Úvod do svařování Průmyslový design Ing. Karel Kovanda, Ph.D.
|
|
|
- Patrik Matoušek
- před 6 lety
- Počet zobrazení:
Transkript
1 Úvod do svařování Průmyslový design Ing. Karel Kovanda, Ph.D. ČVUT v Praze, Fakulta strojní Ústav strojírenské technologie

")


2 Metody spojování materiálů Rozebíratelná a) mechanické spoje, b) šroubová spojení, c) samosvorná spojení apod. Aligator, mmspektrum,studentcar, eshopameco, exportpages.

")
")

3 Metody spojování materiálů Nerozebíratelná a) nýtování, b) svařování a navařování, c) pájení, d) lepení apod. Digital.guide, kovárna, bawnboy.com, allmetalshaping.com,
.")

4 Definice svařování Svařování je pracovní postup, kterým se spojují materiály za působení tepla nebo tlaku (případně kombinace těchto vlivů). Cíl Svařování: Vyrobit vyhovující spojení určitých částí povrchů dvou nebo více dílů, tak aby vzniklý spoj vykazoval vlastnosti, které jsou požadovány nebo vyhovují provozním podmínkám.
5 Navařování Navařování je obdoba svařování, kdy v omezeném prostoru dané součásti se nanáší přídavný materiál za účelem doplnění nebo zvětšení objemu součásti. Weldmasters, kolařik@

6 Navařování Oblasti použití energetický průmysl korozivzdorné a žárupevné povrchy těžební průmysl - stroje, zuby rypadel mlýny na zpracování sutě, betonu zemědělská technika ESAB, ČVUT Pavel Rohan@
7 Pájení Pájení je způsob metalurgického spojení kovových nebo nekovových materiálů pomocí přídavného materiálu, bez natavení základního materiálu. Přídavný materiál = pájka musí mít teplotu tavení nižší než ZM Akaonline, medenerozvody, vezas
8 Lepení Lepení je proces spojování materiálů, při kterém se dosahuje trvalé (nerozebíratelné) spojení stejných, popřípadě rozdílných materiálů, prostřednictvím lepidel (adheziv). = Spojení dvou různých ploch prostřednictvím lepidla, které má dobrou přilnavost k oběma plochám. Henkel,loctaid
9 Lepení ksp.tul.cz, Scania.cz průmyslové aplikace (automobily, lepení bočnic autobusů, dřevozpracující průmysl ) funkční spoje těsnící, tlumení vibrací, nezvyšují hmotnost součásti hobby
10 Základní pojmy názvosloví ČSN Základní materiál (ZM): materiál, který je svařován Přídavný materiál (PM): je přidáván během svařovacího procesu (elektrody, dráty, tyčinky, pásky, tavidla) Oerlikon, ESAB Svarová lázeň: materiál roztavený při svařování vzniká tavením základního a přídavného materiálu Svarový kov: roztavený základní materiál a přídavný materiál přivedený do tavné lázně - po ztuhnutí svarové lázně
 Úhel zkosení: úhel mezi úkosem a plochou čela 2) Úhel otevření: úhel mezi úkosy 3) Styková mezera: mezera mezi svařovanými díly 4) Otupení: nezkosená část")
11 Základní pojmy názvosloví ČSN Svarové plochy : část plochy základního materiálu, které při svařování jsou nataveny až po hranice závaru a účastní se procesu svařování 1) Úhel zkosení: úhel mezi úkosem a plochou čela 2) Úhel otevření: úhel mezi úkosy 3) Styková mezera: mezera mezi svařovanými díly 4) Otupení: nezkosená část svarové plochy

