Vysoká škola báňská - Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství. Katedra kontroly a řízení jakosti BAKALÁŘSKÁ PRÁCE
|
|
|
- Eliška Kopecká
- před 5 lety
- Počet zobrazení:
Transkript
1 Vysoká škola báňská - Technická univerzita Ostrava Fakulta metalurgie a materiálového inženýrství Katedra kontroly a řízení jakosti BAKALÁŘSKÁ PRÁCE Analýza možností uplatnění TPM ve strojírenské výrobě 2012 Michaela Sikorová
2
3
4
5
6 Poděkování Děkuji všem, kteří mi poskytli pomoc při zpracování bakalářské práce. Především děkuji za odbornou pomoc vedoucí bakalářské práce prof. Ing. Darje Noskievičové, CSc. a konzultantovi bakalářské práce Ing. Danielu Hanke
7 Abstrakt Cílem této bakalářské práce je analýza implementace metody TPM na obrobně ve VÚHŽ, a.s. Teoretická část bakalářské práce popisuje podstatu, cíle, zavedení metody TPM a souvislost údržby a metody 5S na metodu TPM. Praktická část bakalářské práce charakterizuje údržbu na obrobně ve VÚHŽ, a. s. Dále obsahuje analýzu implementace metody TPM a metody 5S, její nedostatky. V závěru práce jsou předkládány návrhy nápravných a preventivních opatření s cílem systémové implementace TPM. Klíčová slova Totálně produktivní údržba, systém údržby, neshodné produkty, šest velkých ztrát, Paretova analýza, metoda 5S, dotazník. Abstract The aim of this bachelor thesis is an analysis of the TPM method in machining work in VÚHŽ, a. s. The theoretic part of this thesis explains the essence, goals, implementation steps of TPM and relationship between TPM and 5S. Practical part characterizes maintenance in the machining working VÚHŽ, a. s. It also contains the analysis of the practical implementation of TPM and 5S and their imperfections in machining work in VÚHŽ, a. s. At the end there are presented proposals for corrective and preventive actions to improve TPM application. Key Words Total Productive Maintenance, maintenance system, nonconforming products, six big losses, Pareto analysis, 5S, questionnaire.
8 OBSAH ÚVOD CHARAKTERISTIKA PROCESU ÚDRŽBY Základní pojmy v oblasti údržby Systém údržby Systém údržby po poruše Systém údržby podle časového plánu Systém údržby podle skutečného stavu METODA TPM Historie metody TPM Podstata metody TPM Cíle metody TPM Uplatnění Paretovy analýzy v rámci TPM ZAVEDENÍ METODIKY TPM Zavedení metodiky TPM v 7 krocích Krok číslo 1 - Úvodní čištění stroje a zařízení Krok číslo 2 - Odstranění zdrojů znečištění a problematických míst Krok číslo 3 samostatná údržba Krok číslo 4 Trénink obecné inspekce Krok číslo 5 Provádění samostatné inspekce Krok číslo 6 Řízení pracoviště s ohledem na celkovou efektivnost zařízení Krok číslo 7 - Samostatná správa a další zlepšení pracoviště Metoda 5 S První princip SEIRI úklid a odstranění nepotřebných předmětů Druhý princip SEITON správné ukládání a eliminace hledání Třetí princip SEISO čištění a zvýraznění abnormalit Čtvrtý princip SEIKETSU udržování a standardizace Pátý princip SHITSUKE disciplína a dodržování standardů CHARAKTERISTIKA SPOLEČNOSTI VÚHŽ, a.s Historie Výroba Divize obrobna... 19
9 5 POPIS PROCESU ÚDRŽBY NA OBROBNĚ ANALÝZA MÍRY IMPLEMENTACE METODY TPM Zpracování odpovědí Interpretace výsledků dotazníku Prvky metody TPM, které jsou implementovány První krok Úvodní čištění stroje či zařízení Druhý krok Odstranění zdrojů znečištění a problematických míst Třetí krok Samostatná údržba Čtvrtý krok Trénink obecné inspekce Pátý krok Provádění samostatné inspekce Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Sedmý krok Samostatná správa a další zlepšení pracoviště Chybějící prvky metody TPM První krok Úvodní čištění stroje či zařízení Druhý krok Odstranění zdrojů znečištění a problematických míst Třetí krok Samostatná údržba Čtvrtý krok Trénink obecné inspekce Pátý krok Provádění samostatné inspekce Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Sedmý krok Samostatná správa a další zlepšení pracoviště Analýza míry implementace metody 5S První princip SEIRI Úklid, odstranění nepotřebných předmětů Druhý princip SEITON Správné ukládání a eliminace hledání Třetí princip SEISO Čištění, zvýraznění abnormalit Čtvrtý princip SEIKETSU Udržování a standardizace Pátý princip SHITSUKE Disciplína a dodržování standardů Vyhodnocení výsledků NÁVRHY NA ZLEPŠENÍ Návrhy na zlepšení aplikace metody TPM na obrobně První krok - Úvodní čištění stroje či zařízení Druhý krok Odstranění zdrojů znečištění a problematických míst Třetí krok Samostatná údržba Čtvrtý krok Trénink obecné inspekce... 37
10 7.1.5 Pátý krok Provádění samostatné inspekce Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Sedmý krok Samostatná správa a další zlepšování pracoviště Návrhy na zlepšení aplikace metody 5S První krok SEIRI Úklid, odstranění nepotřebných předmětů Druhý krok SEITON Správné ukládání a eliminace hledání Třetí krok SEISO Čištění, zvýraznění abnormalit Čtvrtý krok SEIKETSU Udržování a standardizace Pátý krok SHITSUKE Disciplína a dodržování standardů ZÁVĚR SEZNAM POUŽITÉ LITERATURY SEZNAM PŘÍLOH PŘÍLOHY
11 ÚVOD V současné době silného konkurenčního prostředí a globálního trhu, kdy jsou kladeny vysoké nároky na dodržení dodacích lhůt a plnění požadavků zákazníka, je nezbytné udržet plynulost výroby. Dnes se management zaměřuje na plánování kvality a neshodám se snaží vyhnout dříve, než vzniknou, pomocí preventivních opatření. Jednou z moderních metod, která se rozvinula v podniku Toyota, je metoda totální produktivní údržby, která je také známá pod zkratkou TPM. Metoda totálně produktivní údržby je celopodnikový systém produktivní údržby, který maximálně přispívává ke zvýšení produktivity, údržba je prováděna v předem daný čas a při odhalování případných poruch pracovníci využijí lidských smyslů k odhalení abnormalit stroje. Samozřejmostí je neustálé zlepšování v oblasti údržby. Na metodě TPM se podílí vrcholový management, technici, údržbáři tak i operátoři strojů či zařízení. VÚHŽ, a. s. je firma, která si uvědomuje přínosy metody TPM, a proto se zajímá o její praktické zavedení a možnosti uplatnění. VÚHŽ, a. s. uvažuje nad případným zavedením metody TPM, aby zdokonalila výrobu a údržbu strojů či zařízení. Tato metoda je vhodná pro naplnění principu neustálého zlepšování. V úvodní části bakalářské práce jsou uvedena teoretická východiska metody TPM. Teoretická východiska jsou zaměřena na historii, cíle, podstatu metody TPM a souvislosti mezi údržbou a metodou TPM. V druhé části této práce jsou pomocí dotazníkové formy analyzovány možné implementační prvky a chybějící implementační prvky metody TPM. Dále jsou uvedena nápravná a preventivní opatření pro systémovou implementaci metody TPM. 1
12 1 CHARAKTERISTIKA PROCESU ÚDRŽBY Cílem každé údržby je udržet stroj v dobrém technickém a provozuschopném stavu při optimálních nákladech. K údržbě potřebujeme zejména finanční prostředky a pracovní sílu apod. Ale díky těmto zdrojům odstraníme následky opotřebení a tím zvýšíme životnost stroje nebo spolehlivost stroje. [2] Údržba je soubor proaktivních a reaktivních činnosti, které zajišťují provozuschopnost výrobního zařízení. Zahrnuje tyto činnosti: viz tabulka 1 Tab. 1 Nejdůležitější činnosti, které souvisí s výrobním zařízením [1] Ekonomická oblast Provoznětechnická oblast Činnosti související s pořízením výrobního zařízení - Nabídkové a poptávkové řízení - Financování nákupu (úvěr, leasing, vlastní zdroje) - Rozbor efektivnosti investice - Rozbor požadovaných technických parametrů - Možnosti zabezpečení servisu výrobního zařízení - Vlastní instalace Vlastní provoz výrobního zařízení - Evidence - Třídení - Oceňování - Odepisování - Rozbory využívání - Inspekce - Diagnostika - Mazání a protikorozní ochrana - Opravy Likvidace - Ekonomické zhodnocení (možnosti prodeje, přestavby, fyzické likvidace) - Převody - Modernizace - Rekonstrukce - Vyřazení - Sešrotování Údržba v literatuře [1] a [2] se od sebe liší v definici, ale podstata zůstává stejná. 1.2 Základní pojmy v oblasti údržby Běžná péče - jsou to činnosti, které jsou spojeny s mazáním a čištění strojů a zařízení. Ale také dohlížení provozu stroje a zařízení. 2
13 Proaktivní údržba - soustředí se na příčiny opotřebení stroje. Z nejčastějších příčin opotřebení stoje je znečištění strojů a zařízení. Proto prvním krokem při údržbě je kontrola znečištění mazacích kapalin. Inspekce - je základním nástrojem k preventivní údržbě. Cílem je zabezpečit provoz strojů před prostoji strojů a předběžně rozhodnout, kdy bude další kontrola či oprava stroje. Oprava - je odstraňování a snižování opotřebení stroje a zařízení. [1] Samostatná údržba do této části údržby patří čištění, seřízení, mazání a další jednoduché činnosti, které provádí obsluha u stroje. [4] Preventivní údržba provedení údržby v pravý, předem daný čas. [2] Prediktivní údržba tato údržba je nejméně náročná, protože je založená na lidských smyslech (jako je například čich, sluch, hmat). Můžeme velmi rychle rozpoznat i během procesu zda na stroji či zařízení není něco v pořádku. [3] Produktivní údržba údržba, která maximálně přispívá ke zvýšení produktivity. [4] 1.3 Systém údržby Systém údržby zajišťuje provozuschopnost strojů či zařízení. Výběr příslušeného údržbářského systému závisí na provozním zařízení ve výrobním procesu a také na charakteru zařízení. Systémy údržby můžeme rozdělit do tří skupin: po poruše, podle časového plánu, podle skutečného stavu Systém údržby po poruše Tento systém zahrnuje běžnou péči. Opravy se zde neplánují, ale provádí se až, když nastane porucha stroje nebo zařízení. Z toho vyplývá, že odstávky strojů vznikají většinou neočekávaně. Většinou údržbářský systém po poruše používáme u výrobního zařízení, která nejsou úplně vytížená, firma má více zařízení stejného typu, takže v tom případě není problém nahradit porouchané zařízení jiným zařízením. 3
14 1.3.2 Systém údržby podle časového plánu Pro tento systém je charakteristické plánování a prevence s cílem předcházet poruchám a nezbytné opravy naplánovat v časovém předstihu. Systém údržby se podle časového plánu rozděluje na: [1] systém po prohlídce, systém založený na standardních opravách, systém preventivních periodických oprav, systém diferencované péče Systém údržby podle skutečného stavu Odstavujeme zde stroje pouze v případě, že jejich stav opotřebení to vyžaduje. Jednotlivé součásti vyměňujeme pouze, když dosáhly nežádoucí míry poškození. Podstatou údržbářského systému podle skutečného stavu je neustálá znalost skutečného stavu stroje. Důležité parametry se zde v intervalu měří, sledují, vyhodnocují a znázorňují.[1] 4
15 2 METODA TPM TPM je zkratka pro celkovou produktivní údržbu. Je definována jako činnosti zaměřené na: odstranění poruch, vady a veškeré další ztráty, postupně se zvyšující efektivnost zařízení, zlepšení firemních zisků, vytvoření uspokojivého pracovní prostředí. [6] Metoda TPM je nástroj, který poskytuje a zlepšuje stav stroje a zařízení z hlediska maximální efektivity a kvality výroby. Definice metody TPM podle Nakajimy je charakterizovaná v pěti bodech: [4] TPM má za cíl maximalizovat efektivnost výrobního zařízení; TPM je celopodnikový systém produktivní údržby obsahující produktivní, preventivní i prediktivní údržbu a zlepšování v údržbě; TPM vyžaduje účast manažerů, techniků, obsluh i údržbářů; TPM zahrnuje každého jednotlivého zaměstnance od top-managementu až po řádového pracovníka; TPM je založeno na podpoře preventivní a produktivní údržby pomocí týmové práce (zejména v rámci samostatné údržby). Dle další definice (společnosti Hartmann) je TPM charakterizována jako: [4],,nástroj permanentního zvyšování celkové efektivnosti strojů s aktivní účastí operátorů Poslední definice pro metodu TPM lze najít v literatuře [4]:,,TPM je soubor aktivit vedoucích k provozování strojního parku v optimálních podmínkách a ke změně pracovního systému, který udržení těchto podmínek zajišťuje. [4] Naposledy zmíněná definice nejlépe vystihuje podstatu TPM. Jsou tři hlavní důvody, proč se metoda TPM rychle rozšířila: [7] metoda TPM zaručuje výrazné výsledky, 5
