SVAŘOVÁNÍ TAVNÉ. Výroba polotovarů
|
|
|
- Renáta Janečková
- před 6 lety
- Počet zobrazení:
Transkript
1 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D. Kavková Výroba polotovarů SVAŘOVÁNÍ TAVNÉ

2 Způsoby svařování plamenem elektrickým obloukem vibrační navařování elektronovým paprskem laserem plazmou

3 Svařování plamenem použití - nelegované oceli - plechy malých tlouštěk (do 4 mm) - svařování trubek - optimální pro svařování na montážích - instalatérské práce - topenářské práce


4 Zdroj tepla plamen - vzniká spalováním směsi hořlavého plynu a kyslíku nevhodné pro svařování tlustého plechu

5 Svařovací souprava

6 Tlakové láhve ocelové, bezešvé pro hořlavý plyn a kyslík značení barvou kyslík - modrá acetylén - bílá vodík - červená dusík - zelená propan-butan - červená stlačený vzduch - šedá


7 Tlakové láhve ocelový klobouček - ochrana ventilu při přepravě dno opatřené patkou - uskladnění ve svislé poloze lahvový ventil - uzavření láhve při dopravě - doplnění a vyprazdňování
8 Tlakové lahve pro acetylén acetylén - zahřátím nad 100 C - stlačením přes 0,2 MPa bez působení kyslíku exploduje lahve vyplněny porézní hmotou prosáklou acetonem (křemeliny a dřevěné uhlí) velké množství malých pórů zabraní samovznícení


9 Redukční ventily připojení k lahvovému ventilu snižování tlaku plynu z lahve na tlak pracovní obsahový manometr pracovní manometr udržuje pracovní tlak konstantní

10 Redukční ventily 1 vstupní manometr 2 štítek 3 štítek 4 těsnění pod manometr 5 pracovní manometr 6 těsnící vstupní přípojky 7 převlečná matice - vstup 8 šroub 9 ovladač 10 kolečko ventilu

11 Hadice spojují redukční ventil s hořákem pryžové s textilní vložkou, absolutně těsné kyslík - šedé či modré, vnitřní ø 6 mm hořlavý plyn - červené, vnitřní ø 8 mm
12 Hadice min. vzdálenost svařování od lahve 3 m ochrana hadic před - vysokou a velmi nízkou teplotou - otevřeným ohněm a jiskrami - mechanickým poškozením, oleji a mazivy poškozené hadice IHNED vyměnit
13 Druhy svařovacích hořáků nízkotlaký (injektorový) injektor pomáhá nasávat nízkotlaký acetylén vyšším tlakem kyslíku vysokotlaký (směšovací) jednodušší konstrukce, acetylén se mísí s kyslíkem v mísící komoře
14 Svařovací hořáky zabezpečují - smíšení plynů - regulaci výstupní rychlosti - vhodné složení plamene Barvy bílá zapálení plamene - otevřít ventil pro acetylén - nechat unikat trochu plynu - zapálit - otevřít ventil kyslíku - seřídit plamen


15 Svařovací hořáky směšují kyslík s hořlavým plynem regulují - požadovanou výtokovou rychlost směsi - složení plamene montážní hořáky



16 Svařovací rukojeti


17 Injektorová svářecí souprava topenářské a montážní práce

18 Injektorová svářecí souprava svařování barevných kovů plyn propan - butan

19 Flexibilní svařovací hořák použití - svařování potrubních systémů - obtížně přístupná místa ohebná trubka hořáku snadno tvarovatelná pro svařování

20 Montážní svařovací hořák svařování v obtížně přístupných místech, zejména potrubních systémů


21 Injektorová svařovací a řezací souprava svařování kovu do tloušťky 9 mm řezání materiálu do tloušťky 25 mm

22 Navařovací souprava navařování tvrdých, korozivzdorných nebo žáruvzdorných vrstev na strojní součásti

23 Rovnotlaká svařovací souprava jemné svařovací a pájecí práce

 - zhášecí vložka - tepelný")
24 Příslušenství suchá předloha - zajištění bezpečnosti připojením na redukční ventily bezpečnostní prvky - zpětný ventil (zabraňuje zpětnému proudění plynu) - zhášecí vložka - tepelný a tlakový uzavírací ventil


25 Příslušenství rychlospojka - připojení a odpojení hadice při změně pracovního místa šipka určuje směr průtoku plynu při rozpojení nastane automatické zastavení proudění plynu

