Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG)
|
|
|
- Dominika Vaňková
- před 7 lety
- Počet zobrazení:
Transkript

1 Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG)
2 Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Při obloukovém svařování v ochranných plynech hoří oblouk obklopen ochranným plynem, který chrání elektrodu, oblouk, odtavující se kapky přídavného materiálu a tavnou lázeň proti účinkům vzdušného kyslíku a dusíku. Jednotlivé technologie se rozlišují podle druhu elektrody a ochranného plynu. Zkratky WIG- Wolfram Inert Gas (něm.): svařování netavící se wolframovou elektrodou v inertním plynu, (ang.) TIG-Tungsten Inert Gas MIG- Metal Inert Gas (něm.) : svařování tavící se kovovou elektrodou v inertním plynu MAG- Metal Activ Gas (něm.) : svařování tavící se kovovou elektrodou v aktivním plynu Technologie I.
3 Číselné označení metod svařování Obloukové svařování v ochranné atmosféře ( 13 ) Obloukové svařování tavící se elektrodou v inertním plynu MIG ( 131 ) Obloukové svařování tavící se elektrodou v aktivním plynu MAG ( 135 ) Obloukové svařování plněnou elektrodou v aktivním plynu ( 136 ) Obloukové svařování plněnou elektrodou v inertním plynu ( 137 ) Obloukové svařování netavící se elektrodou v inertním plynu WIG ( 141 ) Technologie I.
.")
4 MIG/MAG MIG- svařování tavící se elektrodou v inertním plynu Pouţívá se kovová tavící elektroda ve formě drátu navinutém na cívce a podává se podávacím mechanizmem přes hořák do svarové lázně. Oblouk hoří mezi elektrodou a základním materiálem. Jako ochrannou atmosféru je zde pouţit inertní plyn (Ar, He a jejich směsi). Ochranný plyn nereaguje s materiálem, proto se pouţívá pro svařování hliníku, mědi, titanu a dalších neţelezných kovů. MAG- svařování tavící se elektrodou v aktivním plynu Princip je stejný jako u MIG, ale jako ochrannou atmosféru je zde pouţit aktivní plyn (CO2 nebo směs s Ar, či kyslíku-pro podporu hoření). Ochranný plyn vstupuje do reakcí s tavnou lázní. Tato metoda se pouţívá k svařování nelegovaných, nízkolegovaných a vysocelegovaných ocelí. 1 svařovaný materiál 2 elektrický oblouk 3 svar 4 plynová hubice 5 ochranný plyn 6 kontaktní průvlak 7 přídavný drát 8 podávací kladky 9 zdroj proudu
5 Vlastnosti Proudová hustota je největší z obloukových metod aţ 600A/mm 2, proud: TU A, v Liberci průměr drátu 0,6-0,8mm Přenos kovu záleţí na parametrech svařování: pro tenké plechy je pouţit zkratový přenos pro větší tloušťky se pouţívá sprchový přenos, u vysokých proudů je přenos rotujícím obloukem. Teplota kapek: C, teplota lázně: C, svařovací rychlost: 150cm/min, rychlost přenášení mat.: 130m/min. Uplatnění je při ručním a mechanizovaným svařování. Pro svařování ve všech polohách od tloušťky mat. 0,8mm Minimální tvorba strusky Přímá vizuální kontrola oblouku a svarové lázně Vysoká efektivita svařování a úspora materiálu Snadný start oblouku bez kontaktu svařovacího drátu s základním materiálem Velmi dobrý profil svaru a hluboký závar Malá tepelně ovlivněná oblast Vysoká proudová hustota Vysoký výkon odtavování
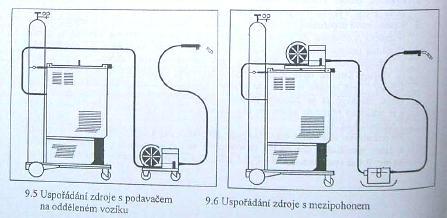
6 Vlastnosti Široký proudový rozsah projeden průměr drátu Stabilní plynová ochrana Nízká pórovitost Malý nebo ţádný rozstřik kovu elektrody Snadná aplikace robotizace a mechanizace svařovacího systému Zařízení 1 elektrický oblouk 2 drátová elektroda 3 zásobník drátu 4 podávací kladky 5 rychloupínací spojka 6 hořákový kabel 7 svařovací hořák 8 zdroj svařovacího proudu 9 kontaktní průvlak 10 ochranný plyn 11 plynová tryska 12 svarová lázeň
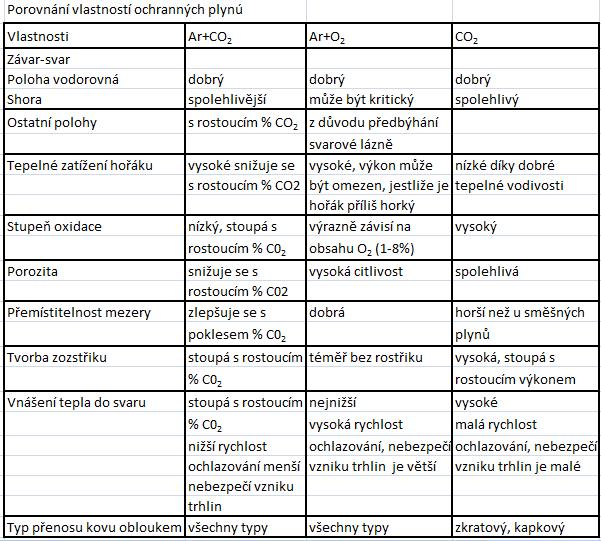
7 Ochranné plyny: Sloţení plynů uvádí norma ČSN EN 439 Hlavním úkolem jich je zamezit přístupu okolní atmosféry do oblasti svařování (chránit elektrodu, tavnou lázeň a její okolí) Mají vliv i na přenos kovu, přenos tepelné energie do svaru, chování lázně, hloubku závaru, rychlost svařování i na další parametry Podle charakteru se ochranné plyny projevují: neutrálním, oxidačním nebo nauhličujícím vlivem na svarovou lázeň Ochranný plyn svým složením a množstvím ovlivňuje tyto charakteristiky svařování: vytvoření ionizovaného prostředí pro dobrý start a hoření oblouku metalurgické děje v době tvoření kapky, při přenosu kapky obloukem a ve svarové lázni, síly působící v oblouku tvar a rozměry oblouku charakter přenosu kovu v oblouku, tvar a rozměry kapek a rychlost jejich přenášení obloukem tvar a rozměry průřezu svaru hladkost povrchu svaru a jeho přechod na základní materiál kvalitu, celistvost a mechanické vlastnosti svarového spoje