16 mění viditelně pracoviště, zvyšuje úroveň znalostí a dovedností v údržbě pracovníků. 2.1 Historie metody TPM Metodu TPM vyvinul Japonec, který se jmenoval Seičim Nakajima. [1] Metoda byla vyvinuta v 50. letech v Japonsku a v 70. letech byla ve stejné zemi poprvé aplikována. Ale některé principy metody TPM mohou být spojené s filozofií preventivní údržby, která pochází z USA. Historie metody TPM začíná v roce 1951, kdy první firma jménem Toa Nenryo Kogyo aplikovala preventivní údržbu. V roce 1953 byl založen JIPM neboli Institute of Plant Maintenance. První konference o údržbě v Tokiu se uskutečnila v roce V roce 1962 byla první mise do USA. O dva roky později byla poprvé udělena cena za preventivní údržbu. Dále v roce 1969 byl založen Japan Institute of Plant Engeneers (JIPE). V roce 1970 se uskutečnila mezinárodní konference v Tokiu. V 70. letech se rozvinula metoda TPM u dodavatelů v Toyoty. V 80. letech nahradila prediktivní údržba a TPM statistickou prevenci. A nakonec v 90. letech se metoda TPM stala jako standardní provozní metoda u úspěšných firem. [4] 2.2 Podstata metody TPM Mezi základní principy, které tvoří metodu TPM, patří: přenesení zodpovědnosti za běžnou údržbu a čistotu na pracovišti na obsluhu u stroje či zařízení, rozdělení práce mezi výrobní pracovníky a pracovníky údržby; motivování a trénování pracovníků údržby a obsluhy strojů; vytvoření pracovních týmu, které realizují proces neustálého zlepšování, jejímž cílem je dosáhnout v nejkratší době prostojů a co nejmenšího podílu neshodných produktů; eliminace 6 velkých ztrát, které zlepší účinnost strojů a zařízení (viz tab. 2); zdůraznění systému preventivní a prediktivní údržby. Důležité je, aby si obsluha i pracovnici údržby uvědomili, že za stroj zodpovídají obě strany. Obsluha by si neměla říkat: já na stroji pracuji a někdo jiný se o něj stará. Už se i v praxi ukázalo, že důvodem velkých poruch strojů či zařízení je většinou zanedbaní povinností obsluhy a údržby při provádění běžné péče. 6
17 TPM pracuje na stejném principu jako Totální řízení jakosti (Total Quality Management TQM) na celopodnikové bázi. Jedná se o orientaci na zákazníka, zapojení všech pracovníků, neustálé zlepšování. [3] Definice TPM podle představitele Nakajimy zahrnuje těchto 5 bodů: [4] cílem TPM je maximalizovat efektivnosti výrobního zařízení; TPM je celopodnikový systém produktivní údržby, který obsahuje produktivní, preventivní, prediktivní údržbu a zlepšování v oblastní údržby; u metody TPM je nutná účast manažerů, techniků, obsluhy a také údržbářů; v metodě TPM je zahrnut každý zaměstnanec od top-managementu až po řadového pracovníka; TPM zdůrazňuje preventivní a produktivní údržbu pomocí týmové práce. Metoda TPM staví týmy z pracovníků všech úrovní organizace společnosti (známé jako týmy TPM). Jedním z rysů TPM je, že tyto týmy jsou organizovány tak, že různé úrovně týmů zajišťují možnost lepší komunikace a koordinace úsilí. Pokud chceme, aby byl tým založený na metodě TPM, musíme vytvořit TPM týmy, které odpovídají firemní organizaci. Mnohé firmy již mají i jiné typy týmu, takže přidání metody TPM může být považováno za zvýšenou zátěž. Metoda TPM navazuje na již probíhající činnosti. Často jsou činnosti TPM týmů vstřebány do týmů kvality nebo do procesu zlepšování. [6] 2.3 Cíle metody TPM Mezi cíle této metody patří, aby se nevyráběly žádné neshodné produkty a také aby stroj a zařízení nebyly nikdy v poruše. S těmito 2 cíli souvisí šest velkých ztrát, které jsou definovány v tabulce 2. 7
18 Tab. 2 Šest velkých ztrát z prvního zdroje [3] Druhy ztrát Cíle 1. Ztráty spojené s poruchami strojů Redukovat prostoje v důsledku poruch na minimum 2. Ztráty spojené s přípravou a Redukovat čas na přípravu a seřízení na seřízením méně než 10 minut 3. Ztráty spojené se sníženou rychlostí Spíše zvýšit projektované rychlosti než je zvyšovat v průběhu procesu 4. Malé prostoje Redukovat je na nulu 5. Ztráty spojené s výrobou neshodných Stanovit velmi úzké toleranční meze produktů 6. Ztráty spojené s výrobou prvních Minimalizovat na méně než 0,1 % dávky kusů Cílem každé údržby je snížit ztráty nebo je úplně odstranit. Tyto ztráty podle druhého zdroje dělíme do 6 skupiny: 1. prostoje, které souvisí s poruchami strojů či zařízení; 2. ztráty spojené s výměnou nástrojů, se seřizováním a nastavováním parametrů stroje; 3. ztráty, které jsou způsobené přestávkami ve výkonu strojů či zařízení, stroje a zařízení, kdy požadují zbytečné krátké zásahy obsluhy do chodu, tyto ztráty mohou tvořit až 25 % časových ztrát; 4. ztráty, kdy stroj, vyrábí produkty s nižší rychlosti, než s jakou jsme očekávali; 5. nedokonalosti spojené s kvalitou výrobku, které se projeví během výroby nám výrazně zvyšují náklady. Toto se negativně projeví sníženou úrovní využití strojů a v neposlední řadě také snížením zisku. 6. špatně provedené a připravené technologické zkoušky, které snižují čas na výrobu a výkon stroje.[4] Primárním cílem metody TPM je eliminovat 6 velkých ztrát. Tyto ztráty jsou spojeny s : poruchami stroje, nastavením a seřízením stroje, drobnými odstávkami stroje, 8
19 snižující rychlostí stroje, výrobě vadných výrobků a jejich přepracování, uvedení do provozu stroje. [6] Šest velkých ztrát se v literatuře [3], [4] a [6] a od sebe trochu liší vysvětlením, ale mají stejnou podstatu. Míru efektivnosti zařízení můžeme vyjádřit indexem celkové efektivnosti zařízení OEE (Overall Equipment Effectiveness). OEE = A. P. Q (1) Tento ukazatel se počítá pomocí tří ukazatelů: A ukazatel pohotovosti (Availability); P ukazatel účinnosti výkonu (Performance Efficiency); Q míra jakosti (Quality Rate), je to podíl shodných produktů na celkové produkci. Seičim Nakajima určil jako cíl dosažení TPM OEE > 85% [4] 2.4 Uplatnění Paretovy analýzy v rámci TPM Paretovu analýzu vyvinul italský sociolog, statistik a ekonom Vilfredo Pareto. V 19. století zjistil, že 80 % bohatství vlastní jenom 20 % obyvatel. J. M. Juran zformuloval, že % problémů je způsobeno 5-20 % příčin. Proto je důležité věnovat pozornost 5-20 % příčinám a ty minimalizovat nebo je úplně odstranit. [3] Paretova analýza nám ukazuje relativní důležitost ze souboru měření. Tuto analýzu můžeme použít při: výběru nejdůležitějších věci, na které se musíme soustředit rozlišení mezi důležitou menšinou a triviální většinou; zlepšení procesu ukázat změnu v měřených položkách třídění souboru měření, aby vynikly jejich vizuální velikosti. Používáme spíše sloupcový graf než koláčový graf, který nám ukáže důležitosti ze souboru číselných měření [5] 9
20 Pomocí Paretovy analýzy můžeme identifikovat důležité problémy. Z hlediska produktivity platí, že více než 50 % nedostatků je často následkem pouze jedné příčiny. Paretův zákon můžeme aplikovat v různém odvětví lidského života (80% nějakého jevu je spojeno s 20% souvisejících příčin). Pro větší efektivitu nejprve identifikujeme nejdůležitější položky a jimi se zabýváme místo toho, abychom se věnovali všem položkám. Ovšem jejich příspěvek může být rozdílný. Zrušením nejdůležitějších příčin razantně zlepšíme produktivitu, tudíž i kvalitu a zisk podniku. Základem Paretovy analýzy je sloupkový diagram. Sloupcový diagram má dvě kolmé y osy. Na levou se zaznamenávají četnosti a na vodorovnou kumulativní četnosti v procentech. Postup vytvoření diagramu je následující: 1. zjistíme všechny položky, které mají souvislost s daným procesem (např. náklady, ztráty, poruchy), 2. určíme kritéria, pomocí kterých budeme dané problémy hodnotit, 3. za pomoci datových tabulek určíme absolutní četnosti, 4. položky seřadíme podle četnosti a kriteria od nejvyššího po nejnižší, 5. pro každou položku určíme relativní četnost, 6. pro každou položku určíme kumulativní četnost, 7. zkonstruujeme Paretův diagram, 8. do diagramu zakreslíme sloupky, které ohodnocují četnost jednotlivých položek. Postup je totožný pro základní, komparativní i vážený typ analýzy. Základní typ analýzy poskytuje možnost zjišťovat na základě dat nejčastěji se objevující akce. Komparativní typ použijeme pro řešení analýzy rozdílu pro více procesů nebo metod. Vážený typ se zabývá problémem faktorů, jako je čas nebo náklady. Při této metodě používáme statisticky vážený průměr. Hotový diagram je dobře využitelný nástroj, který pomáhá s identifikováním nejdůležitějších příčin. Paretova analýza je užitečný nástroj, který umožňuje každému, kdo ho používá, získat tyto přínosy: [4] (viz obrázek 1) identifikovat nejvýznamnější příčiny daného problému (prostoje); efektivně ilustrovat přínos procesu zlepšování a zvyšování CEZ; 10

21 poskytovat pomocí jednoduchého principu důvody pro pracovníky, kteří mají nápady, jak zlepšit procesy. Obr. 1 Využití Paretovy analýzy v TPM [4] 11
22 3 ZAVEDENÍ METODIKY TPM Metoda TPM spočívá v zavedení 7 kroků samostatné údržby. S metodou TPM také úzce souvisí metoda 5S. [4] 3.1 Zavedení metodiky TPM v 7 krocích Při zavádění metodiky TPM postupujeme krok po kroku. Musí být zvládnutý předešlý krok, aby se mohlo začít s novým krokem. Začínáme nejjednoduššími činnostmi a končíme u složitějších činností. Metodika TPM probíhá v těchto krocích: 1. úvodní čištění stroje a zařízení; 2. odstranění zdrojů znečištění a problematických míst; 3. samostatná údržba; 4. trénink obecné inspekce; 5. provádění samostatné inspekce (případně oprav); 6. řízení pracoviště s ohledem na celkovou efektivnost zařízení; 7. samostatná správa a další zlepšení pracoviště Krok číslo 1 - Úvodní čištění stroje a zařízení Tento krok je nejjednodušší činností, co se týče preventivní údržby z uvedených 7 kroků. Pokud provedeme špatné čištění, může to mít například tyto důsledky: nánosy nečistot, které zakrývají příčiny prostojů strojů; špínu na strojích, která vede ke zvyšování výskytu vad. Jedná se o čištění strojů a pracovišť pro snadnější odhalení abnormality u strojů. Abychom dosáhli tohoto cíle, musíme odstranit nánosy nečistot, odstranit z pracoviště nepotřebné věci, dále poznat slabá místa strojů, zvětšit zájem o péči u strojů díky fyzickému kontaktu se strojem, zlepšit organizaci a ukládání čistících pomůcek a prostředků, zjistit skryté a závažné vady a posléze je odstranit apod. V rámci čištění stroje a zařízení se dá naučit, jak rozlišovat normální a abnormální stav a zároveň hledat příčiny abnormalit. Nástrojem tohoto kroku může být například audit TPM, TMP karty (pro označení a vizualizaci zjištěných abnormalit se používají karty TPM. Tyto karty TPM jsou umístěné přímo na stroji a pomáhají snadněji zachytit to, co chybí stroji k dokonalosti), obrázkový standard čištění, videoprogram, 12
23 manažerský model, úvodní model čištění. Když dojde k znečištění stroje, je nutné jeho okamžité očištění. Musí se také odhalit zdroj znečistění a eliminovat zdroje znečištění. Jestliže je stroj či zařízení nové a pracuje se s ním dobře, nemusí úvodní čištění zjistit abnormality. I přesto má úvodní čištění smysl - pomůže nám seznámit se se strojem a jeho funkcemi. Když odhalíme abnormality, musíme je označit. Pak výrobní tým určí kdo, a kdy opraví stroj či zařízení Krok číslo 2 - Odstranění zdrojů znečištění a problematických míst V tomto kroku se zaměřujeme na usnadnění a zkrácení doby odstranění nečistot, odstranění nebo potlačení zdrojů nečistot, které jsme v 1. kroku identifikovali. Také se zaměřujeme na odstranění takových míst, která lze jen obtížně kontrolovat. Cílem toho kroku je usnadnění obsluze práci při údržbě svého stroje. Mezi další cíle 2. kroku patří: zpracování map kontaminace s ohledem na interní i externí zdroje znečištění, eliminace zdrojů znečištění, potlačení následků zdrojů znečištění, pokud nejdou úplně eliminovat, zlepšení kontroly v obtížných oblastech. Abychom mohli tyto cíle splnit, využíváme například tyto principy, které nám zlepší stav stroje a pracovišť: vyrobení držáku pro uložení pomůcek na stroji; pokud je to možné vyloučení potřebných olejových vad; usnadnění způsobu čištění strojů jejich úpravou; zaznamenávání stavu pomocí fotografii; zabránění zbytečného kontaktu materiálu s povrchem stroje; usnadnění výměny dílů a součástek. Součástí kroku je také eliminovat povolené šroubové spoje a uvolňování dalších strojů částí jako například pojistné kroužky. 13
24 3.1.3 Krok číslo 3 samostatná údržba Autonomní mazání je další možností, kterou obsluha může pomoci k udržení správného chodu stroje. Správným mazáním můžeme snížit opotřebení strojů. Cílem 3. kroku z pohledu strojů je snížení nákladů na mazání, označení mazacích míst, náprava přehlížejících nedostatků v oblasti mazání a zajištění pravidelného a spolehlivého mazání. Cílem 3. kroku z pohledu obsluhy je stanovení a následné dodržení správných pravidel, získání praktických zkušenosti, větší využití času pro mazání, zjednodušení procesu mazání, rozšíření kvalifikace a zvýšení kompetencí. U tohoto kroku musíme brát ohled na základní principy. Mezi základní principy zařazujeme: využívání týmové práce, definování jaká maziva, kde mají být použita, přípravu mazacích map, využívání údržbářů pro trénink obsluhy, pravidelné audity v oblasti mazání, označení pro minimální a maximální hladinu oleje, měření spotřeby maziv rozdělení zodpovědnosti mezi údržbu a provoz Krok číslo 4 Trénink obecné inspekce V tomto kroku obsluha dostane základní informace o systému mazání, péči o prvky zařízení nebo o pneumatických a hydraulických okruzích. Nebo dále může získat informace o stroji, jako je bezpečnostní prevence. Tyto znalosti pak obsluha využije pro odhalování abnormality strojů Krok číslo 5 Provádění samostatné inspekce Cílem kroku číslo 5 je připravit operátora tak, aby byl schopný dělat inspekci a nápravu u svého stroje. Operátor je povinen toto dodržovat podle uvedených pravidel a to ve formě inspekčních standardů. Mezi cíle z pohledu stroje a zařízení můžeme zařadit: skutečné provádění inspekce, pokles výskytů větších abnormalit, 14