 Výplňové vrstvy: svarové vrstvy mezi kořenovou a krycí vrstvou 3) Krycí vrstva: poslední svarová vrstva")
12 Základní pojmy názvosloví ČSN Svarová housenka: svarový kov navařený nebo přetavený při jednom chodu elektrody nebo svařovacího hořáku Vrstva svaru: část svarového kovu, která se skládá z jedné nebo několika housenek umístěných na stejné úrovni příčného řezu svaru 1) Kořenová vrstva: první vrstva svaru tvořící kořen svaru 2) Výplňové vrstvy: svarové vrstvy mezi kořenovou a krycí vrstvou 3) Krycí vrstva: poslední svarová vrstva tvořící povrch svaru
13 Druhy svarů Rozdělení podle hledisek: 1) Polohy průřezu svaru vzhledem k zátěžným silám (čelní, boční a šikmé) 2) Účelu použití stehový (u velkých průměrů potrubí), těsnící ( u nádrží apod.), nosné (konstrukce) a kombinované (např. tlakové nádoby) 3) Tvaru svaru tupé (I,V,U,X ), koutové (T, rohové, přeplátované), lemové, děrové, žlábkové, bodové, švové
 Příprava stykových ploch je dána materiálem, tloušťkou a způsobem svařování Svar typu I Svar typu V Svar typu")
14 Tupé svary Nejvhodnější typ spoje pro konstrukce a součásti, namáhané opakovaným zatížením (dynamickým) Je zachován plynulý silový tok (průběh siločar) Příprava stykových ploch je dána materiálem, tloušťkou a způsobem svařování Svar typu I Svar typu V Svar typu X
 Nemají tak příznivý silový tok (mají menší")
 Spoj typu T Přeplátovaný spoj Rohový")
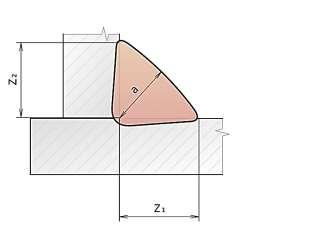
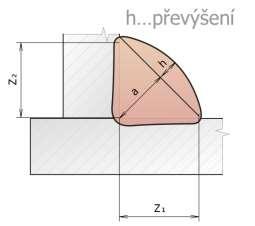
15 Koutové svary Nejvýhodnější z ekonomického hlediska (nevyžadují úpravu svarových ploch - úkosů) Nemají tak příznivý silový tok (mají menší únosnost) Vhodné svařovat dvěma koutovými svary, kdy eliminujeme účinek vliv ohybového momentu na svar (deformace) Spoj typu T Přeplátovaný spoj Rohový spoj Křížový spoj



16 Další typy svarů Lemový svar Děrový svar Žlábkový svar Bodový svar Švový svar
17 Značení svarů na výkrese
18 Značení svarů na výkrese

19 Značení svarů na výkrese Označení svaru tvoří: základní značka svaru doplňková značka svaru údaj o rozměru spoje doplňující údaje (metoda, druh elektrody, ochranný plyn, stupeň kvality svarového spoje, apod.) Svarové a pájené spoje - označování na výkresech ČSN EN ISO 2553
20 Značení svarů na výkrese

21 Značení svarů na výkrese
 působení tepla a tlaku spojení je dosaženo plastickou deformací a částečným")

22 Rozdělení metod svařování Podle způsobu vzniku 1) působení tepla spojení materiálů se dosahuje přes roztavený svarový kov 2) působení tepla a tlaku spojení je dosaženo plastickou deformací a částečným natavením spojovaných materiálů 3) působení tlaku přivádí se pouze tlak a ke spojení dochází v tuhém stavu První skupinu metod označujeme za metody tavného svařování, druhé dvě za metody tlakového svařování.
")
")
")
 Robotizované")
23 Rozdělení metod svařování 1) Ruční 2) Strojní 1) Mechanizované 2) Automatizované 3) Robotizované Migatronic, AirLiquide. Linde

24 Rozdělení metod svařování TAVNÉ Obloukové sv. MMA MIG/MAG, TIG SAW Plamenové sv. Plazmové sv. Laserové sv. Elektronové sv. TLAKOVÉ Odporové sv. Bodové, švové Výstupkové Stykové Tlakové za studena Třením Kovářské sv. Výbuchové sv. Difúzní, ultrazvukové OSTATNÍ METODY Elektrostruskové sv. Aluminotermické sv. Sv. světelným zářením Indukční sv. Přivařování svorníků Indukční sv. Sv. el. výbojem/rázem
25 Výhody svařování trvanlivost spojení, jeho pevnost a těsnost možnost náhrady výkovků a odlitků (levnější výroba) svařování tvarově složitých dílců snížení hmotnosti konstrukcí - vhodnou volbou materiálů zvýšení produktivity uplatněním mechanizace a automatizace svařovacích pochodů snížení spotřeby materiálu snížení výrobních nákladů vysoká rychlost spojování Video MAG trubka
 kvalifikované postupy svařování (WPQR, WPS ) změna struktury i mechanických vlastností svarového spoje vznik deformací a vnitřních")
26 Nevýhody svařování nerozebíratelné spoje potřeba kvalifikovaných dělníků (operátoři, svářeči, sv. dozor) kvalifikované postupy svařování (WPQR, WPS ) změna struktury i mechanických vlastností svarového spoje vznik deformací a vnitřních pnutí vznik vnitřních i povrchových vad kovandak@