8 Ochranné plyny: Sloţení plynů uvádí norma ČSN EN 439
9


10 Přídavné materiály Svařuje se řada materiálů a těm odpovídají přídavné materiály. Jsou ve formě plných drátů nebo plněných. Jsou navinuté na drátěných nebo plastových cívkách, pro robotizované pracoviště jsou balené do svitku v lepenkovém paketu. Plné dráty: Nejčastěji se pouţívají 0,8-1,6mm. Plněné dráty: můţou mít různé sloţení a různé svařovací vlastnosti. Plášť je z nízkouhlíkové oceli a náplň tvoří: bazické, kyselé, rutilové, fluoridové struskotvorné přísady a také legující dezoxidační a ionizační přísady. a) bezešvé plněné dráty b) tvarově uzavřené plněné dráty Plný drát Plněný drát
11 Plněné dráty Výhody: Bezpečné natavení natavení svarových ploch a sníţení vzniku studených spojů Dobrá smáčivost, hladký povrch, bezvrubové přechody Bezrozstřikový kapkový nebo sprchový přeno Nízká náchylnost na tvorbu trhlin Velmi dobré mechanické vlastnosti svarů Moţnost legování a mikrolegování pomocí náplně bez propalu Dobré svařování v polohách
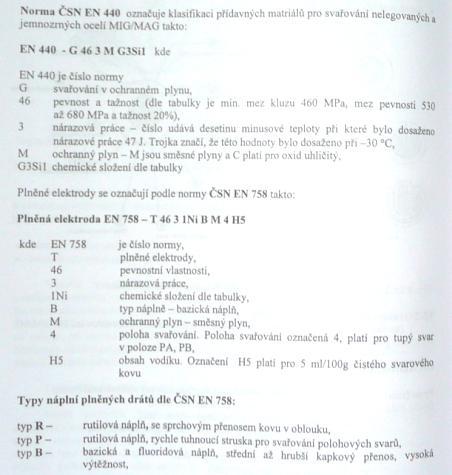
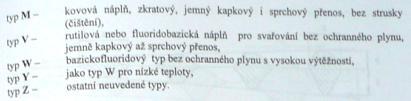
12 Označení přídavných materiálů Esab
 Pouţívají se usměrňovače převáţně invertory různých")
13 Svařovací zdroje Pro svařování MAG a MIG se pouţívají zásadně zdroje stejnosměrného proudu. Přičemţ kladný pól je přivedený na drátovou elektrodu (výjimku tvoří trubičkové dráty) Pouţívají se usměrňovače převáţně invertory různých výkonů Zdroje mají plochou statickou charakteristiku


14 Svařovací zdroje



15 Podavače drátu Slouţí k rovnoměrné dopravě svařovacího drátu do svarové lázně Podávací zařízení je jednokladkové, dvoukladkové, čtyřkladkové nebo s mimoběţnými osami


16 Podavače drátu Jednokladkový posuv Poháněná je jedna kladka a druhá jen přitlačuje Výhody: jednoduché, levné Nevýhody: posuv je zajišťován jednobodově, velký přítlak(silné deformování drátu. Dvoukladkový posuv Poháněny jsou dvě kladky Výhody: jednoduchá konstrukce, střední přítlak Nevýhody: přesnými díly musí být zajištěno současné otáčení dvou kladek Čtyřkladkový posuv Poháněny jsou čtyři kladky Výhody: malý přítlak, malý otěr drátu, moţnost dlouhého vedení do hořáku i u lehkých kovů Nevýhody: přesnými díly musí být zajištěno současné otáčení čtyř kladek Rotační posuv Výhody: není nutné převodové ústrojí, malé rozměry, dlouhý přívod k hořáku Nevýhody: při rozjezdu a brzdění můţe dojít k deformaci drátu a jeho otěru, přesné díly musí přenášet šroubový pohyb
 Hořák je vybaven tvarovou trubkou: na 1konci je umístěn kontaktní průvlak (slouţí k napájení drátu), 2konci je plynová tryska (některé hořáky")
17 Svařovací hořák Zajišťuje přívod drátu do místa svařování, napájení a laminární proudění ochranného plynu Rozlišují se hořáky strojní a ruční Pro nízké příkony jsou chlazené plynem a pro vyšší výkony se pouţívá chlazení proudící kapalinou(destilovaná voda) Hořák je vybaven tvarovou trubkou: na 1konci je umístěn kontaktní průvlak (slouţí k napájení drátu), 2konci je plynová tryska (některé hořáky mají i odsávače zplodin, či cívku s dráte přímo v hořáku) Různé typy plynových trysek a cylindrická b kónická c vhodná pro bodové svařování


18 Svařovací hořák

19 Řízení během průběhu svařování Dvoutaktní režim: po stisku spínače se spustí ochranný plyn (pro nezbytný předfuk) po cca2 sekundách se zapne posuv drátu a svařovací proud. Svařování probíhá po dobu stisku spínače. Po uvolnění se vypne proud i posuv a po chvíli i ochranný plyn(dofuk) Čtyřtaktní režim: prvním stiskem spínače se spustí ochranný plyn a po uvolnění (2takt) se zapne posuv drátu a s malým zpoţděním proud. Svařování probíhá bez sepnutí tlačítka. Po dalším sepnutí (3takt) se vypne posuv drátu a proud. A pak po opětovném uvolnění (4takt) se vypne přívod ochranného plynu (po nastaveném dofuku se zastaví). a dvoutaktní svařování b čtyřtaktní svařování
 a nastává zkrat (oblouk zhasne).")
