(12) Základy CNC programování
|
|
|
- Anežka Navrátilová
- před 9 lety
- Počet zobrazení:
Transkript
1 Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97. Do elaborátu zpracujte: - postupový list + nákres součásti - řídicí program Pozn. 1: Veškeré informace o použitých nástrojích a VBD jsou uvedeny v příloze 2. Pozn. 2: Způsob programování cyklů je uveden v příloze 3, základní funkce pro programování jsou uvedeny v příloze 4

2 VYTVOŘENO VE VÝUKOVÉM PRODUKTU SPOLEČNOSTI AUTODESK VYTVOŘENO VE VÝUKOVÉM PRODUKTU SPOLEČNOSTI AUTODESK VYTVOŘENO VE VÝUKOVÉM PRODUKTU SPOLEČNOSTI AUTODESK M 30 x2 A h13 R1 A ( 5 : 1 ) R1 3x ,3 6,3 6 VYTVOŘENO VE VÝUKOVÉM PRODUKTU SPOLEČNOSTI AUTODESK Struktura povrchu: 3,2 Schválil Hrany: Materiál Polotovar 60x65 ČSN Hmotnost 0,2 Druh VÝROBNÍ VÝKRES Název dokumentu ÚSTAV STROJÍRENSKÉ Kreslil TECHNOLOGIE Datum vydání DVOŘÁČEK R1 2x Měřítko 1:1 Číslo dokumentu kg Přesnost Tolerování Promítání ISO 2768 mk ISO 8015 CHRÁNĚNO PODLE ISO STAVĚCÍ ŠROUB KRÁTKÝ DTB CV12 - CNC 2012 List /

3 Počet Číslo POSTUPOVÝ LIST SOUČÁSTI 1 1 listů: listu: Poloautomatický soustruh SPN 12 CNC s řídicím systémem SINUMERIK 810D Náčrt součásti: Druh a popis práce jednotlivých nástrojů Nulový bod Od osy obrobku X : obrobku Od referenčního bodu Z : Výchozí Od osy obrobku X : bod programu Od nulového bodu obrobku Z : Otočná čtyřpolohová nožová hlava Poloha Druh nástroje Odchylky ustavení nástroje Řezná rychlost Přítlačná síla koníku Předpokládaný operační čas pro 1ks min. Posuv dolního suportu Výkon za 1 hod. při % kusů Vybavení stroje Výkon za 8 hod. při % kusů Zákazník: Název obrobku: Číslo výkresu: Materiál: Polotovar: Způsob opracování: Vypracoval: Zkoušel: Schválil: Datum:

4 Řídící program součásti STAVĚCÍ ŠROUB - KRÁTKÝ Hlavní program s názvem Stavsrmi.mpf: N10 MSG ("STAVECI SROUB"); programové hlášení (název programu) N20 G54 ;stanovení počátku souřadnic - nulového bodu obrobku N30 G90 G18 G95 ;absolutní programování v rovině XZ, posuv v milimetrech N40 G0 X140 Z1 ;pohyb rychloposuvem N50 M6 H1 T1 D1 ;výměna nástroje (T1 - stranový nůž, korekce 0 mm) N60 G0 X62 Z2 ;pohyb rychloposuvem k součásti N70 M41 G96 S160 M4 M8 ;1. otáčkový stupeň, konstantní řezná rychlost, hodnota v c, otáčky CCW, zapnutí chlazení N80 LIMS=2500 ;stanovení maxima otáček N90 G1 X61 F0.2 ;lineární interpolace N100 CYCLE95("S1",2,0,0.5,0,0.2,0.15,0.15,1,0,0,1) ;cyklus odběru třísky, hrubování tvaru definovaného podprogramem N110 G0 X35 Z2 ;rychloposuv N120 G1 X32 F0.2 ;lineární interpolace N130 CYCLE95("S1",1.5,0,0,0,0.2,0.15,0.15,5,0,0,1) ;cyklus odběru třísky, dokončení tvaru definovaného podprogramem N140 G0 X50 Z-42 ;rychloposuv N150 M6 H1 T1 D2 ;výměna nástroje (T1 - stranový nůž, korekce 1 mm) N160 G1 Z-43 F0.15 ;lineární interpolace N170 CYCLE96(30,-48,"A") ;výroba zápichu cyklem N180 M6 H1 T1 D1 ;výměna nástroje (T1 - stranový nůž, korekce 0 mm) N190 CYCLE96(30,-48,"A") ;výroba zápichu cyklem N200 G0 X140 Z1 ;pohyb rychloposuvem N210 M6 H3 T3 D1 ;výměna nástroje (T3 - kopírovací nůž) N220 G0 X62 Z-62 ;rychloposuv N230 G96 S120 ;snížení řezné rychlosti N240 G1 X50 F0.20 ;lineární interpolace N250 G1 X60 Z-57 F0.2 ;lineární interpolace N260 G0 X140 Z1 ;pohyb rychloposuvem N270 M6 H4 T4 D1 ;výměna nástroje (T4 - závitový nůž) N280 G0 X36 Z-43 ;rychloposuv N290 G96 S50 ;snížení řezné rychlosti N300 G1 X35 F0.2 ;lineární interpolace N310 CYCLE97(2,0,-42,0,30,30,1.5,1.5,1.157,0,0,0,8,4,1,1) ;řezání závitu N320 G0 X140 Z1 ;pohyb rychloposuvem N330 M30 ;konec hlavního programu, stop otáček a chlazení Podprogram s názvem S1.spf: N10 G18 G90 DIAMON ;absolutní průměrové programování v rovině XZ N20 G1 X22 Z1 ;počáteční bod kontury N30 G1 X30 Z-3 ;konec sražení hrany N40 Z-48 ;válcová plocha pro závit N50 X58 CHR=2 ; čelní plocha se sražení hrany (CHR: sražení konturového rohu -délka sražení ve směru pohybu) N60 Z-61 ;válcová plocha N70 M17 ;konec podprogramu a návrat do hlavního programu

5 Nástrojové vybavení SPN12 CNC Nůž soustružnický 93 PDJNL 2525 M 15 Vyměnitelná břitová destička DNMG EM 6630 Doporučené řezné podmínky: v c = m.min -1 f = 0,2 0,4 mm a p = 1 3,5 mm Doporučené použití: Základní utvařeč - oboustranný - první volba pro polohrubovací a lehčí hrubovací soustružení ocelí, korozivzdorných ocelí, ale také litiny. Univerzální utvařeč se širokým funkčním rozsahem. Nastavení Ι ΙΙ ΙΙΙ ΙV V VΙ VΙΙ VΙΙΙ ΙΧ Χ X 0 Z +0,647 T... r ε 0,8 Κr 93 Κr 32

6 Nástrojové vybavení SPN12 CNC Nůž soustružnický SVVCN 2525 M 16 Vyměnitelná břitová destička VCMT EUM 320P Doporučené řezné podmínky: v c = m.min -1 f = 0,1 0,2 mm a p = 1 2 mm Doporučené použití: Soustružení ocelí a ocelolitiny vyššími rychlostmi. Soustružení na čisto, polohrubovací a hrubovací soustružení nepřerušovaným řezem. Nastavení Ι ΙΙ ΙΙΙ ΙV V VΙ VΙΙ VΙΙΙ ΙΧ Χ X 0 Z 0,193 T... r ε 0,8 Κr Κr 72 30

7 Nástrojové vybavení SPN12 CNC Nůž na soustružení vnějších závitů SEL 2525 M 16 Vyměnitelná břitová destička TN 16 EL 300M 816 (TN 16 EL 150M 816) (TN 16 EL 200M 816) Doporučené řezné podmínky: v c = m.min -1 Doporučené použití: Jemné, dokončovací a polohrubovací soustružení běžných, žárupevných a žáruvzdorných ocelí. Dále pak soustružení slitin Al a Cu a také litiny nižšími řeznými rychlostmi. Nastavení Ι ΙΙ ΙΙΙ ΙV V VΙ VΙΙ VΙΙΙ ΙΧ Χ X -0,553 T... Z -7,86 r ε 0,4

8 Cyklus Zápich: CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RCI1, RCI2, FAL1, FAL2, IDEP, DTB, VARI) Tab.: Vysvětlení instrukcí cyklu - Zápich: SPD Počáteční bod v ose X (zadávat bez znaménka) SPL Počáteční bod v ose Z WIDG Šířka zápichu (zadávat bez znaménka) DIAG Hloubka zápichu (zadávat bez znaménka) STA1 Úhel mezi konturou a podélnou osou (0 STAT1 180 ) ANG1 Vrcholový úhel 1: na straně zápichu, která je určena počátečním bodem (zadávat bez znaménka) (0 ANG ) ANG2 Vrcholový úhel 2: na druhé straně (zadávat bez znaménka) (0 ANG ) RCO1 Zaoblení(+)/sražení(-) 1, vnější: na straně určené počátečním bodem RCO2 Zaoblení(+)/sražení(-) 2, vnější RCI1 Zaoblení(+)/sražení(-) 1, vnitřní: na straně počátečního bodu RCI2 Zaoblení(+)/sražení(-) 2, vnitřní FAL1 Přídavek na dokončení na dně zápichu FAL2 Přídavek na dokončení na bocích IDEP Hloubka přísuvu (zadávat bez znaménka) DTB Časová prodleva na dně zápichu VARI Způsob opracování (1 8 délka sražení CHF, délka sražení ve směru pohybu CHR) Obr.: Grafické znázornění instrukcí cyklu - Zápich Obr.: Způsob opracování zápichu (instrukce VARI)
 ANG2 Vrcholový úhel 2: na druhé straně (zadávat bez znaménka) (0 ANG1 89.")
9 Odlehčovací zápichy: CYCLE94 (SPD, SPL, FORM) Tab.: Vysvětlení instrukcí cyklu - Odlehčovací zápichy: SPD Počáteční bod v ose X (zadávat bez znaménka) SPL Počáteční bod kontury v ose Z (zadávat bez znaménka) FORM Definice tvaru zápichu (E nebo F) Obr.: Grafické znázornění instrukcí cyklu - Odlehčovací zápichy Odlehčovací zápichy závitů: CYCLE96 (DIATH, SPL, FORM) Tab.: Vysvětlení instrukcí cyklu - Odlehčovací zápichy závitů: IATH Velký průměr závitu SPL Počáteční bod kontury v ose Z FORM Definice tvaru (A, B, C nebo D) Obr.: Grafické znázornění instrukcí cyklu - Odlehčovací zápichy závitů
 Tab.")
10 Cyklus řezání závitů: Obr.: Grafické znázornění instrukcí cyklu - Řezání závitů Obr.: Způsoby opracování (instrukce VARI) Obr.: Způsoby přísuvu (instrukce IANG) Cyklus řetězení závitů: Obr.: Grafické znázornění instrukcí cyklu - Řetězení závitů
 Cyklus řetězení závitů:")
11 Cyklus řezání závitů: CYCLE97(PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT) Tab.: Vysvětlení instrukcí cyklu - Řezání závitů: PIT Stoupání závitu jako hodnota (zadávat bez znaménka) MPIT Stoupání závitu jako velikost závitu (M3 M ) SPL Počáteční bod závitu v ose Z FPL Koncový bod závitu v ose Z DM1 Průměr závitu v počátečním bodu DM2 Průměr závitu v koncovém bodu APP Dráha vběhu (zadávat bez znaménka) ROP Dráha výběhu (zadávat bez znaménka) TDEP Hloubka závitu (zadávat bez znaménka) FAL Přídavek na dokončení (zadávat bez znaménka) IANG Úhel přísuvu "+" boční přísuv po jednom boku "-" boční přísuv střídavě na jednom i druhém boku NSP Přemístění počátečního bodu pro první chod závitu (zadávat bez znaménka) NRC Počet hrubovacích záběrů (zadávat bez znaménka) NID Počet průchodů bez záběru (zadávat bez znaménka) VARI Určení způsobu opracování závitu (1 4) NUMT Počet chodů závitu (zadávat bez znaménka) Tab.: Způsoby opracování (instrukce VARI): Hodnota Vnější Konstantní přísuv Vnitřní Konstantní průřez třísky 1 vnější konstantní přísuv 2 vnitřní konstantní přísuv 3 vnější konstantní průřez třísky 4 vnitřní konstantní průřez třísky
 FAL Přídavek na dokončení (zadávat bez znaménka) IANG Úhel přísuvu \"+\" boční přísuv po jednom boku \"-\" boční přísuv střídavě na jednom i druhém boku NSP Přemístění počátečního")
12 Cyklus řetězení závitů: CYCLE98 (PO1, DM1, PO2, DM2, PO3, DM3, PO4, DM4, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, PP1, PP2, PP3, VARI, NUMT) Tab.: Vysvětlení instrukcí cyklu - Řetězení závitů: PO1 Počáteční bod závitu v ose Z DM1 Průměr závitu v počátečním bodě PO2 První mezilehlý bod v ose Z DM2 Průměr v prvním mezilehlém bodě PO3 Druhý mezilehlý bod DM3 Průměr v druhém mezilehlém bodě PO4 Koncový bod závitu v ose Z DM4 Průměr v koncovém bodě APP Dráha vběhu (zadávat bez znaménka) ROP Dráha výběhu (zadávat bez znaménka) TDEP Hloubka závitu (zadávat bez znaménka) FAL Přídavek na dokončení (zadávat bez znaménka) IANG Úhel přísuvu "+" boční přísuv po jednom boku "-" boční přísuv střídavě na jednom i druhém boku NSP Přemístění počátečního bodu pro první chod závitu (zadávat bez znaménka) NRC Počet hrubovacích záběrů (zadávat bez znaménka) NID Počet průchodů bez řezu (zadávat bez znaménka) PP1 Stoupání závitu 1 jako hodnota (zadávat bez znaménka) PP2 Stoupání závitu 2 jako hodnota (zadávat bez znaménka) PP3 Stoupání závitu 3 jako hodnota (zadávat bez znaménka) VARI Určení způsobu opracování závitu (1 4) NUMT Počet chodů závitu (zadávat bez znaménka) Tab.: Způsoby opracování (instrukce VARI): Hodnota Vnější Konstantní přísuv Vnitřní Konstantní průřez třísky 1 vnější konstantní přísuv 2 vnitřní konstantní přísuv 3 vnější konstantní průřez třísky 4 vnitřní konstantní průřez třísky
 FAL Přídavek na dokončení (zadávat bez znaménka) IANG Úhel přísuvu \"+\" boční přísuv po jednom boku \"-\" boční přísuv střídavě na jednom i druhém boku NSP Přemístění")
13 Řezný cyklus CYCLE95: CYCLE95 (NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, _VRT) Tab.: Vysvětlení instrukcí cyklu: NPP Název podprogramu kontury (např.: "KONTURA") MID Hloubka přísuvu (zadávat bez znaménka) FALZ Přídavek na dokončení v ose Z (zadávat bez znaménka) FALX Přídavek na dokončení v ose X (zadávat bez znaménka) FAL Přídavek na dokončení podle kontury (zadávat bez znamínka) FF1 Posuv pro hrubování bez podříznutí FF2 Posuv pro zanoření do elementů podříznutí FF3 Posuv pro dokončování VARI Způsob opracování (1 12) DT Časová prodleva za účelem zlomení třísky při hrubování DAM Délka dráhy, po které se přeruší každý hrubovací záběr za účelem zlomení třísky _VRT Dráhu oddálení nástroje od kontury při hrubování zadávat inkrementálně bez znaménka Tab.: Způsob opracování (instrukce VARI): Hodnota Podélné Čelní Vnější Vnitřní Hrubování Dokončování Kompletní obrobení 1 P vnější Hrubování 2 Č vnější Hrubování 3 P vnitřní Hrubování 4 Č vnitřní Hrubování 5 P vnější Dokončování 6 Č vnější Dokončování 7 P vnitřní Dokončování 8 Č vnitřní Dokončování 9 P vnější Kompletní obrobení 10 Č vnější Kompletní obrobení 11 P vnitřní Kompletní obrobení 12 Č vnitřní Kompletní obrobení Obr.: Grafické znázornění instrukcí cyklu CYCLE95

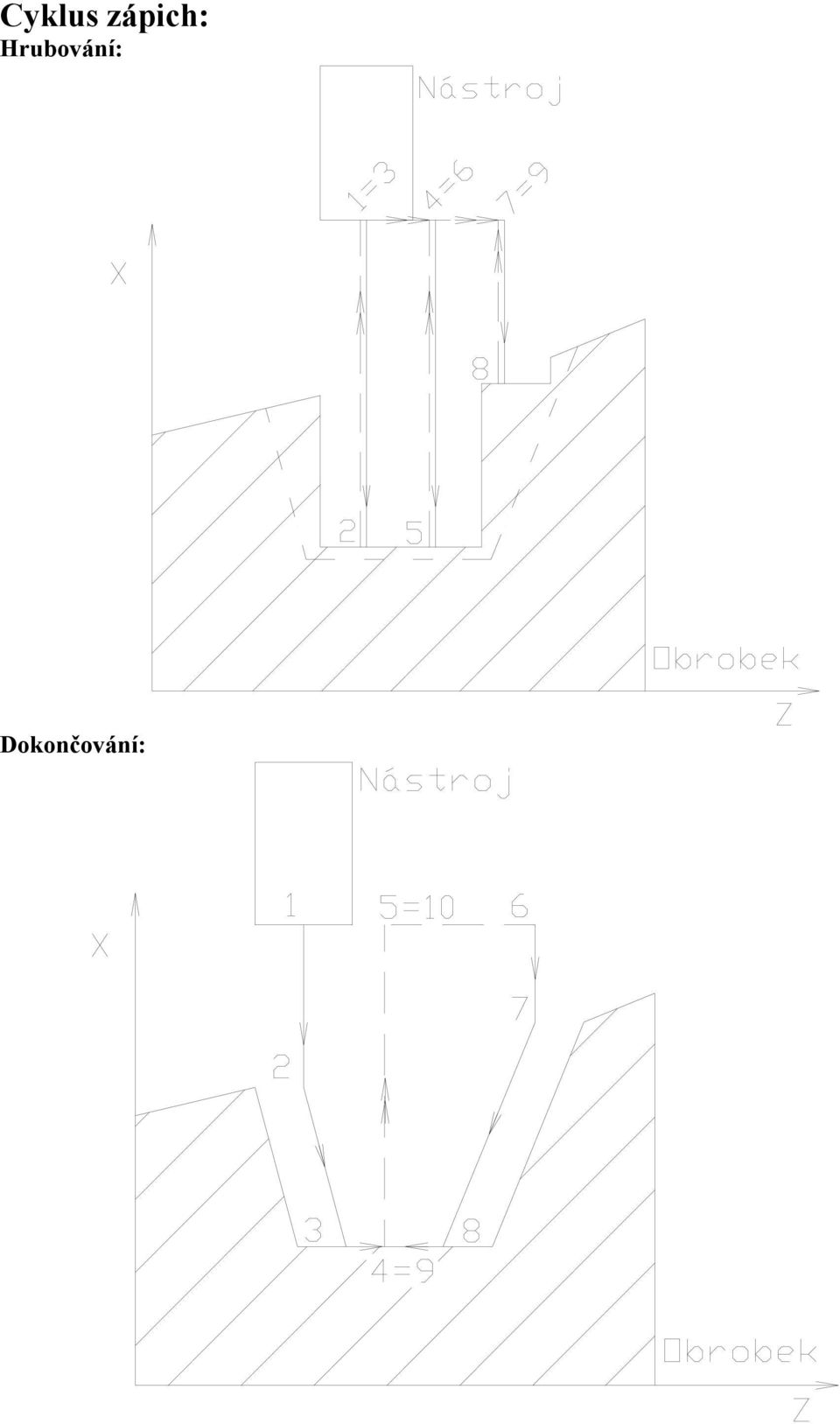
14 Cyklus zápich: Hrubování: Dokončování:
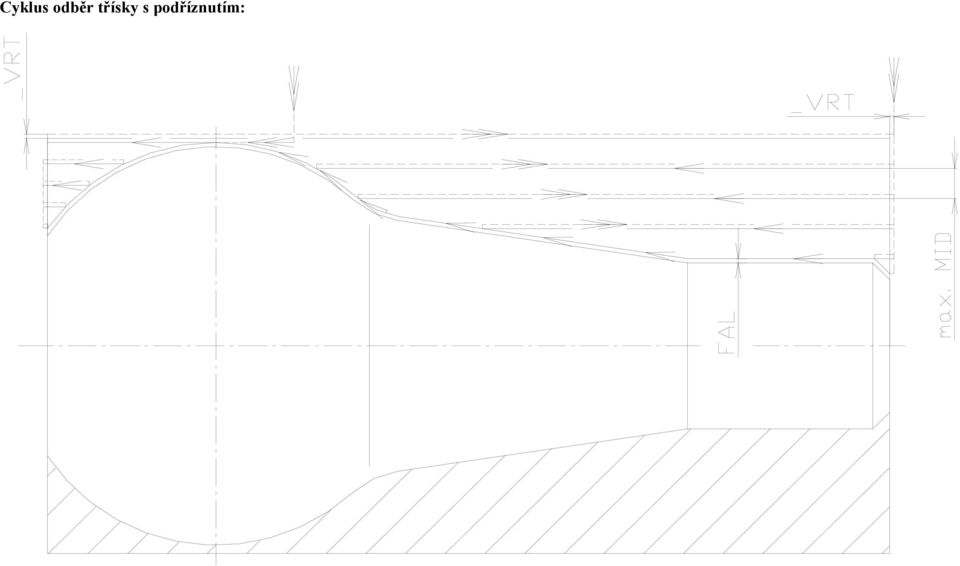
15 Cyklus odběr třísky s podříznutím:
16 Seznam vybraných příkazů stroje: Tab.: Vybrané přípravné funkce: G0 Lineární interpolace rychloposuvem G1 Lineární interpolace pracovním posuvem G2 Kruhová interpolace ve směru hodinových ručiček G3 Kruhová interpolace proti směru hodinových ručiček G4 Časové předurčená prodleva G18 Volba pracovní roviny Z/X G25 Dolní omezení pracovního pole G26 Horní omezení pracovního pole G33 Řezání závitů s konstantním stoupáním G40 Vypnutí korekce poloměru nástroje G42 Zapnutí korekce poloměru nástroje G54 1. nastavitelné posunutí nulového bodu G55 2. nastavitelné posunutí nulového bodu G56 3. nastavitelné posunutí nulového bodu G57 4. nastavitelné posunutí nulového bodu G70 Zadávání dráhy v palcích G71 Zadávání dráhy v mm G74 Nájezd do referenčního bodu G90 Absolutní programování G91 Inkrementální programování G94 Posuv F [ min. ] G95 Posuv F [ mm ] G96 Zapnutí konstantní řezné rychlosti G97 Vypnutí konstantní řezné rychlosti (konstantní velikost otáček) Tab.: Vybrané pomocné funkce: M0* Programovatelný stop programu M1* Volitelný stop M2* Konec hlavního programu s návratem na začátek programu M3 Start vřetena ve směru hodinových ručiček M4 Start vřetena proti směru hodinových ručiček M5 Zastavení vřetena M6 Výměna nástroje (standardní nastavení) (při ruční výměně) M8 Zapnutí chlazení M9 Vypnutí chlazení M17* Konec podprogramu M30* Konec programu, jako M2 M41 Převodový stupeň 1 (nižší řada otáček) M42 Převodový stupeň 2 (vyšší řada otáček) * tyto funkce neumožňují rozšířený formát adresového bloku

17 Seznam vybraných příkazů stroje: Tab.: Vybrané adresové znaky: D Číslo korekce nástroje F Posuv G Přípravné funkce H Funkce H I Nastavitelný identifikátor adresy J Nastavitelný identifikátor adresy K Nastavitelný identifikátor adresy L Volání podprogramu M Pomocné funkce N Číslo vedlejšího bloku P Počet opakování programu R Identifikátor proměnné S Velikost otáček vřetene T Číslo nástroje X Nastavitelný identifikátor adresy Y Nastavitelný identifikátor adresy Z Nastavitelný identifikátor adresy % Počáteční a oddělovací znak při přenosu souborů : Číslo hlavního bloku / Identifikátor vypuštění bloku ; Textová poznámka Tab.: Seznam cyklů CYCLE93 CYCLE94 CYCLE95 CYCLE96 CYCLE97 CYCLE98 Cyklus zápich Cyklus odlehčovací zápichy E a F dle DIN Cyklus odběr třísky Cyklus odlehčovací zápichy tvaru A, B, C a D dle DIN Cyklus řezání závitů Cyklus řetězení závitů

Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
SPECIÁLNÍ TECHNOLOGIE VÝROBY ČÁST TVÁŘENÍ
 Vysoké učení technické, Fakulta strojního inženýrství, Ústav strojírenské technologie, odbor tváření, Technická 2, 616 69 BRNO Tel. (05) 4114 2621, Fax (05) 4114 2626 SPECIÁLNÍ TECHNOLOGIE VÝROBY ČÁST
Vysoké učení technické, Fakulta strojního inženýrství, Ústav strojírenské technologie, odbor tváření, Technická 2, 616 69 BRNO Tel. (05) 4114 2621, Fax (05) 4114 2626 SPECIÁLNÍ TECHNOLOGIE VÝROBY ČÁST
Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D
 Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D Vypracovali: Doc. Ing. Miroslav PÍŠKA, CSc. Ing. Aleš POLZER Obsah str. Úvod 9 1. Popis obráběcího stroje a řídicího systému
Popis poloautomatického soustruhu SPN12 CNC s řídicím systémem Sinumerik 810D Vypracovali: Doc. Ing. Miroslav PÍŠKA, CSc. Ing. Aleš POLZER Obsah str. Úvod 9 1. Popis obráběcího stroje a řídicího systému
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE
 v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
Technické podmínky výběrové řízení Pořízení obráběcích strojů
 Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
OTEVŘENÝ UTVAŘEČ - zpevňující fazetka na břitu - nízké řezné síly - široká oblast použití
 Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
Geometrie RM Největším silákem celé nabízené řady je utvařeč nesoucí označení RM. Tvar plochy čela je navržen tak, aby se při náročných podmínkách při obrábění minimalizoval přenos vzniklého tepla na břitovou
OBRÁBĚNÍ HŘÍDELÍ Z TĚŽKOOBROBITELNÝCH MATERIÁLŮ NA CNC SOUSTRUHU
 OBRÁBĚNÍ HŘÍDELÍ Z TĚŽKOOBROBITELNÝCH MATERIÁLŮ NA CNC SOUSTRUHU MACHINING OF A SHAFT HARD-TO-MACHINE PART WITH A CNC LATHE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Petr HALOUZKA VEDOUCÍ PRÁCE
OBRÁBĚNÍ HŘÍDELÍ Z TĚŽKOOBROBITELNÝCH MATERIÁLŮ NA CNC SOUSTRUHU MACHINING OF A SHAFT HARD-TO-MACHINE PART WITH A CNC LATHE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Petr HALOUZKA VEDOUCÍ PRÁCE
HS 22 CNC soustruh. Typ HS - 22 HS - 22M Max. oběžný průměr. Ø 200 mm (s robotickou rukou Ø 100 mm) 200 mm ( s robotem 60 mm) Max.
 200 mm ( s robotem 60 mm) Max.") HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
HS 22 CNC soustruh - Kompaktní technologie, která radikálně zvyšuje produktivitu a snižuje náklady - Výměna obrobku robotickým zakladačem netrvá více jak 4,8 sec - Modulární systém pro různorodé obroky
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_2_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_2_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
OBRÁBĚNÍ SOUČÁSTI NA CNC STROJI
 OBRÁBĚNÍ SOUČÁSTI NA CNC STROJI MACHINING OF COMPONENTS ON CNC MACHINES BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Petr OSIČKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2014 Vysoké učení
OBRÁBĚNÍ SOUČÁSTI NA CNC STROJI MACHINING OF COMPONENTS ON CNC MACHINES BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Petr OSIČKA VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan KALIVODA BRNO 2014 Vysoké učení
Katalogová novinka bruska na kulato PBK-1000. (více na straně 68). Kovo obráběcí stroje
. Kovo obráběcí stroje") Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
l: I. l Tento projekt je spolufinancován Evropskou unií a státním rozpočtem České republiky.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Overmach Service s.r.l.
 KAPITOLA 1...1-1 1.1 FUNKCE G...1-2 1.2 FUNKCE M...1-5 1.2.1 STANDARDNÍ FUNKCE...1-5 1.2.2 SPECIÁLNÍ FUNKCE M PRO SOUSTRUHY DAEWOO...1-5 1.3 ČÍSLOVÁNÍ BLOKŮ...1-8 1.4 ZAČÁTEK A KONEC PROGRAMU...1-8 1.5
KAPITOLA 1...1-1 1.1 FUNKCE G...1-2 1.2 FUNKCE M...1-5 1.2.1 STANDARDNÍ FUNKCE...1-5 1.2.2 SPECIÁLNÍ FUNKCE M PRO SOUSTRUHY DAEWOO...1-5 1.3 ČÍSLOVÁNÍ BLOKŮ...1-8 1.4 ZAČÁTEK A KONEC PROGRAMU...1-8 1.5
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
2015 BLUE RAY a.s. All rights reserved
 BR A L SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH PROFILŮ MODULÁRNÍ KONSTRUKCE FLEXIBILITA kompaktní portálové 5osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění velkých hliníkových profilů
BR A L SPECIÁLNÍ ŘEŠENÍ PRO OBRÁBĚNÍ HLINÍKOVÝCH PROFILŮ MODULÁRNÍ KONSTRUKCE FLEXIBILITA kompaktní portálové 5osé CNC centrum se dvěma řízenými motory na ose X (gantry) obrábění velkých hliníkových profilů
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM
 SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM 1. Význam správného upnutí materiálu při soustružení vnějších válcových ploch Pro soustružení stupňových a osazených válcových ploch je třeba volit vhodnější
SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM 1. Význam správného upnutí materiálu při soustružení vnějších válcových ploch Pro soustružení stupňových a osazených válcových ploch je třeba volit vhodnější
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV. www.feeler-cnc.cz
 INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
INOVACE A DOKONALOST CNC VERTIKÁLNÍ OBRÁBĚCÍ CENTRA NBP VB TV www.feeler-cnc.cz CNC vertikální obráběcí centra řady NBP NBP-1300A Robustní základ stroje (u modelů NBP-1000/1300 se 4 lineárními vedeními)
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Střední průmyslová škola, Jihlava. EMCO WinNC SINUMERIK 840D Soustružení
 Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
ŘEŠENÍ CNC TECHNOLOGIE ZADANÉ SOUČÁSTI PRO ŘÍDICÍ SYSTÉM SINUMERIK
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ CNC
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ CNC
cnc obráběcí centrum dynamic
 cnc obráběcí centrum dynamic Kompaktní obráběcí centrum DYNAMIC je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců,
cnc obráběcí centrum dynamic Kompaktní obráběcí centrum DYNAMIC je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců,
PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Jiří Kolovský PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 4. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY NÁVRH TECHNOLOGIE
BNA BNA - 34/42 C BNA - 42 S BNA - 42 DHY. CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem
 BNA BNA - 34/42 C CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem BNA - 42 S soustružnické centrum se 2 vřeteny a 1 nástrojovou hlavou s poháněnými nástroji
BNA BNA - 34/42 C CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem BNA - 42 S soustružnické centrum se 2 vřeteny a 1 nástrojovou hlavou s poháněnými nástroji
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI
 VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
VYROBENÍ VZORKU SOUČÁSTI NA CNC STROJI MANUFACTURING OF COMPONENTS USING A CNC MACHINE BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Adam Smolík VEDOUCÍ PRÁCE SUPERVISOR Ing. Milan Kalivoda BRNO
Přehled strojů: 1) CNC obrobna:
 CNC obrobna:") Přehled strojů: 1) CNC obrobna: Naše výrobní CNC jednotka se během krátkého času od založení v roce 2002 vyvinula ve špičkové výrobní pracoviště dodávající malé a střední série náročných komponentů s tolerancemi
Přehled strojů: 1) CNC obrobna: Naše výrobní CNC jednotka se během krátkého času od založení v roce 2002 vyvinula ve špičkové výrobní pracoviště dodávající malé a střední série náročných komponentů s tolerancemi
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 2. cvičení - Soustružení I Okruhy: Druhy soustruhů, jejich využití, parametry Upínání obrobků
Požadavky na strojní vybavení
 Příloha ZD č. 3 (část 2) Požadavky na strojní vybavení Typ stroje počet ks 1. Universální hrotový soustruh 2 2. Tabulové nůžky 2 3. Obráběcí centrum CNC 1 4. Universální soustruh hrotový 1 5. Soustruh
Příloha ZD č. 3 (část 2) Požadavky na strojní vybavení Typ stroje počet ks 1. Universální hrotový soustruh 2 2. Tabulové nůžky 2 3. Obráběcí centrum CNC 1 4. Universální soustruh hrotový 1 5. Soustruh
Kombi soustruhy. Obráběcí stroje SKF-800. Soustruh. Frézovací zařízení 74 900- Příčný posuv strojní. (62 941,- bez DPH) obj.
 obj.") Kombi soustruhy NÁŠ TIP SKF-800 Příčný posuv strojní obj. číslo 25000800 74 900- (62 941,- bez DPH) Soustruh Frézovací zařízení Točná délka (X) Točný nad ložem (L) Točný nad suportem (S) Závity metrické
Kombi soustruhy NÁŠ TIP SKF-800 Příčný posuv strojní obj. číslo 25000800 74 900- (62 941,- bez DPH) Soustruh Frézovací zařízení Točná délka (X) Točný nad ložem (L) Točný nad suportem (S) Závity metrické
2 K20 QP25 QP25C QP30P QP40. od 200. do. 1500 - - - 100-300 - - - - - - max. 800 200-800 - - - - - - max. 900 50-80 - - - -
 Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
Doporučené řezné rychlosti a posuvy pro frézu Face Hog Konkrétní hodnoty posuvu se mohou měnit v závislosti na materiálu obrobku a stavu stroje, avšak následující údaje mohou sloužit jako vodítko. frézy
OTOČNÉ UPÍNACÍ HROTY 24 3319
 OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
Hodnocení výrobní přesnosti CNC strojů
 Hodnocení výrobní přesnosti CNC strojů Martin Nedoma Bakalářská práce 2005 Univerzita Tomáše Bati ve Zlíně Fakulta technologická Vložit oficiální zadání bakalářské práce Souhlasím s tím, že s výsledky
Hodnocení výrobní přesnosti CNC strojů Martin Nedoma Bakalářská práce 2005 Univerzita Tomáše Bati ve Zlíně Fakulta technologická Vložit oficiální zadání bakalářské práce Souhlasím s tím, že s výsledky
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: PROGRAM 28 CNC frézování ( řídící systém HEIDENHAIN ), program na frézování pomocí cyklů v systému HEIDENHAIN ( vrtací cykly, vrtání na kruhu a v řadě, frézování
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Nová řada kotoučových fréz pro drážkování
 Nová řada kotoučových fréz pro drážkování rozsah šířky 3-10 mm pozitivní utvařeč pro hladký klidný řez robustní tvar se 4 břity (2xR, 2xL) broušený tvar pro vysokou přesnost obrábění pevné upnutí díky
Nová řada kotoučových fréz pro drážkování rozsah šířky 3-10 mm pozitivní utvařeč pro hladký klidný řez robustní tvar se 4 břity (2xR, 2xL) broušený tvar pro vysokou přesnost obrábění pevné upnutí díky
Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM
 Název veřejné zakázky: Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c)zákona č. 137/2006 Sb., o veřejných zakázkách
Název veřejné zakázky: Dodávka CNC frézky s vysokofrekvenčním vřetenem pro projekt CENTEM Odůvodnění vymezení technických podmínek podle 156 odst. 1 písm. c)zákona č. 137/2006 Sb., o veřejných zakázkách
Ruční a strojní programování součástí pro CNC soustruh. Jiří Kovář
 Ruční a strojní programování součástí pro CNC soustruh Jiří Kovář Bakalářská práce 2013 Příjmení a jméno: Kovář Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že
Ruční a strojní programování součástí pro CNC soustruh Jiří Kovář Bakalářská práce 2013 Příjmení a jméno: Kovář Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Moderní způsoby strojního obrábění na CNC soustruzích
 Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
Moderní způsoby strojního obrábění na CNC soustruzích 2. 0 Obsah: Obsah:... 1 Moderní způsoby strojního obrábění na CNC soustruzích... 2 1. Základní konstrukce CNC soustruhu... 2 1.1 Funkční jednotky...
SVn. Návod použití Ev.č.: 0610205. stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600. Výrobce:
 Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
Návod použití Ev.č.: 0610205 SVn stavebnice vyvrtávacího nářadí SVn 90, SVn 380, SVn 600 Výrobce: Moskevská 63 101 00 Praha 10 Vršovice Czech Republic Tel.: +420 246 002 249 Fax: +420 246 002 335 e-mail:
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Jakost povrchu při frézování kulovou frézou na nakloněných plochách. Bc. Lukáš Matula
 Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
ŘEŠENÍ TECHNOLOGIE JEDNODRÁŽKOVÉ ŘEMENICE S OPERACÍ STATICKÉ VYVÁŽENÍ
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Přehled metod, základní pojmy. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
Cvičebnice programování ISO - frézka
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik Ročník: Třetí, čtvrtý seřizovač Zpracoval: Josef Dominik Modul: Cvičebnice
BR A XL. 2015 BLUE RAY a.s. All rights reserved
 BR A XL BR A XL PŘESNOST DYNAMIKA RYCHLOST 5osé CNC obráběcí centrum s dvojitým gantry obrábění velkých dílů z kompozitních materiálů plastů hliníku polystyrenu dřeva automobilový průmysl letecký průmysl
BR A XL BR A XL PŘESNOST DYNAMIKA RYCHLOST 5osé CNC obráběcí centrum s dvojitým gantry obrábění velkých dílů z kompozitních materiálů plastů hliníku polystyrenu dřeva automobilový průmysl letecký průmysl
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
Základní popis stroje
 Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Číslo materiálu VY_32_INOVACE_VC_CAM_14 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_14 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_14 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
CNC SOUSTRUŽNICKÁ CENTRA FTC
 INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
INOVACE A DOKONALOST CNC SOUSTRUŽNICKÁ CENTRA FTC HT www.feeler-cnc.cz CNC soustružnická centra se šikmým ložem FTC-350, FTC-450, FTC-640 FTC-350 FTC-450 FTC-640 řada FTC-350 řada FTC-450 řada FTC-640
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE
 strana: 1/7 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Technologie Studijní obor: Mechanik seřizovač Školní rok: 2012/2013 1.1 Předmět: Technologie 1) Řezné
strana: 1/7 TEMATICKÉ OKRUHY PRO OPAKOVÁNÍ K MATURITNÍ ZKOUŠCE Název předmětu u maturitní zkoušky: Technologie Studijní obor: Mechanik seřizovač Školní rok: 2012/2013 1.1 Předmět: Technologie 1) Řezné
Obsah. Začínáme Viditelné součásti programu Simulace. WOP Menu CNC řízení. CNC Programy. Exec. Grafické okno. Strojní panel. 3D Model.
 F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 10. cvičení - Broušení Okruhy: Druhy brusek, účel a využití Základní druhy brousicích materiálů
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA"
 TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
TECHNOLOGICKÝ PROCES PRO SOUČÁST "PŘÍRUBA" TECHNOLOGICAL PROCESS FOR PART FLANGE BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR ZDENĚK KRÁL VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO 2015
SUSEN CNC obráběcí centrum na ozářená zkušební tělesa
 Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Příloha č. 1 - Technické podmínky SUSEN CNC obráběcí centrum na ozářená zkušební tělesa 1. Kupující vzadávacím řízení poptal dodávku zařízení vyhovujícího následujícím technickým požadavkům: Součástí dodávky
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
TNC 620. Uživatelská příručka Programování cyklů. NC-software 817600-01 817601-01 817605-01
 TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
Textový popis energosloupku MS SEH 50 Standard (30kW)
") Textový popis energosloupku Je výsuvný, lze ho přejíždět, odpovídá požadavkům VDE a ČSN pro elektrické spoje a sloupky rozvaděčů na volných prostorách. Je vestavěný do podkladu, jeho vydlážděné víko je
Textový popis energosloupku Je výsuvný, lze ho přejíždět, odpovídá požadavkům VDE a ČSN pro elektrické spoje a sloupky rozvaděčů na volných prostorách. Je vestavěný do podkladu, jeho vydlážděné víko je
NABÍDKA KOOPERACÍ DT - Výhybkárna a strojírna, a.s.
 NABÍDKA KOOPERACÍ V rámci kooperačních vztahů s ostatními výrobci a dodavateli ocelových konstrukcí, případně další strojírenské výroby, lze využít nabídky na zajištění vyjmenovaných zařízeních. Tyto práce
NABÍDKA KOOPERACÍ V rámci kooperačních vztahů s ostatními výrobci a dodavateli ocelových konstrukcí, případně další strojírenské výroby, lze využít nabídky na zajištění vyjmenovaných zařízeních. Tyto práce
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH
 NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
NAVRŽENÍ TECHNOLOGIE PRO SOUCÁST "PRÍRUBA" VE DVOU VARIANTÁCH DESIGNING TECHNOLOGY FOR FLANGE PART IN TWO VARIANTS BAKALÁŘSKÁ PRÁCE BACHELOR THESIS AUTOR PRÁCE AUTHOR Jan VALACH VEDOUCÍ PRÁCE SUPERVISOR
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
1 WDX Vysoc I e n v d ý e k x o a n b n l ý e v r D tá ri k ll s VBD 2009/10/01
 1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
1 Sortiment Vrtáků Sumitomo Indexable Drill 2 Tolerance otvoru (+- mm) Vynikající Solid multi drill MDS SEC multi drill SMD MTL / MEL WDX : Typ s VBD 5 10 20 30 40 50 Průměr otvoru (mm) Technické vlastnosti
Strojírenská technologie v příkladech
 Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
Strojírenská technologie v příkladech pro studijní a učební strojírenské obory SOUBOR ZADÁNÍ PŘÍKLADŮ Ing. Jiří Šmejkal Nakladatelství a vydavatelství R Vzdìlávání, které baví www.computermedia.cz Obsah
A) STANDARD. 1 ORION 281102-K3 (KONZOLA) C112811 ks ORION 281102-R3 (RASTR) C112812 ks. 1.1 Stavba stroje. 1.2 Pracovní (upínací) stůl
 STANDARD. 1 ORION 281102-K3 (KONZOLA) C112811 ks ORION 281102-R3 (RASTR) C112812 ks. 1.1 Stavba stroje. 1.2 Pracovní (upínací) stůl") Stránka 1 z 22 A) STANDARD Poz. Označení položky Č. položky Množ. Jednotka 1 ORION 281102-K3 (KONZOLA) C112811 ks ORION 281102-R3 (RASTR) C112812 ks 1.1 Stavba stroje CNC ORION je v základním provedení
Stránka 1 z 22 A) STANDARD Poz. Označení položky Č. položky Množ. Jednotka 1 ORION 281102-K3 (KONZOLA) C112811 ks ORION 281102-R3 (RASTR) C112812 ks 1.1 Stavba stroje CNC ORION je v základním provedení
POKOLM 2005 NÁSTROJOVÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTVÍ V OBLASTI FRÉZOVÁNÍ MIRROWORX FRÉZOVÁNÍ MÍSTO BROUŠENÍ
 POKOLM 005 NÁSTROJOÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTÍ OBLASTI FRÉZOÁNÍ MIRROWORX FRÉZOÁNÍ MÍSTO BROUŠENÍ INFORMACE O PRODUKTU MIRROWORX INFORMACE O PRODUKTU MIRROWORX FRÉZOÁNÍ MÍSTO BROUŠENÍ BUDETE
POKOLM 005 NÁSTROJOÉ SYSTÉMY OPTIMALIZACE PROCESU PORADENSTÍ OBLASTI FRÉZOÁNÍ MIRROWORX FRÉZOÁNÍ MÍSTO BROUŠENÍ INFORMACE O PRODUKTU MIRROWORX INFORMACE O PRODUKTU MIRROWORX FRÉZOÁNÍ MÍSTO BROUŠENÍ BUDETE
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
TECHNICKÁ SPECIFIKACE KONVENČNÍ STROJE
 NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
NÁSTROJAŘSKÁ FRÉZKA 2500 W 400 V Max.doporučený Ø vrtání 45 mm Max.doporučený Ø frézy 60 mm Max.doporučený Ø fréz.hlavy 100 mm Kužel vřetene ISO40 Otáčky vřetene 65-4500 min. plynulé Počet převodových
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY ŘEŠENÍ TECHNOLOGIE
BNC100/ BNC160/ BNC200/ BNC300 Nový
 NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
NOVINKY NÁSTROJŮ CZ-69 Nová generace destiček pro obrábění kalené oceli / / / Nový Nový Nová řada povlakovaných VBD Vícebřité VBD Řeže rychle Řeže náklady nástroje Řada SUMIBORON Druhá generace Sumiboron
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.17 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 30.12.2012 Tématický celek Předmět, ročník Téma Anotace
TECHNOLOGIE VÝROBY FRÉZOVÁNÍM NA CNC STROJÍCH TECHNOLOGY OF PRODUCTIVE MILLING ON CNC MACHINES
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY TECHNOLOGIE
ŘEŠENÉ PRAKTICKÉ PŘÍKLADY V CAM SYSTÉMU MASTERCAM
 Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní ŘEŠENÉ PRAKTICKÉ PŘÍKLADY V CAM SYSTÉMU MASTERCAM Učební text předmětu CAD/CAM systémy v obrábění a CAD/CAM systémy v obrábění II Marek
Vysoká škola báňská Technická univerzita Ostrava Fakulta strojní ŘEŠENÉ PRAKTICKÉ PŘÍKLADY V CAM SYSTÉMU MASTERCAM Učební text předmětu CAD/CAM systémy v obrábění a CAD/CAM systémy v obrábění II Marek
MULTICUT Line. 500i / 630. Multifunkční soustružnicko-frézovací obráběcí centrum. www.kovosvit.cz
 MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
MULTICUT Line Multifunkční soustružnicko-frézovací obráběcí centrum 500i / 630 www.kovosvit.cz Zvýšení vaší produktivity právě startuje... 02 03 MULTICUT Line 500i / 630 Produktivita Unašeč Náhonový mechanismus
Zpráva o produktivitě
 Zpráva o produktivitě 29.10.2008 splněno no Zákazník Drehbolzen 1280811000 (203193) Vaše reference Vypracoval Kášek Schváleno Sandvik / / Kášek 1 Aktuální situace: Doporučení: Roční úspora 131 279 Kč Úspory
Zpráva o produktivitě 29.10.2008 splněno no Zákazník Drehbolzen 1280811000 (203193) Vaše reference Vypracoval Kášek Schváleno Sandvik / / Kášek 1 Aktuální situace: Doporučení: Roční úspora 131 279 Kč Úspory
Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40
 OBRÁBĚCÍ STROJE Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40Hb KN-40Hb-500 KN-40Hb-700 KN-40Hb-700x700 KN-40Hb-500S-2API KN-40Hb-500S-2APC»» Rychloposuvy
OBRÁBĚCÍ STROJE Japonská stolová a paletová horizontální frézovací, vrtací a závitovací centra s kuželem vel. 40 KN-40Hb KN-40Hb-500 KN-40Hb-700 KN-40Hb-700x700 KN-40Hb-500S-2API KN-40Hb-500S-2APC»» Rychloposuvy