26 Příslušenství rychlospojka na hadice - prodloužení hadic rozpojení - automatické zastavení proudění plynu

27 Příslušenství samozatmívací svářečská maska - ochrana proti ultrafialovému a infračervenému záření


28 Příslušenství spořič plynu pro ochranné plyny - úspora při obloukovém svařování metodami WIG, MIG, MAG
29 Plyny - O 2 kyslík Vlastnosti Použití Barva hrdla lahve bez barvy, chuti, zápachu nejedovatý nehořlavý hoření podporuje - s hořlavými plyny tvoří explozivní směs ventily, hořáky, hadice nesmí být znečištěny olejem, tukem Materiál šroubení Tlak plynu v lahvi svařování modrá mosaz 15 MPa řezání min. čistota 98,5%
30 Plyny - C 2 H 2 acetylén Vlastnosti Použití Barva hrdla lahve Materiál šroubení Tlak plynu v lahvi bezbarvý, neviditelný svařování bílá ocel 1,5 MPa štiplavě páchnoucí nejedovatý hořlavý, zářivý plamen, velká výhřevnost, explozivní s O2, vzduchem nelze bezpečně stlačit pod vysokým tlakem řezání
31 Plyny - H 2 vodík Vlastnosti Použití Barva hrdla lahve bez barvy a zápachu nejedovatý lehký se vzduchem a kyslíkem tvoří třaskavou směs hořlavý, s O2 až C zpracován í materiálů plamenem řezání kyslíkem Materiál šroubení Tlak plynu v lahvi červená mosaz 15 MPa
32 Plyny - C 3 H 8 propan, C 4 H 10 butan Vlastnosti těžší než vzduch nejedovaté zápach po sirovodíku se vzduchem a kyslíkem tvoří výbušnou směs hořlavé, s O2 až C obvykle směs obou plynů Použití Barva hrdla lahve svařování (zřídka) řezání - delší zahřívací časy oranžová barevné označení doplněné názvem plynu Materiál šroubení Tlak plynu v lahvi mosaz 15 až 20 MPa
33 Druhy svařovacích plamenů měkký - neutrální poměr O 2 : C 2 H 2 = 1 až 1,1 : 1 střední - oxidační poměr O 2 : C 2 H 2 = 1,2 : 1 ostrý - redukční poměr O 2 : C 2 H 2 = 1 : < 1

34 Měkký - neutrální plamen labilní často šlehá zpět menší výkon při svařování použití - většina svařování - vysoce legované oceli - kovy s nízkým bodem tání

35 Střední - oxidační plamen stabilní dobrá jakost svaru volný kyslík s kovem se slučuje na oxidy - pokles pevnosti a vrubové houževnatosti použití - obvyklé svařování včetně mosazí a některých bronzů

36 Ostrý - redukční plamen víří a nauhličuje lázeň napomáhá rozpouštění plynů přehřívá kov svar tvrdý, křehký, bublinatý použití - svařování lehkých slitin hořčíku - navařování tvrdých kobaltových slitin
 mm - délka 1")
37 Přídavné materiály použití - pro výplňové svary - ovlivnění jakosti svaru stejné či podobné chemické složení se svařovaným materiálem rozměry - ø(1,6 až 8) mm - délka 1 m
38 Tavidla použití - zabránění oxidace na povrchu kovů - nanášena na přídavný materiál jako obal - tavidlo výplní trubičky výroba - na bázi chloridů a fluoridů alkalických kovů forma - prášky, pasty, roztoky
 svarové plochy upraveny dle")
39 Příprava materiálu základní materiál zbaven nečistot (barva, rez) svarové plochy upraveny dle tloušťky

40 Směr svařování doprava svařování zleva doprava svar chráněn plamenem kvalitní svar produktivní způsob použití - síla plechu nad 3 mm - trubky od síly stěny 4 mm

41 Směr svařování doleva svařování zprava doleva materiál před svarem předehříván rychlé tuhnutí kovu - není chráněn svary méně kvalitní použití - plechy do tloušťky 3 mm - trubky s tloušťkou stěny do 3,5 mm - litiny, slitiny Al, Mg, Cu
42 Pracovně bezpečnostní předpisy pro láhve a ventily svařovacích souprav acetylénové lahve NESMĚJÍ při odběru plynu ležet vodorovně (používání ve svislé nebo šikmé poloze, jinak by do hadic vnikal aceton) při zpětném šlehu plamene do hadic ihned uzavřít redukční nebo lahvový ventil -> nebezpečí výbuchu
43 Obloukové svařování - historie 1887 Nicolas de Benardos patentoval obloukové svařování uhlíkovou elektrodou - využití velmi malé (uhlík z elektrod přecházel do svarového kovu = sváry tvrdé a křehké) rozvoj - objev svařování obalenou kovovou elektrodou patentoval v roce 1904 Oscar Kjellberg - rozmach v období první světové války
 svařovaných")
44 Obloukové tavné svařování nejpoužívanější způsob svařování zdroj tepla - elektrický oblouk - hoří mezi elektrodou a svařovaným materiálem - hoří mezi dvěma elektrodami teplem elektrického oblouku dojde k místnímu natavení a spojení (svaření) svařovaných součástí
45 Tepelný výkon Q elektrického oblouku množství tepla, které z oblouku přejde do svaru η účinnost dle druhu svařování (0,7 až 0,85) U napětí (10 až 50) V Q = η.u.i I proud (50 až 2 000) A střídavý či stejnosměrný teplota oblouku přes C