27 Příklady svařovaných konstrukcí Žižkovská věž Vykupto, travelguide, ceskatelevi




28 Příklady svařovaných konstrukcí Trojský most přes Vltavu Metrostav, eurozpravy



29 Kovářské svařování TLAKOVÉ používáno od starověku celá staletí (až do konce 19 století) bylo jedinou používanou metodou svařování = spojování materiálu v ohni tlakem drátěné košile, zbraně, šperky, užitné předměty



")
30 Kovářské svařování TLAKOVÉ Princip metody : před svařováním napěchování konců vznik šikmých stejně velkých styčných ploch oba díly očistit od okují tavidlem (boraxem) ohřát na svařovací teplotu (nad 1300 C) přitisknout velkým tlakem k sobě



31 Svařování třením TLAKOVÉ Ohřev stykových ploch třením Pevné uložení + rotace = teplota svařování + osový tlak = svar Video - tření

32 Svařování třením TLAKOVÉ Výhody : nízká spotřeba energie, bezpečná práce, kvalita svarů, vysoká produktivita práce, možnost spojování různých materiálů, možnost automatizovat proces.

33 Odporové svařování TLAKOVÉ Průtokem elektrického proudu svařovaným místem se materiál svařovaných součástí ohřeje odporovým teplem roztaví se materiály se stlačí = vznik spoje Ohmův zákon U = I R V Odpor. teplo Joulův zákon Q = R I 2 t J El. odpor R = R p + R m Ω Rm - materiálový odpor (el. vodivost, jakost, tloušťka, teplota) Rp - přechodový odpor (čistota a drsnost povrchů, tlak elektrod 1/P) P- přítlačná síla [N]
34 Odporové svařování TLAKOVÉ nejvyšší teplota - místo dotyku plechů značné množství tepla uniká vedením do materiálu a sáláním do okolního prostředí.
35 Odporové svařování TLAKOVÉ Měkký svařovací režim nízký svařovací proud - proudová hustota do 200 A mm -2 dlouhý svařovací čas - asi 25 period střídavého proudu 0,5 s do 1,5 s nižší svařovací síla (do N) tlak do 60 N mm -2 svařování ocelí s vyšším obsahem uhlíku, opravy, znečištěný povrch tepelné ztráty sáláním, zahřívání elektrod, otlaky, malý průměr čočky Tvrdý svařovací režim vysoký svařovací proud - proudová hustota A mm -2 krátký svařovací čas - 3 až 8 period 0,16 s vyšší svařovací síla (cca N) tlak více než 80 N mm -2 svařování legované oceli, neželezné kovy a jejich slitiny vyšší živostnost elektrod, menší deformace, vyšší napětí ve sv. spojích

 při bodovém svařování se")

36 Odporové svařování TLAKOVÉ Bodové svařování nejvíce používaný způsob svařování plechů tloušťky od 0,01 do 10 mm (lze však svařovat i větší tloušťky) při bodovém svařování se vytvářejí především přeplátované spoje automobilový průmysl 80 % svarů Portablewelders, Entroncontrols, Ogsindustries



37 Odporové svařování TLAKOVÉ Švové svařování obdobný proces bodovému svařování svařovací elektrody jsou otočné tvar kotouče (kladek) odvalování svařovaných dílů překrývající se bodové svary dlouhé svary plechů, profilů apod. materiály elektrod: báze mědi, žárupevné slitiny Mo, W Shinkmann, Marinenotes.blogspot


38 Indukční svařování TLAKOVÉ Vysokofrekvenční svařování teplo vzniklého elmag. indukcí ve svarových plochách tupého svaru plechů průchod střídavého proudu střední nebo vysoké frekvence ( khz) výroba trubek a uzavřených profilů způsob se zařazuje jako švové svařování, ale ve skutečnosti jde o stykové pěchovací svařování Shinkmann, Marinenotes.blogspot Shinkmann,





39 Odporové svařování TLAKOVÉ Výstupkové svarové spoje se vytvářejí na místech přirozených a záměrně vytvořených výstupků (odporové svařování na lisu) šrouby, matice, montážní prvky Ogsindustries.com



40 Odporové svařování TLAKOVÉ Stykové svarové spoje se vytvářejí v celé styčné ploše využití nebo bez využití odtavení (tj. svařování s odtavením a pěchovací) plné profily, tyče, kolejnice Regena.cz, Tratovestroje.net







41 Odporové svařování TLAKOVÉ BMW, Avio
42 TAVNÉ METODY




43 Ruční svařování obalenou elektrodou TAVNÉ zdroj tepla = elektrický oblouk (vysokotlaký nízkonapěťový výboj) el. oblouk hoří mezi elektrodou a základním materiálem Youtube, Messer Eutectic Castolin
44 Ruční svařování obalenou elektrodou TAVNÉ Polohy svařování : všechny polohy (omezení druh elektrod) Druh základního materiálu : nelegované, nízkolegované vysokolegované oceli, Ni, Cu, Al jejich slitiny (případně i další materiály) Tloušťka základního materiálu : 2 až 100 mm (ekonom.) Svařovací proud : 50 až 450 A Napětí na oblouku : 15 až 40 V Druh svařovacího proudu : stejnosměrný, střídavý Průměr elektrod : 1,6 až 8 mm (obvykle 2 6,3 mm) Statická charakteristika zdroje : strmá (zdroj konstantního proudu) Metoda na ústupu opravárenství, montáže






45 Ruční svařování obalenou elektrodou TAVNÉ Litina Hliníková slitina Titanová slitina


46 Ruční svařování obalenou elektrodou TAVNÉ Svařování plechu v poloze PF Messer Eutectic Castolin

47 Svařování elektrickým obloukem TAVNÉ Pinch efekt = radiální tlak magnetického pole oblouku možno svařovat i v nucených (montážních) polohách. 1- elektroda, 2 hranice natavené oblasti, 3 kapka taveniny, 4 katodová skvrna, 5 sloupec oblouku, 6 anodová skvrna, 7- zmenšení průřezu, a působení gravitace, b směr radiálního působení magnetického pole (pinch efekt), c povrchové napětí, d směr elektrostatických sil, e síly odpařujícího se kovu, f viskozita taveniny, g dynamický účinek proudícího plazmatu

 - polaritou a")
48 Přenos kovu v oblouku TAVNÉ Při obloukovém svařování tavící se elektrodou dochází ve sloupci oblouku k přenosu roztaveného kovu elektrody do svarové lázně Zkratový přenos Bezkratový (Kapkový) přenos Sprchový přenos Charakter přechodu svarového kovu v oblouku je určován hlavně : - proudovou hustotou - obalem elektrod - napětím (délkou oblouku) - polaritou a atmosférou

49 Svařování el. obloukem v ochranných atmosférách TAVNÉ Úkoly ochranné atmosféry: ochrana svarové tavné lázně, elektrody, el. oblouku a okolí svaru, sekundární ochrana kořene a líce svaru, ovlivňuje proces zapalování a stability hoření el. oblouku (vytvoření dostatečně ionizovaného prostředí), vliv na geometrii svaru (šířka, hloubka průvaru ) kovandak@ Kyslík reaguje s kovovými prvky, vznik oxidů s velkou teplotou tavení, snižuje mech. vlastnosti, od 0,23 % je ocel křehká Vodík vždy v plynné fázi, způsobuje pórovitost, vznik trhlin za studena Dusík nitridy (Al, Mn, Si, Ti, Fe), snižuje tažnost, vrubovou houževnatost