20 Přenos kovu Jsou dva základní typy přenosu svarového kovu do svarové lázně: Přenos zkratový: je např. typický pro svařování v atmosféře CO 2. Konec narůstající kapky se dotkne svarové lázně dříve neţ se oddělí (kapka vytvoří vodivý můstek mezi elektrodou a tavnou lázní) a nastává zkrat (oblouk zhasne). Po jejím oddělení se oblouk znovu zapálí a proces se opakuje. Přenos bezzkratový: je typický pro svařování ve směsích plynů (např. Ar + CO 2 ). Kapky svarového kovu jsou velmi malé (nedotknou se před oddělením svarové lázně), čímţ nedochází ke zkratu. zkratový proces bezzkratový proces

21 Přenos kovu Průběh napětí a proudu při zkratovém přenosu Průběh proudu a přechod kovu u impulzního svařování 1 základní proud udrţuje oblouk 2 intenzivní pulz rozţhavuje konec elektrody 3 roztavený konec elektrody je zaškrcován 4 na konci pulzu se odděluje kapka 5 kapka dopadá na začátku další fáze základního proudu do lázně bez rozstřiku
22 Vedení hořáku rozlišujeme tři různá nastavení hořáku Svařování vzad: Vlastnosti: Stabilnější elektrický oblouk směr svařování Hubice zakrývá výhled do úkosu Svarová housenka je uţší Větší převýšení a hloubka závaru Hrubší povrch housenky Svarová lázeň je déle tekutá (menší pórovitost) Nevyskytují se studené spoje a neprůvary Oblasti použití: Krycí vrstvy tupých svarů Větší tloušťky materiálu Nevhodné pro kořen svaru (nebezpečí propadnutí svarové lázně) Při koutovém svaru se vyskytuje velké převýšení a vruby hluboký závar a úzký svar
23 Vedení hořáku rozlišujeme tři různá nastavení hořáku Svařování vpřed: Vlastnosti: Dokonalý výhled do úkosu Dobré ovládání tekuté lázně v kořeni svaru směr svařování Hubice zakrývá výhled na housenku Dokonalý předehřev svarových ploch Větší šířka housenky Cca o 20% menší hloubka závaru Niţší převýšení Vysoká rychlost tuhnutí (můţe vést k pórovitosti) Nebezpečí předbíhání svarové lázně (nebezpečí vzniku studeného spoje) Oblasti použití: Svařování tenkých plechů Svařování kořenů svarů Běţné svářečské práce plochý závar a široký svar
24 Vedení hořáku rozlišujeme tři různá nastavení hořáku Hořák je v kolmé poloze hloubka závaru střední, šířka svaru střední

25 Vady svarů
, který brání přístupu okolní atmosféry do svarové lázně. Pouţívá se argon (Ar), hélium (He), nebo jejich směs. Plyn proudí mírným přetlakem podél elektrody a je usměrňován keramickou hubicí.")
26 WIG (TIG) Při svařování touto metodou hoří oblouk mezi netavící se wolframovou elektrodou a základním materiálem. Jako ochrana se pouţívá inertní plyn o vysoké čistotě (min.99,995%), který brání přístupu okolní atmosféry do svarové lázně. Pouţívá se argon (Ar), hélium (He), nebo jejich směs. Plyn proudí mírným přetlakem podél elektrody a je usměrňován keramickou hubicí. Svarová lázeň vzniká buď bez přídavného materiálu, nebo s přídavným materiálem Vzhledem k nízké proudové hustotě nevznikají velké průvary, ale dosahuje vysoké kvality spoje Svařovací proud je obvykle v rozmezí A, napětí na oblouku 10-30V, rychlost svařování 6-50m/hod, účinnost svařovacího procesu je 0,6. Zdroje, mají strmou statickou charakteristiku.
27 Výhody: Inertní plyn zabezpečuje efektivní ochranu svarové lázně a přehřáté oblasti základního materiálu před účinky vzdušného kyslíku. Inertní plyn zabraňuje propalu prvků a tím i vzniku strusky - výsledkem je čistý povrch svaru. Vytváří velmi příznivé formování svarové housenky na straně povrchu i kořenové části svaru. Nevyţaduje pouţití přídavných materiálů. Elektrický oblouk hoří stabilně v širokém rozsahu svařovacích proudů. Zajišťuje vysokou operativnost při svařování v polohách. Zabezpečuje svary vysoké celistvosti i na materiálech náchylných na naplynění a oxidaci při zvýšených teplotách. Jednoduchá obsluha a přesná regulace parametrů svařování. Svary mají malou tepelně ovlivněnou oblast a minimální deformace. Svarová lázeň je viditelná a snadno ovladatelná. Moţnost velmi přesného dávkování mnoţství tepla vneseného do svaru. Svařovací oblouk je velmi flexibilní - jeho tvar a směr lze snadno ovládat magnetickým polem. Nevýhody: Vysoká technická náročnost na svařovací zařízení. Zařízení pro WIG svařování jsou komplikovanější a draţší neţ svářečky pro jiné metody svařování. Největší nevýhodou je však malá produktivita.
28 Použití pro: Svařované konstrukce z vysokolegovaných ocelí pro klasickou i jadernou energetiku, pro chemický, farmaceutický a potravinářský průmysl. Ţáropevné a ţáruvzdorné oceli pro stavbu kotlů, tepelných výměníků a pecí. Titanové a speciální slitiny v oblasti výroby letadel a kosmické techniky. Svařování hliníkových slitin v oblasti dopravní techniky. Svařovací proud Svařování stejnosměrným proudem: a) Přímá polarita: Wolframová elektroda připojena na záporný pól zdroje svařovacího proudu a základní materiál na kladný pól (elektrodě se vyvíjí přibliţně 1/3 veškerého tepla oblouku a na základním materiálu zbylé 2/3 tepla). Proto wolframová elektroda není tolik tepelně namáhána ( C). K dispozici je více tepla pro snadnější tavení materiálu a tím má svarová lázeň velkou hloubku závaru. K tomu přispívá i vliv dopadu elektronů, které svojí kinetickou energii přeměňují na tepelnou. Zhotovené svary jsou úzké s velkou hloubkou závaru. Nevýhodou přímé polarity je, ţe neumoţňuje čistící efekt oblouk. Svařování stejnosměrným proudem s přímou polaritou je vhodné pro většiny typů ocelí, mědi, niklu, titanu a jejich slitin. b) Nepřímá polarita: Při opačném zapojení bude wolframová elektroda vystavena velkému tepelnému namáhání a hrozí její odtavení. Pokud se pouţívá, tak kvůli jejímu čistícímu efektu, ale je nutné zajistit intenzivní chlazení wolframové elektrody. Nepřímá polarita se pouţívá na materiály potaţené odolnou vrstvou oxidů (hořčík a hliníkové materiály).

