Teplotní režim svařování
|
|
|
- Erik Bartoš
- před 10 lety
- Počet zobrazení:
Transkript
1 Teplotní režim svařování
2 Jednoduchý teplotní cyklus svařování 111- MMAW, s=3 mm, 316L,

3 Jednoduchý teplotní cyklus svařování Svařování třením

4 Složitý teplotní cyklus svařování 142- GTAW, s=20mm, 316L

5 Teplotní režim svařování
6 HV max. v TOO (S355J2G3 25mm) 400 Závislot max. HV v TOO na předehřevu Q= 8 KJ/cm 400 Závislot max. HV v TOO na příkonu (bez Tp) max. HV v TOO max. HV v TOO Tvrdost HV10 Předehřev [ C] Tvrdost HV10 Příkon [kj/cm] Přík ř á í j ž é ý ěji li it H TOO Příkonem svařování je možné výrazněji ovlivnit Hvmax. v TOO. Předehřevem prodloužíme čas t100 a tím dif. vodíků, snížíme praskavost za studena.
![HV v TOO 360 350 340 330 330 320 320 310 310 300 0 50 100 150 300 0 5 10 15 20 25 30 Tvrdost HV10 Předehřev [ C] Tvrdost HV10](/docs-images/40/226525/images/page_6.jpg "Příkon [kj/cm] Přík ř á í j ž é ý ěji li it H TOO Příkonem svařování je možné výrazněji ovlivnit Hvmax. v TOO.")
7 Dohřev TZ Výdrž na teplotě předehřevu příp. nižší za účelem snížení obsahu difuzního vodíku a tím náchylnosti na studené praskání. Tepelným zpracování svarových spojů lze ovlivnit řadu užitných vlastností jak např. náchylnost na sulfidické praskání, tvrdost, křehkolomové vlastnosti. Pro větší tloušťky se předepisuje zejména za účelem snížení zbytkových napětí.

8 Praktické aplikace
9 Praktické aplikace č svařování GMAW-135, bez předehřevu č.2 - svařování GMAW-135, s předehřevem 150 C, č.3 - svařování GMAW-135, bez předehřevu a s následným žíhání na snížení napětí (650 C/2h pec), č.4- svařování GMAW-135, s předehřevem 150 C a s následným žíhání na snížení napětí (650 C/2h pec),
, č.")
10 Praktické aplikace Svařovací parametry Svar 1, 3 - bez předehřevu Svar 2, 4 předehřev 150 C

11 Teplotní cyklus svařování Teplotní cyklus svařování :

12 Makrostruktura Bez předehřevu Předehřev 150 C Žíhání ke snížen vnitřního pnutí (650 C / 2 hod) Bez tepelného zpracování
 Bez tepelného zpracování")
13 Mikrostruktura TOO Bez tepelného zpracování Žíháno (650 C / 2 hod) v 150 C edehřev Pře Bez před dehřevu

14 Zkouška tvrdosti
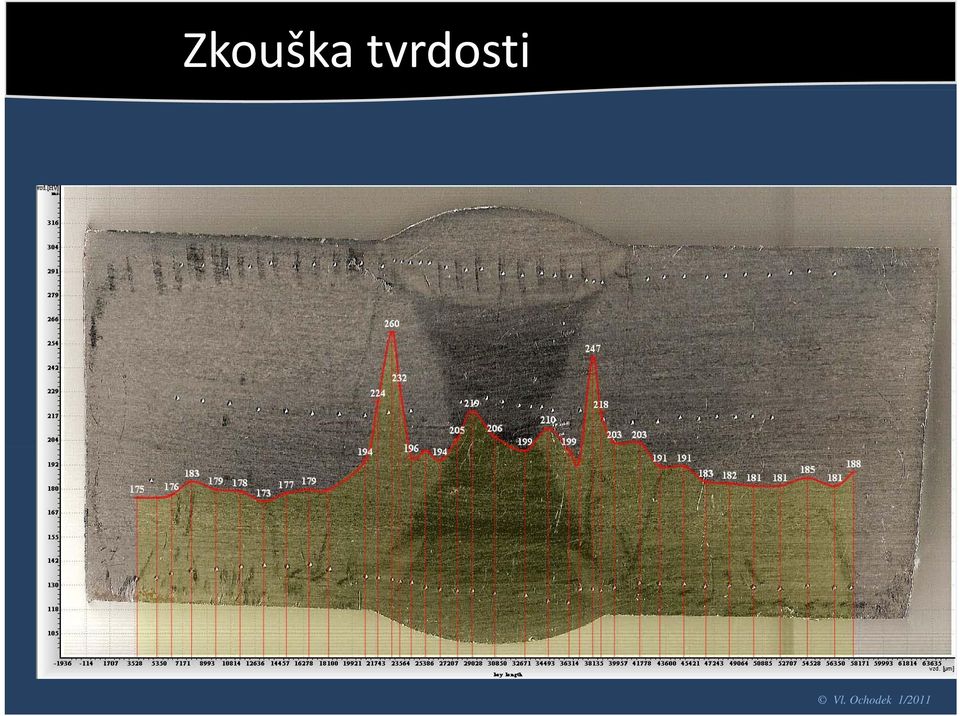
15 Zkouška tvrdosti ČSN EN ISO tepelně nezpracované oceli HV tepelně zpracované HV10 350

16 Křivky životnosti, Manson Coffinůvmodel vzorky s TP 150 C lepší výsledky až o ~75% Nf max = sada č.2 ( Tp150 C, bez Tz ) Nf min = sada č.1 ( bez Tp, bez Tz ) č.1- svařování GMAW-135, bez předehřevu, bez TZ č.2-2 svařování ř GMAW-135, s předehřevem ř 150 C, bez TZ č.3- svařování GMAW-135, bez předehřevu a s následným žíhání na snížení napětí (650 C/2h pec), č.4- svařování GMAW-135, s předehřevem 150 C a s následným žíhání na snížení napětí (650 C/2h pec), č.5- základní materiál
, č.")
17 Zbytkové napětí Zbytkové napětí ve směru x nap pětí [MPa] vzdálenost od osy svaru [mm] VS-rám VS+rám+svar S2-100% volný Zbytkové napětí ve směru y 200 napětí [MPa] VS-rám VS+rám+svar S2-100% volný vzdálenost od osy svaru [mm] Průběh zbytkových napětí ve směru x a y u desky bez TP ve směru 1.
![napětí ve směru y 200 napětí [MPa] 160 120 80 40 VS-rám VS+rám+svar S2-100% volný 0-150 -100-50](/docs-images/40/226525/images/page_17.jpg "0 50 100 150 vzdálenost od osy svaru [mm] Průběh zbytkových napětí ve směru x a y u desky bez TP")
18 Zbytkové napětí Zbytkové napětí ve směru x na apětí [MPa] vzdálenost od osy svaru [mm] VS-rám VS+rám+svar S2-100% volný Zbytkové napětí ve směru y Pokles o 30-40% napětí [MPa] VS-rám VS+rám +svar S2-100% volný vzdálenost od osy svaru [mm] Průběh zbytkových napětí ve směru x a y u desky s TP ve směru 1.
![250 200 Pokles o 30-40% napětí [MPa] 150 100 50 VS-rám VS+rám +svar S2-100% volný 0-150 -100-50 0 50](/docs-images/40/226525/images/page_18.jpg "100 150 vzdálenost od osy svaru [mm] Průběh zbytkových napětí ve směru x a y u desky s TP ve směru 1.")
19 Praktické aplikace
20 Praktické aplikace Oprava kulového zásobníků -

21 HVmax. ve svarovém spoji
22 Praktické aplikace
23 Praktické aplikace Oprava parovodu- materiál , Tp=200 C, Interpass=250 C bez TZ Průběh tvrdosti vzorku č. 3 - oprava poloviční housenkou Tvr rdost HV 10 Tv vrdost HV Průběh tvrdosti vzorku č. 1 - původní svarový spoj Vzdálenost od základny [mm] měřeno 2 mm zhora měřeno střed měřeno 2 mm zdola Vzdálenost od základny [mm] měřeno 2 mm zhora měřeno střed měřeno 2 mm zdola
24 Praktické aplikace Oprava parovodu- materiál , Tp=200 C, Interpass=250 C + TZ Průběh tvrdosti vzorku č. 4 - oprava poloviční housenkou + žíhání Tvrdos st HV Vzdálenost od základny [mm] měřeno 2 mm zhora měřeno střed měřeno 2 mm zdola
25 Závěr Poděkování : studentům, kolegům, kteří se podíleli na výzkumných pracích Ing. J.Fizek, Ing.M. Špitt, Ing. P. Klimek, Ing. R.Sztefek a další.
26 Vliv teplotního režimu svařování na vlastnosti svarových spojů II Stanovení a optimalizace TP výpočtem Stanovení skutečné hodnoty Q pro obloukové technologie svařování Vliv TZ na vybrané vlastnosti svarových ýhspojůů Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování
Vliv teplotního. VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 1/2011
 Vliv teplotního režimu svařování na vlastnosti svarových spojů I Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Obsah Definice teplotního režimu svařování.
Vliv teplotního režimu svařování na vlastnosti svarových spojů I Vladislav OCHODEK Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Obsah Definice teplotního režimu svařování.
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92. Ing. Petr Mohyla, Ph.D.
 VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
VÝZKUM MECHANICKÝCH VLASTNOSTÍ SVAROVÝCH SPOJŮ MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ T24 A P92 Ing. Petr Mohyla, Ph.D. Úvod Od konce osmdesátých let 20. století probíhá v celosvětovém měřítku intenzivní vývoj
E-B 321. EN ISO 3580: E Z (CrMoV) B 22
 B 22") E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
E-B 321 EN ISO 3580: E Z (CrMoV) B 22 Pro svařování částí energetických zařízení především ze žáropevných ocelí typu CrMoV. Mechanické vlastnosti jsou zaručovány po doporučovaném tepelném zpracování. Předehřev:
E-B 312. EN 1599: E Z (CrMo) B 42
 B 42") E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
E- 312 EN 1599: E Z (CrMo) 42 Pro svařování energetických a chemických zařízení do nejvyšší teploty stěny 560 C. Mechanické vlastnosti jsou zaručovány po doporučeném tepelném zpracování. Předehřev: 250-300
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ
 PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
PROBLEMATICKÉ SVAROVÉ SPOJE MODIFIKOVANÝCH ŽÁROPEVNÝCH OCELÍ doc. Ing. Petr Mohyla, Ph.D. Fakulta strojní, VŠB TU Ostrava 1. Úvod Snižování spotřeby fosilních paliv a snižování škodlivých emisí vede k
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24
 STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
STRUKTURNÍ STABILITA A VLASTNOSTI SVAROVÝCH SPOJŮ OCELI T24 prof. Ing. Jaroslav Koukal, CSc. 1,2 Ing. Martin Sondel, Ph.D. 1,2 doc. Ing. Drahomír Schwarz, CSc. 1,2 1 VŠB-TU Ostrava 2 Český svářečský ústav
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32
 OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
OK 73.08 SFA/AWS A 5.5: E 8018-G EN ISO 2560-A: E 46 5 Z B 32 Nízkolegovaná bazická elektroda poskytující svarový kov legovaný Ni a Cu s velmi dobrou korozní odolností proti mořské vodě, kouřovým plynům
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů
 Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
Požadavky na kvalifikaci postupu svařování vybraných VPO podle ASME předpisů ASME Sec. II, Sec. VIII Div. 1 a Sec. IX / Ed. 2015, Michal Heinrich AI / ANI 1 Přehled přednášky I. část Výběr schválených
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE
 HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
HETEROGENNÍ SVAROVÉ SPOJE V ENERGETICE prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Ing. Martin Sondel, Ph.D. Český svářečský ústav s.r.o. Areál VŠB-TU Ostrava, 17. listopadu 2172/15,
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
Obr. 1. Řezy rovnovážnými fázovými diagramy a) základního materiálu P92, b) přídavného materiálu
 základního materiálu P92, b) přídavného materiálu") POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
POROVNÁNÍ SVAROVÝCH SPOJŮ OCELI P92 PROVEDENÝCH RUČNÍM A ORBITÁLNÍM SVAŘOVÁNÍM Doc. Ing. Jiří Janovec 1, CSc., Ing. Daniela Poláchová 2, Ing. Marie Svobodová 2, Ph.D., Ing. Radko Verner 3 1) ČVUT v Praze,
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM
 VE STAVU NORMALIZAČNĚ VÁLCOVANÉM") MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
MECHANICKÉ A NĚKTERÉ DALŠÍ CHARAKTERISTIKY PLECHŮ Z OCELI ATMOFIX B (15127, S355W) VE STAVU NORMALIZAČNĚ VÁLCOVANÉM Miroslav Liška, Ondřej Žáček MMV s.r.o. Patinující ocele a jejich vývoj Oceli se zvýšenou
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST
 TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
TECHNOLOGIE SVAŘOVÁNÍ MIKROLEGOVANÝCH OCELÍ DOMEX 700MC SVOČ FST 2011 Bc. Miroslav Zajíček Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Kolejová vozidla procházejí
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB
 Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
Vamberk 2013 Konference Svařování konstrukčních ocelí S355 v jakosti N, +N, M přídavnými materiály ESAB Prof. Ing. Václav Pilous, DrSc., SDP-KOVO s.r.o., ZČU FPE KMT Plzeň e-mail: Pilous@sdpkovo.cz V první
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu
 Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
Kvalifikace postupu svařování konstrukčních ocelí se zvýšenou mezí kluzu Bc. Štěpán Ježek ČVUT v Praze, Fakulta strojní, Ústav strojírenské technologie, Technická 4, 166 07 Praha 6, Česká republika Abstrakt
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Západočeská univerzita v Plzni fakulta Strojní
 Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
Západočeská univerzita v Plzni fakulta Strojní 23. dny tepelného zpracování s mezinárodní účastí Návrh technologie laserového povrchového kalení oceli C45 Autor: Klufová Pavla, Ing. Kříž Antonín, Doc.
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ
 VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
VLIV PARAMETRŮ LASEROVÉHO POVRCHOVÉHO ZPRACOVÁNÍ NA MIKROSTRUKTURU OCELÍ JIŘÍ HÁJEK, PAVLA KLUFOVÁ, ANTONÍN KŘÍŽ, ONDŘEJ SOUKUP ZÁPADOČESKÁ UNIVERZITA V PLZNI 1 Obsah příspěvku ÚVOD EXPERIMENTÁLNÍ ZAŘÍZENÍ
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu
 Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
Technické požadavky normy EN 1090 na výrobu konstrukcí z ocelí s vyšší mezi kluzu Ing. Martin Sondel, Ph.D. prof. Ing. Jaroslav Koukal, CSc. doc. Ing. Drahomír Schwarz, CSc. Obsah přednášky 1. Vysokopevné
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ
 OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
OPTIMALIZACE SVAŘOVACÍCH PARAMETRŮ PŘI ODPOROVÉM BODOVÉM SVAŘOVÁNÍ KOMBINOVANÝCH MATERIÁLŮ Marie KOLAŘÍKOVÁ, Ladislav KOLAŘÍK ČVUT v Praze, FS, Technická 4, Praha 6, 166 07, tel: +420 224 352 628, email:
E-B 502. EN 14700: E Fe 1
 E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
E-B 502 EN 14700: E Fe 1 Elektroda pro navařování funkčních ploch součástí z nelegovaných a nízkolegovaných ocelí, u nichž je požadavek zvýšené odolnosti vůči opotřebení, např. pro navařování kolejnic,
Seminář Provádění ocelových a hliníkových konstrukcí dle řady norem EN 1090, Praha,
 Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
Seminář Provádění ocelových a hliníkových dle řady norem EN 1090, Praha, 21. 6. 2011 Svařování jako hlavní proces spojování ocelových Group Základní požadavek v souvislosti s ČSN EN 1090-2: systém jakosti
CPM REX 45 (HS) NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ CPM REX 45. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.") NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
NÁSTROJOVÁ OCEL CPM REX 45 (HS) Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Co S 1,30% 4,05 % 3,05 % 5,00% 6,25% 8,00% 0,06 % (provedení HS: 0,22 %) CPM REX 45 je vysokovýkonná, kobaltová rychlořezná
KA 19 - UKÁZKOVÝ PROJEKT
 KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
KA 19 - UKÁZKOVÝ PROJEKT 4. DOKUMENTACE VE SVAŘOVÁNÍ Ing. Miroslav Grach Tyto podklady jsou spolufinancovány Evropským sociálním fondem a státním rozpočtem České republiky. KA19-DOKUMENTACE VE SVAŘOVÁNÍ
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa
 Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
Svařitelnost vysokopevné oceli s mezí kluzu 1100 MPa doc. Ing. Jiří Janovec, CSc., Ing. Petr Ducháček ČVUT v Praze, Fakulta strojní, Karlovo náměstí 13, Praha 2 Jiri.Janovec@fs.cvut.cz, Petr.Duchacek@fs.cvut.cz
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Použití. Charakteristika SLEIPNER PŘÍKLADY:
 1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
1 SLEIPNER 2 Charakteristika SLEIPNER je Cr-Mo-V nástrojová legovaná ocel, kterou charakterizují tyto vlastnosti: Dobrá odolnost proti opotřebení Dobrá odolnost proti vyštipování hran a ostří Vysoká pevnost
Charakteristika. Vlastnosti. Použití NÁSTROJE NA TLAKOVÉ LITÍ NÁSTROJE NA PROTLAČOVÁNÍ NÁSTROJE PRO TVÁŘENÍ ZA TEPLA VYŠŠÍ ŽIVOTNOST NÁSTROJŮ
 DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
DIEVAR DIEVAR 2 DIEVAR Charakteristika DIEVAR je Cr-Mo-V legovaná vysoce výkonná ocel pro práci za tepla s vysokou odolností proti vzniku trhlin a prasklin z tepelné únavy a s vysokou odolností proti opotřebení
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o.
 Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
Záznam z průmyslové stáže ve firmě Český svářečský ústav s.r.o. Student: Bc. Lukáš Szkandera 2014 Společnost Český svářečský ústav s.r.o. Český svářečský ústav je výzkumná, vývojová, inspekční, certifikační
OK AUTROD SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb)
") OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
OK AUTROD 19.82 SFA/AWS A 5.14: ERNiCrMo-3 EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) Drát pro svařování žáropevných a korozivzdorných ocelí, 9%-Ni ocelí a ocelí s podobným chemickým složením. Např. typů NiCr22Mo,
Nikolaj Ganev, Stanislav Němeček, Ivo Černý
 Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
Nikolaj Ganev, Stanislav Němeček, Ivo Černý nemecek@raptech.cz Příjemce: SVÚM a.s. (1949) Další účastníci projektu: České vysoké učení technické v Praze, MATEX PM s.r.o. Projekt se zaměřil na uplatnění
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
Základy úspěšného svařování ocelových konstrukcí z VP ocelí
 Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
Základy úspěšného svařování ocelových konstrukcí z VP ocelí V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevné (VP) oceli,
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI MECHANICKÉ VLASTNOSTI UNIMAX
 1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
1 UNIMAX 2 Charakteristika UNIMAX je Cr-Mo-V legovaná ocel pro práci v oblast zpracování plastů, pro kterou jsou charakteristické tyto vlastnosti: Vynikající houževnatost a tažnost ve všech průřezech Dobrá
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1. Označení a název opravovaného ČOS 343902, 3. vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY AUSTENITICKÉHO TYPU PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELOVÝCH PANCÍŘŮ 2. Oprava č.
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
Seznam technických norem pro oblast svařování 3/2016
 Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
Označení normy Název normy Poznámky ČSN EN ISO 3834-1 Požadavky na jakost Požadavky na jakost při tavném svařování kovových materiálů Část 1: Kritéria pro volbu odpovídajících požadavků na jakost ČSN EN
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ
 DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
DEGRADACE MATERIÁLOVÝCH VLASTNOSTÍ OCELI 15 128 A PŘÍČINY VZNIKU TRHLIN VYSOKOTLAKÝCH PAROVODŮ Josef ČMAKAL, Jiří KUDRMAN, Ondřej BIELAK * ), Richard Regazzo ** ) UJP PRAHA a.s., * ) BiSAFE s.r.o., **
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR.
 a technické podmínky jejich výroby v ČR.") Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR. Ing. P.Port, TQ WELD Praha Úvod Současné období (tj. roky 2009-14) je v oboru stavebních ocelových
Stavební ocelové konstrukce vyšší třídy provedení ( EXC3, EXC4) a technické podmínky jejich výroby v ČR. Ing. P.Port, TQ WELD Praha Úvod Současné období (tj. roky 2009-14) je v oboru stavebních ocelových
Požadavky na provedení tepelného zpracování svarových spojů v energetice
 Požadavky na provedení tepelného zpracování svarových spojů v energetice prof. Ing. Jaroslav Koukal, CSc. Autor Český svářečský ústav s.r.o., e-mail: jaroslav.koukal@csuostrava.eu Annotation Post weld
Požadavky na provedení tepelného zpracování svarových spojů v energetice prof. Ing. Jaroslav Koukal, CSc. Autor Český svářečský ústav s.r.o., e-mail: jaroslav.koukal@csuostrava.eu Annotation Post weld
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL
 SLEDOVÁNÍ KINETIKY STRUKTURNÍCH ZMĚN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PŘECHODOVÝCH SVARŮ OCELÍ P91 OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL Daniela
SLEDOVÁNÍ KINETIKY STRUKTURNÍCH ZMĚN BĚHEM DLOUHODOBÉHO ŽÍHÁNÍ PŘECHODOVÝCH SVARŮ OCELÍ P91 OBSERVATION OF KINETICS OF STRUCTURAL CHANGES DURING LONG-TERM ANNEALING OF TRANSITIONAL WELDS ON P91 STEEL Daniela
4.0 SVAŘOVACÍ DOKUMENTACE
 Katedra konstruování strojů Fakulta strojní K Ϭ9 Ͳ MANIPULAČNÍ ZAŘÍZENÍ PRO HUTNÍ PRŮMYSL 4.0 SVAŘOVACÍ DOKUMENTACE DOKUMENTACE VE SVAŘOVÁNÍ doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
Katedra konstruování strojů Fakulta strojní K Ϭ9 Ͳ MANIPULAČNÍ ZAŘÍZENÍ PRO HUTNÍ PRŮMYSL 4.0 SVAŘOVACÍ DOKUMENTACE DOKUMENTACE VE SVAŘOVÁNÍ doc. Ing. Martin Hynek, PhD. a kolektiv verze - 1.0 Tento projekt
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
I.) Nedestruktivní zkoušení materiálu = návštěva laboratoří nedestruktivního zkoušení a seznámení se se základními principy jednotlivých metodik.
 Nedestruktivní zkoušení materiálu = návštěva laboratoří nedestruktivního zkoušení a seznámení se se základními principy jednotlivých metodik.") 2017/18 VÝROBNÍ TECHNOLOGIE Jméno: st. skupina: I.) Nedestruktivní zkoušení materiálu II.) Praxe tepelného zpracování III.) Jominiho zkouška prokalitelnosti I.) Nedestruktivní zkoušení materiálu = návštěva
2017/18 VÝROBNÍ TECHNOLOGIE Jméno: st. skupina: I.) Nedestruktivní zkoušení materiálu II.) Praxe tepelného zpracování III.) Jominiho zkouška prokalitelnosti I.) Nedestruktivní zkoušení materiálu = návštěva
FRACTOGRAPHIC STUDY OF FRACTURE SURFACES IN WELDED JOINTS OF HSLA STEEL AFTER MECHANICAL TESTING
 FRACTOGRAPHIC STUDY OF FRACTURE SURFACES IN WELDED JOINTS OF HSLA STEEL AFTER MECHANICAL TESTING Doc.Dr.Ing. Antonín KŘÍŽ Sborník str. 183-192 Požadavky kladené dnešními výrobci, zejména v průmyslu dopravních
FRACTOGRAPHIC STUDY OF FRACTURE SURFACES IN WELDED JOINTS OF HSLA STEEL AFTER MECHANICAL TESTING Doc.Dr.Ing. Antonín KŘÍŽ Sborník str. 183-192 Požadavky kladené dnešními výrobci, zejména v průmyslu dopravních
PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž
 Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Vakuové tepelné zpracování a tepelné zpracování nástrojů 22. - 23.11. 2011 - Jihlava PRASKÁNÍ VRTÁKŮ PO TEPELNÉM ZPRACOVÁNÍ Antonín Kříž Západočeská univerzita v Plzni Fakulta strojní Katedra materiálu
Tepelné zpracování ocelí. Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D.
 Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
Tepelné zpracování ocelí Doc. Ing. Stanislav Věchet, CSc. ; Ing. Karel Němec, Ph.D. Schéma průběhu tepelného zpracování 1 ohřev, 2 výdrž na teplotě, 3 ochlazování Diagram Fe-Fe 3 C Základní typy žíhání
Charakteristika. Použití TVÁŘECÍ NÁSTROJE STŘÍHÁNÍ RIGOR
 1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
1 RIGOR 2 Charakteristika RIGOR je na vzduchu nebo v oleji kalitelná Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Dobrá obrobitelnost Vysoká rozměrová stálost po kalení Vysoká
Charakteristika. Vlastnosti. Použití FYZIKÁLNÍ VLASTNOSTI CALDIE. Pevnost v tlaku
 1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
1 CALDIE 2 Charakteristika CALDIE je Cr-Mo-V slitinová, ocel, s následujícími vlastnostmi: 1. vysoká odolnost proti opotřebení 2. vysoká pevnost v tlaku 3. vysoká rozměrová stabilita 4. odolnost proti
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
PŘÍSPĚVEK K POVRCHOVÉ ÚPRAVĚ SKLOVITÝM SMALTOVÝM POVLAKEM CONTRIBUTION TO SURFACE ARRANGEMENT WITH VITREOUS ENAMEL COAT
 PŘÍSPĚVEK K POVRCHOVÉ ÚPRAVĚ SKLOVITÝM SMALTOVÝM POVLAKEM CONTRIBUTION TO SURFACE ARRANGEMENT WITH VITREOUS ENAMEL COAT Jitka Podjuklová a Kamila Hrabovská b Marcela Filipová c Michaela Slabáková d René
PŘÍSPĚVEK K POVRCHOVÉ ÚPRAVĚ SKLOVITÝM SMALTOVÝM POVLAKEM CONTRIBUTION TO SURFACE ARRANGEMENT WITH VITREOUS ENAMEL COAT Jitka Podjuklová a Kamila Hrabovská b Marcela Filipová c Michaela Slabáková d René
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky
 Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
NÁSTROJOVÉ OCELI CPM 10 V
 NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V CERTIFIKACE DLE ISO 9001 Chem. složení C 2,45 % Cr 5,25 % V 9,75 % Mo 1,30 % Mn 0,50 % Si 0,90 % CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
/01,01,00 SKELET-ČÁST SPODNÍ
 List: 1 TECHNOLOGICKÝ POSTUP pro zakázku 152410501 - SVAŘOVNA 15:58 23.04.2015 Číslo výkresu/poznámka Fv. Název (A.TP:zdvora Z.TP:exel ) Dávka(Ks.) Řádek 21-850-16/01,01,00 SKELET-ČÁST SPODNÍ 2.00 4 A3
List: 1 TECHNOLOGICKÝ POSTUP pro zakázku 152410501 - SVAŘOVNA 15:58 23.04.2015 Číslo výkresu/poznámka Fv. Název (A.TP:zdvora Z.TP:exel ) Dávka(Ks.) Řádek 21-850-16/01,01,00 SKELET-ČÁST SPODNÍ 2.00 4 A3
Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s.
 Vysoká škola Báňská Technická univerzita Ostrava Fakulta Strojní Katedra mechanické technologie Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s. SN2STI04 29. 6. 2014 Bc., KLU144 1 Profil
Vysoká škola Báňská Technická univerzita Ostrava Fakulta Strojní Katedra mechanické technologie Závěrečná zpráva ze stáže ve společnosti Flash Steel Power a.s. SN2STI04 29. 6. 2014 Bc., KLU144 1 Profil
C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90%
 NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
NÁSTROJOVÁ OCEL CPM 10 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo Mn Si 2,45% 5,25 % 9,75 % 1,30% 0,50% 0,90% CPM 10 V Je jedinečná vysokovýkonná ocel, vyráběná společností Crucible (USA) metodou
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Podniková norma Desky z PP-B osmiúhelníky
 IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
IMG Bohemia, s.r.o. Průmyslová 798, 391 02 Sezimovo Ústí divize vytlačování Vypracoval: Podpis: Schválil: Ing.Pavel Stránský Ing.Antonín Kuchyňka Verze: 01/08 Vydáno dne: 3.3.2008 Účinnost od: 3.3.2008
Výrobní způsob Výrobní postup Dodávaný stav Způsob Symbol Výchozí materiál Skružování Svařování pod. (Za tepla) válcovaný Skružování za
 válcovaný Skružování za") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ
 PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ Ivo Hlavatý a Miroslav Grée a Václav Foldyna b Zdeněk Kübel b a VŠB Technická univerzita, 17. listopadu 15, 708 33 Ostrava-Poruba, ČR b JINPO
PROBLEMATIKA NAVAŘOVÁNÍ POVRCHOVĚ KALENÝCH UHLÍKOVÝCH OCELÍ Ivo Hlavatý a Miroslav Grée a Václav Foldyna b Zdeněk Kübel b a VŠB Technická univerzita, 17. listopadu 15, 708 33 Ostrava-Poruba, ČR b JINPO
VLIV VNESENÉHO TEPLA NA VLASTNOSTI A STRUKTURU SVAROVÉHO SPOJE DUPLEXNÍ OCELI.
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV VNESENÉHO
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV VNESENÉHO
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí
 Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
Ověření materiálových vlastností přídavných svařovacích materiálů při svařování ocelových konstrukcí Lukáš Petričko, Ing. SvarExpert s.r.o., Kištofova 1443/27, 716 00 Ostrava Radvanice E-mail: petricko@svarexpert.cz.
1. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
1. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger Základní návrhové předpisy: - ČSN 73 1401/98 Navrhování ocelových
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU
 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343905, 1. vydání Oprava 1 SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY 2. Oprava
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343905, 1. vydání Oprava 1 SVAŘOVÁNÍ. OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ VE VÝROBĚ KONSTRUKCÍ VOJENSKÉ TECHNIKY 2. Oprava
US 2000 NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ US 2000 US 2000 US Typické oblasti použití.
 NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
NÁSTROJOVÁ OCEL Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo je pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou otěruvzdornost
durostat 400/450 Za tepla válcované tabule plechu Datový list srpen 2013 Odolné proti opotřebení díky přímému kalení
 Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
Za tepla válcované tabule plechu durostat 400/450 Datový list srpen 2013 Tabule plechu Odolné proti opotřebení díky přímému kalení durostat 400 a durostat 450 dosahují typických povrchových tvrdostí přibližně
C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30%
 NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
NÁSTROJOVÁ OCEL CPM 3 V Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo 0,80 % 7,50 % 2,75 % 1,30% CPM 3 V Je nově vyvinutá ultra-houževnatá vysokovýkonná ocel, která je vyráběna společností Crucible
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
Zkušební protokol č. 18/12133/12
 Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
Dodavatel: ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie Technická 4, 166 07 Praha 6 Zkušební protokol č. 18/12133/12 IČO: 6840 7700 DIČ: CZ 6840 7700 Telefon: + 420 224 352 630 Odběratel:
DESTRUKTIVNÍ ZKOUŠKY SVARŮ II.
 DESTRUKTIVNÍ ZKOUŠKY SVARŮ II. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
DESTRUKTIVNÍ ZKOUŠKY SVARŮ II. Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám -
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem
 Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
Fakulta metalurgie a materiálového inženýrství VŠB-TUO a její spolupráce s průmyslem Setkání OU dne 12. 6. 2018, Praha Prof. Ing. Jana Dobrovská, CSc. Vysoká škola báňská Technická univerzita Ostrava Univerzita,
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Nová konstrukce srdcovky s kuželovými vložkami
 DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 797 11 Prostějov, Česká republika www.dtvm.cz, e-mail: dt@dtvm.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 Nová konstrukce srdcovky s kuželovými
DT - Výhybkárna a strojírna, a.s. Dolní 3137/100, 797 11 Prostějov, Česká republika www.dtvm.cz, e-mail: dt@dtvm.cz EN ISO 9001 EN ISO 3834-2 EN ISO 14001 OHSAS 18001 Nová konstrukce srdcovky s kuželovými
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
5. Únava Zatížení při únavě, Wöhlerův přístup a lomová mechanika, únosnost, vliv vrubů, kumulace poškození, přístup podle Eurokódu.
 5. Únava Zatížení při únavě, Wöhlerův přístup a lomová mechanika, únosnost, vliv vrubů, kumulace poškození, přístup podle Eurokódu. K poškození únavou dochází při zatížení výrazně proměnném s časem. spolehlivost
5. Únava Zatížení při únavě, Wöhlerův přístup a lomová mechanika, únosnost, vliv vrubů, kumulace poškození, přístup podle Eurokódu. K poškození únavou dochází při zatížení výrazně proměnném s časem. spolehlivost
Vlastnosti. Charakteristika. Použití FYZIKÁLNÍ HODNOTY VYŠŠÍ ŽIVOTNOST NÁSTROJŮ MECHANICKÉ VLASTNOSTI HOTVAR
 HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
HOTVAR 2 Charakteristika HOTVAR je Cr-Mo-V legovaná vysokovýkonná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Vysoká odolnost proti opotřebení za tepla Velmi dobré vlastnosti
Vlastnosti V 0,2. Modul pružnosti Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost
1 CALMAX 2 Charakteristika CALMAX je Cr-Mo-V legovaná ocel, pro kterou jsou charakteristické tyto vlastnosti: Vysoká houževnatost Dobrá odolnost proti opotřebení Dobrá prokalitelnost Dobrá rozměrová stálost