Střední průmyslová škola, Hronov, Hostovského 910, Hronov
|
|
|
- Jaromír Ševčík
- před 9 lety
- Počet zobrazení:
Transkript
1 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura: VY_INOVACE_STR_2 Programování CNC obráběcích strojů Střední průmyslová škola, Hronov, Hostovského 910, Hronov CZ.1.07/1.5.00/ III/2 Inovace a zkvalitnění výuky prostřednictvím ICT M/01 Strojírenství CNC soustružení, CNC frézování Praxe, 3. ročník Dalibor Hanzl Metodická příručka sw S2000 a sw F2000, vlastní přípravy, internetové zdroje uvedené v jednotlivých DUM Datum vytvoření: Anotace Využití ve výuce Sada prezentací a pracovních listů, písemné a praktické ověření získaných dovedností a vědomostí, aplikace při obsluze a programování CNC obráběcích strojů. Prezentace nového učiva, upevňování učiva, praktická činnost při obsluze a programování, opakování. Vytvořeno v rámci projektu OP VK zavedení nové oblasti podpory 1.5 s názvem Zlepšení podmínek pro vzdělávání na středních školách. Stránka 1 z 1

2 VY_32_INOVACE_STR_2_01 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY


3 SEŘIZOVÁNÍ STROJE SUF 16 CNC

4 Ruční režim najetí do výchozího bodu programu

5 Osa Z Nástroj posuneme ve směru osy Z Dotkneme se čela obrobku Vynulujeme souřadnici osy Z (klávesa F8)

6 Osa X Na obrobku soustružíme zkušební průměr Vynulujeme souřadnici osy X (klávesa F7) Změříme zkušební průměr
 Změříme")
7 Osa rotace obrobku Nástroj posuneme o naměřenou hodnotu ve směru osy X do osy rotace obrobku Znovu vynulujeme souřadnici osy X (F7)


8 Souřadnice výchozího bodu Nástroj posuneme ve směru osy X a potom ve směru osy Z na hodnoty zadané v programu ve funkci G92 Např. G92 X 60 Z 30

9 Přídavek na zarovnání Při potřebě zarovnání čelní plochy obrobku odečteme na ose Z velikost přídavku (např. 5 mm) Vzdálenost mezi nástrojem a obrobkem bude o velikost přídavku menší
 Vzdálenost mezi nástrojem a obrobkem")

10 Nezapomeň Pozor! Při tomto postupu NESMÍ svítit kontrolka RAD Souřadnice osy X musí být zobrazena jako hodnota průměru (ne poloměru)

11 Použité zdroje Software S2000 firmy Eltek Kroměříž Software TopSolid firmy Missler Software

12 Děkuji za pozornost

13 VY_32_INOVACE_STR_2_02 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY

14 SEŘIZOVÁNÍ NÁSTROJŮ - KOREKCE

15 Měření korekcí nástrojů Na seřizovacím přístroji Na stroji dotykem o obrobek (L28 CNC) Na stroji pomocí sondy nebo čidla Na stroji pomocí mikroskopu (SUF 16 CNC)

16 Korekce na soustruhu SUF 16 CNC Korekce měříme vzhledem k prvnímu nástroji T1 korekce X = 0 korekce Z = 0


17 Korekce ruční režim
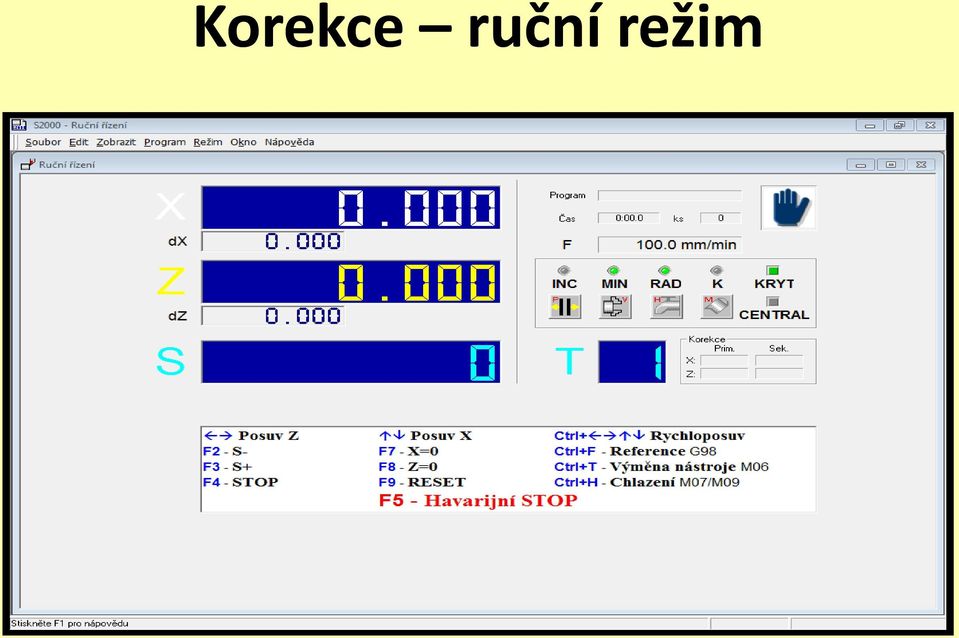
18 Měření a zápis do funkce M06 Upneme mikroskop na lože stroje Nástroj T 1 nastavíme pod mikroskop Vynulujeme souřadnice osy X a Z Nástroj T 2 nastavíme pod mikroskop Zapíšeme hodnoty korekcí na ose X a Z Stejně postupujeme u nástrojů T 3 až T 6 Korekce zapisujeme do funkce M06 (X Z T) POZOR musí svítit kontrolka RAD (poloměr)
 POZOR musí svítit kontrolka RAD")

19 Korekce tabulka korekcí
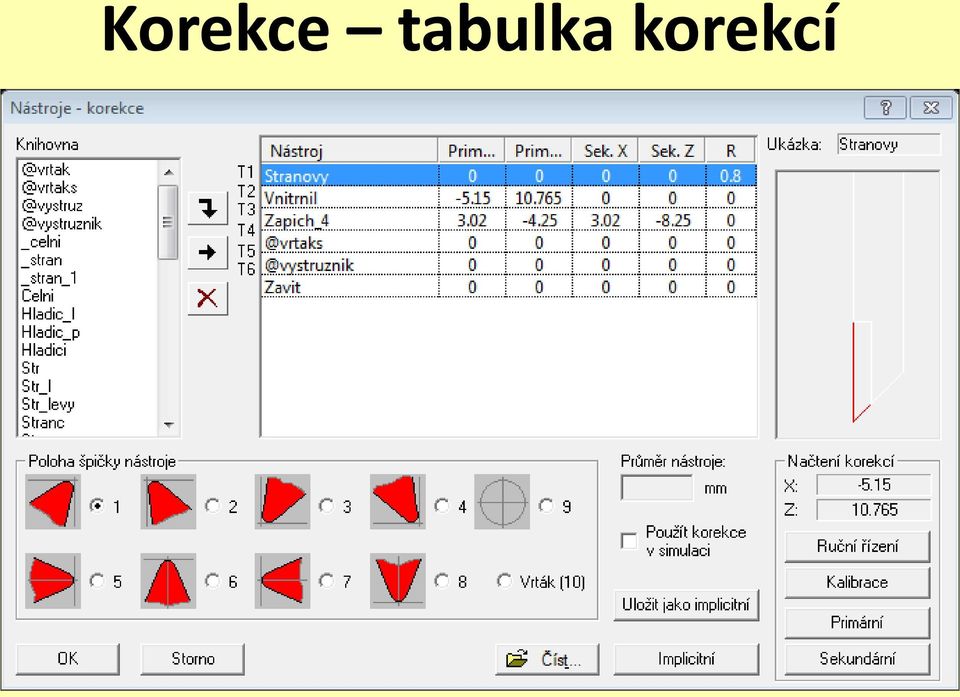
 Nástroj T 2 nastavíme pod mikroskop Přepneme režim simulace Tlačítkem Primární nebo Sekundární zapíšeme do tabulky Nástroj T 3 atd.")
20 Měření a zápis do tabulky Vybereme nástroje T 1 až T 6 Přepneme ruční řízení Nástroj T1 nastavíme pod mikroskop Vynulujeme hodnoty X a Z (F 7 a F 8) Nástroj T 2 nastavíme pod mikroskop Přepneme režim simulace Tlačítkem Primární nebo Sekundární zapíšeme do tabulky Nástroj T 3 atd.