46 Elektrický oblouk - proud tj. jev provázející průchod proudu plynným prostředím v prostoru, kde došlo k oddálení vodivých částí uzavřeného elektrického obvodu svařovací proud - střídavý - stejnosměrný pracovní napětí až 50 V hodnota proudu (30 až 500) A = svářečky (svařovací zdroje)

47 Technické vybavení
48 Rozdělení svařovacích zdrojů podle konstrukce svařovací agregáty - stejnosměrný proud svařovací transformátory - střídavý proud svařovací usměrňovače - střídavý proud svařovací invertory - stejnosměrný proud

49 Svařovací agregáty stejnosměrný proud - točivé stroje - motor elektrický či spalovací + dynamo použití - všechny druhy elektrod - nezávislost na el. síti (spal. mot.) - mobilní zdroj nevýhody - malá účinnost, velká hmotnost - vyšší náklady na provoz digitálně řízený zdroj pro svařování metodou MMA,TIG, MIG/MAG



50 Svařovací transformátory střídavý proud výhody - vysoká účinnost - malá hmotnost použití - svařování barevných kovů, litiny,


51 Svařovací usměrňovače střídavý proud svařovací proud usměrněn diodami nebo tyristory nepatrné zvýšení ceny vyváženo odstraněním nevýhod svařovacích transformátorů


52 Svařovací invertory stejnosměrný proud měniče el. proudu - pracují s vyšším kmitočtem - přeměna el. proudu ze sítě (střídavý) přímo na stejnosměrný svařovací proud výhody - nízká hmotnost - vysoká účinnost
53 Charakteristika svářečky statická - závislost proudu I na napětí U v ustáleném stavu pro různá zatížení a nastavení regulátoru proudu
54 Charakteristika svářečky dynamická - hodnoty napětí U a proudu I při náhlých změnách během svařování - dynamická strmost (sklon) má vliv na zapálení oblouku a jeho udržení


55 Elektrody netavné uhlíkové (grafitové) - nestabilní oblouk, nízká jakost wolframové - neposkytují svarový kov tavné holé - tvoří přídavný svarový kov obalené - chrání svarový kov před účinky atmosféry, aj.
56 Netavné uhlíkové elektrody materiál - grafitový uhlík nebo grafit použití - prostředek k vytvoření elektrického oblouku - svařování stejnosměrným proudem - měď a tenké ocelové plechy nevýhody - nestabilní oblouk - svar nízké jakosti

 mm za 3 hodiny svařovacího")
57 Netavné wolframové elektrody neposkytují svarový kov prostředek k vytvoření oblouku vynikající svařovací a zapalovací vlastnosti použití - svařování metodou TIG - svařování plazmou optimální volba - úbytek W-elektrody (10-12) mm za 3 hodiny svařovacího času
58 Tavné elektrody holé utavují se a tvoří přídavný svarový kov použití - svařovaná v ochranných plynech - svařování pod tavidlem - elektrostruskové svařování - plazmové svařování - vibrační navařování nevýhody - není-li k elektrickému oblouku přiváděno tavidlo (ochranný plyn) => vzniká nejakostní svar

59 Tavné elektrody obalené použití - stejnosměrný či střídavý proud úkol obalu - stabilizace oblouku


60 Ruční obloukové svařování nejuniverzálnější metoda svařování MMA - Manual Metal Arc Welding SMAW - Shielded Metal Arc Welding
61 Charakteristika teplem oblouku taven svařovaný materiál, kovové jádro elektrody i obal struska vytvořená z obalu chrání odtavené kapky kovu před škodlivými účinky vzduchu - obaluje kapky kovu - vytváří plynovou clonu ( zabraňuje přístupu vzduchu ke kapkám kovu) struska odstraněna oklepáním kladivem a očistěním drátěným kartáčem svařování ve všech polohách

62 Volba průměru elektrody určena - technologickým postupem - údaji na výkrese průměr elektrody volen dle - tloušťky základního materiálu - tvaru a rozměru svaru - polohy svařování

63 Volba obalu elektrody určena - technologickým postupem - polohou svařování - požadovaných záruk svarového kovu druhy obalu A - kyselý B - bazický C - celulózový R - rutilový RA - rutil-kyselý RB - rutil-bazický RC - rutil-celulózový RR - rutilový tlustý speciální
64 Délka oblouku závisí - na druhu obalu elektrody - na poloze svařování optimální délka oblouku 1,5 násobek průměru elektrody krátký oblouk - menší rozstřik - větší hloubky závaru - pravidelný povrch svaru dlouhý oblouk - větší rozstřik - housenka širší, plochá a nepravidelná
65 Svařovací proud výstupní proud zdroje, který prochází svařovacím obvodem optimální proud dle - druhu obalu - polohy svařování - citlivosti regulátoru proudu - zkušenosti svářeče malý proud - menši hloubku závaru - oblouk hoří neklidně - housenka vysoká (studené spoje) velký proud - přehřívání elektrody - vypalování prvků - tvorba vrubů, dutin - housenka nízká - větší deformace svaru
66 Rychlost svařování dána délkou svarové housenky za jednotku času (metry za minutu) závisí na - požadavku kvality svarového spoje - zručnosti svářeče - druhu a průměru elektrody - poloze svařování malá rychlost - housenka převýšená - přehřívání základního materiálu - velké pnutí, deformace velká rychlost - housenka úzká - natavení základního materiálu malé - tavná lázeň rychle tuhne (studené spoje)
67 Technika pohybu elektrody zahrnuje - zapalování oblouku - sklon elektrody - příčný pohyb elektrody - zhasínání oblouku zapalování oblouku provádí se - dotekem, škrtáním - dotyk krátký, rychlý - start v místech, kde stopy po zkratu překryje svar


68 Technika pohybu elektrody sklon elektrody závisí na - poloze svařování - druhu obalu elektrody sklon (20 30)

69 Svařování v ochranném plynu ochrana svarového kovu před účinky okolní atmosféry oblouk a natavený kov obklopen umělou atmosférou vytvořenou vhodným plynem
70
71 Použití vhodné pro většinu materiálů přídavné materiály pro široký sortiment kovů svarový kov ukládán ve větším množství všechny svařovací polohy velmi lehké až středně těžké ocelové konstrukce, slitiny hliníku

72 Způsoby svařování MIG Metal Inert Gas tavná kovová elektroda, inertní plyn MAG Metal Aktiv Gas tavná kovová elektroda, aktivní plyn WIG Wolfram Inert Gas wolframová elektroda, inertní plyn další kombinace MAGC, MAGM, MAGp, MIGp, TIG, GMAW,
73 Ochranné plyny množství plynu ke svařování 10. ø elektrody (litr za minutu) na volbě plynu závisí - hloubka závaru - šířka svaru - povrch svaru - mechanické vlastnosti - metalurgická struktura svaru - rozstřik svarového kovu
74 Druhy plynů Argon aktivní plyn, podpora klidného a stabilního oblouku Hélium inertní plyn, vysoká energie, vyšší spotřeba Oxid uhličitý aktivní plyn, pravidelný a hluboký závar, levný Kyslík přídavný plyn, podporuje hoření, malý rozstřik kovu Směsné plyny dvou či třísložkové (argon + hélium), (argon + CO 2 + O 2 )
75 Svařování MIG elektrický oblouk hoří mezi tavnou elektrodou a svařovaným materiálem v proudu netečného plynu (argon, helium nebo jejich směsi) elektroda (holý drát) plynule dodávána do místa svaru stejnosměrný proud (kladná polarita elektrody) použití - materiál tloušťky až 50 mm - svařování Al, Cu, Ti, uhlíkové či legované oceli



76 Svařovací zdroje MIG / MAG mobilní, lehké vysoká kvalita oblouku
 - plynné směsi (80% Ar, 15% CO 2, 5% O 2 ) - na povrchu nepatrné množství strusky stejnosměrný proud (kladná polarita elektrody) použití -")
77 Svařování MAG ochranný plyn aktivní - oxid uhličitý CO 2 (částečně oxiduje tavnou lázeň, elektroda obs. Mn, Si - dezoxidace) - plynné směsi (80% Ar, 15% CO 2, 5% O 2 ) - na povrchu nepatrné množství strusky stejnosměrný proud (kladná polarita elektrody) použití - uhlíkové a nízkolegované oceli - plechy svařovány krátkým el. obloukem

78 Svařování TIG elektrický oblouk hoří mezi wolframovou elektrodou a svařovaným materiálem v proudu netečného plynu (argon, hélium nebo jejich směsi)
 - stejnosměrný (ocel, Cu, Ti a jejich slitiny) - polarita elektroda kladná - svar mělký a široký elektroda záporná - svar úzký a")
79 Charakteristika svařování zpravidla ruční - bez přídavného materiálu - s přídavným materiálem (přivádí se ručně nebo podavačem drátu) proud - střídavý (Al, Mg a jejich slitiny) - stejnosměrný (ocel, Cu, Ti a jejich slitiny) - polarita elektroda kladná - svar mělký a široký elektroda záporná - svar úzký a hluboký

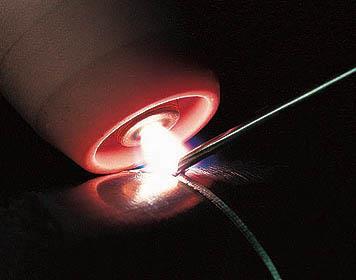
80 Svařování TIG v reálné podobě




81 Ukázky TIG svarů
82 Charakteristika - použití svary - čisté a vysoce kvalitní - nevzniká žádná struska - sníženo riziko vměstků ve svarovém kovu - hotové svary nevyžadují žádné čištění použití - korozivzdorné a žáropevné oceli - lehké kovy a jejich slitiny - mosazi, Ni, Ti
83 WIG = TIG zkratka TIG pochází z angličtiny Tungsten Inert Gas (symbolizuje svařování wolframovou elektrodou v inertním plynu) zkratka WIG pochází z němčiny Wolfram Inert Gas (symbolizuje svařování wolframovou elektrodou v inertním plynu)

84 Druhy wolframových elektrod Označení elektrody Barva Legování WP zelená čistý W 99,8% WT 10 žlutá thorium 1% ThO 2 WT 20 červená thorium 2% ThO 2 WT 30 fialová thorium 3% ThO 2 WT oranžová thorium 4% ThO 2 WC 20 šedá cerium 2% CeO 2 WL 10 černá lanthan 1% LaO 2 WL 15 zlatá lanthan 1,5% LaO 2 WL 20 modrá lanthan 2% LaO 2 WZ 08 bílá zirkon0,8% ZrO 2
85 Wolframové elektrody WP - čistý wolfram - vhodná pro svařování slitin Al střídavým proudem - vyniká dobrou stabilitou oblouku WT - obsah thoria stoupajícím obsahem thoria se zlepšují - zapalovací vlastnosti - trvanlivost - proudová zatížitelnost
86 Thorium radioaktivní prvek stoupající obsah Th - roste radioaktivita elektrod - nebezpečí Th elektrod není v záření gama (zanedbatelné) ale v záření alfa - radioaktivní částice se usazují v plicích (mohou způsobit rakovinu) nutné důkladné odsávání očekáván přechod od WT elektrod k elektrodám WC a WL

87 Volba elektrody dnes se etablují standardy elektrod - WC 20, WL 15 - široký okruh materiálů (Al, Ti, Cu, nerez, bronz, uhlíková ocel atd.)


88 Svařovací materiály, pomůcky


89 Příslušenství samostmívací svářečská maska - svařování MIG, MAG, TIG - ochrana proti ultrafialovému a infračervenému záření rukavice TIG svařování


90 Svařovací robot
91 Svařování pod tavidlem SAW - Submarged Arc Welding oblouk zapalován mezi svařencem a koncem svařovacího drátu - obojí pokryto vrstvou aglomerovaného tavidla oblouk schován tavidlo - částečně roztaveno (ochranný struskový kryt nad tavnou lázní) - zbytek tavidla odsáván a použit znovu
92 Charakteristika svařovací proud - stejnosměrný i střídavý - vhodné tavidlo pro daný proud podávací kladky zásobník drát kotouč drátu tavidlo vozík oblouk svařovaný materiál

93 Svařování pod tavidlem 1 - základní (svařovaný) materiál 2 - drátová elektroda (svařovací drát) 3 - podávací kladky poháněné motorem 4 - napájecí kontaktní průvlak 5 - hubice přivádějící práškové tavidlo k místu svařování 6 - práškové tavidlo 7 - elektrický oblouk 8 - tavná svarová lázeň 9 - dutina naplněná plynem, který se uvolnil z tavidla 10 - roztavená struska 11 - ztuhlý svarový kov (svarová housenka) 12 - ztuhlá struska 13 - odsávání přebytečného tavidla


94 Svařování pod tavidlem


95 Svařovací traktor kromě traktorů se používají i stacionární svařovací hlavy

96 Svařovací zdroje svařovací zdroje 600 A a 1000 A pro svařování pod tavidlem

97 Svařování trubek nepoužívají se traktory, ale stacionární svařovací hlavy a posuv je zajištěn otáčením svařence
98 Použití zásadně na mechanizovaném svařovacím zařízení zvýšení produktivity - uspořádání s několika elektrodami zhotovení dlouhých rovných spojů v normální poloze svařování tlakových nádob, chemických zařízení, v těžkém strojírenství a při opravách a stavbách lodí

99 Svařování elektronovým paprskem vhodné pro obtížně svařitelné nebo nesvařitelné materiály svary bez trhlinek, málo porézní, metalurgicky čisté svařování ultratenkých výrobků svary hluboké až 200 mm


100 Použití letectví, vesmírný výzkum, zdravotnictví, železniční doprava, velké produkce v automobilovém a elektrotechnickém průmyslu bronz ocel


