OBRÁBĚNÍ SOUČASTÍ Z HLINÍKOVÉ SLITINY
|
|
|
- Dominika Pešková
- před 9 lety
- Počet zobrazení:
Transkript

1 OBRÁBĚNÍ SOUČASTÍ Z HLINÍKOVÉ SLITINY MACHINING OF PARTS OF ALUMINIUM ALLOYS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jakub FILISTEIN VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2015

2
3
4 FSI VUT BAKALÁŘSKÁ PRÁCE List 4 ABSTRAKT Bakalářská práce se zabývá technickou přípravou výroby vík alternátorů. V práci je postupně popsán výběr stroje a nástrojů. Dále jsou rozepsány jednotlivé problémy, které se vyskytly při vzorkováních. Na konci jsou provedeny výpočty kusových časů, doby výroby celé série a spotřeby energie. Klíčová slova Hliníková součást, příprava výroby, obrábění, výrobní proces, tlakový odlitek ABSTRACT The bachelor thesis focuses on the preparation technology for the production of alternator covers. The thesis describes the choice of which machine and tools to use. Furthermore specific problems which have come up during sampling are discussed. Twards the end you can find the calculations of the ammount of time per piece, the total production time and energy consumption. Key words Aluminium part, preparation technology, machining, diecast, production process BIBLIOGRAFICKÁ CITACE FILISTEIN, Jakub. Obrábění součásti z hliníkové slitiny. Brno Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Ústav strojírenské technologie. 41 s. 11 příloh. Ing. Milan Kalivoda.

5 FSI VUT BAKALÁŘSKÁ PRÁCE List 5 PROHLÁŠENÍ Prohlašuji, že jsem bakalářskou práci na téma Obrábění součásti z hliníkové slitiny vypracoval samostatně s použitím odborné literatury a pramenů, uvedených na seznamu, který tvoří přílohu této práce. Datum Jakub Filistein

6 FSI VUT BAKALÁŘSKÁ PRÁCE List 6 PODĚKOVÁNÍ Děkuji tímto panu Ing. Milanu Kalivodovi za cenné připomínky a rady při vypracování bakalářské práce. Děkuji také panu Václavu Urbánkovi, DiS. Z firmy MOTOR JIKOV Slévárna a.s. za rady a podklady potřebné pro vypracování mé práce.

7 FSI VUT BAKALÁŘSKÁ PRÁCE List 7 OBSAH ABSTRAKT... 4 PROHLÁŠENÍ... 5 PODĚKOVÁNÍ... 6 OBSAH... 7 ÚVOD VYSOKOTLAKÉ LITÍ KONSTRUKČNĚ TECHNOLOGICKÝ ROZBOR SOUČÁSTI Funkce Konstrukce Materiál TECHNOLOGICKÝ PROCES Příprava výroby Volba stroje Volba nástrojů Výroba prototypu Vzorkování Vzorkování Vzorkování TPV DOKUMENTACE PRO VÝROBU TECHNICKO EKONOMICKÉ HODNOCENÍ Stanovení výrobních časů Kapacitní využití stoje Spotřeba energie Plocha pracoviště DISKUZE ZÁVĚR SEZNAM POUŽITÝCH ZDROJŮ SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK SEZNAM PŘÍLOH... 41

8 FSI VUT BAKALÁŘSKÁ PRÁCE List 8 ÚVOD Cílem této bakalářské práce je podrobný popis problematiky technické přípravy obrábění tlakových odlitků z hliníkové slitiny. Odlitky budou použity jako víka alternátoru, nacházejí se na nich tedy velice přesné rozměry. Odlitky jsou zhotoveny z hliníkové slitiny AlSi9Cu3, která je jednou z nejpoužívanějších slitin na odlitky v automobilovém průmyslu. V první kapitole je popsána technologie výroby tlakových odlitků. V dalších kapitolách konstrukčně-technologický rozbor, výběr stroje a nástrojů, jednotlivé problémy při vzorkováních a kapacitní propočty. Základy strojírenské a slévárenské výroby v Českých Budějovicích byly položeny roku Na těchto základech později vznikla společnost MOTOR JIKOV Group a.s., která se skládá ze čtyř dceřiných podniků: MOTOR JIKOV Strojírenská a.s., MOTOR JIKOV Slévárna a.s. (dále MJ Slévárna), MOTOR JIKOV Fostron a.s. (dále MJ Fostron) a MOTOR JIKOV GREEN a.s.. Společnost MJ Slévárna se zabývá především výrobou odlitků pro strojírenský, automobilový, stavební průmysl, obráběcí a zemědělské stroje [1].

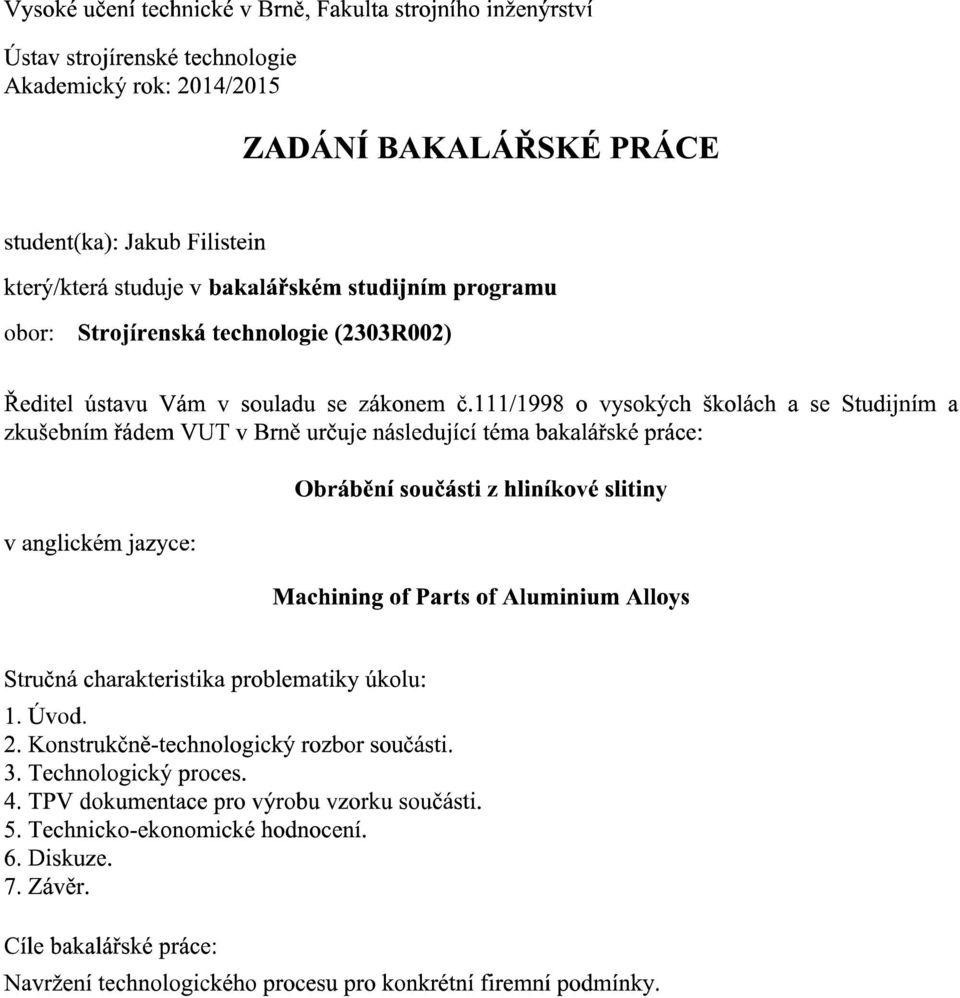
9 FSI VUT BAKALÁŘSKÁ PRÁCE List 9 1 VYSOKOTLAKÉ LITÍ Technologie vysokotlakového lití je jedním z nejpoužívanějších procesů pro výrobu tvarových odlitků ze slitin hliníku. Je to technologie velice vhodná pro výrobu tvarově složitých, rozměrově přesných tenkostěnných odlitků. Lze zmenšit přídavky na obrábění, čímž docílíme úsporu materiálu. Touto technologií se v současné době vyrábí cca 70 % hliníkových odlitků. Vysokotlaké lití je vhodné i k odlévání hořčíkových, zinkových i měděných slitin [2,3]. Princip výroby spočívá ve vstřikování roztavené slitiny do dutiny kovové formy pod vysokým tlakem. Odlévaný kov je během plnění dutiny pouze pod okolním tlakem, který postupně narůstá. Po naplnění formy je kov zatížen vysokým statickým tlakem. Toto umožňuje zatečení kovu i do nejužších průřezů. Takto lze vyrábět tvarově složité odlitky s tloušťkou stěny cca 1-2 mm, u některých slitin i méně než 1 mm [2,3]. Obr 1.1 Schéma stroje pro vysokotlaké lití [2].
![Touto technologií se v současné době vyrábí cca 70 % hliníkových odlitků. Vysokotlaké lití je vhodné i k odlévání hořčíkových, zinkových i měděných slitin [2,3].](/docs-images/44/13444027/images/page_9.jpg "Princip výroby spočívá ve vstřikování roztavené slitiny do dutiny kovové formy pod vysokým tlakem. Odlévaný kov je během plnění dutiny pouze pod okolním tlakem, který postupně narůstá.")

10 FSI VUT BAKALÁŘSKÁ PRÁCE List 10 2 KONSTRUKČNĚ TECHNOLOGICKÝ ROZBOR SOUČÁSTI Vyráběnou součástí jsou víka alternátoru zhotovená technologií tlakového lití z hliníkové slitiny. V sérii, která je kusů ročně. Obr. 2.1 Model součásti Bracket front ve formátu STP Obr. 2.2 Model součásti Bracket rear ve formátu STP

11 FSI VUT BAKALÁŘSKÁ PRÁCE List Funkce Odlitky slouží jako víka alternátorů. Z hlediska funkce se na nich nacházejí všechny prvky důležité pro správnou funkci konečného výrobku, jako jsou otvory pro uložení ložisek, závity určené pro upevnění řídící elektroniky a prvky, které slouží k upnutí alternátoru do automobilu. 2.2 Konstrukce Konstrukce odlitků odpovídá účelu, pro který je určena. Odlitky jsou poměrně tvarově složité. Nachází se na nich velké množství žeber a otvorů, ale většina těchto prvků je již zhotovena tlakovým litím. Obráběné plochy slouží k uložení ložisek, ustavení polohy a připevnění řídící elektroniky. Pro uložení ložisek jsou určeny průměry ø37 Js6 a ø47 M6. Otvory ø17 a ø10,6 jsou určeny pro upevnění alternátoru na motor automobilu. Průměr ø138,05k6 je zhotoven pro nasazení víka na stator alternátoru a závity M5 pro spojení vík. Závity M4 jsou určeny pro upevnění řídící elektroniky. Tyto rozměry jsou za určitých podmínek bez problému vyrobitelné. Tab. 2.1 Dosažitelná přesnost rozměrů při jednotlivých způsobech obrábění [4]. Způsob obrábění Průměrná aritmetická úchylka povrchu Ra [µm] Přesnost rozměrů IT Hrubování > 6,3 12 Obrábění na čisto 1,6 6, Jemné obrábění 0,2 1,6 5-8 Speciální dokončovací obrábění <0,2 <5 2.3 Materiál Součást je zhotovena z hliníkové slitiny AlSi9Cu3, která je velice vhodná pro tvarově složité tlakové odlitky, jako jsou bloky motorů, skříně převodovky a spojky, u kterých jsou vysoké požadavky na jakost a mechanické vlastnosti [5]. Tab. 2.2 Mechanické vlastnosti slitiny AlSi9Cu3(Fe) dle ČSN EN 1706 [5]. Pevnost v tahu R m min. 240 MPa Smluvní mez kluzu R p0,2 min. 140 MPa Tažnost A 5 min. < 1 Tvrdost dle Brinella HB min. 80 Tab. 2.3 Chemické složení slitiny AlSi9Cu3(Fe) dle ČSN EN 1706 [5]. Chemické složení v % hm. Označení slitiny Si Fe Cu Mn Mg Cr Ni Zn AlSi9Cu3(Fe) ,6 1, ,55 0,05 0,55 0,15 0,55 1,2

12 FSI VUT BAKALÁŘSKÁ PRÁCE List 12 3 TECHNOLOGICKÝ PROCES 3.1 Příprava výroby Tato kapitola se zabývá výběrem stroje a nástrojů vhodných k výrobě zadané součásti Volba stroje Jako stroj bylo zvoleno obráběcí CNC centrum Chiron DZ15W z důvodu volné kapacity na tomto stroji. Toto centrum je vhodné pro obrábění této součásti a díky dvěma vřetenům, které umožňují obrábět dvě součásti najednou a otočnému stolu, se hodí k obrábění součástí ve velkých sériích. Také umožňuje upínání obrobků pomocí hydraulického systému. Obr 3.1 Obráběcí centru Chiron DZ15 W [6].

13 FSI VUT BAKALÁŘSKÁ PRÁCE List 13 Tab Technická data Chiron DZ 15 W [7]. Počet nástrojových míst 2 x 12 Upínací kužel nástroje DIN SK 40 Čas výměny nástrojů Cca 0,9 s Pohod vřetene 2 x 14 kw Rozsah otáček min -1 Maximální kroutící moment 2 x 90 Nm Pojezd v ose X 550 mm Pojezd v ose Y 400 mm Vzdálenost vřeten v ose X 250 mm Pojezd v ose Z 425 mm Upínací plocha stolu 2x660x400 mm 2 Čas pro výměnu pracovních polí Cca 2,4 s Příkon stroje 20 kw Hmotnost stroje 7600 kg Zastavěná plocha 5,8 m Volba nástrojů Pro tyto obrobky budou zhotoveny speciální nástroje s břity z polykrystalického diamantu a na obrábění závitů budou použity závitníky ze slinutých karbidů. Polykrystalický diamant téměř dosahuje tvrdosti přírodního monokrystalického diamantu. Krystalky diamantu jsou pomocí slinování spojovány za vysoké teploty a tlaku. Břity z polykrystalického diamantu jsou pevně zakotveny v destičce ze slinutého karbidu, která zvyšuje odolnost proti tepelným a rázovým šokům. Polykrystalický diamant je doporučen pro obrábění neželezných kovů a nekovových materiálů za vysokých řezných rychlostí, dále se také vyznačuje vysokou trvanlivostí nástroje. Diamant nelze používat u materiálů s vysokým bodem tavení, protože se rozpadá při teplotě C rozpadá a mění se na grafit [6, 7].

14 FSI VUT BAKALÁŘSKÁ PRÁCE List 14 Obr. 3.2 Břitové destičky s PKD břity [10]. Tab. 3.2 Nástroje pro odlitek Bracket rear. Nástroj Označení Materiál Stupňový výstružník ø37/ ø 45/ ø 138,5 Stupňový výstružník ø17/ ø 23 T8 T9 PKD PKD Závitník M5 ISO2 T5 SK Závitník M4 ISO2 T6 SK

15 FSI VUT BAKALÁŘSKÁ PRÁCE List 15 Obr. 3.3 a 3.4 Stupňový výstružník ø37/ ø 45/ ø 138,5. Tab. 3.3 Nástroje pro odlitek Bracket front Nástroj Označení Materiál Stupňový výstružník ø47/ ø70/ ø138,5 Stupňový vrták ø10,6/ ø25 T10 T11 PKD PKD Závitník M5 ISO2 T5 SK

16 FSI VUT BAKALÁŘSKÁ PRÁCE List 16 Obr. 3.5 a 3.6 Stupňový výstružník ø47/ ø70/ ø138, Výroba prototypu Zkouška prototypu byla zaměřena zejména na správné vyplnění formy při tlakovém lití. Z hlediska obrábění bylo vyzkoušeno upnutí do desky přípravku a obrobení dostupnými nástroji. Obr. 3.7 Prototyp na desce přípravku.

17 FSI VUT BAKALÁŘSKÁ PRÁCE List Vzorkování Odlitek Bracket rear Odlitky byly po tryskání naházeny na sebe do ohradových palet. Některé kusy byly zaraženy do sebe a bylo potřeba na oddělení vynaložit sílu. Pro odstranění tohoto problému je nutno do návodek vyznačit opatrné zacházení a oddělování jednotlivých vrstev. Obr. 3.8 Odlitky v ohradové paletě po tryskání. Při vzorkování byly zjištěny tyto problémy: Špatně obrobené průměry ø17-0,005-0,025. Toto se mohlo přihodit ze dvou důvodů. Prvním důvodem je malý přídavek na obrábění. V horní části je předlitý průměr ø16,70, což je 0,14 mm na stěnu. Tento přídavek je potřeba zvětšit na 0,3 mm, předáno MJ Fostron Formy. Druhým důvodem je polohování odlitků na přípravku šroubem se stoupáním 1 mm, kvůli tomu bylo prakticky nemožné polohovat oba odlitky v řádu necelé desetiny milimetru. Řešením tohoto problému je zajistit shodné polohování obou odlitků a to osově přes broušené kameny, předáno MJ Fostron jednoúčelové stroje.

18 FSI VUT BAKALÁŘSKÁ PRÁCE List 18 Obr. 3.9 Nedokonale obrobený průměr ø17-0,005-0,025. Obr Odlitek v přípravku. Nedokonale obrobená hrana C05 nad průměrem ø17-0,005-0,025 z důvodu, že zde není přídavek na obrábění. U prvního vzorkování nebyl přídavek nad hranou, rozměr 11,41 mm byl již opraven na 10,91 mm, ale předlitá hrana zůstala ve stejné pozici. Hrana kótovaná na výkrese odlitku (viz obr. 3.11) C03 je nyní na odlitku 1 mm a i přesto, že se vrták nachází na spodní hraně tolerance, tak hrana zůstává z více jak 50 % nedokonale obrobena z různé strany, předáno MJ Fostron Formy.

19 FSI VUT BAKALÁŘSKÁ PRÁCE List 19 Obr Sekce AA AA z výkresu Obr Nedokonale obrobená hrana C05.

20 FSI VUT BAKALÁŘSKÁ PRÁCE List 20 Při výjezdu nástroje rychloposuvem z odlitku vznikly záseky u předlitých zámků na průměru ø37js6 (obr. 3.13). Po nastavení posuvu pro zpětný chod na 2 mm za otáčku záseky zmizely, ale začaly se náhodně objevovat vizuální mapy v toleranci drsnosti povrchu. Pokud se tento problém znovu objeví, bude nejspíš potřeba ještě snížit posuv při zpětném chodu nástroje. Stopy na povrchu Obr Zásek do předlitého zámku Zjištěny malé předlité průměry pro závity. Jelikož závity mají být řezány do předlitých otvorů, musí být otvory pro ně předlity v tolerancích ø4,134 - ø4,334 mm pro závit M5 a ø3,242 - ø3,422 mm pro závit M4. Je potřeba zvětšit jádra formy. Dále byl nesprávně obroben průměr ø37js6 a objevily se mapy u otisků č. 1 a č. 2 vždy jen z jednoho založení (obr. 3.14). Podle náměrů dvou zároveň obrobených kusů je rozdíl mezi kusy v jedné ose cca 0,15 mm a v druhé do 0,05 mm. Musíme porovnat polohu předlitého průměru určeného pro zakládání a polohu obrobených průměrů. MJ Fostron musí prověřit polohu zakládacích segmentů na přípravku.

21 FSI VUT BAKALÁŘSKÁ PRÁCE List 21 Obr Mapy na povrchu. Na podpěrách zůstávaly po oplachu třísky. Nutno upravit opěrné plochy jako Bracket Front. Odlitek Bracket front Při prvním vzorkování byly zjištěny tyto nedostatky: Na upínacím přípravku, kde byly příliš velké plochy pro zakládání odlitku, zůstávaly třísky (obr. 3.15). Kvůli tomu docházelo k nedodržení rovinností při zakládání odlitku. Tento problém byl předán divizi MJ Fostron, kde prověří možnost zmenšení těchto ploch. Obr Zbylá plocha po založení odlitku
22 FSI VUT BAKALÁŘSKÁ PRÁCE List 22 Pevný polohovací dotek mířil středem kuličky mimo polohovací plochu, čímž vznikla vysoká pravděpodobnost špatného natočení odlitku v přípravku (obr. 3.16). Tento problém byl také předán MJ Fostron. Obr Kulička mimo opěrnou plochu. Po obrobení na odlitku zůstávaly třísky (obr. 3.17). Řešením tohoto problému je přidání lamačů třísek na břity nástrojů pro střední průměry. Obr Zbylé třísky v odlitku.
23 FSI VUT BAKALÁŘSKÁ PRÁCE List Vzorkování Odlitek Bracket rear Po seřízení stroje bylo vyrobeno 8 kusů kvůli ověření stability obrábění mezi otisky. Následně bylo vyrobeno 16 kusů. Po obrobení těchto kusů byl zjištěn problém s nedokonale obrobenou plochou ø17 a výhradně u levého založení a jen u jednoho průměru (obr. 3.18, 3.19). Obr Nedokonale obrobená plocha ø17 Obr Výkres s označením neúplně obrobené plochy.
24 FSI VUT BAKALÁŘSKÁ PRÁCE List 24 Po měření průhybu odlitku pomocí číselníkového úchylkoměru ve stroji bylo zjištěno prohnutí v důsledku upnutí čtvrté upínky. U levého založení byl zjištěn průhyb cca 0,15 mm a u pravého založení byl menší cca 0,08 0,1 mm. Obr Prohnutí po upnutí čtvrté upínky. Po snížení tlaku hydrauliky ze 120 barů na 80 barů přestaly upínky upínat. Po seřízení zpožďovačů na přípravku byl naměřen u levého založení menší průhyb cca 0,1 mm. Bohužel zkoušky s menším tlakem byly nevyhovující, upínky už neupínaly vůbec, nebo nefungovalo zpoždění, takže podpěry pod upínkami vyjížděly s upínkami zároveň. Průhyb je nejspíše způsoben tím, že upínka přetlačí podpěru, která přijede k odlitku zdola a má jej podepřít. Kvůli tomuto prohnutí nevycházelo více průměrů a náměry byly nestabilní, a proto bylo vzorkování ukončeno. Nejvíce nestabilní byl průměr ø138,05 K6, jeho kruhovitost, souosost s menším průměrem, rovinnost i výška 3,65 mm k hraně odlitku se v různých částech pohybovala v řádech desetin milimetru. Odlitek Bracket front Po seřízení stroje bylo vyrobeno 40 kusů. U tohoto odlitku byl také naměřen průhyb cca 0,15 mm po upnutí čtvrté upínky. V důsledku prohnutí nevycházelo více rozměrů a výsledky náměrů byly nestabilní. Problém je podrobněji popsán již u odlitku Bracket rear.
25 FSI VUT BAKALÁŘSKÁ PRÁCE List 25 Obr Prohnutí po upnutí čtvrté upínky. Obr Rozdíl obrobených ploch zapříčiněný prohnutím. Dalším problémem zjištěným při tomto vzorkování bylo nedodržení polohování kusů v přípravku podle výkresu. Odlitky byly sice v obou založení hodně natočené, ale nedodržují osy dané výkresem. Rozdíl v poloze otvoru v ose x je až 1,2 mm. Natočení odlitků souvisí i s polohou závitů a upravit polohu všech závitů tak, aby odpovídala výkresu, je práce na několik hodin a vytváření seřizovacích zmetků, což je pro sériovou výrobu nepřípustné.
26 FSI VUT BAKALÁŘSKÁ PRÁCE List 26 Obr Chybné natočení odlitku v přípravku. Obr Znázornění řídících os odlitku.
27 FSI VUT BAKALÁŘSKÁ PRÁCE List 27 Nakonec byl změřen rozdíl teploty po obrobení a po upnutí do 3D kontrolního zařízení. Po obrobení byla teplota odlitku 28 C a v 3D kontrolním zařízení C Vzorkování Stále se objevuje problém s kruhovitostí dvou hlavních průměrů. Poslední úpravou přípravku, kdy jedna upínka tlačila kus v jednom místě cca o 0,10 0,15 mm, se podařilo tuto deformaci eliminovat. Nyní naměřeno cca 0,01 0,02 mm. Kruhovitost stále neodpovídá toleranci, u odlitku Bracket rear se pohybujeme v rozmezí 0,09 0,17 mm a tolerance je pouze 0,10 mm. U odlitku Bracket front bylo naměřeno 0,06 0,10 mm, ale tolerance je pouze 0,05 mm. Byla provedena zkouška, zda nedochází k deformaci vlivem uvolnění vnitřního pnutí v odlitku po obrobení. Měřena kruhovitost předlitého průměru odlitku s vyhodnocením tvaru odlitku na průměru v hloubce 1 mm pod obráběným průměrem ø138,05k6. Z naměřených hodnot před a po obrobení vychází, že se odlitek vlivem oslabení stěny obrobením nedeformuje, takže k žádnému uvolnění vnitřního napětí nedochází. Obr Kruhovitost odlitku před obrobením.
28 FSI VUT BAKALÁŘSKÁ PRÁCE List 28 Obr Kruhovitost odlitku po obrobení. K deformaci dochází pouze na určitých místech, jak to vyplývá z měření kruhovitosti odlitku (Obr. 3.27). Obr Znázornění naměřené kruhovitosti.
29 FSI VUT BAKALÁŘSKÁ PRÁCE List 29 Poté byly provedeny zkoušky obrábění s různými tlaky upínací hydrauliky. Bylo zjištěno, že kruhovitost je přímo úměrná tlaku v prvním okruhu, kdy je obrobek upínán třemi upínkami. Avšak pro dosažení kruhovitostí z 0,06 0,10 mm na 0,025 0,065 mm musel být snížen tlak v prvním okruhu na barů. To ale přestaly vyjíždět podpěry pod čtvrtou upínkou. Dobré kusy byly tedy vyráběny s odmontovanou čtvrtou upínkou a upínáním pouze třemi upínkami, s jednou polovinou kusu nezpevněnou. První hydraulický okruh Druhý hydraulický okruh Obr Znázornění hydraulických okruhů. Tab. 3.4 Bracket front náměry kruhovitostí ø138,05k6 a ø47m6 při upínacím tlaku 60 barů. Otisk č. 1 Otisk č. 2 Otisk č. 3 Otisk č. 4 číslo ø138,05k6 ø47 M6 ø138,05k6 ø47 M6 ø138,05k6 ø47 M6 ø138,05k6 ø47 M6 kusu tol. 0,05 tol. 0,01 tol. 0,05 tol. 0,01 tol. 0,05 tol. 0,01 tol. 0,05 tol. 0,01 1 0,0252 0,0064 0,0490 0,0090 0,0365 0,0116 0,0313 0, ,0374 0,0100 0,0518 0,0102 0,0318 0,0093 0,0450 0, ,0394 0,0043 0,0528 0,0083 0,0205 0,0065 0,0423 0, ,0271 0,0089 0,0451 0,0083 0,0350 0,0080 0,0299 0, ,0289 0,0081 0,0315 0,0102 0,0648 0,0117 0,0238 0, ,0353 0,0103 0,0355 0,0090 0,0266 0,0087 0,0276 0, ,0280 0,0080 0,0471 0,0096 0,0648 0,0122 0,0267 0, ,0373 0,0071 0,0579 0,0069 0,0653 0,0106 0,0592 0, ,0314 0,0078 0,0490 0,0065 0,0318 0,0058 0,0239 0, ,0369 0,0101 0,0461 0,0120 0,0257 0,0077 0,0246 0,0094 Červeně zvýrazněné špatně obrobené rozměry.
30 FSI VUT BAKALÁŘSKÁ PRÁCE List 30 U odlitku rear Bracket se objevil stejný problém. Zde je ovšem tolerance větší a stačilo snížit tlak prvního okruhu na cca barů, aby byla kruhovitost v toleranci na cca 0,05 mm. Tab. 3.5 Bracket rear náměry kruhovitostí při upínacím tlaku prvního okruhu cca barů. číslo kusu Otisk č.1 Otisk č.2 Otisk č.3 Otisk č.4 ø138,05k6 ø37 js6 ø138,05k6 ø37 js6 ø138,05k6 ø37 js6 ø138,05k6 ø37 js6 tol. 0,10 tol. 0,01 tol. 0,10 tol. 0,01 tol. 0,10 tol. 0,01 tol. 0,10 tol. 0,01 1 0,0521 0,0114 0,0454 0,0107 0,0496 0,0094 0,0544 0, ,0422 0,0113 0,0423 0,0078 0,0375 0,0075 0,0370 0, ,0483 0,0074 0,0360 0,0094 0,0420 0,0082 0,0400 0, ,0504 0,0097 0,0355 0,0110 0,0490 0,0090 0,0403 0, ,0390 0,0080 0,0465 0,0097 0,0465 0,0100 0,0410 0, ,0698 0,0082 0,0445 0,0079 0,0437 0,0113 0,0778 0, ,0475 0,0116 0,0420 0,0080 0,0429 0,0088 0,0420 0, ,0570 0,0115 0,0307 0,0107 0,0426 0,0077 0,0421 0, ,0618 0,0112 0,0386 0,0074 0,0538 0,0135 0,0375 0, ,0491 0,0096 0,0376 0,0096 0,0393 0,0075 0,0283 0,0092 Červeně zvýrazněné špatně obrobené rozměry. Bylo zjištěno, že u obou kusů nevychází také kruhovitost menšího průměru, kde se pohybujeme v tisícinách na hraně tolerance. Předchozím měřením bylo zjištěno, že kruhovitost menšího průměru je přímo úměrná kruhovitosti velkého. Tedy deformacím během obrábění. Cílem je používat stejný tlak hydrauliky na strojích cca 150 barů a tím předcházet možným problémům při opakovaných nasazení v závislosti na špatném seřízení.
31 FSI VUT BAKALÁŘSKÁ PRÁCE List 31 4 TPV DOKUMENTACE PRO VÝROBU Technologický postup, operační návodky a kontrolní postup byli vytvořeny podle vnitřních předpisů a zvyklostí firmy MOTOR JIKOV Slévárenská a.s.. Nacházejí se v přílohách: Příloha č.5 Technologický postup Bracket front Příloha č.6 Technologický postup Bracket rear Příloha č.7 Operační návodka Bracket front Příloha č.8 Operační návodka Bracket rear Příloha č.9 Kontrolní postup Bracket front Příloha č.10 Kontrolní postup Bracket rear
32 FSI VUT BAKALÁŘSKÁ PRÁCE List 32 5 TECHNICKO EKONOMICKÉ HODNOCENÍ 5.1 Stanovení výrobních časů Strojní čas byl stanoven pomocí programu v tabulkovém editoru Microsoft Excel, který dodává výrobce strojů (obr. 5.1, 5.2). Program počítá strojní časy pomocí známého vzorce z dráhy nástroje, posuvové rychlosti a počtu třísek [9]. t AS = L i v f (5.1) Kde: tas jednotkový strojní čas [min] L dráha nástroje [mm] i počet třísek [-] vf posuvová rychlost [mm min -1 ] Dráha nástroje je stanovena z délky náběhu a přeběhu a délky obráběné plochy. Posuvová rychlost se po celé dráze nástroje konstantní [9]. Kde: L = l n + l + l p L dráha nástroje [mm] ln délka náběhu [mm] l délka obráběné plochy [mm] lp délka přeběhu [mm] (5.2) Posuvová rychlost je stanovena z posuvu na otáčku a otáček nástroje [9]. v f = n f Kde: vf posuvová rychlost [mm min -1 ] n otáčky nástroje [min -1 ] f posuv na otáčku [mm] (5.3)
![FSI VUT BAKALÁŘSKÁ PRÁCE List 33 Otáčky nástroje jsou vypočteny za vztahu pro řeznou rychlost: Kde: n otáčky nástroje [min -1 ] vc řezná rychlost [m min -1 ] D průměr nástroje [mm] n = 1000 v c π D](/docs-images/29/13444027/images/33-0.png "(5.4) Vzorový výpočet otáček a kusového času pro obrábění stupňovým nástrojem s největším průměrem ø138,05 mm: n = 1000 v c π D = 1000 450 π 138,5 = 1037,9 = 1038 min 1 t AS = (14 + 4) 415 = 0,043")
33 FSI VUT BAKALÁŘSKÁ PRÁCE List 33 Otáčky nástroje jsou vypočteny za vztahu pro řeznou rychlost: Kde: n otáčky nástroje [min -1 ] vc řezná rychlost [m min -1 ] D průměr nástroje [mm] n = 1000 v c π D (5.4) Vzorový výpočet otáček a kusového času pro obrábění stupňovým nástrojem s největším průměrem ø138,05 mm: n = 1000 v c π D = π 138,5 = 1037,9 = 1038 min 1 t AS = (14 + 4) 415 = 0,043 min = 2,6 s Obr. 5.1 Výstup z programu od výrobce strojů s hodnotami pro odlitek Bracket front.

34 FSI VUT BAKALÁŘSKÁ PRÁCE List 34 Obr. 5.2 Výstup z programu od výrobce strojů s hodnotami pro odlitek Bracket rear. Tab. 5.1 Celkové výrobní časy a výkony. Bracket rear Bracket front Kusový čas [min] 0,165 0,193
35 FSI VUT BAKALÁŘSKÁ PRÁCE List Kapacitní využití stoje Kapacitní využití udává kolik odlitků lze obrobit za hodinu, den a kolik dní je potřeba pro výrobu celé série (tab. 5.2). Tab. 5.2 Kapacitní využití stroje. Bracket rear Bracket front Kusový výkon za hodinu při % využití Kusový výkon za hodinu při % využití Efektivní kusový výkon za den Počet dní pro výrobu série Spotřeba energie Při celkovém příkonu stroje 20 kw bude celková spotřeba energie potřebná pro obrobení součástí (tab. 5.3) Tab. 5.3 Spotřeba energie pro obrábění. Spotřeba energie na 1 hodinu chodu stroje [kwh] Spotřeba energie na 1 den provozu stroje (22 hodin) [kwh] Celková spotřeba energie pro výrobu obou sérií [kwh]
36 FSI VUT BAKALÁŘSKÁ PRÁCE List Plocha pracoviště Plochu potřebnou pro pracoviště vypočítáme sečtením plochy zabírané strojem, paletami pro polotovary a obrobky a odkládací plochy (obr. 5.3, tab. 5.4). Obr. 5.3 Schéma rozložení pracoviště. Tab. 5.4 Celková plocha potřebná pro pracoviště [7,]. Plocha stroje [m 2 ] 14,9 Plocha palety s polotovary [m 2 ] 1,1 Plocha palety s obrobky [m 2 ] 1,1 Odkládací plocha [m 2 ] 1 Celková plocha pracoviště [m 2 ] 18.1
37 FSI VUT BAKALÁŘSKÁ PRÁCE List 37 6 DISKUZE Výroba musí po odzkoušení probíhat bez problémů, proto po výše zmíněných vzorkováních proběhnou ještě další, aby se předešlo zbytečným problémům při výrobě. Sériová výroba těchto součástí by měla začít v srpnu tohoto roku. Největší překážkou při technické přípravě výroby byl příliš velký upínací tlak, který při upnutí prohnul součást, a výsledné rozměry neodpovídaly tolerancím. Tento problém byl vyřešen přidáním regulačního ventilu, který snižuje tlak ve druhém hydraulickém okruhu, tudíž odlitek se již neprohýbal.
38 FSI VUT BAKALÁŘSKÁ PRÁCE List 38 ZÁVĚR Hlavní výstupy práce: Polotovarem jsou tlakové odlitky, Nástroje s PKD břity byly speciálně vyrobeny pro tyto součásti, Strojem bylo zvoleno CNC obráběcí centrum Chiron DZ15X s otočným stolem, Hlavním problémem při vzorkování byl příliš vysoký tlak v druhém hydraulickém okruhu tento problém byl vyřešen přidáním regulačního ventilu do to tohoto okruhu, Kusový strojní čas pro odlitek Bracket rear je 0,165 min (9,9 s) s a pro odlitek Bracket front 0,193 min (11,6 s) Pro výrobu obou sérii je potřeba 97 dní.
39 FSI VUT BAKALÁŘSKÁ PRÁCE List 39 SEZNAM POUŽITÝCH ZDROJŮ 1. Profil strojírenské skupiny. MOTOR JIKOV Group [online] [vid ]. Dostupné z: 2. LICHÝ, Petr a Tomáš ELBEL. VYSOKÁ ŠKOLA BÁŇSKÁ - FAKULTA METALURGIE A MATERIÁLOVÉHO INŽENÝRSTVÍ. Speciální metody výroby odlitků Dostupné z: studium-a-vyuka/studijni-opory/632-lichy-specialni_metody.pdf 3. ROUČKA, Jaromír. Metalurgie neželezných slitin. 1. vydání. Brno: Akademické nakladatelství CERM, s. ISBN Řezné podmínky při obrábění. In: Technologie III [online] [vid ]. Dostupné z: 5. ČECH, J., ZEMČÍK, L., PALÁN, K., BAŘINOVÁ, D. Možnosti experimentu a simulace při stanovování jakostních charakteristik u litin a vad u tlakově litých odlitků. Slévárenství, č. 8-9, 2002, str. č Chiron DZ15W. Motor Jikov [online]. [vid ]. Dostupné z: 7. CHIRON Chiron 15 Series [online]. 24 s. [vid. 2015]. Dostupné také z: 8. FOREJT, Milan a Miroslav PÍŠKA. Teorie obrábění, tváření a nástroje. 1. vyd. Brno: CERM, s. r. o., s. ISBN KOCMAN, Karel a Jaroslav PROKOP. Technologie obrábění. 1. vyd. Brno: Akademické nakladatelství CERM, s. ISBN DVOŘÁK, Luděk. Řezné nástroje - novinky z MSV [online] [vid ]. Dostupné z: ŠTULPA, Miloslav. CNC obráběcí stroje a jejich programování. 1. vyd. Praha: Technická literatura BEN, s. ISBN Příručka obrábění, kniha pro praktiky. 1. vyd. Praha: Sandvik CZ, s. r. o. a Scientia, s. r. o., s. ISBN
40 FSI VUT BAKALÁŘSKÁ PRÁCE List 40 SEZNAM POUŽITÝCH SYMBOLŮ A ZKRATEK Zkratka Jednotka Popis CNC [-] computer numeric control HB [-] tvrdost dle Brinella PKD [-] polykrystalický diamant SK [-] slinutý karbid Symbol Jednotka Popis Ra [μm] střední aritmetická hodnota drsnosti f [mm] posuv na otáčku n [min -1 ] otáčky v c [m.min -1 ] řezná rychlost
41 FSI VUT BAKALÁŘSKÁ PRÁCE List 41 SEZNAM PŘÍLOH Příloha 1 Výkres Bracket front Příloha 2 Výkres Bracket rear Příloha 3 Výkres stupňového výstružníku ø37/ ø 45/ ø 138,5 Příloha 4 Výkres stupňového vrtáku ø17/ ø 23 Příloha 5 Technologický postup Bracket front Příloha 6 Technologický postup Bracket rear Příloha 7 Operační návodka Bracket front Příloha 8 Operační návodka Bracket rear Příloha 9 Kontrolní postup Bracket front Příloha 10 Kontrolní postup Bracket rear Příloha 11 Ukázka NC programu
42 Příloha č.1 Výkres Bracket front Příloha č.2 Výkres Bracket rear
43 Příloha č.2 Výkres Bracket rear
44 Příloha č.3 Výkres stupňového výstružníku
45 Příloha č.4 Výkres stupňového vrtáku
46 Příloha č. 5 Technologický postup Bracket front Výrobek: Skupina: Číslo dílu: Materiál: Rozměr: Hr. Váha 1ks List č. EN AC g 1 Technologický postup Součást: Číslo výkresu / index: Číslo materiálu: Rozměr pro kus: Cena Celkem DRŽÁK PŘEDNÍ POŘADÍ OPERACÍ Název Typ stroje Název listů m.j. 6 Střed. Číslo Číslo Střed. Číslo Číslo Typ stroje: oper. práce oper. práce OPRACOVAT NA OC CHIRON DLE NC PROGRAMU BRACKET FRONT DZ15 W % VIZUÁLNÍ A ROZMĚROVÁ KONTROLA VÝSTUPNÍ KONTROLA EXPEDICE Změna Datum Podpis Změna Datum Podpis a) d) b) e) c) f)
47 Příloha č.6 Technologický postup Bracket rear Výrobek: Skupina: Číslo dílu: Materiál: Rozměr: Hr. Váha 1ks List č. EN AC g 1 Technologický postup Součást: Číslo výkresu / index: Číslo materiálu: Rozměr pro kus: Cena Celkem DRŽÁK ZADNÍ listů m.j. 5 POŘADÍ OPERACÍ Střed. Číslo Číslo Název Typ stroje Střed. Číslo Číslo Název Typ stroje: Al 226 oper. práce oper. práce OPRACOVAT NA OC CHIRON DLE NC PROGRAMU BRACKET REAR DZ15 W % VIZUÁLNÍ A ROZMĚROVÁ KONTROLA VÝSTUPNÍ KONTROLA EXPEDICE Změna Datum Podpis Změna Datum Podpis a) d) b) e) c) f)
48 Příloha č.7 Operační návodka Bracket front Operační Výrobek: č.výk.zák. Číslo dílu: Materiál Číslo materiálu: Změna - datum - podpis Čís.operace návodka pro EN AC Al 226 a 05 mechanické ind. Rozměr: Rozměr pro ks b opracování Součásti: Číslo výkresu: c Čís. listu: Cena Hr váha 1ks ks na cplt d m.j. Norma spotřeby výrobního zařízení pro 1000ks Oper. Čis. práce Výrobní předpis Současná oprac Přípravek Nástroj Měřidlo úsek kusů-dílů n s l i v DRŽÁK PŘEDNÍ OPRACOVAT NA OC CHIRON DZ15 W - založit do přípravku a zapolohovat na zakládací segment orientovaně dle obrázku - zmáčknout páčku pro spuštění cyklu obrábění včetně hydraulického upnutí vizuelně kontrolovat správnost polohy odlitku během upínání hydr. upínek 2 404g TS PKD nástroj D47/138 PKD vrták D10,6 H13 TK fréza D20z3 TK vrták D4,2 TK závitník M5 e 3D Pos. měřítko Mtz M5-6H Drsnoměr Stroj Chiron DZ15 W - po odepnutí kus vyjmout, opláchnout v oplachovací vaně a odložit na odkládací stolek - po krátkém okapání kusy ofoukat a odkládat do prostoru pro následnou operaci: Měření 100% vzduchovými kalibry Obsluha stroje kontroluje každé dvě hodiny následující rozměry: 4x závit M5-6H kalibrem Mtz M5-6H V případě neshody zastaví výrobu a informuje Pracovníka TK. Ostatní rozměry kontroluje Pracovník TK. Četnost a rozsah dle Kontrolního plánu. Dbát na čistotu vody v oplachovací vaně! Vodu měnit 2x za směnu + na začátku směny, tedy cca každé 4 hodiny. OCHRANNÉ POMŮCKY : - BRÝLE
49 Příloha č.8 Operační návodka Bracket rear Operační Výrobek: č.výk.zák. Číslo dílu: Materiál Číslo materiálu: Změna - datum - podpis Čís.operace návodka pro EN AC Al 226 a 05 mechanické ind. Rozměr: Rozměr pro ks b opracování Součásti: Číslo výkresu: c Čís. listu: Cena Hr váha 1ks ks na cplt d 2 DRŽÁK ZADNÍ m.j. 383g e Norma spotřeby výrobního zařízení pro 1000ks Oper. Čis. práce Výrobní předpis Současná oprac Přípravek Nástroj Měřidlo úsek kusů-dílů n s l i v OPRACOVAT NA OC CHIRON DZ15 W - založit do přípravku a zapolohovat na zakládací segment orientovaně dle obrázku - zmáčknout páčku pro spuštění cyklu obrábění včetně hydraulického upnutí vizuelně kontrolovat správnost polohy odlitku během upínání hydr. upínek! - po odepnutí kus vyjmout, opláchnout v oplachovací vaně a odložit na odkládací stolek 2 TS PKD nástroj D37/138 PKD vrták D17/D23 TK fréza D20z3 TK vrták D4,2 TK závitník M5 TK vrták D3,2 TK závitník M4 3D Pos. měřítko Mtz M4 6H Mtz M5 6H Měřidlo drsnosti Stroj Chiron DZ15 W - po krátkém okapání kusy ofoukat a odkládat do prostoru pro následnou operaci: Měření 100% vzduchovými kalibry Obsluha stroje kontroluje každé dvě hodiny následující rozměry: 5x závit M5-6H kalibrem Mtz M5-6H 1x závit M4-6H kalibrem Mtz M4-6H V případě neshody zastaví výrobu a informuje Pracovníka TK. Ostatní rozměry kontroluje Pracovník TK. Četnost a rozsah dle Kontrolního plánu. Dbát na čistotu vody v oplachovací vaně! Vodu měnit 2x za směnu + na začátku směny, tedy cca každé 4 hodiny. OCHRANNÉ POMŮCKY : - BRÝLE Datum: Vypracoval: Schválil:
50 Příloha č.9 1/2 Kontrolní plán Bracket front MOTOR JIKOV Slévárna a.s. KONTROLNÍ PLÁN 1/2 vzorky ověřovací serie výroba Klíčový kontakt / telefon Datum ( původní ) Datum ( aktuální ) Číslo dílu / poslední úroveň změny index změny Složení týmu Schválení konstrukcí zákazníka ( datum ) (poslední úroveň změny) Název dílu / popis Schválení dodavatele / závod / datum Schválení odd. jakostí zákazníkam / datum ( je-li vyžad.) DRŽÁK PŘEDNÍ BRACKET RFONT e Dodavatel / závod Další schálení / datum ( je-li vyžad.) Další schálení / datum ( je-li vyžad.) MJSL a.s. Číslo Operace Název procesu / popis operace Stroj, zařízení, Přípravek, Nástroje pro výrobu Klasif. spec. znaku Specifikace / tolerance výrobku / procesu SZ - specifický znak Metody Zodpovídá Rozsah Četnost Metoda kontroly Záznam Plán reakce 05 Opracování CHIRON kontrola níže uvedených Pracovník TK 1 kus První kusy 3D protokol 3D Zastavení výroby na OC DZ15 W rozměrů na 3D programem: z každého a dále 2x Mtz M5-6H přeseřízení stroje nebo nástroje SPC 4xM5-6H založení za směnu Měřidlo drsnosti Posuvné měřítko a přebrání dílců od poslední kontroly 4x Ø 0,6 A/C Ø ± 0,1 2x Ø 10,6 H13 Ø 0,4 A/C Ø 0,4 B 0,5 A Ø 136,05 K6 0,050 2x Ø 47 M6 Ø 0,020 A 2x 0,010 0,010 29,65± 0,1 14-0,10-0,25 3,65 + 0,5-0,2 2x 2,49 ±0,075 0,010
51 Příloha č.9 2/2 Kontrolní plán Bracket front KONTROLNÍ PLÁN - pokračování MOTOR JIKOV Slévárna a.s. 2/2 Číslo Operace Název procesu / popis operace Stroj, zařízení, Přípravek, Nástroje pro výrobu Klasif. spec. znaku Specifikace / tolerance výrobku / procesu Metody Zodpovídá Rozsah Četnost Metoda kontroly Záznam Plán reakce SZ - specifický znak kontrola na 3D ve zkráceném programu: závity.dms kontrola na 3D ve zkráceném programu: průměry.dms Pracovník TK 1 kus 1x 3D protokol 3D Zastavení výroby z každého za směnu přeseřízení stroje nebo nástroje založení mezi měřením a přebrání dílců od poslední SPC kontroly 3x Zastavení výroby Pracovník TK 1 kus za směnu 3D protokol 3D přeseřízení stroje nebo nástroje z každého mezi měřením a přebrání dílců od poslední založení SPC kontroly a závity 4x M5-6H pracovník 1 kus první kusy, Mtz M5-6H bez Zastavení výroby, informovat TK 2x Ø 10,6 H13 provádějící z každého každé 2 hod. MT Ø 10,6 H13 záznamu přeseřízení stroje nebo nástroje operaci založení a poslední a přebrání dílců od poslední 3+3ks z výrobní kontroly dávky Kontrola zkušební ø 138,05K6 pracovník 1 kus 100% vzduchovými bez Zastavení výroby 100% zařízení ø 47M6 provádějící z každého kalibry záznamu přeseřízení stroje nebo nástroje pro 100% 0,1 operaci založení kontrolu vzduchovými kalibry 0,01 Ø 0,020 A 10 Výstupní Balení dle TP Pracovník TK dle tab. Každá paleta Vizuelně výstupní Pozastavit expedici, kontrola rozsahu razítko TK paletu přetřídit kontroly v TP Dílec bez poškození deformace, otřepů a špon 15 Expedice Balení dle TP Pracovník TK dle TP Každá paleta Vizuelně bez záznamu Při zjištěné neshodě provést dle TP opravu balení
52 Příloha č.10 1/2 Kontrolní plán Bracket rear MOTOR JIKOV Slévárna a.s. KONTROLNÍ PLÁN 1/2 vzorky ověřovací serie výroba Klíčový kontakt / telefon Datum ( původní ) Datum ( aktuální ) Číslo dílu / poslední úroveň změny index změny Složení týmu Schválení konstrukcí zákazníka ( datum ) (poslední úroveň změny) Název dílu / popis Schválení dodavatele / závod / datum Schválení odd. jakostí zákazníkam / datum ( je-li vyžad.) DRŽÁK ZADNÍ BRACKET REAR f Dodavatel / závod Další schálení / datum ( je-li vyžad.) Další schálení / datum ( je-li vyžad.) MJSL a.s. Číslo Operace Název procesu / popis operace Stroj, zařízení, Přípravek, Nástroje pro výrobu Klasif. spec. znaku Specifikace / tolerance výrobku / procesu SZ - specifický znak Metody Zodpovídá Rozsah Četnost Metoda kontroly Záznam Plán reakce 05 Opracování CHIRON kontrola níže uvedených Pracovník TK 1 kus První kusy 3D protokol 3D Zastavení výroby na OC DZ15 W rozměrů na 3D programem: z každého a dále 2x Mtz M4-6H přeseřízení stroje nebo nástroje SPC založení za směnu Mtz M5-6H Měřidlo drsnosti a přebrání dílců od poslední kontroly 0,5 B Posuvné měřítko 31,65 ±0,2 13,2±0,1 18,15±0,1 3,65 +0,5-0,2 Ø 0,020 S 2x 0,010 Ø 0,030 A 0,010 2x Ø 37J s6±0,008 Ø 138,05 K6 0,10 2x Ø 17-0,005-0,025 2x Ø23 0,015 2x 10,91±0,2 2x 7,91±0,2 2x 29,91
53 Příloha č.10 2/2 Kontrolní plán Bracket rear KONTROLNÍ PLÁN - pokračování MOTOR JIKOV Slévárna a.s. 2/2 Číslo Operace Název procesu / popis operace Stroj, zařízení, Přípravek, Nástroje pro výrobu Klasif. spec. znaku Specifikace / tolerance výrobku / procesu Metody Zodpovídá Rozsah Četnost Metoda kontroly Záznam Plán reakce SZ - specifický znak Ø 0,4 E M5 3x Ø 0,6 A/C M4 Ø 0,6 A/C M5 Ø 0,6 A/C M5 Ø 0,4 D Ø 0,4 A/C Rz6,3, 3x Rz12,5 kontrola na 3D Pracovník TK 1 kus 1x 3D protokol 3D Zastavení výroby ve zkráceném programu: z každého za směnu přeseřízení stroje nebo nástroje závity.dms založení mezi měřením a přebrání dílců od poslední SPC kontroly 3x kontrola na 3D Pracovník TK 1 kus za směnu 3D protokol 3D Zastavení výroby ve zkráceném programu: z každého mezi měřením přeseřízení stroje nebo nástroje průměry.dms založení SPC a přebrání dílců od poslední a závity kontroly M4-6H pracovník 1 kus 1. kusy, Mtz M4-6H bez Zastavení výroby, informovat TK 5x M5-6H provádějící z každého každé 2 hod. Mtz M5-6H záznamu přeseřízení stroje nebo nástroje 2x Ø 17-0,005-0,025 operaci založení a poslední MT ø17-0,005 / -0,025 a přebrání dílců od poslední 3+3ks z výrobní kontroly dávky Kontrola zkušební ø 138,05K6 pracovník 1 kus 100% vzduchovými bez Zastavení výroby 100% zařízení ø 37js6 provádějící z každého kalibry záznamu přeseřízení stroje nebo nástroje pro 100% 0,1 operaci založení kontrolu vzduchovými kalibry 0,01 Ø 0,030 A 10 Výstupní Balení dle TP Pracovník TK dle tab. Každá paleta Vizuelně výstupní Pozastavit expedici, kontrola rozsahu razítko TK paletu přetřídit kontroly v TP Dílec bez poškození deformace, otřepů a špon 15 Expedice Balení dle TP Pracovník TK dle TP Každá paleta Vizuelně bez záznamu Při zjištěné neshodě provést dle TP opravu balení
54 Příloha č. 11 Ukázka NC programu N010 G90 N020 T8 N030 G54 D8 G95 N040 G96 S450 M4 N050 G0 X0 Y0 Z35 F0,4 N060 G1 N070 G0 Z0 Z60 N080 T9 D9 N090 G96 S725 M4 N100 G0 X57,2 Y69,4 Z35 N110 G1 Z2 F0,25 N120 G0 N130 G0 Z35 X57,2 Y-69,4 Z35 N140 G1 Z2 F0,25 N150 G0 Z35 N160 T5 D5 N170 G96 S60 M4 N180 G0 X31 Y-65 Z35 F0,8 N190 G331 Z27,5 N200 G332 Z35 N210 G0 X65 Y31 Z35 N220 G331 Z27,5 N230 G332 Z35. N500 G0 X0 Y0 Z60 M5 M9 N510 M2
technologie (z řeckého základu techné dovednost, logus - nauka) Speciální technologie Příklad: kolo Příklad: dioda obrábění břit, řezný klín
 Speciální technologie Příklad: kolo Příklad: dioda obrábění břit, řezný klín") Speciální technologie Ing. Oskar Zemčík, Ph.D. obrábění a technologie obrábění výrobní proces technologické dokumenty speciální technologie obrábění VUT Brno technologie (z řeckého základu techné dovednost,
Speciální technologie Ing. Oskar Zemčík, Ph.D. obrábění a technologie obrábění výrobní proces technologické dokumenty speciální technologie obrábění VUT Brno technologie (z řeckého základu techné dovednost,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
TMV-1350A/ 1600A CNC vertikální obráběcí centrum
 TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
TMV-1350A/ 1600A CNC vertikální obráběcí centrum - Určeno pro přesné a silové obrábění - Tuhá konstrukce, kluzné vodící plochy - Ergonomický design a komfortní obsluha - Systém upínání BT50 nebo HSK- A100
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku
 Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Návrh řešení a eliminace deformací u tlakově litých rámů bezpečnostních interkomů ze slitiny zinku Design proposal to prevent deformation of die-cast frames for zinc alloy security intercoms Bc. Simona
Horizontální obráběcí centra
 Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
Horizontální obráběcí centra MDH 65 MDH 80 MDH 65 MDH 80 MDH 100 Jde o přesná horizontální obráběcí centra ze společné dílny našeho čínského partnera společnosti DMTG a předního světového výrobce obráběcích
KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ
 2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2014/01 tool design & production KATALOG NÁSTROJŮ PRO OBRÁBĚNÍ FRÉZY PRO VÝROBU FOREM Z TVRDOKOVU FRÉZY VÁLCOVÉ NÁSTROJE PRO OBRÁBĚNÍ HLINÍKU NÁSTROJE PRO OBRÁBĚNÍ GRAFITU NÁSTROJE SPECIÁLNÍ A ZAKÁZKOVÉ
2015 BLUE RAY a.s. All rights reserved
 BR A L SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH PROFILŮ MODULÁRNÍ KONSTRUKCE FLEXIBILITA kompaktní portálové 5osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění velkých hliníkových profilů
BR A L SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH PROFILŮ MODULÁRNÍ KONSTRUKCE FLEXIBILITA kompaktní portálové 5osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění velkých hliníkových profilů
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka
 KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
KONVENČNÍ FRÉZOVÁNÍ Zdeněk Zelinka Frézy VY_32_INOVACE_OVZ_1_05 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti Název školy Název šablony Předmět Tematický celek
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
TECHNOLOGIE VÝROBY SOUČÁSTKY ZA POUŽITÍ NÁSTROJŮ ZE SLINUTÝCH KARBIDŮ V PODMÍNKÁCH MALÉ STROJÍRENSKÉ FIRMY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Odborníci na vrtání se slinutým karbidem
 Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
Produktová příručka Vrtání _ ZISKOVÁ TECHNIKA Odborníci na vrtání se slinutým karbidem 2 Všeobecný úvod do tématu 6 Přehled sortimentu 16 Informace o výrobcích 16 Vrtáky VHM 16 X treme Step 90 18 X treme
Závislost tvrdosti odlitků Al slitin na době stárnutí a průběhu tepelného zpracování
 Závislost tvrdosti odlitků Al slitin na době stárnutí a průběhu tepelného zpracování Jakub Kopecký Vedoucí práce: Ing. Aleš Herman, Ph.D. Abstrakt Tato práce se zabývá závislostí tvrdosti odlitků z konkrétních
Závislost tvrdosti odlitků Al slitin na době stárnutí a průběhu tepelného zpracování Jakub Kopecký Vedoucí práce: Ing. Aleš Herman, Ph.D. Abstrakt Tato práce se zabývá závislostí tvrdosti odlitků z konkrétních
Poznámka: Další rozměry lze dodat na vyžádání. Poznámka: Další rozměry lze dodat na vyžádání. Poznámka: Další rozměry lze dodat na vyžádání.
 ß 6005-6006 Dílenská pravítka DIN 874/2 Měřící a orýsovací nástroje, zkoušečky Přesnost podle DIN 874/2, vysoké hrany jemně broušené. S protokolem o zkoušce ze závodu. Na obecné práce. Další rozměry lze
ß 6005-6006 Dílenská pravítka DIN 874/2 Měřící a orýsovací nástroje, zkoušečky Přesnost podle DIN 874/2, vysoké hrany jemně broušené. S protokolem o zkoušce ze závodu. Na obecné práce. Další rozměry lze
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PŘEVODOVÉ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA PŘEVODOVÉ
TMV 720A. CNC vertikální obráběcí centrum
 TMV-720 A CNC vertikální obráběcí centrum Typ Pracovní stůl (D x Š) TMV 720A 800 x 480 mm - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů Rychlá výměna nástroje 3 sec, s řezu do řezu 4
TMV-720 A CNC vertikální obráběcí centrum Typ Pracovní stůl (D x Š) TMV 720A 800 x 480 mm - Určeno pro vysokorychlostní vrtání, frézování a řezání závitů Rychlá výměna nástroje 3 sec, s řezu do řezu 4
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Katalogová novinka bruska na kulato PBK-1000. (více na straně 68). Kovo obráběcí stroje
. Kovo obráběcí stroje") Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
VÝROBA A OSTŘENÍ VRTACÍCH NÁSTROJŮ NA CNC BRUSCE REINECKER PRODUCTION OF GIVEN TOOLS AND THEIR SHARPENING ON A CNC GRINDER REINECKER
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA A
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA A
Hlavní katalog. Produktová řada. Nano&Solution. Elektroerozivní drátové řezačky. Elektroerozivní hloubičky. Elektroerozivní děrovačky
 Hlavní katalog Produktová řada Elektroerozivní drátové řezačky AD325L AQ327L AQ537L AQ750L AQ900L AP200L AP450L AP500L EXC100L Elektroerozivní hloubičky AP1L Premium AG35L AG55L AG75L AD3L AQ15L Elektroerozivní
Hlavní katalog Produktová řada Elektroerozivní drátové řezačky AD325L AQ327L AQ537L AQ750L AQ900L AP200L AP450L AP500L EXC100L Elektroerozivní hloubičky AP1L Premium AG35L AG55L AG75L AD3L AQ15L Elektroerozivní
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY
 TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
Řezné podmínky při broušení
 Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
Řezné podmínky při broušení Broušení je převážně dokončovací operace, a proto řezné podmínky z hlediska dodržení požadované přesnosti rozměrů, geometrického tvaru a drsnosti při maximálním úběru materiálu
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
RTH BJ. Návod použití evidenční číslo: 2510507. závitořezné hlavy reverzační. Výrobce:
 Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
Mn max. P max. Mezní úchylky pro rozbor hotového výrobku % hmot. Označení oceli Pevnostní vlastnosti Zkouška rázem v ohybu
 Bezešvé ocelové trubky pro tlakové nádoby a zařízení - technické dodací podmínky. Část 1 - Trubky z nelegovaných ocelí se zaručenými vlastnostmi při okolní teplotě. Způsob výroby a dodávaný stav Chemické
Bezešvé ocelové trubky pro tlakové nádoby a zařízení - technické dodací podmínky. Část 1 - Trubky z nelegovaných ocelí se zaručenými vlastnostmi při okolní teplotě. Způsob výroby a dodávaný stav Chemické
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Technologie třískového obrábění 1 Obsah Technologie třískového obrábění... 3 Obrábění korozivzdorných ocelí... 4 Obrábění litiny... 5 Obrábění
MODERNÍ DOKONČOVACÍ METODY OBRÁBĚNÍ VNĚJŠÍCH POVRCHŮ
 MODERNÍ DOKONČOVACÍ METODY OBRÁBĚNÍ VNĚJŠÍCH POVRCHŮ MODERN CUTTING FINISHING METHODS OF OUTER SURFACES DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. Lubomír LAŇKA VEDOUCÍ PRÁCE SUPERVISOR prof.
MODERNÍ DOKONČOVACÍ METODY OBRÁBĚNÍ VNĚJŠÍCH POVRCHŮ MODERN CUTTING FINISHING METHODS OF OUTER SURFACES DIPLOMOVÁ PRÁCE MASTER'S THESIS AUTOR PRÁCE AUTHOR Bc. Lubomír LAŇKA VEDOUCÍ PRÁCE SUPERVISOR prof.
46010486 3-10 0,01 0,01 0,45 A 46045486 5-45 0,01 0,015 0,8 B
 Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
Dutinový mikrometr Stoupání mikrošroubu 0,5 mm Bubínek s noniem i trubka se stupnicí jsou matně chromovány, pro lepší odečítání Aretační páčka Jednoduchá možnost nastavení měřící síly Rychlý posuv nebo
BNC100/ BNC160/ BNC200/ BNC300 Nový
 NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
OVMT Mechanické zkoušky
 Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
Mechanické zkoušky Mechanickými zkouškami zjišťujeme chování materiálu za působení vnějších sil, tzn., že zkoumáme jeho mechanické vlastnosti. Některé mechanické vlastnosti materiálu vyjadřují jeho odpor
VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009
 ABSTRAKT VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009 Pavel Motyčák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavním
ABSTRAKT VÝROBA VELMI PŘESNÝCH DĚR A JEJICH VZÁJEMNÉ POUZDŘENÍ V KOMBINACI RŮZNÝCH MATERIÁLŮ SVOČ FST 2009 Pavel Motyčák, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika Hlavním
Bílé stránky. Využití výhod přívodu řezné kapaliny při upichování a zapichování
 Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
Bílé stránky Využití výhod přívodu řezné kapaliny při upichování a zapichování Obecně řečeno, upichování a zapichování nepatří mezi oblíbené obráběcí úlohy pracovníků strojních dílen. Kombinace tenkých
Postupy. Druh oceli Chemické složení tavby hmotnostní % a) Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40
 Značka Číselné označení. Mn P max. S max 0,40-1,20 0,60-1,40") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 4: Elektricky svařované trubky z nelegovaných ocelí se zaručenými vlastnostmi při nízkých teplotách. Způsob výroby
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
OBRÁBĚNÍ HŘÍDELE NA CNC STROJI
 OBRÁBĚNÍ HŘÍDELE NA CNC STROJI SHAFT MACHINING ON A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR František PRÁŠIL VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2015 FSI VUT BAKALÁŘSKÁ
OBRÁBĚNÍ HŘÍDELE NA CNC STROJI SHAFT MACHINING ON A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR František PRÁŠIL VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2015 FSI VUT BAKALÁŘSKÁ
cnc obráběcí centrum dynamic
 cnc obráběcí centrum dynamic Kompaktní obráběcí centrum DYNAMIC je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců,
cnc obráběcí centrum dynamic Kompaktní obráběcí centrum DYNAMIC je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců,
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 2. Základy ručního zpracování kovů TÉMA 2.2 Měření a orýsování Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Miroslav Zajíček Střední odborná škola Josefa
RASACUT Modulární řezací centra orientovaná na budoucnost
 RASACUT Modulární řezací centra orientovaná na budoucnost MODULÁRNÍ SYSTÉM BEZPEČNOST PROCESU SILNY VYKON VYSOKÁ ŽIVOTNOST HOSPODÁRNOST Vysoce výkonné pily, které se přizpůsobí budoucnosti. Vysoká životnost
RASACUT Modulární řezací centra orientovaná na budoucnost MODULÁRNÍ SYSTÉM BEZPEČNOST PROCESU SILNY VYKON VYSOKÁ ŽIVOTNOST HOSPODÁRNOST Vysoce výkonné pily, které se přizpůsobí budoucnosti. Vysoká životnost
TECHNOLOGIČNOST KONSTRUKCE TVÁŘENÝCH SOUČÁSTÍ TECHNOLOGICAL STRUCTURES FORMED PARTS
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIČNOST
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIČNOST
PBS TURBO TCR PDH. 1. Produkty společnosti PBS Turbo ( 5 typových řad ):
:") PBS TURBO Společnost PBS Turbo s.r.o. vznikla v roce 1997 spojením podniku MAN B&W Diesel AG, Augsburg a Divize plnicích turbodmychadel První brněnské strojírny Velká Bíteš, a.s. Společnost se zabývá pouze
PBS TURBO Společnost PBS Turbo s.r.o. vznikla v roce 1997 spojením podniku MAN B&W Diesel AG, Augsburg a Divize plnicích turbodmychadel První brněnské strojírny Velká Bíteš, a.s. Společnost se zabývá pouze
0100/08.01. Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností
 0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
0100/08.01 Závitová technologie pro vysokopevnostní spojení jednoduchá rychlá s vysokou životností Obsah HELICOIL plus závitová technologie strana Systém 3 Technologie 3 Varianty 4 Použití 5 Přednosti
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI
 VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
Sukovací vrtačky, stolní a sloupové vrtačky
 Sukovací vrtačky, stolní a sloupové vrtačky R-8616F/400 obj. číslo 25408603 Truhláři jistě ocení vysoký výkon stroje při vykružovaní děr velkých průměrů pilovým děrovačem Sukování je možné lehce vykonávat
Sukovací vrtačky, stolní a sloupové vrtačky R-8616F/400 obj. číslo 25408603 Truhláři jistě ocení vysoký výkon stroje při vykružovaní děr velkých průměrů pilovým děrovačem Sukování je možné lehce vykonávat
MULTICUT Line. 500i / 630. Multifunkční soustružnicko-frézovací obráběcí centrum. www.kovosvit.cz
 MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
ASX445 NÁSTROJE NOVINKY. Stabilní čelní frézování při vysokém zatížení B017CZ. Čelní fréza. 2014.01 Aktualizace
 NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
NÁSTROJE NOVINKY 2014.01 Aktualizace B017CZ Čelní fréza Stabilní čelní frézování při vysokém zatížení Mechanismus destičky AFI (Anti Fly Insert) ze slinutého karbidu. Výkonný řez pro lepší účinnost. Těleso
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
Protahování, protlačování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Protahování, protlačování Ing. Kubíček Miroslav
C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30%
 NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
NÁSTROJOVÁ OCEL CPM REX M4 Certifikace dle ISO 9001 CHEMICKÉ SLOŽENÍ C Cr V Mo W Si Mn 1,35% 4,25 % 4,00 % 4,50% 5,75% 0,30% 0,30% CPM REX M4 Pro speciální aplikace vyvinutá vysokovýkonná rychlořezná ocel.
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH
 NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
Stroje. www.stroje.selos.cz www.stroje.selos.sk
 Stroje Jsme k Vám blíž PNEUMATICKÉ ZÁVITOŘEZY ROSCAMAT ELEKTRICKÉ ZÁVITOŘEZY ROSCAMAT NÁSTROJAŘSKÉ FRÉZKY INTOS CNC FRÉZKY INTOS SVISLÁ OBRÁBĚCÍ CENTRA EMCO HROTOVÉ SOUSTRUHY INTOS HROTOVÉ CNC SOUSTRUHY
Stroje Jsme k Vám blíž PNEUMATICKÉ ZÁVITOŘEZY ROSCAMAT ELEKTRICKÉ ZÁVITOŘEZY ROSCAMAT NÁSTROJAŘSKÉ FRÉZKY INTOS CNC FRÉZKY INTOS SVISLÁ OBRÁBĚCÍ CENTRA EMCO HROTOVÉ SOUSTRUHY INTOS HROTOVÉ CNC SOUSTRUHY
MEZNÍ MÌØIDLA - hladká
 MEZNÍ MÌØIDL - hladká 1000 Váleèkové kalibry Rozmìry dle DIN 2245, 2246, 2247 Pøesnost dle DIN 7162, 7164 1000 Váleèkové kalibry standardní provedení Za standardní provedení se považují kalibry s uložením
MEZNÍ MÌØIDL - hladká 1000 Váleèkové kalibry Rozmìry dle DIN 2245, 2246, 2247 Pøesnost dle DIN 7162, 7164 1000 Váleèkové kalibry standardní provedení Za standardní provedení se považují kalibry s uložením
HSS. 44002 Technické frézy z HSS (Ø stopky 6 mm)
") ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
ß Pily, pilníky, brousící nástroje a kartáče 441 Sada technických fréz z HSS (Ø stopky 6 mm) HSS Ozubení 3. 1 dílů: po 1 tech. fréze tvar válec 6 x 16 mm / 12 x 25 mm, zaoblený válec 12 x 25 mm, koule
PRODUKTIVNÍ TECHNOLOGIE VÝROBY PROTOTYPOVÝCH UTVAŘEČŮ NA ŘEZNÝCH NÁSTROJÍCH SVOČ FST 2016
 PRODUKTIVNÍ TECHNOLOGIE VÝROBY PROTOTYPOVÝCH UTVAŘEČŮ NA ŘEZNÝCH NÁSTROJÍCH SVOČ FST 2016 Bc. Filip Hofmeister e-mail: Filip.hofmeister@gmail.com ABSTRAKT Práce se zabývá tvorbou prototypových utvařečů
PRODUKTIVNÍ TECHNOLOGIE VÝROBY PROTOTYPOVÝCH UTVAŘEČŮ NA ŘEZNÝCH NÁSTROJÍCH SVOČ FST 2016 Bc. Filip Hofmeister e-mail: Filip.hofmeister@gmail.com ABSTRAKT Práce se zabývá tvorbou prototypových utvařečů
CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER
 - MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
- MaraMeter. Ukazovací měřicí přístroje CHCETE VÍCE NEŽ TŘMENOVÝ KALIBR NEBO MIKROMETR? POUŽIJTE MARAMETER Nejaktuálnější informace k produktům MARAMETER naleznete na našich webových stránkách: www.mahr.cz,
Cenová nabídka č. 013-TK6511
 Adresát: Vaše zn. Naše zn. Vypracoval Dne Cenová nabídka č. 013-TK6511 Datum vypracování nabídky: 23.3. 2013 Platnost nabídky: 90 dnů Určení nabídky CNC profihala s.r.o. E-mail: sos.machala@stonline.sk
Adresát: Vaše zn. Naše zn. Vypracoval Dne Cenová nabídka č. 013-TK6511 Datum vypracování nabídky: 23.3. 2013 Platnost nabídky: 90 dnů Určení nabídky CNC profihala s.r.o. E-mail: sos.machala@stonline.sk
TECHNICKO-PŘEJÍMACÍ PODMÍNKY VÝROBY ODLITKŮ V SECO GROUP a.s. PROVOZOVNA JIČÍN
 1/5 TECHNICKO-PŘEJÍMACÍ PODMÍNKY VÝROBY ODLITKŮ V SECO GROUP a.s. PROVOZOVNA JIČÍN číslo odlitku zákazník název dílce 1. Změnové řízení Každá změna TPP podléhá oboustrannému schválení, a provádí se formulářem
1/5 TECHNICKO-PŘEJÍMACÍ PODMÍNKY VÝROBY ODLITKŮ V SECO GROUP a.s. PROVOZOVNA JIČÍN číslo odlitku zákazník název dílce 1. Změnové řízení Každá změna TPP podléhá oboustrannému schválení, a provádí se formulářem
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI
 KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
KVALITATIVNÍ PARAMETRY V OBRAZOVÉ DOKUMENTACI Tolerování a lícování rozměrů Úchylky geometrického tvaru Úchylky geometrické polohy Drsnost povrchu Zvláštní úprava povrchu LÍCOVÁNÍ jmenovité rozměry skutečné
2 K20 QP25 QP25C QP30P QP40. od 200. do. 1500 - - - 100-300 - - - - - - max. 800 200-800 - - - - - - max. 900 50-80 - - - -
 Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA"
 TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
TOOLS NEWS B228CZ. Řada čelních stopkových fréz CERAMIC END MILL. Ultravysoká produktivita pro niklové žáruvzdorné slitiny
 TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
TOOLS NEWS B228CZ Řada čelních stopkových fréz CERAMIC END MILL Ultravysoká produktivita pro niklové žáruvzdorné slitiny CERAMIC Řada čelních stopkových fréz Od obtížného obrábění ke snadnému! Generování
Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40
 OBRÁBĚCÍ STROJE Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40Hb KN-40Hb-500 KN-40Hb-700 KN-40Hb-700x700 KN-40Hb-500S-2API KN-40Hb-500S-2APC»» Rychloposuvy
OBRÁBĚCÍ STROJE Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40Hb KN-40Hb-500 KN-40Hb-700 KN-40Hb-700x700 KN-40Hb-500S-2API KN-40Hb-500S-2APC»» Rychloposuvy
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
Technické podmínky výběrové řízení Pořízení obráběcích strojů
 Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM
 Název veřejné zakázky: Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c)zákona č. 137/2006 Sb., o veřejných zakázkách
Název veřejné zakázky: Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c)zákona č. 137/2006 Sb., o veřejných zakázkách
BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV VÝROBNÍCH STROJŮ, SYSTÉMŮ A ROBOTIKY FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF PRODUCTION MACHINES,
TECHNICKÁ DOKUMENTACE I... 4 TECHNICKÁ DOKUMENTACE II... 5 POČÍTAČOVÉ NAVRHOVÁNÍ I... 6 POČÍTAČOVÉ NAVRHOVÁNÍ II... 7 MECHANIKA I...
 1 Obsah TECHNICKÁ DOKUMENTACE I.... 4 TECHNICKÁ DOKUMENTACE II.... 5 POČÍTAČOVÉ NAVRHOVÁNÍ I.... 6 POČÍTAČOVÉ NAVRHOVÁNÍ II.... 7 MECHANIKA I.... 8 MECHANIKA II.... 9 STROJÍRENSKÁ TECHNOLOGIE I.... 10
1 Obsah TECHNICKÁ DOKUMENTACE I.... 4 TECHNICKÁ DOKUMENTACE II.... 5 POČÍTAČOVÉ NAVRHOVÁNÍ I.... 6 POČÍTAČOVÉ NAVRHOVÁNÍ II.... 7 MECHANIKA I.... 8 MECHANIKA II.... 9 STROJÍRENSKÁ TECHNOLOGIE I.... 10
201 E. Kvalitní nástroje od jednoho výrobce. Katalog 201 E. Katalog 205. Katalog 202. Katalog 206. Katalog 203. Katalog 208. Katalog 209.
 Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
Kvalitní nástroje od jednoho výrobce Katalog 201 E Katalog 205 Dílenské pilníky, ostřicí pilníky, rašple a precizní pilníky Diamantové a CBN nástroje na pilování, broušení a řezání Katalog Katalog 206
VÝROBA HŘÍDELE PRO POHON ZEMĚDĚLSKÉHO STROJE
 VÝROBA HŘÍDELE PRO POHON ZEMĚDĚLSKÉHO STROJE ON THE PRODUCTION OF A SHAFT FOR AGRICULTURAL MACHINERY DRIVE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR TOMÁŠ TENORA VEDOUCÍ PRÁCE SUPERVISOR prof.
VÝROBA HŘÍDELE PRO POHON ZEMĚDĚLSKÉHO STROJE ON THE PRODUCTION OF A SHAFT FOR AGRICULTURAL MACHINERY DRIVE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR TOMÁŠ TENORA VEDOUCÍ PRÁCE SUPERVISOR prof.
Optimization models Customized tools Tool management systems Training and education PCD NÁSTROJE UNIMERCO NÁSTROJOVÁ ŘEŠENÍ PRO AUTOMOBILOVÝ PRŮMYSL
 Optimization models Customized tools Tool management systems Training and education PCD NÁSTROJE UNIMERCO NÁSTROJOVÁ ŘEŠENÍ PRO AUTOMOBILOVÝ PRŮMYSL Optimisation models Customised tools UNIMERCO, s.r.o.
Optimization models Customized tools Tool management systems Training and education PCD NÁSTROJE UNIMERCO NÁSTROJOVÁ ŘEŠENÍ PRO AUTOMOBILOVÝ PRŮMYSL Optimisation models Customised tools UNIMERCO, s.r.o.
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
MENDELOVA UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2012 MICHAL GRACIAS Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Kontrola rozměrů ve strojírenské
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
NOVINKA! Strana 3 PŘESNÉ MODULÁRNÍ SVĚRÁKY. Upínací systém s nejširší škálou aplikací dostupný na světě
 NOVINKA! Strana 3 PŘESNÉ MODULÁRNÍ SVĚRÁKY Upínací systém s nejširší škálou aplikací dostupný na světě PŘESNÉ MODULÁRNÍ SVĚRÁKY SÉRIE STANDARD STANDARDNÍ VYBAVENÍ Každý kompletní svěrák se dodává s následujícím
NOVINKA! Strana 3 PŘESNÉ MODULÁRNÍ SVĚRÁKY Upínací systém s nejširší škálou aplikací dostupný na světě PŘESNÉ MODULÁRNÍ SVĚRÁKY SÉRIE STANDARD STANDARDNÍ VYBAVENÍ Každý kompletní svěrák se dodává s následujícím
CREEP AUSTENITICKÉ LITINY S KULIČKOVÝM GRAFITEM CREEP OF AUSTENITIC DUCTILE CAST IRON
 METAL 9 9... 9, Hradec nad Moravicí CREEP AUSTENITICKÉ LITINY S KULIČKOVÝM GRAFITEM CREEP OF AUSTENITIC DUCTILE CAST IRON Vlasák, T., Hakl, J., Čech, J., Sochor, J. SVUM a.s., Podnikatelská, 9 Praha 9,
METAL 9 9... 9, Hradec nad Moravicí CREEP AUSTENITICKÉ LITINY S KULIČKOVÝM GRAFITEM CREEP OF AUSTENITIC DUCTILE CAST IRON Vlasák, T., Hakl, J., Čech, J., Sochor, J. SVUM a.s., Podnikatelská, 9 Praha 9,
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
440 SKLÍèiDLA. 450 KOLEèKA. poøadaèe plastové. HrAnOLy OCELOvé. Strany...280-282. Strany...278,279. Strany...283-296. Strana...299.
 SKupinA poøadaèe plastové 404 SKupinA 405 StOLy pracovní SKupinA 421 HrAnOLy OCELOvé SKupinA 425 prvky upínací Strany..........278,279 Strany.........280-282 Strana.....................283 Strany.........283-296
SKupinA poøadaèe plastové 404 SKupinA 405 StOLy pracovní SKupinA 421 HrAnOLy OCELOvé SKupinA 425 prvky upínací Strany..........278,279 Strany.........280-282 Strana.....................283 Strany.........283-296
NOVÁ GENERACE FRÉZ MINIMASTER
 NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
NOVÁ GENERACE FRÉZ MINIMASTER ÚSPĚCH POKRAČUJE Seco navazuje na úspěch řady fréz Minimaster představením nové generace nástrojů. Ukazuje směr ve vývoji systému frézování s vyměnitelnými řeznými hlavičkami.
Karbidové vrtáky. Vrtáky SE HPG pro hluboké otvory. Primární aplikace. Vlastnosti a výhody
 Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
Vrtáky SE HPG pro hluboké otvory Primární aplikace Řada karbidových vrtáků B271_HPG představuje optimální platformu pro vrtání otvorů s hloubkou až 30xD do oceli, litiny a nerezové oceli. Vrtá hluboké
VÝROBKY PRÁŠKOVÉ METALURGIE
 1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
1 VÝROBKY PRÁŠKOVÉ METALURGIE Použití práškové metalurgie Prášková metalurgie umožňuje výrobu součástí z práškových směsí kovů navzájem neslévatelných (W-Cu, W-Ag), tj. v tekutém stavu nemísitelných nebo
Plastická deformace a pevnost
 Plastická deformace a pevnost Anelasticita vnitřní útlum Zkoušky základních mechanických charakteristik konstrukčních materiálů (kovy, plasty, keramiky, kompozity) Fyzikální podstata pevnosti Skutečný
Plastická deformace a pevnost Anelasticita vnitřní útlum Zkoušky základních mechanických charakteristik konstrukčních materiálů (kovy, plasty, keramiky, kompozity) Fyzikální podstata pevnosti Skutečný
Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky
 Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky Způsob výroby Dodací podmínky ČS E 10025 4 září 2005 Způsob výroby volí výrobce..
Výrobky válcované za tepla z jemnozrnných svařitelných konstrukčních ocelí termomechanicky válcované. Technické dodací podmínky Způsob výroby Dodací podmínky ČS E 10025 4 září 2005 Způsob výroby volí výrobce..
Základní popis stroje
 Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
US 2000 MC NÁSTROJOVÁ OCEL. Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ. Typické oblasti použití FYZIKÁLNÍ VLASTNOSTI.
 NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
NÁSTROJOVÁ OCEL US 2000 MC Certifikace dle ISO 9001 CHARAKTER CHEMICKÉHO SLOŽENÍ C V W Mo US 2000 MC Pro speciální aplikace vyvinutá vysokovýkonná semi-rychlořezná ocel, která svojí koncepcí zaručuje vysokou
Highest functionality, best price!
 Magazín dmg mori pro zákazníky a zájemce Journal č. 1 2015 37 č. 1 2015 Soustružnická technologie ECOLINE: ecoturn Frézovací technologie ECOLINE: ecomill, ecomill V a MILLTAP Nejrychlejší a dynamické řídicí
Magazín dmg mori pro zákazníky a zájemce Journal č. 1 2015 37 č. 1 2015 Soustružnická technologie ECOLINE: ecoturn Frézovací technologie ECOLINE: ecomill, ecomill V a MILLTAP Nejrychlejší a dynamické řídicí
Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293
 Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293 - stoupání 1 mm - bubínek s řehtačkou - velké měřící plochy 8 mm - tlačítko pro přenos dat přímo na mikrometru - přesné a rychlé
Třmenový mikrometr MDC-HMT DIGIMATIC s výstupem dat DIN 863/1 série 293 - stoupání 1 mm - bubínek s řehtačkou - velké měřící plochy 8 mm - tlačítko pro přenos dat přímo na mikrometru - přesné a rychlé
TECHNOLOGIE BROUŠENÍ BAKALÁŘSKÁ PRÁCE BACHELOR THESIS MACHINE GRINDING AUTHOR SUPERVISOR
 TECHNOLOGIE BROUŠENÍ MACHINE GRINDING BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Vojtěch BESEDA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2012 Vysoké učení technické v Brně, Fakulta strojního
TECHNOLOGIE BROUŠENÍ MACHINE GRINDING BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Vojtěch BESEDA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2012 Vysoké učení technické v Brně, Fakulta strojního
PŘEKONÁVÁNÍ PŘEKÁŽEK
 NOVINKY SECO 2014-1 2 PŘEKONÁVÁNÍ PŘEKÁŽEK Ve společnosti Seco platí, že každý náš krok je vypočítaný tak, aby vám pomohl s překonáváním výzev, kterým čelíte dnes a kterým budete čelit v budoucnu. Náš
NOVINKY SECO 2014-1 2 PŘEKONÁVÁNÍ PŘEKÁŽEK Ve společnosti Seco platí, že každý náš krok je vypočítaný tak, aby vám pomohl s překonáváním výzev, kterým čelíte dnes a kterým budete čelit v budoucnu. Náš
Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával.
 Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
Keramika Keramika spolu s dřevem, kostmi, kůží a kameny patřila mezi první materiály, které pravěký člověk zpracovával. Chceme li definovat pojem keramika, můžeme říci, že je to materiál převážně krystalický,
HS 22 CNC soustruh. Typ HS - 22 HS - 22M Max. oběžný průměr. Ø 200 mm (s robotickou rukou Ø 100 mm) 200 mm ( s robotem 60 mm) Max.
 200 mm ( s robotem 60 mm) Max.") HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
BR A XL. 2015 BLUE RAY a.s. All rights reserved
 BR A XL BR A XL PŘESNOST DYNAMIKA RYCHLOST 5osé CNC obráběcí centrum s dvojitým gantry obrábění velkých dílů z kompozitních materiálů plastů hliníku polystyrenu dřeva automobilový průmysl letecký průmysl
BR A XL BR A XL PŘESNOST DYNAMIKA RYCHLOST 5osé CNC obráběcí centrum s dvojitým gantry obrábění velkých dílů z kompozitních materiálů plastů hliníku polystyrenu dřeva automobilový průmysl letecký průmysl
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH
 NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
NOVINKY SECO 2016 1 NÁSTROJE, KTERÉ VÁM PŘINÁŠÍ ÚSPĚCH NEUSTÁLÉ ZLEPŠOVÁNÍ Výjimečné nástroje řady T4-12 vyvinuté pro zvýšení produktivity jsou ještě dokonalejší. Díky větším břitovým destičkám umožňujícím
INFORMACE/REJSTŘÍK. Sortiment výrobků v programu Tailor Made. Výpočtové vztahy a definice. Přehledná tabulka závitů. Měření drsnosti povrchu
 NORM/RJSTŘÍK Sortiment výrobků v programu Tailor Made 2 Výpočtové vztahy a definice 4 Přehledná tabulka závitů 11 Měření drsnosti povrchu 14 Tolerance děr 16 Nejčastěji kladené dotazy 18 1 nformace/rejstřík
NORM/RJSTŘÍK Sortiment výrobků v programu Tailor Made 2 Výpočtové vztahy a definice 4 Přehledná tabulka závitů 11 Měření drsnosti povrchu 14 Tolerance děr 16 Nejčastěji kladené dotazy 18 1 nformace/rejstřík
ŘEŠENÍ TECHNOLOGIE JEDNODRÁŽKOVÉ ŘEMENICE S OPERACÍ STATICKÉ VYVÁŽENÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
Určení řezných podmínek pro frézování v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Definice řezných
Sukovací vrtačky 94-103. Obráběcí stroje R-3125B/400 R-8616F/400
 Sukovací vrtačky Stolní, sloupové a sukovací vrtačky jsou konstruovány pro vrtání a zahlubování dřeva. Vřetena jsou uložena v kuličkových ložiscích a osazena kuželem Mk II nebo Mk III, do kterého je možné
Sukovací vrtačky Stolní, sloupové a sukovací vrtačky jsou konstruovány pro vrtání a zahlubování dřeva. Vřetena jsou uložena v kuličkových ložiscích a osazena kuželem Mk II nebo Mk III, do kterého je možné
CONTRACER CV-3200/4500
 Přístroje na měření tvaru Systémy na měření kontury CONTRACER CV-3200/4500 PRC 1382 Vysoce přesný přístroj na měření kontury s úžasnými novými funkcemi Série CONTRACER CV-4500 Funkce kontinuálního měření
Přístroje na měření tvaru Systémy na měření kontury CONTRACER CV-3200/4500 PRC 1382 Vysoce přesný přístroj na měření kontury s úžasnými novými funkcemi Série CONTRACER CV-4500 Funkce kontinuálního měření
Axiální zajištění ložisek... 199 Způsoby zajištění... 199 Připojovací rozměry... 202. Konstrukce souvisejících dílů... 204
 Použití ložisek Uspořádání ložisek... 160 Uspořádání s axiálně vodícím a axiálně volným ložiskem... 160 Souměrné uspořádání ložisek... 162 Plovoucí uspořádání ložisek... 162 Radiální zajištění ložisek...
Použití ložisek Uspořádání ložisek... 160 Uspořádání s axiálně vodícím a axiálně volným ložiskem... 160 Souměrné uspořádání ložisek... 162 Plovoucí uspořádání ložisek... 162 Radiální zajištění ložisek...
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ROTAČNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ROTAČNÍ