21 Zápis korekcí v NC programu Do funkce M06 X Z T - mají přednost před korekční tabulkou Pro výměnu nástroje stačí adresa T T 2 nástroj číslo 2 a korekce z řádku 2 T nástroj číslo 2 a korekce z řádku 12 T 2*, T0212* - nástroj číslo 2 a sekundární korekce

22 Funkce G41 a G42 G 41 korekce na poloměr špičky nástroje vlevo od kontury G 42 korekce na poloměr špičky nástroje vpravo od kontury Do tabulky musíme doplnit : R = poloměr špičky nástroje Polohu špičky nástroje
23 Použité zdroje Software S2000 firmy Eltek Kroměříž Software TopSolid firmy Missler Software
24 Děkuji za pozornost
25 VY_32_INOVACE_STR_02_03 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
26 Výkres součásti: Programování součástí dle výkresu
27 Zadání 1: Vypracujte CNC program na obrobení dané součásti. Programování absolutní, zarovnání čelní plochy, soustružení kontury načisto, výchozí souřadnice programu X 50, Z 50 G92 X 50 Z 50 M06 X 0 Z 0 T 1 M03 S 2500 G00 X Z G01 X Z F G01 X Z F G00 X Z G01 X Z F G X Z G X Z G X Z R G X Z G X Z G X Z G X Z R G X Z G X Z G X Z G X Z G00 X 50 Z 50 / návrat do výchozích souřadnic M30
28 Zadání 2: Vypracujte a doplňte CNC program na obrobení dané součásti. Programování přírustkové, zarovnání čelní plochy, soustružení kontury načisto, výchozí souřadnice programu X 50, Z 50 G91 M06 X 0 Z 0 T 1 M03 S 2500 G00 X Z G01 X Z F G01 X Z F G00 X Z G01 X Z F G X Z G X Z G X Z R G X Z G X Z G X Z G X Z R G X Z G X Z G X Z G X Z G00 X Z / návrat do výchozích souřadnic M30
29 Zadaná úloha slouží k opakování programování absolutního a přírůstkového při použití funkcí G00, G01, G02 a G03. Kontrola vypracovaných CNC programů bude provedena grafickou simulací v softwaru S 2000 Eltek Kroměříž. Použité zdroje: Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
30 VY_32_INOVACE_STR_2_04 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY

31 Grafická simulace - nastavení

32 Obrobek Menu Obrobek Rozměry nastavíme průměr délku vnitřní průměr středící důlek

33 Nástroje Menu Nástroj Nástroj korekce z knihovny vybereme nástroje doplníme poloměr špičky nástroje určíme polohu špičky nástroje

34 Nulový bod obrobku Menu Nástroj Nulový bod osa X = 0 osa Z = délka obrobku přídavek na zarovnání čela Nulový bod obrobku je označen zeleným křížkem

35 Výchozí bod programu Menu Nástroj Souřadnice osa X zadáme průměr (větší než obrobek) osa Z kladná hodnota vztažný bod volíme nulový bod obrobku - W Hodnoty X a Z dle funkce G92 v programu

36 Upínač obrobků Menu Stroj Upínač obrobků vybereme vhodný typ upnutí zadáme skutečné rozměry dle upínače použitého na stroji

37 Zobrazení simulace Menu Nastavit Zobrazení simulace vybereme typ pohled, řez, pohled/řez vybereme ukázat dráhy nástroje, obrobenou plochu, středy oblouků barvy doporučeno výchozí nastavení
38 CNC program Do okna editoru napíšeme CNC program G92 X 80 Z 40 M06 X 0 Z 0 T 1 M03 S 2500 G00 X 40 Z 6 G01 Z -40 F 100 G02 X 50 Z -45 R 5 G01 X 55 G00 X 80 Z 40 CNC program uložíme
 F 9 start simulace plynule")
39 Simulace F 8 start simulace po větách (blok po bloku) F 9 start simulace plynule (kontinuální)
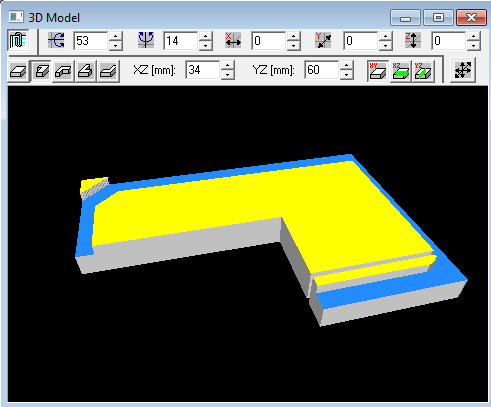
40 3D model
41 Použité zdroje Software S2000 firmy Eltek Kroměříž
42 Děkuji za pozornost
43 VY_32_INOVACE_STR_2_05 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
44 Pevné obráběcí cykly G64 podélné hrubování G66 zapichovací cyklus G68 čelní hrubování G73 vrtání s přerušením
45 G64 podélné hrubování G64 X Z H F Odebíráním třísky o hloubce H je prováděno podélné hrubování postupně až na souřadnici (nebo o vzdálenost) X a Z Pracovní posuv rychlostí F, ostatní rychloposuv Ukončení začištěním čela a návratem do původní polohy
46 Výchozí poloha cyklu G64

47 G64 X 60 Z -50 H 5 F 200
48 G68 čelní hrubování G68 X Z H F Odebíráním třísky o hloubce H je prováděno čelní hrubování postupně až na souřadnici (nebo o vzdálenost) X a Z Pracovní posuv rychlostí F, ostatní rychloposuv Ukončení začištěním obrobené plochy a návratem do původní polohy

49 Výchozí poloha cyklu G68

50 G68 X 40 Z -30 H 5 F 200
51 G66 zapichovací cyklus G66 X Z H F Zapichovacím nožem o šířce H je prováděn zápich postupně až na souřadnici (nebo vzdálenost) X a Z Pracovní posuv rychlostí F, ostatní rychloposuv Ukončení začištěním obrobené plochy a návratem do původní polohy Pozor nástroj musí být seřízen na pravou špičku

52 Výchozí poloha cyklu G66

53 G66 X 82 Z -40 H 6 F 200
54 G73 vrtání s přerušením G73 Z... H F Vrtání hlubokého otvoru na souřadnici (nebo o vzdálenost) Z Po vyvrtání přírustku H je přerušen posuv pro odlomení třísky Návrat rychloposuvem do původní polohy