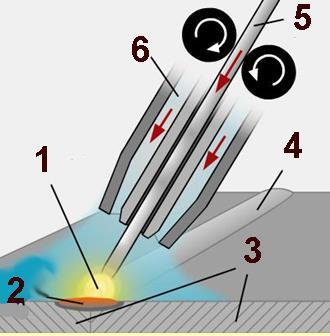
101 Svařování laserem 1 - plazma, 2 - tavenina, 3 - klíčová dírka", 4 - penetrační hloubka
102 Způsoby vedením tepla - vzniklá tepelná energie se v materiálu šíří vedením - svary jsou široké a ploché hloubkové - při překročení určité intenzity přívodu tepla pronikne paprsek hluboko do materiálu - materiál se roztaví a částečně odpaří - svary úzké a hluboké
103 Výhody vysoká rychlost svařování malé tepelné ovlivnění místa svaru malé délkové deformace svařence možnost provedení svaru i při přístupu pouze z jedné strany malé nároky na jakost povrchu svařovaných součástí vysoká pevnost svaru



104 Svařování laserem laserové pracoviště pohled do pracovního prostoru
105 Svařování plazmou PAW - Plasma Arc Welding využití koncentrace tepla a dynamického účinku plazmy výsledek - zúžení elektrického oblouku vzniklého mezi wolframovou elektrodou a svařencem - vysokotlaké plazma teploty řádově 10 4 C - výstup plazmy nadzvukovou rychlostí plazmový oblouk - stabilní, dlouhý až 300 mm, úzký, malá svarová lázeň

