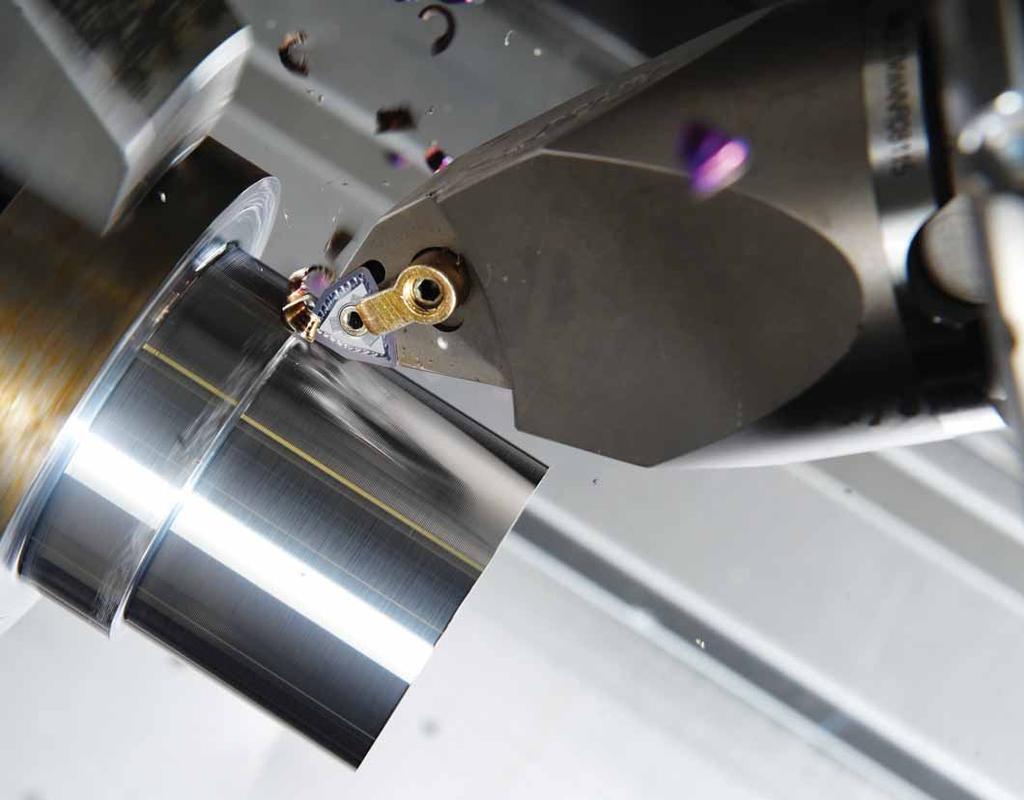
9 Jednoduchost Bez obětování výkonu nebo rozsahu aplikací se Beyond Evolution stalo prvním portfóliem na trhu pokrývajícím všechny zapichovací a upichovací operace s až o 35% méně nástroji než naše konkurence. nejlepší zapichovací na trhu Odvod tepla Pokud je přívod chladící kapaliny řešen tradičním způsobem, můžete do břitové destičky přivádět více tepla než si myslíte a zkrátit tak její životnost. Vlastní systém přívodu chlazení Beyond Evolution směruje chladicí kapalinu přesně na řeznou hranu pod třísky nejlepší metoda pro odvod tepla při zapichovacích a upichovacích operacích. 3

10 Jeden univerzální zapichovací a upichovací systém Vývod chlazení na čele a v lůžku Účinná distribuce chladící kapaliny pro delší životnost a větší úběry materiálu. Vlastní negativní geometrie Lepší utváření třísky při obrábění ocelí, litin, nerezových ocelí a tvrzených materiálů. Jednostranné provedení Možnost hlubšího zapichování než u oboustranných systémů. Vlastní konstrukce lůžka s dosedací klínovou drážkou Vyšší stabilita při bočním zatíženív porovnání s delšími oboustrannými systémy. Pozitivní doraz Snadná výměna břitových destiček. Trojitá klínová drážka Vysoká stabilita při zapichování, upichování, bočním soustružení, hlubokém zapichování, čelním zapichování a kopírování. Vylepšená konstrukce řezné hrany Vyšší stabilita dosedací plochy. Široký výběr břitových destiček 1,4 10 mm ( ") PVD, CVD a nepovlakované. Široká řada držáků nástrojů Pro výběr vhodného nástroje při zapichování a upichování vám postačí jeden systém. Úhel mezi horní a dolním klínem Vytváří samosvorné sevření, které zabezpečuje pozici břitové destičky v lůžku. Technologie nejvýkonnějších sort v oboru Ověřená produktivita při obrábění všech materiálů. A4
11 dosáhnete snížení skladových zásob. Pokud jste výrobcem různých dílů Cíle Kratší seřizovací čas. Správně zvolený nástroj pro danou operaci. Méně nástrojů pro výrobu dílu. Nižší skladové zásoby. Řešení Univerzálnost: Držáky nástrojů, břitové destičky, utvařeče třísek a sorty. Stejné lůžko pro řadu operací. Výběr z jednoho systému. Zaměnitelnost. Pokud máte velkosériovou výrobu Cíle Vyšší využití stroje. Kratší seřizovací čas. Nižší náklady na díl. Uvolnění výrobní kapacity. Řešení Funkční stabilita. Sorta, utváření třísky, chladicí kapalina úběry materiálů a automatizace. Čistá a konzistentní řezná hrana nástroje. Zaměnitelnost. Univerzálnost více operací s jedním lůžkem. Pokud je pro vás nejdůležitější jakost povrchu a přesnost Cíle Lepší kvalita povrchu. Konzistence nástrojů. Přesnost obrábění. Správně zvolený nástroj. Řešení Funkční stabilita upínání s trojitým klínem a tříbodovým kontaktem. Procesní stabilita utvařeč, sorta a chladicí kapalina. Snadná výměna upínání a pozitivní doraz. Snadný výběr z jednoho systému plný rozsah šířek a provedení držáků nástrojů, utvařečů třísek, sort a rádiusů. Jeden systém pro všechny zapichovací a upichovací aplikace A5

12 Nabídka břitových destiček s maximální flexibilitou GUN Univerzální negativní zapichovací systém Negativní úhel čela pro nejsilnější řeznou hranu. Agresivnější aplikace. Výhody při aplikacích s malými posuvy a hloubkou řezu. GUP Univerzální pozitivní zapichovací systém Pozitivní utvařeč třísky pro nízké řezné síly. Přepracovaná geometrie pro utváření třísek při bočním soustružení. Vysoká produktivita při obrábění všech materiálů. Plný rádius První volba při tvarovém soustružení. >180 řezná hrana. Vysoká produktivita při obrábění všech materiálů. CL Upichování při nízkých řezných rychlostech Nejúčinnější utvařeč třísky. Pro materiály s dlouhou třískou. Řeší problémy. CF Přesné upichování Pozitivní utvařeč třísky pro nízké řezné síly. První volba pro obrábění ocelí a nerezových ocelí. Vynikající kvalita povrchu. CM Střední upichování Nejlepší řešení z pohledu stability. Řešení pro přerušované řezy nebo tvrzené povrchy. První volba pro obrábění litin. CR Hrubovací upichování Výborné utváření třísek díky konkávní řezné hraně. První volba při obrábění ocelí s požadavkem na vyšší stabilitu. Použití s nejagresivnějšími posuvy. A6



13 Možnost použít břitovou destičku v jakémkoli držáku nástroje pouze při dodržení stejné velikosti lůžka. Až o 35% méně nástrojů než u konkurence A7



14 Snadná volba snadné použití Efektivní přívod chlazení Modulární systém s vnitřním chlazením Již brzy A8

15 Vysoce výkonný systém. Čelní zapichování s vnitřním chlazením I.D. Vyvrtávací tyč Již brzy Již brzy Čtverhranná stopka s vnitřním chlazením Upichovací planžety A9
16 Beyond Evolution Sorty a jejich popis Soustružení Povlaky umožňují použití vysokých řezných rychlostí a jsou určeny pro dokončování a lehké hrubování. P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Odolnost proti opotřebení Pevnost Povlak Vlastnosti sorty K313 Složení: Tvrdá, nelegovaná jemnozrnná sorta WC/Co s nízkým obsahem pojiva. Aplikace: Vynikající odolnost proti opotřebení a vysokou pevnost při obrábění titanu, litin, austenitických nerezových ocelí, nekovových materiálů, žáruvzdorných materiálů a neželezných kovů. Vynikající odolnost proti teplotní deformaci a vrubovému opotřebení. Struktura zrn je kontrolována z hlediska minimálního výskytu mezer a trhlin, které by mohly snížit dlouhou a spolehlivou funkci. M K N S C3-C4 Sorta KCU10 Složení: Vylepšený PVD povlak na velmi pevném nelegovaném karbidovém substrátu. Nový vylepšený povlak zlepšuje pevnost řezné hrany v širokém rozsahu řezných rychlostí a posuvů. Aplikace: Sorta KCU10 je vhodná pro dokončování nebo všeobecné soustružení většiny materiálů v širokém rozsahu řezných rychlostí a posuvů. Obrábění většiny ocelí, nerezových ocelí, litin a neželezných materiálů a těžce obrobitelných materiálů díky vyšší pevnosti řezné hrany a možnosti použití za vyšších řezných rychlostí a posuvů. P M K N S H C3-C4 KCU25 Složení: Vylepšená sorta z jemnozrnného nelegovaného substrátu s PVD povlakem AlTiN. Nový vylepšený povlak zlepšuje pevnost řezné hrany v širokém rozsahu řezných rychlostí a posuvů. Aplikace: Sorta KCU25 je vhodná pro všeobecné obrábění většiny ocelí, nerezových ocelí, litin a neželezných materiálů a těžce obrobitelných materiálů díky vyšší pevnosti řezné hrany a možnosti použití za vyšších řezných rychlostí a posuvů. P M K N S C2, C6 A10
17 Beyond Evolution Sorty a jejich popis Povlaky umožňují použití vysokých řezných rychlostí a jsou určeny pro dokončování a lehké hrubování. P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Soustružení Odolnost proti opotřebení Pevnost Povlak Vlastnosti sorty KCP10B Složení: Sorta speciálně navržená pro odolnost proti otěru s novým povlakem MTCVD-TiCN-Al 2 O 3 -TiOCN s vynikající adhezí jednotlivých vrstev. Aplikace: Přesné dokončování až střední obrábění různých typů materiálů včetně ocelí, PH, feritických a martenzitických nerezových ocelí a litin. Kobaltem obohacený substrát zajišťuje vyváženou kombinaci mezi odolností proti deformaci a pevností řezné hrany, zatímco silná vrstva povlaku zaručuje výjimečnou odolnost proti opotřebení a tvorbě výmolů při vysokých řezných rychlostech. Hladký povlak zajišťuje odolnost proti tvorbě nárůstků a vylamování řezné hrany a zaručuje vynikající jakost povrchů. P K C3, C7 Sorta KCP25B Složení: Houževnatá kobaltem obohacená sorta s povlakem MTCVD-TiCN-Al 2 O 3 - TiOCN s vynikající adhezí jednotlivých vrstev. Aplikace: Nejlepší sorta pro všeobecné soustružení většiny ocelí a feritických a martenzitických nerezových ocelí. Složení substrátu zaručuje dobrou odolnost proti deformaci a vynikající pevnost řezné hrany. Povlak zaručuje dobrou odolnost proti otěru v širokém pásmu řezných podmínek a úprava po povlakování snižuje vylamování řezné hrany a přilnavost povlaku k substrátu, čímž je dosaženo delší životnosti nástroje a vyšší jakosti obrobeného povrchu. P K C2-C3, C6-C7 KCK20B Složení: Vícevrstvý povlak se silnými vrstvami MTCVD TiCN-Al 2 O 3 -TiOCN na karbidovém substrátu vyvinutém speciálně pro litiny. Aplikace: Přináší konzistentní výkonnost při vysokorychlostním obrábění šedých a tvárných litin. Složení substrátu umožňuje břitovým destičkám zůstat v řezu po dlouhou dobu při vysokých rychlostech s minimální deformací. Silný CVD povlak a úprava po povlakování zajišťují výbornou odolnost proti otěru zajišťující dlouhou a stálou životnost. Použití při přerušovaných i nepřerušovaných řezech. P K C3, C4 A11
. Velikost upínacího rozhraní stroje.")

18 Zapichování a upichování Pět jednoduchých kroků ke zlepšení produktivity Krok 1 Zvolte zapichovací a upichovací aplikaci Soustružení Co potřebujete vědět: Hloubku zápichu, šířku a profil. Obráběný materiál. Prováděná operace (vnitřní a vnější zapichování, soustružení, čelního zapichování a upichování). Velikost upínacího rozhraní stroje. Obecná doporučení pro výběr velikosti břitové destičky průměr obrobku Velikost lůžka břitové destičky <25 mm mm 4 >50 mm 5 10 Krok 2 Zvolte typ utvařeče a velikost posuvu V závislosti na aplikaci a velikosti lůžka určete doporučenou geometrii a počáteční velikost posuvu. n Plunge feed rates first choice alternate choice P M K N S H Steel Stainless Steel Cast Iron Non-Ferrous High-Temp Alloys Hardened Materials Chip Control -GUP -GUN Description Positive rake angle for lower cutting forces. Stable negative cutting edge allowing for more aggressive applications Insert Geometry Seat Size Corner Radius Starting Conditions Plunge Feed Rates mm/rev mm mm 0,05 0,10 0,15 0,20 0,25 0,30 1F 0,2 0,06 2 0,2 0,08 3 0,2 0,09 0,4 0,11 4 0,4 0,12 0,8 0,15 0,4 0,15 6 0,8 0,18 1,2 0,20 8 0,8 0,20 1,2 0, ,2 0,24 1F 0,2 0,06 2 0,2 0,08 3 0,2 0,09 0,4 0,11 4 0,4 0,12 0,8 0,15 0,4 0,15 6 0,8 0,18 1,2 0,20 8 0,8 0,20 1,2 0, ,2 0,24 Maximum Feed Rate Values Data above is for P and K material groups. Maximum feed rates should be adjusted by multiplying max feed rate values by following factors for shown material groups. Material Group Feed Factor M.8 N 1.2 S.8 H.5 I.D. and Face Grooving For I.D. and face grooving applications, reduce feed rate by 20%. A12
19 Zapichování a upichování Pět jednoduchých kroků ke zlepšení produktivity Krok 3 Volba řezné rychlosti Na základě materiálu a sorty určete počáteční řeznou rychlost (vc). První volba je zvýrazněna tučným písmem. n Recommended Starting Speeds [m/min] Material K313 KCU10 KCU25 KCP10B KCP25B KCK20B Group A P M K B Soustružení Krok 4 Zvolte držák nástroje v závislosti na aplikaci Na základě vašich konkrétních potřeb při zapichování nebo upichování si zvolte vysoce výkonné držáky nástrojů na s odpovídající velikostí lůžka. Provedení Vyvrtávací tyč Aplikace Zapichování na vnitřním průměru. Upichovací planžeta Pracují s proměnnou hloubkou řezu. Držáky nástrojů integrální Nabízí oproti ostatním provedením nejvyšší stabilitu. Držáky nástrojů modulární Pro vyšší univerzálnost se dodávají s výměnnými planžetami. KM modulární KM4X modulární Ve své třídě nejlepší platforma s rychlou výměnou KM. PSC modulární Modulární systém v platformě PSC s rychlou výměnou. Krok 5 Zvolte břitovou destičku a držák nástroje z katalogu Blahopřejeme! Úspěšně jste maximalizovali vaši produktivitu výběrem nejvhodnější břitové destičky, geometrie a řezných podmínek pro vaši aplikaci! A13
20 Zapichovací břitové destičky Kennametal Systém katalogových čísel Zapichovací břitové destičky Soustružení Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Grooving and Cut-Off Beyond Evolution Grooving Inserts first choice alternate choice n GUP Precision Molded Inch W W tol ± RR LI W W tol ± RR LI seat catalog number size mm in mm in mm in mm in P M K N S H KCU10 KCU25 KCP10B KCP25B KCK20B K313 EG130I03U05GUP 3 3, , , , EG130I03U1GUP 3 3, , , , EG192I04U1GUP 4 4, , , , EG192I04U2GUP 4 4, , , , EG255I06U1GUP GUP 6 6, , , , EG0312M03U02GUP EG255I06U2GUP 2GU 6 6, , , , EG317I08U3GUP3G E G 0312 M 03 U 02 GUP Název skupiny Typ břitové destičky Šířka zápichu Jednotka Velikost lůžka Tolerance Rohový rádius Utvařeč / provedení řezné hrany Beyond G = Čtvercová Metrické = 1/100mm M = Metrické U = Přesně Evolution lisované R = Plný rádius P = Přesně broušené GUP = GUN = Soustružnickozapichovací univerzální pozitivní Soustružnickozapichovací univerzální negativní FB = Polotovar bez utvařeče PB = Polotovar s pozitivní geometrií a utvařečem velikost lůžka Šířka zápichu mm 1B 1,40 1F 1,60 1, ,00 2, ,00 3, ,00 4, ,00 5, ,00 7, ,00 8, ,00 10,12 mm 00 Plný rádius 01 0,1 02 0,2 04 0,4 08 0,8 12 1,2 A14
21 Upichovací břitové destičky Kennametal Systém katalogových čísel Upichovací břitové destičky Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Grooving and Cut-Off Beyond Evolution Cut-Off Inserts Left Hand Neutral Right Hand first choice alternate choice Left Hand Neutral Right Hand n CF Precision Moulded Metric P M K N S KCU10 KCU25 KCP10B KCP25B KCK20B K313 seat catalogue number size W W tol ± LI αr αl RR RL 1B 1,400 0,050 9,00 6 0,15 EC014M1BL06CF01 EC014M1BN00CF01 00CF01 1B 1,400 0,050 9,00 0,15 0,15 EC014M1BR06CF01 CF01 1B 1,400 0,050 9,00 6 0,15 EC030M03N00CF02 EC020M02L06CF02 06C CF 2 2,000 0,050 8,97 6 0,20 H Soustružení E C 030 M 03 N 00 CF 02 Název skupiny Typ břitové destičky Šířka řezné hrany Jednotka Velikost lůžka Provedení břitové destičky Úhel sestupu Utvařeč třísky Rohový rádius Beyond C = Upichování M = Metrické N = Neutrální 00 = Neut- Evolution rální CL = Upichování s malým posuvem L = Levostranné 06 = 6 CF = Přesné upichování R = Pravostranné CM = Střední upichování CR = Hrubovací upichování mm 014 1, , , , , , , ,0 mm 014 1, , , , , , , ,0 mm 01 0,1 02 0,2 04 0,4 A15
22 Geometrie s utvařečem třísky Přehled Soustružení Výběr geometrie dle velikosti posuvu a hloubky řezu P Oceli první volba alternativní volba M K N S H Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Utvařeč třísky -GUP Popis Pozitivní geometrie čela pro nízké řezné síly. Geometrie břitových destiček velikost lůžka Rohový rádius Počáteční podmínky Posuvy při zapichování mm/rev mm mm 0,05 0,10 0,15 0,20 0,25 0,30 1F 0,2 0,06 2 0,2 0,08 3 0,2 0,09 0,4 0,11 4 0,4 0,12 0,8 0,15 Doporučené počáteční hodnoty posuvů Obrázek břitové destičky Rohový rádius Posuvy při zapichování Velikost lůžka Doporučený rozsah posuvů Primární skupina materiálu obrobku P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály první volba alternativní volba Značení geometrie s utvařečem Maximální hodnoty posuvů Výše uvedené údaje se týkají materiálových skupin P a K. Maximální velikosti posuvů je nutné upravit vynásobením hodnot posuvů koeficienty pro jednotlivé materiálové skupiny. Materiálová skupina Faktor posuvu M.8 N 1,2 S.8 H.5 A16
23 Geometrie s utvařečem třísky Posuvy při zapichování Posuvy při zapichování první volba alternativní volba P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Soustružení Utvařeč třísky -GUP -GUN Popis Pozitivní geometrie čela pro nízké řezné síly. Stabilní řezná hrana s negativní geometrií pro agresivnější aplikace. Geometrie břitových destiček velikost lůžka Rohový rádius Počáteční podmínky Posuvy při zapichování mm/rev mm mm 0,05 0,10 0,15 0,20 0,25 0,30 1F 0,2 0,06 2 0,2 0,08 3 0,2 0,09 0,4 0,11 4 0,4 0,12 0,8 0,15 0,4 0,15 6 0,8 0,18 1,2 0,20 8 0,8 0,20 1,2 0, ,2 0,24 1F 0,2 0,06 2 0,2 0,08 3 0,2 0,09 0,4 0,11 4 0,4 0,12 0,8 0,15 0,4 0,15 6 0,8 0,18 1,2 0,20 8 0,8 0,20 1,2 0, ,2 0,24 Maximální hodnoty posuvů Výše uvedené údaje se týkají materiálových skupin P a K. Maximální velikosti posuvů je nutné upravit vynásobením hodnot posuvů koeficienty pro jednotlivé materiálové skupiny. Materiálová skupina Faktor posuvu M.8 N 1,2 S.8 H.5 Vnitřní a čelní zapichování Při vnitřním a čelním zapichování snižte hodnoty posuvů o 20%. A17
24 Hodnoty posuvů při soustružení a kopírování Hodnoty posuvů při soustružení a kopírování Soustružení Velikost lůžka 1F Velikost lůžka 2 Velikost posuvu (mm/ot.) Velikost posuvu (mm/ot.) Posuv (palec/ot.) Posuv (palec/ot.) Velikost lůžka 3 Velikost lůžka 4 Velikost posuvu (mm/ot.) Velikost posuvu (mm/ot.) Hloubka řezu (palce) Hloubka řezu (mm) Hloubka řezu (palce) Hloubka řezu (mm) Hloubka řezu (palce) Hloubka řezu (mm) Hloubka řezu (palce) Hloubka řezu (mm) Posuv (palec/ot.) Posuv (palec/ot.) Velikost lůžka 5 Velikost lůžka 6 Velikost posuvu (mm/ot.) Velikost posuvu (mm/ot.) 0,26 0,10 0,14 0,20 0,24 0,28 0,32 Hloubka řezu (palce) Hloubka řezu (mm) Hloubka řezu (palce).126 3, , rad 2, rad 1,2 rad 2,2 0,8 rad FNR.047 1, rad 0,4 rad 0,8 0,4 Hloubka řezu (mm) Posuv (palec/ot.) Posuv (palec/ot.).0126 (pokračování na další straně) A18
25 Hodnoty posuvů při soustružení a kopírování Geometrie s utvařečem třísky Posuvy při upichování (Hodnoty posuvů při soustružení a kopírování pokračování) Velikost lůžka 8 Velikost lůžka 10 Velikost posuvu (mm/ot.) Velikost posuvu (mm/ot.) Hloubka řezu (palce) Hloubka řezu (mm) Soustružení Hloubka řezu (palce) Hloubka řezu (mm) Posuv (palec/ot.) Posuv (palec/ot.) Posuvy při upichování Posuvy při zapichování první volba alternativní volba P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Utvařeč třísky -CL -CF Popis Agresivní geometrie pro materiály se špatným utváření třísky. Pozitivní geometrie pro nižší řezné síly. Geometrie břitových destiček velikost lůžka 1B 0,06 2 0,07 3 0,08 4 0,09 1B 0,06 2 0,07 3 0,09 4 0,11 5 0,13 Počáteční podmínky Posuvy při upichování mm/rev mm 0,05 0,10 0,15 0,20 0,25 0,30 -CM Stabilní řezná hrana pro agresivnější posuvy. Primární použití pro litinu. 1B 0,06 2 0,07 3 0,09 4 0,11 5 0,14 -CR Nejstabilnější řezná hrana pro oceli. 2 0,10 3 0,14 4 0,16 5 0,19 POZNÁMKA: U upichovacích břitových destiček s úhlem nastavení je nutné snížit velikost posuvu až o 40%. Maximální hodnoty posuvů Výše uvedené údaje se týkají materiálových skupin P a K. Maximální velikosti posuvů je nutné upravit vynásobením hodnot posuvů koeficienty pro jednotlivé materiálové skupiny. Materiálová skupina Faktor posuvu M.8 N 1,2 S.8 H.5 A19
26 Řezné podmínky Doporučené počáteční řezné rychlosti Zapichování a upichování Doporučené počáteční řezné rychlosti [m/min] Soustružení Materiálová skupina P M K N S H K313 KCU10 KCU25 KCP10B KCP25B KCK20B POZNÁMKA: DOPORUČENÉ počáteční řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. A20
27 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution P Přesně lisované břitové destičky GUP Metrické první volba alternativní volba M K N S H Soustružení KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RR LI EG0212M02U02GUP 2 2,125 0,050 0,20 8,97 EG0251M02U02GUP 2 2,511 0,050 0,20 8,97 EG0312M03U02GUP 3 3,125 0,075 0,20 9,60 EG0312M03U04GUP 3 3,125 0,075 0,40 9,60 EG0412M04U04GUP 4 4,125 0,075 0,40 10,19 EG0412M04U08GUP 4 4,125 0,075 0,80 10,19 EG0512M05U04GUP 5 5,125 0,075 0,40 12,25 EG0512M05U08GUP 5 5,125 0,075 0,80 12,25 EG0612M06U04GUP 6 6,125 0,075 0,40 14,60 EG0612M06U08GUP 6 6,125 0,075 0,80 14,60 EG0712M06U08GUP 6 7,125 0,075 0,80 14,60 EG0812M08U08GUP 8 8,125 0,075 0,80 17,47 EG0812M08U12GUP 8 8,125 0,075 1,18 17,45 EG1012M10U12GUP 10 10,125 0,075 1,20 20,80 Přesně broušené břitové destičky GUP Metrické Katalogové číslo velikost lůžka W W tol ± RR LI KCU10 KCU25 KCP10B KCP25B KCK20B K313 EG0200M02P02GUP 2 2,000 0,025 0,20 8,80 EG0300M03P02GUP 3 3,000 0,025 0,20 9,40 EG0300M03P04GUP 3 3,000 0,025 0,40 9,60 EG0400M04P04GUP 4 4,000 0,025 0,40 10,10 EG0400M04P08GUP 4 4,000 0,025 0,80 10,10 EG0500M05P04GUP 5 5,000 0,025 0,40 12,20 EG0500M05P08GUP 5 5,000 0,025 0,80 12,20 EG0600M06P04GUP 6 6,000 0,025 0,40 14,50 EG0600M06P08GUP 6 6,000 0,025 0,80 14,50 EG0700M06P08GUP 6 7,000 0,025 0,80 14,50 EG0800M08P08GUP 8 8,000 0,025 0,80 17,40 EG0800M08P12GUP 8 8,000 0,025 1,20 17,40 EG1000M10P12GUP 10 10,000 0,025 1,20 20,70 A21
28 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution P Soustružení Přesně lisované břitové destičky GUP Palcové první volba alternativní volba M K N S H KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RR LI EG130I03U05GUP 3 3,301 0,075 0,20 9,60 EG130I03U1GUP 3 3,301 0,075 0,40 9,60 EG192I04U1GUP 4 4,877 0,075 0,40 10,19 EG192I04U2GUP 4 4,877 0,075 0,79 10,19 EG255I06U1GUP 6 6,478 0,075 0,40 14,58 EG255I06U2GUP 6 6,478 0,075 0,80 14,58 EG317I08U3GUP 8 8,051 0,075 1,19 17,46 EG380I10U3GUP 10 9,651 0,075 1,19 20,80 Přesně broušené břitové destičky GUP Palcové Katalogové číslo velikost lůžka W W tol ± RR LI KCU10 KCU25 KCP10B KCP25B KCK20B K313 EG063I1FP05GUP 1F 1,600 0,025 0,20 9,00 EG094I02P05GUP 2 2,388 0,025 0,20 8,90 EG125I03P05GUP 3 3,175 0,025 0,20 9,40 EG125I03P1GUP 3 3,175 0,025 0,40 9,40 EG187I04P1GUP 4 4,760 0,025 0,40 10,10 EG187I04P2GUP 4 4,762 0,025 0,79 10,10 EG250I06P1GUP 6 6,350 0,025 0,40 14,50 EG250I06P2GUP 6 6,350 0,025 0,80 14,50 EG312I08P3GUP 8 7,920 0,025 1,20 17,40 EG375I10P3GUP 10 9,525 0,025 1,20 20,70 A22
29 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution P Přesně lisované břitové destičky GUP s plným rádiusem Metrické první volba alternativní volba M K N S H Soustružení KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RC LI ER0312M03U00GUP 3 3,125 0,075 1,560 9,60 ER0412M04U00GUP 4 4,125 0,075 2,060 10,20 ER0512M05U00GUP 5 5,125 0,075 2,560 12,20 ER0612M06U00GUP 6 6,125 0,075 3,060 14,60 ER0812M08U00GUP 8 8,125 0,075 4,060 17,50 Přesně broušené břitové destičky GUP s plným rádiusem Metrické Katalogové číslo velikost lůžka W W tol ± RC LI KCU10 KCU25 KCP10B KCP25B KCK20B K313 ER0300M03P00GUP 3 3,000 0,025 1,500 9,50 ER0400M04P00GUP 4 4,000 0,025 2,000 10,10 ER0500M05P00GUP 5 5,000 0,025 2,500 12,20 ER0600M06P00GUP 6 6,000 0,025 3,000 14,50 ER0800M08P00GUP 8 8,000 0,025 4,000 17,40 Přesně lisované břitové destičky GUP s plným rádiusem Palcové KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RC LI ER130I03U00GUP 3 3,302 0,075 1,650 9,60 ER192I04U00GUP 4 4,878 0,075 2,440 10,20 ER255I06U00GUP 6 6,478 0,075 3,240 14,60 ER317I08U00GUP 8 8,052 0,075 4,030 17,50 Přesně broušené břitové destičky GUP s plným rádiusem Palcové Katalogové číslo velikost lůžka W W tol ± RC LI KCU10 KCU25 KCP10B KCP25B KCK20B K313 ER125I03P00GUP 3 3,175 0,025 1,590 9,50 ER187I04P00GUP 4 4,762 0,025 2,380 10,10 ER250I06P00GUP 6 6,350 0,025 3,170 14,50 ER312I08P00GUP 8 7,920 0,025 3,960 17,40 A23
30 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution Soustružení první volba alternativní volba P M K N S H Přesně lisované břitové destičky GUN Metrické KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RR LI EG0212M02U02GUN 2 2,125 0,050 0,20 8,97 EG0251M02U02GUN 2 2,510 0,050 0,20 8,97 EG0312M03U02GUN 3 3,125 0,075 0,20 9,60 EG0312M03U04GUN 3 3,125 0,075 0,40 9,60 EG0412M04U04GUN 4 4,125 0,075 0,40 10,19 EG0412M04U08GUN 4 4,125 0,075 0,80 10,19 EG0512M05U04GUN 5 5,125 0,075 0,40 12,20 EG0512M05U08GUN 5 5,125 0,075 0,80 12,20 EG0612M06U04GUN 6 6,125 0,075 0,40 14,60 EG0612M06U08GUN 6 6,125 0,075 0,80 14,60 EG0812M08U08GUN 8 8,125 0,075 0,80 17,50 EG0812M08U12GUN 8 8,125 0,075 1,20 17,50 EG1012M10U12GUN 10 10,125 0,075 1,20 20,80 Přesně lisované břitové destičky GUN Palcové KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RR LI EG063I1FU05GUN 1F 1,600 0,050 0,20 9,00 EG130I03U05GUN 3 3,302 0,075 0,20 9,60 EG130I03U1GUN 3 3,302 0,075 0,40 9,60 EG192I04U1GUN 4 4,877 0,075 0,40 10,19 EG192I04U2GUN 4 4,878 0,075 0,79 10,19 EG255I06U1GUN 6 6,477 0,075 0,40 14,58 EG255I06U2GUN 6 6,477 0,075 0,80 14,58 EG317I08U3GUN 8 8,052 0,075 1,19 17,46 EG380I10U3GUN 10 9,651 0,075 1,20 20,80 A24
31 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution P první volba alternativní volba M K N S H Soustružení Přesně lisované břitové destičky GUN s plným rádiusem Metrické KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RC LI ER0312M03U00GUN 3 3,125 0,075 1,560 9,60 ER0412M04U00GUN 4 4,125 0,075 2,060 10,20 ER0512M05U00GUN 5 5,125 0,075 2,560 12,20 ER0612M06U00GUN 6 6,125 0,075 3,060 14,60 ER0812M08U00GUN 8 8,125 0,075 4,060 17,47 Přesně lisované břitové destičky GUN s plným rádiusem Palcové KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± RC LI ER130I03U00GUN 3 3,302 0,075 1,650 9,60 ER192I04U00GUN 4 4,873 0,075 2,440 10,20 ER255I06U00GUN 6 6,473 0,075 3,240 14,60 ER317I08U00GUN 8 8,052 0,075 4,030 17,50 A25
32 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution Soustružení levostranné neutrální pravostranné první volba alternativní volba P M K N levostranné neutrální pravostranné Přesně lisované břitové destičky CF Metrické S H KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± LI R L RR RL EC014M1BL06CF01 1B 1,400 0,050 9,00 6 0,15 EC014M1BN00CF01 1B 1,400 0,050 9,00 0,15 0,15 EC014M1BR06CF01 1B 1,400 0,050 9,00 6 0,15 EC020M02L06CF02 2 2,000 0,050 8,97 6 0,20 EC020M02N00CF02 2 2,000 0,050 8,97 0,20 0,20 EC020M02R06CF02 2 2,000 0,050 8,97 6 0,20 EC030M03L06CF02 3 3,000 0,075 9,60 6 0,20 EC030M03N00CF02 3 3,000 0,075 9,60 0,20 0,20 EC030M03R06CF02 3 3,000 0,075 9,60 6 0,20 EC040M04L06CF02 4 4,000 0,075 10,19 6 0,20 EC040M04N00CF02 4 4,000 0,075 10,19 0,20 0,20 EC040M04R06CF02 4 4,000 0,075 10,19 6 0,20 EC050M05N00CF03 5 5,000 0,075 12,20 0,30 0,30 levostranné neutrální pravostranné levostranné neutrální pravostranné Přesně lisované břitové destičky CL Metrické KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± LI R L RR RL EC014M1BL06CL01 1B 1,400 0,050 9,00 6 0,15 EC014M1BN00CL01 1B 1,400 0,050 9,00 0,15 0,15 EC014M1BR06CL01 1B 1,400 0,050 9,00 6 0,15 EC020M02L06CL02 2 2,000 0,050 8,96 6 0,20 EC020M02N00CL02 2 2,000 0,050 8,97 0,20 0,20 EC020M02R06CL02 2 2,000 0,050 8,96 6 0,20 EC030M03L06CL02 3 3,000 0,075 9,59 6 0,20 EC030M03N00CL02 3 3,000 0,075 9,60 0,20 0,20 EC030M03R06CL02 3 3,000 0,075 9,59 6 0,20 EC040M04L06CL02 4 4,000 0,075 10,19 6 0,20 EC040M04N00CL02 4 4,000 0,075 10,20 0,20 0,20 EC040M04R06CL02 4 4,000 0,075 10,19 6 0,20 A26
33 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution levostranné neutrální pravostranné první volba alternativní volba P M K N Soustružení levostranné neutrální pravostranné Přesně lisované břitové destičky CM Metrické S H KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± LI R L RR RL EC014M1BN00CM01 1B 1,400 0,050 9,00 0,15 0,15 EC014M1BL06CM01 1B 1,400 0,050 9,00 6 0,20 EC014M1BR06CM01 1B 1,400 0,050 9,00 6 0,20 EC020M02N00CM02 2 2,000 0,050 8,98 0,20 0,20 EC020M02L06CM02 2 2,000 0,050 9,00 6 0,20 EC020M02R06CM02 2 2,000 0,050 9,00 6 0,20 EC030M03L06CM02 3 3,000 0,075 9,60 6 0,20 EC030M03N00CM02 3 3,000 0,075 9,60 0,20 0,20 EC030M03R06CM02 3 3,000 0,075 9,60 6 0,20 EC040M04L06CM02 4 4,000 0,075 10,20 6 0,20 EC040M04N00CM02 4 4,000 0,075 10,20 0,20 0,20 EC040M04R06CM02 4 4,000 0,075 10,20 6 0,20 EC050M05N00CM03 5 5,000 0,075 12,20 0,30 0,30 EC060M06N00CM03 6 6,000 0,075 14,59 0,30 0,30 EC070M06N00CM04 6 7,000 0,075 14,60 0,40 0,40 EC080M08N00CM04 8 8,000 0,075 17,50 0,40 0,40 A27
34 Zapichování a upichování Zapichovací břitové destičky Beyond Evolution Soustružení levostranné neutrální pravostranné první volba alternativní volba P M K N levostranné neutrální pravostranné Přesně lisované břitové destičky CR Metrické S H KCU10 KCU25 KCP10B KCP25B KCK20B K313 Katalogové číslo velikost lůžka W W tol ± LI R L RR RL EC020M02N00CR02 2 2,000 0,050 8,98 0,20 0,20 EC020M02L06CR02 2 2,000 0,050 9,00 6 0,20 EC020M02R06CR02 2 2,000 0,050 9,00 6 0,20 EC030M03L06CR02 3 3,000 0,075 9,60 6 0,20 EC030M03N00CR02 3 3,000 0,075 9,60 0,20 0,20 EC030M03R06CR02 3 3,000 0,075 9,60 6 0,20 EC040M04L06CR02 4 4,000 0,075 10,20 6 0,20 EC040M04N00CR02 4 4,000 0,075 10,20 0,20 0,20 EC040M04R06CR02 4 4,000 0,075 10,20 6 0,20 EC050M05N00CR03 5 5,000 0,075 12,25 0,30 0,30 EC060M06N00CR03 6 6,000 0,075 14,59 0,30 0,30 EC060M06L06CR04 6 6,000 0,075 14,59 6 0,40 EC060M06R06CR04 6 6,000 0,075 14,59 6 0,40 EC070M06N00CR04 6 7,000 0,075 14,60 0,40 0,40 EC080M08L06CR04 8 8,000 0,075 17,50 6 0,40 EC080M08N00CR04 8 8,000 0,075 17,50 0,40 0,40 EC080M08R06CR04 8 8,000 0,075 17,50 6 0,40 A28
35 Experience Powering Productivity Jakýkoli projekt nebo výzva optimalizovaná a upravená pomocí digitální technologie pro fundamentální změnu vašich výrobních postupů na hladkou, elegantní a snadnou výrobu. Od znalosti k dílům k profitu. S NOVO dostanete správné nástroje pro vaše stroje, ve správném sledu. Toto řešení pro všechny typy společností zaručuje, že bezchybně zrychlíte všechny vaše úkony a maximalizujete každou směnu. Vyzkoušejte digitální znalosti, které změní váš výrobní proces:
36 Integrální držáky nástrojů Kennametal Zapichování Systém katalogových čísel Soustružení Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Grooving and Cut-Off Beyond Evolution Integral Toolholders Integral Straight Metric Torx Torx order seat clamp clamp number catalogue number size CD H1 H B H2 L1 FS LH CF CS screw screw Torx left hand EVSML2020K MS1160 T EVSML2525M MS1160 T EVSML2020K MS IP EVSML2525M C EV S M L 2525M C Název skupiny Konstrukce nástroje Typ podpěry Provedení Velikost stopky Velikost lůžka Maximální hloubka zápichu Průměry čelního zapichování Typ Beyond S = Přímé L = Levos- Evolution tranné R = Pravostranné 1B 1F v milimetrech 030 = Minimální průměr v mm 035 = Maximální průměr v mm C = Vnitřní chlazení skrz lůžko břitové destičky M = Maximální podpěra pro konkrétní šířky zápichů a přímý hřbet pro neomezené průměry obrobku A = Čelní zapichování s vnitřní podpěrou Metrické = Výška x šířka v mm, písmeno značí délku nástroje podle ISO B = Čelní zapichování s vnější podpěrou A30
37 Integrální držáky nástrojů Kennametal Upichování Systém katalogových čísel Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Grooving and Cut-Off Beyond Evolution Integral Toolholders Integral Straight Top Clamp Metric Torx Torx order seat D clamp clamp number catalogue number size CD max H1 H B H2 H3 L1 FS LH CF CS screw screw Torx right hand EVSCTR1616K MS1160 T EVSCTR2020K MS1160 T EVSCTR2525M MS1160 T20 EVSCTL2525M0316C Soustružení EV S C T L 2525M C Název skupiny Konstrukce nástroje Typ podpěry Pozice upínacího šroubu Provedení Velikost stopky Velikost lůžka Maximální hloubka zápichu Typ Beyond S = Přímé T = Horní L = Levos- Evolution tranné F = Přední S = Samosvorná R = Pravostranné 1B 1F v milimetrech C = Vnitřní chlazení skrz lůžko břitové destičky M E = Maximální podpěra a přímý hřbet = Bez ocelové podpěry pro čelní zapichování Metrické = Výška x šířka v mm, písmeno značí délku nástroje podle ISO A31
38 Left Hand Right Hand Left Hand Right Hand Vyvrtávací tyče Kennametal Systém katalogových čísel Soustružení Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Grooving and Cut-Off Beyond Evolution Integral Boring Bars Carbide Boring Bar Metric Torx Torx seat clamp clamp order number catalogue number size CD D D min L1 F L4 A CS screw screw Torx right hand A16MEVEMR0307M , ,3 4,00 1/8-27 NPT MS1273 T A20QEVEMR0307M 3 7, ,3 4,00 1/8-27 NPT MS1160 T20 A16REVEMR0310M E 00 A 16 R EV E M R M Ocelová tyč s vnitřním chlazením Průměr tyče Délka tyče Řada Typ nástroje Typ podpěry Provedení nástroje Velikost lůžka břitové destičky Maximální hloubka řezu Nástrojové jednotky Ocelová vyvrtávací tyč s vnitřním chlazením. Beyond E = Čelní (90 ) M = Maximální Evolution podpěra R = Pravostranné L = Levostranné 1F V milimetrech M = Metrické Metrické = Průměry v mm symbol mm K 125 M 150 Q 180 R 200 S 250 T 300 A32
39 Straight Reinforced Straight Reinforced Upichovací planžety Kennametal Systém katalogových čísel Jak funguje systém katalogových čísel? Grooving and Cut-Off Beyond Evolution Cut-Off Blades Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Double-Ended Cut-Off Blade seat assembly order number catalog number size H W H1 L1 B CD wrench left hand EVBSN19G1B B 19 1,4 15, SCW5E EVBSN19G1F16 1F 19 1,6 15, SCW5E EVBSL32J EVBSN19G ,0 15, SCW5E Soustružení EV B S L 32 J Název skupiny Konstrukce nástroje Typ podpěry Provedení Výška planžety Celková délka Velikost lůžka Maximální hloubka řezu Beyond Evolution B = Planžeta se dvěma lůžky S = Standardní N = Neutrální V milimetrech Podle ISO 1B C= Zesílené L R = Levostranné = Pravostranné G J = 90 mm = 110 mm 1F M = 150 mm X = Speciální V milimetrech A33
40 Modulární držáky nástrojů Kennametal Systém katalogových čísel Jak funguje systém katalogových čísel? Grooving and Cut-Off Modular Toolholder Soustružení Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning KGMS-C Inch blade blade clamp screw order number catalog number H H1 B L1 LS F H2 H3 size screw Torx Torx right hand KGMSR1650C ,35 KT25 T25 T KGMSR1665C ,70 KT30L MS1163 T KGMSR2050C KT25 MS1162 T25 MS2002 T KGMSR2065C ,35 KT30L MS1163 T30 KGMSL2525M50C KGMSR2450C KT25 MS1162 T25 MS2002 T25 KGM S L 2525M 50 C Název skupiny Konstrukce nástroje Provedení Velikost stopky Velikost planžety Typ Modulární zapichovací systém S = Přímé L = Levostranné Metrické = Výška x šířka v mm, písmeno značí délku E = Čelní (90 ) R = Pravostranné nástroje podle ISO C = Vnitřní chlazení A34
41 Left Hand Left Hand Right Hand Right Hand Left Hand Left Hand Right Hand Right Hand Modulární planžety Kennametal Systém katalogových čísel Jak funguje systém katalogových čísel? Grooving and Cut-Off Beyond Evolution Modular Blades Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Modular Straight Blade with Coolant seat blade order number catalog number size CD FS size right hand EVM50R1F12M 1F 12,0 11, EVM50R0212M 2 12,0 10, EVM50R0216MC 2 16,0 10, EVM50R0312MC 3 12,0 10, EVM50R0316MC 3 16,0 10,43 50 EVM50L0314M30035C Turning Soustružení EVM 50 L M C Název skupiny Velikost planžety Provedení Velikost lůžka Maximální hloubka zápichu Typ podpěry Průměry čelního zapichování Typ Modulární planžety Beyond Evolution L = Levostranné R = Pravostranné 1B 1F V milimetrech 030 = Minimální průměr v mm 035 = Maximální průměr v mm C = Vnitřní chlazení skrz lůžko břitové destičky M = A = B = Maximální podpěra pro konkrétní šířky zápichů a přímý hřbet pro neomezené průměry Čelní zapichování s vnitřní podpěrou Čelní zapichování s vnější podpěrou A35
42 Systémy Kennametal KM Systém katalogových čísel Upínací systém Kennametal s rychlou výměnou Jak funguje systém katalogových čísel? Grooving and Cut-Off Beyond Evolution Modular KM Units Soustružení Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. Turning Modular Straight KM System with Coolant L1 L1 CSMS blade clamp order number catalog number system size mm in mm in screw Torx screw Torx right hand KM40TSKGMSR50 KM40TS 53, ,0.59 MS1162 T25 MS2002 T KM40TSKGMSR50C KM40TS 53, ,0.59 MS1162 T25 MS2002 T KM50TSKGMSR50C KM50TS 58, ,0.91 MS1162 T25 MS2002 T25 KM63TSKGMSR50C KM63TSKGMSR65 KM63TS T30 F F KM 63 TS KGM S KM s rychlou výměnou Velikost systému Vlastnosti Upnutí břitové destičky Umístění břitové destičky KM 40 = 40 mm TS KGM E = Čelní KM4X 50 = 50 mm XMZ PSC 63 = 63 mm S = Boční 80 = 80 mm 100 = 100 mm E Modulární zapichování Beyond Evolution S A36
43 Systémy Kennametal KM Systém katalogových čísel Upínací systém Kennametal s rychlou výměnou Grooving and Cut-Off Beyond Evolution Modular KM Units Při použití tohoto jednoduchého průvodce snadno vyhledáte potřebný nástroj pro vaši aplikaci. Turning Modular Straight KM System with Coolant L1 L1 CSMS blade clamp order number catalog number system size mm in mm in screw Torx screw Torx right hand KM40TSKGMSR50 KM40TS 53, ,0.59 MS1162 T25 MS2002 T KM40TSKGMSR50C KM40TS 53, ,0.59 MS1162 T25 MS2002 T KM50TSKGMSR50C KM50TS 58, ,0.91 MS1162 T25 MS2002 T25 KM63TSKGMSR50C KM63TSKGMSR65 KM63TS T30 F F Soustružení R 50 C Provedení nástroje Velikost planžety Typ Speciální vlastnosti R = Pravostranné 50 C = Vnitřní chlazení skrz lůžko Y = Mazak 60 břitové destičky INTEGREX L = Levostranné Čelní R L Boční R L A37
44 Zapichování a upichování Beyond Evolution integrální držáky nástrojů Soustružení Integrální přímé Metrické Objednací číslo pravostranné Katalogové číslo velikost lůžka CD H1 H B H2 L1 FS LH CF CS šroub upínky Torx šroub upínky Torx EVSMR2020K MS1160 T EVSMR2525M MS1160 T EVSMR2020K MS IP EVSMR2525M MS IP EVSMR2020K0316C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0316C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSMR2020K0322C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0326C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSMR2020K0416C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0416C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSMR2020K0422C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0426C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSMR3232P0426C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR3232P0432C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR2020K0516C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0516C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR2020K0522C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR3232P0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR3232P0532C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR2020K0616C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0616C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR2020K0622C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSMR2525M0626C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR3232P0626C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSMR3232P0632C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR4040P0640C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR2525M0826C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR3232P0826C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR3232P0832C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR4040P0840C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR3232P1032C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSMR4040P1040C /8-27 NPTF 1/8-27 NPTF MS1490 T45 Torx (pokračování na další straně) A38
45 Zapichování a upichování Beyond Evolution integrální držáky nástrojů (Integrální přímé Metrické pokračování)) Objednací číslo levostranné Katalogové číslo velikost lůžka CD H1 H B H2 L1 FS LH CF CS šroub upínky Torx šroub upínky Torx EVSML2020K MS1160 T EVSML2525M MS1160 T EVSML2020K MS IP EVSML2525M MS IP EVSML2020K0316C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0316C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSML2020K0322C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0326C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSML2020K0416C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0416C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSML2020K0422C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0426C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSML3232P0426C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML3232P0432C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML2020K0516C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0516C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML2020K0522C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML3232P0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML3232P0532C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML2020K0616C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0616C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML2020K0622C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSML2525M0626C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML3232P0626C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSML3232P0632C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML4040P0640C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML2525M0826C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML3232P0826C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML3232P0832C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML4040P0840C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML3232P1032C /8-27 NPTF 1/8-27 NPTF MS1490 T EVSML4040P1040C /8-27 NPTF 1/8-27 NPTF MS1490 T45 Torx Soustružení šroub šroub Krouticí moment šroubovák šroubovák Katalogové číslo Objednací číslo Nm in. lbs. Závit Tryska Katalogové číslo Objednací číslo MS M5 T20 KT MS M6 T25 KT MS M8 T30 KT30L MS M4-0.7p T15 KT MS M8 T45 KT MS M6 T30 KT MS M6 T30 KT MS M6-1.0P x 45 T25 KT MS M5 25IP K25IP A39
46 Zapichování a upichování Beyond Evolution integrální držáky nástrojů Soustružení Integrální přímé s horní upínkou Metrické Objednací číslo Katalogové číslo pravostranné velikost lůžka CD D max H1 H B H2 H3 L1 FS LH CF CS šroub upínky Torx šroub upínky Torx EVSCTR1616K MS1160 T EVSCTR2020K MS1160 T EVSCTR2525M MS1160 T EVSCTR2525M MS IP EVSCTR1616K0316C /16-27 NPTF 1/16-27 NPTF MS IP EVSCTR2020K0316C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTR2525M0316C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTR2020K0326C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTR2525M0326C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTR1616K0416C /16-27 NPTF 1/16-27 NPTF MS IP EVSCTR2020K0416C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTR2020K0426C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTR2525M0426C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTR2525M0432C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTR3232P0432C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTR2525M0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTR2525M0532C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTR3232P0540C /8-27 NPTF 1/8-27 NPTF MS1490 T45 Torx (pokračování na další straně) A40
47 Zapichování a upichování Beyond Evolution integrální držáky nástrojů (Integrální přímé s horní upínkou Metrické pokračování) Objednací číslo Katalogové číslo velikost lůžka CD D max H1 H B H2 H3 L1 FS LH CF CS šroub upínky Torx šroub upínky Torx Torx levostranné EVSCTL1616K MS1160 T EVSCTL2020K MS1160 T EVSCTL2525M MS1160 T EVSCTL2525M MS IP EVSCTL1616K0316C /16-27 NPTF 1/16-27 NPTF MS IP EVSCTL2020K0316C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTL2525M0316C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTL2020K0326C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTL2525M0326C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTL1616K0416C /16-27 NPTF 1/16-27 NPTF MS IP EVSCTL2020K0416C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTL2020K0426C /16-27 NPTF 1/16-27 NPTF MS1595 T EVSCTL2525M0426C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTL2525M0432C /8-27 NPTF 1/8-27 NPTF MS1595 T EVSCTL3232P0432C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTL2525M0526C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTL2525M0532C /8-27 NPTF 1/8-27 NPTF MS1970 T EVSCTL3232P0540C /8-27 NPTF 1/8-27 NPTF MS1490 T45 Soustružení šroub šroub Krouticí moment šroubovák šroubovák Katalogové číslo Objednací číslo Nm in. lbs. Závit Tryska Katalogové číslo Objednací číslo MS M5 T20 KT MS M6 T25 KT MS M8 T30 KT30L MS M4-0.7p T15 KT MS M8 T45 KT MS M6 T30 KT MS M6 T30 KT MS M6-1.0P x 45 T25 KT MS M5 25IP K25IP A41