29 Svařovací proud Svařování střídavým proudem: Při svařování střídavým proudem dochází k periodickému střídání polarity. Střídavý proud umoţňuje zároveň vyuţít výhod jak přímé tak nepřímé polarity. Při připojení elektrody na kladný pól dochází k čištění základního materiálu od oxidů, ale je více namáhána elektroda. Ve druhé fázi je polarita obrácená, elektroda je připojena na záporný pól a dochází k jejímu částečnému ochlazení a zároveň k většímu natavení základního materiálu (střídá se fáze čištění a fáze svařování). Při svařování střídavým proudem dochází zvláště při niţších proudech k nestabilitě oblouku, která způsobuje defekty ve svarech nebo úplně znemoţňuje proces svařování. Proto se musí oblouk stabilizovat (vysokofrekvenčním vysokonapěťovým generátorem nebo pulsním generátorem s nízkou frekvencí). Pouţívá se také usměrňovací efekt, kdy nepříjemná stejnosměrná sloţka se omezuje kondenzátorovou baterií. Druhy svařovacích proudů
a")
30 Svařovací proud Svařování impulsním proudem: Impulsní svařování je nejmodernější variantou WIG svařování. Intenzita proudu TU v se Liberci mění pravidelně s časem mezi dvěma proudovými hladinami: základním proudem I Z (slouţí k ionizaci)a impulsním proudem I P (slouţí k natavení mat.). Lze pouţít pro svařování stejnosměrným proudem i pro svařování střídavým proudem. Podle charakteru zdroje můţe mít průběh proudu tvar pravoúhlý, sinusový, lichoběţníkový atd. Pulsy: a) Dlouhé pulsy: b) Střední pulsy: c) Krátké pulsy: Výhody: Lepší celistvost, mechanické a plastické vlastnosti svarů. Sníţení tepelného ovlivnění materiálu a tím menší deformace. Velmi dobré formování a vzhled svarové housenky. Sníţení náchylnosti svarů u vysokolegovaných ocelí na vznik mezikrystalické koroze. Výhodný průřez svaru. Moţnost svařování materiálů tloušťek 0,5-5mm bez pouţití podloţek. Široká oblast regulace svařovacího proudu. Použití: Pro svařování tenkých plechů legovaných ocelí a materiálů citlivých na přehřátí, svařování různě širokých materiálů, u jednostranně přístupných svarů, u polohových svarů, u trubek větších tloušťek při svařování kořene.
31 Svařovací hořák Proudový rozsah [A] Průměr plynové trysky [mm] do Zajišťují přívod elektrického proudu k elektrodě a zároveň jí fixují, dále slouţí pro přívod a usměrnění ochranného plynu, přívod a odvod chladící vody. Hořáky jsou vzduchem chlazené do 150 A nebo vodou chlazené pro A. Součástí hořáků jsou vyměnitelné kleštiny a plynové trysky. Kleštiny: slouţí k upnutí elektrody a přívodu proudu. Plynové trysky: pouţívají se k usměrnění plynu do místa svařování. Jsou keramické pro plynem chlazené hořáky a kovové pro vodou chlazené hořáky (nejčastěji měděné a pochromované). V některých případech se pouţívají sítka prodluţující laminární proudění plynu a umoţňují vysunutí elektrody k místu svařování. Vysunutí elektrody se má pohybovat u tupých svarů 1-1,5 násobku průměru elektrody a u koutových svarů se zvětšuje vysunutí o 3-5 mm.
32 Elektrody Pro svařování se pouţívají čisté wolframové elektrody (o čistotě 99,9% W) nebo s přísadami (thoria, lanthanu, ceru, zirkonu, ytria). Jejich volba závisí na druhu proudu, oblasti pouţití a očekávaném výsledku svařování. Druh a označení elektrod: udává norma ČSN EN Značení elektrod: První písmeno W značí wolfram, který je základní prvek elektrod Druhé písmeno značí přísadu oxidů Číslo při základní značce udává desetinásobek koncentrace oxidů WP:čistě wolframové. Elektroda je vhodná pro svařování slitin hliníku střídavým proudem. Zde vyniká dobrou stabilitou oblouku, nevhodná je pro svařování stejnosměrným proudem. Nebrousí se do špičky. WZ:legované zirkonem. Nahrazují WP elektrody. Zirkon minimalizuje tvorbu wolframových vměstků ve svarovém kovu. Pouţití je hlavně pro střídavý proud (svařování hliníkových materiálů). WT:legované thoriem. Thorium způsobuje sníţení výstupní práce a zvýšení emise elektronů. Stoupajícím obsahem thoria se zlepšují: zapalovací vlastnosti, trvanlivost, proudová zatíţitelnost. Pouţití při svařování vysoce legovaných a nerezových ocelí stejnosměrným proudem. Při svařování a broušení je nutné důkladné odsávání. WC:legované cérem. Tyto elektrody jsou univerzální a hodí se pro svařování stejnosměrným i střídavým proudem. Na svařování legovaných i nelegovaných ocelí, slitin hliníku, slitin titanu, niklu, mědi a hořčíku. Mají dobré zapalovací vlastnosti (i při teplé elektrodě), je dobrá trvanlivost a proudová zatíţitelnost.