55 Výchozí poloha cyklu G73

56 G73 Z -50 H 10 F200
57 Použité zdroje Software S2000 firmy Eltek Kroměříž
58 Děkuji za pozornost
59 VY_32_INOVACE_STR_2_06 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
60 Pevné obráběcí cykly G78 řezání závitu G79 řezání metrického závitu se šikmým přísuvem G81 vrtání G82 - cyklus ubírání třísky, kuželový koncový obrys
61 G78 řezání závitu G78 X Z H K Odebíráním třísky o hloubce H je řezán závit o stoupání K postupně až na souřadnici (nebo o vzdálenost) X a Z Ukončení návratem do původní polohy X = malý průměr závitu dle tabulek

62 Výchozí poloha cyklu G78

63 G78 X 46 Z -35 H 0.8 K 4
64 G79 řezání metrického závitu se šikmým přísuvem G79 X Z H K Význam stejný jako u G78 Přísuv do záběru je rovnoběžný s boční plochou metrického závitu ( 30 )
65 G81 vrtání G81 Z F Vrtání otvoru na souřadnici (o vzdálenost) Z posuvem F Návrat rychloposuvem do původní polohy SUF

66 Výchozí poloha cyklu G81

67 G81 Z -50 F 200
68 G82 ubírání třísky, kuželový obrys G82 X Z E R D H X konečný průměr Z rohový bod kuželového obrysu E koncový bod kuželového obrysu R počáteční průměr D míra nastavení na jeden řez H přídavek na čisto (H=0 bez přídavku)
69 Výchozí poloha cyklu G82

70 G82 X 30 Z -30 E-50 R 54 D 5 H 1 F 200
71 Použité zdroje Software S2000 firmy Eltek Kroměříž
72 Děkuji za pozornost
73 VY_32_INOVACE_STR_2_07 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
74 Podprogramy S 2000 Jsou části CNC programu Jsou volány z hlavního programu pomocí funkcí G25,G26 a G27 Začínají od bloku číslo L nebo od symbolické adresy návěští Jsou napsány ve stejném souboru (CNC programu) Musí být napsány za funkcí M30
75 Podprogramy S 2000 Podprogramy mohou být absolutní nebo přírustkové Mohou být psány v několika úrovních (z hlavního programu do podprogramu 1, z podprogramu 1 do podprogramu 2 atd. a postupně zpátky až do hlavního programu Celkový počet vnoření je 99 Každý podprogram musí být ukončen M17 nebo klíčovým slovem RETURN
76 G25 skok do podprogramu G25 - L L číslo bloku nebo návěští Příklad: G25 L 100 podprogram začíná od bloku N100 G25 pokus1 podprogram začíná od návěští pokus1 Call pokus1 stejný význam
77 G26 - programový cyklus G26 - L J L číslo bloku nebo návěští J počet opakování cyklu Příklad G26 L 50 J 5 cyklus začíná od bloku N50 a bude 5x opakován
78 G27 programový skok G27 - L L číslo bloku nebo návěští Příklad G27 L100 program skočí z aktuálního bloku na blok N100 a bude pokračovat do konce programu
79 G29 textová poznámka, návěští G29 textová poznámka (komentář) Prvních 12 znaků je testováno jako návěští Příklad G29 Pokus2 Návěští může být napsáno i samostatně a musí být ukončeno dvojtečkou : Pokus2:
80 Příklad použití podprogramů G92 X 100 Z 20 M03 S 1000 G00 X 62 Z -25 G25 L 100 G00 Z -50 Call ZÁPICH2 G00 Z -75 Call ZÁPICH G00 X 100 Z 20 M30 N100 G29 ZÁPICH G01 X 55 F 100 G00 X 62 M17 ZÁPICH2: G01 X 45 F 100 G00 X 62 RETURN

81 Grafická simulace
82 Použité zdroje Software S2000 firmy Eltek Kroměříž
83 Děkuji za pozornost
84 VY_32_INOVACE_STR_02_08 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
85 Výkres součásti: Programování součástí obráběcí cykly
86 Vypracujte CNC program s použitím obráběcích cyklů G64 X Z H F podélné hrubování G66 X Z H F zapichovací cyklus G68 X Z H F čelní hrubování G78 X Z H K závitový cyklus G82 X Z E R D H kuželový obrys X konečný průměr Z rohový bod kuželového obrysu E koncový bod kuželového obrysu (Z) R počáteční průměr D míra nastavení na jeden řez H přídavek na čisto (H=0 bez přídavku) Nástroje: T1 T2 T3 stranový zapichovací šířka 4mm závitový přídavek na zarovnání čela = 2,5 mm
87 Dopište CNC program G92 X 80 Z 20 M06 X 0 Z 0 T 1 M03 S 2000 G00 X Z G68 X Z H F G00 X Z G82 X Z E R D H G00 X Z G64 X Z H F G00 X Z M06 X Z T G00 X Z G66 X Z H F G00 X Z M06 X Z T G00 X Z G78 X Z H K G00 X Z M30
88 Vypracovaný CNC program G92 X 80 Z 20 M06 X 0 Z 0 T 1 M03 S 2000 G00 X 67 Z 2,5 G68 X 0 Z 0 H 1 F 100 G00 X 65 Z 2 G82 X 45 Z -55 E -65 R 65 D 2 H 1 G00 X 45 Z 2 G64 X 30 Z -30 H 2 F 100 G00 X 80 Z 20 M06 X 0 Z 0 T 2 G00 X 32 Z -20 G66 X 25 Z - 0 H 4 F 50 G00 X 80 Z 20 M06 X 0 Z 0 T 3 G00 X 30,1 Z 10 G78 X 28 Z -25 H 0,1 K 2 G00 X 80 Z 20 M30
89
90 Zadaná úloha slouží k procvičování použití pevných obráběcích cyklů. Použité zdroje: Software S2000 firmy Eltek Kroměříž Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
91 VY_32_INOVACE_STR_2_09 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
92 Parametrické programování S 2000 umožňuje parametrické programování 100 parametrů označených P0 až P99 Zapisujeme do jednotlivých adres místo tvrdých číselných hodnot Při vykonávání CNC programu se použije aktuální hodnota parametru Hodnota parametru musí být předem definována
93 Příklad definování hodnot parametru G00 X 20 Z 50 P37 = * SIN (45) G01 X 20 Z P37 F 100 P30 = 30 P31 = -5 P32 = P30 + P31
94 Matematické výrazy Číselné hodnoty, další parametry Matematické operace +, -, *, /, ^ (= mocnina) Matematické funkce SIN, COS, TAN, ABS = absolutní hodnota, PI = Ludolfovo číslo, SQRT = 2. odmocnina Závorky ( ) lze zadávat mnohoúrovňově Systém respektuje obvyklou prioritu matematických operací a funkcí
 Enter =")
95 Parametrický kalkulátor Menu Zobrazit Ladění Kalkulátor Zapíšeme výraz SIN(30) Enter = výsledek 0,5

96 Hodnoty parametrů Menu Zobrazit Ladění Parametry Aktuální hodnoty parametrů při vykonávání CNC programu

97 Příklad parametrického programu
98 Parametry P21 = 60 počáteční souřadnice X P22 = -3 přírustek P21 (hloubka třísky) P23 = 2 počáteční souřadnice Z P25 = -50 koncová souřadnice Z P26 = ABS(P22/2) / TAN(30) přírustek P25
99 CNC parametrický program G92 X 60 Z 2 M03 S 800 P21 = 60 P22 = P23 = P25 = P26 = ABS(P22/2) / TAN(30) G26 L50 J5 g00 X 60 Z 2 M30
100 Parametrický podprogram N50 G0 X P21+P22 Z P23 G1 X P21+P22 Z P25+P26 F 100 G1 X P21 Z P25 G0 X P21 Z P23 P21 = P21+P22 // nový průměr X P25 = P25+P26 // nová délka Z M17