48 Zapichování a upichování Integrální vyvrtávací tyče Beyond Evolution Soustružení levostranné levostranné pravostranné pravostranné Karbidové vyvrtávací tyče Metrické Objednací číslo pravostranné Katalogové číslo velikost lůžka CD D D min L1 F L4 A CS šroub upínky Torx šroub upínky Torx A16MEVEMR0307M 3 7, ,3 4,00 1/8-27 NPT MS1273 T A20QEVEMR0307M 3 7, ,3 4,00 1/8-27 NPT MS1160 T A25REVEMR0310M 3 10, ,3 6,40 1/4-18 NPT MS1162 T A32SEVEMR0312M 3 12, ,0 6,40 1/4-18 NPT MS1595 T A25REVEMR0410M 4 10, ,3 6,40 1/4-18 NPT MS1162 T A32SEVEMR0412M 3 12, ,0 6,40 1/4-18 NPT MS1595 T30 levostranné A16MEVEML0307M 3 7, ,3 4,00 1/8-27 NPT MS1273 T A20QEVEML0307M 3 7, ,3 4,00 1/8-27 NPT MS1160 T A25REVEML0310M 3 10, ,3 6,40 1/4-27 NPT MS1162 T A32SEVEML0312M 3 12, ,0 6,40 1/4-27 NPT MS1595 T A25REVEML0410M 4 10, ,3 6,40 1/4-18 NPT MS1162 T A32SEVEML0412M 4 12, ,0 6,40 1/4-18 NPT MS1595 T30 Torx šroub šroub Krouticí moment šroubovák šroubovák Katalogové číslo Objednací číslo Nm in. lbs. Závit Tryska Katalogové číslo Objednací číslo MS M5 T20 KT MS M6 T25 KT MS M8 T30 KT30L MS M4-0.7p T15 KT MS M8 T45 KT MS M6 T30 KT MS M6 T30 KT MS M6-1.0P x 45 T25 KT MS M5 25IP K25IP A42
49 Zapichování a upichování Upichovací planžety Beyond Evolution Soustružení Přímý Přímý Zesílené Zesílené Oboustranné upichovací planžety Objednací číslo levostranné Katalogové číslo velikost lůžka H W H1 L1 B CD montážní klíč EVBSN19G1B14 1B 19 1,4 15, SCW5E EVBSN19G1F16 1F 19 1,6 15, SCW5E EVBSN19G ,0 15, SCW5E EVBSN26J1B15 1B 26 1,4 21, SCW5E EVBSN26J1F17 1F 26 1,6 21, SCW5E EVBSN26J ,0 21, SCW5E EVBSN26M ,0 21, SCW5E EVBSN26J ,0 21, SCW5E EVBSN26M ,0 21, SCW5E EVBSN26J ,0 21, SCW5E EVBSN26J ,0 21, SCW5E EVBSN26J ,0 21, SCW8E EVBSN32M ,0 25, SCW5E EVBSN32M ,0 25, SCW5E EVBSN32M ,0 25, SCW5E EVBSN32M ,0 25, SCW5E EVBSN32M ,0 25, SCW8E EVBSN32M ,0 25, SCW8E EVBSN52X ,0 45, SCW8E EVBSN52X ,0 45, SCW8E A43
50 Zapichování a upichování Modulární planžety Beyond Evolution Soustružení pravostranné levostranné (vyobrazena je planžeta s velikostí 50) levostranné pravostranné (vyobrazena je planžeta s velikostí 65) Přímé modulární planžety s vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost lůžka CD FS EVM50R1F12M 1F 12,0 11, EVM50R0212M 2 12,0 10, EVM50R0216MC 2 16,0 10, EVM50R0312MC 3 12,0 10, EVM50R0316MC 3 16,0 10, EVM50R0322MC 3 22,0 10, EVM50R0412MC 4 12,0 9, EVM50R0416MC 4 16,0 9, EVM50R0422MC 4 22,0 9, EVM50R0426MC 4 26,0 9, EVM50R0432MC 4 32,0 9, EVM50R0512MC 5 12,0 9, EVM50R0516MC 5 16,0 9, EVM65R0616MC 5 16,0 9, EVM50R0526MC 5 26,0 9, EVM50R0532MC 5 32,0 9, EVM65R0626MC 6 26,0 9, EVM65R0632MC 6 32,0 9, EVM65R0816MC 8 16,0 9, EVM65R0826MC 8 26,0 9,00 65 velikost planžety (pokračování na další straně) A44
51 Zapichování a upichování Modulární planžety Beyond Evolution (Přímé modulární planžety s vnitřním chlazením pokračování) Objednací číslo levostranné Katalogové číslo velikost lůžka CD FS EVM50L1F12M 1F 12,0 11, EVM50L0212M 2 12,0 10, EVM50L0216MC 2 16,0 10, EVM50L0312MC 3 12,0 10, EVM50L0316MC 3 16,0 10, EVM50L0322MC 3 22,0 10, EVM50L0412MC 4 12,0 9, EVM50L0416MC 4 16,0 9, EVM50L0422MC 4 22,0 9, EVM50L0426MC 4 26,0 9, EVM50L0432MC 4 32,0 9, EVM50L0512MC 5 12,0 9, EVM50L0516MC 5 16,0 9, EVM65L0616MC 5 16,0 9, EVM50L0526MC 5 26,0 9, EVM50L0532MC 5 32,0 9, EVM65L0626MC 6 26,0 9, EVM65L0632MC 6 32,0 9, EVM65L0816MC 8 16,0 9, EVM65L0826MC 8 26,0 9,00 65 velikost planžety Soustružení A45
52 Zapichování a upichování Modulární držáky nástrojů Soustružení Planžety M50 KGMS-C Metrické Objednací číslo Katalogové číslo B H H1 L1 F CS CF LS H2 H3 pravostranné velikost planžety šroub kazety KGMSR2525M50C ,75 13,84 1/8-27 NPTF 1/8-27 NPTF 109, ,00 50 MS1162 T25 MS2002 T KGMSR2525M65C ,00 13,00 1/8-27 NPTF 1/8-27 NPTF 115, ,00 65 MS1163 T KGMSR3232P50C ,75 20,81 1/8-27 NPTF 1/8-27 NPTF 138, MS1162 T25 MS2002 T KGMSR3232P65C ,00 20,00 1/8-27 NPTF 1/8-27 NPTF 142, ,00 65 MS1163 T30 levostranné KGMSL2525M50C ,75 13,84 1/8-27 NPTF 1/8-27 NPTF 109, ,00 50 MS1162 T25 MS2002 T KGMSL2525M65C ,00 13,00 1/8-27 NPTF 1/8-27 NPTF 115, ,00 65 MS1163 T KGMSL3232P50C ,75 20,80 1/8-27 NPTF 1/8-27 NPTF 138, MS1162 T25 MS2002 T KGMSL3232P65C ,00 20,00 1/8-27 NPTF 1/8-27 NPTF 142, ,00 65 MS1163 T30 POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). Torx upínací šroub Torx A46

53 Zapichování a upichování Modulární držáky nástrojů Soustružení Planžety M65 KGME-C Metrické Objednací číslo Katalogové číslo B H H1 L1 F LS H2 H3 pravostranné POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). velikost planžety šroub kazety KGMER2525M65C ,15 35,00 117, ,00 65 MS1163 T KGMER2525M50C ,25 40,00 125, ,00 50 MS1162 T25 MS2002 T KGMER3232P65C ,15 35,00 137, ,00 65 MS1163 T KGMER3232P50C ,25 40,00 145, MS1162 T25 MS2002 T25 levostranné KGMEL2525M65C ,15 35,00 117, ,00 65 MS1163 T KGMEL2525M50C ,25 40,00 125, ,00 50 MS1162 T25 MS2002 T KGMEL3232P65C ,15 35,00 137, ,00 65 MS1163 T KGMEL3232P50C ,25 40,00 145, MS1162 T25 MS2002 T25 Torx upínací šroub Torx A47

54 Zapichování a upichování Modulární jednotky KM Beyond Evolution Soustružení Modulární systém KM s čelním upínáním a vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost systému CSMS L1 F velikost planžety šroub kazety KM40TSKGMER50C KM40TS 28,0 20,5 50 MS1162 T25 MS2002 T KM50TSKGMER50C KM50TS 38,0 25,5 50 MS1162 T25 MS2002 T KM63TSKGMER50C KM63TS 48,0 32,5 50 MS1162 T25 MS2002 T KM63XMZKGMER50CY KM63XMZ 48,0 32,5 50 MS1162 T25 MS2002 T KM80ATCKGMER50C KM80ATC 58,0 40,5 50 MS1162 T25 MS2002 T KM80TSKGMER50C KM80TS 58,0 40,5 50 MS1162 T25 MS2002 T25 levostranné KM40TSKGMEL50C KM40TS 28,0 20,5 50 MS1162 T25 MS2002 T KM50TSKGMEL50C KM50TS 38,0 25,5 50 MS1162 T25 MS2002 T KM63TSKGMEL50C KM63TS 48,0 32,5 50 MS1162 T25 MS2002 T KM63XMZKGMELF50CY KM63XMZ 48,0 32,5 50 MS1162 T25 MS2002 T KM80ATCKGMEL50C KM80ATC 58,0 40,5 50 MS1162 T25 MS2002 T KM80TSKGMEL50C KM80TS 58,0 40,5 50 MS1162 T25 MS2002 T25 POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). Torx upínací šroub Torx A48
55 Zapichování a upichování Modulární jednotky KM Beyond Evolution Soustružení Přímý modulární systém KM s vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost systému CSMS L1 F velikost planžety šroub kazety KM40TSKGMSR50C KM40TS 53,5 15,0 50 MS1162 T25 MS2002 T KM50TSKGMSR50C KM50TS 58,5 23,0 50 MS1162 T25 MS2002 T KM63TSKGMSR50C KM63TS 63,5 31,0 50 MS1162 T25 MS2002 T KM63XMZKGMSR50CY KM63XMZ 63,5 31,0 50 MS1162 T25 MS2002 T KM80ATCKGMSR50C KM80ATC 66,5 41,0 50 MS1162 T25 MS2002 T KM80TSKGMSR50C KM80TS 66,5 41,0 50 MS1162 T25 MS2002 T25 levostranné KM40TSKGMSL50C KM40TS 53,5 15,0 50 MS1162 T25 MS2002 T KM50TSKGMSL50C KM50TS 58,5 23,0 50 MS1162 T25 MS2002 T KM63TSKGMSL50C KM63TS 63,5 31,0 50 MS1162 T25 MS2002 T KM63XMZKGMSLF50CY KM63XMZ 63,5 31,0 50 MS1162 T25 MS2002 T KM80ATCKGMSL50C KM80ATC 66,5 41,0 50 MS1162 T25 MS2002 T KM80TSKGMSL50C KM80TS 66,5 41,0 50 MS1162 T25 MS2002 T25 POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). Torx upínací šroub Torx A49

56 Zapichování a upichování Modulární jednotky KM Beyond Evolution Soustružení Přímý modulární systém KM4X s vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost systému CSMS L1 F velikost planžety šroub kazety KM4X63KGMSR65C KM4X63 68,5 30,0 65 MS1163 T30 levostranné KM4X63KGMSL65C KM4X63 68,5 30,0 65 MS1163 T30 POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). Torx A50

57 Zapichování a upichování Modulární jednotky PSC Beyond Evolution Soustružení Modulární systém PSC s čelním upínáním a vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost systému CSMS L1 F POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71 88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). velikost planžety šroub kazety PSC40KGMER50C PSC40 33,0 20,5 50 MS1162 T25 MS2002 T PSC50KGMER50C PSC50 43,0 25,5 50 MS1162 T25 MS2002 T PSC50KGMER65C PSC50 55,5 22,0 65 MS1163 T PSC63KGMER50C PSC63 48,0 32,5 50 MS1162 T25 MS2002 T PSC80KGMER50C PSC80 58,0 40,5 50 MS1162 T25 MS2002 T25 levostranné PSC40KGMEL50C PSC40 33,0 20,5 50 MS1162 T25 MS2002 T PSC50KGMEL50C PSC50 43,0 25,5 50 MS1162 T25 MS2002 T PSC50KGMEL65C PSC50 55,5 22,0 65 MS1163 T PSC63KGMEL50C PSC63 48,0 32,5 50 MS1162 T25 MS2002 T PSC80KGMEL50C PSC80 58,0 40,5 50 MS1162 T25 MS2002 T25 Torx upínací šroub Torx A51

58 Zapichování a upichování Modulární jednotky PSC Beyond Evolution Soustružení Přímý modulární systém PSC s vnitřním chlazením Objednací číslo pravostranné Katalogové číslo velikost systému CSMS L1 F velikost planžety šroub kazety PSC40KGMSR50C PSC40 63,5 10,0 50 MS1162 T25 MS2002 T PSC50KGMSR65C PSC50 49,0 25,5 65 MS1163 T PSC50KGMSR50C PSC50 63,5 15,0 50 MS1162 T25 MS2002 T PSC63KGMSR50C PSC63 65,5 22,0 50 MS1162 T25 MS2002 T PSC80KGMSR50C PSC80 73,5 30,0 50 MS1162 T25 MS2002 T25 levostranné PSC40KGMSL50C PSC40 63,5 10,0 50 MS1162 T25 MS2002 T PSC50KGMSL65C PSC50 49,0 25,5 65 MS1163 T PSC50KGMSL50C PSC50 63,5 15,0 50 MS1162 T25 MS2002 T PSC63KGMSL50C PSC63 65,5 22,0 50 MS1162 T25 MS2002 T PSC80KGMSL50C PSC80 73,5 30,0 50 MS1162 T25 MS2002 T25 POZNÁMKA: KGMS..: Pravostranný držák je určen pro pravostranné planžety. KGME..: Pravostranný držák je určen pro levostranné břitové destičky. Upínací moment planžet M50 a upínacích šroubů je 8 10 Nm lbs. (71-88 in.). Upínací moment planžet M65 a upínacích šroubů je Nm lbs. ( in.). Torx upínací šroub Torx A52
59 Hledáte produkt uvedený v tomto katalogu? Podívejte se na webové stránky Kennametal! Soustružení Online katalog produktů je k dispozici 24/7 Navštivte a projděte si náš elektronický katalog kdykoli hledáte nejlepší nástrojové řešení od Kennametalu. Je to rychlé, zdarma a vždy k dispozici. Online e-katalog je každý týden aktualizován produkty z oblasti frézování, soustružení, vrtání a nástrojových systémů.
60 Beyond Evolution Průvodce aplikacemi Soustružení Průvodce aplikacemi nástrojů Vždy používejte dobré obráběcí postupy. Zajistěte maximální možnou tuhost obrobku a stroje. Držáky nástrojů s integrovanou stopkou nabízejí nejvyšší tuhost. Měly by být vaší první volbou, kdykoli je to možné. Používejte držáky nástrojů s nejmenší možnou hloubkou řezu pro danou aplikaci (rozměr CD ). Při výměně břitových destiček se ujistěte, že jsou břitové destičky pevně zajištěny proti dorazu držáku nástroje. Nikdy neutahujte šroub upínky pokud není břitová destička v lůžku nástroje. Vyložení nástroje by mělo být co nejkratší. Břitové destičky by měly být nastaveny co nejpřesněji na střední osu obrobku. Setrvání nástroje na dně zápichu by nemělo být delší než 3 otáčky. Doporučené řezné rychlosti a posuvy jsou prvním nastavením. Upravte je dle potřeby pro optimální životnost nástroje a utváření třísky. Definice a pravidla 1. Šířka řezu (W) = šířka břitové destičky. 2. Úhel nastavení = 0 (neutrální); 6 (pravý nebo levý). Minimalizace otřepů upichovaných čelních ploch: Použijte břitovou destičku s úhlem nastavení (Obrázek 1 a 2). Úhel nastavení upichovací břitové destičky snižuje tvorbu otřepů na obrobku, ale snižuje životnost nástroje, zvyšuje boční prohnutí a prodlužuje čas cyklu. Pokud je úhel nastavení 0 povinný, použijte nejužší možnou břitovou destičku pro upichování a příslušnou planžetu. To bude minimalizovat středový otřep nebo délku hrubých okrajů při upichování. Jakýkoli úhel nastavení zanechává středový otřep Úhel nastavení snižuje tvorbu středového otřepu Obrázek 1 Obrázek 2 Výběr břitové destičky s levým úhlem nastavení Výběr břitové destičky s pravým úhlem nastavení Středový otřep Otřep Obrobek Středový otřep Otřep Obrobek (materiál) (materiál) (materiál) (materiál) Upíchněte na střed Upichování trubek Upíchněte na střed Upichování trubek Zanechává menší středový otřep, ale snižuje životnost nástroje a produktivitu Břitová destička s levým úhlem nastavení zanechává středový otřep nebo otřepy na obrobku a vytváří čistý povrch na materiálu (polotovaru). Břitová destička s pravým úhlem nastavení zanechává středový otřep nebo otřepy na polotovaru a vytváří čistý povrch na obrobku. Zkontrolujte celkovou výšku a nastavte nástroj do středu osy obrobku. Výška řezné hrany by měla být odchýlena nejvýše ±0,1 mm (.004") k ose obrobku; doporučená pozice obrábění je 0,05 mm (.002") nad osou obrobku. A54
61 Beyond Evolution Průvodce aplikacemi Trubky Obrázek 3 Na trubkových dílech, které vyžadují zkosení na vnitřním průměru, zarovnejte nástroj pro sražení s plochou upichování. To umožní, aby se při srážení hrany skutečně oddělil díl odd tyče (viz. obrázek 3). Uvědomte si, že díl může upadnout na srážecí tyč, která v tomto případě, bude fungovat jako držák pro obrobek. Soustružení Provedení vnitřního sražení hrany Chcete-li zlepšit povrchovou úpravu upichovaných čelních ploch: Obrázek 4 Použijte břitovou destičku s úhlem nastavení 0. Zvyšte průtok chladicí kapaliny nebo použijte nastavení trysek a držáku, jak je zobrazeno na obrázku 4. Snižte velikost posuvu v blízkosti dokončení řezu. Zkontrolujte, že je upichovací nástroj nastavený kolmo na osu. Použijte planžety s nejvyšší možnou výškou čelní plochy a nejmenší možnou šířkou břitové destičky. Zvyšte řeznou rychlost. Doporučená metoda pro použití chladicí kapaliny Namontujte nástroje pro upichování spodní stranou vzhůru. Tím umožníte samovolnému odpadávání třísek bez rizika jejich dvojitého řezu nástrojem. Další výhodou montáže nástroje obráceně je zabránění zaklínění třísek mezi břitovou destičku nástroje a boční stěny zápichu, vedoucímu k odírání povrchů boku zápichu. Pokyny pro programování Snížení posuvu při upichování Srážení hran Běžný posuv Srážení hran pomocí zapichovacího nástroje snižuje počet výměn nástroje a počet obsazených nástrojových pozic Střed V případě, že je vzdálenost ke středu rovna šířce břitové destičky, snižte posuv o 75% V blízkosti středu obrobku snižte posuv = delší životnost nástroje A55
62 Beyond Evolution Pokyny pro programování Kapsování Přímé zápichy Soustružení Při vícenásobných krocích vytvořte pro maximální stabilitu zápichy 1, 2 a 3 v plné hloubce. Zápichy 4 a 5 nesmějí být více než 75% šířky břitové destičky a nesmějí být použity rádiusy. Krok 1 a 2 Vytvořte rádius a stěnu na každé straně a vytvořte dva zápichy. Více průchodů Krok 3 Vystupte s nástrojem o 0,1 mm; toto je nutné pro vytvoření rovného dna. Zapichování a soustružení Pokud je kapsa hlubší než širší = více průchodů Pokud je kapsa širší než hlubší = zapichujte a soustružte Krok 4 Boční soustružení. Tento nástroje je navržen tak, aby se prohnul a vytvořil potřebnou čelní vůli. Tvarové zápichy Vytváření rádiusů Krok 1 Krok 1 Vyhrubujte zápich tak, aby jste měli přibližně stejný přídavek na všech plochách před dokončováním. V rádiusu vytvořte zápich. Krok 2 Krok 2 Vytvořte dva zápichy na stěně a rádiusu. Vystupujte s nástrojem podél stěny a vytvořte požadovaný rádius. Díky vytvoření zápichu v předcházejícím kroku je obráběn pouze jeden povrch a je tak sníženo riziko vibrací. Krok 3 Krok 3 (1 a 2) Dokončete stěnu a rádius. (3 a 4) Dokončete stěnu, úhel a rádius na druhé straně zápichu. (5) Vystupte s nástrojem o 0,1 mm. (6) Boční soustružení dna zápichu. Vystupte s nástrojem o 0,1 mm a poté proveďte boční soustružení. A56
63 Zapichování a upichování Průvodce aplikacemi Průvodce řešením potíží s nástroji pro zapichování Doporučení k aplikacím při čelním zapichování Praktická řešení problémů při zapichování Soustružení Výběr nástroje Při výběru držáku nástroje vždy začínejte s největším průměrem a dále pokračujte k menším průměrům. Tímto způsobem vyberete nejtužší možný nástroj. Obrábění prvního zápichu Vnější průměr prvního zápichu musí být mezi minimálním a maximálním průměrem pro daný čelní zapichovací držák nástroje (viz. obrázek výše). Tím dosáhnete vůle pro držák nástroje. Utvařeč třísky Upravte řeznou rychlost a posuv s ohledem na dobré utváření třísky a odchod ze zápichu. Hromadění třísek může způsobit špatnou jakost povrchu, zlomení nebo kratší životnost nástroje. Nastavení nástroje Nástroj by měl být nastaven co nejpřesněji na střední osu obrobku, aby jste zabránili tvorbě otřepů. Zarovnejte čtverec řezné hrany s obrobkem. Problém Otřep Špatná kvalita povrchu Dno zápichu není rovné Řešení 1. Zkontrolujte výšku nástroje nad osou. 2. Použijte ostrý nástroj (častěji jej vyměňte). 3. Použijte pozitivní břitové destičky s PVD povlakem. 4. Použijte vhodnou sortu pro daný materiál obrobku. 5. Použijte vhodnou geometrii (např. pozitivní geometrii pro samovytvrditelné materiály). 6. Změňte pohyb nástroje. 1. Zvyšte řeznou rychlost. 2. Použijte ostrý nástroj (častěji jej vyměňte). 3. Setrvejte na dně zápichu 1 3 otáčky (max.). 4. Použijte vhodnou geometrii s utvařečem. 5. Zvyšte průtok chladicí kapaliny. 6. Ověřte správné nastavení (vyložení, velikost stopky, atd.). 7. Použijte vhodnou geometrii (např. pozitivní geometrii pro samovytvrditelné materiály). 1. Použijte ostrý nástroj (častěji jej vyměňte). 2. Setrvejte na dně zápichu 1 3 otáčky (max.). 3. Snižte vyložení nástroje (zvyšte tuhost). 4. Snižte posuv u dna zápichu. 5. Použijte širší břitovou destičku. 6. Zkontrolujte výšku nástroje nad osou. Nedostatečné utváření třísky 1. Použijte ostrý nástroj (častěji jej vyměňte). 2. Zvyšte koncentraci chladicí kapaliny. 3. Upravte velikost posuvu (obvykle nejprve zvyšte). Chvění 1. Snižte vyložení nástroje i obrobku. 2. Upravte velikost řezné rychlosti (obvykle nejprve zvyšte). 3. Upravte velikost posuvu (obvykle nejprve zvyšte). 4. Zkontrolujte výšku nástroje nad osou. Rozšíření čelního zápichu Po vytvoření prvního zápichu je možné šířku zvětšit na každou stranu za použití stejného nástroje. Nejosvědčenějším způsobem je postupovat od vnějšího průměru k vnitřnímu. Vylamování řezné hrany břitové destičky 1. Použijte vhodnou sortu pro daný materiál obrobku. 2. Zvyšte řeznou rychlost. 3. Snižte posuv. 4. Použijte tužší sortu karbidu. 5. Zvyšte tuhost nástroje a nastavení. Tvorba nárůstku na řezné hraně 1. Použijte pozitivní břitové destičky s PVD povlakem. 2. Zvyšte řeznou rychlost. 3. Snižte posuv. 4. Zvyšte průtok/koncentraci chladicí kapaliny. 5. Použijte cermety. Boky zápichu nejsou přímé 1. Zkontrolujte seřízení nástroje. 2. Snižte vyložení nástroje i obrobku. 3. Použijte ostré břitové destičky (častěji jej vyměňte). A57

64 2
65 Vrtání Vrtáky HPS Beyond na obrábění hliníku...b2 B9 RIR a RIQ výstružníky s vodítky...b10 B23 Vrtáky HardCore...B24 B34 Břitové destičky KSEM SPL...B36 B38 Břitové destičky KenTIP a KSEM FEG...B40 B45 Drill Fix DFSP...B46 B68 B1
66 Vrtáky HPS Beyond pro obrábění hliníku s mikromazáním MQL Hlavní aplikace Karbidové vrtáky řady B284/B285_HPS nabízí nejvyšší úběry materiálu a nejdelší životnost při vrtání hliníku a dalších neželezných materiálů při použití mikromazání MQL. Tyto vrtáky je možné používat se standardním vnitřním chlazením. Díky kombinaci geometrie špičky HP -a nové sorty Beyond KN15 s novou leštící technologií Kennametal a unikátní konstrukcí břitů v jednom nástroji zajišťují B28_HPS výjimečný výrobní nástroj pro obrábění hliníkových obrobků dokonce porovnatelný s PCD nástroji. Tato řada vrtáků je výjimečná nejvyšší řada a nejvýkonnější alternativa k běžným konvenčním karbidovým nebo PCD vrtákům s přímými břity. Vlastnosti a výhody Konstrukce špičky vrtáku HPS Ostré řezné hrany zvyšují životnost při obrábění hliníku a a dalších neželezných materiálů. Nižší řezné síly a menší vytváření nárůstků. Špička HP umožňuje vysoké posuvy díky progresivnímu úhlu čela a vynikajícím středícím vlastnostem. Vylepšená konstrukce břitů a drážek Rychlejší odvod třísek a vysoký úběr materiálu. NOVINKY! Sorta Beyond KN15 Vysoce leštěný povrch zaručuje vynikající odvod třísek i při použití mikromazání MQL. Specifická nepovlakovaná sorta s 9% kobaltu. Stopka D upravená pro použití MQL Větší sražení na stopce podle DIN (válcová stopka pro mikromazání MQL) pro zajištění optimálního průtoku kapaliny bez úniku ve spojích. B2
67 Zákaznická řešení Nestandardní průměry jsou k dispozici jako semistandardy. Různé délky nástrojů nebo provedení stupňovitých vrtáků jsou k dispozici na zakázku. Doporučujeme použít upínače Kennametal MQL v kombinaci se standardní B28_HPS. K dispozici jsou dále povlaky na bázi TiB 2 a DLC pro slitiny hliníku s obsahem Si>9%. B3
68 Karbidové vrtáky Vrtáky HPS Beyond Pro hliník Vnitřní chlazení Vrtání Informace o rozměrech L, L3, a L4 max naleznete v tabulce na straně B9. B284/B285/B286_HPS ~3 x D/~5 x D/~8 x D první volba alternativní volba průměr D1 krátké KN15 dlouhé KN15 extra dlouhé KN15 mm palce zlomek značení písmenem L5 LS D B284D03000HPS B285D03000HPS B286D03000HPS 3, , B284D03100HPS B285D03100HPS B286D03100HPS 3, , B284D03175HPS B285D03175HPS B286D03175HPS 3, /8 0, B284D03200HPS B285D03200HPS B286D03200HPS 3, , B284D03264HPS B285D03264HPS B286D03264HPS 3, , B284D03300HPS B285D03300HPS B286D03300HPS 3, , B284D03455HPS B285D03455HPS B286D03455HPS 3, , B284D03500HPS B285D03500HPS B286D03500HPS 3, , B284D03571HPS B285D03571HPS B286D03571HPS 3, /64 0, B284D03700HPS B285D03700HPS B286D03700HPS 3, , B284D03734HPS B285D03734HPS B286D03734HPS 3, , B284D03900HPS B285D03900HPS B286D03900HPS 3, , B284D03970HPS B285D03970HPS B286D03970HPS 3, /32 0, B284D04000HPS B285D04000HPS B286D04000HPS 4, , B284D04039HPS B285D04039HPS B286D04039HPS 4, , B284D04100HPS B285D04100HPS B286D04100HPS 4, , B284D04200HPS B285D04200HPS B286D04200HPS 4, , B284D04305HPS B285D04305HPS B286D04305HPS 4, , B284D04366HPS 4, /64 0, B284D04400HPS B285D04400HPS B286D04400HPS 4, , B284D04500HPS B285D04500HPS B286D04500HPS 4, , B284D04600HPS B285D04600HPS B286D04600HPS 4, , B284D04700HPS B285D04700HPS B286D04700HPS 4, , B284D04763HPS B285D04763HPS B286D04763HPS 4, /16 0, B284D04800HPS B285D04800HPS B286D04800HPS 4, , B284D04900HPS B285D04900HPS B286D04900HPS 4, , B284D05000HPS B285D05000HPS B286D05000HPS 5, , B284D05100HPS B285D05100HPS B286D05100HPS 5, , B284D05106HPS B285D05106HPS B286D05106HPS 5, , B284D05159HPS B285D05159HPS B286D05159HPS 5, /64 1, B284D05200HPS B285D05200HPS B286D05200HPS 5, , B284D05300HPS B285D05300HPS B286D05300HPS 5, , (pokračování na další straně) B4
69 Karbidové vrtáky Vrtáky HPS Beyond Pro hliník Vnitřní chlazení (B284/B285/B286_HPS ~3 x D/~5 x D/~8 x D pokračování) první volba alternativní volba průměr D1 krátké KN15 dlouhé KN15 extra dlouhé KN15 mm palce zlomek značení písmenem L5 LS D B284D05400HPS B285D05400HPS B286D05400HPS 5, , B284D05410HPS B285D05410HPS B286D05410HPS 5, , B284D05500HPS B285D05500HPS B286D05500HPS 5, , B284D05558HPS B285D05558HPS B286D05558HPS 5, /32 1, B284D05600HPS B285D05600HPS B286D05600HPS 5, , B284D05791HPS B285D05791HPS B286D05791HPS 5, , B284D05800HPS 5, , B284D05954HPS 5, /64 1, B284D06000HPS B285D06000HPS B286D06000HPS 6, , B284D06200HPS B285D06200HPS B286D06200HPS 6, , B284D06300HPS B285D06300HPS B286D06300HPS 6, , B284D06350HPS B285D06350HPS B286D06350HPS 6, /4 E 1, B284D06400HPS B285D06400HPS B286D06400HPS 6, , B284D06500HPS B285D06500HPS B286D06500HPS 6, , B284D06528HPS B285D06528HPS B286D06528HPS 6, F 1, B284D06600HPS B285D06600HPS B286D06600HPS 6, , B284D06630HPS B285D06630HPS B286D06630HPS 6, G 1, B284D06700HPS B285D06700HPS B286D06700HPS 6, , B284D06746HPS B285D06746HPS B286D06746HPS 6, /64 1, B284D06800HPS B285D06800HPS B286D06800HPS 6, , B284D06900HPS B285D06900HPS B286D06900HPS 6, , B284D07000HPS B285D07000HPS B286D07000HPS 7, , B284D07145HPS B285D07145HPS B286D07145HPS 7, /32 1, B284D07300HPS B285D07300HPS B286D07300HPS 7, , B284D07400HPS B285D07400HPS B286D07400HPS 7, , B284D07500HPS 7, , B284D07541HPS B285D07541HPS B286D07541HPS 7, /64 1, B284D07600HPS B285D07600HPS B286D07600HPS 7, , B284D07700HPS B285D07700HPS B286D07700HPS 7, , B285D07800HPS 7, , B284D07938HPS B285D07938HPS B286D07938HPS 7, /16 1, B284D08000HPS B285D08000HPS B286D08000HPS 8, , B284D08334HPS B285D08334HPS B286D08334HPS 8, /64 1, B284D08400HPS B285D08400HPS B286D08400HPS 8, , B284D08433HPS B285D08433HPS B286D08433HPS 8, Q 1, B284D08500HPS B285D08500HPS B286D08500HPS 8, , B284D08700HPS B285D08700HPS B286D08700HPS 8, , B284D08733HPS B285D08733HPS B286D08733HPS 8, /32 1, B284D08800HPS B285D08800HPS B286D08800HPS 8, , B284D08900HPS B285D08900HPS B286D08900HPS 8, , B284D09000HPS B285D09000HPS B286D09000HPS 9, , B284D09100HPS B285D09100HPS B286D09100HPS 9, , B284D09129HPS B285D09129HPS B286D09129HPS 9, /64 1, B284D09300HPS B285D09300HPS B286D09300HPS 9, , (pokračování na další straně) Vrtání B5
70 Karbidové vrtáky Vrtáky HPS Beyond Pro hliník Vnitřní chlazení (B284/B285/B286_HPS ~3 x D/~5 x D/~8 x D pokračování) první volba alternativní volba Vrtání průměr D1 krátké KN15 dlouhé KN15 extra dlouhé KN15 mm palce zlomek značení písmenem L5 LS D B284D09400HPS B285D09400HPS B286D09400HPS 9, , B284D09500HPS B285D09500HPS B286D09500HPS 9, , B284D09525HPS B285D09525HPS B286D09525HPS 9, /8 1, B284D09900HPS B285D09900HPS B286D09900HPS 9, , B284D09921HPS B285D09921HPS B286D09921HPS 9, /64 1, B284D10000HPS B285D10000HPS B286D10000HPS 10, , B284D10100HPS B285D10100HPS B286D10100HPS 10, , B284D10200HPS B285D10200HPS B286D10200HPS 10, , B284D10300HPS B285D10300HPS B286D10300HPS 10, , B284D10320HPS B285D10320HPS B286D10320HPS 10, /32 1, B284D10500HPS B285D10500HPS B286D10500HPS 10, , B284D10600HPS B285D10600HPS B286D10600HPS 10, , B284D10716HPS B285D10716HPS B286D10716HPS 10, /64 2, B284D10800HPS B285D10800HPS B286D10800HPS 10, , B284D11000HPS B285D11000HPS B286D11000HPS 11, , B284D11100HPS B285D11100HPS B286D11100HPS 11, , B284D11113HPS B285D11113HPS B286D11113HPS 11, /16 2, B284D11200HPS B285D11200HPS B286D11200HPS 11, , B284D11300HPS B285D11300HPS B286D11300HPS 11, , B284D11400HPS B285D11400HPS B286D11400HPS 11, , B284D11500HPS B285D11500HPS B286D11500HPS 11, , B284D11509HPS B285D11509HPS B286D11509HPS 11, /64 2, B284D11800HPS B285D11800HPS B286D11800HPS 11, , B284D11908HPS B285D11908HPS B286D11908HPS 11, /32 2, B284D12000HPS B285D12000HPS B286D12000HPS 12, , B284D12304HPS B285D12304HPS B286D12304HPS 12, /64 2, B284D12500HPS B285D12500HPS B286D12500HPS 12, , B284D12600HPS B285D12600HPS B286D12600HPS 12, , B284D12700HPS B285D12700HPS B286D12700HPS 12, /2 2, B284D13000HPS B285D13000HPS B286D13000HPS 13, , B284D13096HPS B285D13096HPS B286D13096HPS 13, /64 2, B284D13100HPS B285D13100HPS B286D13100HPS 13, , B284D13300HPS B285D13300HPS B286D13300HPS 13, , B284D13400HPS B285D13400HPS B286D13400HPS 13, , B284D13500HPS B285D13500HPS B286D13500HPS 13, , B284D14000HPS B285D14000HPS B286D14000HPS 14, , B284D14200HPS B285D14200HPS B286D14200HPS 14, , B284D14288HPS B285D14288HPS B286D14288HPS 14, /16 2, B284D14500HPS B285D14500HPS B286D14500HPS 14, , B284D14684HPS B285D14684HPS B286D14684HPS 14, /64 2, (pokračování na další straně) B6
71 Karbidové vrtáky Vrtáky HPS Beyond Pro hliník Vnitřní chlazení (B284/B285/B286_HPS ~3 x D/~5 x D/~8 x D pokračování) první volba alternativní volba průměr D1 krátké KN15 dlouhé KN15 extra dlouhé KN15 mm palce zlomek značení písmenem L5 LS D B284D15000HPS B285D15000HPS B286D15000HPS 15, , B284D15083HPS B285D15083HPS B286D15083HPS 15, /32 2, B284D15100HPS B285D15100HPS B286D15100HPS 15, , B284D15300HPS B285D15300HPS B286D15300HPS 15, , B284D15400HPS B285D15400HPS B286D15400HPS 15, , B284D15875HPS B285D15875HPS B286D15875HPS 15, /8 2, B284D16000HPS B285D16000HPS B286D16000HPS 16, , B284D16500HPS B285D16500HPS B286D16500HPS 16, , B284D16670HPS B285D16670HPS B286D16670HPS 16, /32 3, B284D16800HPS B285D16800HPS B286D16800HPS 16, , B284D16900HPS B285D16900HPS B286D16900HPS 16, , B284D17000HPS B285D17000HPS B286D17000HPS 17, , B284D17300HPS B285D17300HPS B286D17300HPS 17, , B284D17463HPS B285D17463HPS B286D17463HPS 17, /16 3, B284D17500HPS B285D17500HPS B286D17500HPS 17, , B284D17859HPS B285D17859HPS B286D17859HPS 17, /64 3, B284D18000HPS B285D18000HPS B286D18000HPS 18, , B284D19000HPS B285D19000HPS B286D19000HPS 19, , B284D19050HPS B285D19050HPS B286D19050HPS 19, /4 3, B284D20000HPS B285D20000HPS B286D20000HPS 20, , Vrtání Rozsah průměrů Tolerance Metrické D1 Tolerance m7 D Tolerance h6 >3 6 0,004/0,016 0,000/-0,008 >6 10 0,006/0,021 0,000/-0,009 > ,007/0,025 0,000/-0,011 >18 25,4 0,008/0,029 0,000/-0,013 B7
72 Karbidové vrtáky Řezné podmínky Vrtáky HP Řada B28_HPS Sorta KN15 Mikromazání MQL a vnitřní chlazení Metrické Vrtání Řezná rychlost vc Rozsah m/min Metrické Doporučený posuv (f) podle průměru Materiálová skupina N min Počáteční hodnota max 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20, mm/ot. 0,13 0,25 0,14 0,29 0,17 0,35 0,21 0,42 0,27 0,50 0,33 0,57 0,37 0,69 0,43 0, mm/ot. 0,14 0,23 0,15 0,28 0,17 0,34 0,22 0,39 0,29 0,46 0,34 0,54 0,39 0,67 0,45 0, mm/ot. 0,13 0,18 0,14 0,19 0,16 0,25 0,20 0,30 0,28 0,37 0,33 0,42 0,38 0,56 0,44 0, mm/ot. 0,10 0,16 0,12 0,18 0,14 0,24 0,16 0,28 0,18 0,32 0,20 0,36 0,24 0,40 0,28 0,44 B8
73 Karbidové vrtáky Tabulka rozměrů Rozměry monolitních karbidových vrtáků Kennametal (řada B) Metrické Ø mm DIN 6535 KRÁTKÉ* ~3 x D DLOUHÉ* ~5 x D EXTRA DLOUHÉ** ~8 x D D1 min D1 max D LS L L3 L4 max L L3 L4 max L L3 L4 max 1,000 1, ,401 1, ,901 2, ,301 2, ,000 3, ,751 4, ,751 6, ,001 7, ,001 8, ,001 10, ,001 12, ,001 14, ,001 16, ,001 18, ,001 20, ,001 22, ,001 25, Vrtání * D1<20 mm podle DIN 6537K D1>20 mm podle firemní normy ** Podle firemních norem POZNÁMKA: Karbidové vrtáky Kennametal v krátkém a standardním provedení podle DIN Vrtáky v dlouhém provedení odpovídají firemním normám Kennametal. Karbidové vrtáky s průměrem D1>20 mm (kromě DIN 6537) odpovídají také firemním normám. B9


74 Výstružníky s vodítky RIQ (Quattro Cut ) a RIR Hlavní aplikace Zvládněte nejpřesnější vystružovací operace na téměř všech druzích materiálů s dvěma unikátními nástrojovými systémy. RIR pro malé průměry a RIQ pro snadné seřízení při obrábění větších průměrů. Výstružníky s vodítky RIQ jsou k dispozici od průměru 16 mm s čtvercovými břitovými destičkami pro zaručení nízkých provozních nákladů. Vlastní konstrukce lůžka břitové destičky vyžaduje pouze seřízení průměru nástroje, které je velikým zjednodušením v porovnání s ostatními systémy, které vyžadují seřízení průměru a zároveň zpětného kužele. Výstružníky s vodítky RIR jsou také patentované a jsou k dispozici od průměru 6 mm s břitovými destičkami s jednou řeznou hranou a od průměru 8 mm s břitovými destičkami s dvěma řeznými hranami. Vlastnosti a výhody Vyšší produktivita a profit Vyšší životnost se sortami Kennametal. Snadné použití výstružníky s vodítky RIQ zkracují seřizovací časy. Možnost využití všech čtyř břitů u břitových destiček RIQ s PCD nebo PCBN. Kompletní portfólio břitových destiček Široká standardní nabídka s různými úhly nastavení E13, EDS, EDR, EGU, EGR, břitové destičky s rádiusy a pro kuželové nástroje. Široká nabídka sort cermet, povlakované i nepovlakované karbidy, PCBN a PCD. Speciální provedení Všechny nástroje RIQ jsou vyráběny podle vašich konkrétních požadavků od průměru mm s vnitřním chlazením. Všechny nástroje RIR jsou vyráběny podle vašich konkrétních požadavků od průměru mm s vnitřním chlazením. Kuželové výstružníky RIR jsou k dispozici na vyžádání. Vícebřité a stupňovité výstružníky a speciální břity jsou dodávány na vyžádání. Měřící a seřizovací pomůcky jsou standardně k dispozici. B10
. Geometrické tolerance do 2 μm. Nástroje určené pro zkušené operátory. RIQ Tolerance vyvrtávání do 10 μm.")

 4 (karbidové, cermet, PCD, CBN) Speciální")
.")

75 Přesné dokončování otvorů Výstružníky RIR a RIQ Doporučení k aplikacím RIR Tolerance vyvrtávání do 10 μm (mohou být větší). Geometrické tolerance do 2 μm. Nástroje určené pro zkušené operátory. RIQ Tolerance vyvrtávání do 10 μm. Geometrické tolerance do 2 μm. Nižší nároky na zkušenou obsluhu stroje, snadnější nastavení. Vystružování stupňovitých otvorů. Vrtání Lůžko Ploché s upínací drážkou v planžetě. Vroubkovaná. Vyšší stabilita břitové destičky. Počet řezných hran 2 (1 s PCD nebo CBN a 1 pro rozsah průměrů 6 8 mm) 4 (karbidové, cermet, PCD, CBN) Speciální tvary planžet ano ano Různé druhy břitových destiček pro stejné průměry ne ano Seřizování planžety Průměr a zpětný kužel. Pouze průměr (zpětný kužel je označen vroubkováním). Nastavovací šrouby planžety 2 1 Obrábění sražení nebo sedla ventilu Ano, je možné při nastavení pozice a úhlu. Ano, při nastavení pozice. Nastavení úhlu není nutné vzhledem k vroubkovanému lůžku. Obecné pokyny pro použití Pro malé průměry s velkými nároky na seřízení. Pro velké průměry s nízkými nároky na seřízení. Výstružníky RIR Výstružníky RIQ RIQ nástroje pro obrábění sedel ventilů B11

76 3 º 3 º 3 º Přesné dokončování otvorů Systém značení výstružníků RIR a RIQ Systém značení břitových destiček Značení břitových destiček RIR a RIQ se skládá až z 10 až 13 čísel rozdělených do 6 skupin. První 3 číslice označují typ výstružníku, další 2 číslice velikost výstružníku ostatní číslice popisují konkrétní kombinace břitových destiček a jejich materiálů. Vrtání RIQ06E1306SFBKC6305 RIQ 06 E13 06 S FB KC6305 Typ Velikost Úhel nastavení Úhel čela Řezná hrana Utvařeč třísky Sorta RIR = Vystružovací břitové destičky čtyřhranné RIQ = Vystružovací břitové destičky Quattro Cut Velikost planžety Úhel nastavení Úhel čela FB = Dokončování slepých otvorů Ø [mm] RIQ 16,0 24, ,0 x 6,0 mm FT = Dokončování průchozích otvorů Sedla ventilů B6 6,0 x 6,0 mm 00 Sedla Sražená a B7 6,5 x 6,5 mm ventilů S zaoblená Sedla 07 7,0 x 7,0 mm ventilů 06 Sedla ventilů 08 8,0 x 8,0 mm > ,0 x 9,0 mm > ,0 x 12,0 mm 12 Sorta Karbid KC6005 Karbid KC6105 Karbid KC6305 Cermet KT6225 Cermet KT6315 PCD KD1415 CBN KB1610 Ø [mm] RIR 6,0 7,99 A0 10,5 x 2,50 mm 8,0 10, ,0 x 2,80 mm 11,0 13, ,0 x 4,00 mm 14,0 17, ,0 x 4,76 mm 18,0 45, ,0 x 5,56 mm > ,0 x 6,75 mm Kuželový výstružník T4 45,0 x 5,56 mm E13 C º 45º EDS EDR 75 º 75 º EGU EGR R=Řezná hrana s rádiusem R02 R04 R05 15 º 75 º 75 º B12
77 Přesné dokončování otvorů Výstružníky s vodítky P RIR-E13 Břitové destičky pro vystružování první volba alternativní volba M K N S H Vrtání ISO katalogové číslo L10 S W N N2 KC6005 KC6105 KC6305 RIR01E ,00 1,53 2, RIR01E ,00 1,53 2, RIR02E ,00 1,93 4, RIR03E ,00 2,33 4, RIR04E ,00 3,13 5, RIR-EDS Břitové destičky pro vystružování první volba alternativní volba P M K N S H ISO katalogové číslo L10 S W N N2 KD1415 RIR01EDS00 15,00 1,55 2, POZNÁMKA: Všechny břitové destičky KD1415 mají jeden břit mimo typu RIR01 s diamantovým ostřím po celé čelní ploše. RIR-EGU Břitové destičky pro vystružování první volba alternativní volba P M K N S H ISO katalogové číslo L10 S W N N2 KC6105 RIR01EGU00 14,48 1,55 2, RIR03EGU00 20,00 2,35 4, RIR05EGU00 27,00 3,15 6, B13
78 Přesné dokončování otvorů Výstružníky s vodítky P Vrtání RIR-C45 Břitové destičky pro vystružování první volba alternativní volba M K N S H ISO katalogové číslo L10 S W N N2 KC6005 RIRT4C ,00 3,15 5, POZNÁMKA: Určeny pro kuželové výstružníky. P RIQ-E13 Břitové destičky pro vystružování první volba alternativní volba M K N S H ISO katalogové číslo D S N N2 KC6005 KC6105 KC6305 RIQ06E1300 6,00 2, RIQ06E1306 6,00 2, RIQ06E1312 6,00 2, RIQ09E1300 9,00 3, RIQ09E1306 9,00 3, RIQ09E1312 9,00 3, P RIQ-EDR Břitové destičky pro vystružování první volba alternativní volba M K N S H ISO katalogové číslo D S N N2 KC6005 KC6105 KC6305 KD1415 RIQ06EDR00 6,00 2, RIQ06EDR06 6,00 2, RIQ06EDR12 6,00 2, RIQ09EDR00 9,00 3, RIQ09EDR06 9,00 3, RIQ09EDR12 9,00 3, B14
79 Přesné dokončování otvorů Výstružníky s vodítky P RIQ-EGR Břitové destičky pro vystružování první volba alternativní volba M K N S H Vrtání ISO katalogové číslo D S N N2 KC6005 KC6105 KC6305 KD1415 RIQ06EGR00 6,00 2, RIQ06EGR06 6,00 2, RIQ06EGR12 6,00 2, RIQ09EGR00 9,00 3, RIQ09EGR06 9,00 3, RIQ09EGR12 9,00 3, P RIQ-R02 Břitové destičky pro vystružování první volba alternativní volba M K N S H ISO katalogové číslo D S R N N2 KD1415 RIQ06R0200 6,00 2,60 0, B15
80 Přesné dokončování otvorů Výstružníky s vodítky P první volba alternativní volba M K N Vrtání RIQ-R04 Břitové destičky pro vystružování S H ISO katalogové číslo D S R N N2 RIQ06R0400S 6,00 2,60 0, RIQ09R0400S 9,00 3,15 0, KB1610 KT6225 první volba alternativní volba RIQ-R04-FB Břitové destičky pro vystružování S utvařečem třísek Pro neprůchozí otvory P M K N S H KB1610 KT6225 ISO katalogové číslo D S R N N2 KB1610 KT6225 RIQ06R0400FB 6,00 2,60 0, RIQ09R0400FB 9,00 3,15 0, první volba alternativní volba RIQ-R05 Břitové destičky pro vystružování S utvařečem třísek Pro průchozí otvory P M K N S H ISO katalogové číslo D S R N N2 KT6315 RIQ06R0500FT 6,00 2,60 0, RIQ09R0506FT 9,00 3,15 0, B16
81 Přesné dokončování otvorů Řezné podmínky RIR /RIQ Metrické Materiálová skupina Sorta Řezná rychlost vc Rozsah m/min min Typ otvoru Metrické Doporučený posuv na zub Počáteční hodnota max Typ E13 EDS EDR EGR EGU R0X C45* 1 KC mm/ot. 0,10 0,20 0,20 0,30 2 KC mm/ot. 0,10 0,20 0,20 0,30 KC mm/ot. 0,05 0,20 0,20 0,30 3 KT mm/ot. 0,15 0,20 KT mm/ot. 0,15 0,20 P KC mm/ot. 0,05 0,20 0,20 0,30 4 KC mm/ot. 0,05 0,20 KT mm/ot. 0,15 0,20 KT mm/ot. 0,15 0,20 5 KC mm/ot. 0,05 0,20 6 KC mm/ot. 0,05 0,20 1 KC mm/ot. 0,05 0,20 M 2 KC mm/ot. 0,05 0,20 3 KC mm/ot. 0,05 0,20 1 KC mm/ot. 0,10 0,20 0,15 0,20 0,15 0,20 0,18 0,20 0,20 0,30 K mm/ot. 0,20 K KC mm/ot. 0,10 0,20 0,15 0,20 0,15 0,20 0,18 0,20 0,20 0,30 2 K mm/ot. 0,20 3 KC mm/ot. 0,10 0,20 0,13 0,20 0,13 0,20 0,15 0,20 0,17 0,20 0,20 0,30 1 KD mm/ot. 0,10 0,20 0,10 0,20 0,10 0,20 N 2 KD mm/ot. 0,10 0,20 0,10 0,20 0,10 0,20 3 KD mm/ot. 0,10 0,20 0,10 0,20 0,10 0,20 4 KD mm/ot. 0,10 0,20 0,10 0,20 0,10 0,20 1 mm/ot. S 2 mm/ot. 3 mm/ot. Doporučení jsou k dispozici na vyžádání 4 mm/ot. H 1 KB mm/ot. 0,05 0,10 *U kuželových výstružníků je vc min 16 stop/min (5m/min), počáteční řezná rychlost vc 33 stop/min (10m/min), max. řezná rychlost vc 66 stop/min (20m/min) Vrtání B17
82 Přesné dokončování otvorů Výstružníky RIR a RIQ Přehled náběžných hran RIR a RIQ destiček Alternativní náběžná hrana destičky, kterou lze použít E06 E13 EDS EGS EKS EGU EGR EDR EKR ESR EUR R02 R04 R06 R08 Vrtání Nástroj určený pro níže uvedený typ náběhu º 30 º º 30 º 3 º 75 º 75 º 5 º 75 º E E EDS EGS EKS EGU - - EGR EDR EKR ESR EUR R R R º 75 º 75 º 3 º 75 º 5 º 75 º R R Náběžná hrana destičky Kvalita povrchu Přesnost polohování - - Popis Alternativní destičky Dodaný typ náběhu destičky=náběh nástroje. Z 90% kompatibilní (zaměnitelné). Může být zpožděná podpora od vodítek na vstupu do otvoru, jestliže náběhy nejsou stejné. Za určitých okolností kompatibilní (zaměnitelné). Obraťte se na experty firmy Kennametal pro další podporu. - Nepoužívejte tento nástroj. Náběh může zničit nástroj. Povrch/ Polohování Vynikalící výsledek Dobrý výsledek Uspokojivý výsledek - Nepoužívat Důležité upozornění: Při použití destiček s jiným náběhem než má nástroj je třeba mít identický úhel čela a velikost destičky. Výběr chladicí kapaliny Doporučeno Alternativa Tlak a průtok Druh materiálu Emulze na bázi minerálního oleje Polosyntetické kapaliny Oceli 6% 10% Chromniklová ocel 6% 12% Nerezové oceli 6% 12% Litiny 6% 6% Hliník 6% 12% Slitiny zinku 6% 12% měď 6% 12% mosaz 6% 6% Průměr (mm) Průtok (L/min) Tlak (bar) > > > > > >3 B18