 2) Aktivní účastní se reakcí ve svarové lázni")
50 Svařování el. obloukem v ochranných atmosférách TAVNÉ Rozdělení ochranných atmosfér - podle chemické aktivity: 1) Inertní ( netečné ) nereagují se svarovou lázní inertní plyny (Ar, He, směsi Ar + He) 2) Aktivní účastní se reakcí ve svarové lázni oxidační plyny (CO 2, směsi na bázi Ar + CO 2, Ar+O 2...) Linde gas, Airproduct
51 Svařování el. obloukem v ochranných atmosférách TAVNÉ MAG (Metal active gas) 135 Odtavující se elektroda, kde ochranný plyn se aktivně podílí na tvorbě svarového kovu MIG (Metal inert gas) 131 Odtavující se elektroda, kde ochranný plyn nereaguje při tvorbě svarového kovu WIG, TIG (Wolfram inert gas - Tungsten inert gas) 141 Wolframová netavná elektroda, kde ochranný plyn nereaguje při tvorbě svarového kovu. Linde gas
52 Svařování metodou MAG/MIG TAVNÉ Zeross, Kolařík L.
53 Svařování metodou MAG/MIG TAVNÉ Polohy svařování: Druh základního materiálu : Tloušťka zákl. materiálu : Přenos kovu : všechny MAG : nelegované, nízkolegované a vysokolegované ocele MIG : Al, Cu, Ni a jejich slitiny 0.8 až 40 mm Zkratový : I S = A, U EO = V Sprchový : I S = A, U EO = V Druh svařovacího proudu : Stejnosměrný (polarita nepřímá =elektroda na + pólu svařovacího zdroje) Průměry svařovacích drátů : Poloautomatický proces : 0,6 do 1,6 mm drát-podavač Statická charakteristika zdroje plochá (zdroj konstantního napětí)



54 Svařování metodou MAG/MIG TAVNÉ EWM



55 Svařování metodou MAG/MIG TAVNÉ Atlaslokomotiv, Czloko, Technet.idnes



56 Svařování metodou TIG TAVNÉ Tavné svařování, při kterém se používá netavící se elektroda čistě wolframová nebo s aktivující přísadou. El. oblouk a oblast svaru je chráněna inertním plynem. Podle potřeby může být použit přídavný materiál. PLYNOVÁ HUBICE PŘÍDAVNÝ MATERIÁL OCHRANNÝ PLYN ZÁKLADNÍ MATERIÁL SVAROVÁ LÁZEŇ SVAROVÝ KOV Migatronic, Linde, Zeross

57 Svařování metodou TIG TAVNÉ Migatronic, Zeross
58 Svařování metodou TIG TAVNÉ Polohy svařování : Druh základního materiálu : Tloušťka základního materiálu : Druh svařovacího proudu : Rozsah svařovacího proudu : všechny všechny!!!: legované ocele, Al, Mg, Cu, Ni, Ti, Ag a jejich slitiny 0.5 až 10 mm Stejnosměrný (polarita přímá i nepřímá) i střídavý 10 až 500 A Průměry wolframových elektrod : 1 až 8 mm (obvykle od 2 do 4 mm) Průměr přídavného materiálu: Používané ochranné plyny : Vhodná statická cha. zdroje : 0,8 4 mm (délka 1m) plné, plněné 0,6 2,4 mm (cívky) inertní (Ar, He) strmá


59 Svařování metodou TIG TAVNÉ Abicor Binzel, EWM, Dinse

 a v délkách od 50 do 175 mm Migatronic, Svět svaru")
60 Svařování metodou TIG TAVNÉ Elektrody jsou normalizovány dle ČSN EN ISO chemické složení, - rozměry a úchylky, - barevné značení Vyrábějí se v průměrech od 0,5 do 10 mm (obvykle používané průměry jsou 1,6 3,2 mm) a v délkách od 50 do 175 mm Migatronic, Svět svaru
61 Svařování metodou TIG TAVNÉ Značení elektrod se řídí následujícími zásadami : první písmeno značí základní prvek elektrod W (Wolfram) druhé písmeno charakterizuje přísadu oxidů P (čistě wolframová elektroda bez oxidů jako Pure = čistý) = 99, 9 % W T (oxid thoričitý ThO 2 ) - Tt = C Z (oxid zirkoničitý ZrO 2 ) - Tt = C L (oxid lantanitý La 2 O 3 ) - Tt = C C (oxid ceričitý CeO 2 ) - Tt = C číslo u základní značky udává desetinásobek koncentrace oxidů Např.: WL20 wolframová elektroda s 2% příměsi oxidu lantanitého Příměsi mají vliv na životnost elektrody, stabilní hoření oblouku, zapalování oblouku, stabilitu při vysokých teplotách