106 Svařování plazmou
107 Charakteristika a použití plazmový plyn (proudí okolo elektrody) - vlivem tepla oblouku prudké roztažení - změna v plazmu - velmi vysoká rychlost - sekundární plyn využit k vlastní ochraně tavné lázně (Ar, Ar+H 2 ) všechny druhy materiálů - viz.metoda WIG náročné spoje v leteckém, kosmickém, obráběcím, chemickém a ropném průmyslu
108 Způsoby svařování mikroplazmové - svařovací proud (0,1 až 20) A středněplazmové - svařovací proud (20 až 100) A svařování klíčovou dírkou - svařovací proud nad 100 A - plazmový oblouk proniká tloušťkou stěny, posuvem svařovací trubice dojde vlivem povrchového napětí ke slévání roztaveného kovu v místě za "klíčovou dírkou
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Studijní text - Svařovna
 Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Studijní text - Svařovna Určeno pro vnitřní potřebu žáků školy Bc. Vladimír Čečrdle Obsah: 1. Bezpečnost práce při svařování 2. Svařování elektrickým obloukem svařovací zdroje 3. Přídavné materiály pro
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
CITORCH T NG. Vysoce kvalitní svařovací hořáky pro metodu TIG. www.airliquidewelding.cz
 Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
EU peníze středním školám digitální učební materiál
 EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
EU peníze středním školám digitální učební materiál Číslo projektu: Číslo a název šablony klíčové aktivity: Tematická oblast, název DUMu: Autor: CZ.1.07/1.5.00/34.0515 III/2 Inovace a zkvalitnění výuky
Svařování. Rozdělení svařování
 Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
1 - hořák, 2 - svařovací drát 1 - elektroda, 2 - oblouk, 3 - svorka 1 - elektrody
 8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
8. Svarové spoje Nerozebíratelné spoje s materiálovým stykem Svařování = spojování kovových materiálů roztavením spojovaného a přídavného materiálu - po pozvolném vychladnutí se vytvoří pevný jednolitý
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Metoda TIG. Metoda TIG. Svařování TIG: Metoda & Graf výběru. Obloukové svařování metodou TIG. Svářečky pro metodu TIG. Graf výběru pro svařování TIG
 Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Beztřískové zpracování Svařování tavné 1
 1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
1 Svařování Svařování je spojování kovových dílů do nerozebíratelného celku - působením tepla nebo tlaku. Přitom lze použít přídavný materiál, který má podobné složení jako svařovaný materiál. Obr.1 Svarový
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
PROPALINE vydání 2/2017
 PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
PROPALINE vydání 2/207 BRASOTEK je inovativní produkt s patentovaným složením pro přípravu pájených spojů. Umožňuje dokonalé a rychlé čištění zoxidovaných povrchů. snadná aplikace odstraní nečistoty bez
Metody svařování. Pojízdná svařovací souprava
 Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
Metody svařování 1. Metody svařování Rozdělení tavného svařování (svar vzniká působením tepelné energie): - svařování plamenem - svařování el. obloukem - svařování laserem - svařování pod tavidlem - navařování
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svařování pod tavidlem
 Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
Svařování pod tavidlem Metoda svařování svařování pod pod tavidlem tavidlem Směr svařování Kontaktní průvlak Drát (drátová elektroda) Tavidlo Elektrický oblouk Ochranná atmosféra Tavná lázeň Roztavená
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007. www.omc.cz ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY
 MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
CITOTIG II DC Průmyslové zdroje
 CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Digitální učební materiál
 Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Maxx Gases. ochranné atmosféry pro rychlé a čisté svařování
 Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
OBSAH CONTENT. Instruktážní a výukové plakáty. Instructional and educational play-bills. Objednávejte zdarma na www.gce.cz
 Instruktážní a výukové plakáty Instructional and educational play-bills Objednávejte zdarma na OBSAH CONTENT Lahvový redukční ventil DIN+ Cylinder pressure regulator DIN+ Universální rukojeť U 7 Universal
Instruktážní a výukové plakáty Instructional and educational play-bills Objednávejte zdarma na OBSAH CONTENT Lahvový redukční ventil DIN+ Cylinder pressure regulator DIN+ Universální rukojeť U 7 Universal
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09 Karlovy Vary Autor: Petr Vorlík Název materiálu:
 Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09 Karlovy Vary Autor: Petr Vorlík Název materiálu: VY_32_INOVACE_PD._31_PLAMENOVÉ SVAŘOVÁNÍ Číslo projektu: CZ 1.07/1.5.00/34.1077
Název školy: Střední odborná škola stavební Karlovy Vary Sabinovo náměstí 16, 360 09 Karlovy Vary Autor: Petr Vorlík Název materiálu: VY_32_INOVACE_PD._31_PLAMENOVÉ SVAŘOVÁNÍ Číslo projektu: CZ 1.07/1.5.00/34.1077
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Expert na svařování MMA
 Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Plazmové svařování (navařování) - 15
 - 15") Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Plazmové svařování (navařování) - 15 Aplikace plazmatu je ve světě značně rozšířena, zejména při navařování prášků a drátů. Metoda má základ v použití vysoce koncentrovaného proudu plazmy pro tavení navařovaného
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY
 SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY vydání 1/2017 ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ
SVAŘOVACÍ A ŘEZACÍ SOUPRAVY OHŘÍVACÍ HOŘÁKY vydání 1/2017 ZPŮSOBY SMĚŠOVÁNÍ HOŘLAVÝCH PLYNŮ S KYSLÍKEM PRINCIP ČINNOSTI SMĚŠOVACÍ HUBICE Hlava hořáku Řezací kyslík Nahřívací kyslík Hořlavý plyn TEPELNÉ
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
TECHNOLOGIE I : Svařování plamenem. Základní technické parametry, rozsah použití, pracovní technika svařování slitiny železa a vybraných neželezných kovů a slitin. Autoři přednášky: prof. Ing. Iva NOVÁ,
musí být odolný vůči krátkodobým zkratům při zkratovém přenosu kovu obloukem,
 1 SVAŘOVACÍ ZDROJE PRO OBLOUKOVÉ SVAŘOVÁNÍ Svařovací zdroj pro obloukové svařování musí splňovat tyto požadavky : bezpečnost konstrukce dle platných norem a předpisů, napětí naprázdno musí odpovídat druhu
1 SVAŘOVACÍ ZDROJE PRO OBLOUKOVÉ SVAŘOVÁNÍ Svařovací zdroj pro obloukové svařování musí splňovat tyto požadavky : bezpečnost konstrukce dle platných norem a předpisů, napětí naprázdno musí odpovídat druhu
Svařování Welding 24