101 Grafická simulace
102 Použité zdroje Software S2000 firmy Eltek Kroměříž
103 Děkuji za pozornost
104 VY_32_INOVACE_STR_02_10 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
105 Programování součástí parametrický program Výkres součásti:

106 Vypracujte parametrický program na obrobení polokoule. Dráha nástroje bude po rádiusu, který se bude pravidelně zvětšovat. Dopište parametrický podprogram Zkontrolujte pomocí grafické simulace v S Polotovar průměr 100 x 100 mm Nulový bod X = 0 Z = 100 Výchozí souřadnice X = 100 Z = 20
107 G92 X 100 Z 20 M06 X 0 Z 0 T 1 M03 S 2000 P20 = 100 // výchozí průměr rádiusu P21 = 100 // koncový průměr rádiusu P22 = -10 // přírustek na ose X (hloubka třísky na průměr) P23 = 0 P24 = 5 P25 = -5 P27 = 5 P28 = -5 // výchozí souřadnice Z (polokoule) // rádius // koncová souřadnice Z (rádiusu) // přírustek rádiusu R (pravidelné zvětšování) // přírustek Z G26 L 100 J 10 G00 X 100 Z 20 M30 ////////////////////////////// N100 G00 X P + P Z P G02 X P Z P R P F 200 G00 Z P P20 = P24 = P25 = M17
108 Vypracování N100 G00 X P20+P22 Z P23 G02 X P21 Z P25 R P24 F 200 G00 Z P23 P20 = P20+P22 P24 = P24 + P27 P25 = P25 + P28 M17
109 Zadaná úloha slouží k procvičování parametrického programování a pochopení jeho principu, podstaty a použití. Použité zdroje: Software S2000 firmy Eltek Kroměříž Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
110 VY_32_INOVACE_STR_2_11 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
111 Frézka HWT C 442 CNC Popis panelu stroje Popis řídícího systému Ovládání stroje ruční režim Nastavení systémových parametrů Otevření CNC programu Simulace CNC programu Spuštění CNC programu Klávesové zkratky
112 Panel stroje - popis

113 Řídící systém základní obrazovka

114 Okno poloha nástroje Globální souřadnice po kalibraci stroje určují absolutní polohu nástroje v obráběcím prostoru stroje Lokální souřadnice určují pozici na obrobku a jsou řídící pro obráběcí program

115 Okno stav stroje Vykonáno programu Buffer Rychlost Otáčky motoru Akt. Pack Poslední pack OK

116 Okno ruční posuv - Alt+R Obsluha ruční Osa X šipka vpravo a vlevo Osa Y šipka nahoru a dolu Osa Z Page Up a Page Down F5 F9 velikost kroku posuvu

117 Nastavení počátku Souřadnice zapsané v tomto okně se přepíší do Lokálních souřadnic a bude podle nich vykonáván CNC program Nulový bod obrobku

118 Nastavení systémových parametrů

119 Okno Soubor otevřít F3 Otevřeme ISO soubor Probíhá optimalizace -3 procesy 100% Zkontrolujeme rozsahy pojezdu v ose X Y Z

120 Simulace CNC programu Menu Nástroj Simulace Otevřít soubor (.DA3)
121 Spuštění CNC programu Menu Frézuj Ikona Frézuj Možno spustit od libovolné věty Tlačítkem Start na panelu stroje V okně programu roluje CNC program
122 Klávesové zkratky Alt+K kalibrace stroje Alt+R ruční řízení Alt+P parkovací pozice Alt+M spuštění (zastavení) vřetene Alt+F spuštění CNC programu F3 otevření souboru
123 Použité zdroje Řídící systém CNC strojů 2,3,5D firmy Comets Ing. Petr Nevařil
124 Děkuji za pozornost
125 VY_32_INOVACE_STR_2_12 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
126 Upínání a korekce nástrojů Frézování Druhy nástrojů Druhy upínačů Korekce délková Korekce poloměrová
127 Nástroje - upínání Stopka válcová Upínání do kleštiny

128 Nástroje - upínání Stopka kuželová Morse Redukční pouzdra

129 Nástroje - upínání Frézy nástrčné Upínací trny
130 Korekce délková Každý nástroj má jinou délku Korekci určujeme k nástroji T 1 (korekce Z = 0) Delší nástroj má korekci kladnou (+) Kratší nástroj má korekci zápornou (-)

131 Zápis délkové korekce Do funkce M06 D 20 S 1000 Z 5.35 T 2 Do tabulky Nástroj korekce
132 Dráha osy nástroje
133 Korekce poloměrová G41 korekce vlevo od kontury G42 korekce vpravo od kontury G40 zrušení korekce
134 Korekce G41 G42
135 Zápis poloměrové korekce Poloměrové korekce G41 a G42 zapisujeme přímo do CNC programu jako samostatnou větu Funkci G40 zrušení korekce také zapisujeme jako samostatnou větu programu
136 Použité zdroje Software F 2000 firmy Eltek Kroměříž Obrázky : CSN Zbrojovka.html
137 Děkuji za pozornost
138 VY_32_INOVACE_STR_02_13 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
139 Výkres součásti: Programování součástí dle výkresu
140 Zadání 1: Vypracujte CNC program na obrobení dané součásti. Programování absolutní, frézování kontury (G41/G42) Nástroj průměr.mm G92 X -10 Y -10 Z 50 M06 D 10 S 1000 Z 0 T 1 M03 S 1000 G00 X Y Z G42 G01 X Y Z F G01 X Y Z F G03 X Y Z R F G01 X Y Z G03 X Y Z R F G X Y Z G X Y Z G X Y Z G X Y Z G01 X Y Z G G00 X Y Z / návrat do výchozích souřadnic M30
141 Zadání 2: Vypracujte a doplňte CNC program na obrobení dané součásti. Programování přírustkové, frézování drážky nulový bod X 0 Y 0 Z 10 výchozí souřadnice X -10 Y -10 Z 10 G91 M06 D 10 S 1000 Z 0 T 1 M03 S 1000 G00 X Y Z G01 X Y Z F G01 X Y Z F G01 X Y Z F G00 X Y Z // návrat do VB M30
142 Řešení zadání 1: G92 X -10 Y -10 Z 10 M06 D 10 S 1000 Z 0 T 1 M03 S 1000 G00 X -10 Y -10 Z -2 G42 G01 X 8 Y 5 Z -2 F 100 G01 X 40 Y 5 Z -2 F 100 G03 X 45 Y 10 Z -2 R 5 F 100 G01 X 45 Y 40 Z -2 G03 X 40 Y 45 Z -2 R 5 F 100 G01 X 8 Y 45 Z -2 G01 X 5 Y 42 Z -2 G01 X 5 Y 8 Z -2 G01 X 8 Y 5 Z -2 G01 X 8 Y 5 Z 2 G40 G00 X -10 Y -10 Z 10 // návrat do výchozích souřadnic
143 Řešení zadání 2: G91 M06 D 10 S 1000 Z 0 T 1 M03 S 1000 G00 X 22,5 Y 35 Z -8 G01 X 0 Y 0 Z -4 F 100 G01 X 25 Y 0 Z 0 F 100 G01 X 0 Y 0 Z 4 F 100 G00 X -47,5 Y -35 Z 8 // návrat do VB M30
144 Zadaná úloha slouží k opakování programování absolutního a přírůstkového při použití funkcí G00, G01, G02 a G03. Kontrola vypracovaných CNC programů bude provedena grafickou simulací v softwaru F 2000 Eltek Kroměříž. Použité zdroje: Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
145 VY_32_INOVACE_STR_2_14 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY

146 Grafická simulace - nastavení

147 Obrobek Menu Obrobek Rozměry Nastavíme : Délku X Šířku Y Výšku Z Měřítko

148 Menu Nástroj Nástroj korekce Definujeme typ nástroje Zadáme : Průměr Délku Úhel alfa Korekci Z Nástroje
 Nulový bod obrobku je označen zeleným")
149 Nulový bod obrobku Menu Nástroj Nulový bod Zadáme hodnoty vzhledem k absolutní nule (levý dolní roh a nulová výška obrobku) Nulový bod obrobku je označen zeleným křížkem

150 Výchozí bod programu Menu Nástroj Souřadnice Zadáme hodnoty X Y Z Vztažný bod volíme nulový bod obrobku - W Hodnoty X Y Z dle funkce G92 v programu

151 Zobrazení simulace Menu Nastavit Zobrazení simulace Vybereme z nabídky Záložka Běh Vybereme z nabídky Obrobek ze souboru načte uložený obrobek (např. válec)
152 CNC program Do okna editoru napíšeme CNC program g92 X -10 Y -10 Z 10 m06 D 10 S 1000 Z 0 T 1 m03 S 1000 g00 Z -3 g01 X 0 Y 0 g01 X 90 g03 X 100 Y 10 R 10 g01 X 100 Y 65 g01 X 10 g01 X 0 Y 55 g01 X 0 Y 0 g00 X -10 Y -10 Z 10
 F 9 start simulace plynule")
153 Simulace F 8 start simulace po větách (blok po bloku) F 9 start simulace plynule (kontinuální)
154 3D model
155 Použité zdroje Software F2000 firmy Eltek Kroměříž
156 Děkuji za pozornost
157 VY_32_INOVACE_STR_2_15 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
158 Pevné obráběcí cykly G72 obdélníkový cyklus G81 vrtací cyklus G83 vrtání s výplachem G85 vystružovací cyklus
159 G72 obdélníkový cyklus G72 X Y Z W F Obdélníkové vybrání postupně po vrstvách W Adresy X a Y určují koncový roh vybrání Celková hloubka vybrání je dána adresou Z Pracovní posuvy rychlostí F Korekce pohybů jsou automatické podle průměru aktuálního nástroje

160 Výchozí poloha cyklu G72

161 G72 X 75 Y 55 Z -5 W 4 F 100
162 G81 vrtací cyklus G81 Z F Vrtání otvoru do hloubky (nebo o vzdálenost) Z Pracovní posuv rychlostí F Návrat rychloposuvem

163 Výchozí poloha cyklu G81

164 G81 Z -15 F 200
165 G83 vrtání s výplachem G83 Z W F Vrtání hlubokého otvoru do hloubky ( o vzdálenost) Z Pracovní posuv rychlostí F Po vyvrtání přírustku W je vrták vysunut pro odstranění třísek Návrat rychloposuvem W není zadáno potom je W = 6mm

166 G83 Z -20 W 8 F 200
167 G85 vystružovací cyklus G85 Z... F Vystružování otvoru do hloubky (nebo o vzdálenost) Z Pracovní posuv rychlostí F Návrat posuvem F
168 G85 Z -20 F 50
169 Použité zdroje Software F2000 firmy Eltek Kroměříž
170 Děkuji za pozornost
171 VY_32_INOVACE_STR_2_16 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
172 Pevné obráběcí cykly G272 obdélník se zaoblenými rohy G961 vrtání na roztečné kružnici G967 frézování pravoúhlého zámku G987 frézování pravoúhlého zámku G988 frézování kruhového zámku G989 frézování kruhového zámku s čepem
173 G272 obdélník se zaoblenými rohy G272 X Y Z R L H F X a Y poloha středu obdélníku Z hloubka obdélníku R poloměr zaoblení L délka obdélníku (osa X) H šířka obdélníku (osa Y) F posuv při frézování (vrtání = F/2)

174 G272 X 50 Y 35 Z -3 R 10 L 60 H 30 F 100
175 G961 vrtání na roztečné kružnici G961 B K S [A ] F B poloměr kružnice K hloubka vrtání přírustkově od aktuální polohy nástroje S počet otvorů A úhel prvního otvoru od kladného směru osy X Aktuální poloha nástroje = střed kružnice

176 G961 B 30 K -20 S 6 A 10
177 G967 frézování pravoúhlého zámku G967 I J K E I délka zámku ve směru osy X J délka zámku ve směru osy Y K hloubka zámku v ose Z přírustkově od aktuální polohy nástroje E velikost třísky (v ose Z) Aktuální poloha nástroje = střed zámku Zámek je obroben od středu k okraji Poloměr rohů zámku = poloměr nástroje

178 G967 I 50 J 25 K -10 E 5 F 200
179 G987 frézování pravoúhlého zámku G987 X Y... Z I... K... [W...] [B...] [ V...] X délka zámku ve směru osy X Y délka zámku ve směru osy Y Z hloubka zámku v ose Z přírustkově I velikost třísky v rovině XY v % průměru nástroje K velikost třísky v ose Z W vzdálenost pojistné roviny od vratné roviny B poloměr zaoblení rohů zámku V posuv při vrtání
180 Aktuální poloha nástroje = střed zámku Zámek je obroben od středu k okraji Na konci cyklu se nástroj vrací do výchozí polohy před začátkem cyklu

181 G987 X 60 Y 40 Z -10 I 50 K 5 W 2 B 10 V 100
182 G988 frézování kruhového zámku G988 Z B I K [W ] Z hloubka zámku v ose Z přírustkově B poloměr zámku I velikost třísky v rovině XY v % průměru nástroje K velikost třísky v ose Z W vzdálenost pojistné roviny od vratné roviny Aktuální poloha nástroje = střed zámku Zámek je obroben od středu k okraji Funkce ruší korekce

183 G988 Z -10 B 25 I 50 K 5 W 2
184 G989 frézování kruhového zámku s čepem G989 Z B C I K [W ] Z hloubka zámku v ose Z přírustkově B poloměr čepu C poloměr zámku I velikost třísky v rovině XY v % průměru nástroje K velikost třísky v ose Z W vzdálenost pojistné roviny od vratné roviny Aktuální poloha nástroje = střed zámku Funkce ruší korekce

185 G989 Z -10 B 15 C 30 I 50 K 5 W 2
186 Použité zdroje Software F2000 firmy Eltek Kroměříž
187 Děkuji za pozornost
188 VY_32_INOVACE_STR_2_17 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
189 Podprogramy F 2000 Jsou části CNC programu Jsou volány z hlavního programu pomocí funkcí G25,G26 a G27 Začínají od bloku číslo L nebo od symbolické adresy návěští Jsou napsány ve stejném souboru (CNC programu) Musí být napsány za funkcí M30
190 Podprogramy F 2000 Podprogramy mohou být absolutní nebo přírustkové Mohou být psány v několika úrovních (z hlavního programu do podprogramu 1, z podprogramu 1 do podprogramu 2 atd. a postupně zpátky až do hlavního programu Celkový počet vnoření je 99 Každý podprogram musí být ukončen M17 nebo klíčovým slovem RETURN
191 G25 skok do podprogramu G25 - L L číslo bloku nebo návěští Příklad: G25 L 100 podprogram začíná od bloku N100 G25 kontura podprogram začíná od návěští kontura Call kontura stejný význam
192 G26 - programový cyklus G26 - L J L číslo bloku nebo návěští J počet opakování cyklu Příklad G26 L 50 J 5 cyklus začíná od bloku N50 a bude 5x opakován
193 G27 programový skok G27 - L L číslo bloku nebo návěští Příklad G27 L100 program skočí z aktuálního bloku na blok N100 a bude pokračovat do konce programu
194 G29 textová poznámka, návěští G29 textová poznámka (komentář) Prvních 12 znaků je testováno jako návěští Příklad G29 kontura Návěští může být napsáno i samostatně a musí být ukončeno dvojtečkou : kontura:
195 Příklad podprogramů G25, M17 G92 X -10 Y -10 Z 10 M06 D 3 Z 0 T 1 M03 S 1000 G00 X 12 Y 30 Z 2 G25 L 100 G00 X 31 Y 37 G25 L 200 G00 X -10 Y -10 Z 10 M30 N100 G91 // číslo 1 G01 Z -3 F 100 G01 X 7 Y 7 G01 Y -27 G01 Z 3 G90 M17 N200 G91 // číslo 7 G01 Z -3 G01 X 9 G01 X-9 Y -26 G01 Z 3 G90 M17

196 Grafická simulace
197 Příklad opakování podprogramu G26 G92 X -10 Y -10 Z 10 M06 D 3 Z 0 T 1 M03 S 1000 G00 X 5 Y 30 Z 2 G26 L 100 J 8 G90 G00 X -10 Y -10 Z 10 M30 N100 G91 // číslo 1 G01 Z -3 F 100 G01 X 7 Y 7 G01 Y -27 G01 Z 3 G00 X 5 Y 20 M17

198 Grafická simulace
199 Použité zdroje Software F2000 firmy Eltek Kroměříž
200 Děkuji za pozornost
201 VY_32_INOVACE_STR_02_18 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
202 Programování součástí obráběcí cykly a podprogram Výkres součásti:
203 Vypracujte CNC program s použitím obráběcích cyklů a podprogramů Zadání: polotovar 100x100x10 mm nulový bod obrobku X = 0, Y = 0, Z = 10mm výchozí bod programu X = -10, Y = -10, Z = 10mm operace 1 G 272 obdélník se zaoblenými rohy operace 2 G 961 vrtání na roztečné kružnici operace 3 G 987 frézování pravoúhlého zámku operace 4 G 988 frézování kruhového zámku operace 5 drážky délka 25 mm pod úhlem 45 frézujte pomocí podprogramu Nástroje: T1 fréza průměr 5 mm
204 Dopište CNC program G92 X -10 Y -10 Z 10 M06 D Z 0 T 1 M03 S 1000 G272 X Y Z R F 100 L H G00 X Y Z G961 B K S G00 X Y Z G987 X Y Z I K B V 50 G00 X Y Z G988 Z B I K G00 X Y Z G25 L 50 G00 X Y Z G25 L 50 G00 X Y Z G25 L 50 G00 X -10 Y -10 Z 10 M30 N50 G91 G01 Z G F 100 G01 Z 4 G90 M17
205 Příklad řešení CNC programu G92 X -10 Y -10 Z 10 M06 D Z 0 T 1 M03 S 1000 G272 X 22,5 Y 82,5 Z -2 R 7,5 F 100 L 30 H 20 G00 X 75 Y 75 Z 2 G961 B 15 K -13 S 8 G00 X 82,5 Y 27,5 Z 2 G987 X 25 Y 45 Z -4 I 50 K 4 B 8 V 50 G00 X 20 Y 20 Z 2 G988 Z -4 B 10 I 50 K 4 G00 X 42,5 Y 10 Z 2 G25 L 50 G00 X 42,5 Y 25 Z 2 G25 L 50 G00 X 42,5 Y 40 Z 2 G25 L 50 G00 X -10 Y -10 Z 10 M30 N50 G91 G01 Z -4 G11 U 25 A 45 F 100 G01 Z 4 G90 M17

206 Grafická simulace v programu F 2000
207 Zadaná úloha slouží k procvičování použití pevných obráběcích cyklů a podprogramů. Použité zdroje: Software F2000 firmy Eltek Kroměříž Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
208 VY_32_INOVACE_STR_2_19 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
209 Parametrické programování F 2000 umožňuje parametrické programování 100 parametrů označených P0 až P99 Zapisujeme do jednotlivých adres místo tvrdých číselných hodnot Při vykonávání CNC programu se použije aktuální hodnota parametru Hodnota parametru musí být předem definována
210 Příklad definování hodnot parametru G00 X 20 Z 50 P15 = * cos (30) G01 X 20 Z P15 F 100 P20 = 30 P21 = -5 P22 = P20 + P21
211 Matematické výrazy Číselné hodnoty, další parametry Matematické operace +, -, *, /, ^ (= mocnina) Matematické funkce SIN, COS, TAN, ABS = absolutní hodnota, PI = Ludolfovo číslo, SQRT = 2. odmocnina Závorky ( ) lze zadávat mnohoúrovňově Systém respektuje obvyklou prioritu matematických operací a funkcí
+(40^2)) Enter = výsledek 50")
212 Parametrický kalkulátor Menu Zobrazit Ladění Kalkulátor Zapíšeme výraz SQRT ((30^2)+(40^2)) Enter = výsledek 50

213 Hodnoty parametrů Menu Zobrazit Ladění Parametry Aktuální hodnoty parametrů při vykonávání CNC programu
214 Příklad parametrického programu parametrický program DUM_STR_2_19.fc obdélník se středem v libovolném bodě velikost pomocí parametrů absolutní programování

215 Příklad parametrického programu
216 Parametry - popis G29 P10, P11, P12 poloha výchozího bodu X, Y, Z, G29 P20 délka l (X) G29 P21 šířka h (Y) G29 P22 hloubka Z vzhledem k nulovému bodu G29 P25 posuv při frézování G29 P26 posuv při vrtání G29 P30, P31 poloha středu obdélníka (X a Y)
217 Parametry - hodnoty P10 = -10; P11 = -10; P12 = 10; P20 = 70; P21 = 40; P22 = -2; P25 = 200; P26 = 100; P30 = 40; P31 = 30;
218 CNC parametrický program G92 X -10 Y -10 Z 10 M06 D 5 Z 0 T 1 M03 S 1500 P10 = -10; P11 = -10; P12 = 10; P20 = 70; P21 = 40; P22 = -2; P25 = 200; P26 = 100; P30 = 40; P31 = 30;
219 CNC parametrický program G00 X P30 Y P31 G00 X P30 + P20/2 G01 Z P22 F P26 G01 Y P31 + P21/2 F P25 X P30 - P20/2 Y P31 - P21/2 X P30 + P20/2 Y P31 G00 Z P12 X P10 Y P11 M30
220 Grafická simulace
221 Použité zdroje Software F2000 firmy Eltek Kroměříž
222 Děkuji za pozornost
223 VY_32_INOVACE_STR_02_20 Vytvořil: Dalibor Hanzl V rámci školního projektu: Zlepšení podmínek pro vzdělávání na středních školách Registrační číslo projeku:cz.1.07/1.5.00/ Z.1.07/1.5.00/ AKTIVITA JE SPOLUFINANCOVÁNA EVROPSKÝM SOCIÁLNÍM FONDEM A STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
224 Programování součástí parametrický program Výkres součásti:
225 Vypracujte parametrický program na frézování kruhové drážky se středem v libovolném bodě. Šířka drážky je stejná jako průměr nástroje. Polotovar 100x100x10 mm Nulový bod obrobku X = 0, Y = 0, Z = 10 Výchozí bod programu X = -10, Y = -10, Z = 10 Vypracovaný program zkontrolujte pomocí grafické simulace F2000 Zadejte jiné parametry středu drážky a poloměru a ověřte funkčnost programu.
226 G92 X -10 Y -10 Z 10 M06 D 5 Z 0 T 1 M03 S 1500 // použité parametry // P20 = X souřadnice středu drážky // P21 = Y souřadnice středu drážky // P22 = hloubka drážky v ose Z // P23 = bezpečná vzdálenost Z // P25 = posuv pro vrtání // P26 = posuv pro frézování // P30 = poloměr kruhové drážky // P20=50; P21=50; P22=-2; P23=2; P25=50; P26=100; P30= 27,5; G00 X P Y P Z P // střed drážky G00 X P G01 Z P F P G03 X P Y P R P F P G03 X P Y P R P F P G01 Z P F P G00 X -10 Y -10 Z 10 M30
227 Vypracování: G92 X -10 Y -10 Z 10 M06 D 5 Z 0 T 1 M03 S 1500 // použité parametry // P20 = X souřadnice středu drážky // P21 = Y souřadnice středu drážky // P22 = hloubka drážky v ose Z // P23 = bezpečná vzdálenost Z // P25 = posuv pro vrtání // P26 = posuv pro frézování // P30 = poloměr kruhové drážky // P20=50; P21=50; P22=-2; P23=2; P25=50; P26=100; P30= 27,5; G00 X P20 Y P21 Z P23 G00 X P20+P30 G01 Z P22 F P25 G03 X P20-P30 Y P21 R P30 F P26 G03 X P20+P30 Y P21 R P30 F P26 G01 Z P23 F P25 G00 X -10 Y -10 Z 10 M30