33 WL: legované lanthanem. Tyto elektrody jsou univerzální a lze je pouţít při svařování střídavým i stejnosměrným proudem. Jsou lepší neţ WC elektrody v oblasti nízkých proudů. Hodí se i pro svařování plasmou a mikroplasmou. Lanthan usnadňuje zapalování, zejména při automatizovaném svařování. Označení Hmotnostní procento oxidů Barevné označení WP - zelená WT 10 ThO 2 0,9 1,2 žlutá WT 20 ThO 2 1,8 2,2 červená WT 30 ThO 2 2,8 3,2 fialová WT 40 ThO 2 3,8 4,2 oranžová WZ 8 ZrO 2 0,7 0,9 bílá WL 10 LaO 2 0,9 1,2 červená WC 20 CeO 2 1,8 2,2 šedá WL 20 La 2 O 3 1,8 2,2 modrá WS 2 Vzácné zeminy tyrkysová WLYC 10 La 2 O 3 +Y 2 O 3 +CeO 2 0,8 1,2 zlatá Vzdálenost elektrody od materiálu (délka oblouku) Výrobci doporučují, aby pouţitý průměr elektrody byl také vzdáleností od materiálu. Délka oblouku by měla být po celou dobu svařování stejná. Vyráběné průměry [mm] 0,5 1 1,6 2 2,4 3 3,2 4 4, , Vyráběné délky [mm]
![Proudové zatížení wolframových elektrod Průměr elektro dy [mm] Stejnosměrný proud [A] přímá polarita ( - pól na elektrodě) WP WT,WL,WC,WZ WP Střídavý proud [A] WT,WL,WC,WZ Broušení elektrod: 0,5 do](/docs-images/73/68147937/images/34-2.jpg "20 do 20 2-15 2-15 1,0 20-75 20-80 10-50 15-60 1,6 75-140 70-150 30-70 60-100 2,0 120-170 100-180 40-90 70-130 2,4 150-200 130-225 50-110 80-160 3,0 170-240 160-250 80-150 120-200 3,2 200-260 180-275")
.")
34 Proudové zatížení wolframových elektrod Průměr elektro dy [mm] Stejnosměrný proud [A] přímá polarita ( - pól na elektrodě) WP WT,WL,WC,WZ WP Střídavý proud [A] WT,WL,WC,WZ Broušení elektrod: 0,5 do 20 do , , , , , , , , , , Průběh svařování a kvalita svaru je ovlivněna tvarem konce elektrody (během procesu dochází k otupování špičky elektr.). Elektrody se brousí podélně tak, aby vrypy po broušení byly rovnoběţně s podélnou osou elektrody, coţ zajišťuje hoření oblouku z konce elektrody. Závislost závaru na tvaru konce elektrody
35 Broušení elektrod Přídavné materiály Vyrábějí se ve formě svařovací tyčky a svařovacího drátu. Svařovací tyčky: o průměrech 1-8 mm a délkách mm Svařovací dráty: o průměrech 0,6-2,4 mm, pro navařování do 5 mm Plní funkce: Doplňují objem svarového kovu a vytváří svar poţadovaného tvaru a průřezu. Legují svarový kov (lepší uţitné vlastnosti, desoxidace, odplynění, příznivě ovlivňují metalurgické děje ve svarovém kovu). Zlepšují formování svarů, smáčení svarových ploch, operativnost při svařování v polohách.
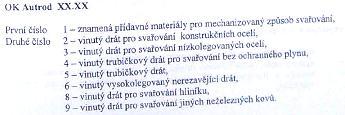
36 Označování přídavných materiálů (ESAB) OK Tigrod XX.XX kde: první číslo: 1 znamená přídavné materiály pro mechanizovaný způsob svařování, druhé číslo: 2 konstrukční oceli, 3 nízkolegované oceli, 6 vysokolegované nerezavějící oceli, 8 hliník, 9... jiné neţelezné kovy (Cu,Ni...). druhé dvojčíslí vyjadřuje pořadová čísla a podrobnější rozlišení u skupin 6 a 9. Př. OK Tigrod je drát pro svařování WIG s nízkým obsahem uhlíku pro svařování austenitických ocelí typu 18Cr8Ni a 18Cr8Ni3Mo v ochranném plynu Ar.
37 Ochranné plyny Zabezpečují ochranu elektrody, svarové lázně a jejího okolí proti škodlivým účinkům okolní atmosféry a také součastně vytváří vhodné podmínky pro proces svařování (zapálení a stabilita oblouku, přenos tepla do svaru a jeho tvarování). Druh ochranné atmosféry se volí podle svařovaného materiálu. Argon: Inertní nejčastěji pouţívaný ochranný plyn. Vyrábí se destilací zkapalněného vzduchu. Dobře ionizovatelný, podporuje klidný a stabilní oblouk. Hélium: Inertní plyn. Vyrábí se separací ze zemního plynu. Oblouk je teplejší neţ při pouţití argonu, proto se hodí pro svařování materiálů s větší tepelnou vodivostí (mědi a jejích slitin) a pro materiály větších tloušťek. Směs argonu a hélia: (70% Ar+30% He, 30% Ar+70% He, 50% Ar+50% He). S rostoucím obsahem hélia se zvyšuje napětí na oblouku a tepelný výkon oblouku. Zvyšuje se rychlost svařování, je větší hloubka závaru nebo se pouţívá pro sníţení předehřevu. Pro svařování mědi, hliníku ručním způsobem. Směs argonu a vodíku: Přidáním 5-10% vodíku do argonu se zlepšuje čistota povrchu svaru, hloubka závaru i rychlost svařování (o 30-50%). Vodík se můţe pouţívat jen pro svařování vysoce legovaných austenitických a austeniticko-feritických CrNi, ocelí nebo niklu a jeho slitin. U ostatních materiálů můţe způsobit praskavost a pórovitost. Směs argonu s dusíkem: Obsah dusíku se pohybuje kolem 10%. Má vyšší tepelnou vodivost a proto přenáší víc tepla do svarové lázně. Hodí se pro svařování mědi a slitin mědi. Formovací plyn pro ochranu kořene svaru: Pouţívají se proti oxidaci kořene a vysokovyhřáté oblasti okolního základního materiálu. Je buď inertní, redukční nebo nereagující se svařovaným materiálem.