25 zvyšování využití strojů. A mezi cíle z pohledu pracovníka můžeme zařadit: využití lidských smyslů a zkušeností, optimalizaci času pro vykování samostatné inspekce, využívaní znalostí z kroku číslo. V tomto kroku inspekci provádí obsluha. Zde se týmy učí, jak zpracovat a rozvinout a také používat systém vizuální kontroly, která zlehčuje inspekci na zařízení. Vizuální kontrola spočívá ve vizuálních znacích, jako je například barevné kódování. Při vývoji vizuální kontroly je důležité mít na paměti: zda jde snadně vidět to, co se má kontrolovat, jestli každý rozumí funkci a struktuře daného dílu zařízení, zda se dá snadno zjistit, jaké jsou podmínky stroje v normálním a abnormálním stavu. Principy, které usnadňují vizuální kontrolu, jsou uvedeny dále: mazání (barevné kódované oleje a maziva, označení minimální a maximálně úrovně hladiny, označení spotřeby oleje za časovou jednotku apod.), spojovací prvky (barevné kódovaní šroubů, porovnávací značky), pneumatické obvody (štítky, směr toku, značky vstupů a výstupů u spojů trubek, zobrazení úrovně oleje), hydraulické obvody (zobrazení úrovně a druhu oleje), pohony (označení typu řemene, směr otáčení převodů) Například v Japonsku se umísťují porovnávající značky na všechny kritické šrouby. Když se utáhne šroub a matice do dané polohy označí se barevnou čárou. Na první pohled jde vidět, zda se šroub uvolnil nebo je stále v poloze jaké má být. Využívá se zde lidských smyslů jako je zrak, čich, hmat a sluch. Díky lidským smyslům lze snadno zjistit abnormality. Mezi 4. a 5. krokem je silná vazba. Postup v 5. kroku: 1. provedení revizí dosavadních standardů 15
26 2. konzultace s údržbou (po konzultaci se přidělí provádění inspekce obsluze) 3. definování kontrolních bodů 4. vytvoření verzí inspekčních standardů 5. prověření obsluhy 6. hledání takových možností, aby se inspekce časově zkrátila a zjednodušila 7. trénování inspekce s operátory v dané oblasti 8. vybavení obsluhy správným nářadím a pomůckami 9. zahájení inspekce 10. kontrolování, zda obsluha provádí samostatnou inspekci správně Při těchto činnostech je potřeba si klást základní otázky, na které musíme odpovědět. Kde? Místo Co? Činnost Co? Kritérium Jak? Metoda Co? Náprava Kdy? Frekvence [4] Tyto odpovědi jsou dále zaznamenávány do standardů samostatné inspekce a vytvářejí její důležitou součást Krok číslo 6 Řízení pracoviště s ohledem na celkovou efektivnost zařízení Cílem tohoto kroku je zapojit pracovníky z výroby do vyššího stupně eliminace plýtvání prostřednictvím jejich autonomních aktivit zaměřených na zvyšování efektivního využití jejich strojů a zařízení. Tohoto cíle můžeme dosáhnout pomocí: podílu na evidenci ztrát, prováděním základních analýz, zahrnutím péče do programu samostatné údržby, přejímáním nápravných opatření vedoucích ke zvýšení celkové efektivnosti zařízení a stroje. Řeší se zde problémy, které údržba nebyla schopná dobře vyřešit. 16
27 V tomto kroku se soustředíme i na odstraňování nedostatků v oblasti týmu Krok číslo 7 - Samostatná správa a další zlepšení pracoviště Je to trvalé zlepšování aktivit mezi výrobními týmy, a to z pohledu zvyšování efektivního využívání strojů a zařízení. Týmy operátorů a údržby upřesňují inspekční postupy, zavádějí zlepšení a tím se zvyšuje trvanlivost dílů a životnost strojů. Cílem tohoto kroku je dosažení minimálních ztrát na stroji. 3.2 Metoda 5 S Jednou z hlavních podmínek úspěšného zavedení metody TPM je dodržení metody 5S. Metoda 5S spočívá v optimálním uspořádání pracoviště, jeho organizaci a pořádku. Pod názvem 5S se skrývá 5 japonských slov začínajících na písmeno s, které označují 5 základních principů k trvalému dosažení čistého přehledného pracoviště. Mezi cíle této metody můžeme zařadit: změnu postoje pracovníků k pracovišti a strojům, vytvoření organizovaného pracoviště, vytvoření disciplinovaného pracoviště apod První princip SEIRI úklid a odstranění nepotřebných předmětů Určitě v každém podniku se najdou již nepotřebné věci jako například vadné díly, odepsaný materiál atd. Tyto věci v současnosti pracovníci nepotřebují a jen zbytečně zabírají místo na pracovišti. Proto je třeba je odstranit Druhý princip SEITON správné ukládání a eliminace hledání Nejprve jsou odstraněny přebytečné věci a špína z pracoviště, poté se přejde k organizaci ukládání a úložných míst. Každý stroj a místo musí mít svou adresu. Dále je důležité se zabývat uložením pomůcek, aby pracovníci měli přehled kde co mají Třetí princip SEISO čištění a zvýraznění abnormalit Po odstranění špíny a nečistot se pracoviště neustále udržuje v čistém stavu. Musí se rozhodnout, co a jak často se má čistit, zvolit správné čistící metody a pomůcky. Když se při čištění objeví abnormity, tak je nutné je ihned označit. 17
28 3.2.4 Čtvrtý princip SEIKETSU udržování a standardizace Ze všech principů má třetí princip největší dosah. Realizace tohoto principu spočívá ve třech NE: NE zbytečným věcem, NE nepořádku, NE špíně. Princip Seiketsu znamená také standardy. Na vytvoření standardů se musí podílet pracovníci, kteří je budou muset dodržovat Pátý princip SHITSUKE disciplína a dodržování standardů V rámci realizace tohoto principu je vyžadováno plnění standardů a pravidel. Využívají se zde kontrolní listy a seznamy, které napomáhají kontrolovat a identifikovat odchylky. Jsou také prováděné audity stavu pracovišť. Vystavují se fotografie před a po zavedení metody 5S. [4] 18
29 4 CHARAKTERISTIKA SPOLEČNOSTI VÚHŽ, a.s. Akciová společnost VÚHŽ (Výzkumný ústav hutnictví železa) se zaměřuje především na malosériovou výrobu, kde převažuje export směrem v hutní oblasti výroby (válcování profilů za tepla, odstředivé lití) a výrobu měřící, regulační a automatizační techniky pro průmysl. Preferuje dodávky na klíč podle konkrétních požadavků zákazníka. VÚHŽ a. s. exportuje většinu své výroby. Odběratelé jsou kromě České republiky země jako například Čína, Německo, Rusko, Ukrajina, Arábie, Indie, JAR. TŘINECKÉ ŽELEZÁRNY, a.s. jsou 100% akcionářem VÚHŽ a.s. [9] 4.1 Historie Akciová společnost VÚHŽ vznikla 1. května 1992 kupónovou privatizací ze státního podniku Výzkumný ústav hutnictví železa, původně založeného 1. dubna 1948 tehdejším generálním ředitelstvím Československé hutě pod názvem Ocelářský výzkumný ústav se sídlem v Praze. Od roku 1972 sídlí VÚHŽ v areálu vybudovaném v Dobré u Frýdku-Místku. [9] 4.2 Výroba Společnost VÚHŽ, a.s, vyrábí především: sběrací kroužky pro větrné elektrárny, speciální profily pro výrobu závěsů automobilů, povlakové formy a nástroje s vysokou životností, elektromagnetické měřiče hladiny oceli v krystalizátoru kontilití, odstředivé lité redukovací válce pro rourovny, odstředivé lité válce pro potravinářský průmysl, zejména mlecí válce, další speciální zařízení pro slévárny, hutě a strojírny. [9] 4.3 Divize obrobna Středisko Obrobna (viz příloha 1) vzniklo 1. ledna 2009, kdy byla oddělena od divize Strojírny. Účelem bylo poskytnout služby v oblasti obrábění za skutečné náklady střediska pro jednotlivé divize VÚHŽ, a. s. Obrobna se zaměřuje na kusovou a malosériovou výrobu strojních dílů a polotovarů. Na obrobně se výrobky vyrábí především soustružnickými operacemi a frézováním, v malé míře pak broušením a vrtáním. Obrábění je specifické v tom, že se většinou jedná o materiály 19
30 s obtížnou obrobitelností (Cr a CrNi oceli), případně o rozměrově atypické produkty, jako jsou například upichovací kroužky, kde se tloušťka stěny pohybuje v rozsahu 80 až 100 mm. [11] 20
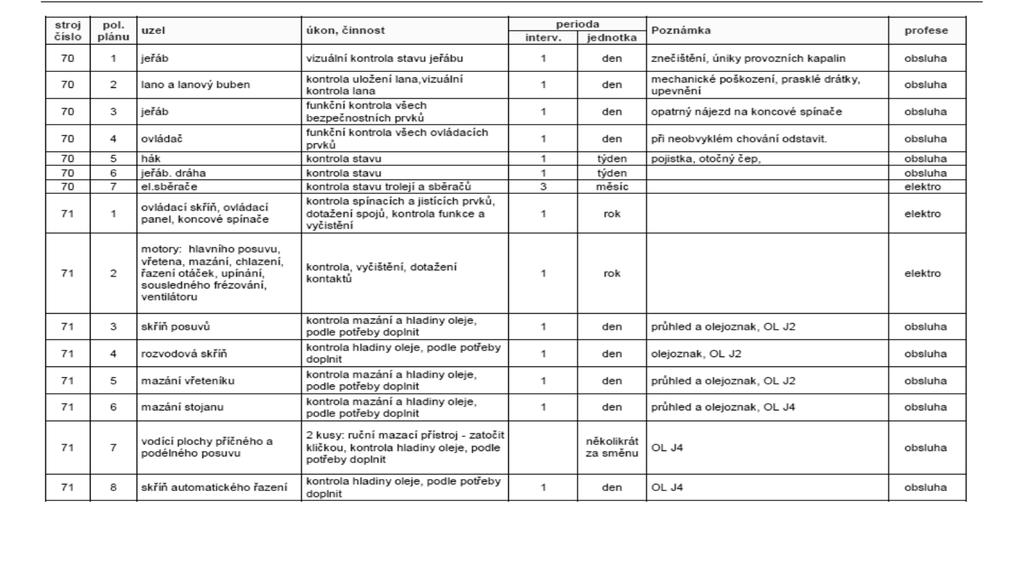
31 5 POPIS PROCESU ÚDRŽBY NA OBROBNĚ Firma VÚHŽ a. s. má směrnici Plán běžné údržby (viz příloha 2) zaměřenou na obrobnu, která se dodržuje. Za provedení daných činnosti podle plánu běžné údržby jsou zodpovědní pracovníci údržby a obsluha u stroje. Každý stroj či zařízení má svůj plán, kde jsou uvedené údržbářské činnosti. V plánu je také uvedeno, v jakém intervalu se má údržba provádět, činnosti prováděné na jednotlivých uzlech stroje či zařízeni a kdo dané činnosti provádí. Obsluha u stroje je schopná dělat základní údržbářské práce. Údržbáři jsou také schopní dělat základní práce se strojem, co se týče obsluhy. Obrobna má vyhrazeného jednoho pracovníka, který má na starost prediktivní údržbu. Kontroluje, jestli jsou stroje v normálním či abnormálním stavu. Když pracovník přijde ke svému stroji, má definováno (viz příloha 2), co musí provést, než začne se strojem pracovat. Jsou to činnosti, které se týkají běžné údržby stroje. Když uvedené činnosti provedl, potvrdí, že dané činnosti provedl a podepíše se do sešitu o údržbě, a může začít pracovat na jejich stroji. Školení nových pracovníků u stroje funguje tak, že nového pracovníka zaučí stálý pracovník u obsluhy u stroje. Když se vyskytne porucha stroje, tak poruchu hlásí obsluha u stroje pracovníkovi údržby. Pracovník údržby zkontroluje stroj a opraví ho. Když stroj je v poruše, tak obrobna ztrácí svůj čas, protože nemá žádný jiný či náhradní stroj, na kterém by pracovníci mohli vyrábět požadované výrobky. Na obrobně je jeden pracovník, který pracuje jen na ranní směnu. Ale stroje pracují většinou 24 hodin, proto jsou pracovníci údržby na mobilním telefonu. Kdyby nastala nějaká porucha stroje, tak se dostaví na obrobnu, aby stroj či zařízení opravil. Na obrobně nebyly doposud zcela realizovány implementační prvky metody TPM (viz kap. 6). Z daných informací o provozu údržby na obrobně ve firmě VÚHŽ, a. s. vyplývá, že realizace metody TPM je vhodná, neboť se eliminují ztráty, které jsou spojené s poruchami strojů či zařízení, a sníží se jejich opotřebení. 21
32 6 ANALÝZA MÍRY IMPLEMENTACE METODY TPM Formou dotazníku bylo zjišťováno, které prvky metody TPM se vyskytují na obrobně (viz příloha 3). Dotazník je nejčastějším způsobem pro sběr dat pro různé druhy průzkumu. Měl by upoutat pozornost a nesmí hned na začátku odradit respondenta. Odradit můžeme například tím, že dotazník bude moc dlouhý. Naopak zaujmout můžeme, když dotazník bude motivací pro člověka respondenta. U dotazníku je třeba se zaměřit na: srozumitelnost, přehlednost, jednoduchost vyplňování, jazykovou korektnost, typografickou úpravu, grafickou úpravu.[8] Pomocí dotazníku zjišťujeme informace v populaci nebo i v malé skupině osob. Na základě odpovědí dotazníku vyhodnocujeme určité skutečnosti (například názory, postoje apod.). Dotazník se používá už mnoho let. V dnešní době se využívá hlavně u firem nebo u politických stran, abychom zjistili, jakým směrem se mají orientovat. [10] Dotazník byl v papírově formě předán deseti náhodně vybraným pracovníkům ranní směny na obrobně vedoucím obrobny. Pracovníci obrobny měli 3 pracovní dny na zodpovězení dotazníku. 6.1 Zpracování odpovědí Odpovědi byly zpracovány na základě dotazníku. Každá otázka byla vyhodnocena v procentech. U některých otázek je i grafické znázornění. 1. otázka: 70% dotazovaných odpovědělo, že ví, co obnáší metoda TPM (viz obr. 2). 22
33 Víte, co obnáší metoda TPM? 30% 70% ano ne Obr. 2 Grafické znázornění odpovědí na 1. otázku 2. otázka: 60% dotazovaných odpovědělo, že většinou mají na svém pracovišti pořádek, zbylých 40% má na svém pracovišti pořádek (viz obr. 3). Máte na svém pracovišti pořádek? 60% 40% ano většinou ano občas ne Obr. 3 Grafické znázornění odpovědí na 2. otázku 3. otázka: 50% dotazovaných odpovědělo, že na svém pracovišti udržuje pořádek a dalších 50% odpovědělo, že ho většinou udržují (viz obr. 4) Udržujete pořádek na svém pracovišti? 50% 50% ano většinou ano občas ne Obr. 4 Grafické znázornění odpovědí na 3. otázku 23
34 4. otázka: odpovědi respondentů byly, že dělají pořádek v časovém intervalu: 40% 1x týdně, 10% pořád je co uklízet, 10% ráno, 20% na konci směny, 20% nedělá pořádek v určitém časovém intervalu. 5. otázka: 100% dotazovaných odpovědělo, že odkládá své pomůcky po použití na předem stanovené místo. 6. otázka: 90% dotazovaných odpovědělo, že obsluha u stroje dokáže dělat základní údržbářské činnosti (viz obr. 5). Dokáže obsluha u stroje dělat základní údržbářké činnosti? 10% 90% ano ne Obr. 5 Grafické znázornění odpovědí na 6. otázku 7. otázka: 70% dotazovaných odpovědělo, že je náplní práce obsluhy u stroje, aby dělala základní údržbářské činnosti. Zbylých 30% dotazovaných odpovědělo, že to není jejich náplní práce (viz obr. 6). 24