62 Svařování metodou TIG TAVNÉ Linde, Crontex,





63 Svařování metodou TIG TAVNÉ ESAB, Automobilrevue, Aluminum, Sop, pinterest



64 Svařování pod tavidlem TAVNÉ Zdroj tepla = elektrický oblouk hořící pod vrstvou práškového tavidla, část se taví a vytváří strusku. ESAB ESAB
65 Svařování pod tavidlem TAVNÉ Poloha svařování : PA (vodorovná shora), do úžlabí, PB Tloušťka základního materiálu: 3 až 100 mm, případně i více (úzký úkos) Rozsah svařovacího proudu : 200 až 2000 A (extrémně i 4000 A) Rozsah napětí na oblouku : 20 až 50 V Rozsah svařovacích rychlostí : 40 až 200 cm min -1 (výkon navaření kg/hod) Druh svařovacího proudu : střídavý i stejnosměrný Průměr přídavného materiálu : 2 až 8 mm (možno použít 1,6 mm, extrémně 13 mm), případně pásky Druh základního materiálu : všechny druhy konstrukčních ocelí, vysokolegované oceli, slitiny Ni, Al, Cu


66 Svařování pod tavidlem TAVNÉ Zařízení 1. Pojezd svařovací traktor 2. Ovládání 3. Svařovací hlava 4. Podavač drátu 5. Zásobník tavidla 6. Svařovací zdroj ESAB

67 Svařování pod tavidlem Tavidlo = zrnitá hmota (podobná roztavenému sklu) úkolem je zabezpečit dobré operativní, formovací vlastnosti a jakost svarového kovu požadavky na tavidla: stejné jako na obaly elektrod pro ruční svařování platí přísnější podmínky vliv tavidel na svar či návar je větší druhy tavená, aglomerovaná Charakteristické vlastnosti tavením nevznikají žádné plyny za normálních teplot je nevodivé Se stoupající teplotou elektrická vodivost tavidla stoupá. TAVNÉ ESAB




68 Svařování pod tavidlem TAVNÉ ESAB, Plzen.idnes, elogistika.info






69 Svařování pod tavidlem TAVNÉ Svařování pod tavidlem Ekonomika.idnes, ESAB, Temex, Kasperkovo, cz.depositphotos.com


70 Přivařování svorníků svorníky = šrouby, kolíky, matice, sponky, kotvy a kovové plátky různých tvarů doba hoření oblouku 0,5 až ms) vysoká rychlost ohřevu i ochlazení průměry svorníků od 3 do 25 mm