83 Přesné dokončování otvorů Výstružníky RIR a RIQ Základní princip Výstružníky s vodítky Kennametal dodržují dvě základní pravidla. Výsledkem jsou vynikající válcovitost otvorů s výjimečnou přímostí a výjimečnou jakost povrchu v kombinaci s tolerancí v řádů mikrometrů: 1. JEDNOBŘITÝ VYVRTÁVACÍ NÁSTROJ VEDENÝ LOŽISKOVÝMI VODÍTKY, KTERÉ PLOVOU NA FILMU CHLADICÍ KAPALINY. 2. NÁSTROJ SE MUSÍ PROHNOUT VE VODÍTKÁCH PŘI VSTUPU NÁSTROJE DO OTVORU PRO ZAJIŠTĚNÍ SPRÁVNÉHO PRŮMĚRU. Každý výstružník s vodítky má řadu vodítek, která jsou orientovány proti řezným silám vznikajících v průběhu obrábění. Pro vystružování předvrtaného povrchu josu zapotřebí minimálně dvě vodítka. Vrtání Mazivo ve formě chladicí kapaliny se dostává mezi vodítko a povrch obrobku a zajišťuje tak stabilitu v průběhu obrábění bez velkého tření. Průměr otvoru Průměr vodítek Vyložení Lepší kruhovitost Lepší kruhovitost Vodítka jsou nabroušena na o něco menší průměr pro případ opotřebení břitů/břitových destiček. Nejčastější je vyložení 10 μm, ale může kolísat podle druhu materiálu. Požadovaný průměr první volba alternativní volba Materiál P M K N S H Mikromazání Karbid Cermet PCD Břitová destička Požadovaný tvar otvoru Neboť jsou výstružníky s vodítky speciálně nabroušené podle průměru a tolerance, vodítka nejsou přestavitelná nebo seřiditelná. Vodítko pod břitovou destičkou zaručuje kruhovitost otvoru, zatímco vodítko na druhé straně určuje průměr otvoru. Každé další vodítko zlepšuje kruhovitost, přímost a zabraňuje přenosu nepřesností do oblasti vyvrtávání. Tato karbidová, cermetová, PCD a keramická vodítka jsou vybírána a pájena nebo lepena těleso nástroje podle typu chladicí kapaliny a abrazi obráběného materiálu. Zejména při velkých vyloženích nástroje L/D (např., vyvrtávací tyče pro vačky a kliky), vykazuje lepení vyšší přesnost díky menšími teplotnímu vlivu na ocelové těleso nástroje. Upínání RIR Upínání RIQ Dorazový kolík Upínací šroub Ustavovací kolík Ustavovací šroub Vystružovací břitové destičky RIR jsou uchyceny jedním šroubem, aby nedošlo k oslabení lůžka oproti běžnému klínovému upínání. Upínací šroub má levý závit pro doražení a bezpečné uchycení břitu proti dorazovému kolíku. Dorazový kolík zajišťuje správnou polohu břitové destičky vzhledem k vodítku. Jako u dalších typů výstružníků s vodítky se čtyřhrannými břitovými destičkami, jsou zapotřebí dva ustavovací šrouby a klíny pro přesné nastavení řezného průměru a zpětného kužele. Proto jsou výstružníky RIR lepší volbou pro menší průměry než mají výstružníky řady RIQ. Není potřeba nastavovat zpětný kužel, neboť ten je již dán vroubkováním. Je nutné nastavit pouze vyložení břitové destičky vzhledem k vodítkům. Ustavovací kolík a šroub Břitové destičky se dotýkají tělesa nástroje pouze ve vroubkování nebo v ustavovacím klínu. Upínací šroub Břitová destička Ustavovací kolík Ustavovací šroub Pravostranný upínací šroub bezpečně upne břitovou destičku do vysoce přesného drážkování. Tři řezné hrany, které nejsou v řezu nejsou v tělese nástroje zcela ochráněny proti poškození. Všechny čtyři řezné hrany břitových destiček CBN a PCD s plným čelem je možné využít bez rizika náhodného poškození některé z nich. Speciální tvar upínacího šroubu zajišťuje nejvyšší upínací síly, které zabraňují zmenšení průměru v důsledku ohybu, který se projevuje u systémů s upínkou. Vlastní konstrukce ustavovacího klínu zabraňuje nechtěnému pootočení. Tím je zabráněno chybám při seřizování, které způsobují poškození nástroje. B19
: viz. tabulka níže. Nm RIR 0 M 1.6 LH 0,3 RIR 1 M 2.5 LH 1,2 RIR 2 M 2.")
: viz. tabulka níže.")
84 Přesné dokončování otvorů Pokyny pro seřizování nástrojů RIR a RIQ Seřizování nástrojů RIR Vrtání 1/2 x LH 2 3 x RH LH krouticí moment (Nm): viz. tabulka níže. Nm RIR 0 M 1.6 LH 0,3 RIR 1 M 2.5 LH 1,2 RIR 2 M 2.5 LH 1,2 RIR 3 M 3.0 LH 2,2 RIR 4 M 4.5 LH 4,1 Seřizování nástrojů RIQ 1/2 x LH 2 3 x LH RH krouticí moment (Nm): viz. tabulka níže. Nm RIQ 06 M 3.0 RH 1,8 RIQ 09 M 3.0 RH 2,2 RIQ 12 M 6.0 RH 6,0 B20
85 Přesné dokončování otvorů Sedla a vedení ventilů Nástroje pro sedla ventilů Nástroje na bázi RIQ Quattro Cut Technologie RIQ umožňuje libovolné úhlové nastavení břitových destiček a přináší tak až 12 řezných hran. Sekundární úhel Primární úhel Sekundární úhel Vrtání Způsobuje tři místa opotřebení na každé řezné hraně. Výsledkem jsou břitové destičky s 12 řeznými hranami. Nástroje pro sedla ventilů Řešení pro obráběcí centra Nástroje pro sedla ventilů RIQ s integrovaným hydraulickým upínáním pro vícebřité výstružníky s vodítky RMS nebo RIR. Obráběcí centrum Integrovaný hydraulický upínač Vícebřité výstružníky RMS pro běžné požadované hodnoty házivosti sedel ventilů vůči vedení ventilů Výstružníku s vodítky RIR pro nejvyšší požadavky z pohledu kruhovitosti a válcovitosti vedení ventilů Technologie obráběcího centra Všechny úhly jsou vytvořeny podle požadavků dokončování ve DVOU krocích Postup A (doporučený) Nástroj 1 Střední dokončování: Dokončování sekundárních úhlů. Střední dokončování primárních úhlů. Vytvoření pilotního otvoru (krátké verze výstružníků RMS nebo RIR). Nástroj 2 Dokončování: Dokončování primárních úhlů. Dokončení pilotního otvoru (dlouhé verze výstružníků RMS nebo RIR). Postup B (alternativní) Nástroj 1 Dokončování sedla ventilu: Dokončování primárních a sekundárních úhlů. Vytvoření pilotního otvoru (krátké verze výstružníků RMS nebo RIR). Nástroj 2 Dokončování vedení ventilu: Dokončení pilotního otvoru (dlouhé verze výstružníků RMS nebo RIR). Hydraulický upínač pro upínání výstružníku Hydraulický upínač pro upínání výstružníku Nástroje pro sedla ventilů Řešení pro transferové linky Nástroje RIQ pro sedla ventilů s karbidovým vodícím pouzdrem pro výstružníky RMS nebo RIR, které obrábějí vedení ventilů na transferových linkách. Transferové linky Integrované karbidové vodící pouzdro Vícebřité výstružníky RMS pro běžné požadované hodnoty házivosti sedel ventilů vůči vedení ventilů Výstružníku s vodítky RIR pro nejvyšší požadavky z pohledu kruhovitosti a válcovitosti vedení ventilů Technologie transferové linky Všechny úhly jsou vytvořeny podle požadavků dokončování ve DVOU krocích / v JEDNOM kroku Postup A (doporučený) Nástroj 1 Střední dokončování: Střední dokončování sekundárních úhlů. Střední dokončování primárních úhlů. Nástroj 2 Dokončování: Dokončování primárních úhlů. Dokončování sekundárních úhlů. Dokončení vodícího otvoru vysunutím vícebřitého výstružníku nebo jednobřitého výstružníku s vodítky (squirt-through type poháněný nástroj). Postup B (alternativní) Nástroj 1 Kombinace středního dokončování a dokončování: Dokončování primárních a sekundárních úhlů sedel. Dokončení vodícího otvoru vysunutím vícebřitého výstružníku nebo jednobřitého výstružníku s vodítky (squirt-through type poháněný nástroj). B21
86 Přesné dokončování otvorů Formulář pro objednání výstružníku Formulář pro objednání přesných vyvrtávacích tyčí Rozměrové tolerance, jakosti povrchu a geometrické tolerance musejí být uvedeny na výkresu obrobku Vrtání Číslo nabídky: Zákazník: Adresa: Kontaktní osoba: Všeobecné Datum: Obchodní zástupce: Aplikační inženýr: Konkurenti: informace: Představení Stávající vývoj Změna procesu Objem: Otvorů/rok Obdobný nástroj: Název operace: Obrobek Průměr / obráběné plochy 1: 2: 3: 4: 5: 6: Požadovaná tolerance: Horní třetina Přerušovaný řez: Ano Ne Prostřední třetina (např., pokud je zapotřebí CpK) Spodní třetina (např., průchozí/neprůchozí kalibr) Obrábění čela: Ano Ne Maximální délka náběhu: Hodnota CpK: Ano Ne Typ otvoru: Slepý otvor Průchozí Materiálu obrobku: Předobrobeno: (detailní popis včetně informací o přídavcích) Tvrdost/pevnost: Stroj/upínání/měření otvoru (N/mm 2, HRC,...) Typ stroje: Obráběcí centrum Transferová linka Soustruh Jednoúčelový stroj Název stroje: Nástroj: Rotační Stacionární Typ rozhraní vřetene: (HSK80A, DV50, BT40,...) Poloha vřetene: Horizontální Vertikální Počet vřeten: (pro stejnou operaci, na stejném stroji) Upnutí obrobku: Tuhé upnutí Slabé Nastavení vřetene obráběcího centra: Radiální házivost Axiální házivost Ne Seřizovací přípravek: Ano: Popis Ne (pouze pro nastavitelné nástroje) Způsob měření: Průchozí/ neprůchozí kalibr Pneumatický nebo elektronický kalibr Další Typ chladicí kapaliny Vodou ředitelná Polosyntetická Syntetická Mikromazání Přívod chladicí kapaliny: Vnitřní Vnější Žádná Tlak chladicí kapaliny: Tyč Koncentrace chladicí kapaliny: Průtok chladicí kapaliny: Další informace: (např. typ upínání, hmotnost nebo rozměrová omezení, důvod zákazníka ke změně, známé informace,...) % l/min Nabídka je vytvořena pouze po zaslání výkresu obrobku a vyplnění formuláře B22
87 Přesné dokončování otvorů Doporučené aplikace Přídavky pro vystružování u vícebřitých výstružníků Přídavek pro vystružování mm mm min střední max 4,81 9,59 0,10 0,15 0,25 9,60 15,00 0,15 0,20 0,30 15,00 20,00 0,15 0,25 0,35 20,00 50,00 0,20 0,30 0,40 Vrtání Řešení problémů při vystružování otvorů Problém Příčina Možné řešení Vystružený průměr je příliš velký 1. Vystružovací nástroj vybíhá ze středu 2. Soustřednost pilotního otvoru a vystružování je neuspokojivá 3. Tvorba nárůstku na řezné hraně 4. Nevhodné chlazení 5. Příliš velký průměr vystružovacího nástroje Použijte vyrovnávací adaptér SIF Znovu vyrovnejte, použijte plovoucí hlavu Změňte chlazení Změňte řeznou rychlost Změřte výstružníky a odešlete je k opravě d Nom Vystružený průměr je příliš malý 1. Opotřebovaný výstružník 2. Nevhodné chlazení 3. Povolená tolerance výstružníku je příliš malá Vyměňte a znovu ustavte výstružník Změňte chlazení Zvyšte povolenou toleranci vystružování d Nom Kónický profil otvoru je širší směrem k výběhu vrtání 1. Soustřednost pilotního otvoru a vystružování je neuspokojivá 2. Přesnost předvrtaného otvoru pro vystružování Znovu vyrovnejte, použijte vyrovnávací adaptér SIF Zajistěte správnou polohu d Nom Kónický profil otvoru je širší směrem ke vstupnímu bodu 1. Soustřednost pilotního otvoru a vystružování je neuspokojivá 2. Výstružník se podélně stahuje Znovu vyrovnejte, použijte plovoucí hlavu Pevně axiálně upněte vystružovací nástroj d Nom Otvor je mimo střed nebo vykazuje stopy po chvění 1. Vystružovací nástroj vybíhá ze středu 2. Šikmý obráběný povrch / asymetrické obrábění 3. Zkroucený obrobek Použijte vyrovnávací adaptér SIF Hladký povrch před vrtáním nebo vystružováním Při upínání obrobku vezměte v úvahu směr silových reakcí od nástroje Kvalita povrchu neodpovídá specifikacím 1. Břity nástroje jsou opotřebené 2. Vystružovací nástroj vybíhá ze středu 3. Nevhodné řezné podmínky 4. Nedostatečný odvod třísek Vyměňte a znovu ustavte výstružník Použijte vyrovnávací adaptér SIF Změňte řezné podmínky v doporučeném pásmu Zlepšete přívod chladicí kapaliny; zvyšte přívod a tlak chladicí kapaliny Drážky způsobené posuvem 1. Tvorba nárůstku na řezné hraně Změňte chlazení Změňte řeznou rychlost B23

88 Vrtáky Stellram HardCore pro houževnaté materiály Hlavní aplikace Vrtáky Stellram HardCore se vyznačují patentovanou technologií, která spojuje dvě karbidové sorty v jednom nástroji. Technologie HardCore přináší unikátní konstrukci nástroje s použitím optimální sorty karbidu v kritických místech pro zvýšení výkonnosti a prodloužení životnosti nástroje. Vnější řezné hrany vrtáku pracují při neuvěřitelných rychlostech, zatímco střed je téměř stacionární. Zvolená karbidová sorta má tento stav kompenzovat díky kompromisu mezi výkonností a životností. Dříve byla vrtací korunka poškozována vylamováním řezné hrany, které má kritický vliv na údržbu a kratší životnost nástroje. Technologie HardCore obsahuje dvě karbidové sorty jednu určenou pro vysoké řezné rychlosti na vnějším průměru nástroje a druhou dostatečně odolnou, aby se vypořádala s nízkou rychlostí středu nástroje. Zkoušky prokázaly, že technologie HardCore významně snižuje opotřebení a protože jsou karbidové sorty optimalizované pro různé části nástroje, pracovní řezné rychlosti je možné zvýšit. Tyto vrtáky jsou určeny pro náročné aplikace při obrábění ocelí skupin P3 a P4 s pevností v tahu až 1400 MPa a tvrzené materiály ve skupinách H1 a H2 s tvrdostí až do 55 HRC s vnějším chlazením. Vlastnosti a výhody Kuželová konstrukce špičky vrtáku se zužováním špičky Vynikající vlastní středicí schopnosti. Nízké řezné síly. Přesná broušená řezná hrana zajišťuje nižší tvorbu otřepů. Duální sorta HCT600 Vnější karbidová sorta pro vysoké řezné rychlosti s vysokou odolností proti opotřebení. Karbidová sorta jádra pro nízké rychlosti s vynikající houževnatostí a odolností proti rázům. Až o 25% vyšší posuvy než u vysoce výkonných vrtáků vyrobených z jedné sorty karbidu. B24

89 Zákaznická řešení Mezilehlé průměry až do 20 mm (.7874") jsou k dispozici jako semistandardy. Další délky nástrojů nebo provedení stupňovitých vrtáků jsou k dispozici na zakázku. Pro optimální životnost nástroje doporučujeme použít hydraulické upínače Kennametal. Bez vnitřního chlazení. B25
90 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení Vrtání SHD_301HA/SHD_501HA 3 x D/5 x D Metrické první volba alternativní volba průměr D1 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD0250/0.098/301HA SHD0250/0.098/501HA 2, , SHD0260/0.102/301HA SHD0260/0.102/501HA 2, , SHD0270/0.106/301HA 2, , SHD0280/0.110/301HA SHD0280/0.110/501HA 2, , SHD0285/0.112/501HA 2, , SHD0290/0.114/301HA SHD0290/0.114/501HA 2, , SHD0300/0.118/301HA SHD0300/0.118/501HA 3, , SHD0310/0.122/301HA SHD0310/0.122/501HA 3, , SHD0317/0.125/301HA SHD0317/0.125/501HA 3, /8 0, SHD0320/0.126/301HA SHD0320/0.126/501HA 3, , SHD0330/0.130/301HA SHD0330/0.130/501HA 3, , SHD0340/0.134/301HA SHD0340/0.134/501HA 3, , SHD0350/0.138/301HA SHD0350/0.138/501HA 3, , SHD0357/0.140/301HA SHD0357/0.140/501HA 3, /64 0, SHD0360/0.142/301HA SHD0360/0.142/501HA 3, , SHD0370/0.146/301HA SHD0370/0.146/501HA 3, , SHD0380/0.150/301HA SHD0380/0.150/501HA 3, , SHD0390/0.154/501HA 3, , SHD0397/0.156/301HA SHD0397/0.156/501HA 3, /32 0, SHD0400/0.157/301HA SHD0400/0.157/501HA 4, , SHD0410/0.161/301HA SHD0410/0.161/501HA 4, , SHD0420/0.165/301HA SHD0420/0.165/501HA 4, , SHD0430/0.169/301HA SHD0430/0.169/501HA 4, , SHD0437/0.172/501HA 4, /64 0, SHD0440/0.173/301HA SHD0440/0.173/501HA 4, , SHD0450/0.177/301HA SHD0450/0.177/501HA 4, , SHD0460/0.181/301HA SHD0460/0.181/501HA 4, , SHD0470/0.185/301HA SHD0470/0.185/501HA 4, , (pokračování na další straně) B26
91 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HA/SHD_501HA 3 x D/5 x D pokračování na další straně) první volba alternativní volba průměr D1 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD0476/0.187/301HA SHD0476/0.187/501HA 4, /16 0, SHD0480/0.189/301HA SHD0480/0.189/501HA 4, , SHD0490/0.193/301HA SHD0490/0.193/501HA 4, , SHD0500/0.197/301HA SHD0500/0.197/501HA 5, , SHD0502/0.198/301HA 5, , SHD0510/0.201/301HA SHD0510/0.201/501HA 5, , SHD0516/0.203/501HA 5, /64 0, SHD0520/0.205/301HA SHD0520/0.205/501HA 5, , SHD0530/0.209/301HA SHD0530/0.209/501HA 5, , SHD0540/0.213/301HA SHD0540/0.213/501HA 5, , SHD0550/0.217/301HA SHD0550/0.217/501HA 5, , SHD0556/0.219/301HA SHD0556/0.219/501HA 5, /32 1, SHD0560/0.220/301HA SHD0560/0.220/501HA 5, , SHD0570/0.224/301HA SHD0570/0.224/501HA 5, , SHD0580/0.228/301HA SHD0580/0.228/501HA 5, , SHD0590/0.232/301HA SHD0590/0.232/501HA 5, , SHD0595/0.234/501HA 5, /64 1, SHD0600/0.236/301HA SHD0600/0.236/501HA 6, , SHD0610/0.240/301HA SHD0610/0.240/501HA 6, , SHD0620/0.244/301HA SHD0620/0.244/501HA 6, , SHD0630/0.248/301HA SHD0630/0.248/501HA 6, , SHD0635/0.250/301HA SHD0635/0.250/501HA 6, /4 1, SHD0640/0.252/301HA SHD0640/0.252/501HA 6, , SHD0650/0.256/301HA SHD0650/0.256/501HA 6, , SHD0660/0.260/301HA SHD0660/0.260/501HA 6, , SHD0670/0.264/301HA SHD0670/0.264/501HA 6, , SHD0675/0.266/301HA SHD0675/0.266/501HA 6, /64 1, SHD0680/0.268/301HA SHD0680/0.268/501HA 6, , SHD0690/0.272/301HA SHD0690/0.272/501HA 6, , SHD0700/0.276/301HA SHD0700/0.276/501HA 7, , SHD0710/0.280/301HA SHD0710/0.280/501HA 7, , SHD0714/0.281/301HA SHD0714/0.281/501HA 7, /32 1, SHD0720/0.283/301HA SHD0720/0.283/501HA 7, , SHD0730/0.287/301HA SHD0730/0.287/501HA 7, , SHD0740/0.291/301HA SHD0740/0.291/501HA 7, , SHD0750/0.295/301HA SHD0750/0.295/501HA 7, , SHD0754/0.297/301HA 7, /64 1, SHD0760/0.299/301HA 7, , SHD0770/0.303/301HA SHD0770/0.303/501HA 7, , SHD0780/0.307/301HA SHD0780/0.307/501HA 7, , Vrtání (pokračování na další straně) B27
92 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HA/SHD_501HA 3 x D/5 x D pokračování na další straně) první volba alternativní volba Vrtání průměr D1 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD0790/0.311/301HA 7, , SHD0794/0.313/301HA SHD0794/0.313/501HA 7, /16 1, SHD0800/0.315/301HA SHD0800/0.315/501HA 8, , SHD0805/0.317/301HA 8, , SHD0810/0.319/301HA SHD0810/0.319/501HA 8, , SHD0820/0.323/301HA SHD0820/0.323/501HA 8, , SHD0830/0.327/301HA SHD0830/0.327/501HA 8, , SHD0833/0.328/501HA 8, /64 1, SHD0840/0.331/301HA SHD0840/0.331/501HA 8, , SHD0850/0.335/301HA SHD0850/0.335/501HA 8, , SHD0860/0.339/301HA SHD0860/0.339/501HA 8, , SHD0870/0.343/301HA SHD0870/0.343/501HA 8, , SHD0873/0.344/301HA SHD0873/0.344/501HA 8, /32 1, SHD0880/0.346/301HA SHD0880/0.346/501HA 8, , SHD0890/0.350/301HA 8, , SHD0900/0.354/301HA SHD0900/0.354/501HA 9, , SHD0910/0.358/501HA 9, , SHD0913/0.359/301HA SHD0913/0.359/501HA 9, /64 1, SHD0920/0.362/301HA SHD0920/0.362/501HA 9, , SHD0930/0.366/301HA SHD0930/0.366/501HA 9, , SHD0940/0.370/501HA 9, , SHD0950/0.374/301HA SHD0950/0.374/501HA 9, , SHD0952/0.375/301HA SHD0952/0.375/501HA 9, /8 1, SHD0960/0.378/301HA SHD0960/0.378/501HA 9, , SHD0970/0.382/301HA SHD0970/0.382/501HA 9, , SHD0980/0.386/301HA SHD0980/0.386/501HA 9, , SHD0990/0.390/301HA 9, , SHD0992/0.391/501HA 9, /64 1, SHD1000/0.394/301HA SHD1000/0.394/501HA 10, , SHD1010/0.398/301HA SHD1010/0.398/501HA 10, , SHD1020/0.402/301HA SHD1020/0.402/501HA 10, , SHD1030/0.406/301HA SHD1030/0.406/501HA 10, , SHD1032/0.407/301HA 10, /32 1, SHD1040/0.409/301HA SHD1040/0.409/501HA 10, , SHD1050/0.413/301HA SHD1050/0.413/501HA 10, , SHD1070/0.421/301HA SHD1070/0.421/501HA 10, , SHD1080/0.425/301HA SHD1080/0.425/501HA 10, , SHD1100/0.433/301HA SHD1100/0.433/501HA 11, , SHD1110/0.437/301HA SHD1110/0.437/501HA 11, , SHD1120/0.441/301HA SHD1120/0.441/501HA 11, , (pokračování na další straně) B28
93 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HA/SHD_501HA 3 x D/5 x D pokračování na další straně) první volba alternativní volba průměr D1 short HCT600 long HCT600 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD1130/0.445/501HA 11, , SHD1150/0.453/301HA SHD1150/0.453/501HA 11, , SHD1160/0.457/501HA 11, , SHD1180/0.465/301HA SHD1180/0.465/501HA 11, , SHD1190/0.469/501HA 11, , SHD1200/0.472/301HA SHD1200/0.472/501HA 12, , SHD1210/0.476/301HA SHD1210/0.476/501HA 12, , SHD1220/0.480/301HA SHD1220/0.480/501HA 12, , SHD1230/0.484/501HA 12, , SHD1240/0.488/301HA SHD1240/0.488/501HA 12, , SHD1250/0.492/301HA SHD1250/0.492/501HA 12, , SHD1270/0.500/301HA SHD1270/0.500/501HA 12, /2 2, SHD1280/0.504/301HA SHD1280/0.504/501HA 12, , SHD1290/0.508/301HA 12, , SHD1300/0.512/301HA SHD1300/0.512/501HA 13, , SHD1310/0.516/301HA SHD1310/0.516/501HA 13, , SHD1320/0.520/501HA 13, , SHD1330/0.524/501HA 13, , SHD1350/0.531/301HA SHD1350/0.531/501HA 13, , SHD1360/0.535/301HA 13, , SHD1370/0.539/301HA 13, , SHD1380/0.543/501HA 13, , SHD1400/0.551/301HA SHD1400/0.551/501HA 14, , SHD1410/0.555/501HA 14, , SHD1420/0.559/301HA SHD1420/0.559/501HA 14, , SHD1429/0.562/301HA 14, /16 2, SHD1430/0.563/501HA 14, , SHD1450/0.571/301HA SHD1450/0.571/501HA 14, , SHD1500/0.591/301HA SHD1500/0.591/501HA 15, , SHD1510/0.594/301HA 15, , SHD1550/0.610/301HA SHD1550/0.610/501HA 15, , SHD1570/0.618/501HA 15, , SHD1580/0.622/501HA 15, , SHD1587/0.625/301HA 15, /8 2, SHD1600/0.630/301HA SHD1600/0.630/501HA 16, , SHD1666/0.656/301HA SHD1666/0.656/501HA 16, , SHD1700/0.669/301HA SHD1700/0.669/501HA 17, , SHD1745/0.687/501HA 17, , SHD1750/0.689/501HA 17, , SHD1800/0.709/301HA SHD1800/0.709/501HA 18, , SHD1850/0.728/301HA_ 18, , SHD1950/0.768/501HA 19, , SHD2000/0.787/501HA 20, , Vrtání B29
94 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení Vrtání SHD_301HE/SHD_501HE 3 x D/5 x D Metrické první volba alternativní volba průměr D1 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD0300/0.118/301HE SHD0300/0.118/501HE 3, , SHD0310/0.122/301HE SHD0310/0.122/501HE 3, , SHD0317/0.125/501HE 3, /8 0, SHD0320/0.126/301HE SHD0320/0.126/501HE 3, , SHD0330/0.130/301HE SHD0330/0.130/501HE 3, , SHD0340/0.134/301HE SHD0340/0.134/501HE 3, , SHD0350/0.138/301HE SHD0350/0.138/501HE 3, , SHD0360/0.142/501HE 3, , SHD0370/0.146/301HE SHD0370/0.146/501HE 3, , SHD0380/0.150/501HE 3, , SHD0390/0.154/501HE 3, , SHD0397/0.156/501HE 3, /32 0, SHD0400/0.157/301HE SHD0400/0.157/501HE 4, , SHD0420/0.165/301HE SHD0420/0.165/501HE 4, , SHD0430/0.169/501HE 4, , SHD0440/0.173/301HE 4, , SHD0450/0.177/301HE SHD0450/0.177/501HE 4, , SHD0460/0.181/501HE 4, , SHD0480/0.189/301HE 4, , SHD0490/0.193/501HE 4, , SHD0500/0.197/301HE SHD0500/0.197/501HE 5, , SHD0510/0.201/301HE SHD0510/0.201/501HE 5, , SHD0516/0.203/301HE 5, /64 0, SHD0520/0.205/301HE SHD0520/0.205/501HE 5, , SHD0530/0.209/501HE 5, , SHD0540/0.213/501HE 5, , SHD0550/0.217/501HE 5, , SHD0556/0.219/501HE 5, /32 1, (pokračování na další straně) B30
95 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HE/SHD_501HE 3 x D/5 x D pokračování na další straně) první volba alternativní volba průměr D1 Vrtání krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD0560/0.220/301HE 5, , SHD0570/0.224/501HE 5, , SHD0580/0.228/301HE 5, , SHD0590/0.232/501HE 5, , SHD0600/0.236/301HE SHD0600/0.236/501HE 6, , SHD0610/0.240/301HE SHD0610/0.240/501HE 6, , SHD0620/0.244/301HE SHD0620/0.244/501HE 6, , SHD0630/0.248/501HE 6, , SHD0635/0.250/301HE 6, /4 1, SHD0640/0.252/501HE 6, , SHD0650/0.256/501HE 6, , SHD0660/0.260/301HE SHD0660/0.260/501HE 6, , SHD0675/0.266/501HE 6, /64 1, SHD0680/0.268/301HE SHD0680/0.268/501HE 6, , SHD0690/0.272/501HE 6, , SHD0700/0.276/501HE 7, , SHD0710/0.280/501HE 7, , SHD0720/0.283/501HE 7, , SHD0730/0.287/301HE 7, , SHD0740/0.291/301HE SHD0740/0.291/501HE 7, , SHD0750/0.295/501HE 7, , SHD0770/0.303/501HE 7, , SHD0780/0.307/301HE SHD0780/0.307/501HE 7, , SHD0794/0.313/301HE 7, /16 1, SHD0800/0.315/301HE SHD0800/0.315/501HE 8, , SHD0810/0.319/501HE 8, , SHD0820/0.323/501HE 8, , SHD0850/0.335/301HE SHD0850/0.335/501HE 8, , SHD0860/0.339/301HE SHD0860/0.339/501HE 8, , SHD0870/0.343/301HE SHD0870/0.343/501HE 8, , SHD0873/0.344/501HE 8, /32 1, SHD0880/0.346/301HE SHD0880/0.346/501HE 8, , SHD0900/0.354/301HE SHD0900/0.354/501HE 9, , SHD0930/0.366/301HE SHD0930/0.366/501HE 9, , SHD0950/0.374/301HE SHD0950/0.374/501HE 9, , SHD0952/0.375/501HE 9, /8 1, SHD0960/0.378/301HE 9, , SHD0980/0.386/301HE SHD0980/0.386/501HE 9, , SHD1000/0.394/301HE SHD1000/0.394/501HE 10, , SHD1020/0.402/301HE SHD1020/0.402/501HE 10, , (pokračování na další straně) B31
96 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HE/SHD_501HE 3 x D/5 x D pokračování na další straně) první volba alternativní volba Vrtání průměr D1 krátké HCT600 dlouhé HCT600 mm palce zlomek L5 LS D SHD1030/0.406/501HE 10, , SHD1040/0.409/501HE 10, , SHD1050/0.413/301HE SHD1050/0.413/501HE 10, , SHD1080/0.425/501HE 10, , SHD1100/0.433/301HE SHD1100/0.433/501HE 11, , SHD1110/0.437/501HE 11, , SHD1120/0.441/501HE 11, , SHD1130/0.445/501HE 11, , SHD1150/0.453/501HE 11, , SHD1180/0.465/301HE SHD1180/0.465/501HE 11, , SHD1200/0.472/301HE SHD1200/0.472/501HE 12, , SHD1250/0.492/301HE SHD1250/0.492/501HE 12, , SHD1270/0.500/501HE 12, /2 2, SHD1300/0.512/501HE 13, , SHD1350/0.531/301HE SHD1350/0.531/501HE 13, , SHD1400/0.551/301HE SHD1400/0.551/501HE 14, , SHD1500/0.591/301HE SHD1500/0.591/501HE 15, , SHD1510/0.594/501HE 15, , SHD1600/0.630/501HE 16, , SHD1800/0.709/301HE 18, , (pokračování na další straně) Tolerance Metrické Rozsah průměrů D1 tolerance m7 D tolerance h6 >3 6 0,004/0,016 0,000/-0,008 >6 10 0,006/0,021 0,000/-0,009 > ,007/0,025 0,000/-0,011 >18 25,4 0,008/0,029 0,000/-0,013 B32
97 Karbidové vrtáky Vrtáky Stellram HardCore Bez vnitřního chlazení (SHD_301HE/SHD_501HE 3 x D/5 x D pokračování na další straně) mm KRÁTKÉ* DLOUHÉ* Ø DIN 6535 ~3 x D ~5 x D D1 min D1 max D min LS L L3 L4 max L L3 L4 max <3, ,751 4, ,751 6, ,001 7, ,001 8, ,001 10, ,001 12, ,001 14, ,001 16, ,001 18, ,001 20, * D1<20 mm podle DIN 6537K * D1>20 mm podle firemní normy Vrtání B33
98 Karbidové vrtáky Řezné podmínky Vrtáky Stellram HardCore Sorta HCT600 Bez vnitřního chlazení Metrické Vrtání Materiálová skupina P K H Řezná rychlost vc Metrické Rozsah m/min Doporučený posuv (f) podle průměru min Počáteční hodnota max 2,5 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20, mm/r 0,04 0,11 0,05 0,13 0,06 0,17 0,09 0,24 0,11 0,31 0,13 0,38 0,15 0,45 0,19 0,58 0,23 0, mm/r 0,04 0,09 0,05 0,11 0,06 0,14 0,81 0,20 0,10 0,25 0,12 0,30 0,13 0,35 0,16 0,45 0,19 0, mm/r 0,04 0,08 0,05 0,10 0,06 0,13 0,81 0,18 0,10 0,23 0,12 0,28 0,13 0,33 0,16 0,43 0,19 0, mm/r 0,07 0,13 0,08 0,15 0,10 0,18 0,14 0,24 0,18 0,30 0,22 0,35 0,26 0,40 0,33 0,48 0,40 0, mm/r 0,07 0,10 0,08 0,12 0,10 0,15 0,14 0,20 0,17 0,26 0,21 0,31 0,24 0,36 0,30 0,45 0,36 0, mm/r 0,07 0,15 0,08 0,17 0,10 0,19 0,14 0,25 0,17 0,26 0,21 0,31 0,24 0,36 0,30 0,45 0,36 0, mm/r 0,04 0,08 0,04 0,09 0,05 0,11 0,06 0,15 0,07 0,19 0,08 0,22 0,09 0,25 0,10 0,32 0,12 0, mm/r 0,04 0,08 0,04 0,09 0,05 0,10 0,06 0,13 0,07 0,17 0,08 0,20 0,09 0,23 0,10 0,30 0,12 0,34 B34

99 Extrémní vystružování Modulární výstružníky RHM nabízejí výkonnost obecně dosažitelnou pouze s monolitními karbidovými výstružníky. Díky unikátnímu předepjatému upínání KST jsou určeny pro vystružování vysoce přesných otvorů IT6 a IT7 v ocelích, nerezových ocelích a litinách. RHM vám přináší: Nejnižší házivost nástrojů na trhu. Vlastní silné upínání pro vysoké hodnoty posuvů. Nejmodernější technologie sort karbidů a cermetů pro vysoké řezné rychlosti a dlouhou životnost nástroje. Vyzkoušejte jejich výhody u svého autorizovaného distributora Kennametal nebo na

100 Modulární vrtáky KSEM a vrtací korunky KCMS35 SPL Váš nový nástroj pro vrtání nejnáročnějších nerezových ocelí a super slitin Vylepšená SPL geometrie Geometrie KSEM SPL byla vyvinuta pro výjimečné výkony při vrtání nerezových ocelí, super slitin a dalších náročných materiálů. KSEM SPL zajišťují vyšší spolehlivost procesu, delší životnost nástroje a produktivitu při obrábění těžce obrobitelných materiálů. Vylepšená geometrie špičky a jádra nástroje výrazně snižuje řezné síly. Tento typ vrtacích korunek je zvláště vhodný pro vrtání těžce obrobitelných a nerezových trubek nebo plechů a dalších komponentů výměníků tepla (zejména materiálových skupin M3 a S). Vrtací korunky KSEM KCMS35 SPL můžete použít jako efektivní alternativu pro konstrukční a legované oceli a také pro většinu aplikací při vrtání hliníku a mědi. Nová sorta KCMS35 KCMS35 jsou vyráběny z jemnozrnného karbidového substrátu s PVD povlakem TiAlN s vysokým obsahem hliníku. Zajišťuje vysokou odolnost proti opotřebení a stabilitu proti oxidaci a zároveň nepřekonatelnou odolnost proti vylamování řezné hrany ve středu nástroje a na vnějších řezných hranách. POZNÁMKA: Geometrie SPL není vhodná pro přeostření. B36
101 Modulární vrtáky Vrtací korunky KSEM 140 Vrtací korunky KSEM KCMS35 SPL Vrtání první volba alternativní volba D1 KCMS35 mm palce velikost lůžka KSEM1250SPLM 12, C KSEM1270SPLM 12, C KSEM1300SPLM 13, C KSEM1350SPLM 13, C KSEM1400SPLM 14, B KSEM1429SPLM 14, B KSEM1450SPLM 14, B KSEM1500SPLM 15, A KSEM1550SPLM 15, A KSEM1588SPLM 15, KSEM1600SPLM 16, KSEM1609SPLM 16, KSEM1615SPLM 16, KSEM1627SPLM 16, KSEM1650SPLM 16, KSEM1667SPLM 16, KSEM1700SPLM 17, KSEM1746SPLM 17, KSEM1750SPLM 17, KSEM1800SPLM 18, KSEM1850SPLM 18, KSEM1900SPLM 19, KSEM1905SPLM 19, KSEM1920SPLM 19, KSEM1923SPLM 19, KSEM1925SPLM 19, KSEM1927SPLM 19, KSEM1935SPLM 19, D1 KCMS35 mm palce velikost lůžka KSEM1945SPLM 19, KSEM1950SPLM 19, KSEM1984SPLM 19, KSEM2000SPLM 20, KSEM2050SPLM 20, KSEM2064SPLM 20, KSEM2100SPLM 21, KSEM2150SPLM 21, KSEM2200SPLM 22, KSEM2223SPLM 22, KSEM2300SPLM 23, KSEM2381SPLM 23, KSEM2400SPLM 24, KSEM2500SPLM 25, KSEM2540SPLM 25, KSEM2560SPLM 25, KSEM2565SPLM 25, KSEM2567SPLM 25, KSEM2581SPLM 25, KSEM2600SPLM 26, KSEM2619SPLM 26, KSEM2700SPLM 27, KSEM2858SPLM 28, KSEM3000SPLM 30, KSEM3175SPLM 31, KSEM3200SPLM 32, KSEM3846SPLM 38, KSEM4000SPLM 40, Tolerance SPL Metrické D1 metrické tolerance h8 12, ,000/-0,027 > ,000/-0,033 > ,000/-0,039 Tolerance SPL Palcové D1 palcové tolerance h / > ,000/-0,0013 > ,000/-0, B37
102 Modulární vrtáky Řezné podmínky Karbidové vrtací korunky pro modulární vrtáky KSEM Geometrie SPL(M) Sorta KCMS35 Vnitřní chlazení Vrtání Řezná rychlost vc Rozsah m/min Řezná rychlost vc Rozsah řezných rychlostí stopy za minutu (SFM) Metrické Doporučený posuv (f) podle průměru Materiálová skupina min Počáteční hodnota max ,0 20,0 25,4 32,0 40, mm/ot. 0,15 0,31 0,17 0,36 0,19 0,41 0,25 0,53 0,29 0,60 0,33 0,69 P mm/ot. 0,15 0,31 0,17 0,36 0,19 0,41 0,25 0,53 0,29 0,60 0,33 0, mm/ot. 0,15 0,31 0,17 0,36 0,19 0,41 0,25 0,53 0,29 0,60 0,33 0,69 M N S mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,19 0,40 0,25 0,50 0,28 0,56 0,32 0,63 0,32 0,70 0,32 0, mm/ot. 0,19 0,40 0,25 0,50 0,28 0,56 0,32 0,63 0,32 0,70 0,32 0, mm/ot. 0,19 0,40 0,25 0,50 0,28 0,56 0,32 0,63 0,32 0,70 0,32 0, mm/ot. 0,19 0,40 0,25 0,50 0,28 0,56 0,32 0,63 0,32 0,70 0,32 0, mm/ot. 0,05 0,10 0,07 0,12 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0, mm/ot. 0,05 0,10 0,07 0,12 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0, mm/ot. 0,05 0,10 0,07 0,12 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0, mm/ot. 0,05 0,10 0,07 0,12 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0,31 Palcové Doporučený posuv (f) podle průměru Materiálová skupina P M N S min Počáteční hodnota max 0,462 0,630 0,787 1,000 1,260 1, palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot palce/ot Doporučení pro aplikaci: Při použití vrtacích korunek SPL >5 x D doporučujeme otvory předvrtat. Pro hlubší otvory (> = 10 x D) a při vrtání materiálů skupiny M1 a M2 obecně, doporučujeme použít jako první volbu vrtací korunky KSEM HPL. B38

103 Řešení Kennametal Globální vývoj speciálních řešení Kennametal Globálně koordinované nejmodernější výrobní, vývojové a implementační kapacity. Bez ohledu na to jak velký nebo malý je váš projekt. Ať se jedná o jeden speciální nástroje nebo vývoj obráběcí technologie, Kennametal je schopen zajistit vývoj, proškolení obsluhy a úspěšnou implementaci kompletního řešení. Bez ohledu na to kde se nacházíte, Kennametal je všude s vámi. Kennametal vám přináší globálně řízené výrobní kapacity, vývoj, implementaci a pomoc při optimalizaci včetně klíčového spojenectví s výrobci strojů a ostatními vedoucími výrobci obráběcích technologií, a zaručuje tak dodání celkového řešení. Vyzkoušejte jejich výhody u svého autorizovaného distributora Kennametal nebo na
104 Vrtací korunky pro ploché dno KCPM45 FEG Modulární vrtáky KenTIP a KSEM Vrtání slepých otvorů se 180 v jedné operaci a daleko více! Naše vrtací korunky KenTIP a KSEM FEG pro ploché dno vytváří 180 ploché otvory, ve kterých zůstává jen malé prohloubení uprostřed otvoru. Tyto vrtací korunky jsou vytvořeny s ohledem na univerzální použití v široké řadě vrtacích aplikací ať se jedná o slepé otvory, průchozí otvory nebo zahlubování. Vrtací korunky KenTIP FEG jsou nyní k dispozici skladem v rozsahu průměrů 8 20 mm ( "). Počáteční rozsah průměrů vrtacích korunek KSEM FEG je mm ( "). Vrtací korunky FEG je možné použít na všech kompatibilních držácích nástrojů pro stejný vrtací systém. Vlastnosti a výhody Geometrie špičky pro ploché dno FEG 180 úhel špičky pro vrtání otvorů s plochým dnem. Malá středící špička pro lepší středící vlastnosti. Dvojité vodící fazetky pro vynikající přímost. Rohové sražení pro snížení tvorby otřepů a delší životnost nástroje. Vylepšená houževnatá sorta KCPM45 je vyrobena z velmi pevného, jemnozrnného karbidového substrátu s moderním vícevrstvým povlakem TiAlN. V kombinaci s geometrií FEG je vhodná pro obrábění ocelí a dalších materiálů i při těch nejnáročnějších podmínkách. Extrémně univerzální Vrtejte a zahlubujte otvory s plochým dnem v jedné operaci. Připravte předvrtané otvory pro následující vrtací operace. Opatrně vrtejte do nakloněných rovin a šikmých výstupů. Vhodné pro nepravidelné i rovné povrchy. Nižší tvorba otřepů a lepší utváření třísky při výstupu z otvoru. Výjimečně náročné průniky otvorů. Vysoce produktivní. Vynikající tvorba třísky a vyšší posuvy. Přesně broušené pro nejvyšší spolehlivost a životnost nástroje. Snadná a rychlá výměna vrtacích korunek u obou vrtacích systémů. B40