228 Ověření pomocí grafické simulace
229 Zadaná úloha slouží k procvičování parametrického programování a pochopení jeho principu, podstaty a použití. Použité zdroje: Software S2000 firmy Eltek Kroměříž Výkres vypracován v programu TopSolid firmy Missler software. Ostatní z vlastních zdrojů
230 ZÁZNAMOVÝ ARCH k ověřování sady DUM Název školy Střední průmyslová škola, Hronov, Hostovského 910 Číslo projektu CZ.1.07/1.5.00/ Číslo a název šablony: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Číslo sady DUM VY_32_Inovace_STR_2 Název sady DUM Programování CNC obráběcích strojů Autor : Dalibor Hanzl Kód DUM Datum Třída Předmět Téma a popis náplně hodiny (stručná anotace včetně využití) Jméno vyučujícího Podpis VY_32_Inovace_STR_2_ A Praxe Seřizování a obsluha soustruhu SUF 16 CNC Hanzl VY_32_Inovace_STR_2_ A Praxe Seřizování nástrojů soustruh Hanzl VY_32_Inovace_STR_2_ A Praxe Programování součástí Hanzl VY_32_Inovace_STR_2_ A Praxe Grafická simulace obrábění Hanzl VY_32_Inovace_STR_2_ A Praxe Pevné obráběcí cykly Hanzl VY_32_Inovace_STR_2_ A Praxe Pevné obráběcí cykly Hanzl VY_32_Inovace_STR_2_ A Praxe Podprogramy Hanzl VY_32_Inovace_STR_2_ A Praxe Použití cyklů a podprogramů Hanzl VY_32_Inovace_STR_2_ A Praxe Parametrické programování Hanzl VY_32_Inovace_STR_2_ A Praxe Tvorba parametrického programu Hanzl VY_32_Inovace_STR_2_ A Praxe Seřizování a obsluha frézky HWT C-442 CNC Hanzl VY_32_Inovace_STR_2_ A Praxe Upínání a korekce nástrojů frézka Hanzl VY_32_Inovace_STR_2_ A Praxe Programování součástí Hanzl VY_32_Inovace_STR_2_ A Praxe Grafická simulace obrábění Hanzl VY_32_Inovace_STR_2_ A Praxe Pevné obráběcí cykly Hanzl VY_32_Inovace_STR_2_ A Praxe Pevné obráběcí cykly Hanzl VY_32_Inovace_STR_2_ A Praxe Podprogramy Hanzl VY_32_Inovace_STR_2_ A Praxe Použití cyklů a podprogramů Hanzl VY_32_Inovace_STR_2_ A Praxe Parametrické programování Hanzl VY_32_Inovace_STR_2_ A Praxe Tvorba parametrického programu Hanzl
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Tematická oblast: Strojírenská technologie I (VY_32_INOVACE_11_1_ST) Autor: Mgr. Václav Němec. Vytvořeno: únor 2013 až duben2014.
 Autor: Mgr. Václav Němec. Vytvořeno: únor 2013 až duben2014.") Tematická oblast: Strojírenská technologie I (VY_32_INOVACE_11_1_ST) Autor: Mgr. Václav Němec Vytvořeno: únor 2013 až duben2014 Anotace: Digitální učební materiály slouží k zdokonalení, procvičení a upevnění
Tematická oblast: Strojírenská technologie I (VY_32_INOVACE_11_1_ST) Autor: Mgr. Václav Němec Vytvořeno: únor 2013 až duben2014 Anotace: Digitální učební materiály slouží k zdokonalení, procvičení a upevnění
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Obsah. CNC Programy WOP. Exec Grafické. okno. CNC řízení. Přípravné funkce. Pomocné funkce. Pevný formát CNC programu.
 S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
S2000 WOP - CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické programování Ladění externích podprogramů a funkcí WOP Exec Grafické okno CNC řízení S2000 WOP
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Postup při hrubování 3D ploch v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 06 Frézování kapes a drážek
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 06 Frézování kapes a drážek Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
VY_52_INOVACE_H 02 28
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
DUM téma: SurfCAM s tvorbou modelu frézování 2D
 DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
DUM téma: SurfCAM s tvorbou modelu frézování 2D ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací obor:
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Příklad Logo automobilky
 Zadání: Příklad Logo automobilky Vytvořte model součásti na obrázku a vygenerujte pro něj NC kód pomocí programu ArtCAM Pro 2011. Vypracování: 1. Nový model vytvoříme klinutím na - Nový model. 2. Nastavíme
Zadání: Příklad Logo automobilky Vytvořte model součásti na obrázku a vygenerujte pro něj NC kód pomocí programu ArtCAM Pro 2011. Vypracování: 1. Nový model vytvoříme klinutím na - Nový model. 2. Nastavíme
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI
 VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
VYTVOŘTE PROGRAMOVÝ KÓD PRO SOUSTRUŽENÍ SOUČÁSTI Jméno: Velikost polotovaru: průměr 32, délka 100 Nastavená korekční tabulka u soustruhu SRL 20 CNC Levý stranový nůž: Závitový nůž Zapichovací nůž Šroubovitý
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Vytvořil : Ing. Libor Ježek. Cílová skupina : žák. Popis způsobu použití :
 CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 1.ročník Karel Bláha
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 7 _ C N C Č Í S L I C O V Ě Ř Í Z E N É O B R Á B Ě C Í S T R O J E _ P W P Název školy: Číslo a
Tématická oblast Programování CNC strojů a CAM systémy Měření dotykovou sondou
 Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
Číslo projektu CZ.1.07/1.5.00/34.0556 Číslo materiálu VY_32_INOVACE_VC_CAM_08 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická
Úlohy na měřicím přístroji TESA 3D MICRO HITE
 Úlohy na měřicím přístroji TESA 3D MICRO HITE Ing. Zdeněk Ondříšek 1 Obsah: 1. 0. 0 Cíle... 3 1. 1. 0 Než začneme... 3 1. 2. 0 Příprava součásti pro měření... 8 2. 0. 0 Úloha č. 1 Měření délky... 14 2.
Úlohy na měřicím přístroji TESA 3D MICRO HITE Ing. Zdeněk Ondříšek 1 Obsah: 1. 0. 0 Cíle... 3 1. 1. 0 Než začneme... 3 1. 2. 0 Příprava součásti pro měření... 8 2. 0. 0 Úloha č. 1 Měření délky... 14 2.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
PROGRAMOVÁNÍ A OBSLUHA CNC STROJŮ SINUMERIK
 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 04 Vrtání a vyvrtávání
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 04 Vrtání a vyvrtávání Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
PROGRAMOVÁNÍ A OBSLUHA CNC STROJŮ HEIDENHAIN
 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. Podpora moderní výuky v oblasti obrábění na CNC strojích CZ.1.07/1.1.24/01.0056 VZDĚLÁVACÍ PROGRAM PROGRAMOVÁNÍ
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST. Číslo projektu: CZ.1.07/1.1.38/ PŘEDMĚT ODBORNÝ VÝCVIK
 PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT ODBORNÝ VÝCVIK TENTO PROJEKT JE SPOLUFINANCOVÁN Z EVROPSKÉHO SOCIÁLNÍHO FONDU A STÁTNÍHO ROZPOČTU ČESKÉ REPUBLIKY Obor:
PROJEKT ŘEMESLO - TRADICE A BUDOUCNOST Číslo projektu: CZ.1.07/1.1.38/02.0010 PŘEDMĚT ODBORNÝ VÝCVIK TENTO PROJEKT JE SPOLUFINANCOVÁN Z EVROPSKÉHO SOCIÁLNÍHO FONDU A STÁTNÍHO ROZPOČTU ČESKÉ REPUBLIKY Obor:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ _ C N C V Z T A Ž N É A O B R Y S O V É B
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 8 _ C N C V Z T A Ž N É A O B R Y S O V É B O D Y _ P W P Název školy: Číslo a název projektu: Číslo
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Postup při gravírování na obecnou plochu ve t3 a 5 ti osách.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Gravírování na
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Gravírování na
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Číslo materiálu VY_32_INOVACE_VC_CAM_15 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů Téma Program
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Cvičení 2 PARAMETRICKÉ 3D MODELOVÁNÍ ROTAČNÍ SOUČÁST HŘÍDEL Inventor Professional 2012
 Cvičení 2 PARAMETRICKÉ 3D MODELOVÁNÍ ROTAČNÍ SOUČÁST HŘÍDEL Inventor Professional 2012 Cílem druhého cvičení je osvojení postupů tvorby rotační součástky na jednoduchém modelu hřídele. Především používání
Cvičení 2 PARAMETRICKÉ 3D MODELOVÁNÍ ROTAČNÍ SOUČÁST HŘÍDEL Inventor Professional 2012 Cílem druhého cvičení je osvojení postupů tvorby rotační součástky na jednoduchém modelu hřídele. Především používání
DUM téma: SurfCAM s tvorbou modelu - soustružení
 DUM téma: SurfCAM s tvorbou modelu - soustružení ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací
DUM téma: SurfCAM s tvorbou modelu - soustružení ze sady: 2 tematický okruh sady: Příprava výroby a ruční programování CNC ze šablony: 6 Příprava a zadání projektu Určeno pro : 3 a 4 ročník vzdělávací
PRS Počítačem řízené stroje. 1. Gravírování. 1.1 Využití gravírování. 1.2 Stroj pro gravírování KOSY 2
 PRS Počítačem řízené stroje 1. Gravírování 1.1 Využití gravírování Gravírování je mechanické odebrání materiálu v předem určených místech na požadovaném povrchu. Tuto technologii používáme pro označení
PRS Počítačem řízené stroje 1. Gravírování 1.1 Využití gravírování Gravírování je mechanické odebrání materiálu v předem určených místech na požadovaném povrchu. Tuto technologii používáme pro označení
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015
 PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
PARAMETRICKÉ PROGRAMOVÁNÍ SOUČÁSTI V ŘÍDICÍM SYSTÉMU HEIDENHAIN SVOČ FST 2015 Bc. Petr Petrek, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce se zabývá
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. CNC obrábění
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3 - Řídící
Frézování tvarových ploch II
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření: 25.11.2012. Frézování ozubených kol odvalovacím způsobem
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.9.4 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 25.11.2012 Tématický celek Předmět, ročník Téma Anotace Obrábění
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Body pracovního prostoru VY_32_INOVACE_OVS_1_10 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy
1 Logo technické firmy
 1 Ročníkový projekt se týká 2D frézování tvarové kapsy a písma, kdy dráha nástroje je vygenerovaná pomocí programu Solid. Student zvolí logo technické firmy, kterou najde na internetu. Vyučující typ loga
1 Ročníkový projekt se týká 2D frézování tvarové kapsy a písma, kdy dráha nástroje je vygenerovaná pomocí programu Solid. Student zvolí logo technické firmy, kterou najde na internetu. Vyučující typ loga
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
 Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
Katedra obrábění a montáže, TU v Liberci Příklady k procvičení podklad pro výuku předmětu TECHNOLOGIE III - OBRÁBĚNÍ Příklad 1 - ŘEZNÁ RYCHL. A OBJEMOVÝ SOUČINITEL TŘÍSEK PŘI PROTAHOVÁNÍ Doporučený objemový
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
PROGRAMOVÁNÍ CNC STROJŮ
 S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
S T Ř E D N Í P R ŮMY S L O V Á Š KOLA P r a h a 1 0, N a T ř e b e š í n ě 2 2 9 9 p ř í s p ě v k o v á o r g a n i z a c e z ř í z e n á H M P UČEBNÍ TEXTY PROGRAMOVÁNÍ CNC STROJŮ 2.ročník Karel Bláha
Frézování. Hlavní řezný pohyb nástroj - rotační pohyb Přísuv obrobek - v podélném, příčném a svislém směru. Nástroje - frézy.
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Základní konvenční technologie obrábění FRÉZOVÁNÍ Technická univerzita v Liberci
1 Hrubování, dokončování
 1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
1 Při hrubování ponecháme přídavek na stěnách kapsy a na dnu v rozmezí 0,5 až 1 mm v závislosti na délce obráběné plochy. Velikost přídavků na obrábění najdeme ve strojírenských tabulkách. V tomto příkladu
VY_52_INOVACE_H 02 23
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 3 _ T Ř Í S K O V É O B R Á B Ě N Í - F R É Z O V Á N Í _ P W P Název školy: Číslo a název projektu:
1. Překresli. Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Simulace obrábění.
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Simulace obrábění.