38 Vady svarů Název vady Póry a bubliny ve svaru, oxidické vměstky Vměstky ve svarovém kovu Příčina Nečistý ochranný plyn, znečistěný materiál, nedostatečná plynová ochrana, nesprávný postup svařování Nalegování elektrody od přídavného materiálu Neprůvary v kořenu svaru Velká rychlost svařování, malá intenzita proudu, nevyhovující příprava svařovacích ploch Vruby ve svarovém spoji Studený spoj Nečistý povrch svaru Protečený kořen svaru Vydutý kořen svaru Vyosení svaru Nadměrné převýšení svaru Velké množství argonu, velká intenzita proudu, přehřátý materiál Velká rychlost svařování, velký průměr přídavného materiálu, nízký proud, nevhodná příprava ploch Nečistý ochranný plyn, nalegovaná elektroda, nedostatečná ochrana, nečistoty na povrchu materiálu, nestabilní oblouk Velký svařovací proud, pomalá rychlost svařování, velká mezera mezi svařovanými materiály Velký průtok formovacího plynu Předchozí vrstva nesprávně uložena, ztráta orientace Malá rychlost svařování, velký průměr přídavného materiálu, nízký svařovací proud
39 Mechanizace a robotizace Mechanizace výroby znamená vyuţití různých technických prostředků,jejichţ vzájemná závislost je zabezpečena lidským činitelem.operace jsou zajištěny přenosem mechanické,elektrické,pneumatické a hydraulické energie. Rozdělení svařovacích výrobních systémů: nultý stupeň: technologie ručního svařování za pouţití svařovacích přípravků a polohpvadel první stupeň: technologie ručního svařování s mechanizovaným podáváním přídavného materiálu, metody MIG, MAG, WIG druhý stupeň: mechanizované svařování ve spojení s mechanizovanými svařovacími přípravky, MIG, MAG, WIG, pod tavidlem, laser třetí stupeň: svařovací manipulátory a svařovací roboty, MIG, MAG, WIG, plasma, laser
40 Děkuji za pozornost.
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Svařování netavící se elektrodou v inertní atmosféře metoda TIG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV PARAMETRŮ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV PARAMETRŮ
Maxx Gases. ochranné atmosféry pro rychlé a čisté svařování
 Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV POLOHY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING ÚSTAV STROJÍRENSKÉ TECHNOLOGIE INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV POLOHY
MULTIMATRIX Dokonalost jako princip. forcearc forcearc puls Hospodárné svařování, úspory nákladů.
 forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007. www.omc.cz ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY
 MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
MODELOVÁ ŘADA NEJEN NOVÝ VZHLED 1-2007 ČESKÝ VÝROBCE SVÁŘECÍ TECHNIKY INOVACE ŘADY GAMA INVERTOROVÝ SVÁŘECÍ ZDROJ PRO MMA/TIG GAMA 151 Invertorový svářecí stroj GAMA 151 je určen především pro svařování:
Metoda TIG. Metoda TIG. Svařování TIG: Metoda & Graf výběru. Obloukové svařování metodou TIG. Svářečky pro metodu TIG. Graf výběru pro svařování TIG
 Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
TECHNOLOGIE II ČÁST SVAŘOVÁNÍ -1
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŢENÝRSTVÍ Odbor svařování a povrchových úprav Sylabus přednášek TECHNOLOGIE II ČÁST SVAŘOVÁNÍ -1 Autor: Jaroslav KUBÍČEK TEORIE VZNIKU SVAROVÉHO SPOJE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŢENÝRSTVÍ Odbor svařování a povrchových úprav Sylabus přednášek TECHNOLOGIE II ČÁST SVAŘOVÁNÍ -1 Autor: Jaroslav KUBÍČEK TEORIE VZNIKU SVAROVÉHO SPOJE
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
1 Elektroplynové svařování - 73
 1 Elektroplynové svařování - 73 V posledních letech byl zaznamenán zvýšený zájem v oblasti spojování součástí větších tloušťek (ocelové pláty s vyšší pevnosti). Tento trend vychází z poptávky po vyšší
1 Elektroplynové svařování - 73 V posledních letech byl zaznamenán zvýšený zájem v oblasti spojování součástí větších tloušťek (ocelové pláty s vyšší pevnosti). Tento trend vychází z poptávky po vyšší
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
250 / 320 PULSE SMART 250 / 320 PULSE MOBIL
 / 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
/ 320 PULSE SMART / 320 PULSE MOBIL CZ 02/2018 axe PULSE smart (AL) axe 320 PULSE smart (AL) pro svařování metodou MIG/MAG a MMA, pulzní režim. U invertorů AL je plnohodnotná možnost svařování hliníku,
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG
 Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
FastMig M. Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace
 FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
VLIV SLOŽENÍ OCHRANNÉ ATMOSFÉRY NA PŘENOS KOVU PŘI MIG/MAG SVAŘOVÁNÍ OCELI
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV SLOŽENÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VLIV SLOŽENÍ
SVAŘOVÁNÍ TAVNÉ. Výroba polotovarů
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. výuková sada ZÁKLADNÍ
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECNOLOGIE FACULTY OF MECHANICAL ENGINEERING
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NOVÉ ASPEKTY
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NOVÉ ASPEKTY
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
TECHNOLOGIE SVAŘOVÁNÍ
 TECHNOLOGIE SVAŘOVÁNÍ SVAŘOVÁNÍ Rozdělení metod svařování Všechny běžné metody svařování lze rozdělit na dvě velké skupiny a to metody tavného svařování a metody tlakového svařování. U tavného svařování
TECHNOLOGIE SVAŘOVÁNÍ SVAŘOVÁNÍ Rozdělení metod svařování Všechny běžné metody svařování lze rozdělit na dvě velké skupiny a to metody tavného svařování a metody tlakového svařování. U tavného svařování
Zvýšení produktivity přirozenou cestou
 Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
Zvýšení produktivity přirozenou cestou Zvýšení produktivity přirozenou cestou HS Puls je speciální funkce MIG/MAG Puls sváření, které je charakteristické velmi krátkým a intenzivním obloukem. Svářeč dokáže