35 Je náplní práce obsuhy u stroje dělat základní údrbářské činnosti? 30% 70% ano ne Obr. 6 Grafické znázornění odpovědí 6. otázku 8. otázka: první polovina dotazovaných odpověděla, že i pracovníci údržby jsou schopní dělat základní činnosti spojené s obsluhou u stoje. Druhá polovina dotazovaných měla opačný názor (viz obr. 7) Dokážou pracovníci údržby dělat základní činnosti spojené s obsuhou u stroje? 50% 50% ano ne Obr. 7 Grafické znázornění odpovědí na 8. otázku 9. otázka: 70% dotazovaných odpovědělo, že není náplní práce, aby pracovníci údržby dělali základní činnosti u stroje (viz obr. 8). 25
36 Je náplní práce pracovníků údržby, aby dělali základní činnosti u stroje? 70% 30% ano ne Obr. 8 Grafické znázornění odpovědí na 9. otázku 10. otázka: 100% dotazovaných odpovědělo, že stroje jsou někdy v poruše. 11. otázka: respondenti odpovídali různě: 80% dotazovaných odpovědělo, že používají preventivní údržbu; 10% dotazovaných odpovědělo, že se řídí podle rozpisu údržby; zbylých 10% používá běžnou údržbu (viz obr. 9). Jakou formu údržby používáte? 10% 10% preventivní údržba rozpis údržby 80% běžná údržba obr. 9 Grafické znázornění odpovědí na11. otázku 12. otázka: 60% dotazovaných odpovědělo, že nejsou stroje a pracoviště v čistém stavu (viz obr. 10). 26
37 Jsou stroje a pracoviště v čistém stavu? 40% 60% ano ne Obr. 10 Grafické znázornění odpovědí na 12. otázku 13. otázka: 100% dotazovaných odpovědělo, že ví, jak vypadá stroj v normální a abnormálním stavu. 14. otázka: opět 100% dotazovaných odpovědělo, že jsou schopní identifikovat, zda stroj pracuje v normálních či abnormálních podmínkách. 15. otázka: 50% dotazovaných odpovědělo, že mají nadefinovaná místa, kde se na pracovišti mohou vyskytovat abnormality, druhá polovina odpověděla opačně. 16. otázka: 80% dotazovaných odpovědělo, že neoznačují místa vzniku abnormalit, ale 20% odpovědělo, že si označují místa vzniku abnormalit tužkou. 17. otázka: 50% dotazovaných odpovědělo, že mají postupy jak odhalit abnormality. Zbylých 50% dotazovaných nemá postupy na odhalování abnormalit. 18. otázka: 60% dotazovaných odpovědělo, že umí odhalit abnormality, zbylých 40% neumí odhalit abnormality (viz obr. 11). Umíte odhalit abnormality? 40% 60% ano ne Obr. 11 Grafické znázornění odpovědí na 18. otázku 27
38 19. otázka: 70% dotazovaných odpovědělo, že nejsou školení, aby rozpoznali abnormality u stroje. Zbylých 30% dotazovaných odpovědělo, že jsou školení (viz obr. 12). Jste školení, abyste rozpoznali abnormality u stroje? 70% 30% ano ne Obr. 12 Grafické znázornění odpovědí na 19. otázku 20. otázka: 50% dotazovaných okamžitě čistí stroj, když dojde k jeho znečištění, ovšem 50% okamžitě stroj neočistí. 21. otázka: 50% dotazovaných má vyrobené držáky na pro uložení pomůcek na stroji a dalších 50% dotazovaných nemá vyrobené držáky pro uložení pomůcek na stroji. 22. otázka: 70% dotazovaných kontroluje, jestli nejsou povolené šroubové spoje, zbylých 30% nekontroluje (viz obr. 13). Kontroluje, zda nejsou povolené šroubové spoje? 30% 70% ano ne Obr. 13 Grafické znázornění odpovědí na 22. otázku 23. otázka: 40% dotazovaných nemá označené mazací místa. 60% dotazovaných má označená mazací místa pomocí rysek (viz obr. 14). 28
39 Máte označená mazací místa? 30% 70% rysky ne Obr. 14 Grafické znázornění odpovědí na 23. otázku 24. otázka: pouze 10% dotazovaných odpovědělo, že nemaže pravidelně stroj. Ostatní odpověděli: 30% každý den, 10% každý druhý den, 20% jednou týdně, 30% dotazovaných uvedlo pouze, že stroje pravidelně mažou, ale neopověděli, jak často 25. otázka:80% dotazovaných používá své lidské smysly při odhalovaní abnormalit u stroje či zařízení. 20% dotazovaných své lidské smysly nepoužívá (viz obr. 15). Používáte své lidské smysly při odhalování abnormalit u stroje? 20% 80% ano ne Obr. 15 Grafické znázornění odpovědí na 25. otázku 26. a) otázka: 60% dotazovaných má barevně označené maximální a minimální úrovně hladiny oleje apod. Zbylých 40% dotazovaných nemá barevné označování (viz obr. 16). 29
40 Máte označené maximální a minimální úrovně hladiny oleje? 40% 60% ano ne Obr. 16 Grafické znázornění odpovědí na 26. a) otázku 26. b) otázka: 90% dotazovaných má barevně označené spojovací prvky, pouhých 10% nemá barevné označování (viz obr. 17). Máte barevně označené spojovací prvky? 10% 90% ano ne Obr. 17 Grafické znázornění odpovědí na 26. b) otázku 27. otázka: 90% dotazovaných jsou schopní seřídit stroj za čas, který je menší než 10min. Pouze 10% dotazovaných není schopno za tento čas seřídit stroj (viz obr. 18). 30
41 Jste schopni seřídit stroj za kratší dobu než 10 minut? 10% 90% ano ne obr. 18 Grafické znázornění odpovědí na 27. otázky 28. otázka: polovina dotazovaných zvyšuje rychlost stroje během průběhu procesu, polovina dotazovaných nezvyšuje rychlost stroje během průběhu procesu. 29. otázka: 80% dotazovaných odpovědělo, že výjimečně dochází k výrobě neshodných produktů na pracovišti. Zbylých 20% dotazovaných odpovědělo, že na pracovišti nedochází vůbec k výrobě neshodných produktů (viz obr. 19). Vyrábíte neshodné produkty na vašem pracovišti? 20% 80% ve vysoké míře výjimečně vůbec Obr. 19 Grafické znázornění odpovědí na 29. otázku 30. otázka: 50% dotazovaných nepřepracovává neshodné produkty. 50% dotazovaných přepracovává neshodné produkty. 6.2 Interpretace výsledků dotazníku Z dosažených výsledků dotazníku byly vyhodnoceny existující prvky metody TPM, které obrobna má, a prvky metody TPM, které na obrobně chybí. 31
42 Výsledky analýzy byly strukturovány do 7 kroků implementace metody TPM a 5 kroků implementace metody 5S (viz kap. 3). V následující kapitole jsou definována nápravná opatření a zlepšení Prvky metody TPM, které jsou implementovány První krok Úvodní čištění stroje či zařízení Na obrobně se k naplnění obsahu prvního kroku metody TPM blíží. Většina pracovníků má na svém pracovišti pořádek a snaží se ho udržovat. Odkládají pracovní pomůcky po použití na místo, které si sám pracovník určí za vhodné. Místo na pracovní pomůcky není nijak označeno ani definováno. Záleží pouze na pracovnících, kde si zvolili místa pro odkládání pracovních pomůcek. Bohužel z vlastního pozorování plyne, že jsou i takoví pracovníci, kteří úklid nerespektují. Pracovníci nemají nadefinované úklidové standardy. Je na vlastní iniciativě pracovníků, jak se budou starat o svůj pořádek u stroje a zda budou pracovní pomůcky ukládat na přehledná místa tak, aby jim nepřekážely v práci. Z odpovědí dále vyplynulo, že jsou pracovníci schopni odhalit abnormality u stroje. Vědí, jaký je rozdíl mezi strojem, který je v normálním a abnormálním stavu. Stroj v abnormálním stavu může například vydávat jiné zvuky než obvykle, vibruje apod. Jsou to všechny možné projevy odchylek od běžného stavu stroje, které se za bezporuchového chodu neprojevují Druhý krok Odstranění zdrojů znečištění a problematických míst Na některých pracovištích používají držáky pro uložení pomůcek na stroji, což snižuje délku hledání pomůcek, protože pracovníci ví, kde se pomůcky nacházejí Třetí krok Samostatná údržba Z odpovědí vyplynulo, že u většiny strojů jsou označená mazací místa a že pracovníci provádějí pravidelné mazání stroje Čtvrtý krok Trénink obecné inspekce Tento krok není realizován. 32
43 Pátý krok Provádění samostatné inspekce Pracovníci využívají své lidské smysly jako například zrak, hmat. Pro snadnější vizuální kontrolu mají pracovníci označené spojovací prvky, maximální a minimální hladiny u olejů apod Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Tento krok není realizován Sedmý krok Samostatná správa a další zlepšení pracoviště Tento krok není realizován Chybějící prvky metody TPM První krok Úvodní čištění stroje či zařízení Pracovníci nemají zavedeny žádné standardy a mapy úklidu. Na obrobně se neprovádí audity čistoty. Dále není vytvořen TPM tým Druhý krok Odstranění zdrojů znečištění a problematických míst Všichni pracovníci nemají vytvořené držáky pro uložení pomůcek. Na strojích nejsou využívány kryty u otvorů, do kterých se může dostat přebytečný prach a špína. Z dotazníku nebylo zjištěno, zda pracovnici mají potíže s čištěním obtížně dosažitelných míst Třetí krok Samostatná údržba Pracovníci nejsou školení v oblasti správného mazání. Nemají stanovena pravidla a standardy, podle, kterých mají provádět mazání stroje Čtvrtý krok Trénink obecné inspekce Pracovníci nejsou dostatečně školení v oblasti inspekce Pátý krok Provádění samostatné inspekce Nejsou zavedeny inspekční standardy. Nejsou zavedeny ve velké míře vizuální znaky, které usnadňují vizuální kontrolu. 33
44 Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Nemají žádné postupy, jak vyhodnocovat efektivnost stroje či zařízení Sedmý krok Samostatná správa a další zlepšení pracoviště Jelikož nejsou zavedeny TPM týmy, tak se v tomhle kroku nemohou dále zdokonalovat. 6.3 Analýza míry implementace metody 5S V hale obrobny je na nástěnce vysvětlena metody 5S, ale bohužel nemůžeme říci, že na obrobně je metoda plně zavedena První princip SEIRI Úklid, odstranění nepotřebných předmětů Tento princip byl na hale obrobny realizován. Z výrobní haly byly odvezeny do skladu výrobní přípravky, u nichž je nízká četnost použití (2x/rok). Byly odvezeny různé méně používané přídavky a pomocné přípravky strojů (jako například upínací hlava, držáky nástrojů). Zbytky materiálů byly řádně označeny rozměrem a jakostí materiálu a uloženy do skladu. Ale bohužel tento princip se nedokázal udržet. Na hale obrobny se zase objevují zbytečné materiály a přípravky Druhý princip SEITON Správné ukládání a eliminace hledání Částečně byla provedena změna uložení polotovarů a hotových výrobků, ale v současné době v rámci investic dojde ke změnám na hale obrobny. V lednu 2012 byl pořízen nový stroj, který bude začleněn do výroby (na to navazuje prostor na třísky, polotovary, hotové výrobky, nástroje). Po začlenění stroje do výroby dojde ještě k přemístění regálů, kontejnerů na třísky a skříní na nástroje Třetí princip SEISO Čištění, zvýraznění abnormalit Stroje (především CNC stroje) jsou sice čištěny, ale nejsou o tom vedeny žádné záznamy ani stanovený pravidelný interval a metodika čištění. Tento princip musí obrobna ještě více propracovat. 34
45 6.3.4 Čtvrtý princip SEIKETSU Udržování a standardizace Tento krok není realizován Pátý princip SHITSUKE Disciplína a dodržování standardů Tento krok není realizován. 6.4 Vyhodnocení výsledků Na obrobně existují mnohé prvky metody TPM a 5S, ale bohužel chybí zde zcela systémový přístup k implementaci metody TPM či 5S. Řada činností spojených s TPM se nerealizuje. Nejsou vytvořeny pracovní týmy; nejsou zavedeny standardy jako například tabulky úklidu, mapy úklidu, matice zodpovědnosti; není ani zaveden systém vizuální kontroly (tabule TPM pro vyhodnocení týmů); nevyhodnocuje se celková efektivita zařízení (viz kap. 2.3). 35
46 7 NÁVRHY NA ZLEPŠENÍ Na základně dotazníku a pozorování, jak divize obrobny funguje, byla navržena nápravná a preventivní opatření pro zlepšení metody TPM a následně metody 5S. 7.2 Návrhy na zlepšení aplikace metody TPM na obrobně V této kapitole jsou definovaná nápravná a preventivní opatření v 7 krocích metody TPM První krok - Úvodní čištění stroje či zařízení Jelikož v 1. kroku je největší důraz kladen na pořádek a čištění strojů, tak musí vedení věnovat větší pozornost, zda pracovníci dodržují pořádek na pracovišti. Motivací pracovníků u stroje může být například využití finančního postihu v případě nedodržení pořádku na pracovišti. Dalším opatřením pro realizaci prvního kroku je zavedení matic zodpovědnosti, aby pracovníci věděli, co kdo má provádět a za co nese odpovědnost. Dále je důležité provádět audity v oblastní čištění strojů. Pokud na obrobnu přibude nový stroj, tak ho pracovníci očistí. Počáteční čistění je cenná zkušenost, protože napomůže pracovníkům obsluhy objasnit, jak stroj funguje. A když se stroj zašpiní, musí se hned očistit a najít zdroj znečištění. Pokud stroj není pravidelně čištěn, tak je obtížné odhalit zdroj znečištění. Následně k realizaci 1. kroku je zapotřebí vytvořit TPM tým. TPM tým bude tvořen vedoucím střediska (obrobny), mistrem obrobny, údržbářem obrobny, vybranými pracovníky obrobny. Pro snadnější odhalování abnormalit by bylo vhodné vytvořit mapy abnormalit. Mapy abnormalit bývají součástí TPM karty, které se umísťují přímo na stroje a poskytnou přehled o tom, co, kdy a kde je třeba kontrolovat a udržovat Druhý krok Odstranění zdrojů znečištění a problematických míst Pro realizaci druhého kroku je zapotřební, aby pracovníci odhalili při prvním čištění těžko dostupná místa. Poté by se měly provést potřebné úpravy, kterými by se tato místa zpřístupnila a následná čistění by byla snazší. 36
47 Dalším opatřením je zpracování map znečištění s ohledem na interní a externí zdroje znečištění, aby pracovníci věděli, kde jsou zdroje znečištění a mohli na základě této znalosti provést potřebné úpravy (jako například využívat provizorní kryty a zadělat zbytečné otvory). Posledním opatřením je výroba držáků u všech pracovišť pro uložení pracovních pomůcek, které ušetří pracovníkům čas při jejich hledání Třetí krok Samostatná údržba Abychom zabránili rychlému opotřebení stroje, je třeba jej mazat každý den. Pravidelnost mazání stroje ovšem není nejdůležitější, musíme umět stroje mazat správně a důsledně, proto by měli pracovníci být školení v oblasti správného mazání. Další činnosti v rámci realizace třetího kroku je vytvoření map mazání, aby pracovníci věděli, kde a čím mají své stroje mazat. Pro zavedení tohoto kroku je vhodné použít model autonomního mazání, který spočívá v realizaci 12 kroků. Jednotlivé kroky popisují přípravnou, tréninkovou, realizační a kontrolní fázi. Model autonomního mazání se může provést až po přípravě, kdy tým TPM posoudí podmínky pro další rozvoj samostatné údržby Čtvrtý krok Trénink obecné inspekce Pracovníci musí být školeni v oblasti systémů mazání a péče o pneumatické a hydraulické prvky zařízení. Následně tyto podstatné informace pracovníci využijí při odhalování abnormalit. Například v oblasti pneumatického obvodu je užitečné porozumět funkci soustavy filtr, regulátor, mazivo což je cenné při čištění a kontrole pneumatických členů i obvodů. Tyto informace nám dovolují provádět inspekci se znalostí konkrétních problémů spojených s jednotlivými částmi stroje Pátý krok Provádění samostatné inspekce Pátý krok je úzce propojen se čtvrtým krokem, proto musí pracovníci mít znalosti ze čtvrtého kroku, aby mohli pokračovat v pátém kroku. Pro realizaci tohoto kroku je nutné připravit a proškolit pracovníky, aby byli schopni aktivně provádět samostatnou údržbu stroje pomocí navrhování a dodržování vlastních pravidel ve formě inspekčních standardů. 37
48 7.1.6 Šestý krok Řízení pracoviště s ohledem na celkovou efektivnost zařízení Aby byl šestý krok realizován, musí se vytvořit postupy na vyhodnocení celkové efektivnosti zařízení (viz kap. 2.3). Celková efektivita zařízení je základem pro odhalování a odstraňování chronických defektů z pohledu kvality výroby i provozování daných strojů či zařízení. Analýza celkové efektivnosti zařízení je základem pro další aktivity k zlepšování stavu stroje či zařízení, neboť pomocí kategorií identifikujeme úzká místa výrobního systémů z pohledu stroje či zařízení. K vyhodnocení celkové efektivnosti zařízení potřebujeme sledovat podíl shodných produktů na celkovou produkci, účinnost výkonu a pohotovost Sedmý krok Samostatná správa a další zlepšování pracoviště Jelikož je metoda TPM stavěna na 7 krocích, které na sebe navazují, tak pro realizaci posledního kroku je nutné mít zavedeny TPM týmy, pořádek na pracovišti, matice zodpovědnosti, postupy na vyhodnocení efektivnosti zařízení, inspekční standardy. Pracovníci musí být školeni v oblasti správného mazání, samostatné údržby apod. V 7. kroku se na zlepšování metody TPM podílejí pracovníci všech úrovní společnosti. 7.2 Návrhy na zlepšení aplikace metody 5S V této kapitole jsou definovaná nápravná a preventivní opatření v 5 krocích metody 5S První krok SEIRI Úklid, odstranění nepotřebných předmětů Pro opětovnou realizaci prvního kroku je nutné odstranit zbytečné věci-nepotřebné věci, které pracovníci pro současnou výrobu nepotřebují. Všechno co momentálně nepotřebují nebo nebudou potřebovat v nejbližší době rovnou odstranit, popřípadě alespoň výrazně označit aby věděli, že tyto věci mají být odstraněny. Zabránit návratu věcí, které pracovníci už jednou odstranili Druhý krok SEITON Správné ukládání a eliminace hledání První musí být odstraněny přebytečné věci a špína. Dále se stanoví místa pro uložení pomůcek, které definuje výrobní tým s obsluhou u stroje. Využívání barevného označování pro pracovní pomůcky a pro místa jejich uložení. 38
49 Třetí krok SEISO Čištění, zvýraznění abnormalit Pracovníci musí rozhodnout, co a jak často se má čistit. Dále musí vybrat vhodné čistící metody a pomůcky. Když pracovníci při čištění objeví abnormalitu, tak jí musí ihned označit například nalepení barevného štítku. Dalším návrhem na zlepšení je využívat efektivního uklízení, tzn. i za 5 minut čištění se dá hodně stihnout Čtvrtý krok SEIKETSU Udržování a standardizace Aby SEIKETSU mohl na obrobně fungovat, tak se musí vytvořit standardy. Aby vizuální standardy byly pro pracovníky efektivní, tak se musí podílet na jejich vytvoření pracovníci, kteří je budou dodržovat. Ve standardech by se měly používat ve velké míře obrázky a fotografie Pátý krok SHITSUKE Disciplína a dodržování standardů Pro realizaci posledního kroku je nutné, aby byly ve 4. kroku zavedeny standardy. Měly by se využívat kontrolní listy či seznamy pro kontrolu a identifikaci odchylek. Dále společně formulovat opatření ke zlepšení stavu na obrobně. Dále je nutné provádět opakovaně audity, aby se zjistilo, jestli se vše dodržuje, jak má. 39
50 ZÁVĚR Bakalářská práce byla zaměřena na analýzu míry implementace prvků metody TPM či metody 5S na divizi obrobny ve firmě VÚHŽ, a. s. Analýza byla provedena formou dotazníku. Otázky byly v práci graficky znázorněny a procentuálně vyjádřeny. Na základě vyhodnocení dotazníku byly specifikovány existující a chybějící prvky metody TPM. Dále jsou uvedena nápravná a preventivní opatření ke zlepšení aplikace metody TPM a následně metody 5S, která s metodou TPM úzce souvisí krok metody TPM pomáhá stanovit základní podmínky strojů či zařízení, které jsou důležité pro efektivní samostatnou údržbu krok zdůrazňuje pečlivou inspekci stroje či zařízení a její následnou údržbu a standardizaci. Během těchto dvou kroků se dá očekávat snížení poruch u strojů či zařízení krok je zlepšování prostřednictvím rostoucích znalostí u pracovníků obsluhy. Obsluha se ztotožňuje s cíli firmy a snaží se dosáhnout a udržet bezztrátovost na svém pracovišti pomocí aktivit v oblasti udržování strojů či zařízení. Zavedení metody TPM není otázkou dnů či týdnů. Je to dlouhodobá záležitost, která potřebuje mnoho trpělivosti. Úspěšné zavedení metody TPM nám však poskytne pozitivní výsledky v oblastní údržby, eliminace výroby neshodných produktů, zvýší výkonnost a pracovní morálku zaměstnanců. Dále metoda TPM eliminuje ztráty, které jsou spojené s poruchami strojů či zařízení, se sníženou rychlostí, s prostoji, s výrobou neshodných produktů a s výrobou prvních kusů. 40
51 SEZNAM POUŽITÉ LITERATURY [1] SVOBODOVÁ, Hana. Produktový a provozní management : Product and Operation Management. Praha : Svobodová Hana, Jaromír Veber a kol., s. [2] VOŠTOVÁ, Věra; Helebrant, František; Jeřábek, Karel : Provoz a údržba strojů II. část údržba strojů, ČVUT. [3] NENADÁL, J., NOSKIEVIČOVÁ, D., PETŘÍKOVÁ, R., PLURA, J., TOŠENOVSKÝ, J. : Moderní management jakosti principy, postupy, metody. Management Press, Praha [4] MAŠIN, Ivan; VYTLAČIL, Milan. TPM : Management a praktické zavádění. Liberec : Institut průmyslového inženýrství, s. [5] STRAKER, David. A Toolbook for Quality Improvement and Problem Solving. Great Britain: Prentice Hall International (UK) Limited, ISBN [6] SHIROSE, Kunio. TPM team guide. Portland, Or.: Productivity Press, c1995, 155 s. ISBN X. [7] SUZUKI, Tokutar. TPM in process industries. Portland, Or.: Productivity Press, c1994, 391 s. ISBN [8] Dotazník-online:...jak na dotazník. [online]. Dostupné z: [9] VÚHŽ a. s. [online]. Dostupné z: [10] Dotazník. In: Wikipedia: the free encyclopedia [online]. San Francisco (CA): Wikimedia Foundation, [cit ]. Dostupné z: [11] Interní zdroje VÚHŽ, a. s. 41
52 SEZNAM PŘÍLOH Příloha 1 Organizační struktura Metaltest Příloha 2 Plán běžné údržby Příloha 3 - Dotazník 42
53 Ředitel divize 4 Metaltest Technickoprovozní pracovník 95Mt Provoz technický 95ZMv Vývoj Vedoucí provozu (technika) Výzkumný a vývojový pracovník (vedoucí) 2x technickoprovozní Referent přepravy 2x výzkumný a vývojový pracovník 95ZM to Obrobna 95ZM tp Povlakování Plánovač výroby (obrobna) Provozní zámečník Vedoucí oddělení povlakování Programátor PLC 2x kovoobraběč 95ZM tpc Technologie CVD 95ZMtod Obrobna 95Mtot Technologie Operátor povlakovací jednotky Mistr (obrobna) 3x Technolog strojní Vedoucí provozu (technika) Vedoucí provozu (technika) 2x Nástrojář 11x Kovoobráběč 14x Operátor CNC strojů Operátor skladování 2x Operátor povlakovací jednoty Technolog strojní Svářeč kovů Kovoobrábeč (hor. vyvrtávačka) Příloha 1
54 Příloha 2
Metoda Pět S koncepce
 pro Metoda dosažení pro dosažení trvale čistého, trvale organizovaného čistého, organizovaného a přehledného a přehledného pracoviště pracoviště a kompetentních a kompetentních pracovníků. pracovníků.
pro Metoda dosažení pro dosažení trvale čistého, trvale organizovaného čistého, organizovaného a přehledného a přehledného pracoviště pracoviště a kompetentních a kompetentních pracovníků. pracovníků.
Metoda 5S. Průmyslové inženýrství. EduCom. Jan Vavruška Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA. Management údržby strojů a zařízení
 VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA Management údržby strojů a zařízení Obsah Štíhlá firma... 2 Management údržby strojů a zařízení... 3 OBSAH modulu III.:... 3 1 Štíhlá firma Hlavním cílem vzdělávacího programu
VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA Management údržby strojů a zařízení Obsah Štíhlá firma... 2 Management údržby strojů a zařízení... 3 OBSAH modulu III.:... 3 1 Štíhlá firma Hlavním cílem vzdělávacího programu
Lean a Six Sigma základ (Six Sigma Yellow Belt)
") Lean a Six Sigma základ (Six Sigma Yellow Belt) Základní seznámení s metodou Six Sigma a nástroji štíhlé výroby. V první části školení budou účastníci seznámeni s dvanácti kroky metody řešení Six Sigma
Lean a Six Sigma základ (Six Sigma Yellow Belt) Základní seznámení s metodou Six Sigma a nástroji štíhlé výroby. V první části školení budou účastníci seznámeni s dvanácti kroky metody řešení Six Sigma
Vybrané praktické aplikace statistické regulace procesu
 ČSJ, OSSM Praha, 19. 4. 2012 Vybrané praktické aplikace statistické regulace procesu Prof. Ing. Darja Noskievičová, CSc. Katedra kontroly a řízení jakosti Fakulta metalurgie a materiálového inženýrství
ČSJ, OSSM Praha, 19. 4. 2012 Vybrané praktické aplikace statistické regulace procesu Prof. Ing. Darja Noskievičová, CSc. Katedra kontroly a řízení jakosti Fakulta metalurgie a materiálového inženýrství
Juranova spirála. Koncepce řízení jakosti
 Juranova spirála Koncepce řízení jakosti JURANOVA SPIRÁLA JAKOSTI Servis Průzkum trhu Prodej Tržní prostředí i Průzkum trhu Koncepce, výzkum, vývoj t > Výstupní kontrola t = 0 Projekt, konstrukční, příprava
Juranova spirála Koncepce řízení jakosti JURANOVA SPIRÁLA JAKOSTI Servis Průzkum trhu Prodej Tržní prostředí i Průzkum trhu Koncepce, výzkum, vývoj t > Výstupní kontrola t = 0 Projekt, konstrukční, příprava
MANAŽER KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI CO 4.4/2007
 Gradua-CEGOS, s.r.o., Certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Gradua-CEGOS, s.r.o., Certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Praktické použití metod průmyslového inženýrství
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Praktické použití metod průmyslového inženýrství Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Praktické použití metod průmyslového inženýrství Technická univerzita v Liberci
Příloha č. 4 zadávací dokumentace popis vzdělávacích aktivit část VZ č. 1 Název projektu: FINIDR AKADEMIE - vzdělávání zaměstnanců
 Příloha č. 4 zadávací dokumentace popis vzdělávacích aktivit část VZ č. 1 Název projektu: FINIDR AKADEMIE - vzdělávání zaměstnanců Klíčová aktivita: Odborné vzdělávání pro tiskaře Název vzdělávacího kurzu:
Příloha č. 4 zadávací dokumentace popis vzdělávacích aktivit část VZ č. 1 Název projektu: FINIDR AKADEMIE - vzdělávání zaměstnanců Klíčová aktivita: Odborné vzdělávání pro tiskaře Název vzdělávacího kurzu:
AUDITOR KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI CO 4.5/2007
 Gradua-CEGOS, s.r.o., Certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Gradua-CEGOS, s.r.o., Certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR KVALITY PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
INFORMACE O ZAVEDENÉM SYSTÉMU KVALITY dle normy ČSN EN ISO 9001:2009 ve společnosti
 INFORMACE O ZAVEDENÉM SYSTÉMU KVALITY dle normy ČSN EN ISO 9001:2009 ve společnosti Obsah: 1) Adresa společnosti 2) Historie firmy 3) Rozsah systému kvality 4) Systém managementu kvality 5) Povinnosti
INFORMACE O ZAVEDENÉM SYSTÉMU KVALITY dle normy ČSN EN ISO 9001:2009 ve společnosti Obsah: 1) Adresa společnosti 2) Historie firmy 3) Rozsah systému kvality 4) Systém managementu kvality 5) Povinnosti
Projekt zavedení totálně produktivní údržby ve společnosti Vitana, a.s.
 Projekt zavedení totálně produktivní údržby ve společnosti Vitana, a.s. Bc. Marek Mališka Abstrakt Předložená práce se zabývá problematikou zavádění metody totálně produktivní údržby ve společnosti Vitana,
Projekt zavedení totálně produktivní údržby ve společnosti Vitana, a.s. Bc. Marek Mališka Abstrakt Předložená práce se zabývá problematikou zavádění metody totálně produktivní údržby ve společnosti Vitana,
Zdravotnické laboratoře. MUDr. Marcela Šimečková
 Zdravotnické laboratoře MUDr. Marcela Šimečková Český institut pro akreditaci o.p.s. 14.2.2006 Obsah sdělení Zásady uvedené v ISO/TR 22869- připravené technickou komisí ISO/TC 212 Procesní uspořádání normy
Zdravotnické laboratoře MUDr. Marcela Šimečková Český institut pro akreditaci o.p.s. 14.2.2006 Obsah sdělení Zásady uvedené v ISO/TR 22869- připravené technickou komisí ISO/TC 212 Procesní uspořádání normy
Vnitřní kontrolní systém a jeho audit
 Vnitřní kontrolní systém a jeho audit 7. SETKÁNÍ AUDITORŮ PRŮMYSLU 11. 5. 2012 Vlastimil Červený, CIA, CISA Agenda Požadavky na VŘKS dle metodik a standardů Definice VŘKS dle rámce COSO Role interního
Vnitřní kontrolní systém a jeho audit 7. SETKÁNÍ AUDITORŮ PRŮMYSLU 11. 5. 2012 Vlastimil Červený, CIA, CISA Agenda Požadavky na VŘKS dle metodik a standardů Definice VŘKS dle rámce COSO Role interního
Servis pro trvalou a permanentní energii
 Servis pro trvalou a permanentní energii Motive Power Systems Reserve Power Systems Special Power Systems Service Trvalé servisní řešení pro: Trakční systémy Motive Power všech technologií Bateriové nabíjecí
Servis pro trvalou a permanentní energii Motive Power Systems Reserve Power Systems Special Power Systems Service Trvalé servisní řešení pro: Trakční systémy Motive Power všech technologií Bateriové nabíjecí
METODY ŘÍZENÍ KVALITY I.ČÁST Ing. Radek Syrovátka. Národní vzdělávací fond
 METODY ŘÍZENÍ KVALITY I.ČÁST Ing. Radek Syrovátka Vývoj řízení jakosti D Ě L B A ISŘ P R Á C E VÝROBCE MISTR OTK SPC TQM 17. STOL. 1914 1941 1980 ČAS 2 Období kolem 1950 Pováleční Američané W.E. Deming
METODY ŘÍZENÍ KVALITY I.ČÁST Ing. Radek Syrovátka Vývoj řízení jakosti D Ě L B A ISŘ P R Á C E VÝROBCE MISTR OTK SPC TQM 17. STOL. 1914 1941 1980 ČAS 2 Období kolem 1950 Pováleční Američané W.E. Deming
NÁKLADY NA KVALITU/NEKVALITU. Sledování nákladů pomocí nákladového
 NÁKLADY NA KVALITU/NEKVALITU Sledování nákladů pomocí nákladového modelu PAF Co jsou náklady na kvalitu Náklady vynaložené výrobcem, uživatelem a společností, spojené s kvalitou výrobku a nebo služby Suma
NÁKLADY NA KVALITU/NEKVALITU Sledování nákladů pomocí nákladového modelu PAF Co jsou náklady na kvalitu Náklady vynaložené výrobcem, uživatelem a společností, spojené s kvalitou výrobku a nebo služby Suma
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE. František HELEBRANT, Vladislav MAREK,
 PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
PROVOZNÍ SPOLEHLIVOST STROJŮ A ČISTOTA OLEJE František HELEBRANT, frantisek.helebrant@vsb.cz, Vladislav MAREK, marek@trifoservis.cz Souhrn Jedním z důležitých prvků každého strojního zařízení je mazivo.
Trendy v údržbě. teorie systémů údržby, vývoj údržby, počítačový software podpora údržby
 Trendy v údržbě teorie systémů údržby, vývoj údržby, počítačový software podpora údržby Z čeho je nutno při údržbě vycházet požadavky na provoz zásady provozu a údržby požadavky na provoz nejvyšší možný
Trendy v údržbě teorie systémů údržby, vývoj údržby, počítačový software podpora údržby Z čeho je nutno při údržbě vycházet požadavky na provoz zásady provozu a údržby požadavky na provoz nejvyšší možný
Jitka Tejnorová DMC management consulting September DMC management consulting s.r.o., All rights reserved.
 Jitka Tejnorová DMC management consulting September 2015 Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová studie Role HR v Lean Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová
Jitka Tejnorová DMC management consulting September 2015 Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová studie Role HR v Lean Lean v HR, HR v Lean Filozofie Lean Nástroje Lean v HR Případová
Statistické řízení jakosti - regulace procesu měřením a srovnáváním
 Statistické řízení jakosti - regulace procesu měřením a srovnáváním Statistická regulace výrobního procesu (SPC) SPC = Statistical Process Control preventivní nástroj řízení jakosti, který na základě včasného
Statistické řízení jakosti - regulace procesu měřením a srovnáváním Statistická regulace výrobního procesu (SPC) SPC = Statistical Process Control preventivní nástroj řízení jakosti, který na základě včasného
Skanska v České a Slovenské republice. Juraj Novodomec
 Skanska v České a Slovenské republice Juraj Novodomec Přehled Skanska ve zkratce Organizace Aktivity Dobrá praxe Safety road map Výzvy bezpečnosti Why you should remember us? Hodnoty ztrátové projekty
Skanska v České a Slovenské republice Juraj Novodomec Přehled Skanska ve zkratce Organizace Aktivity Dobrá praxe Safety road map Výzvy bezpečnosti Why you should remember us? Hodnoty ztrátové projekty
VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA. Identifikace, eliminace problémů a ztrát
 VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA Identifikace, eliminace problémů a ztrát Obsah Štíhlá firma... 2 Identifikace, eliminace problémů a ztrát... 3 OBSAH modulu I.:... 3 1 Štíhlá firma Hlavním cílem vzdělávacího
VZDĚLÁVACÍ PROGRAM ŠTÍHLÁ FIRMA Identifikace, eliminace problémů a ztrát Obsah Štíhlá firma... 2 Identifikace, eliminace problémů a ztrát... 3 OBSAH modulu I.:... 3 1 Štíhlá firma Hlavním cílem vzdělávacího
Pareto analýza. Průmyslové inženýrství. EduCom. Jan Vavruška Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Pareto analýza Technická univerzita v Liberci Průmyslové inženýrství Technická univerzita
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Pareto analýza Technická univerzita v Liberci Průmyslové inženýrství Technická univerzita
Metoda SMED Rychlá výměna nástroje
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Schválená HZS ČR Květoslava Skalská prosinec 2011
 Schválená koncepce požární prevence HZS ČR 2012-2016 Květoslava Skalská prosinec 2011 Koncepce má ukazovat naši budoucnost v následujících 5 letech Hlavní poslání požární prevence Vytvářet účinnou a společensky
Schválená koncepce požární prevence HZS ČR 2012-2016 Květoslava Skalská prosinec 2011 Koncepce má ukazovat naši budoucnost v následujících 5 letech Hlavní poslání požární prevence Vytvářet účinnou a společensky
Manažerská ekonomika přednáška Výroba Co rozumíme výrobou? V nejširším pojetí se výrobou rozumí každé spojení výrobních
 Manažerská ekonomika přednáška Výroba Co rozumíme výrobou? V nejširším pojetí se výrobou rozumí každé spojení výrobních faktorů (práce, kapitálu, půdy) za účelem získání určitých výrobků (výrobků a služeb
Manažerská ekonomika přednáška Výroba Co rozumíme výrobou? V nejširším pojetí se výrobou rozumí každé spojení výrobních faktorů (práce, kapitálu, půdy) za účelem získání určitých výrobků (výrobků a služeb
ISO 9001 a ISO 13485 aplikace na pracovištích sterilizace stručný přehled. Ing. Lenka Žďárská
 ISO 9001 a ISO 13485 aplikace na pracovištích sterilizace stručný přehled Ing. Lenka Žďárská Proč systém kvality? Vyhláška 306/2012 Sb., příloha IV, článek IV.I., odstavec 2 Pro sterilizování zdravotnických
ISO 9001 a ISO 13485 aplikace na pracovištích sterilizace stručný přehled Ing. Lenka Žďárská Proč systém kvality? Vyhláška 306/2012 Sb., příloha IV, článek IV.I., odstavec 2 Pro sterilizování zdravotnických
AUDITY Hlavním cílem každého auditu musí být zjišťování faktů, nikoli chyb!
 AUDITY Audity představují nezávislý zdroj informací a týkají se všech podnikových procesů, které tvoří systém zabezpečování jakosti podniku.audity znamenají tedy systematický, nezávislý a dokumentovaný
AUDITY Audity představují nezávislý zdroj informací a týkají se všech podnikových procesů, které tvoří systém zabezpečování jakosti podniku.audity znamenají tedy systematický, nezávislý a dokumentovaný
Dokumentace pro plánování a realizaci managementu jakosti dle požadavků
 Dokumentace pro plánování a realizaci managementu jakosti dle požadavků Požadavek norem ISO 9001 ISO/TS 16949 : 4.2 na dokumentaci Dokumentace systému managementu jakosti musí zahrnovat: a) dokumentované
Dokumentace pro plánování a realizaci managementu jakosti dle požadavků Požadavek norem ISO 9001 ISO/TS 16949 : 4.2 na dokumentaci Dokumentace systému managementu jakosti musí zahrnovat: a) dokumentované
OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2. systému managementu jakosti
 Ostrava Radvanice Výtisk č.: 2/2. systému managementu jakosti") OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2 Zpráva o přezkoumání systému managementu jakosti sledované období 05/2011-04/2012 Zpracoval: V.Tesarčík manažer
OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2 Zpráva o přezkoumání systému managementu jakosti sledované období 05/2011-04/2012 Zpracoval: V.Tesarčík manažer
Sedm základních nástrojů řízení jakosti
 Sedm základních nástrojů řízení jakosti Není nic tak naprosto zbytečného, jako když se dobře dělá něco, co by se nemělo dělat vůbec. Peter Drucker Kontrolní tabulky Vývojové diagramy Histogramy Diagramy
Sedm základních nástrojů řízení jakosti Není nic tak naprosto zbytečného, jako když se dobře dělá něco, co by se nemělo dělat vůbec. Peter Drucker Kontrolní tabulky Vývojové diagramy Histogramy Diagramy
EVIDENCE DAT VE VÝROBĚ SVOČ FST 2015. Bc. Petr Horalík Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika
 EVIDENCE DAT VE VÝROBĚ SVOČ FST 2015 Bc. Petr Horalík Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává o evidenci dat ve výrobě. Je zde popsána metodika
EVIDENCE DAT VE VÝROBĚ SVOČ FST 2015 Bc. Petr Horalík Západočeská univerzita v Plzni Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tato práce pojednává o evidenci dat ve výrobě. Je zde popsána metodika
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu: Název projektu: Jméno a adresa firmy: Jméno a příjmení, tituly studenta: Modul projektu: CZ.1.07/2.4.00/31.0170 Vytváření nových sítí a posílení vzájemné spolupráce
OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2. systému managementu jakosti
 Ostrava Radvanice Výtisk č.: 2/2. systému managementu jakosti") OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2 Zpráva o přezkoumání systému managementu jakosti sledované období 05/2010-04/2011 Zpracoval: V.Tesarčík manažer
OKD, HBZS, a.s. Verze: 1 Lihovarská 10/1199 Strana: 1 (6) Ostrava Radvanice Výtisk č.: 2/2 Zpráva o přezkoumání systému managementu jakosti sledované období 05/2010-04/2011 Zpracoval: V.Tesarčík manažer
Zveme Vás na vzdělávací program: 1. ŘÍZENÍ PROCESŮ
 děláme z dobrých firem skvělé Zveme Vás na vzdělávací program: 1. ŘÍZENÍ PROCESŮ Proč jsou procesy na prvním místě Úspěšné společnosti optimalizují své procesy, zvyšují efektivitu výroby, prohlubují flexibilitu
děláme z dobrých firem skvělé Zveme Vás na vzdělávací program: 1. ŘÍZENÍ PROCESŮ Proč jsou procesy na prvním místě Úspěšné společnosti optimalizují své procesy, zvyšují efektivitu výroby, prohlubují flexibilitu
VŠB Technická univerzita Ostrava Fakulta strojní Katedra hydromechaniky a hydraulických zařízení
 VŠB Technická univerzita Ostrava Fakulta strojní Katedra hydromechaniky a hydraulických zařízení Název práce: Elektrostatické čištění kapalin a jeho vztah k proaktivní údržbě hydraulických zařízení Autor
VŠB Technická univerzita Ostrava Fakulta strojní Katedra hydromechaniky a hydraulických zařízení Název práce: Elektrostatické čištění kapalin a jeho vztah k proaktivní údržbě hydraulických zařízení Autor
Jak auditovat systémy managementu bez příruček a směrnic Ing. Milan Trčka
 Jak auditovat systémy managementu bez příruček a směrnic Ing. Milan Trčka Nový přístup k vedení auditů 3 úrovně pro vedení auditu Vrcholové vedení organizace Vlastníci procesů Pracoviště Nový přístup k
Jak auditovat systémy managementu bez příruček a směrnic Ing. Milan Trčka Nový přístup k vedení auditů 3 úrovně pro vedení auditu Vrcholové vedení organizace Vlastníci procesů Pracoviště Nový přístup k
Vážení zákazníci, odběratelé, obchodní přátelé, občané, akcionáři, kolegové
 Vážení zákazníci, odběratelé, obchodní přátelé, občané, akcionáři, kolegové Společnost Vodovody a kanalizace Hodonín, a.s. zaměřuje svou hlavní pozornost na maximální uspokojování potřeb svých zákazníků
Vážení zákazníci, odběratelé, obchodní přátelé, občané, akcionáři, kolegové Společnost Vodovody a kanalizace Hodonín, a.s. zaměřuje svou hlavní pozornost na maximální uspokojování potřeb svých zákazníků
Metoda SMED Rychlá výměna nástroje
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda SMED Rychlá výměna nástroje Jan Vavruška Technická univerzita v Liberci Průmyslové
Statistické řízení jakosti. Deming: Klíč k jakosti je v pochopení variability procesu.
 Statistické řízení jakosti Deming: Klíč k jakosti je v pochopení variability procesu. SŘJ Statistická regulace výrobního procesu Statistická přejímka jakosti měřením srovnáváním měřením srovnáváním - X
Statistické řízení jakosti Deming: Klíč k jakosti je v pochopení variability procesu. SŘJ Statistická regulace výrobního procesu Statistická přejímka jakosti měřením srovnáváním měřením srovnáváním - X
RiJ ŘÍZENÍ JAKOSTI L 4 4-1
 RiJ ŘÍZENÍ JAKOSTI ML 4-1 CÍL TÉMATICKÉHO CELKU Název tematického celku: Nástroje pro měření, analýzu a zlepšování systému jakosti v podniku Hlavním cílem tematického celku je nastínit význam interních
RiJ ŘÍZENÍ JAKOSTI ML 4-1 CÍL TÉMATICKÉHO CELKU Název tematického celku: Nástroje pro měření, analýzu a zlepšování systému jakosti v podniku Hlavním cílem tematického celku je nastínit význam interních
Výukový materiál zpracovaný v rámci projektu Výuka moderně
 Střední průmyslová škola strojnická Olomouc, tř. 17. listopadu 49 Výukový materiál zpracovaný v rámci projektu Výuka moderně Registrační číslo projektu: CZ.1.07/1.5.00/34.0205 Šablona: III/2Management
Střední průmyslová škola strojnická Olomouc, tř. 17. listopadu 49 Výukový materiál zpracovaný v rámci projektu Výuka moderně Registrační číslo projektu: CZ.1.07/1.5.00/34.0205 Šablona: III/2Management
Workshop 15. 5. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků
 15. 5. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků Získat teoretické znalosti snižování rizika ve výrobních procesech a systémech. Umět aplikovat získané znalosti při řešení
15. 5. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků Získat teoretické znalosti snižování rizika ve výrobních procesech a systémech. Umět aplikovat získané znalosti při řešení
Registr rizik. Dopad kvantifikujeme podle matice níže. 2 Malý dopad. 3 Střední dopad. 4 Vysoký dopad. 5 Velmi vysoký dopad. malý dopad.
 Registr rizik Co je Registr rizik a k čemu slouží S každým projektem jsou spojena určitá rizika, tedy nejisté události, které mohou nastat a ovlivnit (zpravidla negativně) průběh. Analýza rizik je samostatnou
Registr rizik Co je Registr rizik a k čemu slouží S každým projektem jsou spojena určitá rizika, tedy nejisté události, které mohou nastat a ovlivnit (zpravidla negativně) průběh. Analýza rizik je samostatnou
Efektivní kontrola výrobků a výrobních procesů Vypracoval: Martin Dudek Dne:
 Efektivní kontrola výrobků a výrobních procesů Vypracoval: Martin Dudek Dne: 21.6.2017 Prezentaci lze používat pouze v souladu s pravidly uvedenými na stránkách: www.kvalita-jednoduse.cz Cíl efektivní
Efektivní kontrola výrobků a výrobních procesů Vypracoval: Martin Dudek Dne: 21.6.2017 Prezentaci lze používat pouze v souladu s pravidly uvedenými na stránkách: www.kvalita-jednoduse.cz Cíl efektivní
Průzkum PRÁCE NA DÁLKU 2013 v ČR 708 respondentů, leden duben 2013
 Průzkum PRÁCE NA DÁLKU 2013 v ČR 708 respondentů, leden duben 2013 I přes prokazatelné přínosy neumí firmy v ČR pracovat na dálku chybí jim k tomu podmínky i dovednosti! www.pracenadalku.cz 1 ZÁKLADNÍ
Průzkum PRÁCE NA DÁLKU 2013 v ČR 708 respondentů, leden duben 2013 I přes prokazatelné přínosy neumí firmy v ČR pracovat na dálku chybí jim k tomu podmínky i dovednosti! www.pracenadalku.cz 1 ZÁKLADNÍ
Význam inovací pro firmy v současném. Jan Heřman 26. říjen 2012
 Význam inovací pro firmy v současném období Jan Heřman 26. říjen 2012 Uváděné údaje a informace vychází z výzkumného záměru IGA 2 Inovační management, který je realizován v letech 2012 2013. Je registrován
Význam inovací pro firmy v současném období Jan Heřman 26. říjen 2012 Uváděné údaje a informace vychází z výzkumného záměru IGA 2 Inovační management, který je realizován v letech 2012 2013. Je registrován
Essity Engagement Survey 2018
 Essity Engagement Survey 2018 Jak číst zprávu týmu EUCUSA Consulting GmbH Mariahilfer Straße 187/39 A-1150 Wien Tel: +43-1-817 40 20-0 Fax: DW 20 FN 174750 k Handelsgericht Wien www.eucusa.com e-mail:
Essity Engagement Survey 2018 Jak číst zprávu týmu EUCUSA Consulting GmbH Mariahilfer Straße 187/39 A-1150 Wien Tel: +43-1-817 40 20-0 Fax: DW 20 FN 174750 k Handelsgericht Wien www.eucusa.com e-mail:
Název semináře Workshop 6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN. Obsah workshopu
 6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN Připravit pracovníky pro navrhování a implementaci tahového systému řízení výroby KANBAN ve výrobních, zásobovacích a distribučních
6. 9. 2007 Ostrava Řízení výrobních procesů pomocí tahového principu KANBAN Připravit pracovníky pro navrhování a implementaci tahového systému řízení výroby KANBAN ve výrobních, zásobovacích a distribučních
Základy řízení bezpečnosti
 Základy řízení bezpečnosti Bezpečnost ve společnosti MND a.s. zahrnuje: - Bezpečnost a ochranu zdraví - Bezpečnost provozu, činností - Ochranu životního prostředí - Ochranu majetku - Ochranu dobrého jména
Základy řízení bezpečnosti Bezpečnost ve společnosti MND a.s. zahrnuje: - Bezpečnost a ochranu zdraví - Bezpečnost provozu, činností - Ochranu životního prostředí - Ochranu majetku - Ochranu dobrého jména
Co musí zahrnovat dokumentace systému managementu kvality? 1 / 5
 ISO 9000:2005 definuje třídu jako 1) kategorie nebo pořadí dané různým požadavkem na kvalitu produktů, procesů nebo systémů, které mají stejné funkční použití 2) kategorie nebo pořadí dané různým požadavkům
ISO 9000:2005 definuje třídu jako 1) kategorie nebo pořadí dané různým požadavkem na kvalitu produktů, procesů nebo systémů, které mají stejné funkční použití 2) kategorie nebo pořadí dané různým požadavkům
Metoda 5S. Průmyslové inženýrství. EduCom. Jan Vavruška Technická univerzita v Liberci
 Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
Tento materiál vznikl jako součást projektu, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Metoda 5S Jan Vavruška Technická univerzita v Liberci Průmyslové inženýrství Technická
Zadávací dokumentace
 Zadávací dokumentace 1. Název zakázky: Školení a trénink zaměstnanců společnosti TRW-Carr s.r.o. pro podporu inovačních a organizačních změn 2. Zadavatel: Název: TRW-Carr s.r.o. Mladá Boleslav, Řepov Sídlo:
Zadávací dokumentace 1. Název zakázky: Školení a trénink zaměstnanců společnosti TRW-Carr s.r.o. pro podporu inovačních a organizačních změn 2. Zadavatel: Název: TRW-Carr s.r.o. Mladá Boleslav, Řepov Sídlo:
Specifikace předmětu veřejné zakázky Rozvoj lidských zdrojů v MPK v rámci projektu Komplexní rozvoj lidských zdrojů ve společnosti MP Krásno, a.s.
 PŘÍLOHA Č. 1 Specifikace předmětu veřejné zakázky Rozvoj lidských zdrojů v MPK v rámci projektu Komplexní rozvoj lidských zdrojů ve společnosti MP Krásno, a.s. 1. PODROBNÁ SPECIFIKACE ZAKÁZKY Předmětem
PŘÍLOHA Č. 1 Specifikace předmětu veřejné zakázky Rozvoj lidských zdrojů v MPK v rámci projektu Komplexní rozvoj lidských zdrojů ve společnosti MP Krásno, a.s. 1. PODROBNÁ SPECIFIKACE ZAKÁZKY Předmětem
T E Z E K. na téma: Vzdělávání a rozvoj zaměstnanců ve sledovaném podniku
 Č E S K Á Z E M Ě D Ě L S K Á U N I V E R Z I T A V P R A Z E FAKULTA PROVOZNĚ EKONOMICKÁ T E Z E K D I P L O M O V É P R Á C I na téma: Vzdělávání a rozvoj zaměstnanců ve sledovaném podniku Vypracovala:
Č E S K Á Z E M Ě D Ě L S K Á U N I V E R Z I T A V P R A Z E FAKULTA PROVOZNĚ EKONOMICKÁ T E Z E K D I P L O M O V É P R Á C I na téma: Vzdělávání a rozvoj zaměstnanců ve sledovaném podniku Vypracovala:
Informační strategie. Doc.Ing.Miloš Koch,CSc. koch@fbm.vutbr.cz
 Informační strategie Doc.Ing.Miloš Koch,CSc. koch@fbm.vutbr.cz 23 1 Firemní strategie Firma Poslání Vize Strategie Co chceme? Kam směřujeme? Jak toho dosáhneme? Kritické faktory úspěchu CSF 23 2 Strategie
Informační strategie Doc.Ing.Miloš Koch,CSc. koch@fbm.vutbr.cz 23 1 Firemní strategie Firma Poslání Vize Strategie Co chceme? Kam směřujeme? Jak toho dosáhneme? Kritické faktory úspěchu CSF 23 2 Strategie
Systémy řízení EMS/QMS/SMS
 Systémy řízení EMS/QMS/SMS Ústí nad Labem 10/2014 Ing. Jaromír Vachta Systém řízení EMS Systém environmentálního managementu Systém řízení podle ČSN EN ISO 14001:2004 Podstata EMS - detailní informace
Systémy řízení EMS/QMS/SMS Ústí nad Labem 10/2014 Ing. Jaromír Vachta Systém řízení EMS Systém environmentálního managementu Systém řízení podle ČSN EN ISO 14001:2004 Podstata EMS - detailní informace
Údržba, oprava, obnova, ochrana. Řešení pro údržbu a spolehlivost výrobního zařízení
 Údržba, oprava, obnova, ochrana Řešení pro údržbu a spolehlivost výrobního zařízení Henkel - řešení pro všechny problémy v údržbě. Údržba, oprava, obnova a ochrana strojního zařízení. Maximalizace produkce,
Údržba, oprava, obnova, ochrana Řešení pro údržbu a spolehlivost výrobního zařízení Henkel - řešení pro všechny problémy v údržbě. Údržba, oprava, obnova a ochrana strojního zařízení. Maximalizace produkce,
Workshop Ostrava Řízení a zlepšování jakosti v probíhajících výrobních procesech
 9. 11. 2007 Ostrava Řízení a zlepšování jakosti v probíhajících výrobních procesech Seznámit účastníky workshopu s možnostmi účinného řízení a zlepšování jakosti v probíhajících výrobních procesech. Naučit
9. 11. 2007 Ostrava Řízení a zlepšování jakosti v probíhajících výrobních procesech Seznámit účastníky workshopu s možnostmi účinného řízení a zlepšování jakosti v probíhajících výrobních procesech. Naučit
1. VYMEZENÍ ODBORNÉ STÁŽE
 1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
Procesy implementace systému CAQ MSN Management preventivní údržby strojů
 Strana 1 / 7 Implementační proces a zařízení Implementační procesy MSN Preventivní údržba strojů a nástrojů MSN 100 Stroje Popis obsah modulu PALSTAT CAQ Plánování, řízení a identifikování strojů pro klíčové
Strana 1 / 7 Implementační proces a zařízení Implementační procesy MSN Preventivní údržba strojů a nástrojů MSN 100 Stroje Popis obsah modulu PALSTAT CAQ Plánování, řízení a identifikování strojů pro klíčové
Gradua-CEGOS, s.r.o. AUDITOR BOZP PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI. CS systémy managementu organizací verze 2, 8.2, b) 1.
 1.") Gradua-CEGOS, s.r.o. Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR BOZP PŘEHLED POŽADOVANÝCH
Gradua-CEGOS, s.r.o. Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR BOZP PŘEHLED POŽADOVANÝCH
Workshop 31. 1. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků
 31. 1. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků Získat teoretické znalosti snižování rizika ve výrobních procesech a systémech. Umět aplikovat získané znalosti při řešení
31. 1. 2008 Ostrava Procesní a systémová FMEA analýza možných vad a jejich důsledků Získat teoretické znalosti snižování rizika ve výrobních procesech a systémech. Umět aplikovat získané znalosti při řešení
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ Fakulta strojního inženýrství Ústav strojírenské technologie ISBN 978-80-214-4352-5 KOOPERACE V OBLASTI TIM ABSTRAKT
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ Fakulta strojního inženýrství Ústav strojírenské technologie ISBN 978-80-214-4352-5 KOOPERACE V OBLASTI TIM Novák Josef 1, doc. Ing., CSc. FS VŠB TU Ostrava 17 listopadu 15,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ Fakulta strojního inženýrství Ústav strojírenské technologie ISBN 978-80-214-4352-5 KOOPERACE V OBLASTI TIM Novák Josef 1, doc. Ing., CSc. FS VŠB TU Ostrava 17 listopadu 15,
SMĚRNICE DĚKANA Č. 4/2013
 Vysoké učení technické v Brně Datum vydání: 11. 10. 2013 Čj.: 076/17900/2013/Sd Za věcnou stránku odpovídá: Hlavní metodik kvality Za oblast právní odpovídá: --- Závaznost: Fakulta podnikatelská (FP) Vydává:
Vysoké učení technické v Brně Datum vydání: 11. 10. 2013 Čj.: 076/17900/2013/Sd Za věcnou stránku odpovídá: Hlavní metodik kvality Za oblast právní odpovídá: --- Závaznost: Fakulta podnikatelská (FP) Vydává:
Optimalizace v těžkém průmyslu Vítkovice a.s., Kovárna Kunčice
 Optimalizace v těžkém průmyslu Vítkovice a.s., Kovárna Kunčice lídrem ve výrobě ocelových lahví se supermoderní výrobní linkou, mají téměř pětinový podíl na světovém trhu speciálních zalomených hřídelí
Optimalizace v těžkém průmyslu Vítkovice a.s., Kovárna Kunčice lídrem ve výrobě ocelových lahví se supermoderní výrobní linkou, mají téměř pětinový podíl na světovém trhu speciálních zalomených hřídelí
Gradua-CEGOS, s.r.o. člen skupiny Cegos MANAŽER BOZP PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI
 Gradua-CEGOS, s.r.o. člen skupiny Cegos Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER BOZP
Gradua-CEGOS, s.r.o. člen skupiny Cegos Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER BOZP
Výukový materiál zpracovaný v rámci projektu Výuka moderně
 Střední průmyslová škola strojnická Olomouc, tř. 17. listopadu 49 Výukový materiál zpracovaný v rámci projektu Výuka moderně Registrační číslo projektu: CZ.1.07/1.5.00/34.0205 Šablona: III/2Management
Střední průmyslová škola strojnická Olomouc, tř. 17. listopadu 49 Výukový materiál zpracovaný v rámci projektu Výuka moderně Registrační číslo projektu: CZ.1.07/1.5.00/34.0205 Šablona: III/2Management
Výrobní systém Škoda. áši. Průmyslové inženýrství VI Vedoucí. Projekt IQ auto. www.iqauto.cz Innovation - Qualification of proffessional Preparation
 organizace standard zlepšování Dr. Jozef Nanáš áši Průmyslové inženýrství VI Vedoucí 1 Jen to nejlepší, co můžeme udělat, jest pro naše zákazníky dosti dobré. (Laurin & Klement, 1914) Vývoj Plánování výroby
organizace standard zlepšování Dr. Jozef Nanáš áši Průmyslové inženýrství VI Vedoucí 1 Jen to nejlepší, co můžeme udělat, jest pro naše zákazníky dosti dobré. (Laurin & Klement, 1914) Vývoj Plánování výroby
KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci
 KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci JAK METODIKA KAIZEN FUNGUJE? Co je to KAIZEN? KAI Změna ZEN Lepší Změna k lepšímu Kaizen = kontinuální zlepšování(ci) Každý! Pořád!