105 Čelo vrtací korunky KenTIP FEG se středící částí pro lepší zavrtání bez vychylování nástroje. Vrtací korunky FEG mají plochý tvar. Jsou dodávány s dvojitými vodícími fazetkami a rohovými rádiusy. Vrtací korunky KenTIP FEG pro ploché dno Malé průměry. Snadná výměna vrtací korunky. Jednorázová břitová destička. Vrtací korunky KSEM FEG pro ploché dno Velké průměry. Velmi robustní lůžka. Vrtací korunky je možné ostřit. Mezilehlé průměry Semistandardy* v provedení FEG jsou k dispozici v plném rozsahu KenTIP a KSEM: KenTIP: 8 27,99 mm ( "). KSEM: 12,5 40 mm ( "). Speciální nástroje Na vyžádání jsou k dispozici moderní tvary a konstrukce včetně vrtacích korunek pro ploché dno upravené podle vašich potřeb. Nástroje pro specifické aplikace Využijte pro své konkrétní potřeby naše semistandardy* vrtacích korunek pro ploché dno: Pro litiny (K) jsou vhodné vrtací korunky s geometrií špičky FEG v sortě KC7410. Pro nerezové oceli a superslitiny (M,S) doporučujeme vrtací korunky FEL v sortě KC7320 nebo KCMS35. Pro neželezné materiály (N) použijte provedení FES v sortě K715. Vrtací korunky KSEM nabízíme také v provedení FB pro ploché dno (bez středící špičky) pro různé aplikace. * Všechny výše uvedené nástroje jsou snadno a rychle dostupné jako semistandardy v minimálním objednacím množství. B41
106 Modulární vrtáky Karbidové vrtací korunky KenTIP Vrtání Vrtací korunky KenTIP FEG KCPM45 první volba alternativní volba D1 KCPM45 mm palce velikost lůžka KTIP0794FEGM 7, F KTIP0800FEGM 8, F KTIP0850FEGM 8, G KTIP0900FEGM 9, H KTIP0950FEGM 9, I KTIP1000FEGM 10, J KTIP1050FEGM 10, K KTIP1100FEGM 11, L KTIP1150FEGM 11, M KTIP1200FEGM 12, N KTIP1250FEGM 12, O KTIP1270FEGM 12, O KTIP1300FEGM 13, P KTIP1350FEGM 13, Q KTIP1400FEGM 14, R KTIP1450FEGM 14, S D1 KCPM45 mm palce velikost lůžka KTIP1500FEGM 15, T KTIP1550FEGM 15, T KTIP1600FEGM 16, U KTIP1650FEGM 16, U KTIP1700FEGM 17, V KTIP1750FEGM 17, V KTIP1800FEGM 18, W KTIP1850FEGM 18, W KTIP1900FEGM 19, X KTIP1905FEGM 19, X KTIP1950FEGM 19, X KTIP2000FEGM 20, Y Tolerance KenTIP FEG Metrické D1 metrické tolerance s ,023/+0,038 > ,028/+0,046 > ,035/+0,056 Tolerance KenTIP FEG Palcové D1 palcové tolerance s / > / > / B42
107 Modulární vrtáky Vrtací korunky KSEM 150º D1 Vrtací korunky KSEM FEG KCPM45 Vrtání první volba alternativní volba D1 KCPM45 mm palce velikost lůžka KSEM1600FEGM 16, KSEM1650FEGM 16, KSEM1700FEGM 17, KSEM1750FEGM 17, KSEM1800FEGM 18, KSEM1850FEGM 18, KSEM1900FEGM 19, KSEM1905FEGM 19, KSEM1950FEGM 19, KSEM2000FEGM 20, KSEM2050FEGM 20, KSEM2100FEGM 21, KSEM2150FEGM 21, KSEM2200FEGM 22, KSEM2250FEGM 22, KSEM2300FEGM 23, KSEM2350FEGM 23, KSEM2400FEGM 24, KSEM2450FEGM 24, KSEM2500FEGM 25, KSEM2540FEGM 25, KSEM2550FEGM 25, KSEM2600FEGM 26, KSEM2650FEGM 26, D1 KCPM45 mm palce velikost lůžka KSEM2700FEGM 27, KSEM2750FEGM 27, KSEM2800FEGM 28, KSEM2850FEGM 28, KSEM2900FEGM 29, KSEM2950FEGM 29, KSEM3000FEGM 30, KSEM3100FEGM 31, KSEM3175FEGM 31, KSEM3200FEGM 32, KSEM3300FEGM 33, KSEM3400FEGM 34, KSEM3500FEGM 35, KSEM3600FEGM 36, KSEM3700FEGM 37, KSEM3800FEGM 38, KSEM3810FEGM 38, KSEM3900FEGM 39, KSEM4000FEGM 40, Tolerance KSEM FEG Metrické D1 metrické tolerance k7 12, ,001/+ 0,019 > ,002/+ 0,023 > ,002/+ 0,027 Tolerance KSEM FEG Palcové D1 palcové tolerance k / > / > / B43
108 Modulární vrtáky Řezné podmínky Karbidové vrtací korunky pro modulární vrtáky KenTIP Geometrie FEG(M) Sorta KCPM45 Vnitřní chlazení Řezná rychlost vc Rozsah m/min Metrické Doporučený posuv (f) podle průměru Materiálová skupina min Počáteční hodnota max 8,0 10,0 12,0 14,0 16,0 20, Vrtání P M K mm/ot. 0,14 0,23 0,14 0,23 0,14 0,23 0,14 0,23 0,17 0,25 0,19 0,29 0,23 0,38 0,23 0, mm/ot. 0,17 0,23 0,17 0,23 0,17 0,23 0,17 0,23 0,19 0,25 0,22 0,29 0,29 0,38 0,29 0, mm/ot. 0,14 0,20 0,14 0,20 0,14 0,20 0,14 0,20 0,15 0,23 0,17 0,25 0,23 0,34 0,23 0, mm/ot. 0,11 0,20 0,11 0,20 0,11 0,20 0,11 0,20 0,13 0,23 0,14 0,25 0,18 0,34 0,18 0, mm/ot. 0,09 0,14 0,09 0,14 0,09 0,14 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,16 0, mm/ot. 0,09 0,14 0,09 0,14 0,09 0,14 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,16 0, mm/ot. 0,18 0,24 0,18 0,24 0,18 0,24 0,18 0,24 0,21 0,28 0,23 0,31 0,28 0,37 0,28 0, mm/ot. 0,18 0,24 0,18 0,24 0,18 0,24 0,18 0,24 0,21 0,28 0,23 0,31 0,28 0,37 0,28 0, mm/ot. 0,15 0,24 0,15 0,24 0,15 0,24 0,15 0,24 0,18 0,26 0,21 0,29 0,23 0,37 0,23 0,37 Materiálová skupina Řezná rychlost vc Rozsah řezných rychlostí stopy za minutu (SFM) min Palcové Doporučený posuv (f) podle průměru Počáteční hodnota max 0,315 0,394 0,472 0,551 0,630 0, , palce/ot P palce/ot palce/ot palce/ot M palce/ot palce/ot palce/ot K palce/ot palce/ot Poznámky k aplikacím: KenTIP FEG je možné použít i jako středící vrtáky. Použijte vrtací tělesa 1,5 x D a běžné řezné podmínky pro vrtání. Předvrtané hloubky je dosaženo, jakmile je vrták zavrtán přibližně 2 mm v plném průměru vrtací korunky. B44
109 Modulární vrtáky Řezné podmínky Karbidové vrtací korunky pro modulární vrtáky KSEM Geometrie FEG(M) Sorta KCPM45 Vnitřní chlazení Řezná rychlost vc Rozsah m/min Metrické Doporučený posuv (f) podle průměru Materiálová skupina min Počáteční hodnota max ,0 20,0 25,4 32,0 40,0 P M K S mm/ot. 0,14 0,23 0,17 0,25 0,19 0,29 0,23 0,38 0,26 0,43 0,33 0, mm/ot. 0,17 0,23 0,19 0,25 0,22 0,29 0,29 0,38 0,32 0,43 0,33 0, mm/ot. 0,14 0,20 0,15 0,23 0,17 0,25 0,23 0,34 0,26 0,38 0,33 0, mm/ot. 0,11 0,20 0,13 0,23 0,14 0,25 0,18 0,34 0,21 0,38 0,26 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,17 0,23 0,19 0,25 0,22 0,29 0,29 0,38 0,32 0,43 0,33 0, mm/ot. 0,17 0,23 0,19 0,25 0,22 0,29 0,29 0,38 0,32 0,43 0,33 0, mm/ot. 0,15 0,24 0,18 0,26 0,21 0,29 0,23 0,37 0,25 0,42 0,27 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0, mm/ot. 0,09 0,14 0,11 0,17 0,13 0,20 0,16 0,25 0,18 0,28 0,21 0,31 Vrtání Řezná rychlost vc Rozsah řezných rychlostí stopy za minutu (SFM) Palcové Doporučený posuv (f) podle průměru Materiálová Počáteční skupina min hodnota max 0,462 0,630 0,787 1,000 1,260 1, palce/ot P palce/ot palce/ot palce/ot palce/ot M palce/ot palce/ot palce/ot K palce/ot palce/ot S palce/ot palce/ot B45
110 Drill Fix DFSP DFSP je nové jméno právě rozšířené platformy vrtáků s VBD Drill Fix DFS. Standardní rozsah průměrů se rozšířil na mm ( ") v poměrech délky L/D 2 x D, 3 x D, 4 x D a 5 x D. Tak jako vrtáky DFS, tak i vrtáky DFSP spojují výhody použití ekonomických čtvercových destiček ve vnějším lůžku s trojúhelníkovými destičkami, které zajišťují vynikající soustřednost otvoru. Vrtáky DFSP s výměnnými břitovými destičkami přinášejí vyšší úběry materiálu v kombinaci s lepší jakostí povrchu a přímostí otvoru. Zvyšte svoji produktivitu a dosáhněte vynikajících výsledků při vrtání ocelí, nerezových ocelí a litin s novými vnějšími břitovými destičkami Beyond. Vlastnosti a výhody Vyšší produktivita a profit Dosáhněte nejvyšších úběrů materiálu a vynikajícího odvodu třísek díky velkým drážkám, včetně větších kanálků pro přívod chladicí kapaliny umístěných mimo střed nástroje. Snižte náklady díky možnosti použití vnějších čtvercových břitových destiček se čtyřmi řeznými hranami. Využijte výhod ucelené standardní nabídky produktů s délkami L/D až do 5 x D. Spolehlivost Využijte výhod díky vyšší přesnosti bez ohledu na velikost posuvu. Dosáhněte výjimečných výsledků při použití vrtáků DFT a SPGX/SPPX se sortami Beyond. Vysoká odolnost proti opotřebení při přerušovaných řezech díky vnějším čtvercovým břitovým destičkám. Univerzálnost Vrtejte otvory až do hloubky 5 x D do ocelí, litin, tvárných litin, nerezových ocelí a neželezných materiálů. Tyto nástroje použijte v případě, že potřebujte docílit vysokých řezných rychlostí a nízkých nákladů. Vrtáky DFSP použijte pro vrtání přímých otvorů, nakloněných vstupních nebo výstupních povrchů, při přerušovaných řezech a pro hrubé nebo svařované povrchy. Použití excentrické konstrukce na soustruzích pro úpravu průměru eliminuje v řadě aplikací nutnost použití speciálních nástrojů a dosažení tolerancí při použití na obráběcích centrech. Excentrický upínač k dispozici jako standard. Rychlá a snadná výměna sorty břitové destičky a/nebo geometrie pro pokrytí všech změn v materiálu a aplikaci. Speciální provedení Vrtáky DFSP s kazetami dávají možnost rozšířit rozsah průměrů až do 85 mm (3.35") v poměru délky L/D až do 5 x D. Méně běžné průměry, stupňovité vrtáky a další nestandardní provedení jsou k dispozici. Kontaktujte náš tým speciálních nástrojů pro konkrétní nabídku. B46
111 B47
112 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP DFSP je nový typ vrtáku s VBD spojující výhody použití ekonomických čtvercových destiček ve vnějším lůžku s trojúhelníkovými destičkami zajišťujícími vynikající soustřednost otvoru. Vrták je dodáván s klíčem pro upínání břitové destičky a klíčem typu Torx. Břitové destičky k vrtákům DFSP se objednávají samostatně. Břitové destičky naleznete na straně B61 B64. Vrtání Stopky WD 2 x D Metrické D velikost velikost vnější břitové vnitřní břitové mm L1 L4 max L5 destičky destičky DFSP140R2WD20M 14,00 50,0 28,0 0,3 SPGX DFTX202.. DFSP145R2WD20M 14,50 53,0 29,0 0,4 SPGX DFTX202.. DFSP150R2WD20M 15,00 54,0 30,0 0,4 SPGX DFTX202.. DFSP155R2WD20M 15,50 55,0 31,0 0,4 SPGX DFTX202.. DFSP160R2WD20M 16,00 56,0 32,0 0,4 SPGX DFTX202.. DFSP165R2WD32M 16,50 62,0 33,0 0,5 SPGX DFTX202.. DFSP170R2WD32M 17,00 63,0 34,0 0,5 SPGX DFTX202.. DFSP175R2WD32M 17,50 64,0 35,0 0,5 SPGX DFT DFSP180R2WD32M 18,00 65,0 36,0 0,5 SPGX DFT DFSP185R2WD32M 18,50 66,0 37,0 0,6 SPGX DFT DFSP190R2WD32M 19,00 67,0 38,0 0,6 SPGX DFT DFSP195R2WD32M 19,50 68,0 39,0 0,6 SPGX DFT DFSP200R2WD32M 20,00 72,0 40,0 0,6 SPGX DFT DFSP210R2WD32M 21,00 74,0 42,0 0,7 SPGX DFT DFSP220R2WD32M 22,00 76,0 44,0 0,5 SPGX DFT05T3.. DFSP230R2WD32M 23,00 78,0 46,0 0,6 SPGX DFT05T3.. DFSP240R2WD32M 24,00 80,0 48,0 0,6 SPGX DFT05T3.. DFSP250R2WD32M 25,00 83,0 50,0 0,7 SPGX DFT05T3.. DFSP260R2WD32M 26,00 86,0 52,0 0,7 SPPX09T3.. DFT05T3.. DFSP265R2WD32M 26,50 87,0 53,0 0,7 SPPX09T3.. DFT05T3.. DFSP270R2WD32M 27,00 89,0 54,0 0,8 SPPX09T3.. DFT05T3.. DFSP280R2WD32M 28,00 91,0 56,0 0,8 SPPX09T3.. DFT05T3.. DFSP290R2WD32M 29,00 94,0 58,0 0,9 SPPX09T3.. DFT05T3.. DFSP300R2WD32M 30,00 97,0 60,0 0,9 SPPX09T3.. DFT05T3.. DFSP310R2WD32M 31,00 100,0 62,0 0,9 SPPX09T3.. DFT05T3.. DFSP320R2WD32M 32,00 103,0 64,0 1,0 SPPX09T3.. DFT05T3.. DFSP330R2WD32M 33,00 105,0 66,0 0,9 SPPX DFT06T3.. DFSP340R2WD32M 34,00 108,0 68,0 0,9 SPPX DFT06T3.. DFSP350R2WD32M 35,00 111,0 70,0 1,0 SPPX DFT06T3.. DFSP360R2WD32M 36,00 114,0 72,0 1,0 SPPX DFT06T3.. DFSP370R2WD32M 37,00 117,0 74,0 1,1 SPPX DFT06T3.. DFSP375R2WD32M 37,50 118,0 75,0 1,1 SPPX DFT06T3.. D1 (pokračování na další straně) B48
113 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP (WD Stopky 2 x D Metrické pokračování na další straně) D velikost velikost vnější břitové vnitřní břitové mm L1 L4 max L5 destičky destičky DFSP380R2WD32M 38,00 119,0 76,0 1,1 SPPX DFT06T3.. DFSP390R2WD32M 39,00 122,0 78,0 1,2 SPPX DFT06T3.. DFSP400R2WD32M 40,00 125,0 80,0 1,2 SPPX DFT06T3.. DFSP410R2WD32M 41,00 128,0 82,0 1,2 SPPX DFT DFSP420R2WD32M 42,00 131,0 84,0 1,3 SPPX DFT DFSP430R2WD32M 43,00 133,0 86,0 1,3 SPPX DFT DFSP440R2WD32M 44,00 135,0 88,0 1,4 SPPX15T5.. DFT DFSP450R2WD40M 45,00 137,0 90,0 1,4 SPPX15T5.. DFT DFSP460R2WD40M 46,00 140,0 92,0 1,5 SPPX15T5.. DFT DFSP470R2WD40M 47,00 142,0 94,0 1,5 SPPX15T5.. DFT DFSP480R2WD40M 48,00 144,0 96,0 1,5 SPPX15T5.. DFT DFSP490R2WD40M 49,00 146,0 98,0 1,4 SPPX15T5.. DFT DFSP500R2WD40M 50,00 148,0 100,0 1,5 SPPX15T5.. DFT DFSP505R2WD40M 50,50 148,0 100,0 1,5 SPPX15T5.. DFT DFSP510R2WD40M 51,00 150,0 102,0 1,6 SPPX15T5.. DFT DFSP520R2WD40M 52,00 152,0 104,0 1,6 SPPX15T5.. DFT DFSP530R2WD40M 53,00 154,0 106,0 1,7 SPPX15T5.. DFT DFSP540R2WD40M 54,00 156,0 108,0 1,7 SPPX15T5.. DFT DFSP550R2WD50M 55,00 158,0 110,0 1,8 SPPX15T5.. DFT D1 Vrtání POZNÁMKA pro D1 max: Průměr je možné nastavit. Velmi nedoporučujeme upravit průměr o více než +1 mm (+.0039"). Náhradní díly rozsah průměrů velikost šroub vnitřní vnitřní břitové břitové destičky destičky utahovací moment Nm velikost šroub vnější vnější břitové břitové destičky destičky utahovací moment Nm utahovací moment ft. lbs šroubovák Torx šroubovák Torx DFTX ,6 SPGX , T DFT MS1152 0,9 SPGX MS1152 0, T DFT05T ,1 SPGX , T DFT05T ,1 SPPX09T , T DFT06T SPPX T DFT SPPX T DFT SPPX15T T DFT SPPX15T T15 POZNÁMKA: Pro zajištění správného upnutí je u břitových destiček DFT nutné použít dva různé šrouby s dvěma různými závity pro rozsah průměrů mm ( ") a mm ( "). Oba šrouby mají stejnou velikost klíče Torx. klíč Torx D LS CS R 1/4 BSP R 1/4 BSP R 1/4 BSP R 1/4 BSP UPOZORNĚNÍ Při vrtání průchozích otvorů se při výstupu vrtáku z obrobku tvoří kruhový disk. Pokud je nástroj stacionární a obrobek rotuje vzniká vlivem odstředivých sil riziko poranění obsluhy. Zajistěte dostatečné zakrytování stroje z důvodu ochrany všech osob. B49
114 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP DFSP je nový typ vrtáku s VBD spojující výhody použití ekonomických čtvercových destiček ve vnějším lůžku s trojúhelníkovými destičkami zajišťujícími vynikající soustřednost otvoru. Vrták je dodáván s klíčem pro upínání břitové destičky a klíčem typu Torx. Břitové destičky k vrtákům DFSP se objednávají samostatně. Břitové destičky naleznete na straně B61 B64. Vrtání Stopky WD 3 x D Metrické D mm L1 L4 max L5 DFSP140R3WD20M 14,00 64,0 42,0 0,3 SPGX DFTX202.. DFSP145R3WD20M 14,50 67,5 43,5 0,4 SPGX DFTX202.. DFSP150R3WD20M 15,00 69,0 45,0 0,4 SPGX DFTX202.. DFSP155R3WD20M 15,50 70,5 46,5 0,4 SPGX DFTX202.. DFSP160R3WD20M 16,00 72,0 48,0 0,4 SPGX DFTX202.. DFSP165R3WD32M 16,50 78,5 49,5 0,5 SPGX DFTX202.. DFSP170R3WD32M 17,00 80,0 51,0 0,5 SPGX DFTX202.. DFSP175R3WD32M 17,50 81,5 52,5 0,5 SPGX DFT DFSP180R3WD32M 18,00 83,0 54,0 0,5 SPGX DFT DFSP185R3WD32M 18,50 84,5 55,5 0,6 SPGX DFT DFSP190R3WD32M 19,00 86,0 57,0 0,6 SPGX DFT DFSP195R3WD32M 19,50 87,5 58,5 0,6 SPGX DFT DFSP200R3WD32M 20,00 92,0 60,0 0,6 SPGX DFT DFSP210R3WD32M 21,00 95,0 63,0 0,7 SPGX DFT DFSP220R3WD32M 22,00 98,0 66,0 0,5 SPGX DFT05T3.. DFSP230R3WD32M 23,00 101,0 69,0 0,6 SPGX DFT05T3.. DFSP240R3WD32M 24,00 104,0 72,0 0,6 SPGX DFT05T3.. DFSP250R3WD32M 25,00 108,0 75,0 0,7 SPGX DFT05T3.. DFSP260R3WD32M 26,00 112,0 78,0 0,7 SPPX09T3.. DFT05T3.. DFSP265R3WD32M 26,50 113,5 79,5 0,7 SPPX09T3.. DFT05T3.. DFSP270R3WD32M 27,00 116,0 81,0 0,8 SPPX09T3.. DFT05T3.. DFSP280R3WD32M 28,00 119,0 84,0 0,8 SPPX09T3.. DFT05T3.. DFSP290R3WD32M 29,00 123,0 87,0 0,9 SPPX09T3.. DFT05T3.. DFSP300R3WD32M 30,00 127,0 90,0 0,9 SPPX09T3.. DFT05T3.. DFSP310R3WD32M 31,00 131,0 93,0 0,9 SPPX09T3.. DFT05T3.. DFSP320R3WD32M 32,00 135,0 96,0 1,0 SPPX09T3.. DFT05T3.. DFSP330R3WD32M 33,00 138,0 99,0 0,9 SPPX DFT06T3.. DFSP340R3WD32M 34,00 142,0 102,0 0,9 SPPX DFT06T3.. DFSP350R3WD32M 35,00 146,0 105,0 1,0 SPPX DFT06T3.. DFSP360R3WD32M 36,00 150,0 108,0 1,0 SPPX DFT06T3.. DFSP370R3WD32M 37,00 154,0 111,0 1,1 SPPX DFT06T3.. DFSP375R3WD32M 37,50 155,5 112,5 1,1 SPPX DFT06T3.. D1 velikost vnější břitové destičky velikost vnitřní břitové destičky (pokračování na další straně) B50
115 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP (WD Stopky 3 x D Metrické pokračování na další straně) D mm L1 L4 max L5 DFSP380R3WD32M 38,00 157,0 114,0 1,1 SPPX DFT06T3.. DFSP390R3WD32M 39,00 161,0 117,0 1,2 SPPX DFT06T3.. DFSP400R3WD32M 40,00 165,0 120,0 1,2 SPPX DFT06T3.. DFSP410R3WD32M 41,00 169,0 123,0 1,2 SPPX DFT DFSP420R3WD32M 42,00 173,0 126,0 1,3 SPPX DFT DFSP430R3WD32M 43,00 176,0 129,0 1,3 SPPX DFT DFSP440R3WD32M 44,00 179,0 132,0 1,4 SPPX15T5.. DFT DFSP450R3WD40M 45,00 182,0 135,0 1,4 SPPX15T5.. DFT DFSP460R3WD40M 46,00 186,0 138,0 1,5 SPPX15T5.. DFT DFSP470R3WD40M 47,00 189,0 141,0 1,5 SPPX15T5.. DFT DFSP480R3WD40M 48,00 192,0 144,0 1,5 SPPX15T5.. DFT DFSP490R3WD40M 49,00 195,0 147,0 1,4 SPPX15T5.. DFT DFSP500R3WD40M 50,00 198,0 150,0 1,5 SPPX15T5.. DFT DFSP505R3WD40M 50,50 199,5 151,5 1,5 SPPX15T5.. DFT DFSP510R3WD40M 51,00 201,0 153,0 1,6 SPPX15T5.. DFT DFSP520R3WD40M 52,00 204,0 156,0 1,6 SPPX15T5.. DFT DFSP530R3WD40M 53,00 207,0 159,0 1,7 SPPX15T5.. DFT DFSP540R3WD40M 54,00 210,0 162,0 1,7 SPPX15T5.. DFT DFSP550R3WD50M 55,00 213,0 165,0 1,8 SPPX15T5.. DFT D1 velikost vnější břitové destičky velikost vnitřní břitové destičky Vrtání POZNÁMKA pro D1 max: Průměr je možné nastavit. Velmi nedoporučujeme upravit průměr o více než +1 mm (+.0039"). Náhradní díly rozsah průměrů velikost šroub vnitřní vnitřní břitové břitové destičky destičky utahovací moment Nm velikost šroub vnější vnější břitové břitové destičky destičky utahovací moment Nm utahovací moment ft. lbs šroubovák Torx šroubovák Torx klíč Torx DFTX ,6 SPGX , T DFT MS1152 0,9 SPGX MS1152 0, T DFT05T ,1 SPGX , T DFT05T ,1 SPPX09T , T DFT06T SPPX T DFT SPPX T DFT SPPX15T T DFT SPPX15T T15 POZNÁMKA: Pro zajištění správného upnutí je u břitových destiček DFT nutné použít dva různé šrouby s dvěma různými závity pro rozsah průměrů mm ( ") a mm ( "). Oba šrouby mají stejnou velikost klíče Torx. D LS CS R 1/4 BSP R 1/4 BSP R 1/4 BSP R 1/4 BSP UPOZORNĚNÍ Při vrtání průchozích otvorů se při výstupu vrtáku z obrobku tvoří kruhový disk. Pokud je nástroj stacionární a obrobek rotuje vzniká vlivem odstředivých sil riziko poranění obsluhy. Zajistěte dostatečné zakrytování stroje z důvodu ochrany všech osob. B51
116 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP DFSP je nový typ vrtáku s VBD spojující výhody použití ekonomických čtvercových destiček ve vnějším lůžku s trojúhelníkovými destičkami zajišťujícími vynikající soustřednost otvoru. Vrták je dodáván s klíčem pro upínání břitové destičky a klíčem typu Torx. Břitové destičky k vrtákům DFSP se objednávají samostatně. Břitové destičky naleznete na straně B61 B64. Vrtání Stopky WD 4 x D Metrické D mm L1 L4 max L5 DFSP175R4WD32M 17,50 99,0 70,0 0,5 SPGX DFT DFSP180R4WD32M 18,00 101,0 72,0 0,5 SPGX DFT DFSP185R4WD32M 18,50 103,0 74,0 0,6 SPGX DFT DFSP190R4WD32M 19,00 105,0 76,0 0,6 SPGX DFT DFSP195R4WD32M 19,50 107,0 78,0 0,6 SPGX DFT DFSP200R4WD32M 20,00 112,0 80,0 0,6 SPGX DFT DFSP210R4WD32M 21,00 96,0 64,0 0,7 SPGX DFT DFSP220R4WD32M 22,00 120,0 88,0 0,5 SPGX DFT05T3.. DFSP230R4WD32M 23,00 124,0 92,0 0,6 SPGX DFT05T3.. DFSP240R4WD32M 24,00 128,0 96,0 0,6 SPGX DFT05T3.. DFSP250R4WD32M 25,00 133,0 100,0 0,7 SPGX DFT05T3.. DFSP260R4WD32M 26,00 138,0 104,0 0,7 SPPX09T3.. DFT05T3.. DFSP265R4WD32M 26,50 140,0 106,0 0,7 SPPX09T3.. DFT05T3.. DFSP270R4WD32M 27,00 143,0 108,0 0,8 SPPX09T3.. DFT05T3.. DFSP280R4WD32M 28,00 147,0 112,0 0,8 SPPX09T3.. DFT05T3.. DFSP290R4WD32M 29,00 152,0 116,0 0,9 SPPX09T3.. DFT05T3.. DFSP300R4WD32M 30,00 157,0 120,0 0,9 SPPX09T3.. DFT05T3.. DFSP310R4WD32M 31,00 162,0 124,0 0,9 SPPX09T3.. DFT05T3.. DFSP320R4WD32M 32,00 167,0 128,0 1,0 SPPX09T3.. DFT05T3.. DFSP330R4WD32M 33,00 171,0 132,0 0,9 SPPX DFT06T3.. DFSP340R4WD32M 34,00 176,0 136,0 0,9 SPPX DFT06T3.. DFSP350R4WD32M 35,00 181,0 140,0 1,0 SPPX DFT06T3.. DFSP360R4WD32M 36,00 186,0 144,0 1,0 SPPX DFT06T3.. DFSP370R4WD32M 37,00 191,0 148,0 1,1 SPPX DFT06T3.. DFSP375R4WD32M 37,50 193,0 150,0 1,1 SPPX DFT06T3.. DFSP380R4WD32M 38,00 195,0 152,0 1,1 SPPX DFT06T3.. DFSP390R4WD32M 39,00 200,0 156,0 1,2 SPPX DFT06T3.. DFSP400R4WD32M 40,00 205,0 160,0 1,2 SPPX DFT06T3.. D1 velikost vnější břitové destičky velikost vnitřní břitové destičky (pokračování na další straně) B52
117 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP (WD Stopky 4 x D Metrické pokračování na další straně) D mm L1 L4 max L5 DFSP410R4WD32M 41,00 210,0 164,0 1,2 SPPX DFT DFSP420R4WD32M 42,00 215,0 168,0 1,3 SPPX DFT DFSP430R4WD32M 43,00 219,0 172,0 1,3 SPPX DFT DFSP440R4WD32M 44,00 223,0 176,0 1,4 SPPX15T5.. DFT DFSP450R4WD40M 45,00 227,0 180,0 1,4 SPPX15T5.. DFT DFSP460R4WD40M 46,00 232,0 184,0 1,5 SPPX15T5.. DFT DFSP470R4WD40M 47,00 236,0 188,0 1,5 SPPX15T5.. DFT DFSP480R4WD40M 48,00 240,0 192,0 1,5 SPPX15T5.. DFT DFSP490R4WD40M 49,00 244,0 196,0 1,4 SPPX15T5.. DFT DFSP500R4WD40M 50,00 248,0 200,0 1,5 SPPX15T5.. DFT DFSP510R4WD40M 51,00 252,0 204,0 1,6 SPPX15T5.. DFT DFSP520R4WD40M 52,00 256,0 208,0 1,6 SPPX15T5.. DFT DFSP530R4WD40M 53,00 260,0 212,0 1,7 SPPX15T5.. DFT DFSP540R4WD40M 54,00 264,0 216,0 1,7 SPPX15T5.. DFT DFSP550R4WD50M 55,00 268,0 220,0 1,8 SPPX15T5.. DFT D1 velikost vnější břitové destičky velikost vnitřní břitové destičky Vrtání POZNÁMKA pro D1 max: Průměr je možné nastavit. Velmi nedoporučujeme upravit průměr o více než +1 mm (+.0039"). Náhradní díly rozsah průměrů velikost vnitřní břitové destičky šroub vnitřní břitové destičky utahovací moment Nm velikost vnější břitové destičky šroub vnější břitové destičky utahovací moment Nm utahovací moment ft. lbs šroubovák Torx DFT MS1152 0,9 SPGX MS1152 0, T DFT05T ,1 SPGX , T DFT05T ,1 SPPX09T , T DFT06T SPPX T DFT SPPX T DFT SPPX15T T DFT SPPX15T T15 POZNÁMKA: Pro zajištění správného upnutí je u břitových destiček DFT nutné použít dva různé šrouby s dvěma různými závity pro rozsah průměrů mm ( ") a mm ( "). Oba šrouby mají stejnou velikost klíče Torx. klíč Torx D LS CS R 1/4 BSP R 1/4 BSP R 1/4 BSP UPOZORNĚNÍ Při vrtání průchozích otvorů se při výstupu vrtáku z obrobku tvoří kruhový disk. Pokud je nástroj stacionární a obrobek rotuje vzniká vlivem odstředivých sil riziko poranění obsluhy. Zajistěte dostatečné zakrytování stroje z důvodu ochrany všech osob. B53
118 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP Vrtání DFSP je nový typ vrtáku s VBD spojující výhody použití ekonomických čtvercových destiček ve vnějším lůžku s trojúhelníkovými destičkami zajišťujícími vynikající soustřednost otvoru. Vrták je dodáván s klíčem pro upínání břitové destičky a klíčem typu Torx. Břitové destičky k vrtákům DFSP se objednávají samostatně. Břitové destičky naleznete na straně B61 B64. Stopky WD 5 x D Metrické D D mm L1 L4 max L5 velikost vnější břitové destičky velikost vnitřní břitové destičky DFSP200R5WD32M 20,00 132,0 100,0 0,6 SPGX DFT DFSP210R5WD32M 21,00 137,0 105,0 0,7 SPGX DFT DFSP220R5WD32M 22,00 142,0 110,0 0,5 SPGX DFT05T3.. DFSP230R5WD32M 23,00 147,0 115,0 0,6 SPGX DFT05T3.. DFSP240R5WD32M 24,00 152,0 120,0 0,6 SPGX DFT05T3.. DFSP250R5WD32M 25,00 158,0 125,0 0,7 SPGX DFT05T3.. DFSP260R5WD32M 26,00 164,0 130,0 0,7 SPPX09T3.. DFT05T3.. DFSP265R5WD32M 26,50 166,5 132,5 0,7 SPPX09T3.. DFT05T3.. DFSP270R5WD32M 27,00 170,0 135,0 0,8 SPPX09T3.. DFT05T3.. DFSP280R5WD32M 28,00 175,0 140,0 0,8 SPPX09T3.. DFT05T3.. DFSP290R5WD32M 29,00 181,0 145,0 0,9 SPPX09T3.. DFT05T3.. DFSP300R5WD32M 30,00 187,0 150,0 0,9 SPPX09T3.. DFT05T3.. DFSP310R5WD32M 31,00 193,0 155,0 0,9 SPPX09T3.. DFT05T3.. DFSP320R5WD32M 32,00 199,0 160,0 1,0 SPPX09T3.. DFT05T3.. DFSP330R5WD32M 33,00 204,0 165,0 0,9 SPPX DFT06T3.. DFSP340R5WD32M 34,00 210,0 170,0 0,9 SPPX DFT06T3.. DFSP350R5WD32M 35,00 216,0 175,0 1,0 SPPX DFT06T3.. DFSP360R5WD32M 36,00 222,0 180,0 1,0 SPPX DFT06T3.. DFSP370R5WD32M 37,00 228,0 185,0 1,1 SPPX DFT06T3.. DFSP375R5WD32M 37,50 230,5 187,5 1,1 SPPX DFT06T3.. DFSP380R5WD32M 38,00 233,0 190,0 1,1 SPPX DFT06T3.. DFSP390R5WD32M 39,00 239,0 195,0 1,2 SPPX DFT06T3.. DFSP400R5WD32M 40,00 245,0 200,0 1,2 SPPX DFT06T3.. DFSP410R5WD32M 41,00 251,0 205,0 1,2 SPPX DFT DFSP420R5WD32M 42,00 257,0 210,0 1,3 SPPX DFT DFSP430R5WD32M 43,00 262,0 215,0 1,3 SPPX DFT DFSP440R5WD32M 44,00 267,0 220,0 1,4 SPPX15T5.. DFT DFSP450R5WD40M 45,00 272,0 225,0 1,4 SPPX15T5.. DFT (pokračování na další straně) B54
119 Vrtáky s výměnnými břitovými destičkami Vrtací tělesa Drill Fix DFSP (WD Stopky 5 x D Metrické pokračování na další straně) D D mm L1 L4 max L5 velikost vnější břitové destičky velikost vnitřní břitové destičky DFSP460R5WD40M 46,00 278,0 230,0 1,5 SPPX15T5.. DFT DFSP470R5WD40M 47,00 283,0 235,0 1,5 SPPX15T5.. DFT DFSP480R5WD40M 48,00 288,0 240,0 1,5 SPPX15T5.. DFT DFSP490R5WD40M 49,00 293,0 245,0 1,4 SPPX15T5.. DFT DFSP500R5WD40M 50,00 298,0 250,0 1,5 SPPX15T5.. DFT DFSP510R5WD40M 51,00 303,0 255,0 1,6 SPPX15T5.. DFT DFSP520R5WD40M 52,00 308,0 260,0 1,6 SPPX15T5.. DFT DFSP530R5WD40M 53,00 313,0 265,0 1,7 SPPX15T5.. DFT DFSP540R5WD40M 54,00 318,0 270,0 1,7 SPPX15T5.. DFT DFSP550R5WD50M 55,00 323,0 275,0 1,8 SPPX15T5.. DFT Vrtání Náhradní díly rozsah průměrů velikost vnitřní břitové destičky šroub vnitřní břitové destičky utahovací moment Nm velikost vnější břitové destičky šroub vnější břitové destičky utahovací moment Nm utahovací moment ft. lbs šroubovák Torx DFT MS1152 0,9 SPGX MS1152 0, T DFT05T ,1 SPGX , T DFT05T ,1 SPPX09T , T DFT06T SPPX T DFT SPPX T DFT SPPX15T T DFT SPPX15T T15 POZNÁMKA: Pro zajištění správného upnutí je u břitových destiček DFT nutné použít dva různé šrouby s dvěma různými závity pro rozsah průměrů mm ( ") a mm ( "). Oba šrouby mají stejnou velikost klíče Torx. klíč Torx D LS CS R 1/4 BSP R 1/4 BSP R 1/4 BSP UPOZORNĚNÍ Při vrtání průchozích otvorů se při výstupu vrtáku z obrobku tvoří kruhový disk. Pokud je nástroj stacionární a obrobek rotuje vzniká vlivem odstředivých sil riziko poranění obsluhy. Zajistěte dostatečné zakrytování stroje z důvodu ochrany všech osob. B55
120 Vrtáky s výměnnými břitovými destičkami Řezné podmínky DFSP Metrické Metrické Vrtání Materiálová skupina Podmínky S Lůžko Geometrie Sorta min Řezná rychlost vc Rozsah m/min Počáteční hodnota max Ø SPGX05 DFTX ,49 Doporučený posuv (fz) podle průměru SPGX06 DFT03 17,5 21,99 SPGX07 DFT05 22,00 25,99 SPGX09 DFT05 26,00 32,99 SPGX12 DFT06/ ,00 43,99 SPGX15 DFT07/ ,00 55,00 O MD KCPK mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 1 U O FP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O MD KCPK mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 2 U O FP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O MD KCPK mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 3 U O FP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 P I S O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 O FP KCPK mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 4 U O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCU mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 5 U O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I O HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCU mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 I MD KC mm/ot. 0,06 0,11 0,08 0,14 0,10 0,18 0,14 0,25 0,16 0,30 0,18 0,30 6 U O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I O HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I MD KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 POZNÁMKA: Vrtáky Drill Fix DFSP 5 x D vyžadují velmi stabilní řezné podmínky obrábění. Velmi doporučujeme být na začátku opatrní při nastavování rychlostí a posuvů a nastavit nejprve minimální doporučené hodnoty. Podmínky: S = Stabilní řezné podmínky; U = Nestabilní řezné podmínky; I = Přerušované řezné podmínky Lůžko: I = Vnitřní břitová destička; O = Vnější břitová destička B56
121 Vrtáky s výměnnými břitovými destičkami Řezné podmínky DFSP Metrické Metrické Materiálová skupina Podmínky S Lůžko Geometrie Sorta min Řezná rychlost vc Rozsah m/min Počáteční hodnota max Ø SPGX05 DFTX ,49 Doporučený posuv (fz) podle průměru SPGX06 DFT03 17,5 21,99 SPGX07 DFT05 22,00 25,99 SPGX09 DFT05 26,00 32,99 SPGX12 DFT06/ ,00 43,99 SPGX15 DFT07/ ,00 55,00 O FP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I MD KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 Vrtání 1 U O MD KCU mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I O MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 I MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 S O FP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I MD KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 M 2 U O MD KCU mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I O MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 I MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 S O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 3 U O HP KCU mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I HP KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,20 I O MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 I MD KC mm/ot. 0,03 0,05 0,04 0,07 0,05 0,09 0,07 0,13 0,08 0,16 0,10 0,18 POZNÁMKA: Vrtáky Drill Fix DFSP 5 x D vyžadují velmi stabilní řezné podmínky obrábění. Velmi doporučujeme být na začátku opatrní při nastavování rychlostí a posuvů a nastavit nejprve minimální doporučené hodnoty. Podmínky: S = Stabilní řezné podmínky; U = Nestabilní řezné podmínky; I = Přerušované řezné podmínky Lůžko: I = Vnitřní břitová destička; O = Vnější břitová destička B57
122 Vrtáky s výměnnými břitovými destičkami Řezné podmínky DFSP Metrické Metrické Vrtání Materiálová skupina Podmínky S Lůžko Geometrie Sorta min Řezná rychlost vc Rozsah m/min Počáteční hodnota max Ø SPGX05 DFTX ,49 Doporučený posuv (fz) podle průměru SPGX06 DFT03 17,5 21,99 SPGX07 DFT05 22,00 25,99 SPGX09 DFT05 26,00 32,99 SPGX12 DFT06/ ,00 43,99 SPGX15 DFT07/ ,00 55,00 O FP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KCU mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 1 U O FP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O FP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O FP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KCU mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 K 2 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KCU mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 3 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 POZNÁMKA: Vrtáky Drill Fix DFSP 5 x D vyžadují velmi stabilní řezné podmínky obrábění. Velmi doporučujeme být na začátku opatrní při nastavování rychlostí a posuvů a nastavit nejprve minimální doporučené hodnoty. Podmínky: S = Stabilní řezné podmínky; U = Nestabilní řezné podmínky; I = Přerušované řezné podmínky Lůžko: I = Vnitřní břitová destička; O = Vnější břitová destička B58
123 Vrtáky s výměnnými břitovými destičkami Řezné podmínky DFSP Metrické Metrické Materiálová skupina Podmínky S Lůžko Geometrie Sorta min Řezná rychlost vc Rozsah m/min Počáteční hodnota max Ø SPGX05 DFTX ,49 Doporučený posuv (fz) podle průměru SPGX06 DFT03 17,5 21,99 SPGX07 DFT05 22,00 25,99 SPGX09 DFT05 26,00 32,99 SPGX12 DFT06/ ,00 43,99 SPGX15 DFT07/ ,00 55,00 O HP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KMF mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 Vrtání 1 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KMF mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KMF mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KMF mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 2 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KMF mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KMF mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCPK mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KMF mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 N 3 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KMF mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KMF mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCU mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KC mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 4 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KC mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KC mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 S O HP KCU mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 I HP KMF mm/ot. 0,07 0,12 0,10 0,16 0,12 0,20 0,16 0,28 0,18 0,32 0,20 0,34 5 U O HP KCU mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I HP KMF mm/ot. 0,05 0,09 0,06 0,12 0,08 0,15 0,12 0,20 0,14 0,25 0,16 0,28 I O HP KCU mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 I HP KMF mm/ot. 0,04 0,06 0,05 0,08 0,06 0,10 0,09 0,15 0,11 0,18 0,13 0,25 POZNÁMKA: Vrtáky Drill Fix DFSP 5 x D vyžadují velmi stabilní řezné podmínky obrábění. Velmi doporučujeme být na začátku opatrní při nastavování rychlostí a posuvů a nastavit nejprve minimální doporučené hodnoty. Podmínky: S = Stabilní řezné podmínky; U = Nestabilní řezné podmínky; I = Přerušované řezné podmínky Lůžko: I = Vnitřní břitová destička; O = Vnější břitová destička B59
124 Vrtáky s výměnnými břitovými destičkami Řezné podmínky DFSP Metrické Metrické Vrtání Materiálová skupina Podmínky S Lůžko Geometrie Sorta min Řezná rychlost vc Rozsah m/min Počáteční hodnota max Ø SPGX05 DFTX ,49 Doporučený posuv (fz) podle průměru SPGX06 DFT03 17,5 21,99 SPGX07 DFT05 22,00 25,99 SPGX09 DFT05 26,00 32,99 SPGX12 DFT06/ ,00 43,99 SPGX15 DFT07/ ,00 55,00 O HP KCU mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 I MD KC mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 1 U O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 S O HP KCU mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 I MD KC mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 2 U O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 S I S O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 O HP KCU mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 I MD KC mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 3 U O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 S O HP KCU mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 I MD KC mm/ot. 0,03 0,06 0,04 0,08 0,05 0,10 0,08 0,12 0,10 0,15 0,12 0,18 4 U O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I O HP KCU mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 I MD KC mm/ot. 0,02 0,03 0,02 0,04 0,03 0,05 0,04 0,06 0,05 0,08 0,06 0,10 POZNÁMKA: Vrtáky Drill Fix DFSP 5 x D vyžadují velmi stabilní řezné podmínky obrábění. Velmi doporučujeme být na začátku opatrní při nastavování rychlostí a posuvů a nastavit nejprve minimální doporučené hodnoty. Podmínky: S = Stabilní řezné podmínky; U = Nestabilní řezné podmínky; I = Přerušované řezné podmínky Lůžko: I = Vnitřní břitová destička; O = Vnější břitová destička B60
125 Vrtáky s výměnnými břitovými destičkami Břitové destičky Drill Fix DFSP Čtyři řezné hrany na břitovou destičku. Velmi pozitivní geometrie s utvařečem třísky doporučené pro tvárné a běžné druhy materiálů. Další břitové destičky s větším rohovým rádiusem pro lepší využití sort Beyond. první volba alternativní volba P M K N S Vrtání H SP..X..(R)HP Katalogové číslo D D1 S R N N2 KCPK10 KCU25 KCU40 KC7140 SPGX050204HP 5,56 2,25 2,38 0, SPGX060304RHP 6,35 2,65 3,18 0, SPGX070304RHP 7,94 2,85 3,18 0, SPGX070308HP 7,94 2,85 3,18 0, SPPX09T308RHP 9,53 3,60 3,97 0, SPPX09T310HP 9,53 3,60 3,97 1, SPPX120408RHP 12,70 4,60 4,76 0, SPPX120412HP 12,70 4,60 4,76 1, SPPX15T508RHP 15,73 5,50 5,95 0, SPPX15T512HP 15,73 5,50 5,95 1, Čtyři řezné hrany na břitovou destičku. Univerzální geometrie utvařeče je doporučena pro nestabilní podmínky při obrábění materiálů s dlouhou třískou za vysokých posuvů. Další břitové destičky s větším rohovým rádiusem pro lepší využití sort Beyond. SP..X..MD Katalogové číslo D D1 S R N N2 KCPK10 KCU25 KCU40 KC7140 SPGX050204MD 5,56 2,25 2,38 0, SPGX060304MD 6,35 2,65 3,18 0, SPGX070304MD 7,94 2,85 3,18 0, SPGX070308MD 7,94 2,85 3,18 0, SPPX09T308MD 9,53 3,60 3,97 0, SPPX09T310MD 9,53 3,60 3,97 1, SPPX120408MD 12,70 4,60 4,76 0, SPPX120412MD 12,70 4,60 4,76 1, SPPX15T508MD 15,73 5,50 5,95 0, SPPX15T512MD 15,73 5,50 5,95 1, B61
126 Vrtáky s výměnnými břitovými destičkami Břitové destičky Drill Fix DFSP Čtyři řezné hrany na břitovou destičku. Vrtání Pozitivní geometrie utvařeče je doporučena pro stabilní podmínky obrábění většiny materiálů za vysokých posuvů. Další břitové destičky s větším rohovým rádiusem pro lepší využití sort Beyond. první volba alternativní volba P M K N S H SP..X..FP KCPK10 KCU25 KCU40 KC7140 Katalogové číslo D D1 S R N N2 SPGX060304FP 6,35 2,85 3,18 0, SPGX070304FP 7,94 2,85 3,18 0, SPGX070308FP 7,94 2,85 3,18 0, SPPX09T308FP 9,53 3,60 3,97 0, SPPX09T310FP 9,53 3,60 3,97 1, SPPX120408FP 12,70 4,60 4,76 0, SPPX120412FP 12,70 4,60 4,76 1, SPPX15T508FP 15,73 5,50 5,95 0, SPPX15T512FP 15,73 5,50 5,95 1, Univerzální geometrie utvařeče třísky je vhodná pro materiály s běžnou třískou nebo litiny při vysokých posuvech. P první volba alternativní volba M K N S H DFT-GD KCPK10 KCU25 KCU40 KC7140 KC7225 KC720 KMF Katalogové číslo L10 D D1 S R DFT030204GD 3,97 6,00 2,25 2,45 0,40 DFT030304GD 3,97 6,00 2,65 2,95 0,40 DFT05T308GD 5,29 8,00 3,40 3,75 0,80 DFT06T308GD 6,62 10,00 4,40 3,75 0,80 DFT070408GD 7,94 12,00 4,40 4,75 0,80 DFT090508GD 9,92 15,00 5,50 5,25 0,85 B62
127 Vrtáky s výměnnými břitovými destičkami Břitové destičky Drill Fix DFT Velmi pozitivní geometrie s utvařečem třísky doporučené pro tvárné a běžné druhy materiálů. první volba alternativní volba P M K N S H Vrtání DFT-HP KCPK10 KCU25 KCU40 KC7140 KC7225 KC720 KMF Katalogové číslo L10 D D1 S R DFTX20204HP 3,27 5,00 2,25 2,45 0,40 DFT030204HP 3,97 6,00 2,25 2,45 0,40 DFT030304HP 3,97 6,00 2,65 2,95 0,40 DFT05T308HP 5,29 8,00 3,50 3,75 0,80 DFT06T308HP 6,62 10,00 4,40 3,75 0,80 DFT070408HP 7,94 12,00 4,40 4,75 0,80 DFT090508HP 9,92 15,00 5,50 5,25 0,85 DFT110508HP 11,64 17,60 5,85 4,88 1,20 Geometrie s utvařečem třísky pro náročné aplikace při obrábění ocelí a nerezových ocelí při nízkých posuvech. DFT-LD KCPK10 KCU25 KCU40 KC7140 KC7225 KC720 KMF Katalogové číslo L10 D D1 S R DFT030204LD 3,97 6,00 2,25 2,45 0,40 DFT030304LD 3,97 6,00 2,65 2,95 0,40 DFT05T308LD 5,29 8,00 3,40 3,75 0,80 DFT06T308LD 6,62 10,00 4,40 3,75 0,80 DFT070408LD 7,94 12,00 4,40 4,75 0,80 DFT090508LD 9,92 15,00 5,50 5,25 0,80 B63
128 Vrtáky s výměnnými břitovými destičkami Břitové destičky Drill Fix DFT Pozitivní geometrie utvařeče je doporučena pro nestabilní podmínky při obrábění materiálů s dlouhou třískou za vysokých posuvů. Vrtání první volba alternativní volba P M K N S H DFT-MD KCPK10 KCU25 KCU40 KC7140 KC7225 KC720 KMF Katalogové číslo L10 D D1 S R DFTX20204MD 3,26 5,00 2,25 2,45 0,40 DFT030204MD 3,97 6,00 2,25 2,45 0,40 DFT030304MD 3,97 6,00 2,65 2,95 0,40 DFT05T308MD 5,29 8,00 3,40 3,75 0,80 DFT06T308MD 6,62 10,00 4,40 3,75 0,80 DFT070408MD 7,94 12,00 4,40 4,75 0,80 DFT090508MD 9,92 15,00 5,50 5,25 0,80 DFT110508MD 11,64 17,60 5,85 4,88 1,20 B64
129 Vrtáky s výměnnými břitovými destičkami Požadavky na sílu posuvu Požadavky na sílu posuvu Ocel 42CrMo4 Litina GGG Vrtání Síla posuvu [kn] f = 0,20 mm f = 0,30 mm Síla posuvu [kn] f = 0,20 mm f = 0,30 mm 02 f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) f = 0,10 mm 01 f = 0,06 mm Průměr vrtáku D1 (mm) Nerezová ocel (304H) Žáruvzdorné slitiny TiAl6V Síla posuvu [kn] 12 f = 0,30 mm f = 0,20 mm f = 0,10 mm 02 f = 0,06 mm Průměr vrtáku D1 (mm) Síla posuvu [kn] 07 f = 0,30 mm f = 0,20 mm f = 0,10 mm 01 f = 0,06 mm Průměr vrtáku D1 (mm) B65
130 Vrtáky s výměnnými břitovými destičkami Doporučení výkonu Doporučení výkonu Vrtání Výkon pohonu Ps [kw] Ocel 42CrMo f = 0,30 mm f = 0,20 mm f = 0,10 mm 05 f = 0,06 mm Průměr vrtáku D1 (mm) Výkon pohonu Ps [kw] Litina GGG f = 0,30 mm f = 0,20 mm 05 f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) Nerezová ocel (304H) Žáruvzdorné slitiny TiAl6V Výkon pohonu Ps [kw] f = 0,20 mm f = 0,30 mm Výkon pohonu Ps [kw] f = 0,20 mm f = 0,30 mm 10 f = 0,10 mm 05 f = 0,06 mm Průměr vrtáku D1 (mm) 02 f = 0,10 mm 01 f = 0,06 mm Průměr vrtáku D1 (mm) B66
131 Vrtáky s výměnnými břitovými destičkami Doporučení krouticího momentu Doporučení krouticího momentu Ocel 42CrMo4 Litina GGG Krouticí moment Md [Nm] f = 0,30 mm f = 0,20 mm 50 f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) Krouticí moment Md [Nm] f = 0,30 mm f = 0,20 mm f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) Vrtání Nerezová ocel (304H) Žáruvzdorné slitiny TiAl6V Krouticí moment Md [Nm] f = 0,20 mm f = 0,30 mm Krouticí moment Md [Nm] f = 0,20 mm f = 0,30 mm 50 0 f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) f = 0,10 mm f = 0,06 mm Průměr vrtáku D1 (mm) B67
132 Vrtáky s výměnnými břitovými destičkami Sorty Beyond a jejich popis Povlaky umožňují použití vysokých řezných rychlostí a jsou určeny pro dokončování a lehké hrubování. P M K N S H Oceli Nerezové oceli Litina Neželezné materiály Žáruvzdorné slitiny Tvrzené materiály Vrtání Odolnost proti opotřebení Pevnost Povlak Vlastnosti sorty P KCPK10 Al 2 O 3 TiCN Složení: Tato sorta nabízí vyváženou kombinaci odolnosti proti deformaci a houževnatosti řezné hrany díky novému CVD povlaku TiCN-Al 2 O 3 a kobaltem obohaceném substrátu. Aplikace: Sorta KCPK10 nabízí vynikající odolnost proti otěru a tvoření výmolů při vysokorychlostním obrábění ocelí a litin. Je určena pro vysoké řezné rychlosti při nízkých nebo středních posuvech. K Sorta KCU25 Al 2 O 3 TiCN Složení: Vylepšený CVD povlak TiCN-Al 2 O 3 spolu s nově vyvinutým tuhým substrátem zaručuje dobrou odolnost proti deformaci společně s vynikající pevností řezné hrany včetně velmi dobré odolnosti proti otěru v širokém pásmu řezných podmínek. Aplikace: KCU25 je sorta určená pro vysoké řezné rychlosti i posuvy a je tak první volbou pro produktivní proces s vysokými nároky na spolehlivost při obrábění ocelí, nerezových ocelí nebo litin. P M K KCU40 PVD TiN_TiAIN Složení: K kombinaci s vícevrstvým PVD povlakem TiN-TiAlN a tuhým substrátem je tato sorta určena pro obrábění s přerušovanými řezy a zaručuje dlouhou životnost díky vysoké odolnosti proti opotřebení. Aplikace: Sorta KCU40 je první volbou pro vysokou spolehlivost při obrábění většiny materiálů. Tato sorta by měla být používaná při středních řezných rychlostech a vysokých posuvech vzhledem k ostrým řezným hranám a díky svému složení určenému pro velmi houževnaté materiály. Za určitých podmínek je určena pro oceli, nerezové oceli, litiny a žáruvzdorné slitiny. P M K P Odolnost proti opotřebení K KCPK10 P M K KCU25 P M K KCU40 KCPK10 Sorta pro vysoké řezné rychlosti KCU25 Sorta pro vysoké úběry materiálu KCU40 Sorta s vysokou houževnatostí Pevnost B68
 v poměru délky L/D až do 5 x D, s nástroji od průměru 55 mm (2.125\").")
133 Dosáhněte více s novými kazetovými nástroji BEYOND pro Drill Fix DFSP U vrtáků DFSP existuje pro rozšíření rozsahu průměrů dolů až na 14 mm (.563") nové řešení s kazetami. Vrtáky DFSP s kazetami dávají možnost rozšířit rozsah průměrů až do 85 mm (3.35") v poměru délky L/D až do 5 x D, s nástroji od průměru 55 mm (2.125"). Vlastnosti Rozšířená nabídka nástrojů Drill Fix DFSP s kazetami v rozsahu průměrů mm ( "). Dvě kazetová provedení pokrývají rozšířený rozsah větší než 55 mm (2.125"). Kazety je možné pro dosažení požadovaného průměru nastavovat v rozsahu 3 5 mm* ( ") Hlava má dvě identické kazety. Standardní nabídka Drill Fix DFSP je v rozsahu průměrů mm ( ") a poměru délek L/D až do 5 x D. Výhody Široká nabídka produktů pro rozšíření DFSP na více než 55 mm (2.125") díky stejným kazetám, které je pro jednu vrtací hlavu možné použít pro pokrytí průměrů v rozsahu až o 5 mm* (.197"). Snižte náklady díky možnosti použití vnějších čtvercových břitových destiček se čtyřmi řeznými hranami. Využijte výhod ucelené nabídky produktů. Pro dosažení výjimečných výsledků při obrábění ocelí, nerezových ocelí a litin použijte vnější břitové destičky Beyond DFSP v sortách KCPK10, KCU25 a KCU40. POZNÁMKA: Kontaktujte, prosím, náš tým speciálních nástrojů pro konkrétní nabídku. *V závislosti na průměru Vyzkoušejte jejich výhody u svého autorizovaného distributora Kennametal nebo na

134
135 Monolitní stopkové frézy GOmill GP Všeobecný účel... C2 C25 C1
136 Univerzální karbidové stopkové frézy GOmill GP 2-břité 4-břité Hrubování a dokončování jedním nástrojem za výhodnou cenu. Hlavní aplikace GOmill GP se používají pro zapichování, drážkování a kopírování s dlouhou životností u široké řady materiálů. Jsou určeny pro zajištění vysokých úběrů materiálu a dosažení dobré jakosti povrchu s vynikajícím poměrem cena-výhody. Široký rozsah průměrů a délek, s řeznou hranou se sražením nebo v provedení kulové frézy je k dispozici skladem jako standard. Hrubování a dokončování jedním nástrojem. Vynikající poměr cena-výhody. Vícevrstvá sorta KC633M pro dlouhou životnost nástroje. Vlastnosti a výhody Moderní technologie Hrubování a dokončování jedním nástrojem snižuje výměnu nástrojů a náklady na skladové zásoby. Excentrické odsazení zvyšuje stabilitu řezné hrany a vede k delší životnosti nástroje a lepší jakosti povrchu. Excentrické odsazení usnadňuje broušení a snižuje náklady na ostření. 2-břité provedení pro nestabilní podmínky a vysokou flexibilitu. 4-břité provedení pro vyšší úběry materiálu a kratší časy cyklů. Speciální sorty Univerzální vícevrstvý povlak KC633M určený pro obrábění ocelí, litin a nerezových ocelí (s chladicí kapalinou). Zákaznická řešení Mezilehlé průměry. Rohové rádiusy pro dokončování přesných finálních tvarů. Široká standardní nabídka Rozsah průměrů 1 20 mm. 2-břité nástroje. 4-břité nástroje. Frézy s řeznou hranou se sražením nebo kulové frézy je k dispozici jako standard. C2

137 2-Břité Nástroje Excentrické odsazení Dlouhá životnost a ekonomické ostření. Šroubovice 30 Hrubovací a dokončovací operace. Vysoce kvalitní substrát Delší životnost nástroje a lepší úběry materiálu. Zavrtávací Pro zavrtávání a zapichování. Silný povlak TiAlN PVD Vysoké úběry materiálu a dlouhá životnost nástroje. C3
138 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2CH..DK-DL Krátké Standardní Zavrtávací fréza. Detail X Monolitní stopkové frézy 2CH..DK-DL 2-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 2CH0200DK003A 2,0 6 3, CH0300DK004A 3,0 6 4, CH0300DL007A 3,0 6 7, CH0350DK004A 3,5 6 4, CH0400DK005A 4,0 6 5, ,40 2CH0400DL008A 4,0 6 8, ,40 2CH0450DK005A 4,5 6 5, ,40 2CH0450DL008A 4,5 6 8, ,40 2CH0500DK006A 5,0 6 6, ,40 2CH0500DL010A 5,0 6 10, ,40 2CH0600DK007A 6,0 6 7, ,40 2CH0600DL010A 6,0 6 10, ,40 2CH0700DK008A 7,0 8 8, ,40 2CH0700DL013A 7,0 8 13, ,40 2CH0800DK009A 8,0 8 9, ,40 2CH0800DL016A 8,0 8 16, ,40 2CH0900DK010A 9, , ,50 2CH0900DL016A 9, , ,50 2CH1000DK011A 10, , ,50 2CH1000DL019A 10, , ,50 2CH1200DK012A 2CH1200DK012B 12, , ,50 2CH1200DL022A 2CH1200DL022B 12, , ,50 2CH1400DK014A 2CH1400DK014B 14, , ,50 2CH1400DL022A 2CH1400DL022B 14, , ,50 (pokračování na další straně) C4
139 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2CH..DK-DL Krátké Standardní (2CH..DK-DL 2-břité Metrické pokračování na další straně) KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 2CH1600DK016A 2CH1600DK016B 16, , ,50 2CH1600DL026A 2CH1600DL026B 16, , ,50 2CH1800DK018A 2CH1800DK018B 18, , ,50 2CH1800DL026A 2CH1800DL026B 18, , ,50 2CH2000DK020A 2CH2000DK020B 20, , ,50 2CH2000DL032A 2CH2000DL032B 20, , ,50 POZNÁMKA: Řezné podmínky jsou uvedeny na straně C12. Monolitní stopkové frézy C5
140 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2CH..DD Standardní Zavrtávací fréza. Detail X Monolitní stopkové frézy 2CH..DD 2-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L BCH 2CH0300DD007A 3,0 3 8, CH0400DD008A 4,0 4 8, ,40 2CH0500DD010A 5,0 5 10, ,40 2CH0600DD010A 6,0 6 10, ,40 2CH0700DD013A 7,0 7 13, ,40 2CH0800DD016A 8,0 8 16, ,40 2CH0900DD016A 9,0 9 16, ,50 2CH1000DD019A 10, , ,50 2CH1200DD022A 12, , ,50 2CH1400DD022A 14, , ,50 2CH1500DD026A 15, , ,50 2CH1600DD026A 16, , ,50 2CH1800DD026A 18, , ,50 2CH2000DD032A 20, , ,50 POZNÁMKA: Řezné podmínky jsou uvedeny na straně C12. C6
141 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2CH..MR-ML-MX Standardní Dlouhé Extra dlouhé Zavrtávací fréza. Detail X 2CH..MR-ML-MX 2-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 2CH0200MR006A 2,0 3 6, CH0250MR006A 2,5 3 6, CH0300MR009A 3,0 3 9, CH0300ML019A 3,0 3 19, CH0300MX025A 3,0 3 25, CH0350MR012A 3,5 4 12, CH0400MR012A 4,0 4 12, ,40 2CH0400ML019A 4,0 4 19, ,40 2CH0400MX031A 4,0 4 31, ,40 2CH0450MR014A 4,5 6 14, ,40 2CH0480MR014A 4,8 6 14, ,40 2CH0500MR014A 5,0 5 14, ,40 2CH0500ML020A 5,0 5 20, ,40 2CH0500MX031A 5,0 5 31, ,40 2CH0550MR014A 5,5 6 14, ,40 2CH0600MR016A 6,0 6 16, ,40 2CH0600ML028A 6,0 6 28, ,40 2CH0600MX038A 6,0 6 38, ,40 2CH0700MR020A 7,0 7 20, ,40 2CH0800MR020A 8,0 8 20, ,40 2CH0800ML028A 8,0 8 28, ,40 2CH0800MX041A 8,0 8 41, ,40 2CH0900MR020A 9,0 9 20, ,50 2CH1000MR022A 10, , ,50 2CH1000ML032A 10, , ,50 2CH1000MX045A 10, , ,50 2CH1100MR025A 11, , ,50 2CH1200MR025A 2CH1200MR025B 12, , ,50 (pokračování na další straně) C7
142 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2CH..MR-ML-MX Standardní Dlouhé Extra dlouhé (2CH..MR-ML-MX 2-břité Metrické pokračování na další straně) Monolitní stopkové frézy KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 2CH1200ML045A 2CH1200ML045B 12, , ,50 2CH1200MX075A 2CH1200MX075B 12, , ,50 2CH1400MR032A 2CH1400MR032B 14, , ,50 2CH1400ML050A 2CH1400ML050B 14, , ,50 2CH1400MX075A 2CH1400MX075B 14, , ,50 2CH1600MR032A 2CH1600MR032B 16, , ,50 2CH1600ML056A 2CH1600ML056B 16, , ,50 2CH1600MX075A 2CH1600MX075B 16, , ,50 2CH1800MR038A 2CH1800MR038B 18, , ,50 2CH1800ML060A 2CH1800ML060B 18, , ,50 2CH1800MX075A 2CH1800MX075B 18, , ,50 2CH2000MR038A 2CH2000MR038B 20, , ,50 2CH2000ML056A 2CH2000ML056B 20, , ,50 2CH2000MX075A 2CH2000MX075B 20, , ,50 POZNÁMKA: Řezné podmínky jsou uvedeny na straně C12. C8
143 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2BN..DK-DL Krátké Standardní Zavrtávací fréza. 2BN..DK-DL 2-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L 2BN0200DL006A 2,0 6 6, BN0300DK004A 3,0 6 4, BN0300DL007A 3,0 6 7, BN0400DK005A 4,0 6 5, BN0400DL008A 4,0 6 8, BN0500DL010A 5,0 6 10, BN0600DL010A 6,0 6 10, BN0700DL013A 7,0 8 13, BN0800DL016A 8,0 8 16, BN1000DL019A 10, , BN1200DL022A 12, , BN1400DL022A 14, , BN1600DL026A 16, , BN2000DK020A 20, , BN2000DL032A 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C13. C9
144 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2BN..DD Standardní Zavrtávací fréza. Monolitní stopkové frézy 2BN..DD 2-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L 2BN0200DD007A 2,0 2 7, BN0300DD007A 3,0 3 7, BN0400DD008A 4,0 4 8, BN0500DD010A 5,0 5 10, BN0600DD010A 6,0 6 10, BN0800DD016A 8,0 8 16, BN1000DD019A 10, , BN1200DD022A 12, , BN1400DD022A 14, , BN1600DD026A 16, , BN2000DD032A 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C13. C10
145 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 2BN..MR-ML-MX Standardní Dlouhé Extra dlouhé Zavrtávací fréza. 2BN..MR-ML-MX 2-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L 2BN0100MR004A 1,0 3 4, BN0200MR006A 2,0 3 6, BN0300MR009A 3,0 3 9, BN0350MR012A 3,5 4 12, BN0400MR012A 4,0 4 12, BN0500MR014A 5,0 6 14, BN0600MR038A 6,0 6 38, BN0800MR040A 8,0 8 40, BN1000MR045A 10, , BN1200MR025A 12, , BN1200ML045A 12, , BN1200MX075A 12, , BN1400MR032A 14, , BN1600MR032A 16, , BN2000MR038A 20, , BN2000ML075A 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C13. C11
146 Univerzální karbidové stopkové frézy GOmill GP Řezné podmínky GOmill GP 2CH..DK-MR 2-břité Krátké Standardní Monolitní stopkové frézy Materiálová skupina P M K N Boční frézování (A) A drážkování (B) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Při drážkování (B) snižte posuv na zub fz o 20%. Řezná rychlost A B vc Průměr D1 m/min ap ae ap min max mm 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0, Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0, Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0, Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0, Ap1 max 0,1 x D 0,5 x D fz 0,010 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0, Ap1 max 0,1 x D 0,5 x D fz 0,009 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0, Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0, Ap1 max 0,1 x D 0,5 x D fz 0,020 0,030 0,040 0,050 0,060 0, Ap1 max 0,1 x D 0,5 x D fz 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0, Ap1 max 0,1 x D 0,5 x D fz 0,018 0,027 0,036 0,045 0,054 0,072 0, POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. GOmill GP 2CH..DL-DD-ML-MX 2-břité Dlouhé Extra dlouhé Materiálová skupina P M K N Boční frézování (A) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Řezná rychlost A vc Průměr D1 m/min ap ae min max mm 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. C12
147 Univerzální karbidové stopkové frézy GOmill GP Řezné podmínky GOmill GP 2BN..DK-MR 2-břité Kulové Krátké Standardní Materiálová skupina P M K N Boční frézování (A) A drážkování (B) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Při drážkování (B) snižte posuv na zub fz o 20%. Řezná rychlost A B vc Průměr D1 m/min ap ae ap min max mm 1,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 0,5 x D fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D 0,5 x D fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 0,5 x D fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D 0,5 x D fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D 0,5 x D fz 0,005 0,010 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D 0,5 x D fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D 0,5 x D fz 0,005 0,009 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D 0,5 x D fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 0,5 x D fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D 0,5 x D fz 0,010 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D 0,5 x D fz 0,008 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D 0,5 x D fz 0,009 0,018 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 Monolitní stopkové frézy POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. GOmill GP 2BN..DL-DD-ML-MX 2-břité Kulové Dlouhé Extra dlouhé Materiálová skupina P M K N Boční frézování (A) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Řezná rychlost A vc Průměr D1 m/min ap ae min max mm 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D fz 0,010 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D fz 0,009 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D fz 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D fz 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D fz 0,018 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. C13


148 Univerzální karbidové stopkové frézy GOmill GP 4-břité Hrubování a dokončování jedním nástrojem za výhodnou cenu. Excentrické odsazení Dlouhá životnost a ekonomické ostření. Šroubovice 30 Hrubovací a dokončovací operace. Vysoce kvalitní substrát Delší životnost nástroje a lepší úběry materiálu. Zavrtávací Pro zavrtávání a zapichování. Silný povlak TiAlN PVD Vysoké úběry materiálu a dlouhá životnost nástroje. C14
149 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4CH..DK-DL Krátké Standardní Zavrtávací fréza. Detail X 4CH..DK-DL 4-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 4CH0200DK004A 2,0 3 4, CH0250DL008A 2,5 6 8, CH0300DK005A 3,0 6 5, CH0350DL010A 3,5 6 10, CH0400DK008A 4,0 6 8, ,40 4CH0400DL011A 4,0 6 11, ,40 4CH0450DL011A 4,5 6 11, ,40 4CH0500DK009A 5,0 6 9, ,40 4CH0500DL013A 5,0 6 13, ,40 4CH0550DL013A 5,5 6 13, ,40 4CH0600DK010A 6,0 6 10, ,40 4CH0600DL013A 6,0 6 13, ,40 4CH0650DL016A 6,5 8 16, ,40 4CH0700DK011A 7,0 8 11, ,40 4CH0700DL016A 7,0 8 16, ,40 4CH0800DK012A 8,0 8 12, ,40 4CH0800DL019A 8,0 8 19, ,40 4CH0900DK013A 9, , ,50 4CH0900DL019A 9, , ,50 4CH1000DK014A 10, , ,50 4CH1000DL022A 10, , ,50 4CH1200DK016A 4CH1200DK016B 12, , ,50 4CH1200DL026A 4CH1200DL026B 12, , ,50 4CH1400DK018A 4CH1400DK018B 14, , ,50 (pokračování na další straně) C15
150 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4CH..DK-DL Krátké Standardní (4CH..DK-DL 4-břité Metrické pokračování na další straně) Monolitní stopkové frézy KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 4CH1400DL026A 4CH1400DL026B 14, , ,50 4CH1600DK022A 4CH1600DK022B 16, , ,50 4CH1600DL032A 4CH1600DL032B 16, , ,50 4CH1800DK024A 4CH1800DK024B 18, , ,50 4CH1800DL032A 4CH1800DL032B 18, , ,50 4CH2000DK026A 4CH2000DK026B 20, , ,50 4CH2000DL038A 4CH2000DL038B 20, , ,50 POZNÁMKA: Řezné podmínky jsou uvedeny na straně C23. C16
151 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4CH..DD Standardní Zavrtávací fréza. Detail X 4CH..DD 4-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L BCH 4CH0400DD011A 4,0 4 11, ,40 4CH0500DD013A 5,0 5 13, ,40 4CH0600DD013A 6,0 6 13, ,40 4CH0800DD019A 8,0 8 19, ,40 4CH1000DD022A 10, , ,50 4CH1200DD026A 12, , ,50 4CH1400DD026A 14, , ,50 4CH1600DD032A 16, , ,50 4CH1800DD032A 18, , ,50 4CH2000DD038A 20, , ,50 POZNÁMKA: Řezné podmínky jsou uvedeny na straně C23. C17
152 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4CH..MR-ML-MX Standardní Dlouhé Extra dlouhé Zavrtávací fréza. Detail X Monolitní stopkové frézy 4CH..MR-ML-MX 4-břité Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 4CH0200MR006A 2,0 3 6, CH0300MR009A 3,0 3 9, CH0300ML019A 3,0 3 19, CH0300MX025A 3,0 3 25, CH0400MR011A 4,0 4 11, ,40 4CH0400ML019A 4,0 4 19, ,40 4CH0400MX031A 4,0 4 31, ,40 4CH0500MR030A 5,0 5 30, ,40 4CH0600MR016A 6,0 6 16, ,40 4CH0600ML028A 6,0 6 28, ,40 4CH0600MX038A 6,0 6 38, ,40 4CH0800MR020A 8,0 8 20, ,40 4CH0800ML028A 8,0 8 28, ,40 4CH0800MX041A 8,0 8 41, ,40 4CH1000MR022A 10, , ,50 4CH1000ML032A 10, , ,50 4CH1000MX045A 10, , ,50 4CH1200MR025A 4CH1200MR025B 12, , ,50 4CH1200ML045A 4CH1200ML045B 12, , ,50 4CH1200MX075A 4CH1200MX075B 12, , ,50 4CH1400MR032A 4CH1400MR032B 14, , ,50 4CH1400ML050A 4CH1400ML050B 14, , ,50 4CH1400MX075A 4CH1400MX075B 14, , ,50 4CH1600MR032A 4CH1600MR032B 16, , ,50 (pokračování na další straně) C18
153 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4CH..MR-ML-MX Standardní Dlouhé Extra dlouhé (4CH..MR-ML-MX 4-břité Metrické pokračování na další straně) KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L BCH 4CH1600ML056A 4CH1600ML056B 16, , ,50 4CH1600MX075A 4CH1600MX075B 16, , ,50 4CH1800MR038A 4CH1800MR038B 18, , ,50 4CH1800ML060A 4CH1800ML060B 18, , ,50 4CH1800MX075A 4CH1800MX075B 18, , ,50 4CH2000MR038A 4CH2000MR038B 20, , ,50 4CH2000ML056A 4CH2000ML056B 20, , ,50 4CH2000MX075A 4CH2000MX075B 20, , ,50 Monolitní stopkové frézy POZNÁMKA: Řezné podmínky jsou uvedeny na straně C23. C19
154 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4BN..DK-DL Krátké Standardní Zavrtávací fréza. Monolitní stopkové frézy 4BN..DK-DL 4-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M KC633M délka řezné části celková délka KC633M KC633M D1 D Ap1 max L 4BN0300DL008A 3,0 6 8, BN0400DL011A 4,0 6 11, BN0500DL013A 5,0 6 13, BN0600DL013A 6,0 6 13, BN0800DL019A 8,0 8 19, BN1000DL022A 10, , BN1200DL026A 4BN1200DL026B 12, , BN1400DL026A 4BN1400DL026B 14, , BN1600DL032A 4BN1600DL032B 16, , BN1800DL032A 4BN1800DL032B 18, , BN2000DL038A 4BN2000DL038B 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C24. C20
155 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4BN..DD Standardní Zavrtávací fréza. 4BN..DD 4-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 Monolitní stopkové frézy první volba alternativní volba KC633M délka řezné části celková délka KC633M D1 D Ap1 max L 4BN0400DD011A 4,0 4 11, BN0500DD013A 5,0 5 13, BN0600DD013A 6,0 6 13, BN0800DD019A 8,0 8 19, BN1000DD022A 10, , BN1200DD026A 12, , BN1400DD026A 14, , BN1600DD032A 16, , BN1800DD032A 18, , BN2000DD038A 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C24. C21
156 Univerzální karbidové stopkové frézy GOmill GP GOmill GP 4BN..MR-ML Standardní Dlouhé Zavrtávací fréza. Monolitní stopkové frézy 4BN..MR-ML 4-břité Kulové Metrické Tolerance stopkových fréz D1 tolerance e8 D tolerance h6 + / - 3-0,014/-0, /0,006 > 3 6-0,020/-0,038 > 3 6 0/0,008 > ,025/-0,047 > /0,009 > ,032/-0,059 > /0,011 > ,040/-0,073 > /0,013 první volba alternativní volba KC633M KC633M D1 D délka řezné části Ap1 max celková délka L 4BN0300MR020A 3,0 3 20, BN0400MR025A 4,0 4 25, BN0500MR030A 5,0 5 30, BN0600MR030A 6,0 6 30, BN0800MR040A 8,0 8 40, BN1000MR040A 10, , BN1200MR025A 12, , BN1200ML045A 12, , BN1600MR032A 16, , BN1800MR038A 18, , BN2000MR056A 20, , POZNÁMKA: Řezné podmínky jsou uvedeny na straně C24. C22
157 Univerzální karbidové stopkové frézy GOmill GP Řezné podmínky GOmill GP 4CH..DK-MR 4-břité Krátké Standardní Boční frézování (A) A drážkování (B) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Při drážkování (B) snižte posuv na zub fz o 20%. Materiálová skupina P M K N Řezná rychlost A B vc Průměr D1 m/min ap ae ap min max mm 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D 0,5 x D fz 0,010 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D 0,5 x D fz 0,009 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D 0,5 x D fz 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D 0,5 x D fz 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D 0,5 x D fz 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D 0,5 x D fz 0,018 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 Monolitní stopkové frézy POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. GOmill GP 4CH..DL-DD-ML-MX 4-břité Dlouhé Extra dlouhé Materiálová skupina P M K N Boční frézování (A) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Řezná rychlost A vc Průměr D1 m/min ap ae min max mm 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. C23
158 Univerzální karbidové stopkové frézy GOmill GP Řezné podmínky GOmill GP 4BN..DK-MR 4-břité Kulové Krátké Standardní Monolitní stopkové frézy Materiálová skupina Boční frézování (A) A drážkování (B) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). Při drážkování (B) snižte posuv na zub fz o 20%. A B Řezná rychlost vc m/min Průměr D1 ap ae ap min max mm 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D 0,5 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D 0,5 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 P 2 Ap1 max 0,1 x D 0,5 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D 0,5 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D 0,5 x D fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 M 2 Ap1 max 0,1 x D 0,5 x D fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D 0,5 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 K 2 Ap1 max 0,1 x D 0,5 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D 0,5 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 N 1 Ap1 max 0,1 x D 0,5 x D fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D 0,5 x D fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D 0,5 x D fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. GOmill GP 4BN..DL-DD-ML-MX 4-břité Kulové Dlouhé Extra dlouhé Materiálová skupina P M K N Boční frézování (A) TiAlN Doporučený posuv na zub (fz = mm/zub) pri bočním frézování (A). A Řezná rychlost vc m/min Průměr D1 ap ae min max mm 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 0 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 3 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 4 Ap1 max 0,1 x D fz 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088 1 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 2 Ap1 max 0,1 x D fz 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081 1 Ap1 max 0,1 x D fz 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114 2 Ap1 max 0,1 x D fz 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101 1 Ap1 max 0,1 x D fz 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,140 0,160 0,180 0,200 2 Ap1 max 0,1 x D fz 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,112 0,128 0,144 0,160 3 Ap1 max 0,1 x D fz 0,027 0,036 0,045 0,054 0,072 0,090 0,108 0,126 0,144 0,162 0,180 POZNÁMKA: Nižší řezná rychlost je využívána při vysokých úběrech nebo při vyšší tvrdosti materiálu v rámci materiálové skupiny. Vyšší řezná rychlost je využívána při dokončovacích operacích nebo při nižší tvrdosti materiálu v rámci materiálové skupiny. Výše uvedené parametry jsou založeny na ideálních pracovních podmínkách. U menších obráběcích center upravte řezné podmínky pro nástroje s průměrem >12 mm. C24

159 Monolitní stopkové frézy Systém katalogových čísel Jak funguje systém katalogových čísel? Každý znak v katalogovém čísle představuje určitou vlastnost produktu. Použijte následující sloupce a příslušné obrázky k snadné identifikaci. 4CH0800MR020A 4 CH 0800 MR 020 A Počet břitů Tvar stopkových fréz Průměr frézy mm Standardní Ap1 max palce Provedení stopky Monolitní stopkové frézy 2 = 2-břité 4 = 4-břité CH = sražení BN = kulové frézy DK = DIN6527 krátké DL = DIN6527 dlouhé DD = DIN6528 MS = firemní normy krátké MR = firemní normy standardní ML = firemní normy dlouhé MX = firemní normy extra dlouhé A = válcová stopka B = stopka Weldon C25
160
161 Frézovací nástroje Nástroje na frézování závitů... D2 D59 MEGA 45...D60 D63, D68 MEGA 90...D64 D67, D69 Čelní frézování HexaCut... D70 D78 KCRA... D80 D85 Stellram 7713VR... D86 D98 D1

162 NOVÉ závitovací frézy s VBD Nejmodernější nástroje pro Kennametal pro frézování závitů mají delší životnost a vyšší produktivitu a pokrývají širokou řadu typů závitů a velikostí: Řada TM24 Závitování malých otvorů s břitovými destičkami s jedou řeznou hranou. Řada TM25 Standardní závitovací operace s břitovými destičkami s dvěma řeznými hranami. Řada TM40 Dlouhé závitovací operace s břitovými destičkami s dvěma řeznými hranami. Řada TM41 Závitovací operace s velkým stoupáním s břitovými destičkami s dvěma řeznými hranami. Vlastnosti a výhody Nabídka frézovacích těles Počet břitů: TM24: 1 2 na těleso TM25: 2 8 na těleso TM40: 3 8 na těleso TM41: 2 6 na těleso Krátké a dlouhé držáky nástrojů pro různé aplikace. Frézovací tělesa jsou dodávána s válcovými nebo kuželovými stopkami Weldon. Efektivní přívod chlazení pro každý břit. Lepší odvod třísek. Řada břitových destiček Robustní konstrukce. Břitové destičky pro profily závitů ISO, UN, W, NPT, NPTF a BSPT. Stoupání: TM24: 0,50 2,50 mm (32 10TPI) TM25: 1,00 3,00 mm (20 8TPI) TM40: 1,00 3,00 mm (32 10TPI) TM41: 3,00 6,00 mm (8 4TPI) Sorty pro většinu druhů materiálů. Jednoduchý upínací systém. Rychlá výměna břitových destiček. D2
163 D3
164 Řada TM TM24 Stopka Weldon Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Stopka Weldon Objednací číslo Katalogové číslo D1 D D2 L L3 Z šroub břitové destičky šroubovák Torx Plus TM24D14L26Z1 13,60 20,00 10,70 82,00 26,00 1 TM25INSERTSCREW DT8IP TM24D15L30Z1 15,10 20,00 11,90 85,00 30,00 1 TM25INSERTSCREW DT8IP TM24D16L28Z2 16,00 20,00 12,60 83,00 28,00 2 TM25INSERTSCREW DT8IP TM24D16L36Z1 16,00 20,00 12,60 91,00 36,00 1 TM25INSERTSCREW DT8IP POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. V případě, že D2 > 0.7 x nominální průměr závitu doporučujeme použít vnitřní chlazení. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm ISO (hrubý) TM24D14L26Z M16 x 2 TM24D15L30Z M18 x 2.5 TM24D16L28Z2 16,00 M20 x 2.5 TM24D16L36Z1 16,00 M20 x 2.5 ISO (jemný) UNC UN/UNF/UNEF/UNS BSF BSP(G) M14.5 x 0.5; M15 x 0.75; M15 x 1; M15 x 1.25; M16 x 1.5; M16 x 1.75 M16 x 0.5; M17 x 0.75; M17 x 1; M17 x 1.25; M17 x 1.5; M18 x 1.75; M18 x 2 M17 x 0.5; M17 x 0.75; M18 x 1; M18 x 1.25; M18 x 1.5; M18 x 1.75; M19 x 2 M17 x 0.5; M17 x 0.75; M18 x 1; M18 x 1.25; M18 x 1.5; M18 x 1.75; M19 x 2 3/4 10 3/4 10 3/ /16 12UN; 5/8 14UNS; 5/8 16UN; 5/8 18UNF; 5/8 20UN; 5/8 24UNEF; 5/8 28UN; 5/8 32UN 3/4 12UN; 3/4 14UNS; 1 1/16 16UN; 1 1/16 20UN; 1 1/16 24UNEF; 1 1/16 28UN; 1 1/16 32UN 3/4 12UN; 3/4 14UNS; 3/4 16UN; 3/4 18UNS; 3/4 20UNEF; UNEF; 1 1/16 28UN; 1 1/16 32UN 3/4 12UN; 3/4 14UNS; 3/4 16UN; 3/4 18UNS; 3/4 20UNEF; 1 1/16 24UNEF; 1 1/16 28UN; 1 1/16 32UN 1 1/16 14; 3/4 12 3/8 19 3/4 12 3/4 12 3/4 12 Strana se značením Vždy namontujte všechny břitové destičky stejnou stranou. Strana bez značení Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM24 jako ochranu lůžka. D4
165 Řada TM TMT24 Kuželová stopka Rozsah průměrů 12 mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Kuželová stopka Frézovací nástroje šroub břitové šroubovák Objednací číslo Katalogové číslo D1 D1 max D L L3 Z destičky Torx Plus TMT24D14L26Z1 11,50 13,90 20,00 81,00 26,00 1 TM25INSERTSCREW DT8IP POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 max NPT NPTF BSPT TMT24D14L26Z1 13,90 3/8 18 3/8 18 3/8 19 U kuželových břitových destiček musí být označení směrem vzhůru. Strana bez značení Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka D5
166 Řada TM TM24 Břitové destičky P ISO profily UN Profiles BSF a BSP profily NPT profily první volba alternativní volba M K N S H ISO profily Vnitřní Frézovací nástroje Katalogové číslo Rozteč závitu mm L1 W1 S počet zubů TM24N050ISO 0,50 24,00 7,02 3,00 49 TM24N075ISO 0,75 24,00 7,02 3,00 33 TM24N100ISO 1,00 24,00 7,02 3,00 24 TM24N125ISO 1,25 24,00 7,02 3,00 20 KC610M KC635M TM24N150ISO 1,50 24,00 7,02 3,00 16 TM24N175ISO 1,75 24,00 7,02 3,00 14 TM24N200ISO 2,00 24,00 7,02 3,00 12 TM24N250ISO 2,50 24,00 7,02 3,00 10 UN profily Vnitřní Katalogové číslo stoupání závitu, TPI L1 W1 S počet zubů TM24N10UN 10 24,00 7,02 3,00 9 TM24N12UN 12 24,00 7,02 3,00 11 TM24N14UN 14 24,00 7,02 3,00 13 TM24N16UN 16 24,00 7,02 3,00 15 TM24N18UN 18 24,00 7,02 3,00 17 TM24N20UN 20 24,00 7,02 3,00 19 TM24N24UN 24 24,00 7,02 3,00 23 TM24N28UN 28 24,00 7,02 3,00 27 TM24N32UN 32 24,00 7,02 3,00 31 KC610M KC635M BSF a BSP profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S počet zubů TM24EN14BSF 14 24,00 7,02 3,00 13 TM24EN19BSF 19 25,00 7,02 3,00 18 KC610M KC635M NPT profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S počet zubů TM24EN18NPT 18 24,00 7,02 3,00 17 KC610M KC635M D6
167 Řada TM TM24 Břitové destičky P NPTF profily BSPT profily Polotovary profilů první volba alternativní volba M K N S Kuželové břitové destičky Polotovary profilů H NPTF profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S počet zubů TM24EN18NPTF 18 24,00 7,02 3,00 17 BSPT profily Vnitřní a vnější KC610M KC635M Frézovací nástroje Katalogové číslo stoupání závitu, TPI L1 W1 S počet zubů TM24EN19BSPT 19 24,00 7,02 3,00 18 KC610M KC635M Polotovar/záslepka břitové destičky Vnitřní a vnější Katalogové číslo L W1 S TM24ENBLANK 24,00 7,02 3,00 D7
168 Řada TM Řezné podmínky pro břitové destičky Břitové destičky TM24 Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Nerezové oceli Frézovací nástroje M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D8
169 Experience Powering Productivity Jakýkoli projekt nebo výzva optimalizovaná a upravená pomocí digitální technologie pro fundamentální změnu vašich výrobních postupů na hladkou, elegantní a snadnou výrobu. Od znalosti k dílům k profitu. S NOVO dostanete správné nástroje pro vaše stroje, ve správném sledu. Toto řešení pro všechny typy společností zaručuje, že bezchybně zrychlíte všechny vaše úkony a maximalizujete každou směnu. Vyzkoušejte digitální znalosti, které změní váš výrobní proces:

170 Řada TM TM25 Stopka Weldon Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Stopka Weldon Objednací číslo Katalogové číslo D1 D D2 L L3 Z šroub břitové destičky šroubovák Torx Plus TM25D17L26Z2 17,00 25,00 14,00 85,00 26,00 2 TM25INSERTSCREW DT8IP TM25D17L36Z2 17,00 25,00 14,00 95,00 36,00 2 TM25INSERTSCREW DT8IP TM25D20L37Z3 20,50 25,00 16,50 96,00 37,00 3 TM25INSERTSCREW DT8IP TM25D20L44Z3 20,50 25,00 16,50 103,00 44,00 3 TM25INSERTSCREW DT8IP TM25D22L43Z3 22,00 25,00 18,00 102,00 43,00 3 TM25INSERTSCREW DT8IP TM25D22L55Z3 22,00 25,00 18,00 114,00 55,00 3 TM25INSERTSCREW DT8IP TM25D30L55Z5 30,00 25,00 26,00 115,00 55,00 5 TM25INSERTSCREW DT8IP TMC25D30L80Z4 30,00 25,00 26,00 140,00 80,00 4 TM25INSERTSCREW DT8IP POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm ISO (hrubý) ISO (jemný) UNC UN/UNF/UNEF/UNS BSF TM25D17L26Z2 17,00 M20 x 2.5 M19 x 1; M19 x 1.5; 7/8-10UNS; 13/16-12UN; 7/8-14UNF; 7/8-11; 7/8-12; TM25D17L36Z2 M20 x 2 3/4-16UNF; 3/4-18UNS; 3/4-20UNEF; 7/8-14; 7/8-16 TM25D20L37Z3 20,50 M24 x 3.0 M22 x 1.; M23 x 1.5; /16-9UN; UNS; 15/16-12UN 1-11; 1-12; TM25D20L44Z3 M23 x 2.; M23.5 x UNS; 15/16-16UN; 7/8-18UNS; 7/8-20UNEF; 1.14; 1.16 TM25D22L43Z3 22,00 M27 x 3.0 M24 x 1.; M24 x 1.5; 11/16-8UN; 1.0-9UN; UNS; UNF 1-11; 1-12; TM25D22L55Z3 M25 x 2.; M25 x UNS; UN; UN; 15/16-20UNEF 1-14; 1-16 TM25D30L55Z5 30,00 M32 x 1.; M32 x 1.5; 1 3/8-8UN; 1 3/8-9UN; 1 3/8-10UN; 1 5/16-12UN; 1 3/8-11; 1 3/8-12; TMC25D30L80Z4 M33 x 2.; M33 x 2.5; M34 x 3 1 3/8-14UNS; 1 5/16-16UN; 1 5/16-18UNEF; 1 5/16-20UN 1 3/8-14; 1 3/8-16 Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou. Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM25 jako ochranu lůžka. D10

171 Řada TM TMT25 Kuželová stopka Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Kuželová stopka Frézovací nástroje Objednací číslo Katalogové číslo D1 D1 max D L L3 Z šroub břitové destičky šroubovák Torx Plus TMT25D17L26Z2 15,45 17,00 25,00 85,00 26,00 2 TM25INSERTSCREW DT8IP TMT25D22L43Z3 20,30 22,00 25,00 102,00 43,00 3 TM25INSERTSCREW DT8IP TMT25D28L43Z4 26,40 28,00 25,00 103,00 43,00 4 TM25INSERTSCREW DT8IP POZNÁMKA: U kuželových břitových destiček musí být označení směrem vzhůru. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm NPT NPTF BSPT TMT25D17L26Z2 17,00 TMT25D22L43Z3 22,00 1/2 14; 3/4 14; ; /4 14; ; /2 14; 3/4 14; ; /4 14; ; TMT25D28L43Z4 28, ; ; /2 14; 3/4 14; 1 11; 1 1/4 11; 1 1/2 11; /4 14; 1 11; 1 1/4 11;1 1/2 11; 2 11; 2 1/2 11; 3 11; 4 11; 5 11; ; 1 1/4 11; 1 1/2 11; 2 11; 2 1/2 11; 3 11; 4 11; 5 11; 6 11 U kuželových břitových destiček musí být označení směrem vzhůru. Strana bez značení Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM25 jako ochranu lůžka. D11
172 Řada TM TMS25 Nástrčné frézy Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Nástrčné frézy Objednací číslo Katalogové číslo D1 D D2 D6 L Z šroub břitové destičky šroubovák Torx Plus upínací šroub TMS25D36L34Z5 36,00 16,00 32,00 32,00 33,50 5 TM25INSERTSCREW DT8IP MS TMS25D44L38Z6 44,00 22,00 40,00 40,00 38,00 6 TM25INSERTSCREW DT8IP MS TMS25D52L40Z8 52,00 27,00 48,00 48,00 40,00 3 TM25INSERTSCREW DT8IP MS5004 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm TMS25D36L34Z5 36,00 ISO (jemný) UN/UNF/UNEF/UNS BSW BSP(G) M38 x 1; M39 x 1.5; M39 x 2; M40 x 3 1 9/16 12UN; 1 5/8 14UNS; 1 9/16 16UN; 1 1/2 18UNEF; 1 1/2 20UN 1 3/4 16; 1 3/ /4 11 TMS25D44L38Z6 44,00 M48 x 1; M48 x 1.5; M48 x 2; M48 x 3 1 7/8 12UN; 1 13/16 16UN; 1 13/16 20UN; 1 15/16 8UN; 1 7/8 10UNS; 1 7/8 14UNS 2 16; /2 11 TMS25D52L40Z8 52,00 M55 x 1; M55 x 1.5; M55 x 2; M56 x 3 2 1/4 8UN; 2 1/4 10UN; 2 1/4 12UN; 2 1/4 14UN; 2 1/4 16UN; 2 1/4 18UN; 2 1/4 20UN 2 1/4 16; 2 1/ Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou. Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM25 jako ochranu lůžka. D12

173 Řada TM TMST25 Nástrčné frézy Rozsah průměrů do 35 mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Kuželová stopka Frézovací nástroje šroub břitové šroubovák Objednací číslo Katalogové číslo D1 max D D6 L Z destičky Torx Plus upínací šroub TMST25D36L34Z5 36,10 16,00 31,50 33,50 5 TM25INSERTSCREW DT8IP MS5001 Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm NPT NPTF BSPT TMST25D36L34Z5 34,50 1 1/4-11.5; 1 1/2-11.5; ; 2 1/2-8 (a větší) 1 1/4-11.5; 1 1/2-11.5; ; 2 1/2-8; /2-6x11 Strana se značením Vždy namontujte všechny břitové destičky stejnou stranou. Pro správné namontování, zatlačte břitovou destičku směrem ke stěnám lůžka* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM25 jako ochranu lůžka. POZNÁMKA: U kuželových břitových destiček musí být označení směrem vzhůru. D13
174 Řada TM TM25 Břitové destičky ISO metrický závit P M ISO profily UN profily první volba alternativní volba K N S H ISO profily Vnitřní Frézovací nástroje Katalogové číslo Rozteč závitu mm L1 W1 S počet zubů TM25N100ISO 1 25,00 7,62 3,56 24 TM25N150ISO 1,5 25,00 7,62 3,56 16 TM25N200ISO 2 25,00 7,62 3,56 12 KC610M KC635M TM25N250ISO 2,5 25,00 7,62 3,56 10 TM25N300ISO 3 25,00 7,62 3,56 8 Standardní unifikovaný závit. UN profily Vnitřní stoupání závitu, Katalogové číslo TPI L1 W1 S počet zubů TM25N8UN 8 25,00 7,62 3,56 7 TM25N9UN 9 25,00 7,62 3,56 8 TM25N10UN 10 25,00 7,62 3,56 9 TM25N12UN 12 25,00 7,62 3,56 11 TM25N14UN 14 25,00 7,62 3,56 13 TM25N16UN 16 25,00 7,62 3,56 15 TM25N18UN 18 25,00 7,62 3,56 17 TM25N20UN 20 25,00 7,62 3,56 19 KC610M KC635M D14
175 Řada TM TM25 Břitové destičky Standardní britský Whitworthův závit. P M Whitworth profily NPT profily BSPT profily Polotovar první volba alternativní volba K N S H Kuželové břitové destičky Whitworth profily Vnitřní / vnější Polotovar stoupání závitu, Katalogové číslo TPI L1 W1 S počet zubů TM25EN11W 11 25,00 7,62 3,56 10 TM25EN12W 12 25,00 7,62 3,56 11 TM25EN14W 14 25,00 7,62 3,56 13 KC610M KC635M Frézovací nástroje Kuželový trubkový závit. NPT profily Vnitřní / vnější stoupání závitu, Katalogové číslo TPI L1 W1 S počet zubů TM25EN115NPT ,00 7,62 3,56 11 TM25EN14NPT 14 25,00 7,62 3,56 11 KC610M KC635M Standardní britský trubkový závit. BSPT profily Vnitřní / vnější Katalogové číslo počet vnitřních závitů na palec TPI L1 W1 S počet zubů TM25EN11BSPT ,00 7,62 3,56 10 TM25EN14BSPT ,00 7,62 3,56 11 KC610M KC635M Tvar polotovaru břitové destičky Vnitřní / vnější Katalogové číslo L W1 S TM25BLANK 25,00 5,59 3,56 D15
176 Řada TM Řezné podmínky pro břitové destičky Břitové destičky TM25 Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (palce na zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Nerezové oceli Frézovací nástroje M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D16
177 Řada TM TM40 Stopka Weldon Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Stopka Weldon Frézovací nástroje Objednací číslo Katalogové číslo D1 D D2 L L3 Z šroub břitové destičky šroubovák Torx Plus šroub TM40D22L43Z3 22,00 25,00 18,00 102,00 43,00 3 TM25INSERTSCREW DT8IP MS TM40D22L65Z3 22,00 25,00 18,00 124,00 65,00 3 TM25INSERTSCREW DT8IP MS TM40D30L55Z4 30,00 32,00 26,00 117,00 55,00 4 TM25INSERTSCREW DT8IP MS TM40D30L80Z3 30,00 32,00 26,00 142,00 80,00 3 TM25INSERTSCREW DT8IP MS9000 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm ISO (hrubý) TM40D22L43Z3 22,00 M27 x 3 TM40D22L65Z3 22,00 M27 x 3 TM40D30L55Z4 30,00 TM40D30L80Z3 30,00 ISO (jemný) UN/UNF/UNEF/UNS BSF BSP(G) M24 x 1; M24 x 1.5; M25 x 2; M25 x 2.5 M24 x 1; M24 x 1.5; M25 x 2; M25 x 2.5 M32 x 1; M32 x 1.5; M33 x 2; M33 x 2.5; M34 x 3 M32 x 1; M32 x 1.5; M33 x 2; M33 x 2.5; M34 x /16 8UN; 1 9UN, 1 10UNS; 1 12UNF; 1 14YBS; 1 16UN; 1 18UN; 15/16 20UNEF 1 11/16 8UN; 1 9UN; 1 10UNS; 1 12UNF; 1 14UNS; 1 16UN; 1 18UN; 15/16UNEF 1 3/8 8UN; 1 9UN; 1 3/8 10UN; 15/16 12UN; 1 3/8 14UNS; 15/16 16UN; 15/16 18UNEF; 15/16 20UN 1 3/8 8UN; 1 3/8 9UN; 1 3/8 10UN; 15/16 12UN; 1 3/8 14UNS; 15/16 16UN; 15/16 18UNEF; 15/16 20UN 1 11; ; ; ; /8 11; 1 3/8 12; 1 3/8 14; 1 3/ /8 11; 1 3/8 12; 1 3/8 14; 1 3/8 16 3/4 14 3/ Upínání ve dvou krocích Krok 1. Polohovací šroub Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou. Krok 2. Upínací šroub (2) * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM40 jako ochranu lůžka. D17
178 Řada TM TMS40 Nástrčné frézy Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Nástrčné frézy se stopkou Weldon Objednací číslo Katalogové číslo D1 D D6 L Z šroub břitové destičky šroubovák Torx Plus upínací šroub šroub TMS40D44L48Z6 44,00 22,00 40,00 48,00 6 TM25INSERTSCREW DT8IP MS5003 MS TMS40D52L50Z8 52,00 27,00 48,00 50,00 8 TM25INSERTSCREW DT8IP MS5005 MS9000 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm ISO (jemný) UN/UNF/UNEF/UNS BSW BSP(G) TMS40D44L48Z TMS40D52L50Z M48x 1; M48 x 1.5; M48 x 2; M48 x 3 M55 x 1; M55 x 1.5; M55 x 2; M56 x 3 1 7/8 12UN; 1 13/16 16UN; 1 13/16 20UN; 1 15/16 8UN; 1 7/8 10UNS; 1 7/8 14UNS 1 11/16 8UN; 1 9UN; 1 10UNS; 1 12UNF; 1 14UNS; 1 16UN; 1 18UN; 15/16 20UNEF 2 16; / /4 16; 2 1/ Upínání ve dvou krocích Krok 1. Polohovací šroub Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou. Krok 2. Upínací šroub (2) * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM40 jako ochranu lůžka. D18

179 Řada TM TMST40 Kuželové nástrčné frézy Rozsah průměrů do 45 mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Kuželové nástrčné frézy Frézovací nástroje šroub břitové šroubovák Objednací číslo Katalogové číslo D1 max D D6 L Z destičky Torx Plus upínací šroub šroub TMST40D45L48Z6 45,00 22,00 40,00 48,00 6 TM25INSERTSCREW DT8IP MS5003 MS9000 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 max NPT NPTF BSPT TMST40D45L48Z6 45, ; 2 1/2 8 (a větší) ; 2 1/2 8; x 11 Upínání ve dvou krocích Krok 1. Polohovací šroub Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou.* Krok 2. Upínací šroub (2) * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM40 jako ochranu lůžka. D19
180 Řada TM TM40 Břitové destičky P ISO profily UN profily BSF a BSP profily NPT profily první volba alternativní volba M K N S H Kuželové břitové destičky ISO profily Vnitřní Frézovací nástroje Katalogové číslo Rozteč závitu mm L1 W1 S TM40N100ISO 1,00 40,00 7,05 3,49 TM40N150ISO 1,50 40,00 7,05 3,49 TM40N200ISO 2,00 40,00 7,05 3,49 KC610M KC635M TM40N250ISO 2,50 40,00 7,05 3,49 TM40N300ISO 3,00 40,00 7,05 3,49 UN profily Vnitřní Katalogové číslo stoupání závitu, TPI L1 W1 S TM40N8UN 8 40,00 7,05 3,50 TM40N9UN 9 40,00 7,05 3,49 TM40N10UN 10 40,00 7,05 3,49 TM40N12UN 12 40,00 7,05 3,49 TM40N14UN 14 40,00 7,05 3,49 TM40N16UN 16 40,00 7,05 3,49 TM40N18UN 18 40,00 7,05 3,49 TM40N20UN 20 40,00 7,05 3,49 BSF a BSP profily Vnitřní a vnější KC610M KC635M Katalogové číslo stoupání závitu, TPI L1 W1 S TM40EN11BSF 11 40,00 7,05 3,50 TM40EN12BSF 12 40,00 7,05 3,50 TM40EN14BSF 14 40,00 7,05 3,50 TM40EN16BSF 16 40,00 7,05 3,50 KC610M KC635M NPT profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S TM40EN008NPT ,00 7,30 3,50 TM40EN115NPT ,00 7,30 3,50 KC610M KC635M D20
181 Řada TM TM40 Břitové destičky P NPT profily BSPT profily Polotovar/záslepka břitové destičky první volba alternativní volba M K N S H Kuželové břitové destičky NPTF profily Vnitřní a vnější Polotovar/záslepka břitové destičky Polotovar/záslepka břitové destičky Katalogové číslo stoupání závitu, TPI L1 W1 S TM40EN008NPTF ,00 7,30 3,50 TM40EN115NPTF ,00 7,30 3,50 KC610M KC635M Frézovací nástroje BSPT profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S TM40EN011BSPT 11 40,00 7,30 3,50 Polotovar/záslepka břitové destičky Vnitřní a vnější KC610M KC635M Katalogové číslo L W1 S TM40ENBLANK 40,00 7,05 3,49 D21
182 Řada TM Řezné podmínky pro břitové destičky Břitové destičky TM40 Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Nerezové oceli Frézovací nástroje M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D22

183 Recyklace karbidů Pomozte chránit a zachovat naši planetu! S programem recyklace karbidů Kennametal je pro vás snadné chovat se odpovědně k životnímu prostředí. Tím, že nám zašlete vaše použité karbidové nástroje, pomůžete zachovat a chránit životní prostředí a zajisti, že jsou tyto produkty zodpovědně recyklovány. Kennametal vykupuje jakékoli povlakované nebo nepovlakované karbidové nástroje včetně břitových destiček, vrtáků, výstružníků a závitníků. Při využití programu recyklace karbidů od Kennametalu dostanete: Partnera, kterého zajímá udržitelnost životního prostředí. Webový portál s jednoduchým ovládáním pro zjištění výkupní hodnoty použitých karbidů. Přístup k našemu populárnímu Green Box s možností sběru karbidů. Systematickou a správnou likvidaci karbidových materiálů. Vyšší ziskovost. Program není v současné době k dispozici ve všech částech světa. Další informace naleznete na /carbiderecycling.
184 Řada TM TM41 Stopka Weldon Rozsah průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Stopka Weldon Objednací číslo Katalogové číslo D1 D D2 L L3 Z šroub břitové destičky šroubovák Torx Plus šroub TM41D21L45Z1 21,20 25,00 16,00 105,00 45,00 1 TM25INSERTSCREW DT8IP MS TM41D25L43Z2 24,50 25,00 19,20 104,00 43,00 2 TM25INSERTSCREW DT8IP MS TM41D30L43Z3 30,00 32,00 24,20 106,50 43,00 3 TM25INSERTSCREW DT8IP MS TM41D30L65Z3 30,00 32,00 24,20 128,50 65,00 3 TM25INSERTSCREW DT8IP MS TM41D36L43Z5 36,00 32,00 28,30 106,00 43,00 5 TM25INSERTSCREW DT8IP MS TM41D36L65Z4 36,00 32,00 28,30 128,00 65,00 4 TM25INSERTSCREW DT8IP MS9000 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. (pokračování na další straně) D24
185 Řada TM TM41 Stopka Weldon (Závitovací frézy Stopka Weldon pokračování na další straně) Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm ISO (hrubý) ISO (jemný) UNC UN/UNF/UNEF/UNS BSW/BSF NPT NPTF TM41D21L45Z1 21,20 M30 x 3.5; M36 x 4 M28 x 3; M45 x 4 1 1/8 7; 1 3/ /8 8UN; 1 7/16 6UN 1 3/8 8BSF; 1 1/4 7BSW TM41D25L43Z2 24,50 M30 x 3.5; M36 x 4 M28 x 3; M45 x 4 1 1/8 7; 1 3/ /8 8UN; 1 7/16 6UN 1 3/8 8BSF; 1 1/4 7BSW TM41D30L43Z3 30,00 M36 x 4; M42 x 4.5 TM41D30L65Z3 30,00 M36 x 4; M42 x 4.5 TM41D36L43Z5 36,00 M42 x 4.5; M48 x 5; M56 x 5.5; M64 x 6 M34 x 3; M34 x 3.5; M45 x 4 M34 x 3; M34 x 3.5; M45 x 4 M40 x 3; M40 x 3.5; M42 x 4; M70 x 6 1 3/ /8 8UN; 1 7/16 6UN 1 3/ /8 8UN; 1 7/16 6UN 1 3/4 5; 2 4.5; 2 1/ /8 8UN; 1 5/8 6UN 1 3/8 8BSF; 1 3/4 7BSF; 1 1/2 6BSW 1 3/8 8BSF; 1 3/4 7BSF; 1 1/2 6BSW 1 5/8 8BSF; 1 3/4 7BSF; 1 7/8 6BSF 2 1/ /2 8 Frézovací nástroje TM41D36L65Z4 36,00 M42 x 4.5; M48 x 5; M56 x 5.5; M64 x 6 M40 x 3; M40 x 3.5; M42 x 4; M70 x 6 1 3/4 5; 2 4.5; 2 1/ /8 8UN; 1 5/8 6UN 1 5/8 8BSF; 1 3/4 7BSF; 1 7/8 6BSF 2 1/ /2 8 Upínání ve dvou krocích Krok 1. Polohovací šroub (2) Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou.* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM41 jako ochranu lůžka. Krok 2. Upínací šroub D25

186 Řada TM TMS41 Nástrčné frézy Rozsah průměru mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací frézy Nástrčné frézy Objednací číslo Katalogové číslo D1 D D6 L Z šroub břitové destičky šroubovák Torx Plus upínací šroub šroub TMS41D48L50Z5 48,00 22,00 40,00 50,00 5 TM25INSERTSCREW DT8IP MS5003 MS TMS41D58L50Z6 58,00 27,00 50,00 50,00 6 TM25INSERTSCREW DT8IP MS5005 MS9000 POZNÁMKA: Utahovací moment šroubu břitové destičky je 4 Nm. Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm TMS41D48L50Z5 48,00 ISO (hrubý) M56 x 5.5; M64 x 6 TMS41D58L50Z6 58,00 M68 x 6 ISO (jemný) UNC UN/UNF/UNEF/UNS BSF NPT NPTF M55 x 4; M70 x 6; M64 x 4; M70 x 6 2 1/4 4.5; 2 1/ / /8 8UN; 2 1/8 6UN 2 1/8 8UN; 2 1/8 6UN 2 1/4 8; 2 1/ /4 8; 2 1/ / / / /2 8 Upínání ve dvou krocích Krok 1. Polohovací šroub (2) Krok 2. Upínací šroub Strana se značením Strana bez značení Vždy namontujte všechny břitové destičky stejnou stranou.* * Pokud nepoužijete břitové destičky ve všech pozicích, použijte záslepku TM41 jako ochranu lůžka. D26
187 Řada TM TM41 Břitové destičky P ISO profily UN profily NPT profily Polotovar/záslepka břitové destičky první volba alternativní volba M K N S H ISO profily UN profily Kuželové břitové destičky Polotovar/záslepka břitové destičky ISO profily Vnitřní Katalogové číslo Rozteč závitu mm L1 W1 S TM41N300ISO 3,00 41,00 9,95 4,76 TM41N350ISO 3,50 41,00 9,95 4,76 KC610M KC635M Frézovací nástroje TM41N400ISO 4,00 41,00 9,95 4,76 TM41N450ISO 4,50 41,00 9,95 4,76 TM41N500ISO 5,00 41,00 9,95 4,76 TM41N550ISO 5,50 41,00 9,95 4,76 TM41N600ISO 6,00 41,00 9,95 4,76 UN profily Vnitřní Katalogové číslo stoupání závitu, TPI L1 W1 S TM41N4UN 4 41,00 9,95 4,76 TM41N45UN ,00 9,95 4,76 TM41N5UN 5 41,00 9,95 4,76 TM41N6UN 6 41,00 9,95 4,76 TM41N7UN 7 41,00 9,95 4,76 TM41N8UN 8 41,00 9,95 4,76 KC610M KC635M NPT profily Vnitřní a vnější Katalogové číslo stoupání závitu, TPI L1 W1 S TM41EN8NPT 8 41,00 9,95 4,76 KC610M KC635M Polotovar/záslepka břitové destičky Vnitřní a vnější Katalogové číslo L W1 S TM41ENBLANK 41,00 9,95 4,76 D27
188 Řada TM Řezné podmínky pro břitové destičky Břitové destičky TM41 Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Frézovací nástroje Nerezové oceli M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D28
189 PŘEDSTAVENÍ Nový software Kennametal pro frézování závitů s výběrem nástroje a CNC programováním Nyní k dispozici Kennametal nabízí vícejazyčný software pro výběr nástroje a CNC programování závitovacích fréz s VBD. Použití systému frézování závitů Kennametal je jednoduché, snadné a je k dispozici jak na webových stránkách, tak jako samostatný software do PC. Práce se softwarem je snadná. Uživatel musí zadat základní parametry pro výrobu závitů a dále pokračovat podle instrukcí systému, který uživatele jednoduše navede na správný výběr nástroje pro danou operaci. Posledním krokem je doporučený CNC program pro kruhovou interpolaci při závitovací operaci. Snadné stažení Využijte níže uvedené odkazy. Potom postupujte podle pokynů ke stažení. Je to snadné, rychlé a zdarma. Snadné použití Jednoduchá navigace vám usnadní vyhledat podle klíčových slov konkrétní nástrojová řešení a produktové skupiny. Uživatelsky řízená navigační mapa obsahuje vyskakovací menu s doplňujícími informacemi, včetně rozšířitelných a upravitelných tabulek a grafů. Samostatná verze do počítače je zdarma ke stažení na Samostatná verze do počítače je zdarma ke stažení na D29

190 Řada KTMD U Hlavní aplikace Řada KTMD U přináší díky široké nabídce velikostí závitovacích břitových destiček a sort pro většinu materiálů vícebřité i jednobřité, vysoce produktivní a ekonomické řešení pro frézování závitů v hlubokých otvorech. Vlastnosti a výhody Lehké řezy Nižší zatížení řezných hran díky jednobřité břitové destičce. Nižší řezné síly pro rychlé obrábění. Vhodné pro obrábění tvrzených materiálů. Široká řada aplikací s břitovými destičkami s částečným profilem (60 /55 ). Rozsah stoupání mm (16 3 TPI). Cenově výhodné řešení Břitové destičky s až třemi řeznými hranami. Velmi vysoké posuvy na zub. Rychlé obrábění. Vícebřité až 7 řezných hran (břitových destiček). Široká nabídka frézovacích těles: Upínání Weldon, ocelové nebo karbidové stopky a nástrčné frézy. Velké vyložení. Vnitřní chlazení. Rozsah průměrů mm (200 mm u nástrčných fréz). Lepší utváření třísky a chlazení. D30
191 Řada KTMD KTMD Tvar U ic 1/4" Frézovací tělesa Závitovací fréza Tvar U Stopka Weldon ic 1/4" Objednací číslo Katalogové číslo D1 D D2 L L3 LFA Z max. otáčky šroub břitové destičky šroubovák Torx Plus KTMDUWD15L040Z1 14,75 16,00 11,00 95,00 45,40 5, KTMDUSCREW2 DT2IP KTMDUWD20L060Z2 20,65 25,00 16,00 123,00 65,40 5, KTMDUSCREW2 DT2IP KTMDUWD23L070Z2 23,00 25,00 17,70 135,00 75,40 5, KTMDUSCREW2 DT2IP KTMDUWD26L080Z3 26,00 25,00 20,40 147,00 85,40 5, KTMDUSCREW2 DT2IP KTMDUWD31L095Z4 31,00 32,00 25,40 164,00 100,40 5, KTMDUSCREW2 DT2IP Frézovací nástroje Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm KTMDUWD15L040Z1 14,75 KTMDUWD20L060Z2 20,65 KTMDUWD23L070Z2 23,00 KTMDUWD26L080Z3 26,00 ISO (hrubý) M18 x 2.5; M24 x 3.0 M24 x 3.0; M30 x 3.5 M27 x 3.0; M30 x 3.5; M36 x 4.0 M30 x 3.5; M36 x 4.0 KTMDUWD31L095Z4 31,00 M36 x 4.0 ISO (jemný) M16 x 0.5; M16 x 0.75; M16 x 1.0; M17 x 1.25; M17 x 1.5; M17 x 2.0 M22 x 0.5; M22 x 0.75; M22 x 1.0; M23 x 1.25; M23 x 1.5; M23 x 2.0 M24 x 0.5; M24 x 0.75; M25 x 1.0; M25 x 1.25; M26 x 1.5; M26 x 2.0; M27 x 2.5 M27 x 0.5; M27 x 0.75; M28 x 1.0; M28 x 1.25; M28 x 1.5; M29 x 2.0; M30 x 2.5; M30 x 3.0 M32 x 0.5; M32 x 0.75; M33 x 1.0; M33 x 1.25; M33 x 1.5; M34 x 2.0; M34 x 2.5; M35 x 3.0; M36 x 3.5 UNC 3/ UNC; 1 1/8 7 UNC; 1 3/8 6UNC 1 1/ /4 7; 1 3/ /2 6 UN/UNF/UNEF/ UNS BSP (G) částečný 55 Trapézový 5/8 32UN; 5/8 28UN; 5/8 27UNS; 11/16 24UN; 11/16 20UN; 11/16 16UN; 3/4 14UNS; 3/4 12UN 7/8 32UN; 7/8 28UN; 7/8 27UNS; 7/8 24UNS; 7/8 20UNEF; 1 18UNS; 15/16 16UN; 1 14UNS; 15/16 12UN; 1/10UNS 1 32UN; 1 28UN; 1 27UNS; 1 24UNS; 1 20UNEF; 1 18UNS; 1 16UN; 1 14UNS; 1 12UNF; 1 1/8 10UN; 1 1/8 8UN 1 1/8 28UN; 1 1/8 24UNS; 1 1/8 20UN; 1 1/8 18UNEF; 1 1/8 16UN; 1 1/8 14UNS; 1 1/8 12UNF; 1 1/4 10UNS; 13/16 8UN 15/16 28UN; 1 3/8 24UNS; 15/16 20UN; 15/16 18UNEF; 15/16 16UN; 1 3/8 14UNS; 1 3/8 12UNF; 1 3/8 10UNS; 1 3/8 8UN 3/8 19; 1/2 14; /4 14; /4 14; /8 14; / /16 14; 3/4 12; 7/8 11; 3/4 10; 1 8; 1 1/ ; 1 20; 1 16; 1 12; 1 10; 1 1/8 9; 1 8; 1 1/ ; 1 20; 1 16; 11/16 12; 1 1/8 9; 1 1/ /8 26; 1 1/8 20; 1 3/8 16; 1 3/8 12; 1 3/16 8; 1 1/ /8 26; 1 3/8 20; 1 3/8 16; 1 3/8 12; 1 7/16 8 TR22 x 3; TR24 x 3 (TR26 TR60 x 3) D31
192 Řada KTMD KTMD Tvar U ic 1/4" Frézovací tělesa Závitovací fréza Tvar U Karbidová válcová stopka ic 1/4" Frézovací nástroje Objednací číslo Katalogové číslo D1 D L LF LFA Z max. otáčky KTMDUCD15L060Z1 14,75 10,70 120,00 114,60 5, KTMDUCD17L065Z2 17,20 14,00 132,00 128,60 3, KTMDUCD20L080Z2 20,65 16,00 135,00 129,60 5, Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 KTMDUCD15L060Z1 14,75 KTMDUCD17L065Z2 17,20 ISO (hrubý) M18 x 2.5; M24 x 3.0; M30 x 3.5; M36 x 4.0 M20 x 2.5; M22 x 2.5 ISO (jemný) UNC UN/UNF/UNEF/UNS BSP(G) částečný 55 Trapézový M16 x 0.5; M16 x 0.75; M16 x 1.0; M17 x 1.25; M17 x 1.5; M17 x 2.0 3/4 10; 7/8 9; 1 1/8 7; 1 3/8 6 5/8 32UN; 5/8 28UN; 5/8 28UNS; 11/16 24UNEF; 11/16 20 UN; 11/16 16UN; 3/4 UNS; 11/16 12UN 1/2 14; /16 26; 11/16 20; 11/16 16; 11/16 14; 3/4 12; 7/8 11; 3/4 10; 7/8 9; 1 8; 1 1/8 7 TR22 x 3; TR24 x 3; TR20 x 4; TR22 x 5; TR24 x 5; TR26 x 5; TR28 x 5 M21 x 2.0 7/8 9 7/8 10UNS; 13/16 12UN KTMDUCD20L080Z2 20,65 M24 x 3.0; M30 x 3.5; M36 x 4.0 M22 x 0.5; M22 x 0.75; M22 x 1.0; M23 x 1.25; M23 x 1.5; M23 x ; 1 1/8 7; 1 3/8 6 7/8 32UN; 7/8 28UN; 7/8 27 UNSL; 7/8 24UNS; 7/8 20UNEF; 1 18 UNS; 3/4 14; 15/16 16UN; 1 14UNS; UN;15/16 12UN; 1 10UNS 1 26; 1 20; 1 16; 1 12; 1 10; 1 1/8 9; 1 8; 1 1/8 7 (TR26 TR60) x 3; TR28 x 4; (TR65 TR110) x 4; TR28 x 5 D32
193 Řada KTMD KTMD Tvar U ic 1/4" Frézovací tělesa Závitovací fréza Tvar U Ocelová válcová stopka ic 1/4" Objednací číslo Katalogové číslo D1 D L L3 LF LFA Z max. otáčky šroub břitové destičky šroubovák Torx Plus KTMDUED23L086Z2 23,30 18,00 166,00 91,40 160,60 5, KTMDUSCREW2 DT2IP KTMDUED26L105Z3 26,00 20,00 186,00 110,40 180,60 5, KTMDUSCREW2 DT2IP KTMDUED31L115Z4 31,00 25,00 196,00 120,40 190,60 5, KTMDUSCREW2 DT2IP Frézovací nástroje Držák nástroje D1 mm KTMDUED23L086Z2 23,30 ISO (hrubý) M27 x 3.0; M30 x 3.5; M36 x 4.0 KTMDUED26L105Z3 26,00 M30 x 3.5; M36 x 4.0 KTMDUED31L115Z4 31,00 M36 x 4.0 Závitovací operace podle držáků nástrojů Min. Ø závitu ISO (jemný) UNC UN/UNF/UNEF/UNS BSP(G) částečný 55 M24 x 0.5; M25 x 0.75; M25 x 1.0; M25 x 1.25; M26 x 1.5; M26 x 2.0; M27 x 2.5 M27 x 0.5; M27 x 0.75; M28 x 1.0; M28 x 1.25; M28 x 1.5; M29 x 2.0; M30 x 2.5; M30 x 3.0 M32 x 0.5; M32 x 0.75; M33 x 1.0; M33 x 1.25; M33 x 1.5; M34 x 2.0; M34 x 2.5; M35 x 3.0; M36 x / /4 7; 1 3/ / UN; 1 28UN; 1 27UN; 1 24UNS; 1 20UNEF; 1 18UNS; 1 16UN; 1 14UNS; 11/16 12UN; 1 1/8 10UNS; 1 1/8 8UN 1 1/8 28UN; 1 1/8 24UNS; 1 1/8 20UN; 1 1/8 18UNEF; 1 1/8 16UN; 1 1/8 14UNS; 1 1/8 12UNF; 1 3/8 10UNS; 1 7/16 8UN 15/16 28UN; 1 1/2 24UNS; 1 1/2 20UN; 1 1/2 18UNEF; 1 3/8 16UN; 1 3/8 14UNS; 1 3/8 12UNF; 1 3/8 10UNS; 1 7/16 8UN 3/4 14; /8 14; / ; 1 20; 1 1/8 16; 1 1/ /8 9; 1 1/ /8 26; 1 1/8 20; 13/16 16; 13/16 12; 13/16 8; 1 1/4 7 15/16 26; 15/16 20; 1 3/8 16; 1 3/8 12; 1 7/ D33
194 Řada KTMD KTMD Tvar U ic 1/4" Břitové destičky P první volba alternativní volba M K N S H KTMD ic 1/4" Částečný profil 60 Frézovací nástroje Katalogové číslo TP min TP max TPI min TPI max D1 D L10 RC KTMDU11L0515N ,25 6,35 11,00 0,05 KTMDU11L1520N ,25 6,35 11,00 0,06 KTMDU11L2025N ,61 6,35 11,00 0,11 KTMDU11L2525N ,09 6,35 11,00 0,11 KC610M KC635M KTMDU11L2540N ,25 6,35 11,00 0,14 KTMD ic 1/4" Částečný profil 55 Katalogové číslo TPI min TPI max D1 D L10 RC KTMDU11L1107N ,25 6,35 11,00 0,24 KTMDU11L1612N ,25 6,35 11,00 0,08 KTMDU11L4816N ,25 6,35 11,00 0,11 KC610M KC635M D34
195 Řada TM Řezné podmínky pro břitové destičky KTMD 1/4" ic Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Nerezové oceli M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina Frézovací nástroje K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D35
196 Řada KTMD KTMD Tvar U ic 3/8" Frézovací tělesa Závitovací fréza Tvar U Stopka Weldon ic 3/8" Frézovací nástroje Objednací číslo Katalogové číslo D1 D D2 L L3 LFA Z max. otáčky šroub břitové destičky šroubovák Torx Plus KTMDUWD36L095Z3 36,50 32,00 29,00 166,00 103,00 8, KTMDUSCREW2 DT2IP KTMDUWD42L120Z4 42,00 40,00 34,20 201,00 128,00 8, KTMDUSCREW2 DT2IP Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm KTMDUWD36L095Z3 36,50 KTMDUWD42L120Z4 42,00 ISO (hrubý) M42 x 4.5; M48 x 5.0; M56 x 5.5; M64 x 6.0 M48 x 5.0; M56 x 5.5; M64 x 6.0 ISO (jemný) UNC UN/UNF/UNEF/UNS BSP(G) částečný 55 M39 x 1.5; M39 x 2.0; M40 x 2.5; M41 x 3.0; M42 x 3.5; M42 x 4.0 M45 x 1.5; M45 x 2.0; M46 x 2.5; M48 x 3.0; M48 x 3.5; M48 x /4 5; 2 4.5; 2 1/ ; 2 1/ /16 16UN; 1 5/8 14UNS; 1 9/16 12UN; 1 5/8 10UNS; 1 5/8 8UN; 1 5/8 6UN 1 3/4 16UN;1 3/4 14UNS; 1 13/16 12UN; 113/16 8UN; 1 15/16 6UN 1 1/ / /8 16; 1 5/ /8 8; 2 1/4 6; 1 3/ /8 16; 1 7/8 12; 1 7/8 8; 1 7/8 6; D36
197 Řada KTMD KTMD Tvar U ic 3/8" Frézovací tělesa Závitovací fréza Tvar U Ocelová válcová stopka ic 3/8" šroub břitové šroubovák Objednací číslo Katalogové číslo D1 D L L3 LF LFA Z max. otáčky destičky Torx Plus KTMDUED36L144Z3 36,50 28,00 222,00 152,00 214,00 8, KTMDUSCREW2 DT3IP Závitovací operace podle držáků nástrojů Min. Ø závitu Frézovací nástroje Držák nástroje D1 KTMDUED36L144Z3 36,50 ISO (hrubý) M42.5 x 4.5; M48 x 5.0; M56 x 5.5; M64 x 6.0 ISO (jemný) UNC UN/UNF/UNEF/UNS BSP(G) částečný 55 M39 x 1.5; M40 x 2.5; M41 x 3.0; M42 x 3.5; M42 x /4 5; 2 4.5; 2 1/ /16 16UN; 1 5/8 14UNS; 1 9/16 12UN; 1 5/8 10UNS; 1 5/8 UN; 1 5/8 6UN 1 1/ /8 16; 1 5/8 12; 1 5/8 8; 2 1/4 6; 1 3/4 5 D37

198 Řada KTMD KTMD Tvar U ic 3/8" Frézovací tělesa Závitovací fréza Tvar U Nástrčná fréza ic 3/8" Frézovací nástroje Objednací číslo Katalogové číslo D1 D L LF LFA Z max. otáčky šroub břitové destičky šroubovák Torx Plus KTMDUSD42L400Z4 42,00 16,00 40,00 32,00 8, KTMDUSCREW2 DT3IP KTMDUSD48L400Z5 48,00 22,00 40,00 32,00 8, KTMDUSCREW2 DT3IP KTMDUSD56L400Z6 56,00 22,00 40,00 32,00 8, KTMDUSCREW2 DT3IP Závitovací operace podle držáků nástrojů Min. Ø závitu Držák nástroje D1 mm KTMDUSD42L400Z4 42,00 KTMDUSD48L400Z5 48,00 ISO (hrubý) M48 x 5.0; M56 x 5.5; M64 x 6.0 M56 x 5.5; M64 x 6.0 KTMDUSD56L400Z6 56,00 M64 x 6.0 ISO (jemný) UNC UN/UNF/UNEF/UNS BSP (G) částečný 55 M45 x 1.5; M45 x 2.0; M46 x 2.5; M48 x 3.0; M48 x 3.5; M48 x 4.0 M52 x 1.5; M52 x 2.0; M52 x 2.5; M52 x 3.0; M55 x 4.0 M60 x1.5; M60 x 2.0; M60 x 2.5; M60 x 3.0; M64 x ; 2 1/ /4 4.5; 2 1/ / /4 16UN; 1 3/4 14UNS; 1 13/16 12UN; 1 13/16 8UN; 1 15/16 6UN 2 16UN; 2 14UN; 2 12UN; 2 1/4 10UNS; 2 1/8 8UN; 2 1/8 6UN 2 3/8 16UN; 2 3/8 14UN; 2 3/8 12UN; 2 1/2 10UNS; 2 3/8 8UN; 2 1/2 6UN 1 1/ / /8 16; 1 7/8 12; 1 7/8 8; 1 7/8 6; ; 2 1/4 12; 2 1/4 8; 2 1/4 6; 3 5; 3 1/2 4.5; 2 1/ /2 16; 2 1/2 12; 2 1/2 8; 2 3/4 6; 3 5; 3 1/2 4.5; 4 1/4 4 D38
199 Řada KTMD KTMD Tvar U ic 3/8" Břitové destičky P první volba alternativní volba M K N S H KTMD ic 3/8" Částečný profil 60 Katalogové číslo TP min TP max TPI min TPI max D1 D L10 RC KTMDU16L1520N ,85 9,53 16,00 0,06 KTMDU16L2535N ,85 9,53 16,00 0,14 KTMDU16L4060N ,85 9,53 16,00 0,25 KC610M KC635M Frézovací nástroje KTMD ic 3/8" Částečný profil 55 Katalogové číslo TPI min TPI max D1 D L10 RC KTMDU16L0604N ,85 9,53 16,00 0,27 KTMDU16L1107N ,85 9,53 16,00 0,24 KTMDU16L1612N ,85 9,53 16,00 0,08 KC610M KC635M D39
200 Řada TM Řezné podmínky pro břitové destičky KTMD 3/8" ic Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Frézovací nástroje Nerezové oceli M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D40

201 Řada TMS Hlavní aplikace Řada TMS jsou univerzální závitovací frézy s ověřenou výkonností. Tyto nástroje jsou určeny zejména pro vnitřní i vnější závitování většiny materiálů obrobků. Frézovací těleso používá břitové destiček s různými profily a roztečemi. Vlastnosti a výhody Ověřené řešení a univerzální řada produktů pro závitovací frézy s VBD. Široká nabídka frézovacích těles Frézovací tělesa jsou dodávána se standardní stopkou Weldon, Mini Weldon, Weldon s dlouhým závitem, kuželovou stopkou a oboustrannou Weldon stopkou. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Oboustranná stopka Weldon Vyšší rychlost obrábění. Dobrá kvalita povrchu. Břitové destičky: Sorty pro většinu druhů materiálů. Břitové destičky pro profily závitů ISO, UN, BSPT a NPT. Výměnné břitové destičky. Ekonomické a cenově výhodné. Univerzální použití. D41
202 TMS Závitovací frézy Výběr nástroje Vnitřní závity podle ISO Vnitřní závity Doporučené břitové destičky a držáky nástrojů Frézovací nástroje Závit Závitový otvor fl (mm) Výměnné břitové destičky Největší frézovací těleso M11 x 0,75 10,19 STN10075ISO-I 9X1R.. STN10M M12 10,11 STN10175ISO-I-C 9X1R015B20-STN10C M12 x 1,00 10,92 STN10100ISO-I 9X1R.. STN10M M14 11,84 STN11200ISO-I-C 11X1R.. STN11N M16 13,84 STN11200ISO-I-C 11X1R.. STN11N M20 17,29 STN16250ISO-I-C 15X1R020B16-STN16C M20 x 1,50 18,38 STN11150ISO-I 11X1R.. STN11N M20 x 1,00 18,92 STN11100ISO-I 11X1R.. STN11N M24 20,75 STN22300ISO-I-C 18X1R030B25-STN22C M24 x 2,00 21,84 STN16200ISO-I 17X1R022B16-STN16N M24 x 1,50 22,38 STN11150ISO-I 11X1R.. STN11N M24 x 1,50 22,38 STN16150ISO-I 17X1R022B16-STN16N M27 23,75 STN22300ISO-I-C 18X1R030B25-STN22C M30 26,21 STN27350ISO-I-C 25X1R040B25-STN27C M30 x 2,00 27,84 STN16200ISO-I 22X1R025B25-STN16L M33 29,21 STN27350ISO-I-C 25X1R040B25-STN27C M33 x 2,00 30,84 STN16200ISO-I 22X1R025B25-STN16L M33 x 1,50 31,38 STN16150ISO-I 22X1R025B25-STN16L M35 x 1,50 33,38 STN16150ISO-I 22X1R025B25-STN16L M36 x 2,00 33,84 STN16200ISO-I 22X1R025B25-STN16L M42 x 2,00 39,84 STN27200ISO-I 30X1R052B25-STN27N M45 x 2,00 42,84 STN27200ISO-I 37X1R.. STN27N nebo L M48 x 2,00 45,84 STN27200ISO-I 37X1R058B32-STN27N nebo L M55 x 2,00 52,84 STN27200ISO-I 37X1R.. STN27N nebo L M56 x 2,00 53,84 STN27200ISO-I 37X1R.. STN27N nebo L M72 x 2,00 69,84 STN27200ISO-I 37X1R.. STN27N nebo L D42
203 TMS Závitovací frézy Výběr nástroje Vnitřní závity podle UN Vnitřní závity Doporučené břitové destičky a držáky nástrojů Závit Závitový otvor fl (mm) Výměnné břitové destičky Největší frézovací těleso 9/16-18UNF 12,76 STN1018UN-I 9X1R.. STN10M 5/8-24UNEF 14,73 STN1124UN-I 11X1R.. STN11N 5/8-18UNF 14,35 STN1118UN-I 11X1R.. STN11N 3/4-20UNEF 17,68 STN1120UN-I 11X1R.. STN11N 3/4-16UNF 17,33 STN1116UN-I 11X1R.. STN11N 7/8-14UNF 20,26 STN1114UN-I 11X1R.. STN11N 1-16UN 23,68 STN1616UN-I 18X1R030B25-STN22C 1-12UNF 23,11 STN1612UN-I 17X1R.. STN16N 1 1/8-12UNF 26,28 STN1612UN-I 22X1R.. STN16L 1 1/4-12UNF 29,46 STN1612UN-I 22X1R.. STN16L 1 3/8-12UNF 32,63 STN1612UN-I 22X1R.. STN16L Whitworthův trubkový závit (vnitřní) podle DIN 259 Závit Závitový otvor fl (mm) Výměnné břitové destičky Největší frézovací těleso R 5/8 20,59 STN1614BSW 17X1R022B16-STN16N R 3/4 24,12 STN1614BSW 20X1R043B20-STN16N R 7/8 27,88 STN1614BSW 22X1R025B25-STN16L R 1 30,29 STN1611BSW 22X1R025B25-STN16L Frézovací nástroje D43
204 TMS Závitovací frézy Stopkové frézy s VBD Miniaturní závitové frézy Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Frézovací nástroje Závitovací fréza Mini Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm šroubovák Torx X1R012B12STN10M 9,00 12,00 6,80 69,00 12, STN10 SN7T 1,7 DT X1R017B20STN10M 9,00 20,00 6,80 84,00 17, STN10 SN7T 1,7 DT7 Závitovací frézy Standardní stopka STN11 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm šroubovák Torx X1R012B12STN11N 11,50 12,00 8,90 70,00 12, STN11 SN2TPKG 1,7 DT X1R020B20STN11N 11,50 20,00 8,90 85,00 20, STN11 SN2TPKG 1,7 DT8 Závitovací frézy Standardní stopka STN16 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm šroubovák Torx X1R022B16STN16N 17,00 16,00 13,60 90,00 22, STN16 SN3TM 2,3 DT X1R043B20STN16N 20,00 20,00 16,60 95,00 43, STN16 SN3TPKG 2,3 DT10 Závitovací frézy Standardní stopka STN27 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm klíč typu Torx X1R052B25STN27N 30,00 25,00 24,00 110,00 52, STN27 SN5TM 5,0 TT X1R058B32STN27N 37,00 32,00 27,00 120,00 58, STN27 SN5TM 5,0 TT25 D44
205 TMS Závitovací frézy Závitovací frézy s VBD Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Standardní stopka STN.38 Frézovací nástroje Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm klíč typu Torx X1R055B32STNB38N 35,00 32,00 31,00 115,00 55, STNB38 SM7TPKG 6,5 TT30 Závitovací frézy Dlouhá stopka STN16 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm šroubovák Torx X1R025B25STN16L 22,00 25,00 18,60 125,00 25, STN16 SN3TPKG 2,3 DT10 Závitovací frézy Dlouhá stopka STN27 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm klíč typu Torx X1R092B25STN27L 30,00 25,00 24,00 150,00 92, STN27 SN5TM 5,0 TT X1R098B32STN27L 37,00 32,00 31,00 160,00 98, STN27 SN5TM 5,0 TT25 Závitovací frézy Dlouhá stopka STN38 Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička 1 šroub břitové destičky Nm klíč typu Torx X1R100B40STNB38L 46,00 40,00 38,00 170,00 100, STNB38 SM7TPKG 6,5 TT30 D45
206 TMS Závitovací frézy Stopkové frézy s VBD Hrubá rozteč Kuželová stopka Systém frézování závitů Závitovací frézy Vnitřní závity s hrubou roztečí Frézovací nástroje Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička X1R015B20STN10C 9,00 20,00 9,000 85,00 15, STN10 C X1R020B16STN16C 15,50 16,00 12,200 91, STN16 C X1R040B25STN27C 25,00 25,00 19,000 98,00 40, STN27 C Náhradní díly D1 šroub břitové destičky Nm šroubovák Torx klíč typu Torx 15,50 SN3TPKG 2,30 DT10 25,00 SN5TM 5,00 TT25 Závitovací frézy Kuželová stopka Pravostranné Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička X1R015B20STN11T 9,90 20,00 7,40 77,00 15, STN X1R022B16STN16T 15,50 16,00 12,50 80,00 22, STN X1R023B20STN16T 19,00 20,00 15,00 85,00 23, STN16 Náhradní díly D1 šroub břitové destičky Nm šroubovák Torx 9,90 SN2TPKG 1,70 DT8 15,50 SN3TPKG 2,30 DT10 19,00 SN3TM 2,30 DT10 D46
207 TMS Závitovací frézy Stopkové frézy s VBD Dvě řezné hrany Rozsah řezných průměrů mm. Pro vnitřní i vnější závitování většiny materiálů obrobků. Jeden nástroj pro levé i pravé závity. Všechny frézy mají vnitřní chlazení. Možnost použití břitových destiček s různými profily a roztečemi. Závitovací frézy Oboustranné břitové destičky Objednací číslo Katalogové číslo D1 D D2 L L3 Z max. otáčky břitová destička X2R043B25STN16D 26,00 25,00 22,50 100,00 43, STN X2R045B32STN27D 42,00 32,00 36,00 120,00 45, STN27 Frézovací nástroje Náhradní díly D1 šroub břitové destičky Nm šroubovák Torx klíč typu Torx 26,00 SN3TPKG 2,30 DT10 42,00 SN5TM 5,00 TT25 D47
208 TMS Závitovací frézy Břitové destičky Profily závitu Standardní unifikovaný závit. P první volba alternativní volba M K N S H Vnitřní UN závit Frézovací nástroje KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN1018UNI 18 6,00 10,41 8,38 6 STN1020UNI 20 6,00 10,41 8,89 7 STN1114UNI 14 6,35 10,92 9,14 5 STN1116UNI 16 6,35 10,92 9,65 6 STN1118UNI 18 6,35 10,92 9,91 7 STN1120UNI 20 6,35 10,92 10,16 8 STN1124UNI 24 6,35 10,92 9,65 9 STN1612UNI 12 9,53 16,00 14,73 7 STN1614UNI 14 9,53 16,00 14,48 8 STN1616UNI 16 9,53 16,00 14,22 9 STN1624UNI 24 9,53 16,00 14,73 14 STN1627UNI 27 9,53 16,00 14,22 15 STN1632UNI 32 9,53 16,00 14,99 9 Vnější UN závit KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN1118UNE 18 6,35 10,92 9,91 7 STN1614UNE 14 9,53 16,00 14,48 8 STN1616UNE 16 9,53 16,00 14,22 9 STN1620UNE 20 9,53 16,00 13,97 11 STN1624UNE 24 9,53 16,00 14,73 14 D48
209 TMS Závitovací frézy Břitové destičky Profily závitu ISO metrický závit P první volba alternativní volba M K N S H Vnitřní ISO závit KC610M KC620M KC635M Katalogové číslo Rozteč závitu mm D LI W počet zubů STN10075ISOI 0,75 6,00 10,41 9,65 13 STN10100ISOI 1,0 6,00 10,41 8,89 9 STN10150ISOI 1,5 6,00 10,41 8,89 6 Frézovací nástroje STN10125ISOI 1,25 6,00 10,41 8,64 7 STN11050ISOI 0,50 6,35 10,92 10,41 20 STN11100ISOI 1,0 6,35 10,92 9,91 10 STN11150ISOI 1,5 6,35 10,92 10,41 7 STN16100ISOI 1,0 9,53 16,00 14,99 15 STN16150ISOI 1,5 9,53 16,00 14,99 10 STN16175ISOI 1,75 9,53 16,00 13,97 8 STN16200ISOI 2,0 9,53 16,00 13,97 7 Vnější ISO závity Hrubá rozteč KC610M KC620M KC635M Katalogové číslo Rozteč závitu mm D LI W STN22300ISOIC 3,0 12,70 22,10 18,00 STN27350ISOIC 3,5 15,88 26,92 24,50 Vnější ISO závit KC610M KC620M KC635M Katalogové číslo Rozteč závitu mm D LI W počet zubů STN16150ISOE 1,5 9,53 16,00 14,99 10 STN27200ISOE 2,0 15,88 26,92 23, D49
210 TMS Závitovací frézy Břitové destičky Profily závitu Nominální průměr trubkového závitu. P první volba alternativní volba M K N S H BSW závit Frézovací nástroje KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN1119BSW 19 6,35 10,92 9,40 7 STN1611BSW 11 9,53 16,00 13,97 6 STN1612BSW 12 9,53 16,00 14,73 7 STN1614BSW 14 9,53 16,00 14,48 8 STN2711BSW 11 15,88 26,92 23,11 10 NPS závit KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN16115NPS ,53 16,00 13,21 6 STN1614NPS ,53 16,00 14,48 8 NPT závit KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN1118NPT ,35 10,92 9,91 7 STN16115NPT ,53 16,00 13,21 6 STN1614NPT ,53 16,00 14,48 8 NPTF závit KC610M KC620M KC635M stoupání závitu, Katalogové číslo TPI D LI W počet zubů STN1118NPTF ,35 10,92 9,91 7 STN16115NPTF ,53 16,00 13,21 6 STN1614NPTF ,53 16,00 14,48 8 POZNÁMKA: NPTF = Těsníc. NPT a NPTF břitové destičky mají pravou a levou řeznou hranu. Pro levostranné břitové destičky je nutné objednat levostranný držák nástroje. D50
211 Řada TM Řezné podmínky pro břitové destičky STN Materiál Brinell Řezné rychlosti Výměnné břitové destičky Oceli HB KC610M KC635M posuv fz (mm/zub) P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,20 P ,05 0,15 P ,05 0,10 Nerezové oceli M ,05 0,10 M ,05 0,10 M ,05 0,10 Litina Frézovací nástroje K ,02 0,08 K ,05 0,15 K ,05 0,10 Neželezné materiály N ,05 0,25 Žáruvzdorné slitiny S ,05 0,10 S ,02 0,05 S ,02 0,05 S ,02 0,05 Tvrzené oceli H1 55 HRC ,01 0,03 POZNÁMKA: Použijte software Kennametal pro frézování závitů: TM-CNC generátor pro CNC programování. D51
212 Řada TM Aplikační a technické informace Níže je uvedeno několik způsobů frézování závitů (postupů) POZNÁMKA: Sousledné frézování zaručuje nižší řezné síly, lepší utváření třísek, vyšší jakost závitů a delší životnost břitových destiček. Proto by mělo být používáno kdykoli je to možné. Nicméně v případě obrábění tvrzených nebo těžce obrobitelných exotických materiálů je možné zvolit nesousledné frézování. Způsoby frézování vnějších závitů Frézovací nástroje Pravostranný závit... nesousledné frézování Levostranný závit... nesousledné frézování Pravostranný závit... sousledné frézování Levostranný závit... sousledné frézování Způsoby frézování vnitřních závitů Pravostranný závit... nesousledné frézování Levostranný závit... nesousledné frézování Pravostranný závit... sousledné frézování Levostranný závit... sousledné frézování D52
213 Řada TM Aplikační a technické informace Průvodce aplikacemi Všechny břitové destičky pro frézování závitů jsou vícebřité nebo s plným profilem. Břitové destičky jsou určeny pro frézování plné hloubky závitu během jedné otáčky nebo průchodu. Při obrábění těžce obrobitelných materiálů je možné zvážit dva průchody. Doporučujeme 60% hloubky závitu při prvním průchodu a 40% hloubky závitu při druhém průchodu. U slepých otvorů není nutné vytvářet výběhový zápich. Frézování závitů velkých průměrů je výrazně méně náročné na výkon stroje než jiné technologie výroby závitů. Při frézování závitů jsou vytvářeny krátké třísky oproti dlouhým třískám při použití jiných postupů výroby závitů. Jeden držák nástroje je možné použít pro řadu různých roztečí závitu. Břitové destičky s PVD povlakem zaručují maximální životnost nástroje při obrábění řady materiálů. Minimální předvrtaný průměr UN-ISO-BSW stoupání závitu, TPI Rozteč mm 0,5 0,75 1,0 1,25 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 Průměr frézy frézovací těleso (D1) Minimální průměr otvoru (D) (mm) K035TM1RW050-STN10 8,89 9,50 10,01 10,69 11,40 K045TM1RW050-STN11N 11,43 11,99 12,50 13,21 13,89 14,50 K049TM1RW037LT11S 12,45 13,00 13,49 14,20 14,91 15,49 K061TM1RW062-STN16T 15,49 16,00 16,51 16,94 17,91 18,49 19,51 K067TM2RW075-STN11D 17,02 17,60 18,21 19,00 19,61 19,99 21,01 K075TM1RW075-STN16T 19,05 19,71 20,40 21,01 21,59 22,00 23,01 K079TM1RW075-STN16N 20,07 20,70 21,41 22,00 22,61 23,01 24,00 K087TM1RW100-STN16L 22,10 22,68 23,39 24,00 24,61 24,99 26,01 K102TM2RW100-STN16D 25,91 26,70 27,41 27,99 28,70 29,31 30,30 K118TM1RW100-STN27N 29,97 30,71 31,39 32,00 32,79 33,50 34,59 36,60 38,99 42,01 45,01 48,01 K146TM1RW125-STN27N 37,08 38,00 38,61 39,50 40,41 41,00 42,01 43,99 46,48 49,00 51,99 55,50 K165TM2RW125-STN27D 41,91 43,21 43,79 45,01 46,00 46,51 47,40 49,00 51,99 54,51 57,61 60,99 35,05 (UN) 50,01 46,81 44,60 56,59 35,05 (ISO) 50,01 53,39 42,49 50,01 57,51 35,05 (BSW) 49,81 46,51 47,40 Frézovací nástroje Doporučené řezné podmínky Řezná rychlost vc m/min Velikost posuvu Materiál obrobku KC635M na otáčku (mm) Uhlíkové oceli <187 HB ,10 0,20 Uhlíkové oceli HB ,10 0,15 Legované oceli HB ,10 0,15 Legované oceli HB ,10 0,15 Nerezové oceli, austenitické <210 HB ,10 0,15 Nerezové oceli, martenzitické <321 HB ,05 0,15 Nerezové oceli, feritické <245 HB ,05 0,10 Odlévané oceli <140 HB ,05 0,15 Odlévané oceli HB ,05 0,10 Titanové slitiny ,03 0,08 Žáruvzdorné slitiny (niklové a železné) ,03 0,05 Žáruvzdorné slitiny (kobaltové) ,03 0,05 Litiny ,05 0,15 Tvárné litiny ,03 0,08 POZNÁMKA: Při aplikacích v této oblasti je nutné použít speciální břitové destičky a frézovací tělesa. Nabídka na vyžádání. D53
214 Řada TM Aplikační a technické informace Frézovací nástroje Teorie frézování závitů Pro operace frézování závitů je zapotřebí tří-osé frézovací centrum s možností šroubovicové interpolace. Kruhová interpolace je CNC funkce zajišťující pohyb nástroje po šroubovici. Tento pohyb po šroubovici je kombinací rotačního pohybu v jedné rovině a zároveň lineárního pohybu v druhé rovině, která je kolmá na první rovinu. Například, pohyb z bodu A do bodu B (obrázek A) po obálce válce je kombinací rotačního pohybu v rovině X a Y a lineárního pohybu ve směru osy Z. U většiny CNC řídících systémů je možné tuto funkci naprogramovat dvěma způsoby: G02: kruhová interpolace ve směru hodinových ručiček G03: kruhová interpolace proti směru hodinových ručiček Operace frézování závitu (obrázek B) je složena z rotačního pohybu nástroje kolem své osy s oběžným pohybem po obvodu otvoru nebo oběžným pohybem obrobku okolo nástroje. Během jednoho oběhu po obvodu se nástroj ve vertikální ose posune o jednu rozteč. Tyto pohyby společně s geometrií břitové destičky vytvářejí požadovaný tvar závitu. Existují dva způsoby sestupu nástroje do obrobku při začátku výroby závitu: 1. Podél tangenciálního oblouku. 2. Podél tangenciální přímky. POZNÁMKA: Doporučuje se sousledné frézování. - úhel šroubovice D - vnější průměr P - rozteč Obrázek A Obrázek B Tangenciální sestup (oblouk) Tímto způsobem nástroj lehce vstupuje i vystupuje z obrobku. Nástroj nezanechává žádné stopy na obrobku a nedojde k vytvoření vibrací ani u tvrdších materiálů. Přestože tento způsob je náročnější z hlediska programování, zaručuje výrobu nejkvalitnějších závitů. 1 2: Rychlý sestup 2 3: Vstup nástroje do obrobku podél tangenciálního oblouku při současném posuvu v ose Z 3 4: Šroubovicový pohyb během jednoho celého oběhu (360 ) 4 5: Výstup nástroje do obrobku podél tangenciálního oblouku při současném pohybu posuvu v ose Z 5 6: Rychlý výjezd Závitovací nástroj Obrobek Závitovací nástroj Obrobek Vnitřní levostranný závit Vnější závit Tangenciální sestup (přímka) Tento způsob je velmi jednoduchý a má všechny výhody metody tangenciálního sestupu po oblouku. Nicméně je možné tuto metodu použít pouze pro vnější závity. Závitovací nástroj 1 2: Radiální vstup 2 3: Pohyb po šroubovici během jednoho celého oběhu (360 ) 3 4: Radiální výstup Obrobek D54
215 Řada TM Aplikační a technické informace Radiální sestup Radiální sestup je obvykle považován za nejjednodušší. U radiálního sestupu by jsme měli zmínit dvě poznámky: a. Na vstupu(výstupu) do obrobku mohou zůstat malé vertikální stopy. Na samotný závit nemají žádný vliv. b. Při použití této metody pro obrábění velmi tvrdých materiálů může při dosažení plné řezné hloubky dojít k chvění nástroje. 1 2: Radiální vstup 2 3: Pohyb po šroubovici během jednoho celého oběhu (360 ) 3 4: Radiální výstup POZNÁMKA: Radiální posuv během záběru plné hloubky závitu by měl být pouze 1/3 příslušného oběžného posuvu. Závitovací nástroj Vnitřní závit Obrobek D Výpočet hodnoty posuvu na řezné hraně Prvním krokem je výpočet hodnoty posuvu na řezné hraně. Obrobek Vnější závit Hodnota otáček (RPM) je vypočtena dle následujícího vzorce Závitovací nástroj Frézovací nástroje F 1 = fz x Z x n RPM = 1000 x Vc x d 1 F 1 = hodnota posuvu na řezné hraně fz = mm na zub (hodnota posuvu) Z = počet efektivních destiček (plátků) v nástroji n = rychlost rotace (otáčky vřetene) Vc = Řezná rychlost, metry za minutu d 1 = Průměr nástroje, měřeno přes břit destičky = Výpočet hodnoty posuvu v programu U většiny CNC strojů je zadáván posuv ve středu nástroje. Při lineárním pohybu nástroje je posuv pro střed nástroje i břitů stejný. To neplatí při kruhovém pohybu nástroje. Pro výpočet vztahů mezi posuvem středové osy a řezné hrany nástroje použijte následující vzorec. Nástroj Nástroj P 1 = F 1 + (F 1 x d 1 ) Obrobek D Vnější závit Vnitřní závit Obrobek P 1 = hodnota posuvu v programu (mm/min) D = velký průměr (vnější závit) D = malý průměr (vnitřní závit) D 1 = obráběný průměr, měřeno přes břitovou destičku nástroj obrobek D55
216 Řada TM Aplikační a technické informace Příklad frézování závitů krok za krokem Frézovací nástroje Závit: Vnitřní pravostranný závit 11/4 x 16 UN 2B RH(21) Materiál: AISI 4140 (300 HB) Průměry závitu: D (minimální průměr závitového otvoru) = 30 mm Do (nominální průměr) = 31,75 mm délka závitu: 12,77 mm Pro dosažení nejvyšší kvality závitu se doporučuje použít frézu s největším průměrem d1 (průměr frézy). Průměry fréz jsou uvedeny v tabulce na straně D53, jako funkce rozteče Na straně D44 a D47 naleznete vhodné průměry fréz s běžnými délkami stopek. V níže uvedené tabulce naleznete minimální průměry závitových otvorů. a minimálního průměru závitového otvoru D. Z výše uvedeného příkladu vyplývá, že je možné použít libovolnou frézu s průměrem 25 mm a menším. Stoupání (TPI) Rozteč mm 24 1,0 20 1, ,5 12 2,0 Fréza s menším průměrem d1 vyrobí závit rychleji. Menší průměr d1 vede k nižší tuhosti nástroje, a proto by měl být Průměr frézy d 1 Minimální průměr otvoru D nástroj použit s opatrností při obrábění vysoce pevných materiálů. 17,02 19,00 19,61 19,99 21,01 19,05 21,01 21,59 22,00 23,01 20,07 22,00 22,61 23,01 24,00 Obrázek B: Zvolená fréza: K079TMIRW075STN16N vnější rozměry: d 1 = 20,07 mm, R t (rádius nástroje) = d 1 2 = 10,035 mm Výběr velikosti břitové destičky Velikost břitové destičky IC je dána volbou frézy (STN16). Použijte tabulku s velikostmi břitových destiček na straně D48 D50. vnitřní závit b Sorta Vnější závit b Sorta destička Stou- délka délka a palce pání závitu počet závitu počet monolit- ic (mm) (TPI) Katalogové číslo (mm) zubů KC610M KC620M Katalogové číslo (mm) zubů KC610M KC620M ních fréz 32 STN16 32UN-I 14,99 19 STN16 32UN-E 14, STN16 28UN-I 14,48 16 STN16 28UN-E 14, STN16 27UN-I 14,22 15 STN16 27UN-E 14, STN16 24UN-I 13,97 14 STN16 24UN-E 14, , STN16 20UN-I 13,97 11 STN16 20UN-E 13,97 11 STN16 18 STN16 18UN-I 14,22 10 STN16 18UN-E 14, STN16 16UN-I 14,22 9 STN16 16UN-E 14, STN16 14UN-I 14,48 8 STN16 14UN-E 14, STN16 13UN-I 13,72 7 STN16 13UN-E 13, STN16 12UN-I 14,73 7 STN16 12UN-E 14,73 7 Zvolená břitová destička: STN16 16UN-I skladová položka neskladová položka D56
217 Řada TM Aplikační a technické informace Příklad frézování závitů krok za krokem Spočítejte velikost posuvu: Nejprve zvolte otáčky/min. ot./min.= 1000 x Vc 1000 x 150 x d = 1 x 20 = 2387 RPM Dále spočítejte velikost posuvu na řezné hraně břitové destičky (F 1 ): (při použití zvoleného posuvu na zub 0,1 mm.) F 1 = F z x Z x N = 0,1 X 1 X 2387 = 238,7 mm/min Dále spočítejte velikost posuvu ve středu nástroje (F 2 ): F 2 = F 1 x (D - d 1 ) 238,7 x (30 20) = D 30 = 79,57 mm/min Zvolte způsob frézování závitu. Sousledné frézování (doporučeno) viz. strana D52. Spočítejte rádius tangenciálního oblouku R e : R e = (R i - C L )2 + R 2 0 (15 0,5) , x R = o 2 x 15,875 R e = 14,55 mm Spočítejte úhel ( ): = 90 + arc sin R o - R e R e = 90 + arc sin 15,875-14,55 14,55 = ,17 = 95,2 = CNC program (Fanuc 11M) % N10G90G00G57X0.000Y0.000 N20G43H10Z0.M3S2417 N30G91G00X0.Y0.Z N40G41D60X0.000Y Z0. N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 N60G03X0.Y0.Z0.0625I 0.625J0. N70G03X 0.625Y0.5710Z0.0156R N80G00G40X0.Y Z0. N90G49G57G00Z8.0M5 N100M30 % D D o R i = R o = 2 2 D = malý průměr D o = nominální průměr 90 Frézovací nástroje Spočítejte pohyb podél osy Z při sestupu z bodu A do bodu B (Z ). (POZNÁMKA: P = rozteč) Z = P (palce) x 1,578 = = 0,3945 mm, protože = 90 Spočítejte hodnoty X a Y na počátku sestupu. X = 0Y = -R i + C L = ,5 = 15,5 mm Určete pozici osy Z na začátku sestupu. (POZNÁMKA: L = délka závitu) Z = L + Z = 12,7 + 0,3945 = 13,0945 mm Určete počáteční bod. X a = 0 Y a = 0 D57
218 Řada TM Aplikační a technické informace Příklad frézování závitů krok za krokem Frézovací nástroje Příloha A Odvození vzorců pro frézování vnitřních závitů R e, a X je možné zjistit z geometrické analýzy cesty sestupu. Cesta sestupu je definována pohybem nástroje po kružnici s rádiusem R e a středem v bodě C. (R i - C L ) 2 + R 2 o R e = 2R o Trojúhelník OAC nám umožňuje jednoduše určit R e. Uvědomte si, že OAC je pravoúhlý trojúhelník, a že: OA = R i C L CA = R e OC = R o R e Pythagorova věta říká: OA 2 + OC 2 = AC 2 Nahrazením stávajících hodnot dostaneme: (R i - C L ) 2 + (R o - R e ) 2 = R 2 e Zjednodušením dostáváme: R e = (R i - C L ) 2 + R 2 o 2R 0 Příloha B Odvození vzorců pro frézování vnějších závitů R e, a X je možné zjistit z geometrické analýzy cesty sestupu. Cesta sestupu je definována pohybem nástroje po kružnici s rádiusem R e a středem v bodě C. (R o - C L ) 2 + R 2 i R e = 2R i Trojúhelník OAC nám umožňuje jednoduše určit R e. Uvědomte si, že OAC je pravoúhlý trojúhelník, a že: OA = R o C L CA = R e OC = R e R i Pythagorova věta říká: OA 2 + OC 2 = AC 2 Nahrazením stávajících hodnot dostaneme: (R o - C L ) 2 + (R e - R i ) 2 = R 2 e Zjednodušením dostáváme: R e = (R o - C L ) 2 + R 2 i 2R i Určení úhlu. sin R = arc sin ( o - R e ) R e Proto se = 90 + arc sin ( R o - R e ) R e Určení úhlu. b můžeme jednoduše získat použitím stejném trojúhelníku: sin = AO AC = arc sin ( R o + C L ) R e = (R o + C L ) R e D58
219 Řada TM Aplikační a technické informace Řešení potíží se závitovacími frézami Problém Možná příčina Řešení Příliš vysoká řezná rychlost. Snižte řeznou rychlost. Nadměrné opotřebení na boku Tříska je příliš tenká. Zvyšte posuv. Nedostatek chladicí kapaliny. Zvyšte průtok / tlak chladicí kapaliny. Vylamování řezné hrany Tříska je příliš silná. Vibrace. Příliš nízká řezná rychlost. Snižte posuv. Pro nájezd použijte tangenciální metodu. Zvyšte otáčky. Zkontrolujte tuhost. Zvyšte řeznou rychlost. Frézovací nástroje Tvorba nárůstků na řezné hraně Tříska je příliš malá. Zvyšte posuv. Příliš vysoký posuv. Snižte posuv. Chvění / vibrace Profil je příliš hluboký (závity s hrubým stoupáním). Proveďte dva průchody, každý s větší hloubkou řezu. Proveďte dva průchody, každý pouze pro polovinu délky závitu. Příliš dlouhý závit. Proveďte dva průchody, každý pouze pro polovinu délky závitu. Nedostatečná přesnost závitu Průhyb nástroje. Snižte posuv. Proveďte počáteční řez. Toleranční třídy břitových destiček označení závitu Standardní označení Toleranční třídy UN ANSI B A/2B UNJ MIL-S-8879A 3A/3B ISO R262 (DIN 13) 6g/6H NPT USAS B2.1 : 1968 Standardní NPT NPTF ANSI B Standardní BSW B.S. 84 : 1956, DIN 259, ISO 228/1 : 1982 Střední třída A BSPT B.S. 21 : 1985 Standardní BSPT ACME ANSI B1/5 : G PG DIN Standardní TR DIN 103 7e/7H D59

220 MEGA 45 Náročné hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou od Kennametalu očekáváte. Pozitivní geometrie snižuje o 30% spotřebu energie a díky karbidové podložce pod břitovou destičkou nedochází k opotřebení frézovacího tělesa. Břitové destičky MEGA 45 použijte pro všechny druhy frézování ocelí a litin. Vlastnosti a výhody Vlastnosti Břitové destičky MEGA 45 se čtyřmi řeznými hranami. Výhody Nízká cena na řeznou hranu a vysoká produktivita. Konstrukce zaručující nízké řezné síly. O 30% nižší řezné síly. Až o 30% vyšší úběry materiálu (MRR). Nejvýkonnější nástroj pro frézování ocelí a litin. Karbidové podložky pod břitové destičky. Vynikající ochrana frézovacího tělesa. NOVINKY! Systém číslování řezných hran. Nižší házivost pro delší životnost nástroje a jakost povrchu. NOVINKY! Geometrie HD2. Silnější ochrana řezné hrany pro nejnáročnější frézovací operace, zejména s okujemi a proměnnou tloušťkou třísky. NOVINKY! Nové frézovací sorty s KCPM40. Průlom v technologii sorty pro zvýšení výkonnosti. D60

221 4 Skutečné řezné hrany Konstrukce zaručující nízké řezné síly. NOVINKY! 4 Skutečné řezné hrany Vyšší ochrana řezné hrany Integrovaná fazetka wiper pro vynikající jakost povrchu Číslování řezných hran Integrovaná fazetka wiper pro vynikající jakost povrchu LNPU24-HD LNPU24-HD2 Pevné břitové destičky pro stabilní obrábění Pevné břitové destičky pro stabilní obrábění D61

222 MEGA 45 Čelní frézy pro těžké hrubování Nástrčné frézy 4 řezné hrany. Ap1 max = 17 mm. Až o 30% vyšší úběry materiálu (MRR). Ochrana frézovacího tělesa karbidovými podložkami. Frézovací nástroje MEGA45 Nástrčné frézy Objednací číslo Katalogové číslo D1 D1 max D D2 D4 D41 D6 L Ap1 max Z kg max. otáčky MEGA45D125B06LN , ,2 6 4, MEGA45D160C07LN , , ,2 7 6, MEGA45D200C07LN , , ,2 7 8, MEGA45D200C09LN , , ,2 9 8, MEGA45D250C09LN , ,6 177, ,2 9 13, MEGA45D250C11LN , ,6 177, , , MEGA45D315C10LN , ,6 177, , , MEGA45D315C13LN , ,6 177, , , Náhradní díly D1 šroub břitové destičky Nm podložka univerzální momentový klíč bit 125 MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT25 POZNÁMKA: Šroub podložky: MS1162. D62
223 MEGA 45 Čelní frézy pro těžké hrubování Břitové destičky Výběr břitové destičky Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2.S..HD KC725M.S..HD2 KCPM40.S..HD2 KCPM40 P3 P4.S..HD KC725M.S..HD2 KCPM40.S..HD2 KCPM40 P5 P6.S..HD KC725M.S..HD2 KCPK30.S..HD2 KCPK30 M1 M2 M3 K1 K2.S..HD KC520M.S..HD2 KC520M.S..HD2 KCPK30 K3.S..HD KCK15.S..HD2 KCPK30.S..HD2 KCPK30 N1 N2 N3 S1 S2 S3 S4 H1 Frézovací nástroje Výměnné břitové destičky LNPU-HD LNPU-HD2 LNPU-HD LNPU-HD2 první volba alternativní volba P M K N S H LNPU-HD NOVINKY! NOVINKY! KC520M KC725M KCK15 KCPK30 KCPM40 Katalogové číslo L1 BS W R S hm počet řezných hran LNPU2410ANSRHD 29,00 2,25 25,02 1,20 10,00 0,23 4 LNPU2410ANSRHD2 29,00 2,25 25,04 1,20 10,00 0,23 4 Beyond KCPM40 sorta pro frézování. Nejlepší řešení pro frézování nejhouževnatějších ocelí. Nový vícevrstvý PVD povlak AiCrN-TiAlN výrazně zvýší výkon při obrábění. D63
224 MEGA 90 Náročné hrubovací frézování Hlavní aplikace Skutečné navýšení výkonu při těžkém frézování Se čtyřmi skutečnými řeznými hranami na břitovou destičku jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou od Kennametalu očekáváte. Pozitivní geometrie snižuje o 30% spotřebu energie a díky karbidové podložce pod břitovou destičkou nedochází k opotřebení frézovacího tělesa. MEGA 90 můžete použít pro všechny druhy frézování ocelí a litin. Vlastnosti a výhody Vlastnosti Břitové destičky MEGA 90 pro těžké obrábění se čtyřmi řeznými hranami. Výhody Nízká cena na řeznou hranu a vysoká produktivita. Konstrukce zaručující nízké řezné síly. O 30% nižší řezné síly. Až o 30% vyšší úběry materiálu (MRR). Nejvýkonnější nástroj pro frézování ocelí a litin. Karbidové podložky pod břitové destičky. Vynikající ochrana frézovacího tělesa. NOVINKA! Systém číslování řezných hran. Nižší házivost pro delší životnost nástroje a jakost povrchu. NOVINKA! Geometrie HD2. Silnější ochrana řezné hrany pro nejnáročnější frézovací operace, zejména s okujemi a proměnnou tloušťkou třísky. NOVINKA! Nové frézovací sorty s KCPM40. Průlom v technologii sorty pro zvýšení výkonnosti. D64

225 NOVINKA! 4 Skutečné řezné hrany Konstrukce zaručující nízké řezné síly 4 Skutečné řezné hrany Vyšší ochrana řezné hrany Integrovaná fazetka wiper pro vynikající jakost povrchu Číslování řezných hran Integrovaná fazetka wiper pro vynikající jakost povrchu LNPU22-HD LNPU22-HD2 Pevné břitové destičky pro stabilní obrábění Pevné břitové destičky pro stabilní obrábění D65

226 MEGA 90 Čelní frézy pro těžké hrubovací frézování Nástrčné frézy Až o 30% vyšší úběry materiálu. Ochrana frézovacího tělesa karbidovými podložkami. Ap1 max = 25 mm. 4 řezné hrany. Frézovací nástroje MEGA 90 Nástrčné frézy Objednací číslo Katalogové číslo D1 D D4 D41 D6 L Ap1 max Z kg max. otáčky MEGA90D125B06LN ,5 6 3, MEGA90D160C07LN ,5 7 4, MEGA90D200C07LN ,5 7 6, MEGA90D200C09LN ,5 9 6, MEGA90D250C09LN ,5 9 9, MEGA90D250C11LN ,5 11 9, MEGA90D315C10LN , , MEGA90D315C13LN , , Náhradní díly D1 šroub břitové destičky Nm podložka univerzální momentový klíč bit 125 MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT MS1162 5,0 SM-906 DTQ3054 BTQT25 POZNÁMKA: Šroub podložky: MS1162. D66
227 MEGA 90 Čelní frézy pro těžké hrubovací frézování Břitové destičky Výběr břitové destičky Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2.S..HD KC725M.S..HD2 KCPM40.S..HD2 KCPM40 P3 P4.S..HD KC725M.S..HD2 KCPM40.S..HD2 KCPM40 P5 P6.S..HD KC725M.S..HD2 KCPK30.S..HD2 KCPK30 M1 M2 M3 K1 K2.S..HD KC520M.S..HD2 KC520M.S..HD2 KCPK30 K3.S..HD KCK15.S..HD2 KCK15.S..HD2 KCPK30 N1 N2 N3 S1 S2 S3 S4 H1 Frézovací nástroje Výměnné břitové destičky P M první volba K LNPU-HD LNPU-HD2 LNPU-HD LNPU-HD2 alternativní volba N S H LNPU-HD NOVINKA! NOVINKA! KC520M KC725M KCK15 KCPK30 KCPM40 Katalogové číslo LI BS W R S hm počet řezných hran LNPU221012PNSRHD 27 2,31 25,01 1,20 10,00 0,23 4 LNPU221012PNSRHD2 27 2,31 25,00 1,20 10,00 0,23 4 Frézovací sorta Beyond KCPM40 Ve své třídě nejlepší řešení pro frézování pevnostních ocelí. Zvyšuje vaši výkonnost díky novému vícevrstvému PVD povlaku AlCrN-TiAlN. D67
228 MEGA 45 Čelní frézy pro těžké hrubování Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] Materiálová skupina KC520M KC725M KCK15 KCPK30 KCPM40 Frézovací nástroje P M K N S H POZNÁMKA: Doporučené POČÁTEČNÍ řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Lehké obrábění Všeobecné použití Těžké obrábění Geometrie břitových destiček Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% %.S..HD 0,24 0,54 0,80 0,18 0,41 0,60 0,16 0,35 0,55 0,15 0,33 0,50 0,14 0,32 0,45.S..HD.S..HD2 0,24 0,54 0,97 0,18 0,41 0,72 0,16 0,35 0,63 0,15 0,33 0,59 0,14 0,32 0,57.S..HD2 POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. D68
229 MEGA 90 Čelní frézy pro těžké hrubovací frézování Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] Materiálová skupina P M K N S KC520M KC725M KCK15 KCPK30 KCPM H 2 3 POZNÁMKA: Doporučené POČÁTEČNÍ řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Frézovací nástroje Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Lehké obrábění Všeobecné použití Těžké obrábění Geometrie břitových destiček Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% %.S..HD 0,17 0,43 0,55 0,13 0,32 0,45 0,11 0,28 0,40 0,10 0,26 0,35 0,10 0,25 0,30.S..HD.S..HD2 0,17 0,43 0,68 0,13 0,32 0,51 0,11 0,28 0,44 0,10 0,26 0,41 0,10 0,25 0,41.S..HD2 POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. D69
230 V nabídce je nová generace frézovacích břitových destiček HexaCut pro hrubování a střední dokončování litin Hlavní aplikace Program čelního frézování Kennametal HexaCut je speciálně určen pro hrubování a střední dokončování šedých, tvárných a zhutnělých ocelolitin. Dvanáct řezných hran významně snižuje náklady na řeznou hranu zvyšuje životnost nástroje. Kratší časy seřízení nástroje a vynikající přesnost vám umožňují použití programu HexaCut při nejnáročnějších aplikacích Jedna keramická a osm karbidových sort v šesti různých geometriích umožňují použití při vysokých posuvech a optimální využití výkonu. Vlastnosti a výhody Nové geometrie břitových destiček pro stávající platformu HexaCut s nejmodernější konstrukcí řezné hrany. Speciálně určené pro čelní frézování šedých, tvárných a zhutnělých ocelolitin. Až o 20% delší životnost nástroje a o 10% nižší spotřeba energie. Vysoce přesně broušené břitové destičky pro nižší axiální a radiální házivost. První hrubovací břitové destičky HexaCut s integrovanou fazetkou wiper pro lepší jakost povrchů. Břitové destičky s dvanácti břity s maximální axiální hloubkou řezu = 6 mm při úhlu nastavení 45 a maximální axiální hloubkou řezu = 8 mm při 60 úhlu nastavení. D70
231 Nové standardní břitové destičky řady HexaCut Hrubování a střední dokončování bloků motorů v automobilovém průmyslu a další operace při čelním frézování litin. HNHX0905..ENLE Nová geometrie pro střední dokončování a lehké hrubovací operace. HNHX0905ANSNGE Nová geometrie pro hrubování; integrovaná fazetka wiper pro lepší jakost povrchů. HNHX0905..SNGE Nová geometrie s vylepšenou přípravou čela a řezné hrany pro hrubovací operace. HNPX0905..SNGE Nová stabilní geometrie pro velmi těžké hrubování při náročných podmínkách obrábění. D71
232 HexaCut 45 Břitové destičky Výběr břitové destičky Frézovací nástroje Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2 P3 P4 P5 P6 M1 M2 M3 K1 K2 E.LE KC514M ANSNGE KCK15 S.GE KCK15 K3 E.LE KCK15 ANSNGE KCK15 S.GE KCK15 N1 N2 N3 S1 S2 S3 S4 H1 Břitové destičky Střední dokončování a lehké hrubovací operace. HNHX-E.LE první volba alternativní volba P M K N S H HNHX-E.LE HNHX-E.LE Katalogové číslo D S L10 R hm počet řezných hran KCK15 KC514M HNHX090516ENLE 16,20 5,56 9,35 1,60 0,06 12 HNHX090520ENLE 16,20 5,56 9,35 2,00 0,06 12 HNHX090530ENLE 16,20 5,56 9,35 3,00 0,06 12 D72
233 HexaCut 45 Břitové destičky Hrubovací sorta s integrovanou fazetkou wiper pro lepší jakost povrchů. HNHX-ANSNGE první volba alternativní volba P M K N S H HNHX-ANSNGE HNHX-ANSNGE počet Katalogové číslo D S L10 BS R hm řezných hran HNHX0905ANSNGE 16,20 5,56 8,91 1,11 1,20 0,16 12 KCK15 KC514M Frézovací nástroje Hrubovací geometrie s vylepšeným provedením čela pro nižší řezné síly. HNHX-S.GE HNHX-S.GE HNHX-S.GE první volba alternativní volba P M K N S H počet Katalogové číslo D S L10 R hm řezných hran HNHX090516SNGE 16,20 5,56 9,35 1,60 0,16 12 HNHX090520SNGE 16,20 5,56 9,35 2,00 0,16 12 HNHX090530SNGE 16,20 5,56 9,35 3,00 0,16 12 KCK15 KC514M D73
234 HexaCut 45 Břitové destičky Geometrie pro těžké hrubování při náročných podmínkách obrábění HNPX-S.GE první volba alternativní volba P M K N S H HNPX-S.GE HNPX-S.GE Frézovací nástroje počet Katalogové číslo D S L10 R hm řezných hran HNPX090516SNGE 16,20 5,56 9,35 1,60 0,16 12 HNPX090520SNGE 16,20 5,56 9,35 2,00 0,16 12 HNPX090530SNGE 16,20 5,56 9,35 3,00 0,16 12 KCK15 D74
235 HexaCut 45 Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] P M K N S Materiálová skupina KCK15 KC514M H 1 Frézovací nástroje POZNÁMKA: DOPORUČENÉ počáteční řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Lehké obrábění Všeobecné použití Těžké obrábění Geometrie břitových destiček POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) 10% 20% 30% 40% % Geometrie břitových destiček E.LE 0,13 0,21 0,43 0,10 0,16 0,32 0,09 0,14 0,28 0,08 0,13 0,26 0,08 0,12 0,25 E.LE ANS.GE 0,20 0,41 0,67 0,15 0,31 0,50 0,13 0,27 0,44 0,12 0,25 0,41 0,12 0,25 0,40 ANS.GE S.GE 0,24 0,47 0,76 0,18 0,35 0,56 0,16 0,31 0,49 0,15 0,29 0,46 0,14 0,28 0,45 S.GE D75
236 HexaCut 60 Břitové destičky Frézovací nástroje Výběr břitové destičky Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2 P3 P4 P5 P6 M1 M2 M3 K1 K2 E.LE KC514M S.GE KCK15 S.GE KCK15 K3 E.LE KCK15 S.GE KCK15 S.GE KCK15 N1 N2 N3 S1 S2 S3 S4 H1 Břitové destičky Střední dokončování a lehké hrubovací operace. HNHX-E.LE první volba alternativní volba P M K N S H HNHX-E.LE HNHX-E.LE Katalogové číslo D S L10 R hm počet řezných hran KCK15 KC514M HNHX090516ENLE 16,20 5,56 9,35 1,60 0,06 12 HNHX090520ENLE 16,20 5,56 9,35 2,00 0,06 12 HNHX090530ENLE 16,20 5,56 9,35 3,00 0,06 12 D76
237 HexaCut 60 Břitové destičky Hrubovací geometrie s vylepšeným úhlem čela pro snížení řezných sil. HNHX-S.GE první volba alternativní volba P M K N S H HNHX-S.GE HNHX-S.GE počet Katalogové číslo D S L10 R hm řezných hran HNHX090516SNGE 16,20 5,56 9,35 1,60 0,16 12 HNHX090520SNGE 16,20 5,56 9,35 2,00 0,16 12 KCK15 KC514M Frézovací nástroje HNHX090530SNGE 16,20 5,56 9,35 3,00 0,16 12 Geometrie pro těžké hrubování při náročných podmínkách obrábění HNPX-S.GE první volba alternativní volba P M K N S H HNPX-S.GE HNPX-S.GE počet Katalogové číslo D S L10 R hm řezných hran HNPX090516SNGE 16,20 5,56 9,35 1,60 0,16 12 HNPX090520SNGE 16,20 5,56 9,35 2,00 0,16 12 HNPX090530SNGE 16,20 5,56 9,35 3,00 0,16 12 KCK15 D77
238 HexaCut 60 Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] Frézovací nástroje P M K N S Materiálová skupina KCK15 KC514M H 1 POZNÁMKA: DOPORUČENÉ počátcseční řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Lehké obrábění Všeobecné použití Těžké obrábění Geometrie břitových destiček POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% % E.LE 0,11 0,16 0,31 0,08 0,12 0,23 0,07 0,11 0,20 0,07 0,10 0,19 0,07 0,10 0,18 E.LE S.GE 0,20 0,42 0,64 0,15 0,32 0,48 0,13 0,28 0,42 0,12 0,26 0,39 0,12 0,25 0,38 S.GE D78
239 Experience Powering Productivity Jakýkoli projekt nebo výzva optimalizovaná a upravená pomocí digitální technologie pro fundamentální změnu vašich výrobních postupů na hladkou, elegantní a snadnou výrobu. Od znalosti k dílům k profitu. S NOVO dostanete správné nástroje pro vaše stroje, ve správném sledu. Toto řešení pro všechny typy společností zaručuje, že bezchybně zrychlíte všechny vaše úkony a maximalizujete každou směnu. Vyzkoušejte digitální znalosti, které změní váš výrobní proces:

240 KCRA Oboustranné keramické kruhové břitové destičky KCRA je naší nejnovější (patentovanou) keramickou platformou s kruhovými břitovými destičkami, speciálně navrženou pro maximální produktivitu při obrábění žáruvzdorných slitin. Díky oboustranným břitovým destičkám a nástrojům s vysokým počtem břitů zajišťuje KCRA nejvyšší úběry materiálu s nejvíce efektivním obráběním. Řezná keramika Kennametal dramaticky zvyšuje vaši produktivitu při obrábění slitin na bázi niklu a kobaltu. Vlastnosti a výhody První volba pro čelní a rohové frézování žáruvzdorných slitin. Vyšší úběry materiálu díky frézám s jemnou roztečí zubů. Bezpečný upínací systém zvyšuje stabilitu procesu a spolehlivost. Efektivní chlazení vzduchem. Lepší utváření třísek a delší životnost nástroje. Geometrie s plochou vrchní hranou pro hrubování ve slitinách na bázi Ni- a Co-. -EGN Nižší řezné síly. -TGN Nejsilnější řezná hrana. * Alternativa pro nestabilní podmínky obrábění. D80
 Snížení řezné síly Lepší cena na břit www.kennametal.")
241 Unikátní vlastnost chlazení vzduchem Vylepšený odvod třísek Snížený efekt vylamování řezné hrany Patentováno Bezpečný systém upínání Zlepšená stabilita Větší spolehlivost procesu Snadnější výměna destiček Tenčí keramické kruhové destičky Zvětšený úběr materiálu (MRR) Snížení řezné síly Lepší cena na břit D81


242 Keramické kruhové břitové destičky Kennametal Ceramic KCRA Stopkové frézy se závitovou stopkou Válcové stopkové frézy První volba pro čelní a rohové frézování žáruvzdorných slitin. Vyšší úběry materiálu díky frézám s jemnou roztečí zubů. Bezpečný upínací systém zvyšuje stabilitu procesu a spolehlivost. Efektivní chlazení vzduchem. Lepší utváření třísek a delší životnost nástroje. Frézovací nástroje Stopkové frézy se závitovou stopkou Objednací číslo Katalogové číslo D1 max D1 D DPM G3X L2 WF Ap1 max Z kg max. otáčky břitová destička KCRA40Z03M16RN ,0 M ,4 3 0, RNGN První volba pro čelní a rohové frézování žáruvzdorných slitin. Vyšší úběry materiálu díky frézám s jemnou roztečí zubů. Bezpečný upínací systém zvyšuje stabilitu procesu a spolehlivost. Efektivní chlazení vzduchem. Lepší utváření třísek a delší životnost nástroje. Válcové stopkové frézy max. břitová Objednací číslo Katalogové číslo D1 max D1 D L L2 Ap1 max Z kg otáčky destička KCRA40Z03A32RN ,4 3 0, RNGN Náhradní díly šroubovák D1 max upínací šroub Nm Torx klínová upínka 40 STCM9 3,3 DT9 KW1008 D82

243 Keramické kruhové břitové destičky Kennametal Ceramic KCRA Čelní frézy První volba pro čelní a rohové frézování žáruvzdorných slitin. Vyšší úběry materiálu díky frézám s jemnou roztečí zubů. Bezpečný upínací systém zvyšuje stabilitu procesu a spolehlivost. Efektivní chlazení vzduchem. Lepší utváření třísek a delší životnost nástroje. Frézovací nástroje Nástrčné frézy max. břitová Objednací číslo Katalogové číslo D1 max D1 D D6 L Ap1 max Z kg otáčky destička KCRA40Z04S22RN ,4 4 0, RNGN KCRA50Z04S22RN ,4 4 0, RNGN KCRA50Z06S22RN ,4 6 0, RNGN KCRA63Z06S22RN ,4 6 0, RNGN KCRA63Z09S22RN ,4 9 0, RNGN KCRA80Z08S27RN ,4 8 1, RNGN KCRA80Z12S27RN ,4 12 1, RNGN Náhradní díly D1 max upínací šroub upínací šroub Nm šroubovák Torx klínová upínka 40 STCM9 3,3 DT9 KW MS1242 STCM9 3,3 DT9 KW MS1242 STCM9 3,3 DT9 KW MS1556 STCM9 3,3 DT9 KW D83
244 Keramické kruhové břitové destičky Kennametal Ceramic KCRA Břitové destičky Výběr břitové destičky Frézovací nástroje Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2 P3 P4 P5 P6 M1 M2 M3 K1 K2 K3 N1 N2 N3 S1 S2.EGN KYS30.EGN KYS30.TGN KYS30 S3.EGN KYSP30.EGN KYSP30.TGN KYSP30 S4 H1 Výměnné břitové destičky Geometrie EGN je první volbou pro nestabilní podmínky obrábění a/nebo malé řezné síly. Geometrie TGN má silnější řeznou hranu. Pro materiálovou skupinu S3 a slitiny na bázi niklu použijte jako první volbu KYSP30. RNGN1204 první volba alternativní volba P M K N S H Katalogové číslo D S KYS30 KYSP30 RNGN120400EGN 12,70 4,76 RNGN120400TGN 12,70 4,76 POZNÁMKA: A Používejte tyto nástroje s vhodným vybavením/stroji. Stroje musí být z bezpečnostních důvodů zakrytované: Při frézování se obvykle objevují horké třísky a vysoká hladina hluku. B Pro chlazení použijte pouze stlačený vzduch. C Při obrábění jsou nastaveny vysoké otáčky; použijte vyvážené držáky nástrojů pro bezpečnější provoz a delší životnost nástrojů. D84
245 Keramické kruhové břitové destičky Kennametal Ceramic KCRA Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] P M K N S H Materiálová skupina KYS30 KYSP Frézovací nástroje POZNÁMKA: Doporučené počáteční řezné rychlosti jsou zvýrazněny tučným písmem. Vzhledem k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Při axiální hloubce řezu(ap) 6,35 mm Lehké obrábění Všeobecné použití Těžké obrábění Geometrie břitových destiček Při axiální hloubce řezu(ap) 3 mm Geometrie břitových destiček Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% %.EGN 0,08 0,09 0,11 0,06 0,07 0,09 0,06 0,06 0,07 0,05 0,06 0,07 0,05 0,06 0,07.EGN.TGN 0,13 0,17 0,19 0,09 0,13 0,14 0,08 0,11 0,13 0,08 0,10 0,12 0,08 0,10 0,12.TGN Geometrie břitových destiček 10% 20% 30% 40% %.EGN 0,10 0,11 0,13 0,07 0,08 0,10 0,07 0,07 0,09 0,06 0,07 0,08 0,06 0,07 0,08.EGN.TGN 0,15 0,20 0,23 0,11 0,15 0,17 0,10 0,13 0,15 0,09 0,12 0,14 0,09 0,12 0,14.TGN Při axiální hloubce řezu(ap) 1,5 mm Geometrie břitových destiček Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% %.EGN 0,13 0,14 0,18 0,10 0,11 0,13 0,09 0,09 0,12 0,08 0,09 0,11 0,08 0,09 0,11.EGN.TGN 0,19 0,26 0,30 0,15 0,19 0,22 0,13 0,17 0,19 0,12 0,16 0,18 0,12 0,15 0,18.TGN Při axiální hloubce řezu(ap) 0,75 mm Geometrie břitových destiček POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. Zadávaný posuv na zub (fz) jako % poměr radiální hloubky řezu (ae) Geometrie břitových destiček 10% 20% 30% 40% %.EGN 0,18 0,20 0,24 0,13 0,15 0,18 0,12 0,13 0,16 0,11 0,12 0,15 0,11 0,12 0,14.EGN.TGN 0,27 0,36 0,41 0,20 0,27 0,31 0,17 0,23 0,27 0,16 0,22 0,25 0,16 0,21 0,24.TGN D85


246 Řada 7713VR Frézy s kruhovými břitovými destičkami s přesným pootočením 7713VR je naší nejnovější řadou fréz s kruhovými břitovými destičkami. Frézovací tělesa mají nový stříbrný saténový povlak, který těleso chrání proti poškození při vysoce náročných aplikacích a prodlužuje jeho životnost. Tato řada fréz má ochranu proti pootočení, která zajišťuje přesný počet poloh břitové destičky. Tím je zaručeno maximální možné využití řezných hran při hrubovacích aplikacích. Vlastnosti a výhody Tento unikátní patentovaný systém zabraňuje při těžkém hrubování a nestabilních podmínkách obrábění otáčení břitových destiček v lůžku. Frézy 7713VR jsou vynikajícím řešením pro hrubování a střední dokončování všech druhů materiálů, zejména nerezových ocelí a žáruvzdorných slitin, ale také ocelí nástrojových ocelí a slitin hliníku. 7713VR10: Maximální hloubka řezu ap = 5 mm Rozsah průměrů = 20 až 63 mm 7713VR12: Maximální hloubka řezu a p = 6 mm Rozsah průměrů = 25 až 80 mm D86
247 7713VR10 Kopírovací a tvarové frézy 7713VR10 Modulární hlava upnutá šroubem Objednací číslo Katalogové číslo D1 max D1 D L2 G3X DPM VR10SA020Z2R M10 10,50 5, VR10SA025Z2R M12 12,50 5, VR10SA025Z3R M12 12,50 5, VR10SA032Z3R M16 17,00 5, VR10SA032Z4R M16 17,00 5, VR10SA035Z5R M16 17,00 5,00 5 Ap1 max Z Frézovací nástroje Náhradní díly D1 max šroub břitové destičky Nm šroubovák Torx 20 D4007T 3,1 TB15 25 D4007T 3,1 TB15 32 D4008T 3,1 TB15 35 D4007T 3,1 TB VR10 s válcovou stopkou Objednací číslo Náhradní díly Katalogové číslo D1 max D1 D L L VR10CA020Z2R VR10CA025Z3R VR10CA032Z3R VR10CA032Z4R Ap1 max Z D1 max šroub břitové destičky Nm šroubovák Torx 20 D4007T 3,1 TB15 25 D4007T 3,1 TB15 32 D4008T 3,1 TB15 D87

248 7713VR10 Kopírovací a tvarové frézy 7713VR10 Nástrčné frézy Frézovací nástroje Objednací číslo Katalogové číslo D1 max D1 D D6 L VR10-A040Z05R VR10-A042Z06R VR10-A050Z06R VR10-A050Z07R VR10-A063Z08R Ap1 max Z Náhradní díly D1 max šroub břitové destičky Nm šroubovák Torx upínací šroub 40 D4008T 3,1 TB15 M X 25 SHCS 42 D4007T 3,1 TB15 M X 25 SHCS 50 D4008T 3,1 TB15 M X 25 SHCS 63 D4008T 3,1 TB15 M X 25 SHCS Technické informace Technické informace (mm) Objednací číslo Katalogové číslo Čelní rozteč Úhel sestupu Rozměry Předvrtaný otvor pro kruhovou interpolaci min max ap max kruhovou / lineární interpolaci Max ot./min VR10CA020Z2R , , VR10CA025Z3R , , VR10CA032Z3R , , VR10CA032Z4R , , VR10-A040Z05R 30 7, , VR10-A050Z06R 32 6, , VR10-A050Z06R 40 5, , VR10-A050Z07R 40 5, , VR10-A063Z08R 53 3, , VR10SA020Z2R , , VR10SA025Z2R , , VR10SA025Z3R , , VR10SA032Z3R , , VR10SA032Z4R , , VR10SA035Z5R , , Rampování Válcová Čelní rozteč Helikální interpolace D88
249 7713VR10 Břitové destičky Výběr břitové destičky ic 10 Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2 422 X8 SP X5 SC X4 SP6519 P3 P4 422 X8 SP X5 SP X4 SP6519 P5 P6 422 X8 SP6519 T X4 SP6519 T X4 X500 M1 M2 422 X8 SP X5 SC X4 SP6519 M3 422 X8 X X5 SP X4 X500 K1 K2 422 X8 SP X5 SC6525 T X4 SP6519 K3 422 X8 SP X5 SC6525 T X4 SP6519 N1 N2 701 X4 GH1 701 X4 GH1 701 X4 GH1 N3 701 X4 GH1 701 X4 GH1 701 X4 GH1 S1 S2 422 X8 X X5 X X4 X500 S3 422 X8 X X5 X X4 X500 S4 422 X8 X X5 X X4 X500 H1 Břitové destičky pro frézování Frézovací nástroje P M RPEX RPHT první volba alternativní volba K N S H RPEX X4 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 Katalogové číslo počet řezných hran D S hm RPEX10T3M0E701X4 4 10,00 3,97 0,02 RPEX10T3M0F701X4 4 10,00 3,97 0,02 RPHT X4 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT10T3M0E422X4 4 10,00 3,97 0,04 RPHT X8 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT10T3M0E422X8 8 10,00 3,96 0,03 D89
250 7713VR10 Břitové destičky pro frézování P M RPHT10-T RPMT10-41 RPMW10-T RPPT první volba alternativní volba K N S H RPHT10-TX4 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT10T3M0TX4 4 10,00 3,97 0,08 Frézovací nástroje RPMT10-41-X4 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPMT10T3M0E41X4 4 10,00 3,97 0,04 RPMW10-T-X4 GH1 X700 SP6519 SP4019 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPMW10T3M0TX4 4 10,00 3,97 0,13 RPPT X5 Katalogové číslo počet řezných hran D S hm GH1 X700 SP6519 SP4019 X500 MP91M SC6525 RPPT10T3M0E432X5 5 10,00 3,97 0,03 Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] Materiálová skupina GH1 X700 SP6519 SP4019 X500 MP91M SC6525 P M K N S H POZNÁMKA: Doporučené počáteční řezné rychlosti jsou zvýrazněny tučným písmem. Úměrně k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. D90
251 7713VR10 Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Lehké obrábění Všeobecné použití Těžké obrábění Při axiální hloubce řezu (ap) 5 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) Geometrie břitových destiček 5% 10% 20% 30% % 701 X4 0,12 0,19 0,26 0,08 0,13 0,18 0,06 0,10 0,14 0,05 0,09 0,12 0,05 0,08 0, X4 422 X8 422 X8 432 X5 432 X5 422 X4 0,12 0,29 0,57 0,08 0,21 0,40 0,06 0,16 0,30 0,05 0,14 0,26 0,05 0,13 0, X4 T X4 0,23 0,41 0,66 0,17 0,30 0,47 0,13 0,22 0,35 0,11 0,19 0,31 0,10 0,18 0,28 T X4 Při axiální hloubce řezu (ap) 2,5 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) Geometrie břitových destiček 5% 10% 20% 30% % 701 X4 0,13 0,21 0,30 0,10 0,15 0,21 0,07 0,12 0,16 0,06 0,10 0,14 0,06 0,09 0, X4 422 X8 422 X8 432 X5 0,13 0,34 0,66 0,10 0,24 0,47 0,07 0,18 0,35 0,06 0,16 0,30 0,06 0,15 0, X5 422 X4 0,13 0,34 0,66 0,10 0,24 0,47 0,07 0,18 0,35 0,06 0,16 0,30 0,06 0,15 0, X4 T X4 0,27 0,48 0,77 0,19 0,34 0,55 0,14 0,25 0,41 0,13 0,22 0,35 0,12 0,20 0,32 T X4 Frézovací nástroje Při axiální hloubce řezu (ap) 2 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) Geometrie břitových destiček 5% 10% 20% 30% % 701 X4 0,14 0,23 0,32 0,10 0,17 0,23 0,08 0,13 0,17 0,07 0,11 0,15 0,06 0,10 0, X4 422 X8 422 X8 432 X5 0,14 0,37 0,71 0,10 0,26 0,51 0,08 0,20 0,38 0,07 0,17 0,33 0,06 0,16 0, X5 422 X4 0,14 0,37 0,71 0,10 0,26 0,51 0,08 0,20 0,38 0,07 0,17 0,33 0,06 0,16 0, X4 T X4 0,29 0,52 0,84 0,21 0,37 0,59 0,16 0,28 0,44 0,14 0,24 0,38 0,13 0,22 0,35 T X4 Při axiální hloubce řezu (ap) 1,5 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) Geometrie břitových destiček 5% 10% 20% 30% % 701 X4 0,16 0,26 0,36 0,12 0,19 0,26 0,09 0,14 0,19 0,08 0,12 0,17 0,07 0,11 0, X4 422 X8 0,16 0,41 0,80 0,12 0,30 0,57 0,09 0,22 0,42 0,08 0,19 0,37 0,07 0,18 0, X8 432 X5 0,16 0,41 0,80 0,12 0,30 0,57 0,09 0,22 0,42 0,08 0,19 0,37 0,07 0,18 0, X5 422 X4 0,16 0,41 0,80 0,12 0,30 0,57 0,09 0,22 0,42 0,08 0,19 0,37 0,07 0,18 0, X4 T X4 0,33 0,58 0,94 0,23 0,42 0,67 0,18 0,31 0,49 0,15 0,27 0,43 0,14 0,25 0,39 T X4 POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. D91
252 7713VR12 Kopírovací a tvarové frézy 7713VR12 Modulární hlava upnutá šroubem Frézovací nástroje Objednací číslo Katalogové číslo D1 max D1 D L2 G3X DPM VR12SA025Z2R M12 12,50 6, VR12SA032Z3R M16 17,00 6, VR12SA040Z4R M16 17,00 6, VR12SA040Z5R M16 17,00 6,00 5 Ap1 max Z Náhradní díly D1 max šroub břitové destičky Nm šroubovák Torx 25 D4008T 3,1 T15 32 D4008T 3,1 T15 40 D4008T 3,1 T VR12 s válcovou stopkou Objednací číslo Náhradní díly Katalogové číslo D1 max D1 D L L VR12CA025Z2R VR12CA032Z3R Ap1 max Z D1 max šroub břitové destičky Nm šroubovák Torx 25 D4008T 3,1 T15 32 D4008T 3,1 T15 D92
253 7713VR12 Kopírovací a tvarové frézy 7713VR12 Nástrčné frézy Objednací číslo Katalogové číslo D1 max D1 D D6 L VR12-A040Z04R VR12-A040Z05R VR12-A050Z05R VR12-A050Z06R VR12-A052Z05R VR12-A052Z06R VR12-A063Z06R VR12-A063Z07R VR12-A066Z06R VR12-A066Z07R VR12-A080Z08R Ap1 max Z Frézovací nástroje Náhradní díly D1 max šroub břitové destičky Nm šroubovák Torx upínací šroub 40 D4010T 3,1 T15 M X 25 SHCS 40 D4008T 3,1 T15 M X 25 SHCS 50 D4010T 3,1 T15 M X 25 SHCS 52 D4010T 3,1 T15 M X 25 SHCS 63 D4010T 3,1 T15 M X 25 SHCS 66 D4010T 3,1 T15 M12 X 1.75 X 30 SHCS CLASS D4010T 3,1 T15 M12 X 1.75 X 30 SHCS CLASS12.9 Technické informace Technické informace (mm) Objednací číslo Katalogové číslo Čelní rozteč Úhel sestupu Rozměry Předvrtaný otvor pro kruhovou interpolaci min max ap max kruhovou / lineární interpolaci Max ot./min VR12CA025Z2R , , VR12CA032Z3R , , VR12-A040Z04R 28 7, , VR12-A040Z05R 28 7, , VR12-A050Z05R 38 5, , VR12-A050Z06R 38 5, , VR12-A052Z05R 40 5, , VR12-A052Z06R 40 5, , VR12-A063Z06R 51 3, , VR12-A063Z07R 51 3, , VR12-A066Z06R 54 3, , VR12-A066Z07R 54 3, , VR12-A080Z08R 68 2, , VR12SA025Z2R , , VR12SA032Z3R , , VR12SA040Z4R , , VR12SA040Z5R , , Rampování Válcová Čelní rozteč Helikální interpolace D93
254 7713VR12 Břitové destičky Výběr břitové destičky ic 12 Frézovací nástroje Materiálová skupina Lehké obrábění Všeobecné použití Těžké obrábění Geometrie Sorta Geometrie Sorta Geometrie Sorta P1 P2 442 X8 SC X5 SC6525 GD X5 KCM40 P3 P4 432 X8 SP X5 SP6519 GD X5 KCM40 P5 P6 432 X8 SP6519 T X4 SP6519 T X4 X500 M1 M2 442 X8 SC X5 SC6525 GD X5 KCM40 M3 432 X8 SP6519 GD X5 KCM X4 X500 K1 K2 T X4 MP91M T X4 MP91M T X4 MP91M K3 T X4 MP91M T X4 MP91M T X4 MP91M N1 N2 701 X4 GH1 701 X4 GH1 701 X4 GH1 N3 701 X4 GH1 701 X4 GH1 701 X4 GH1 S1 S2 442 X5 SP6519 GD X5 KCM X4 X500 S3 442 X5 SP6519 GD X5 KCM X4 X500 S4 442 X5 SP X5 X X4 X500 H1 T X4 MP91M Břitové destičky pro frézování P M RPEX RPHT první volba K alternativní volba N S H GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPEX X4 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 Katalogové číslo počet řezných hran D S hm RPEX1204M0F701X4 4 12,00 4,76 0,02 RPEX1204M0E701X4 4 12,00 4,76 0,03 RPHT X4 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT1204M0E442X4 4 12,00 4,76 0,04 RPHT X5 Katalogové číslo počet řezných hran D S hm GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPHT1204M0E442X5 5 12,00 4,76 0,04 RPHT X8 Katalogové číslo počet řezných hran D S hm GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPHT1204M0E442X8 8 12,00 4,76 0,04 D94
255 7713VR12 Břitové destičky pro frézování P M RPHT12- SGD RPHT12-T RPMT12-41 první volba alternativní volba K N S H RPMW12-T RPPT RPPT12- SGD GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPHT12-SGD-X5 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT1204M0SGDX5 5 12,00 4,76 0,04 RPHT12-SGD-X8 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT1204M0SGDX8 8 12,00 4,76 0,04 Frézovací nástroje RPHT12-T-X4 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPHT1204M0TX4 4 12,00 4,76 0,10 RPMT12-41-X4 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPMT1204M0E41X4 4 12,00 4,76 0,05 RPMW12-T-X4 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 počet Katalogové číslo řezných hran D S hm RPMW1204M0TX4 4 12,00 4,76 0,13 RPPT X5 Katalogové číslo počet řezných hran D S hm GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPPT1204M0E432X5 5 12,00 4,76 0,04 RPPT X8 Katalogové číslo počet řezných hran D S hm GH1 X700 KCM40 SP6519 X500 MP91M SC6525 RPPT1204M0E432X8 8 12,00 4,76 0,04 RPPT12-SGD-X5 GH1 X700 KCM40 SP6519 X500 MP91M SC6525 Katalogové číslo počet řezných hran D S hm RPPT1204M0SGDX5 5 12,00 4,76 0,04 RPPT1204M0SGDX8 8 12,00 4,76 0,04 D95
256 7713VR12 Doporučené počáteční řezné rychlosti Doporučené počáteční řezné rychlosti [m/min] Materiálová skupina GH1 X700 KCM40 SP6519 X500 MP91M SC6525 Frézovací nástroje P M K N S H POZNÁMKA: Doporučené počáteční řezné rychlosti jsou zvýrazněny tučným písmem. Úměrně k narůstající tloušťce třísky je zapotřebí snížit velikost řezné rychlosti. Doporučené počáteční hodnoty posuvů Doporučené počáteční hodnoty posuvů [mm] Při axiální hloubce řezu (ap) 6,0 mm Geometrie břitových destiček Při axiální hloubce řezu (ap) 3,0 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) 5% 10% 20% 30% % Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) 5% 10% 20% 30% % Geometrie břitových destiček 701 X4 0,12 0,16 0,22 0,08 0,12 0,16 0,06 0,09 0,12 0,05 0,08 0,10 0,05 0,07 0, X4 432 X5 432 X5 432 X8 432 X8 442 X5 442 X5 442 X8 442 X8 442 X4 0,23 0,41 0,66 0,17 0,30 0,47 0,13 0,22 0,35 0,11 0,19 0,31 0,10 0,18 0, X4 GD X5 GD X5 GD X8 GD X8 T X4 0,23 0,41 0,66 0,17 0,30 0,47 0,13 0,22 0,35 0,11 0,19 0,31 0,10 0,18 0,28 T X4 Geometrie břitových destiček 701 X4 0,13 0,19 0,25 0,10 0,14 0,18 0,07 0,10 0,14 0,06 0,09 0,12 0,06 0,08 0, X4 432 X5 0,16 0,49 0,93 0,12 0,35 0,66 0,09 0,26 0,49 0,08 0,23 0,43 0,07 0,21 0, X5 432 X8 432 X8 442 X5 0,16 0,49 0,93 0,12 0,35 0,66 0,09 0,26 0,49 0,08 0,23 0,43 0,07 0,21 0, X5 442 X8 442 X8 442 X4 0,16 0,49 0,93 0,12 0,35 0,66 0,09 0,26 0,49 0,08 0,23 0,43 0,07 0,21 0, X4 GD X5 0,16 0,54 0,99 0,12 0,39 0,70 0,09 0,29 0,52 0,08 0,25 0,45 0,07 0,23 0,42 GD X5 GD X8 GD X8 T X4 0,27 0,68 1,10 0,19 0,49 0,78 0,14 0,36 0,58 0,13 0,32 0,50 0,12 0,29 0,46 T X4 POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. Lehké obrábění Všeobecné použití Těžké obrábění (pokračování na další straně) D96
257 7713VR12 Doporučené počáteční hodnoty posuvů (Doporučené počáteční hodnoty posuvů [mm] pokračování na další straně) Při axiální hloubce řezu (ap) 2,5 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) 5% 10% 20% 30% % Geometrie břitových destiček 701 X4 0,14 0,20 0,27 0,10 0,14 0,20 0,08 0,11 0,15 0,07 0,09 0,13 0,06 0,09 0, X4 432 X5 0,17 0,52 1,00 0,12 0,37 0,71 0,09 0,28 0,53 0,08 0,24 0,46 0,07 0,22 0, X5 432 X8 432 X8 442 X5 0,17 0,52 1,00 0,12 0,37 0,71 0,09 0,28 0,53 0,08 0,24 0,46 0,07 0,22 0, X5 442 X8 442 X8 442 X4 0,17 0,52 1,00 0,12 0,37 0,71 0,09 0,28 0,53 0,08 0,24 0,46 0,07 0,22 0, X4 GD X5 0,17 0,58 1,06 0,12 0,41 0,75 0,09 0,31 0,56 0,08 0,27 0,48 0,07 0,25 0,44 GD X5 GD X8 GD X8 T X4 0,29 0,73 1,18 0,21 0,52 0,84 0,15 0,39 0,62 0,13 0,34 0,54 0,12 0,31 0,49 T X4 Při axiální hloubce řezu (ap) 1,5 mm Geometrie břitových destiček Programovaný posuv na zub (fz) jako % poměr radiální hloubky řezu (Ae) z pracovního průměru (dw) 5% 10% 20% 30% % Geometrie břitových destiček 701 X4 0,17 0,24 0,33 0,13 0,18 0,24 0,09 0,13 0,18 0,08 0,12 0,16 0,08 0,11 0, X4 432 X5 0,21 0,64 1,23 0,15 0,46 0,87 0,11 0,34 0,65 0,10 0,30 0,56 0,09 0,27 0, X5 432 X8 0,21 0,64 1,23 0,15 0,46 0,87 0,11 0,34 0,65 0,10 0,30 0,56 0,09 0,27 0, X8 442 X5 0,21 0,64 1,23 0,15 0,46 0,87 0,11 0,34 0,65 0,10 0,30 0,56 0,09 0,27 0, X5 442 X8 0,21 0,64 1,23 0,15 0,46 0,87 0,11 0,34 0,65 0,10 0,30 0,56 0,09 0,27 0, X8 442 X4 0,21 0,64 1,23 0,15 0,46 0,87 0,11 0,34 0,65 0,10 0,30 0,56 0,09 0,27 0, X4 GD X5 0,21 0,71 1,31 0,15 0,51 0,93 0,11 0,38 0,68 0,10 0,33 0,60 0,09 0,30 0,54 GD X5 GD X8 0,21 0,71 1,31 0,15 0,51 0,93 0,11 0,38 0,68 0,10 0,33 0,60 0,09 0,30 0,54 GD X8 T X4 0,35 0,90 1,47 0,25 0,64 1,03 0,19 0,47 0,76 0,17 0,41 0,66 0,15 0,38 0,60 T X4 Frézovací nástroje POZNÁMKA: Jako počáteční hodnoty použijte Lehké obrábění. D97
258 7713VR Technické informace 7713VR Technické informace Pracovní průměr: Vzorec pro výpočet správného pracovního průměru v závislosti na axiální hloubce řezu (ap). r a p D 2 Frézovací nástroje D w Kde: f z = Posuv na zub h m = Průměrná tloušťka třísky r = Rádius břitové destičky a e = Radiální hloubka řezu a p = Axiální hloubka řezu Kde: D w = Pracovní průměr nástroje D 2 = Průměr frézy od středu do středu břitové destičky r = Rádius břitové destičky a p = Axiální hloubka řezu Vzorec pro výpočet programovaného posuvu v závislosti na radiálním záběru a axiální hloubce řezu. Vzorec pro výpočet průměrné tloušťky třísky hm v závislosti na radiálním záběru a hloubce řezu. Zjednodušené vzorce pro výpočet hm a fz v závislosti na hloubce řezu nebo radiálním záběru. Výpočet průměrné tloušťky třísky v závislosti na hloubce řezu. (axiální) Vzorec: Programový posuv (fz) Vzorec: Průměrná tloušťka třísky (hm) f z = h m x d a p h m = Průměrná tloušťka třísky a p = Hloubka řezu f z = Posuv na zub d = Průměr břitové destičky Výpočet průměrné tloušťky třísky v závislosti na ae (radiální hloubka řezu) pokud ae je méně než 50% průměru. Vzorec: Programový posuv (fz) Vzorec: Průměrná tloušťka třísky (hm) h m = Průměrná tloušťka třísky a e = Radiální hloubka řezu f z = Posuv na zub d = Průměr frézy D98

259 Hledáte produkt uvedený v tomto katalogu? Podívejte se na webové stránky Kennametal! Frézovací nástroje Online katalog produktů je k dispozici 24/7 Navštivte a projděte si náš elektronický katalog kdykoli hledáte nejlepší nástrojové řešení od Kennametalu. Je to rychlé, zdarma a vždy k dispozici. Online e-katalog je každý týden aktualizován produkty z oblasti frézování, soustružení, vrtání a nástrojových systémů. D99

260
261 Nástrojové systémy KM4X63...E2 E11 Řezné jednotky upravené na vysokotlaké chladivo KM...E12 E19 Systém nářadí na obrábění se stopkou ERICKSON HSK...E20 E40 E1


262 Nová velikost: KM4X63 KM4X Systém KM4X je nejlepší volba pro těžké, výkonové a tuhé spojení s vřeteny jelikož přináší vynikající poměr mezi přenosem kroutícího momentu a odolností proti ohybovému momentu na nástrojích. Zvolte si co je správné HSK 7/24 ISO kužel 7/24 s čelním kontaktem a kuželem Jedna kontaktní plocha. Relativně malá tuhost. Možnost házivosti, vzhledem ke kuželovému upnutí. Malá axiální přesnost. Dvě kontaktní plochy. Vyšší statická a dynamická tuhost. Vyšší axiální a radiální přesnost. Tuhý systém. Dvě kontaktní plochy. Vyšší axiální a radiální přesnost. Méně hmoty rychlejší výměna a vyšší rychlosti. Vyšší tuhost než kužel 7/24. Dobrý Lepší E2


263 Další generace upínacího systému KM4X KM-TS (ISO) Tří kontaktní plochy. Nejvyšší statická a dynamická tuhost. Statické a rotační aplikace. Vyšší rychlost. Vyšší tuhost než HSK a kužele 7/24. Tří kontaktní plochy. Nejvyšší statická a dynamická tuhost. Statické a rotační aplikace. Maximální možná rychlost. ISO (HSK) upínací systém. Dostupné velikosti: KM4X63 KM4X100 Systém KM4X je nejnovější provedení upínacího systému KM je určeno pro náročné obráběcí operace a je nejlepší volbou pro obrábění velkých a těžce obrobitelných materiálů jako jsou titanové slitiny v leteckém průmyslu. Nejlepší E3


264 KM4X Nejnovější inovace v upínacích rozhraních Zajišťuje nejtužší upínání extrémně odolné ohybům díky kombinaci velkých dotykových ploch a vysokým upínacím silám. Zajišťuje 3x vyšší odolnost proti ohybovému momentu než konkurenční upínací systémy s čelním kontaktem. KM je jediným upínacím systémem, který si udržuje tuhost i při vysokých otáčkách a je vhodný pro rozsah aplikací od nízkých řezných rychlostí s vysokými momenty až po vysokorychlostní obrábění s nízkými momenty. Zajišťuje lepší kompromis mezi ohybovou a torzní tuhostí. Možnost použití systému KM4X na starších strojích je dalším způsobem jak dosáhnout vyššího výkonu. Robustní, tuhá konstrukce s rovnoměrně rozdělenými upínacími silami. Jednoduchá konstrukce umožňuje použití u vřeten s předním upínáním. Vyvážená konstrukce pro použití při vysokých řezných rychlostech. Zamykací tyč Plášť Upínací kuličky (4x) Kroužek pláště E4

265 Díly rotačních jednotek KM4X Díky použití standardizovaných komponentů vřeten je systém KM4X ideálním řešením pro nové stroje i generální opravy starších strojů. Systém KM4X s třemi kontaktními plochami pro vyšší stabilitu a přesnost. Optimální rozložení upínací síly a přesnější upnutí zajišťuje vyšší tuhost. E5

266 Proč je důležitá únosnost ohybového momentu Při obrábění houževnatých materiálů jako je titan, jsou řezné rychlosti relativně nízké vzhledem k teplotnímu vlivu na nástroje. Po dlouhou dobu řešili výrobci obráběcích strojů tuto záležitost zvyšováním tuhosti a tlumením vřeten a částí strojů. Vřetena byla navrhována s nadbytečným krouticím momentem při nízkých otáčkách. Nicméně upínací systém zůstával slabým článkem v řetězu. Upínací systém musí zajistit přenos krouticího a ohybového momentu podle konstrukce obráběcího stroje pro dosažení vyšší produktivity. Stává se pravidlem, že při obrábění stopkovými frézami, kdy jsou vyložení nástrojů obvykle větší, je limitujícím faktorem ohybová tuhost upínacího systému. Křivky na obrázku vpravo představují zatížení systémů HSK, PSC a systém KM4X. Šedé oblasti představují typické požadavky na náročné aplikace při různých obráběcích procesech. Systém KM4X je jediný systém, který může zajistit dostatečný krouticí moment i ohybovou tuhost potřebnou pro vysoce výkonné obrábění. Některé systémy jsou schopné přenášet požadované krouticí momenty, ale řezné síly vytvářejí také ohybové momenty, které přesahují ohybovou tuhost upínacího systému před tím, než je dosaženo maximálního krouticího momentu. DŮLEŽITÉ Informace uvedené v následující tabulce byly naměřeny výhradně pro použití upínacího systému KM4X při statických podmínkách. Výsledky nejsou platné pro žádný jiný upínací systém. Při uvažování fluktuace řezných sil při dynamickém namáhání je potřeba snížit zatížení uvedená v tabulce o 20 40%. E6
267 SK-F (7/24 s čelním kontaktem a kuželem) SK (7/24 kužel) Vrtání Čelní frézování Soustružení Frézován stopkovými frézami Hluboké vrtání HSK PSC krouticí moment TS (KM ) KM4X Tabulka popisuje porovnání ohybu při zatížení pro strmý kužel, HSK, PSC, KM-TS a KM4X. Průhyb (mm) při vyložení 150 mm Ohybový moment 150 mm Ohybový moment (Nm) F Průhyb E7




268 KM4X Přehled produktů a možností Kenclamp Osové nástroje Beyond Evolution systém pro Zapichování a Úpich ISO soustružení Upínací systémy Systémy pro vnitřní soustružení Top Notch STAR/L adaptér pro čtvercové držáky Vyvažovatelné vrtací tyče KM prodlužovací Adaptér Závitování E8
269 Nová velikost: KM4X63 Adaptér Whistle Notch Měřící trn Adaptér pro nástroje se stopkou Přípravek pro seřízení ATC Adaptér pro stopkové frézy Adaptér HydroForce Seřizovací přípravky Adaptér pro nástrčné frézy Adaptér Trendline Adaptér se šroubem Adaptér Slim Line Adaptér Power Check Adaptér Drill Fix Kleštinový adaptér Příslušenství E9
270 KM4X63 Možnosti v oblasti rychlosti KM4X používá větší kontaktní plochy mezi upínacím kuželem a nástrojem pro dosažení: Vyšší tuhosti Lepšího rozložení upínací síly mezi čelo a kužel. Tužšího spojení, které umožňuje lepší zatížení kroutícím a ohybovým momentem. Vyšší rychlosti rotace vřetene Jak stoupá velikost otáček, kužel vřetene se roztahuje rychleji než kužel nástroje. Větší kontaktní plocha umožňuje vyšší otáčky předtím, než kužele ztratí kontakt. Vlastnosti KM4X63 Vynikající tuhost a přesnost systému KM4X je dosažena optimalizací spojů. Tři kontaktní plochy při upnutí zaručují vynikající výkonnost. Standardizovaná ISO V-příruba(HSK) a úpravy ramen pro automatickou výměnu nástrojů. Čtyři upínací elementy pro pohon a stálé tuhé upnutí. Zajišťuje rovnoměrné rozložení sil. Ochranná oblast HSK-A (rotační). Ochranná oblast HSK-T (statická). Dvě drážky pro vymezení polohy, sekundární unašeč a orientace. Standardizovaná drážka na třísky. E10

271 Nová velikost: KM4X63 Maximální povolené otáčky max. Otáčky velikost systému * Hodnoty kalkulované na základě teoretické rychlosti samotného kužele. ** Data publikovaná firmou Sandvik na machine-and-tooling-systems-considerations/spindle-selection/recommendations/pages/default.aspx E11








272 Soustružnické držáky KM4X a KM pro vysokotlaké chlazení E12



273 Vlastnosti soustružnických držáků KM pro vysokotlaké chlazení a výhody pro úběry materiálů Cílený přívod chladicí kapaliny zajišťuje vynikající odvod třísek. Méně časté přeřezávání třísek zajišťuje delší životnost nástroje. Houževnatost a tuhost nejmodernějších upínacích systémů KM4X a ISO KM. Vyšší řezné rychlosti a jakost obrobených povrchů. Vyšší bezpečnost řezné hrany. Předvídatelná životnost nástroje a možnost použití při náročných operacích. Upínání s rychlou výměnou KM4X a KM. Dramaticky zkracuje dobu výměny nástroje. Významné prodloužení životnosti nástroje. Výrazné snížení nákladů na díl zvyšuje ziskovost. Výměnné trysky pro kontinuální efektivní operace. Delší životnost nástroje zaručuje nižší náklady na obnovu nástrojů. Integrace do strojů Nejmodernější upínací systémy KM4X a ISO KM. Jednoduché použití na strojích díky uzpůsobenému připojení na standardní revolvery. Pro tlaky chladicí kapaliny až do 150 bar (2200 psi). Aplikace Vysoce výkonné obráběcí operace s chladicí kapalinou. E13
274 Soustružnické držáky KM50TS HPC P-upínání PCLN 95 HPC Nástrojové systémy Náhradní díly Katalogové číslo podložka upínací šroub L1 F D min L1 F D min velikost břitové Objednací číslo Katalogové číslo mm palce mm palce mm palce destičky kg lbs pravostranné KM50TSPCLNR12HPC CN /CN , levostranné KM50TSPCLNL12HPC CN /CN , vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM50TSPCLNR12HPC NZLM PMP08360 PMP08361 NDS027M levostranné KM50TSPCLNL12HPC NZLM PMP08360 PMP08361 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. PCLN 95 HPC L1 F D min L1 F D min Objednací číslo Katalogové číslo mm palce mm palce mm palce velikost břitové destičky kg lbs pravostranné KM63TSPCLNR12HPC CN /CN , KM63TSPCLNR16HPC CN /CN , levostranné KM63TSPCLNL12HPC CN /CN , KM63TSPCLNL16HPC CN /CN , (pokračování na další straně) E14

275 Soustružnické držáky KM63TS HPC P-upínání (PCLN 95 HPC pokračování na další straně) Náhradní díly Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM63TSPCLNR12HPC NZLM PMP08352 PMP08360 NDS027M KM63TSPCLNR16HPC NZLM PMP08352 PMP08360 NDS027M levostranné KM63TSPCLNL12HPC NZLM PMP08352 PMP08360 NDS027M KM63TSPCLNL16HPC NZLM PMP08352 PMP08360 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. P-upínání Nástrojové systémy PDJN 93 HPC L1 L1 F velikost břitové Objednací číslo Katalogové číslo mm palce mm palce destičky kg lbs pravostranné KM63TSPDJNR15HPC DN /DN , levostranné KM63TSPDJNL15HPC DN /DN , F Náhradní díly Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM63TSPDJNR15HPC NZLM PMP08360 PMP08361 NDS027M levostranné KM63TSPDJNL15HPC NZLM PMP08360 PMP08361 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. E15

276 Soustružnické držáky KM63TS HPC P-upínání PDUN 93 HPC Nástrojové systémy Náhradní díly L1 F D min L1 F D min velikost břitové Objednací číslo Katalogové číslo mm palce mm palce mm palce destičky kg lbs pravostranné KM63TSPDUNR15HPC DN /DN , levostranné KM63TSPDUNL15HPC DN /DN , Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM63TSPDUNR15HPC NZLM PMP08352 PMP08360 NDS027M levostranné KM63TSPDUNL15HPC NZLM PMP08352 PMP08360 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. PWLN 95 HPC L1 F D min L1 F D min Objednací číslo Katalogové číslo mm palce mm palce mm palce velikost břitové destičky kg lbs pravostranné KM63TSPWLNR08HPC WN /WN , levostranné KM63TSPWLNL08HPC WN /WN , (pokračování na další straně) E16

277 Soustružnické držáky KM63TS HPC P-upínání (PWLN 95 HPC pokračování na další straně) Náhradní díly Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM63TSPWLNR08HPC NZLM PMP08352 PMP08360 NDS027M levostranné KM63TSPWLNL08HPC NZLM PMP08352 PMP08360 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. Nástrojové systémy PCLN 95 HPC Náhradní díly L1 F D min L1 F D min velikost břitové Objednací číslo Katalogové číslo mm palce mm palce mm palce destičky kg lbs pravostranné KM4X63PCLNR12HPC CN /CN , KM4X63PCLNR16HPC CN /CN , levostranné KM4X63PCLNL12HPC CN /CN , KM4X63PCLNL16HPC CN /CN , Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM4X63PCLNR12HPC NZLM PMP08352 PMP08360 PMP08361 NDS027M KM4X63PCLNR16HPC NZLM PMP08352 PMP08360 PMP08361 NDS027M levostranné KM4X63PCLNL12HPC NZLM PMP08352 PMP08360 PMP08361 NDS027M KM4X63PCLNL16HPC NZLM PMP08352 PMP08360 PMP08361 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. E17
278 Soustružnické držáky KM4X100 HPC P-upínání PCLN 95 HPC Nástrojové systémy Náhradní díly L1 F D min L1 F D min velikost břitové Objednací číslo Katalogové číslo mm palce mm palce mm palce destičky kg lbs pravostranné KM4X100PCLNR16HPC CN /CN , KM4X100PCLNR19HPC CN /CN , levostranné KM4X100PCLNL16HPC CN /CN , KM4X100PCLNL19HPC CN /CN , Katalogové číslo podložka upínací šroub vložka upínací páka vyrážecí kolík trysky chladicí kapaliny záslepky chlazení záslepky chlazení šroubovák pro trysky chlazení pravostranné KM4X100PCLNR16HPC NZLM PMP08352 PMP08360 NDS027M KM4X100PCLNR19HPC NZLM PMP08352 PMP08360 NDS027M levostranné KM4X100PCLNL16HPC NZLM PMP08352 PMP08360 NDS027M KM4X100PCLNL19HPC NZLM PMP08352 PMP08360 NDS027M POZNÁMKA: Šroubovák pro trysky chlazení se objednává samostatně. K dispozici jsou trysky s různými průměry ústí. E18
279 Příslušenství velikost klíče pro vnější průměr NZL Coolant Nozzles D5 L LPR A1 velikost klíče pro Objednací číslo Katalogové číslo mm palce G3X mm palce mm palce mm palce vnější průměr NZLM M4X , mm Sq NZLM M4X , mm Sq NZLM M4X , mm Sq NZLM M4X , mm Sq NZLM M4X , mm Sq NZLM M4X , mm Sq Nástrojové systémy PMP Coolant Plugs velikost klíče pro vnitřní průměr D2 L Objednací číslo Katalogové číslo mm palce G3X mm palce velikost klíče pro vnitřní průměr in. lbs. Nm PMP /16-24 UNJF mm PMP /16-20 UNJF mm PMP /2-20 UNJF mm 60 6 velikost klíče pro vnitřní průměr NDS Nozzle Driver L velikost klíče pro Objednací číslo Katalogové číslo mm palce vnitřní průměr NDS027M mm Sq E19

280 Nástrojový systém HSK ERICKSON Řada HSK125 Hlavní aplikace Upínače ERICKSON HSK s čelním kontaktem a krátkým kuželem jsou vyrobeny z nejlepších materiálů a podle posledních specifikací norem DIN/ISO. Provedení tvaru A jsou většinou používány pro obráběcí centra a frézky s automatickou výměnou nástrojů. Nástroje HSK125 jsou buď před-vyvážené podle specifikace nebo mají vyváženou konstrukci. U aplikací při vysokorychlostním obrábění Kennametal doporučuje, aby byla vyvážena celá sestava držáku nástroje (držák nástroje, chladicí trysky, kleštiny, hardware a řezné nástroje) jako jeden kus. Konkrétní omezení otáček je možné provést pouze po posouzení sestavy stroje a vřeten ve vztahu ke konstrukci nástrojů a bezpečnostních omezení jako celého systému. Vlastnosti a výhody Krátký kužel podle ISO /DIN tvar A 1:10. Vysoká axiální a radiální opakovatelnost v porovnání s kuželovými upínači CAT, BT a DV s V-přírubou 7/24. Maximální tlak chladicí kapaliny až 100 bar (1,500 psi). Držák pro výměnu nástroje s V-drážkou. Kontakt na dvou místech na čele a kuželi. Směrová špička. Drážka pro unašeč. Otvor pro manuální seřízení. Drážky držáku pro výměnu nástroje. Vyvážení díky konstrukci Kennametal. E20
281 Hydraulické upínače pro vysoké momenty HydroForce HT Hlavní aplikace První volba pro rotační aplikace. HydroForce HT vám přináší nesrovnatelnou kombinaci přesnosti, upínací síly. HydroForce HT pokrývá celý rozsah nástrojů pouze dvěma velikostmi upínačů. Vlastnosti a výhody Kompaktní a stabilní konstrukce Kratší vyložení a silnější čelní stěny. Tím jsou zajištěny vyšší řezné podmínky a lepší jakost povrchů. Moderní hydraulické upínače Více než třikrát vyšší upínací síla než u běžných hydraulických upínačů. Házivost 3 mikrony při vyložení 2,5 násobku průměru, tlumení vibrací zajišťuje až o 50% delší životnost nástroje. Vyvážení G2.5 při 25,000 RPM Výsledkem je vyšší produktivita. Přesné kleštinové upínače Hlavní aplikace Vysoce přesné kleštinové upínače umožňují zákazníkům použít jak standardní kleštiny ER nebo unikátní přesné kleštiny pro univerzální i vysoce přesné obráběcí procesy. Vlastnosti a výhody Výhody přesných kleštinových upínačů Použití přesné kleštiny, vysoká přesnost házivosti: je možné dosáhnout 0,003 mm při 3 x D. Je možné použít také všechny standardní kleštiny ER. Nižší vibrace díky delší optimalizované geometrii přesných kleštin. Unikátní přesné kleštiny jsou díky své konstrukci těsné při použití vnitřního chlazení. U přesných kleštin je k dispozici ochrana proti vytažení SAFE- OCK od HAIMER. Jemně vyvážené na 25,000 RPM. Snadný boční přístup pro upínání / povolování Mechanický doraz pro upínání. Výsledkem je spolehlivé a konzistentní upínání. Bez nutnosti použití momentového klíče. Cílená a flexibilní nabídka produktů Možnost přímého upínání pro průměry 20 mm a 32 mm. Pro všechny metrické/palcové rozměry jsou k dispozici redukční pouzdra. E21
282 Nástroje se stopkou HSK125A Držáky s tepelným upínáním pro vysoké momenty O 30 50% vyšší upínací moment v porovnání s řadou GP. Vyvažovatelné jemné vyvážení sadou šroubů M6. Určeno pouze pro karbidové nástroje označené drážkou na čele (požadavky jsou uvedeny níže). Musí být použito tepelné upínací zařízení s výkonem větším než 10 kw. D21 D2 D1 4º 30' L9 V L2 L1 Nástrojové systémy HPVTT HT Metrické Požadavky na stopky řezného nástroje Metrické (podle ISO) Řezný nástroj Průměr stopky Tolerance 12, 14, 16, & 18 h6 0,000/-0, & 25 h6 0,000/-0, h6 0,000/-0,016 velikost klíče Objednací číslo Katalogové číslo D1 D2 D21 L1 L2 L9 V dorazový šroub dorazového šroubu kg HSK125AHPVTTHT20115M TTSS16014M 8 mm 3, HSK125AHPVTTHT25115M TTSS16014M 8 mm 4, HSK125AHPVTTHT32120M TTSS16014M 8 mm 4,29 POZNÁMKA: Nepřehřívejte. Přehřátí poškodí přesnost a funkčnost držáku nástroje. Technická část pro tepelné upínače, viz. strana M78 v Master katalogu Kennametal Inovace nástrojové systémy A Jsou dodávány s dorazovým šroubem. Velikosti nastavovacích dorazových šroubů, viz. strana M81 v Master katalogu Kennametal Inovace nástrojové systémy A Příslušenství k tepelným upínačům viz. strana L2 L13 v Master katalogu Kennametal Inovace nástrojové systémy A Pro jemné vyvažování jsou k dispozici sady šroubů M6~1.0P x 5 mm lg(10 ks). Objednací číslo je MS1276PKG a musí se objednávat samostatně. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E22
283 Nástroje se stopkou HSK125A Držáky s tepelným upínáním pro vysoké momenty O 30 50% vyšší upínací moment v porovnání s řadou GP. Vyvažovatelné jemné vyvážení sadou šroubů M6. Určeno pouze pro karbidové nástroje označené drážkou na čele (požadavky jsou uvedeny níže). Musí být použito tepelné upínací zařízení s výkonem větším než 10 kw. D21 D2 D1 4º 30' L9 V L2 L1 HPVTT HT Palcové Požadavky na stopky řezného nástroje palcové (norma ISO) Průměr stopky řezného nástroje Tolerance 1/2, 9/16, & 5/ / /4, 7/8, 1, & 1-1/ / Nástrojové systémy velikost klíče Objednací číslo Katalogové číslo D1 D2 D21 L1 L2 L9 V dorazový šroub dorazového šroubu lbs HSK125AHPVTTHT / TTSS16014M 8 mm HSK125AHPVTTHT TTSS16014M 8 mm HSK125AHPVTTHT / TTSS16014M 8 mm HSK125AHPVTTHT / TTSS20014M 10 mm HSK125AHPVTTHT TTSS20014M 10 mm POZNÁMKA: Nepřehřívejte. Přehřátí poškodí přesnost a funkčnost držáku nástroje. Technická část pro tepelné upínače, viz. strana M78 v Master katalogu Kennametal Inovace nástrojové systémy A Jsou dodávány s dorazovým šroubem. Velikosti nastavovacích dorazových šroubů, viz. strana M81 v Master katalogu Kennametal Inovace nástrojové systémy A Příslušenství k tepelným upínačům viz. strana L2 L13 v Master katalogu Kennametal Inovace nástrojové systémy A Pro jemné vyvažování jsou k dispozici sady šroubů M6~1.0P x 5 mm lg(10 ks). Objednací číslo je MS1276PKG a musí se objednávat samostatně. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E23
284 Nástroje se stopkou HSK125A HydroForce pro vysoké momenty HCT HT Metrické Nástrojové systémy velikost klíče pro upínací šroub velikost klíče dorazového šroubu Objednací číslo Katalogové číslo D1 D2 L1 L2 L9 V upínací klíč kg HSK125AHCTHT20095M 20 65, mm 5 mm 4, HSK125AHCTHT32105M 32 80, mm 6 mm 5,76 POZNÁMKA: Nepřetahujte upínací šroub. Ručně dotahujte dokud necítíte doraz. Technická část hydraulické upínače, viz. strana M84 v Master katalogu Kennametal Inovace nástrojové systémy A Jsou dodávány s dorazovým šroubem. Upínací klíč se objednává samostatně. Redukční pouzdra je možné objednávat samostatně, viz. strana J2 v Master katalogu Kennametal Inovace nástrojové systémy A Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně; viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A Pro průměr D1 32 mm použijte klíč ve tvaru L s boční délkou přibližně 200 mm. E24
285 Nástroje se stopkou HSK125A HydroForce pro vysoké momenty HCT HT Palcové velikost klíče pro upínací šroub velikost klíče dorazového šroubu Objednací číslo Katalogové číslo D1 D2 L1 L2 L9 V upínací klíč lbs HSK125AHCTHT mm 6 mm HSK125AHCTHT mm 6 mm POZNÁMKA: Nepřetahujte upínací šroub. Ručně dotahujte dokud necítíte doraz. Technická část hydraulické upínače, viz. strana M84 v Master katalogu Kennametal Inovace nástrojové systémy A Jsou dodávány s dorazovým šroubem. Upínací klíč se objednává samostatně. Redukční pouzdra je možné objednávat samostatně, viz. strana J2 v Master katalogu Kennametal Inovace nástrojové systémy A Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně; viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A Pro průměr D1 32 mm, upoužijte klíč ve tvaru L s boční délkou přibližně 200 mm. Nástrojové systémy E25
286 Nástroje se stopkou HSK125A Kleštinové upínací sklíčidlo ER řada kleštin ER Nástrojové systémy řada Objednací číslo Katalogové číslo kleštin D11 L1 L9 V kg HSK125AER40120M ER ,77 Náhradní díly Katalogové číslo převlečná matice šroubovák max, moment převlečné matice (Nm) dorazový šroub velikost klíče dorazového šroubu HSK125AER40120M LNSER40M ER40WM 176 SS112041G 4 mm & 5/32 POZNÁMKA: Kleština musí být nejprve vložena do upínací matice. Před zatažením do upínače vložte do kleštiny nástroj a dotáhněte jej na předepsaný upínací moment. Technická část kleštinové upínače, viz. strana M98 v Master katalogu Kennametal Inovace nástrojové systémy A Dodávají se včetně upínací matice a šroubu. Klíč pro upínací matici se objednává samostatně. Standardní přímé kleštiny jsou uvedeny na straně J54 v Master katalogu Kennametal Inovace nástrojové systémy A Kleštiny pro závitníky jsou uvedeny na straně J58-J59 v Master katalogu Kennametal Inovace nástrojové systémy A Kleštiny pro závitníky s válcovou stopkou ER TCT viz. strana J60 v Master katalogu Kennametal Inovace nástrojové systémy A Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně; viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E26
287 Nástroje se stopkou HSK125A Přesné kleštinové upínací sklíčidlo ER řada kleštin Kapacita kleštiny mm Palcové řada kleštin ER min max min max ER16 0,5 10, ER20 0,5 13, ER25 1,0 16, ER32 2,0 20, ER40 3,0 26, Nástrojové systémy PER Objednací číslo Katalogové číslo D2 D11 D21 D22 L1 L2 L4 L9 L21 V kg HSK125APER32100M , HSK125APER32160M ,14 Náhradní díly max, moment převlečné matice (Nm) velikost klíče dorazového šroubu Katalogové číslo převlečná matice šroubovák dorazový šroub dorazový šroub dorazový šroub HSK125APER32100M LNPER32 PER32WDH 132 BSER25M1216 BSER25M1218 5mm & 6mm HSK125APER32160M LNPER32 PER32WDH 132 BSER32M1618 BSER32M1622 BSER32M1634 6mm & 8mm POZNÁMKA: Kleština musí být nejprve vložena do upínací matice. Před zatažením do upínače vložte do kleštiny nástroj a dotáhněte jej na předepsaný upínací moment. Technická část kleštinové upínače, viz. strana M98 v Master katalogu Kennametal Inovace nástrojové systémy A Dodávají se včetně upínací matice a dorazového šroubu. Klíč pro upínací matici se objednává samostatně. Standardní přímé kleštiny ER jsou uvedeny na straně J54 v Master katalogu Kennametal Inovace nástrojové systémy A Přesné kleštiny ER jsou k dispozici s nebo bez upínání SAFE- OCK ; viz. strana E44 E46 v Master katalogu Kennametal Inovace nástrojové systémy A Kleštiny pro závitníky s válcovou stopkou ER TCT viz. strana J58 J59 v Master katalogu Kennametal Inovace nástrojové systémy A Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně; viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E27
288 Nástroje se stopkou HSK125A Adaptéry Whistle Notch WN Metrické Nástrojové systémy velikost klíče upínacího šroubu max, moment upínacího šroubu (Nm) velikost klíče dorazového šroubu Objednací číslo Katalogové číslo D1 D2 L1 L9 V upínací šroub dorazový šroub kg HSK125AWN20120M SS03M026 8 mm mm 4, HSK125AWN25130M SS03M mm mm 5, HSK125AWN32130M SS03M mm mm 5, HSK125AWN40140M SS03M mm mm 7,83 POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodáváno s upínacím a dorazovým šroubem. Klíč upínacího a dorazového šroubu není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E28
289 Nástroje se stopkou HSK125A Adaptéry Whistle Notch WN Palcové D1 Objednací číslo Katalogové číslo mm palce D2 L1 L9 V HSK125AWNA , HSK125AWNA , HSK125AWNA , HSK125AWNA , POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodávají se s upínacím šroubem. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A Náhradní díly Nástrojové systémy max. moment upínacího šroubu (ft.lbs.) Katalogové číslo upínací šroub dorazový šroub HSK125AWNA ELS SS062041G SSCC062 HSK125AWNA ELS075069PKG 110 SS062041G SSCC062 HSK125AWNA ELS075069PKG 110 SS062041G SSCC062 HSK125AWNA ELS075069PKG 110 SS062041G SSCC062 dorazový šroub s půlkulatou hlavou E29

290 Nástroje se stopkou HSK125A Adaptéry pro stopkové frézy EM Metrické Nástrojové systémy max, moment upínacího šroubu (Nm) velikost klíče upínacího šroubu Objednací číslo Katalogové číslo D1 D2 L1 L2 L9 upínací šroub kg HSK125AEM10085M SS03M mm 3, HSK125AEM12090M SS03M mm 3, HSK125AEM14090M SS03M mm 3, HSK125AEM16095M SS03M mm 4, HSK125AEM20095M SS03M mm 4, HSK125AEM25100M SS03M mm 4, HSK125AEM32105M SS03M mm 5, HSK125AEM40120M SS03M mm 6, HSK125AEM50130M SS03M mm 7,92 POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodávají se s upínacím šroubem. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E30
291 Nástroje se stopkou HSK125A Adaptéry pro stopkové frézy EM Palcové max. moment upínacího šroubu (ft.lbs.) velikost klíče upínacího šroubu Objednací číslo Katalogové číslo D1 D2 L1 L9 upínací šroub lbs HSK125AEM / ELS / HSK125AEM / ELS056050PKG 40 1/ HSK125AEM / ELS062050PKG 40 5/ HSK125AEM ELS / HSK125AEM / ELS075062PKG 110 3/ HSK125AEM / ELS075069PKG 110 3/ HSK125AEM ELS100088PKG 150 1/ Nástrojové systémy POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodávají se s upínacím šroubem. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A E31
292 Nástroje se stopkou HSK125A Antivibrační adaptéry pro nástrčné frézy s vnitřním chlazením TDSMC Metrické Nástrojové systémy Objednací číslo Katalogové číslo D1 D2 D21 L1 L2 L20 L21 upínací šroub upínací klíč velikost klíče upínacího šroubu kg HSK125ATDSMC22300M MS1234 KDK22M 8 mm 8, HSK125ATDSMC27300M KLSS27M 10 mm 10, HSK125ATDSMC32300M KLSS32M KDK32M 14 mm 17,29 POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Vyměnitelný upínací šroub pro chlazení je nutné objednávat samostatně, viz. str. L38 v Kennametal Master katalogu Inovace Nástroje A Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A E32
293 Nástroje se stopkou HSK125A Antivibrační adaptéry pro nástrčné frézy s vnitřním chlazením TDSMC Palcové Objednací číslo Katalogové číslo D1 D2 D21 L1 L2 L20 L21 upínací šroub upínací klíč velikost klíče upínacího šroubu lbs HSK125ATDSMC / KLS07 KDK05 1/ HSK125ATDSMC KLS10 KDK06 5/ HSK125ATDSMC / KLS12 KDK08 5/ POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Vyměnitelný upínací šroub pro chlazení je nutné objednávat samostatně, viz. str. L38 v Kennametal Master katalogu Inovace Nástroje A Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A Nástrojové systémy E33
294 HSK125A Nástroje se stopkou Adaptéry pro nástrčné frézy s vnitřním chlazením Nástrojové systémy SMC Metrické Objednací číslo Katalogové číslo D1 D2 D4 G1 L1 upínací šroub POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Vyměnitelný upínací šroub pro chlazení je nutné objednávat samostatně, viz. str. L38 v Kennametal Master katalogu Inovace Nástroje A Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A upínací šroub upínací šroub klíč upínacího šroubu upínací klíč velikost klíče upínacího šroubu kg HSK125ASMC22050M MS1234 KDK22M 8 mm 3, HSK125ASMC27055M KLSS27M KDK27M 10 mm 3, HSK125ASMC27100M KLSS27M KDK27M 10 mm 4, HSK125ASMC32070M KLSS32M KDK32M 14 mm 5, HSK125ASMC32100M KLSS32M KDK32M 14 mm 6, HSK125ASMC40060M M12 X KLSS40M KDK40M 17 mm 5, HSK125ASMC40100M M12 X KLSS40M KDK40M 17 mm 7, HSK125ASMC50070M KLS50M SMW50M KDK50M 6,24 E34
295 HSK125A Nástroje se stopkou Adaptéry pro nástrčné frézy s vnitřním chlazením SMC Palcové Objednací číslo Katalogové číslo D1 D2 D4 G1 L1 upínací šroub upínací klíč velikost klíče upínacího šroubu lbs HSK125ASMC / KLS07 KDK05 1/ HSK125ASMC KLS10 KDK06 5/ HSK125ASMC KLS10 KDK06 5/ HSK125ASMC / KLS12 KDK08 5/ HSK125ASMC / KLS15 KDK10 3/ HSK125ASMC / KLS15 KDK10 3/ HSK125ASMC / KLS20 KDK12 9/ HSK125ASMC / KLS20 KDK12 9/ HSK125ASMC / / KDK16 9/ Nástrojové systémy POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Vyměnitelný upínací šroub pro chlazení je nutné objednávat samostatně, viz. str. L38 v Kennametal Master katalogu Inovace Nástroje A Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A Objednací číslo (HSK125ASMC250350) je dodáváno se čtyřmi upínacími šrouby. Objednací číslo (KLS25) upínací šroub je dostupný a je nutné jej objednávat samostatně. E35


296 Nástroje se stopkou HSK125A Combi adaptér pro nástrčné frézy L1 D2 D1 L13 CS Metrické Nástrojové systémy Objednací číslo Katalogové číslo D1 D2 L1 L13 upínací šroub velikost klíče upínacího šroubu upínací šroubovák kombinovaný upínací klíč kg HSK125ACS16083M MS mm CDR16M CDK16M 4, HSK125ACS22081M MS mm CDR22M CDK22M 4,41 POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A CS Šroub s hlavou HSK tvar A Objednací číslo Katalogové číslo D1 D2 L1 L13 upínací šroub klíč převlečné matice upínací šroubovák kombinovaný upínací klíč kg HSK125ACS27079M KLS27M SMW27M CDR27M CDK27M 4, HSK125ACS40073M KLS40M SMW40M CDR40M CDK40M 4,91 POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A E36
297 Nástroje se stopkou HSK125A Adaptéry pro drážkovací frézy SA Palcové Objednací číslo Katalogové číslo D1 D2 L1 L13 upínací šroub velikost klíče upínacího šroubu lbs HSK125ASA KLS10 5/ HSK125ASA / KLS12 5/ HSK125ASA / KLS15 3/ POZNÁMKA: Nepřetahujte upínací šroub. Dodávají se s upínacím šroubem a klíči. Klíč pro upínací šroub není součástí dodávky. Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A Nástrojové systémy E37
298 Nástroje se stopkou HSK125A Přírubové adaptéry pro čelní frézy AF Nástrojové systémy upínací upínací Objednací číslo Katalogové číslo D1 D2 D4 D41 G1 L1 klíč klíč kg HSK125AFM M8 X KDK16M KDK22M 6,47 POZNÁMKA: Šroub pro vnitřní chlazení a příslušný klíč pro HSK jsou uvedeny na straně L44 v Master katalogu Kennametal Inovace nástrojové systémy A E38

 kg 5969111 HSK125AKM63120M KM63 63 120 KM63PKG3S 47-54 5,11")
299 Nástroje se stopkou HSK125A HSK modulární adaptéry KM modulární adaptéry HSK HSK tvar A velikost systému Objednací číslo Katalogové číslo CSWS D2 L1 kg HSK125AHSK63100M HSK ,42 POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodáváno s KM systémem ovládání. HSK jednotka chlazení a klíč jsou dostupné a je nutné je objednávat samostatně, viz str. L44 v Kennametal Master katalogu Inovace Nástroje A Nástrojové systémy HSK tvar A KM doporučený Objednací číslo Katalogové číslo velikost systému CSWS D2 L1 sada náhradních dílů moment (Nm) kg HSK125AKM63120M KM KM63PKG3S , HSK125AKM80130M KM KM80PKG3S 6,62 POZNÁMKA: Nepřetahujte upínací šroub; použijte výše uvedené momenty. Dodávají se s upínacím mechanismem a těsnícím kroužkem. Šroub pro vnitřní chlazení a příslušný klíč pro HSK je nutné objednat samostatně; viz. strana L44 v Master katalogu Kennametal Inovace nástrojové systémy A U HSK adaptérů podle DIN tvar A a tvar C musí být odstraněna chladicí tryska. E39
300 Příslušenství k nástrojům se stopkou HSK125A Klíč pro vnitřní přívod chlazení jednotky HSK Rotační jednotky pro vnitřní přívod chlazení HSK Nástrojové systémy D5 L LTHD doporučený doporučený velikost moment moment Objednací číslo Katalogové číslo systému mm palce mm palce mm palce GX (Nm) (ft. lbs.) A & 40E 8,0.3 29, ,5.30 M12 X A & 50E & 63F 10,0.4 32, ,5.37 M16 X A & 63T & 80F 12,0.5 36, ,5.45 M18 X A 14,0.6 40, ,5.53 M20 X A 16,0.6 44, ,5.61 M24 X CAHSK A 18,0.7 48, ,5.69 M30 X Klíč HSK D2 L doporučený doporučený moment moment Objednací číslo Katalogové číslo CSWS mm palce mm palce (Nm) (ft. lbs.) A & 40E 13, A & 50E & 63F 14, A & 63T & 80F 16, A 19, A 22, CAHSK125WR HSK125A 24, E40

301 Experience Powering Productivity Jakýkoli projekt nebo výzva optimalizovaná a upravená pomocí digitální technologie pro fundamentální změnu vašich výrobních postupů na hladkou, elegantní a snadnou výrobu. Od znalosti k dílům k profitu. S NOVO dostanete správné nástroje pro vaše stroje, ve správném sledu. Toto řešení pro všechny typy společností zaručuje, že bezchybně zrychlíte všechny vaše úkony a maximalizujete každou směnu. Vyzkoušejte digitální znalosti, které změní váš výrobní proces:
WMT Univerzální a dobře zkonstruované. Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT
 Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
Jeden systém pro zapichování, upichování, soustružení a kopírování Systém WMT Řada břitových destiček WMT je ekonomickou a spolehlivou volbou pro všechny vaše zapichovací, upichovací, soustružnické a kopírovací
ZÁVITOVÁNÍ,ZAPICHOVÁNÍ A UPICHOVÁNÍ
 ZÁVITOVÁNÍ,ZAPICHOVÁNÍ A UPICHOVÁNÍ Závitování, zapichování a upichování Nejnovější inovace v obrábění kovů Naše nejnovější inovace v oblasti obrábění kovů jsou zkonstruovány pro vyšší produktivitu, delší
ZÁVITOVÁNÍ,ZAPICHOVÁNÍ A UPICHOVÁNÍ Závitování, zapichování a upichování Nejnovější inovace v obrábění kovů Naše nejnovější inovace v oblasti obrábění kovů jsou zkonstruovány pro vyšší produktivitu, delší
ProGroove. ProGroove. Zapichování a upichování ProGroove
 Zapichování a upichování ProGroove Systém ProGroove zajišťuje přesné a spolehlivé obrábění s konzistentní výkonností řezné hrany díky snadno vyměnitelným břitovým destičkám dostupných v řadě vysoce výkonných
Zapichování a upichování ProGroove Systém ProGroove zajišťuje přesné a spolehlivé obrábění s konzistentní výkonností řezné hrany díky snadno vyměnitelným břitovým destičkám dostupných v řadě vysoce výkonných
Separator. Separator. Speciálně navržen pro vysokou flexibilitu s možností upínání do integrované, modulární stopky nebo do planžety.
 Speciálně navržen pro vysokou flexibilitu s možností upínání do integrované, modulární stopky nebo do planžety. Separator Vlastnosti Šířky břitových destiček 2 4mm. Velikosti stopek držáků nástrojů 10
Speciálně navržen pro vysokou flexibilitu s možností upínání do integrované, modulární stopky nebo do planžety. Separator Vlastnosti Šířky břitových destiček 2 4mm. Velikosti stopek držáků nástrojů 10
TM Tools s.r.o. 3 v 1. Jedinečný W-upínací systém zaručuje vysokou stabilitu zapichovacích operací.
 Nr. 300/2014-CZ/TM TM Tools s.r.o 3 v 1 Tři možnosti použití s jedním typem d estičky radiální vnitřní radiální vnější axialní vnitřní G.T.S. Zapichovací systém Zapichování s větší jistotou GP 2120 GM
Nr. 300/2014-CZ/TM TM Tools s.r.o 3 v 1 Tři možnosti použití s jedním typem d estičky radiální vnitřní radiální vnější axialní vnitřní G.T.S. Zapichovací systém Zapichování s větší jistotou GP 2120 GM
Modulární vrtáky. Modulární vrtací systém KSEM. Hlavní použití. Funkce a výhody
 Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
Modulární vrtací systém KSEM Hlavní použití Modulární vrtací systém KSEM nabízí větší hloubku a průměry vrtání než modulární vrtáky KenTIP. Hloubka otvorů 10xD až do průměru 40 mm (1,575") jsou standardem.
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování
 KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
KenFeed 2X Nejnovější a inovativní koncept pro nejmodernější strategie vysokorychlostního frézování Hlavní aplikace KenFeed 2X jsou oboustranné trojúhelníkové břitové destičky se šesti řeznými hranami,
Platnost nabídky: M1200 a M1200 mini
 M1200 a M1200 mini Max. hloubka řezu: 1,7-6,1 mm Úhel nastavení: 15-45 - 60 Počet řezných hran na VBD: 12 Průměr frézy: 25-315 mm Platnost nabídky: 1.4. - 30.6.2012 Dodává: Univerzální řada pro všechny
M1200 a M1200 mini Max. hloubka řezu: 1,7-6,1 mm Úhel nastavení: 15-45 - 60 Počet řezných hran na VBD: 12 Průměr frézy: 25-315 mm Platnost nabídky: 1.4. - 30.6.2012 Dodává: Univerzální řada pro všechny
WIDIA Value. Zlatý standard za neuvěřitelné ceny
 Zlatý standard za neuvěřitelné ceny WIDIA Value je ekonomická řada od známého a spolehlivého výrobce nástrojů. Každá břitová destička je 100% vyrobena ve firmě WIDIA pro překonání konkurenčních břitových
Zlatý standard za neuvěřitelné ceny WIDIA Value je ekonomická řada od známého a spolehlivého výrobce nástrojů. Každá břitová destička je 100% vyrobena ve firmě WIDIA pro překonání konkurenčních břitových
KATALOG INOVACE. UniDrill. Kopinaté vrtáky s břitovými destičkami. kennametal.com
 KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
KATALOG INOVACE UniDrill Kopinaté vrtáky s břitovými destičkami Kennametal UniDrill Kopinaté vrtáky s břitovými destičkami Systém UniDrill nabízí rozsáhlý, flexibilní a cenově výhodný systém kopinatých
Vrtáky FB pro otvory s plochým dnem s vnitřním rozvodem chlazení
 Vrtáky FB pro otvory s plochým dnem s vnitřním rozvodem chlazení Hlavní aplikace Karbidové vrtáky řady B707_FB jsou produktivní nástroje nahrazující dvě operace jednou: 1) Nahrazuje použití 180 čelní frézy
Vrtáky FB pro otvory s plochým dnem s vnitřním rozvodem chlazení Hlavní aplikace Karbidové vrtáky řady B707_FB jsou produktivní nástroje nahrazující dvě operace jednou: 1) Nahrazuje použití 180 čelní frézy
MEGA 45 Těžké hrubovací frézování
 MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
MEGA 45 Těžké hrubovací frézování Hlavní aplikace Se čtyřmi skutečnými řeznými hranami na břitovou destičku MEGA 45 jste si jisti, že dostáváte nízkou cenu za řeznou hranu a vysokou produktivitu, kterou
3.1 Druhy karbidů a povlaků od firmy Innotool
 KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
KARBIDY A POVLAKY 3.1 Druhy karbidů a povlaků od firmy Innotool 3.1.1 Nepovlakované karbidy IN04S IN05S IN10K IN15K IN30M K10-K20 M10-M20 K10-K25 K20-K50 Jemnozrnný karbid pro obrábění Al slitin s vyšším
INOVACE ŘEZNÉ NÁSTROJE 2011 INOVACE
 INOVACE ŘEZNÉ NÁSTROJE 2011 INOVACE ŘEZNÉ NÁSTROJE 2011 Od svého založení v roce 1938 společnost Kennametal vždy přesně chápala, jak zlepšit výrobní procesy a ziskovost svých zákazníků díky použití nejmodernějších
INOVACE ŘEZNÉ NÁSTROJE 2011 INOVACE ŘEZNÉ NÁSTROJE 2011 Od svého založení v roce 1938 společnost Kennametal vždy přesně chápala, jak zlepšit výrobní procesy a ziskovost svých zákazníků díky použití nejmodernějších
Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT
 Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT Hlavní aplikace Kulové a torické frézy pro hrubování a dokončování. Koinstrukce navržena za pomoci nejnovějších technologií a díky široké nabídce
Kopírovací frézy s výměnnými břitovými destičkami KDMB-KDMT Hlavní aplikace Kulové a torické frézy pro hrubování a dokončování. Koinstrukce navržena za pomoci nejnovějších technologií a díky široké nabídce
FRÉZOVACÍ NÁSTROJE ŘADA M200. Metrické
 FRÉZOVACÍ NÁSTROJE ŘADA M200 Metrické Oboustranné kruhové břitové destičky Řada M200 Revoluční oboustranné kruhové břitové destičky o velikosti IC12mm, s možností použití při řadě frézovacích aplikací
FRÉZOVACÍ NÁSTROJE ŘADA M200 Metrické Oboustranné kruhové břitové destičky Řada M200 Revoluční oboustranné kruhové břitové destičky o velikosti IC12mm, s možností použití při řadě frézovacích aplikací
Inteligentní řešení pro zapichování
 Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
Keeping the Customer First Tungaloy Report No. 46-CZ Nový zapichovací nástroj se 4 břity Novinka Inteligentní řešení pro zapichování Destička se 4 břity poskytuje ekonomické řešení obrábění zápichů Jedna
Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini
 Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini Pokud hledáte konzistentní výkonnost, zvolte si řadu WIDIA M1200 Mini. Zaručuje snadné použití, dlouhou životnost nástroje, kratší
Univerzální řada pro všechny aplikace čelního frézování WIDIA M1200 Mini Pokud hledáte konzistentní výkonnost, zvolte si řadu WIDIA M1200 Mini. Zaručuje snadné použití, dlouhou životnost nástroje, kratší
Řada WaveMill WEX. Jemný řez Vysoce výkonné frézovací nástroje CZ-64 ROZŠÍŘENÍ PROGRAMU
 NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
NOVINKY NÁSTROJŮ CZ-64 Jemný řez Vysoce výkonné frézovací nástroje Řada WaveMill WEX ROZŠÍŘENÍ PROGRAMU Široký rozsah použití Nově navržené těleso frézy Přesné VBD pro správný rozměr Nové kvality pro zlepšení
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky
 Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Představujeme... Rozšíření nabídky Kennametal o karbidové závitníky...první karbidové závitníky specielně navrženy pro závitování v ocelích! Snižte výrobní náklady až o 65%! Řezání závitů 4x vyšší rychlostí
Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro!
 Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
Špeciálna ponuka... Objednajte si frézovacie plátky WIDIA a dostanete k nim frézu len za 1,- Euro! Táto ponuka platí od 2.1.2009 do 31.3.2009 Objednajte si násobné množstvo rovnakých frézovacích plátkov
ConeFit TM nabízí maximální flexibilitu.
 Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
Výrobní kompetence _KOMPETENCE V OBRÁBĚNÍ Frézování ConeFit TM nabízí maximální flexibilitu. WALTER PROTOTYP ConeFit modulární systém pro frézování NÁSTROJOVÝ SYSTÉM modulární frézovací systém ze slinutého
OBSAH str. B 3. Frézovací nástroje s VBD str. B 5
 Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Frézování OBSAH str. B 3 Frézovací nástroje s VBD Frézovací tělesa Frézovací vyměnitelné břitové destičky Technické informace Tvrdokovové monolitické stopkové frézy Tvrdokovové monolitické stopkové frézy
Nové rohové frézy WIDIA M6800S, M, LX
 ředstavujeme ové rohové frézy WIDIA 6800,, LX OVIA!...navržené speciálně pro urychlení operací při frézování čelní válcovou frézou! Hloubka řezu 7-17 mm! Široký rozsah nájezdových úhlů při sestupném frézování!
ředstavujeme ové rohové frézy WIDIA 6800,, LX OVIA!...navržené speciálně pro urychlení operací při frézování čelní válcovou frézou! Hloubka řezu 7-17 mm! Široký rozsah nájezdových úhlů při sestupném frézování!
NÁSTROJE NOVINKY 2014.01 B076CZ. Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny
 NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NÁSTROJE NOVINKY 2014.01 B076CZ Monolitní nástrojový materiál PKNB pro litiny a slinuté slitiny Dobře vyvážená odolnost proti opotřebení a lomu díky vysoce výkonné technologii slinování. Nový monolitní
NOVINKY SECO NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH
 NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
M1200. Univerzální řada pro všechny frézovací aplikace Řada M1200
 Čelní illing frézy Application Guide ředstavení řady Victory 1200 Univerzální řada pro všechny frézovací aplikace Řada 1200 ejlepší světová technologie čelních fréz WIDIA 1200 zahrnuje řady 1200, 1200
Čelní illing frézy Application Guide ředstavení řady Victory 1200 Univerzální řada pro všechny frézovací aplikace Řada 1200 ejlepší světová technologie čelních fréz WIDIA 1200 zahrnuje řady 1200, 1200
Rohová fréza se šroubem upínanými břitovými destičkami. Pro stabilní rohové frézování i při vysokém zatížení.
 NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
NÁSTROJE NOVINKY 2014.01 Update B023CZ Rohová fréza se šroubem upínanými břitovými destičkami Pro stabilní rohové frézování i při vysokém zatížení. Nyní v nabídce nové povlakované nástrojové materiály
Vývoj - grafické znázornění
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
EcoCut ProfileMaster nová generace
 New Leden 2017 Nové produkty pro obráběcí techniky ProfileMaster nová generace Ještě lepší výsledky díky dokonalejšímu provedení! TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o. Sokolovská
New Leden 2017 Nové produkty pro obráběcí techniky ProfileMaster nová generace Ještě lepší výsledky díky dokonalejšímu provedení! TOTAL TOOLING=KVALITA x SERVIS 2 WNT Česká republika s.r.o. Sokolovská
Technické informace. Doporučené počáteční řezné rychlosti metrické frézy (m/min) Úhel nastavení 45
 Úhel nastavení 45") Doporučené počáteční řezné rychlosti metrické frézy (m/min) Úhel nastavení 45 ATERIÁLOVÁ UIA C715 C935 1 410 360 330 310 270 250 470 410 380 2 250 220 200 190 180 160 290 260 240 3 220 200 180 180 160
Doporučené počáteční řezné rychlosti metrické frézy (m/min) Úhel nastavení 45 ATERIÁLOVÁ UIA C715 C935 1 410 360 330 310 270 250 470 410 380 2 250 220 200 190 180 160 290 260 240 3 220 200 180 180 160
Vrtáky s břitovými destičkami
 Vyvrtávací systém HTS-C Primární aplikace Vrtáky s vyměnitelnými HTS-C slouží k vytváření otvorů 5xD a 8xD za použití vyměnitelných břitových destiček do oceli, litiny, tvárné litiny, nerezové oceli a
Vyvrtávací systém HTS-C Primární aplikace Vrtáky s vyměnitelnými HTS-C slouží k vytváření otvorů 5xD a 8xD za použití vyměnitelných břitových destiček do oceli, litiny, tvárné litiny, nerezové oceli a
Karbidové vrtáky. Vrtáky SE HP pro nerezovou ocel s vnitřním chlazením. Primární aplikace. Vlastnosti a výhody. Jedinečná konstrukce drážky
 Vrtáky E pro nerezovou ocel s vnitřním chlazením rimární aplikace Řada karbidových vrtáků B210_ je specificky určena pro nerezové oceli. abízí vysoké výkony a dlouhou životnost pro normální oceli a titanové
Vrtáky E pro nerezovou ocel s vnitřním chlazením rimární aplikace Řada karbidových vrtáků B210_ je specificky určena pro nerezové oceli. abízí vysoké výkony a dlouhou životnost pro normální oceli a titanové
univerzálnost T9315 T9325 Nové soustružnické materiály www.pramet.com
 univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
univerzálnost www.pramet.com Nové soustružnické materiály řady T93 s MT-CVD povlakem P M nové soustružnické materiály řady T93 Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T93.
VRTÁKY ZE SLINUTÉHO KARBIDU VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY. Popis ikon. Force X Nová řada univerzálních nástrojů.
 Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Nové výrobky 2017.1 OBSAH VRTÁKY ZE SLINUTÉHO KARBIDU 4 5 5 Force X Nová řada univerzálních nástrojů R6011 Navrtávák R7131 Karbidové vrtáky pod závity VYSOCE VÝKONNÉ VÝMĚNNÉ VRTACÍ HLAVY 34 Hydra R970
Nejdůležitější novinky
 T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
T-Max P - geometrie pro ISO S Komplexní řada nových geometrií pro produktivní soustružení žárovzdorných a titanových slitin orientovaná na snížení tlaku nástroje na obrobek a kontrolu utváření třísky.
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí
 CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
CoroMill 390 Stopkové frézy s velikostí břitových destiček 07 Třída GC1130 pro obrábění ocelí S novými stopkovými frézami malých průměrů, opatřenými břitovými destičkami velikosti 07, lze nyní osvědčenou
Nástroje pro efektivní upichování a zapichování
 Nástroje pro efektivní upichování a zapichování Potenciál pro upichování CoroCut QD je nejodolnější a nejvyspělejší koncepce pro upichování a zapichování na trhu. Je ideální pro bezpečné upichování nebo
Nástroje pro efektivní upichování a zapichování Potenciál pro upichování CoroCut QD je nejodolnější a nejvyspělejší koncepce pro upichování a zapichování na trhu. Je ideální pro bezpečné upichování nebo
M370. Aplikace s vysokými posuvy Řada M370
 Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Aplikace s vysokými posuvy Řada M370 Řada M370 je vybavena nejmodernější technologií břitových destiček s nejvyšším výkonem a spolehlivostí a je určena pro vysokou produktivitu dosaženou vysokými posuvy.
Modulární vrtací systém KSEM PLUS
 Modulární vrtací systém KSEM PLUS Koncepce vrtáků KSEM PLUS je jednoduchá, ale účinná. Kombinuje výhody modulárních vrtáků KSEM (vysoké posuvy a hodnoty poměru [L/D] ) s výhodami vrtáků s výměnnými břitovými
Modulární vrtací systém KSEM PLUS Koncepce vrtáků KSEM PLUS je jednoduchá, ale účinná. Kombinuje výhody modulárních vrtáků KSEM (vysoké posuvy a hodnoty poměru [L/D] ) s výhodami vrtáků s výměnnými břitovými
Přehled sort pro řezné materiály Kennametal
 VÝBĚR ÁTROJE DLE EA ERFECT VÝĚÉ BŘITOVÉ DETIČY ÁTROJOVÉ DRŽÁY VDI ADATÉRY ZAICOVÁÍ A UICOVÁÍ ZÁVITOVÁÍ ÁTROJE RO ECIFICÉ ALIACE ÁTROJOVÉ UÍAČE BŘITOVÉ DETIČY EA CLAIC TECICÁ DATA REJTŘÍ řehled sort pro
VÝBĚR ÁTROJE DLE EA ERFECT VÝĚÉ BŘITOVÉ DETIČY ÁTROJOVÉ DRŽÁY VDI ADATÉRY ZAICOVÁÍ A UICOVÁÍ ZÁVITOVÁÍ ÁTROJE RO ECIFICÉ ALIACE ÁTROJOVÉ UÍAČE BŘITOVÉ DETIČY EA CLAIC TECICÁ DATA REJTŘÍ řehled sort pro
TM Tools s.r.o. DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
 Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
Nr. 194-12/2011-CZ-TM TM Tools s.r.o Double Mill DM4 Frézovací nástroje nové generace Přednosti nástroje DM4: multifunkční frézovací systém nabízí hospodárné využití 4 řezných hran u břitových destiček
CoroMill QD. Vysoce bezpečné a spolehlivé frézování drážek
 CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
CoroMill QD Vysoce bezpečné a spolehlivé frézování drážek Hlavní problém při frézování drážek, především při obrábění hlubokých a úzkých drážek, obvykle představuje odvádění třísek. CoroMill QD je první
MC6015 MC6025. Posouváme hranice soustružení oceli. FP/LP MP/RP TOOLS NEWS. Řada destiček podle ISO pro soustružení korozivzdorné oceli B196CZ
 TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
TOOLS NEWS 05.4 Aktualizace B96CZ Řada destiček podle ISO pro soustružení korozivzdorné oceli Posouváme hranice soustružení oceli. FP/ /RP Řada destiček podle ISO pro soustružení korozivzdorné oceli /
univerzálnost T9315 T9325 Nové soustružnické materiály
 univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
univerzálnost www.pramet.com Nové soustružnické materiály řady T9300 s MT-CVD povlakem T9315 T9325 P M nové soustružnické Přinášíme novou UP!GRADE GENERACI soustružnických materiálů s označením T9300.
MB4020 NÁSTROJE NOVINKY. Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí.
 NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
NÁSTROJE NOVINKY 2014.01 Aktualizace B168CZ Nástrojový materiál PKNB pro slinuté slitiny a litiny Brání tvorbě otřepů a přispívá ke stabilizaci rozměrové přesnosti dokončovaných součástí. Nástrojový materiál
Řezné materiály www. www t. u t n u g n a g loy o. y c. z c
 Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Řezné materiály www.tungaloy.cz PRODUKTY Povlakované karbidy CVD A002 Povlakované karbidy PVD A003 Keramika A005 Cermety A005 CBN (T-CBN) A006 PCD (T-DIA) A007 Nepovlakované slinuté karbidy A007 Tungaloy
Nemusíte být velmistr a přesto svoji hru vždycky vyhrajete.
 PRODUCTS Nemusíte být velmistr a přesto svoji hru vždycky vyhrajete. Vítězné tahy provedeme za Vás. 2 FOCUS products Optimalizace toku výroby Zavedení nových produktů Program celkového snížení nákladů
PRODUCTS Nemusíte být velmistr a přesto svoji hru vždycky vyhrajete. Vítězné tahy provedeme za Vás. 2 FOCUS products Optimalizace toku výroby Zavedení nových produktů Program celkového snížení nákladů
Akce JARO 2017 JONGEN. UNI-MILL. akční nabídka frézovacích těles a destiček AKCE
 AKCE 2017 Akce JARO 2017 akční nabídka frézovacích těles a destiček Milling tools made by JONGEN. UNI-MILL VarioTool s.r.o. Hálkova 2827/60 CZ-301 00 Plzeň tel.: (+420) 371 120 072 info@variotool.cz www.variotool.cz
AKCE 2017 Akce JARO 2017 akční nabídka frézovacích těles a destiček Milling tools made by JONGEN. UNI-MILL VarioTool s.r.o. Hálkova 2827/60 CZ-301 00 Plzeň tel.: (+420) 371 120 072 info@variotool.cz www.variotool.cz
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH
 BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
BEZPEČNÁ PŘEPRAVA NA NOVÝCH KOLECH www.pramet.com VYMĚNITELNÉ BŘITOVÉ DESTIČKY RCMH - RCMT - RCMX - RCUM OBRÁBĚNÍ NOVÝCH ŽELEZNIČNÍCH KOL ŽELEZNIČNÍ KOLA Železniční kola patří mezi nejdůležitější součásti
Vydání 01/18. Všechny uvedeny bez DPH. HIGH-END třískové obrábění. // Nová definice pro výkon a efektivitu!
 Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
Vydání 01/18 Všechny ceny jsou uvedeny bez DPH HIGH-END třískové obrábění // Nová definice pro výkon a efektivitu! www.hhw.cz AG Power Drills Speciální geometrie, vysoká tuhost a výborný odvod třísek kombinované
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje. Název zpracovaného celku: CAM obrábění
 Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Předmět: Ročník: Vytvořil: Datum: Počítačem řízené stroje 4 ročník Bančík Jindřich 25.7.2012 Název zpracovaného celku: CAM obrábění CAM obrábění 1. Volba nástroje dle katalogu Pramet 1.1 Výběr a instalace
Vysoká spolehlivost při upichování velkých průměrů
 Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
Vysoká spolehlivost při upichování velkých průměrů Prioritní požadavky uživatelů. na operace spojené s upichováním větších průměrů byly zkoumány už v raném stádiu vývoje nové koncepce. Tento průzkum probíhal
Inovační vrták pro strojírenský sektor
 Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Vrtáky z tvrdokovu Inovační vrták pro strojírenský sektor PLUS8, NĚMECKÁ TECHNOLOGIE S ITALSKÝM SRDCEM. Výrobní zařízení a Centra pro výzkum a vývoj v Evropě a Severní Americe umožňují firmě Cruing nabízet
Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem
 CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
CoroMill 745 Koncepce s oboustrannými mnohobřitými břitovými destičkami s pozitivním záběrem Tajemstvím unikátní frézy CoroMill 745 je patentovaný systém ustavení břitových destiček. Nakloněním břitové
NOVINKY NÁSTROJŮ CZ- 75. Nová kvalita pro účinné a spolehlivé hrubování ACE-POVLAK AC830P. Nový. Pro přerušované a nepřerušované řezy
 NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
NOVINKY NÁSTROJŮ CZ- 75 Nová kvalita pro účinné a spolehlivé hrubování Nový ACE-POVLAK Nový Super FF ultra tvrdý ultra hladký povlak Vynikající odolnost proti otěru a vylamování Pro přerušované a nepřerušované
Nejdůležitější novinky
 CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
CoroMill 316 První frézovací nástroj pro systém výměnných řezných hlav využívajících závitovou spojku mezi karbidovou hlavou a stopkou nástroje. Díky své flexibilitě umožňuje tato koncepce použití pro
Vysoce přesné házení zajišťuje účinné obrábění
 TOOLS NEWS B222CZ Nástroj s kruhovou destičkou pro těžkoobrobitelné materiály ARP Vysoce přesné házení zajišťuje účinné obrábění ARP Nástroj s kruhovou destičkou pro těžkoobrobitelné materiály Nejvyšší
TOOLS NEWS B222CZ Nástroj s kruhovou destičkou pro těžkoobrobitelné materiály ARP Vysoce přesné házení zajišťuje účinné obrábění ARP Nástroj s kruhovou destičkou pro těžkoobrobitelné materiály Nejvyšší
Modulární systém Coromant EH
 Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Modulární systém Coromant EH Flexibilní nástrojové vybavení pro díry malých průměrů Z hlediska ziskovosti má při obrábění kovů naprosto zásadní význam dosah nástrojů až k obtížně přístupným partiím obráběné
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí MC6025. Posouváme hranice obrábění oceli
 Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí 2014.01B196CZ Posouváme hranice obrábění oceli Slinuté karbidy povlakované materiálem CVD pro obrábění ocelí a Černý extra rovnoměrný povlak
Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu
 Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu Zvyšte axiální hloubku řezu pomocí nové víceřadé frézy Mill 1-14 se zuby ve šroubovici od společnosti Kennametal. Fréza Mill
Snadná obsluha Víceřadé frézy Mill 1-14 se zuby ve šroubovici od Kennametalu Zvyšte axiální hloubku řezu pomocí nové víceřadé frézy Mill 1-14 se zuby ve šroubovici od společnosti Kennametal. Fréza Mill
VRTÁNÍ 2010 Win with Widia
 ŘEZNÉ NÁSTROJE VRTÁNÍ 2010 Win with Widia WIDIA znamená kompletní kvalitu Hlavním cílem společnosti WIDIA, která je již více než 80 let inovátorem v této oblasti, je navrhovat a vyrábět nástroje pro obrábění
ŘEZNÉ NÁSTROJE VRTÁNÍ 2010 Win with Widia WIDIA znamená kompletní kvalitu Hlavním cílem společnosti WIDIA, která je již více než 80 let inovátorem v této oblasti, je navrhovat a vyrábět nástroje pro obrábění
Minimaster Plus Minimaster Plus 398
 Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Minimaster Plus 398 Výběr řezné hlavičky, držáku a řezných podmínek. Výběr velikosti kužele Vhodná velikost kužele je určena tvarem obrobku a zamýšleným způsobem obrábění. Pro nejvyšší tuhost a stabilitu
Nové vysoce pozitivní destičky se třemi břity
 Nové vysoce pozitivní destičky se třemi břity 3 radiusy břity velikosti Nová generace destiček se třemi profilovanými břity s karbidy Vysoce produktivní frézování díky silným destičkám a využití tří řezných
Nové vysoce pozitivní destičky se třemi břity 3 radiusy břity velikosti Nová generace destiček se třemi profilovanými břity s karbidy Vysoce produktivní frézování díky silným destičkám a využití tří řezných
TM Tools s.r.o. Destičky na obrábění hliníku -AL -ALX. Nová generace soustružení. Zvláštnosti. Nr. 226/2011-CZ-TM
 Nr. 226/2011-CZ-TM TM Tools s.r.o -AL Destičky na obrábění hliníku Nová generace soustružení -ALX Zvláštnosti dvě geometrie pro různé aplikace leštěné provedení malý řezný odpor stabilní řezná hrana nový
Nr. 226/2011-CZ-TM TM Tools s.r.o -AL Destičky na obrábění hliníku Nová generace soustružení -ALX Zvláštnosti dvě geometrie pro různé aplikace leštěné provedení malý řezný odpor stabilní řezná hrana nový
Revoluce v soustružení korozivzdorné oceli
 2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
2014.01 voluce v soustružení Vynikající odolnost proti opotřebení rýhami a dobré omezení otřepu. Dlouhá životnost nástroje díky vysoké odolnosti proti plastické deformaci. B201CZ Řada destiček podle ISO
Karbidové technické frézy
 autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
autorizovaný distributor Karbidové technické frézy Rozšířený sortiment 2016 1 KARBIDOVÉ TECHNICKÉ FRÉZY Rozšířený sortiment 2016 PŘEDSTAVENÍ Doplňujeme řadu karbidových technických fréz vysoké kvality.
Prodejní a marketingový tým firmy Widia
 OVÉ ÁTROJE 2009 Pro naše vážené zákazníky: polečnost Widia, přední inovátor po více než 80 let, nabízí nejkompletnější portfolio přesných řezných nástrojů a zakaznických řešení dostupných v současnosti
OVÉ ÁTROJE 2009 Pro naše vážené zákazníky: polečnost Widia, přední inovátor po více než 80 let, nabízí nejkompletnější portfolio přesných řezných nástrojů a zakaznických řešení dostupných v současnosti
AHX640S. Nové 14hranné destičky pro obrábění ocelí a korozivzdorných ocelí. B186C. Univerzální čelní fréza s vícehrannými destičkami
 Univerzální čelní fréza s vícehrannými destičkami 2014.01 Aktualizace B186C Nové 14hranné destičky pro obrábění ocelí a korozivzdorných ocelí. Unikátní čelní fréza pro obrábění ocelí a litin Unikátní 14hranná
Univerzální čelní fréza s vícehrannými destičkami 2014.01 Aktualizace B186C Nové 14hranné destičky pro obrábění ocelí a korozivzdorných ocelí. Unikátní čelní fréza pro obrábění ocelí a litin Unikátní 14hranná
velký GURMÁN SNGX 13 LNET 16 S DESTIČKAMI VE ŠROUBOVICI
 velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
velký GURMÁN www.pramet.com Nové HRUBOVACÍ VÁLCOVÉ FRÉZY S ESTIČKAMI VE ŠROUBOVICI SNGX 13 LNET 16 Nové frézy s destičkami ve šroubovici Nová koncepce fréz estičky s 8 řeznými hranami okonalé upnutí Vnitřní
NÁSTROJE NOVINKY B055H. Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000. Nová generace vysoce výkonných fréz.
 NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
NÁSTROJE NOVINKY B055H Víceúčelová fréza s vyměnitelnými destičkami APX3000/4000 Nová generace vysoce výkonných fréz. Víceúčelová obráběcí fréza APX3000/4000 Víceúčelová Nástroj APX je vysoce účinný v
Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů.
 Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
Výměnné karbidové vyvrtávací destičky Inovativní upínání destičky nabízí stabilitu a spolehlivost při vrtání malých otvorů. y Rozsah průměrů ø10,0-ø18,4, L/D 1,5, 3,5 a 8 Aktualizace 2014.01 B167E Krátký
VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK
 VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK 1.Fréza na plochy na SNHX1206: Čelní nástrčná fréza s širokým rozsahem použití Nový rozvoj oboustranných destiček 8 řezných hran s pozitivním
VYUŽIJTE ÚSPORY NAKUPTE FRÉZY SE SLEVOU PŘI URČITÉM ODBĚRU DESTIČEK 1.Fréza na plochy na SNHX1206: Čelní nástrčná fréza s širokým rozsahem použití Nový rozvoj oboustranných destiček 8 řezných hran s pozitivním
Výhoda: Snadná přeměna na označovací nástroj Možnost rýhování bez ponoru Levné rýhování Poznámky: Výška hrotu je integrována v nástroji!
 Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
Držák rýhovacího lisu s rýhovacím kolečkem DIN 82 RAA, RBL, RBR, RGE, RGV, RKE a RKV v oceli, nerezové oceli a neželezných (NF) ech s pevností do 1700 N/mm 2 (se 4% roztažností). Držák nástroje z kalené
KATALOG 2019 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5
 KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2019 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 6 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
MP102CZ ŘADA MINI-EY SYSTÉM PŘESNÉHO ZAPICHOVÁNÍ
 ŘADA MINI-EY SYSTÉM PŘESNÉHO ZAPICHOVÁNÍ 2018.10 MP102CZ MINI-EY-IC S VNITŘNÍM PŘÍVODEM ŘEZNÉ KAPALINY Nová moderní řada Mini-EY-IC s vnitřním přívodem řezné kapaliny představuje krok vpřed ve využitelnosti.
ŘADA MINI-EY SYSTÉM PŘESNÉHO ZAPICHOVÁNÍ 2018.10 MP102CZ MINI-EY-IC S VNITŘNÍM PŘÍVODEM ŘEZNÉ KAPALINY Nová moderní řada Mini-EY-IC s vnitřním přívodem řezné kapaliny představuje krok vpřed ve využitelnosti.
Soustružnické nástroje
 Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
Obráběcí nástroje Sandvik oromant Soustružnické nástroje VŠEOENÉ SOUSTRUŽENÍ UPOVÁNÍ A ZAPOVÁNÍ ŘEZÁNÍ ZÁVTŮ NÁSTROOVÉ SYSTÉMY 2012 TURN - ZE Obsah Aplikace Úvod Produkty Přehled Výměnné řezné hlavy Vnější
Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed
 New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
New Září 2018 Nové produkty pro obráběcí techniky WTX Speed WTX Feed Vrtání v oblasti High-End vylepšená technologie povlakování Dragonskin značně zvýší pracovní výkon vrtáků WTX Speed a WTX Feed www.wnt.com
ARMOR CT PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 108 106 00 Praha 10
 PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
PILOVÉ PÁSY A ŘEZNÉ KAPALINY ŘEZÁNÍ NIKDY NEBYLO SNAŽŠÍ! CIBET Proficentrum Záběhlická 8 6 00 Praha tel.: +4 272 660 700 fax.: +4 272 6 69 GSM: +4 602 260 491 e-mail: cibet@cibet.cz http://www.cibet.cz
NÁSTROJE NOVINKY B194CZ Cermetová destička pro oceli povlakovaná PVD MP3025. Zaručuje vynikající drsnost povrchu obrobené plochy.
 NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
NÁSTROJE NOVINKY Cermetová destička pro oceli povlakovaná PVD 3025 2014.01 B194CZ Zaručuje vynikající drsnost povrchu obrobené plochy. Cermetová destička pro oceli povlakovaná PVD Cermetová destička pro
Obráběný materiál. Vrtání. Rozměry (mm) Prům. Náhradní díly. Rozsah použití dle průměrů těles. Výměnné vrtáky TDX. Kompatibilní.
 Prům. Náhradní díly. Rozsah použití dle průměrů těles. Výměnné vrtáky TDX. Kompatibilní.") Šroubovice B B B B Šroubovice Hloubka vrtání Vnější Hloubka vrtání Neželezné Superslitiny V této kapitole jsou produkty řazeny v následujícím pořadí: Vrtací nástroje TAC Vrtáky V jednotlivých produktových
Šroubovice B B B B Šroubovice Hloubka vrtání Vnější Hloubka vrtání Neželezné Superslitiny V této kapitole jsou produkty řazeny v následujícím pořadí: Vrtací nástroje TAC Vrtáky V jednotlivých produktových
VÝROBNÍ PROGRAM TK NÁSTROJE
 TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
TM Tools s.r.o. VÝROBNÍ PROGRAM TK NÁSTROJE JD5 JD JD JD O N E B O R R Č Y V V Frézy válcové čelní /3// břité Frézy kopírovací - břité Frézy válcové čelní - břité, 35 / Frézy válcové čelní 3//5/ - břité
ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ
 VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
VQ ČELNÍ STOPKOVÉ FRÉZY S TLUMENÍM VIBRACÍ PRO OBRÁBĚNÍ TĚŽKOOBROBITELNÝCH MATERIÁLŮ 218.1 B197CZ VQ REVOLUČNÍ VÝKON U TĚŽKOOBROBITELNÝCH MATERIÁLŮ INOVATIVNÍ TECHNOLOGIE Čelní stopkové frézy VQ byly opatřeny
NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ
 2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
2015/08 NÁSTROJE A TECHNOLOGIE ČESKÉ VÝROBKY VE ŠPIČKOVÉ KVALITĚ FRÉZY PRO VÝROBU FOREM MIKROFRÉZY 70 HRC KULOVÉ 70 HRC KULOVÉ 55 HRC KUŽELOVÉ 5 FRÉZY VÁLCOVÉ UNIVERZÁLNÍ HRUBOVACÍ DOKONČOVACÍ 70 HRC
Materiály. Produkty 1-2 1-4 1-6 1-8 1-10 1-12 1-13 1-14 1-15
 Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
Produkty Přehled řezných materiálů... Povlakovaný karbid / CVD... Povlakovaný karbid/ PVD... Cermet... PCBN (T-CBN)... PCD (T-DIA)... Keramika... Nepovlakovaný slinutý karbid... Submikronové slinuté karbidy...
strana 29 strana 8 strana 28
 platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
platnost do 30.09.202 strana 6 strana 6 strana 27 strana 9 strana 7 strana 8 strana 24 strana 5 strana 5 strana 28 strana 29 strana 3 strana 28 strana 28 2 strana 23 strana 38+39 strana 20-22 strana 25+26
KATALOG 2017 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4
 KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
KATALOG 2017 OBSAH KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 2 BŘITÉ OR201, OR202 3 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 3 BŘITÉ OR301 4 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ 4 BŘITÉ OR401, OR402 5 KARBIDOVÉ FRÉZY VÁLCOVÉ ČELNÍ
SUMO TEC nejnovější nástrojové soustavy firmy ISCAR pro třískové obrábění kovů.
 SUMO TEC nejnovější nástrojové soustavy firmy ISCAR pro třískové obrábění kovů. Dlouhá řada inovačního úsilí naší firmy směřující od jejích prvopočátků k stále dokonalejšímu nástroji dnešní vyspělé velkovýroby
SUMO TEC nejnovější nástrojové soustavy firmy ISCAR pro třískové obrábění kovů. Dlouhá řada inovačního úsilí naší firmy směřující od jejích prvopočátků k stále dokonalejšímu nástroji dnešní vyspělé velkovýroby
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
FRÉZOVACÍ & VRTACÍ NÁSTROJE
 METRICKÉ FRÉZOVACÍ & VRTACÍ ÁTROJE FRÉZOVACÍ & VRTACÍ ÁTROJE WIDIA znamená kompletní kvalitu Více než 80 let přichází WIDIA Products Group na trh s inovacemi v oblasti návrhu a výroby obráběcích nástrojů,
METRICKÉ FRÉZOVACÍ & VRTACÍ ÁTROJE FRÉZOVACÍ & VRTACÍ ÁTROJE WIDIA znamená kompletní kvalitu Více než 80 let přichází WIDIA Products Group na trh s inovacemi v oblasti návrhu a výroby obráběcích nástrojů,
4 Řešení obrábění 6 Tým řešení CeramTec 8 řezných materiálů Letecký průmysl soustružení Speciální tvrdé obrábění upichování frézování vyvrtávání
 Vozidla Letecký průmysl Převodovky a ložiska Strojní výroba Větrná energie 2 Obsah 4 Řešení obrábění pro průmyslové sektory 6 Tým řešení CeramTec 8 Řešení řezných materiálů 10 Letecký průmysl a superslitiny
Vozidla Letecký průmysl Převodovky a ložiska Strojní výroba Větrná energie 2 Obsah 4 Řešení obrábění pro průmyslové sektory 6 Tým řešení CeramTec 8 Řešení řezných materiálů 10 Letecký průmysl a superslitiny
odolnost M9315 M9325 M9340 nové frézovací materiály www.pramet.com
 odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
odolnost www.pramet.com nové frézovací materiály řady M93 s MT-CVD povlakem P M Materiál je členem nové UP!GRADE GENERACE materiálů. Jedná se o frézovací materiál vyvinutý pro dosažení vysoké produktivity
NOVÉ PRODUKTIVNÍ 5-BŘITÉ FRÉZY DO 45 HRc
 NOVÉ PRODUKTIVNÍ 5-BŘITÉ FRÉZY DO 45 HRc 5-břité frézy s povlakem TiAlN-SH, UWC, zaručuje silnou řeznou hranu a ostrost pro vylepšenou životnost. Silná řezná hrana umožňuje vyšší hloubky řezu při odpovídajících
NOVÉ PRODUKTIVNÍ 5-BŘITÉ FRÉZY DO 45 HRc 5-břité frézy s povlakem TiAlN-SH, UWC, zaručuje silnou řeznou hranu a ostrost pro vylepšenou životnost. Silná řezná hrana umožňuje vyšší hloubky řezu při odpovídajících
B210CZ MS6015 NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY
 2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
2017.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
B210CZ MS6015 NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY
 2018.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
2018.04 B210CZ NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO OBRÁBĚNÍ MALÝCH DÍLŮ PŘESNĚJŠÍ TOLERANCE ROZMĚRU DESTIČKY NÁSTROJOVÝ MATERIÁL ZE SLINUTÉHO KARBIDU S PVD POVLAKEM PRO NELEGOVANÉ
Řezná keramika. Moderní a produktivní způsob obrábění žárovzdorných slitin
 Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Řezná keramika Moderní a produktivní způsob obrábění žárovzdorných slitin Obrábění pomocí řezné keramiky Použití Keramické třídy je možné použít pro široký okruh aplikací a materiálů, přičemž nejčastěji
Exkluzivní tvar pro zahlubování
 Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
Vysoce přesné vrtáky Violet pro válcové zahlubování 214.1 B159CZ Zahrnuty nové rozměry Exkluzivní tvar pro zahlubování y Inovativní geometrie břitu pro vysoce výkonné válcové zahlubování. y Vynikající
Aby se upichování a zapichování staly vašimi oblíbenými operacemi
 Aby se upichování a zapichování staly vašimi oblíbenými operacemi A mohli jste si spokojeně užívat výhod optimalizované výroby s důmyslnými a úspornými řešeními Jakožto zvláštní kategorie soustružení s
Aby se upichování a zapichování staly vašimi oblíbenými operacemi A mohli jste si spokojeně užívat výhod optimalizované výroby s důmyslnými a úspornými řešeními Jakožto zvláštní kategorie soustružení s
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539
 _HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539
_HH_Katalog_202_CZ_HH Grundlayout 2008 9.09.202 3:45 Seite. Přehled spirálových vrtáků Značka DIN 0 0 0 0 0 0 0 0 0 0 0 Dílenská norma Dílenská norma Dílenská norma Dílenská norma 6539 6539 6539 6539 6539