 Svařování Welding 24 OBSAH CONTENT Rukojeti Shanks Svařovací soupravy Welding sets Svařovací hořáky Welding torches Soupravy na rovnání plechu Metal sheet flame straightening sets Navařovací soupravy Depositing
Svařování Welding 24 OBSAH CONTENT Rukojeti Shanks Svařovací soupravy Welding sets Svařovací hořáky Welding torches Soupravy na rovnání plechu Metal sheet flame straightening sets Navařovací soupravy Depositing
Jednoduché ovládání Profesionální výsledky. 2. generace navařovacího přístroje. joke easyspot
 Jednoduché ovládání Profesionální výsledky 2. generace navařovacího přístroje joke easyspot Co přináší nový joke easy SPOT? Vlastnosti tohoto přístroje jej předurčují především na opravy poškozených a
Jednoduché ovládání Profesionální výsledky 2. generace navařovacího přístroje joke easyspot Co přináší nový joke easy SPOT? Vlastnosti tohoto přístroje jej předurčují především na opravy poškozených a
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
ZADÁNÍ PŘÍKLAD 49. Zadání: Svařování nerezových materiálů metodou TIG, WIG. Podle přiloženého výkresu a technologického postupu :
 ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
ZADÁNÍ PŘÍKLAD 49 Svařování nerezových materiálů metodou TIG, WIG Zadání: Podle přiloženého výkresu a technologického postupu : a) Nastehujte poz. 1 a 2 b) Svařte poz. 1 a 2 metodou 141 c) Svary očistěte
Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG)
") Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Při obloukovém svařování v ochranných plynech hoří oblouk obklopen
Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Při obloukovém svařování v ochranných plynech hoří oblouk obklopen
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Profil společnosti. Radim Glonek Ředitel společnosti
 Strojírenská výroba Profil společnosti... 2 Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Navařování... 6 Obrábění... 7 Soustružení... 8 Frézování... 9 Měření průtoku pomocí tlakové diference... 10 Kontakt...
Strojírenská výroba Profil společnosti... 2 Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Navařování... 6 Obrábění... 7 Soustružení... 8 Frézování... 9 Měření průtoku pomocí tlakové diference... 10 Kontakt...
Postup navařování srdcovek výhybek P-NA-P-02/2013
 SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Postup navařování srdcovek výhybek poloautomatem plněnou elektrodou P-NA-P-02/2013
SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Postup navařování srdcovek výhybek poloautomatem plněnou elektrodou P-NA-P-02/2013
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů.
 1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
1 PÁJENÍ Nerozebíratelné spojení kovů pomocí pájky s nižší teplotou tavení, než je teplota tavení spojovaných kovů. Výhody pájení : spojování všech běžných kovů, skla a keramiky, spojování konstrukčních
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Speciální svařovací, pájecí a navařovací metody
 Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Speciální svařovací, pájecí a navařovací metody Castolin 680 S univerzální opravárenská elektroda Pro svařování nerez oceli, ozubených kol, listových per, spoje nerez s nelegovanou ocelí, oprava pístnic,
Navařování srdcovek výhybek P-NA-M-03/2013
 SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
SŽDC, státní organizace Dlážděná 1003/7 110 00 Praha 1 DVI, a.s. - Svářečská škola Náměstí 17.listopadu 2058 560 02 Česká Třebová Navařování srdcovek výhybek s nadměrným opotřebením ručně elektrickým obloukem
PDF vytvořeno zkušební verzí pdffactory www.fineprint.cz
 1 2 Vážený spotřebiteli, firma OMICRON - svářecí stroje s.r.o. Vám děkuje za zakoupení našeho výrobku a věří, že budete s naším strojem spokojeni. Zapalovací jednotka HFU 400 je určena pro svařování metodou
1 2 Vážený spotřebiteli, firma OMICRON - svářecí stroje s.r.o. Vám děkuje za zakoupení našeho výrobku a věří, že budete s naším strojem spokojeni. Zapalovací jednotka HFU 400 je určena pro svařování metodou
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů.
 5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
5. Spojování prvků z nerezových ocelí Mechanické spoje, svařování, materiály na spoje. Návrh spojů. Provádění spojů. Šroubové spoje Materiály nerezové šrouby a matice (podle ČSN EN ISO 3506), použít stejnou
rutil-celulózové rutil-kyselý rutil-bazický rutilový tlustostěnný
 1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
250 / 320 PULSE SMART 250 / 320 PULSE MOBIL
 / 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
/ 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2014 OLDŘICH ČERNÝ Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Využití metody svařování v
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2014 OLDŘICH ČERNÝ Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Využití metody svařování v
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
Produktový katalog 2018
 Produktový katalog 2018 Company that cares about your safety. výhradní distributor pro ČR Svářečské deky Svářečské a protipožární deky ROOSTERWELD se vyrábějí ze skelných vláken, nebo silikátových vláken,
Produktový katalog 2018 Company that cares about your safety. výhradní distributor pro ČR Svářečské deky Svářečské a protipožární deky ROOSTERWELD se vyrábějí ze skelných vláken, nebo silikátových vláken,
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
MULTIMATRIX Dokonalost jako princip. forcearc forcearc puls Hospodárné svařování, úspory nákladů.
 forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
LAHVOVÉ REDUKČNÍ VENTILY
 LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
LAHVOVÉ REDUKČNÍ VENTILY ŘADY vyrobeny dle EN ISO 2503 testovány a schváleny Federálním institutem pro výzkum a testování materiálů BAM certifikáty: Tgb.-Nr. II-242/200, Tgb.-Nr. II-4958/2000 Manometry
Ceník autogenní techniky
 Ceník autogenní techniky Platný od 01.07.2015 Centrála: Sklad Kladno: Messer Technogas s. r. o. Průmyslový areál Poldi Dříň č.p. 666 Zelený pruh 99 272 03 Kladno Dříň 140 02 Praha 4 tel.: +420 312 644821-4
Ceník autogenní techniky Platný od 01.07.2015 Centrála: Sklad Kladno: Messer Technogas s. r. o. Průmyslový areál Poldi Dříň č.p. 666 Zelený pruh 99 272 03 Kladno Dříň 140 02 Praha 4 tel.: +420 312 644821-4
Od roku 2001 se zabýváme zakázkovou výrobou a dodávkou výkresových náhradních dílů a komponentů potrubních systémů.
 Strojírenská výroba Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Ukázky svařovaných celků... 7 Obrábění... 12 Soustružení... 13 Frézování... 14 Vyvrtávání... 15 Ukázky obrobených celků... 16 Technologické
Strojírenská výroba Svářečské práce... 3 MIG/MAG... 4 TIG... 5 Ukázky svařovaných celků... 7 Obrábění... 12 Soustružení... 13 Frézování... 14 Vyvrtávání... 15 Ukázky obrobených celků... 16 Technologické