KAIZEN SYSTÉM Ta nejlepší péče Spokojený klient Rozhodnost v každé situaci JAK METODIKA KAIZEN FUNGUJE? Co je to KAIZEN? KAI Změna ZEN Lepší Změna k lepšímu Kaizen = kontinuální zlepšování(ci) Každý! Pořád!
I střední a malé firmy mohou mít kvalitní fleet management! Radim Kozel
 I střední a malé firmy mohou mít kvalitní fleet management! Radim Kozel Obsah 1. Co je fleet management? 2. Potřebujeme fleet management? 3. Aktuální situace v ČR 4. Interně nebo externě? 5. Závěr 2 Co
I střední a malé firmy mohou mít kvalitní fleet management! Radim Kozel Obsah 1. Co je fleet management? 2. Potřebujeme fleet management? 3. Aktuální situace v ČR 4. Interně nebo externě? 5. Závěr 2 Co
SWOT analýza současného stavu. odborného vzdělávání a přípravy
 SWOT analýza současného stavu odborného vzdělávání a přípravy Cíle: - uvědomit si slabé a rizikové stránky stávající praxe a přístupu k odbornému vzdělávání a přípravě. - Identifikovat silné stránky a
SWOT analýza současného stavu odborného vzdělávání a přípravy Cíle: - uvědomit si slabé a rizikové stránky stávající praxe a přístupu k odbornému vzdělávání a přípravě. - Identifikovat silné stránky a
INSPIRACE FRANKLINCOVEY REALIZACE STRATEGIÍ. Jak zapojit lidi do plnění klíčových cílů?
 INSPIRACE FRANKLINCOVEY REALIZACE STRATEGIÍ Jak zapojit lidi do plnění klíčových cílů? Tomáš Kopecký Managing Partner Vítejte! FranklinCovey se věnuje zvyšování výkonnosti jednotlivců, týmů a celých firem.
INSPIRACE FRANKLINCOVEY REALIZACE STRATEGIÍ Jak zapojit lidi do plnění klíčových cílů? Tomáš Kopecký Managing Partner Vítejte! FranklinCovey se věnuje zvyšování výkonnosti jednotlivců, týmů a celých firem.
Aplikace modelu CAF 2006 za podpory procesního řízení. Ing. Vlastimil Pecka Ing. Zdeněk Havelka, PhD.
 Aplikace modelu CAF 2006 za podpory procesního řízení Ing. Vlastimil Pecka Ing. Zdeněk Havelka, PhD. Cíle prezentace 1. Přiblížit důvody zavádění modelu CAF 2009 za podpory procesního řízení. 2. Shrnutí
Aplikace modelu CAF 2006 za podpory procesního řízení Ing. Vlastimil Pecka Ing. Zdeněk Havelka, PhD. Cíle prezentace 1. Přiblížit důvody zavádění modelu CAF 2009 za podpory procesního řízení. 2. Shrnutí
MANAŽER SM BOZP PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI CO 4.10/2007
 Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER SM PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 MANAŽER SM PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
PŘÍRUČKA SPRÁVNÉ PRAXE VE STROJÍRENSKÉ VÝROBĚ. Modul Obráběč ve strojírenské výrobě
 PŘÍRUČKA SPRÁVNÉ PRAXE VE STROJÍRENSKÉ VÝROBĚ Modul Obráběč ve strojírenské výrobě Vzdělávací modul: Obráběč ve strojírenské výrobě Příručka správné praxe ve strojírenské výrobě Autor: Ing. Milan Rozkoš
PŘÍRUČKA SPRÁVNÉ PRAXE VE STROJÍRENSKÉ VÝROBĚ Modul Obráběč ve strojírenské výrobě Vzdělávací modul: Obráběč ve strojírenské výrobě Příručka správné praxe ve strojírenské výrobě Autor: Ing. Milan Rozkoš
Přístupy k řešení a zavádění spisové služby
 Přístupy k řešení a zavádění spisové služby Miroslav Kunt Praha, 22. 3. 2016 Výběr SSl důležité okolnosti Je potřeba zájem vedení organizace, kompetentní pracovníci spisové služby, co největší přiblížení
Přístupy k řešení a zavádění spisové služby Miroslav Kunt Praha, 22. 3. 2016 Výběr SSl důležité okolnosti Je potřeba zájem vedení organizace, kompetentní pracovníci spisové služby, co největší přiblížení
Výzkum komunikačního účinku propagace firmy GOTECH s.r.o. Eva Solařová
 Výzkum komunikačního účinku propagace firmy GOTECH s.r.o. Eva Solařová Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá analýzou marketingové komunikace firmy GOTECH s.r.o. Rozbor probíhá
Výzkum komunikačního účinku propagace firmy GOTECH s.r.o. Eva Solařová Bakalářská práce 2008 ABSTRAKT Tato bakalářská práce se zabývá analýzou marketingové komunikace firmy GOTECH s.r.o. Rozbor probíhá
FMEA - konstrukční. Zpracoval: doc. Dr. Ing. Ivan Mašín
 Zpracoval: doc. Dr. Ing. Ivan Mašín Pracoviště: Katedra částí strojů a mechanismů (TUL) Tento materiál vznikl jako součást projektu In-TECH 2, který je spolufinancován Evropským sociálním fondem a státním
Zpracoval: doc. Dr. Ing. Ivan Mašín Pracoviště: Katedra částí strojů a mechanismů (TUL) Tento materiál vznikl jako součást projektu In-TECH 2, který je spolufinancován Evropským sociálním fondem a státním
Ekodesignový projekt. Centrum inovací a rozvoje (CIR) Centre for Innovation and Development
 Centre for Innovation and Development") Ekodesignový projekt Centrum inovací a rozvoje (CIR) Ekodesign Centrum inovací a rozvoje (CIR) Vlastnosti a užitná hodnota každého je definována již v prvních fázích jejich vzniku. Při návrhu je nutné
Ekodesignový projekt Centrum inovací a rozvoje (CIR) Ekodesign Centrum inovací a rozvoje (CIR) Vlastnosti a užitná hodnota každého je definována již v prvních fázích jejich vzniku. Při návrhu je nutné
Vysoká škola technická a ekonomická v Českých Budějovicích. Institute of Technology And Business In České Budějovice
 OPERAČNÍ VÝZKUM 11. TEORIE ZÁSOB Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
OPERAČNÍ VÝZKUM 11. TEORIE ZÁSOB Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace
5 ZÁKLADNÍ PRINCIPY SYSTÉMOVÉHO ŘÍZENÍ BOZP
 5 ZÁKLADNÍ PRINCIPY SYSTÉMOVÉHO ŘÍZENÍ BOZP Zaměstnavatelé mají zákonnou povinnost chránit zdraví a životy svých zaměstnanců a ostatních osob vyskytujících se na jejich pracovištích. Další důležitou povinností
5 ZÁKLADNÍ PRINCIPY SYSTÉMOVÉHO ŘÍZENÍ BOZP Zaměstnavatelé mají zákonnou povinnost chránit zdraví a životy svých zaměstnanců a ostatních osob vyskytujících se na jejich pracovištích. Další důležitou povinností
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S.
 VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
VÝVOJ V AUTOMATOVÝCH OCELÍCH, ZVYŠOVÁNÍ OBROBITELNOSTI BISMUTEM ; OLOVEM V TŽ, A.S. Ing. Jan Klapsia Třinecké železárny, a.s., Třinec, Czech Republic Anotace Třinecké železárny mají dlouhou tradici ve
Povolání CZ-ISCO Mzdová sféra Platová sféra Specialisté v oblasti organizace a řízení práce Kč
 Průmyslový inženýr Průmyslový inženýr plánuje, projektuje, řídí a implementuje komplení integrované výrobní systémy a systémy pro poskytování služeb, zabezpečuje jejich vysokou výkonnost, spolehlivost,
Průmyslový inženýr Průmyslový inženýr plánuje, projektuje, řídí a implementuje komplení integrované výrobní systémy a systémy pro poskytování služeb, zabezpečuje jejich vysokou výkonnost, spolehlivost,
Inovace bakalářského studijního oboru Aplikovaná chemie http://aplchem.upol.cz
 http://aplchem.upol.cz CZ.1.07/2.2.00/15.0247 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. 9. přednáška Normy ISO 9001, ISO 14001 a OHSAS 18001 Doc.
http://aplchem.upol.cz CZ.1.07/2.2.00/15.0247 Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky. 9. přednáška Normy ISO 9001, ISO 14001 a OHSAS 18001 Doc.
AUDITOR EMS PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ ZPŮSOBILOSTI CO 4.9/2007
 Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR EMS PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Gradua-CEGOS, s.r.o., certifikační orgán pro certifikaci osob č. 3005 akreditovaný Českým institutem pro akreditaci, o.p.s. podle ČSN EN ISO/IEC 17024 AUDITOR EMS PŘEHLED POŽADOVANÝCH ZNALOSTÍ K HODNOCENÍ
Vizualizace v provozech povrchových úprav
 Vizualizace v provozech povrchových úprav Zdeněk Čabelický, AITEC s.r.o., Ledeč nad Sázavou Aplikace systémů ASŘ v provozech povrchových úprav v současné době nabývá na významu. V podstatě každá větší
Vizualizace v provozech povrchových úprav Zdeněk Čabelický, AITEC s.r.o., Ledeč nad Sázavou Aplikace systémů ASŘ v provozech povrchových úprav v současné době nabývá na významu. V podstatě každá větší
TECHNICKÁ NORMALIZACE ÚVODNÍ ČÁST
 TECHNICKÁ NORMALIZACE ÚVODNÍ ČÁST Vypracováno kolektivem autorů České společnosti pro technickou normalizaci Úřad pro technickou normalizaci, metrologii a státní zkušebnictví www.unmz.cz ÚVODNÍ ČÁST Tato
TECHNICKÁ NORMALIZACE ÚVODNÍ ČÁST Vypracováno kolektivem autorů České společnosti pro technickou normalizaci Úřad pro technickou normalizaci, metrologii a státní zkušebnictví www.unmz.cz ÚVODNÍ ČÁST Tato
Návrh. VYHLÁŠKA ze dne 2016 o požadavcích na systém řízení
 Návrh II. VYHLÁŠKA ze dne 2016 o požadavcích na systém řízení Státní úřad pro jadernou bezpečnost stanoví podle 236 zákona č..../... Sb., atomový zákon, k provedení 24 odst. 7, 29 odst. 7 a 30 odst. 9:
Návrh II. VYHLÁŠKA ze dne 2016 o požadavcích na systém řízení Státní úřad pro jadernou bezpečnost stanoví podle 236 zákona č..../... Sb., atomový zákon, k provedení 24 odst. 7, 29 odst. 7 a 30 odst. 9:
Procesy, procesní řízení organizace. Výklad procesů pro vedoucí odborů krajského úřadu Karlovarského kraje
 Procesy, procesní řízení organizace Výklad procesů pro vedoucí odborů krajského úřadu Karlovarského kraje Co nového přináší ISO 9001:2008? Vnímání jednotlivých procesů organizace jako prostředku a nástroje
Procesy, procesní řízení organizace Výklad procesů pro vedoucí odborů krajského úřadu Karlovarského kraje Co nového přináší ISO 9001:2008? Vnímání jednotlivých procesů organizace jako prostředku a nástroje
Příklad I.vrstvy integrované dokumentace
 Příklad I.vrstvy integrované dokumentace...víte co. Víme jak! Jak lze charakterizovat integrovaný systém managementu (ISM)? Integrovaný systém managementu (nebo systém integrovaného managementu) je pojem,
Příklad I.vrstvy integrované dokumentace...víte co. Víme jak! Jak lze charakterizovat integrovaný systém managementu (ISM)? Integrovaný systém managementu (nebo systém integrovaného managementu) je pojem,
Procesní audit VIKMA
 Procesní audit VIKMA07-2. 5. 2014 Cíl auditu Procesní audit je zaměřen na relevantní firemní procesy marketing, vývoj, nákup, servis apod. a jeho cílem je průběžně kontrolovat jejich úroveň, aby bylo možné
Procesní audit VIKMA07-2. 5. 2014 Cíl auditu Procesní audit je zaměřen na relevantní firemní procesy marketing, vývoj, nákup, servis apod. a jeho cílem je průběžně kontrolovat jejich úroveň, aby bylo možné
Analýza a vytváření pracovních míst
 Analýza a vytváření pracovních míst Definice pracovního místa a role Pracovní místo Analýza role Roli lze tedy charakterizovat výrazy vztahujícími se k chování existují-li očekávání, pak roli představuje
Analýza a vytváření pracovních míst Definice pracovního místa a role Pracovní místo Analýza role Roli lze tedy charakterizovat výrazy vztahujícími se k chování existují-li očekávání, pak roli představuje
P R O J E K T O V É Ř Í Z E N Í A M A R K E T I N G 1. Akad. rok 2015/2016, LS Projektové řízení a marketing - VŽ 1
 P R O J E K T O V É Ř Í Z E N Í A M A R K E T I N G 1 Akad. rok 2015/2016, LS Projektové řízení a marketing - VŽ 1 Vznik a historie projektového řízení Akad. rok 2015/2016, LS Projektové řízení a marketing
P R O J E K T O V É Ř Í Z E N Í A M A R K E T I N G 1 Akad. rok 2015/2016, LS Projektové řízení a marketing - VŽ 1 Vznik a historie projektového řízení Akad. rok 2015/2016, LS Projektové řízení a marketing
Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015.
 Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015. 1. Struktura Nová norma obsahuje 10 hlavních ustanovení: 1. OBLAST PLATNOSTI Kdy/proč by organizace měla použít tuto normu? 2. NORMATIVNÍ DOKUMENTY Prázdný
Rozdíly mezi normou ISO 9001:2008 a ISO 9001:2015. 1. Struktura Nová norma obsahuje 10 hlavních ustanovení: 1. OBLAST PLATNOSTI Kdy/proč by organizace měla použít tuto normu? 2. NORMATIVNÍ DOKUMENTY Prázdný
1. VYMEZENÍ ODBORNÉ STÁŽE
 1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
1. VYMEZENÍ ODBORNÉ STÁŽE Šablona stáže představuje rámec odborné stáže pro typovou pozici a obsahuje požadavky na obsah a průběh stáže, na stážistu i na poskytovatele stáže. Bílá pole označují text, který
TŘÍDY KVALITY. Důležitý bod pozice podniku na trhu v závislosti na kvalitě 3 třídy kvality
 ŘÍZENÍ KVALITY 1 TŘÍDY KVALITY Důležitý bod pozice podniku na trhu v závislosti na kvalitě 3 třídy kvality C top třída B střední třída A začínající třída Nutnost zvolit třídu všechny jsou na trhu žádoucí
ŘÍZENÍ KVALITY 1 TŘÍDY KVALITY Důležitý bod pozice podniku na trhu v závislosti na kvalitě 3 třídy kvality C top třída B střední třída A začínající třída Nutnost zvolit třídu všechny jsou na trhu žádoucí