71 Přivařování svorníků 1) Přivařování svorníků elektrickým obloukem se zdvihovým zážehem 2) Přivařování svorníků kondenzátorovým výbojem s hrotovým zážehem
72 Doporučená literatura Technologie 1 skripta ČVUT (Bednář, Šanovec a kol.) Technologie svařování skripta ČVUT ( Dunovský a kolektiv)
73 Děkuji za pozornost Ing. Karel Kovanda, Ph.D.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ
 MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
MATERIÁLOVÉ SPOJE SVÁŘENÉ, PÁJENÉ, LEPENÉ Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
Přednáška č.11 Spoje nerozebíratelné
 Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Fakulta strojní VŠB-TUO Přednáška č.11 Spoje nerozebíratelné SVAŘOVÁNÍ je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více materiálů. Při svařování je nutné působit buď tlakem,
Svařování. Rozdělení svařování
 Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti. Ing. Magdalena Svobodová Číslo: VY_32_INOVACE_ Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Spoje a spojovací součásti Svarové spoje druhy, značení
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky
 Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Stavebnictví Energetika Tlaková zařízení Chemickz průmysl Dopravní prostředky čelní, boční a šikmé stehové (krátké svary pro zabezpečení polohy), těsnící ( u nádrží apod.), nosné (konstrukce), spojovací
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
1 SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU Do této skupiny se zařazují pochody, při kterých dochází k natavení stykových ploch a vyvození potřebného tlaku, kterým nastane svaření. Svařování za působení tepla
SPOJE STROJE STR A ZAŘÍZENÍ OJE ČÁSTI A MECHANISMY STROJŮ STR
 SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
SPOJE STROJE A ZAŘÍZENÍ ČÁSTI A MECHANISMY STROJŮ ZÁKLADNÍ POZNATKY Spoje jejich základní funkcí je umožnit spojení částí výrobků a to často v kombinaci s pohyblivostí. Spoje mohou být pohyblivé a nepohyblivé.
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
MULTIMATRIX Dokonalost jako princip. forcearc forcearc puls Hospodárné svařování, úspory nákladů.
 forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
2. přednáška OCELOVÉ KONSTRUKCE VŠB. Technická univerzita Ostrava Fakulta stavební Podéš 1875, éště. Miloš Rieger
 2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
2. přednáška OCELOVÉ KONSTRUKCE VŠB Technická univerzita Ostrava Fakulta stavební Ludvíka Podéš éště 1875, 708 33 Ostrava - Poruba Miloš Rieger SPOJE Základní klasifikace: 1) Klasifikace podle tuhosti:
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Svarové spoje. Svařování tavné tlakové. Tlakové svařování. elektrickým obloukem plamenem termitem slévárenské plazmové
 Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svarové spoje Svařování tavné tlakové Tavné svařování elektrickým obloukem plamenem termitem slévárenské plazmové Tlakové svařování elektrické odporové bodové a švové třením s indukčním ohřevem Kontrola
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005
 Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
Nedestruktivní zkoušení - platné ČSN normy k 31.10.2005 (zpracováno podle Věstníků ÚNMZ do č. včetně) Vzdělávání pracovníků v NDT: ČSN EN 473 (01 5004) Nedestruktivní zkoušení - Kvalifikace a certifikace
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE
 SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
SEZNAM TÉMAT K ÚSTNÍ PROFILOVÉ ZKOUŠCE Z TECHNOLOGIE Školní rok: 2012/2013 Obor: 23-44-L/001 Mechanik strojů a zařízení 1. Základní vlastnosti materiálů fyzikální vlastnosti chemické vlastnosti mechanické
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
Česká svářečská společnost ANB Czech Welding Society ANB (Autorised National Body for Welding Personnel and Company Certification) IČO: 68380704
 IČO: 68380704") Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Normy pro tavné Aktuální stav 11/2014 Požadavky na jakost při tavném EN ISO 3834-1 až 5 CEN ISO/TR 3834-6 Obloukové Skupiny materiálu CEN ISO/TR 15608 ISO/TR 20173 Doporučení pro EN 1011-1 (ISO/TR 17671-1)
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
 ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik)
") Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Okruhy pro závěrečné zkoušky oboru - strojní mechanik školní rok 2017/2018 (odborný výcvik) 1) Zpracování kovů a vybraných nekovových materiálů měření a orýsování řezání kovů ruční a strojní pilování rovinných,
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_16 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Sylabus přednášek OCELOVÉ KONSTRUKCE. Postupná plastifikace I průřezu. Obsah přednášky. Příklad využití klasifikace spojitý nosník.
 Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.
Sylabus přednášek OCELOVÉ KONSTRUKCE Studijní program: STAVEBNÍ INŽENÝRSTVÍ pro bakalářské studium Kód předmětu: K134OK1 4 kredity ( + ), zápočet, zkouška Pro. Ing. František ald, CSc., místnost B 63 1.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zkoušky postupu svařování z pohledu výrobce. Ing. Jiří Frýba Excon Steel Hradec Králové
 Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
Zkoušky postupu svařování z pohledu výrobce Ing. Jiří Frýba Excon Steel Hradec Králové Zabezpečení kvality při svařování Svařování je zvláštní proces Pouze konečnou kontrolou nelze zjistit, zda svarový
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS , 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ
 ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
ZMĚNA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 2. Vydání SVAŘOVÁNÍ. OBALENÉ ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ VYSOKOPEVNOSTNÍCH OCELÍ 2. Změna č. 1 Část č. 1 Původní
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
Technologie svařování
 Univerzita Jana Evangelisty Purkyně v Ústí n. L. Fakulta výrobních technologií a managementu Semestrální práce Technologie svařování 1 Vypracoval: Petr Sádovský Akademický rok: 2013/2014 Obsah Úvod 1 1.1.
Univerzita Jana Evangelisty Purkyně v Ústí n. L. Fakulta výrobních technologií a managementu Semestrální práce Technologie svařování 1 Vypracoval: Petr Sádovský Akademický rok: 2013/2014 Obsah Úvod 1 1.1.
ROJIRENSKA. echnologie. POLOTOVARY A JEJICH TECHNOLOGIČNOST 1. díl -- -- : M. HLUCHÝ, J. KOLOUCH, R. PAŇÁK. 2., upravené vydání
 r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
r : M HLUCHÝ, J KOLOUCH, R PAŇÁK I I, S ROJIRENSKA echnologie POLOTOVARY A JEJICH TECHNOLOGIČNOST 1 díl 2, upravené vydání / /,\\1// -- -- SCientia, spol s ro, pedagogické nakladatelství Praha 2001 \ OBSAH
Přehled technologií svařování
 Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG
 Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92.
 ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
Svařování. 1.1.1 Podstata, účel, použití, výhody, nevýhody a rozdělení svařování
 Svařování 1.1.1 Podstata, účel, použití, výhody, nevýhody a rozdělení svařování Svařováním vznikají působením tepla, respektive tlaku a za případného použití přídavného materiálu obdobného složení jako
Svařování 1.1.1 Podstata, účel, použití, výhody, nevýhody a rozdělení svařování Svařováním vznikají působením tepla, respektive tlaku a za případného použití přídavného materiálu obdobného složení jako
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.8 Realizace klempířských prací a dovedností
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Svářečská škola a
 Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Svářečská škola18-310 a 18-312 školy s dlouholetou tradicí a zkušenostmi Evidenční číslo školy: 18-310 a 18-312 registrované v systému CWS ANB Sídlo školy:18-310 Křemešnická 298, 393 01 Pelhřimov 18-312
Předmět - Svařování v praxi
 Praktická příprava MMA Úloha č. 1 Návary na plechu v poloze vodorovné shora (PA) Přídavný materiál: obalená elektroda průměr a mm bazická (DC+) (ISO 2560-A-E 38 3 B 42 H10) ESAB OK48.60, OK 48.00 Celý
Praktická příprava MMA Úloha č. 1 Návary na plechu v poloze vodorovné shora (PA) Přídavný materiál: obalená elektroda průměr a mm bazická (DC+) (ISO 2560-A-E 38 3 B 42 H10) ESAB OK48.60, OK 48.00 Celý
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
Převod mezi kelviny a Celsiovými stupni se počítá podle vztahu:
 4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
4 Elektrické teplo 4.1 Základní pojmy Při některých elektromagnetických jevech se část energie přeměňuje na teplo. Teplo je druh energie, má tedy stejnou jednotku jako mechanická práce a elektrická energie,
Technologie I. Obloukové technologie s ochranou tavidla. (elektroda, svařování pod tavidlem)
") Technologie I. Obloukové technologie s ochranou tavidla (elektroda, svařování pod tavidlem) Svařování elektrickým oblouk MMA: Klasické ruční obloukové svařování obalenou elektrodou. Nejstarší a nejuniverzálnější
Technologie I. Obloukové technologie s ochranou tavidla (elektroda, svařování pod tavidlem) Svařování elektrickým oblouk MMA: Klasické ruční obloukové svařování obalenou elektrodou. Nejstarší a nejuniverzálnější
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Svařování pod tavidlem
 Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
B 550B ,10
 VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
VŠB Technická univerzita Ostrava Svařování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 doc. Ing. Ivo Hlavatý, Ph.D. 1 2 Přehled typů ocelí betonářské výztuže Poř. číslo
SYSTÉM PRO MONITOROVÁNÍ A DOKUMENTACI PROCESU SVAŘOVÁNÍ POMOCÍ VÝPOČETNÍ TECHNIKY WELDMONITOR 4.0
 SYSTÉM PRO MONITOROVÁNÍ A DOKUMENTACI PROCESU SVAŘOVÁNÍ POMOCÍ VÝPOČETNÍ TECHNIKY WELDMONITOR 4.0 AUTOŘI: Drahoň NOVOSAD, David KLIKA, Vlastimil VÁCLAVÍK, Ondřej ČÍP, Vladimír KUDĚLKA, Petr KADRNKA INFORMACE
SYSTÉM PRO MONITOROVÁNÍ A DOKUMENTACI PROCESU SVAŘOVÁNÍ POMOCÍ VÝPOČETNÍ TECHNIKY WELDMONITOR 4.0 AUTOŘI: Drahoň NOVOSAD, David KLIKA, Vlastimil VÁCLAVÍK, Ondřej ČÍP, Vladimír KUDĚLKA, Petr KADRNKA INFORMACE