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
Návod k obsluze. Tara 180 tig. svařovacího invertoru. tnz, s.r.o., Študlov 18, Horní Lideč. tel./fax: 0657/ PULSATION HF [ % ]
![Návod k obsluze. Tara 180 tig. svařovacího invertoru. tnz, s.r.o., Študlov 18, Horní Lideč. tel./fax: 0657/ PULSATION HF [ % ]](/thumbs/50/27054934.jpg "Návod k obsluze. Tara 180 tig. svařovacího invertoru. tnz, s.r.o., Študlov 18, Horní Lideč. tel./fax: 0657/ PULSATION HF [ % ]") 60 40 0 80 0 80 0 1 60 1 140 40 140 160 160 180 0 180 [ A ] [ A ] 40 50 60 30 70 0 80 90 0 [ % ] PULSATI HF OFF OFF OFF 3 2 4 5 6 7 8 1 0.1 [ s ] 9 GAS 4 5 6.4.5.6.4.5.6 4 5 6 8 12 3 7.3.7.3.7 3 7 6 14
60 40 0 80 0 80 0 1 60 1 140 40 140 160 160 180 0 180 [ A ] [ A ] 40 50 60 30 70 0 80 90 0 [ % ] PULSATI HF OFF OFF OFF 3 2 4 5 6 7 8 1 0.1 [ s ] 9 GAS 4 5 6.4.5.6.4.5.6 4 5 6 8 12 3 7.3.7.3.7 3 7 6 14
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
SVAŘOVACÍ PŘÍPRAVEK PRO ROBOTICKÉ SVAŘOVACÍ PRACOVIŠTĚ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRESNKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLGY SVAŘOVACÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRESNKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLGY SVAŘOVACÍ
katalog výrobků_011 www.selcoweld.com
 katalog výrobků_011 CZ www.selcoweld.com com www.selcoweld.com Selco: vývoj a následná výroba svářecích, plasmových řezacích zdrojů a strojních zařízení. S profesionály bok po boku ve všech koutech světa.
katalog výrobků_011 CZ www.selcoweld.com com www.selcoweld.com Selco: vývoj a následná výroba svářecích, plasmových řezacích zdrojů a strojních zařízení. S profesionály bok po boku ve všech koutech světa.
TECHNOLOGIE SVAŘOVÁNÍ SOUČÁSTI "PALIVOVÝ ČLÁNEK"
 TECHNOLOGIE SVAŘOVÁNÍ SOUČÁSTI "PALIVOVÝ ČLÁNEK" WELDING TECHNOLOGY OF THE "FUEL CELL" COMPONENT DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. Jakub Vaculka VEDOUCÍ PRÁCE SUPERVISOR Ing. Jaroslav
TECHNOLOGIE SVAŘOVÁNÍ SOUČÁSTI "PALIVOVÝ ČLÁNEK" WELDING TECHNOLOGY OF THE "FUEL CELL" COMPONENT DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. Jakub Vaculka VEDOUCÍ PRÁCE SUPERVISOR Ing. Jaroslav
CITORCH T NG. Vysoce kvalitní svařovací hořáky pro metodu TIG. www.airliquidewelding.cz
 Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
Vysoce kvalitní svařovací hořáky pro metodu TIG www.airliquidewelding.cz Nová řada svařovacích hořáků značky OERLIKON přináší inovativní řešení pro náročné práce v různých svařovacích aplikací. Vysoce
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
CITOLINE. Nová řada stupňově řízených svařovacích poloautomatů MIG/MAG. www.oerlikon-welding.com www.airliquidewelding.com
 CITOLINE Nová řada stupňově řízených svařovacích poloautomatů MIG/MAG www.oerlikonwelding.com www.airliquidewelding.com Zdroje CITOLINE: jednoduché a efektivní Připojení napájecího kabelu: Jednofázové
CITOLINE Nová řada stupňově řízených svařovacích poloautomatů MIG/MAG www.oerlikonwelding.com www.airliquidewelding.com Zdroje CITOLINE: jednoduché a efektivní Připojení napájecího kabelu: Jednofázové
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
Podle čeho vybírat svářečku - základní návod
 Podle čeho vybírat svářečku - základní návod Průvodce názvů funkcí svářeček Doporučené hodnoty svářecího proudu pro obalované elektrody Vhodné druhy proudu pro svařování TIG pro různé svařované materiály
Podle čeho vybírat svářečku - základní návod Průvodce názvů funkcí svářeček Doporučené hodnoty svářecího proudu pro obalované elektrody Vhodné druhy proudu pro svařování TIG pro různé svařované materiály
musí být odolný vůči krátkodobým zkratům při zkratovém přenosu kovu obloukem,
 1 SVAŘOVACÍ ZDROJE PRO OBLOUKOVÉ SVAŘOVÁNÍ Svařovací zdroj pro obloukové svařování musí splňovat tyto požadavky : bezpečnost konstrukce dle platných norem a předpisů, napětí naprázdno musí odpovídat druhu
1 SVAŘOVACÍ ZDROJE PRO OBLOUKOVÉ SVAŘOVÁNÍ Svařovací zdroj pro obloukové svařování musí splňovat tyto požadavky : bezpečnost konstrukce dle platných norem a předpisů, napětí naprázdno musí odpovídat druhu
JEDNOFÁZOVÉ INVERTORY PRO SVAŘOVÁNÍ OBALENOU ELEKTRODOU
 Kühtreiber, s.r.o. platné od 01/2016 - strana 1 - JEDNOFÁZOVÉ INVERTORY PRO SVAŘOVÁNÍ OBALENOU ELEKTRODOU KITin 165, 190, 150, 170, KUTIL 149 50994 KUTIL 149 1x230 V 4 819 50040 KITin 165 1x230 V 7 677
Kühtreiber, s.r.o. platné od 01/2016 - strana 1 - JEDNOFÁZOVÉ INVERTORY PRO SVAŘOVÁNÍ OBALENOU ELEKTRODOU KITin 165, 190, 150, 170, KUTIL 149 50994 KUTIL 149 1x230 V 4 819 50040 KITin 165 1x230 V 7 677
CITOTIG II DC Průmyslové zdroje
 CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
Svařování plazmovým obloukem
 Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Technologie I. Obloukové technologie s ochranou tavidla. (elektroda, svařování pod tavidlem)
") Technologie I. Obloukové technologie s ochranou tavidla (elektroda, svařování pod tavidlem) Svařování elektrickým oblouk MMA: Klasické ruční obloukové svařování obalenou elektrodou. Nejstarší a nejuniverzálnější
Technologie I. Obloukové technologie s ochranou tavidla (elektroda, svařování pod tavidlem) Svařování elektrickým oblouk MMA: Klasické ruční obloukové svařování obalenou elektrodou. Nejstarší a nejuniverzálnější
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŽENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING
Pulzní / STT svářečky
 CO JE TO NEXTWELD? Výzvy, kterým v současnosti čelí průmyslová výroba jsou stále více obtížné. Zvyšující se náklady na práci, materiál a energii, intenzivní domácí a mezinárodní konkurence a úbytek nabídky
CO JE TO NEXTWELD? Výzvy, kterým v současnosti čelí průmyslová výroba jsou stále více obtížné. Zvyšující se náklady na práci, materiál a energii, intenzivní domácí a mezinárodní konkurence a úbytek nabídky
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92.
 ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
ZKUŠENOSTI S ORBITÁLNÍM SVAŘOVÁNÍM DO ÚZKÉHO ÚKOSU PAROVODŮ VELKÉ TLOUŠŤKY Z OCELÍ P91 A P92. Radko Verner, Jan Stuchlík, MODŘANY Power, a.s. Praha 1) Současný stav strojního vybavení pro orbitální svařování.
Bakalářská práce ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ. Materiálové inženýrství a strojírenská metalurgie. Svařování metodou TIG
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: Studijní zaměření: B 2301 Strojní inženýrství Materiálové inženýrství a strojírenská metalurgie Bakalářská práce Svařování metodou TIG Autor:
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: Studijní zaměření: B 2301 Strojní inženýrství Materiálové inženýrství a strojírenská metalurgie Bakalářská práce Svařování metodou TIG Autor:
NÁVRH POSTUPU SVAŘOVÁNÍ LOŢISKOVÉ KONZOLY. DESING OF BEARING BRACKET WELDING PROCESS.
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH POSTUPU
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH POSTUPU
ŘADA GALAXY SIGMA GALAXY - KONCEPCE INTELIGENTNÍHO SVAŘOVÁNÍ, DÍKY KTERÉ SE KAŽDÝ SVÁŘEČ STANE ODBORNÍKEM
 SIGMA GALAXY - KONCEPCE INTELIGENTNÍHO SVAŘOVÁNÍ, DÍKY KTERÉ SE KAŽDÝ SVÁŘEČ STANE ODBORNÍKEM JEDNODUCHOST VE SPOJENÍ S NEJMODERNĚJŠÍ TECHNOLOGIÍ KONCEPCE INTELIGENTNÍHO SVAŘOVÁNÍ, DÍKY KTERÉ SE KAŽDÝ
SIGMA GALAXY - KONCEPCE INTELIGENTNÍHO SVAŘOVÁNÍ, DÍKY KTERÉ SE KAŽDÝ SVÁŘEČ STANE ODBORNÍKEM JEDNODUCHOST VE SPOJENÍ S NEJMODERNĚJŠÍ TECHNOLOGIÍ KONCEPCE INTELIGENTNÍHO SVAŘOVÁNÍ, DÍKY KTERÉ SE KAŽDÝ
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie Porovnání ochranných plynů při TIG svařování Influence of shielding gases on TIG welding Bakalářská práce Studijní program:
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie Porovnání ochranných plynů při TIG svařování Influence of shielding gases on TIG welding Bakalářská práce Studijní program:
rutil-celulózové rutil-kyselý rutil-bazický rutilový tlustostěnný
 1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
/ Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL
 / Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL NAŠÍM CÍLEM JE VYTVOŘIT DOKONALÝ OBLOUK PRO KAŽDÉ POUŽITÍ! Výhody / 3 LSC: MODIFIKOVANÝ KRÁTKÝ OBLOUK S EXTRÉMNĚ VYSOKOU STABILITOU.
/ Perfect Welding / Solar Energy / Perfect Charging LSC LOW SPATTER CONTROL NAŠÍM CÍLEM JE VYTVOŘIT DOKONALÝ OBLOUK PRO KAŽDÉ POUŽITÍ! Výhody / 3 LSC: MODIFIKOVANÝ KRÁTKÝ OBLOUK S EXTRÉMNĚ VYSOKOU STABILITOU.
Abstrakt. DUŠEK VOJTĚCH: Porovnání ručního a orbitálního svařování metodou TIG
 Titulní strana 1 Zadání 2 3 Abstrakt DUŠEK VOJTĚCH: Porovnání ručního a orbitálního svařování metodou TIG Projekt vypracovaný v rámci bakalářského studia se zabývá porovnáním ručního a orbitálního svařování
Titulní strana 1 Zadání 2 3 Abstrakt DUŠEK VOJTĚCH: Porovnání ručního a orbitálního svařování metodou TIG Projekt vypracovaný v rámci bakalářského studia se zabývá porovnáním ručního a orbitálního svařování
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KSK PRECISE MOTION, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
SIGMA GALAXY
 SIGMA GALAXY 300 400 500 Sigma Galaxy jednoduchost ve spojení s nejmodernější technologií Koncepce inteligentního svařování, díky které se každý svářeč stane odborníkem Sigma Galaxy nová generace strojů
SIGMA GALAXY 300 400 500 Sigma Galaxy jednoduchost ve spojení s nejmodernější technologií Koncepce inteligentního svařování, díky které se každý svářeč stane odborníkem Sigma Galaxy nová generace strojů
MIG/MAG/MMA Kompaktní zdroje / Invertory. Origo TM Mig C3000i panel MA23, MA23A
 MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu
MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu