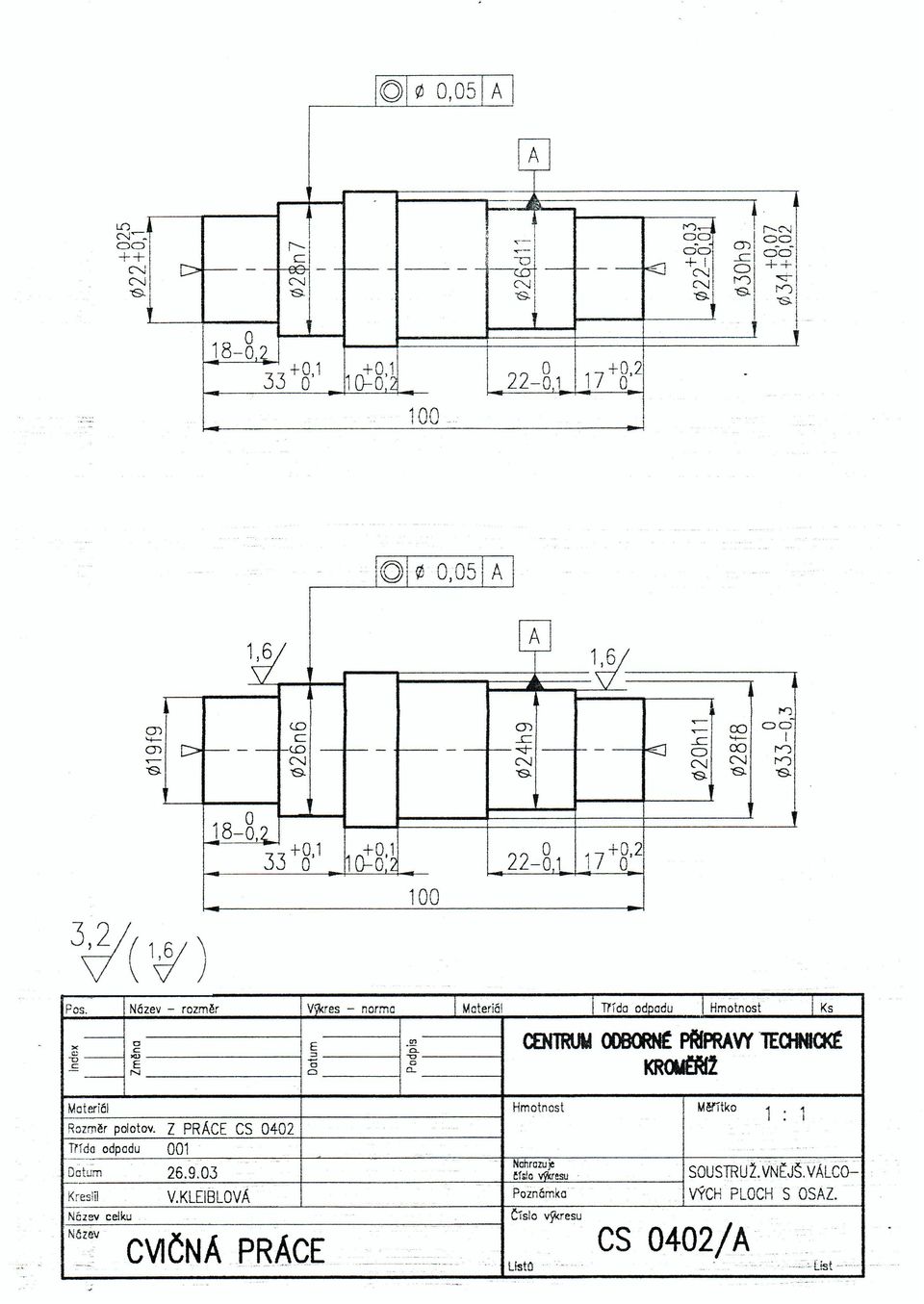
SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM
|
|
|
- Michaela Soukupová
- před 9 lety
- Počet zobrazení:
Transkript
1 SOUSTRUŽENÍ VNĚJŠÍCH VÁLCOVÝCH PLOCH S OSAZENÍM 1. Význam správného upnutí materiálu při soustružení vnějších válcových ploch Pro soustružení stupňových a osazených válcových ploch je třeba volit vhodnější způsoby upínání materiálu. Mezi součásti s válcovými plochami patří např. hřídele, čepy, pouzdra, základní tělesa šroubů atd. Při soustružení těchto součástí se soustružnický nůž posouvá rovnoběžně s osou soustružení. Obr. Obrobky s válcovými osazenými plochami 2. Upínání materiálu při soustružení Aby se mohl obrobek na soustruhu osoustružit, musí se dobře upnout. Na správném upnutí velmi záleží. Síly vznikající při soustružení jsou značné a snaží se obrobek z univerzálního sklíčidla vyvrátit, nebo jinak uvolnit. Univerzálního tříčelisťového sklíčidla vyvrátit se používá k upínání krátkých, ale i delších obrobků, které se podepřou otočným hrotem upnutým v pinole koníku. Jakým způsobem obrobek upnout záleží především na tvaru a velikosti obrobku a také jejich počtu. Při upínání jednoho obrobku použijeme jiného upínacího nářadí než při sériové výrobě. Úprava upínacího nářadí a jeho použití závisí ještě na stavu obráběných ploch, na druhu obráběného materiálu, na požadované přesnosti obrobku apod. Všechna upínací nářadí musí umožňovat pevné, rychlé, přesné a snadné upínání. Obr. Různé způsoby upnutí obrobku do sklíčidla

2 Kromě tříčelisťového univerzálního sklíčidla se používá k upínání válcových, hranatých a obdélníkových obrobků univerzálního čtyřčelisťového sklíčidla. Konstrukčně i funkčně se tyto sklíčidla podobají. Nevýhodou těchto sklíčidel je, že při upínání osoustružených obrobků, mohou povrch omačkat nebo obrobek deformovat. V univerzálním sklíčidle můžeme upínat jen takové obrobky, které jsou dostatečně tuhé a nejsou dlouhé. Vyčnívající délka obrobku nesmí přesahovat pětinásobek jeho průměru. Jeli třeba většího vyložení, je nutno podepřít volný konec obrobku otočným hrotem upnutým v pinole koníku. Obr. Univerzální čtyřčelisťové sklíčidlo Středění obrobků a vyrovnávání házivosti Před soustružením se musí obrobek správně vystředit, to znamená, že osa obrobku musí být shodná s osou soustružení, jinak by obrobek házel. Způsoby středění obrobků závisí především na jejich tvaru a velikosti. Obrobky rotačního tvaru se vyrovnávají podle vnější nebo vnitřní válcové plochy. Obrobky s osoustruženými válcovými plochami se v univerzálním sklíčidle přesně vyrovnávají číselníkovým úchylkoměrem. Stojánek s číselníkovým úchylkoměrem přitom stojí na suportu nebo na litinové desce, položené napříč ložem. Při pomalém otáčení obrobkem se nesmí ručička úchylkoměru vychýlit ze své počáteční polohy. Delší obrobky jako např. hřídele, tyče apod., které se upínají mezi hroty na soustruhu, mají ve svých čelech navrtány středící důlky. Tím je určena poloha osy obrobku, která prochází jejich středem. Také je zaručena při upínání obrobků mezi hroty ideální souosost a házivost všech soustružených průměrů a osazení na obrobku. Obr. Vyrovnávání obrobku číselníkovým úchylkoměrem Obr. Soustružení delších obrobků mezi hroty

3 3. Otočné upínací hroty Těleso otočného upínacího hrotu je nehybná a svou kuželovou stopkou MORSE 4 upnuto v kuželové dutině pinole koníku. Vlastní hrot se při soustružení otáčí s obrobkem, proto se nemusí mazat. Výhodou jsou valivá radiální a axiální ložiska, která zachycují tlaky vznikající při práci a upnutím obrobku. Velikost otočného hrotu se volí podle váhy obrobku a počtu otáček tak, aby měrný tlak ve středících důlcích nepřesahoval určující normu. Otočné upínací hroty jsou trvanlivé, nemohou se zadřít a zmenšují spotřebu energie k pohonu. Avšak vůle v jejich ložiskách se těžko odstraňuje, takže nezaručují přesnost obrábění a jsou příčinou chvění obrobku. K upínání trubek a jiných dutých těles se používá otočných upínacích hrotů s vyměnitelnými kuželovými talíři a špičkami. Obr. Otočný hrot s nástavci na soustružení trubek 4. Používání dorazů na loži při soustružení vnějších válcových ploch Využívání dorazů na loži zaručuje u všech obrobků dodržení přesnosti u většiny délkových rozměrů v toleranci s přesností setiny milimetru. Při soustružení třikrát osazeného hřídele se soustruží každý stupeň hřídele zvlášť počínaje od čela. Osoustruží se na tři postupné třísky od čela. Obr. soustružení stupňovitého hřídele

4 5. Dorazy pro samočinné vypínání posuvu Dorazy na vedení lože jsou přestavitelné a naráží na ně dorazový čep upevněný na suportové skříni. Po najetí čepu na doraz se posuvové ústrojí ihned vypne. Obr. Použití dorazu na loži soustruhu 6. Volba soustružnického nože K soustružení osazených válcových ploch se používá nejčastěji ubíracího nože stranového. Tímto nožem se soustruží hlavně kratší hřídele s několika osazeními. Při soustružení působí tlak ve směru osy obrobku, takže tenčí hřídele se téměř neprohýbají. Podélný posuv se volí malý, aby špička nože vydržela namáhání, které na ni působí. Aby ubírací nůž správně soustružil, musí mít co nejvhodnější řezné úhly a musí být masivní, aby byl pevný a dobře odváděl teplo. Správně nabroušený nůž bude dobře obrábět, nebude se chvět a neulomí se. Musí být správně nastaven a upnut v nožové hlavě. Obr. Ubírací nože stranové k soustružení osazených válcových ploch

5 7. Soustružení krátkých obrobků bez podepření otočným hrotem Obrobky s osoustruženým čelem upínáme do tříčelisťového sklíčidla. Do nožové hlavy upneme ubírací nůž stranový tak, aby jeho špička byla v ose soustružení. Nastavíme otáčky a posuv. Před začátkem soustružení provedeme první měření za účelem zjištění skutečného průměru obrobku. Podélný suport nastavíme na doraz upnutý na loži soustruhu. Nožovým suportem najedeme na čelo obrobku a špičkou nože se dotkneme čela obrobku. Nastavíme délku osazení (L) obrobku a postupně soustružíme průměr obrobku (d). Zpravidla se při soustružení prvního obrobku provede kontrolní tříska, kterou se osoustruží délka, změří se průměr, provede se korekce průměru. Před vlastním změřením délky a průměru osazení musíme sklíčidlo zastavit. Měření provádíme posuvným měřítkem. Obr. Soustružení krátkých obrobků ve sklíčidle
 obrobku a postupně soustružíme průměr obrobku (d).")
6 8. Soustružení dlouhých obrobků upnutých ve sklíčidle a podepřených otočným hrotem Při soustružení delších obrobků si součást nejprve zarovnáme a navrtáme. Obrobky upínáme do tříčelisťového sklíčidla a podepíráme otočným hrotem. Nastavení délky osazení a jednotlivých průměrů je stejný jako u soustružení krátkých obrobků bez podepření otočným hrotem. Po osoustružení jednotlivých osazení a délek L2 a L1 srazíme hrany. Obrobek otočíme, zarovnáme na celkovou délku. Nesmíme opomenout, že obrobek je nutné vyrovnat do 0,05 mm pomocí číselníkového úchylkoměru. Pak teprve navrtáme středící důlek z druhé strany. Obrobek upneme za osoustružený průměr a podepřeme otočným hrotem. Provedeme osazení z druhé strany obrobku podle výkresu. Obrobek proměříme a srazíme hrany. Obr. Soustružení dlouhých obrobků podepřených otočným hrotem 9. Zmetky při soustružení válcových ploch s osazením Při soustružení vznikají tyto zmetky: a) obrobená plocha není hladká a rovná b) rozměry obrobené součásti nejsou správné c) obrobek nemá válcový, ale kuželový tvar d) obrobený povrch je poškozen čelistma sklíčidla

7

8
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy soustružení
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy soustružení Podstata soustružení při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle
OTOČNÉ UPÍNACÍ HROTY 24 3319
 OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
OTOČNÉ UPÍNACÍ HROTY 24 3319 pro upínání dutých obrobků s vrcholovým úhlem 60, 90 Hroty jsou určeny pro soustružnické operace k rychlému a jednoduchému upínání obrobků s dutinami velkých průměrů, které
Technické podmínky výběrové řízení Pořízení obráběcích strojů
 Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Střední škola technická a zemědělská, Nový Jičín, příspěvková organizace Technické podmínky výběrové řízení Pořízení obráběcích strojů Univerzální hrotový soustruh dodávka 5 kusů Technické parametry stroje
Řezání vnějších i vnitřních závitů závitovými noži
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Řezání vnějších i vnitřních závitů závitovými noži Soustružení ostrých závitů Princip: Při soustružení musí
SOUSTRUHY HROTOVÉ SOUSTRUHY ČELNÍ SOUSTRUHY REVOLVEROVÉ SOUSTRUHY SVISLÉ SOUSTRUHY POLOAUTOMATICKÉ SOUSTRUHY
 SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
SOUSTRUHY (druhy, konstrukce, princip činnosti, použití) Rámcově soustruhy rozdělujeme na : hrotové, čelní, revolverové, svislé, poloautomatické, automatické, číslicově řízené (CNC). HROTOVÉ SOUSTRUHY
Soustružení kuželových ploch
 1 Soustružení vnějších kuželových ploch S kuželovými plochami se ve strojírenství setkáváme např. u kuželových upínacích stopek nástrojů (frézy, vrtáky, výhrubníky, výstružníky), kuželové dutiny pinoly
1 Soustružení vnějších kuželových ploch S kuželovými plochami se ve strojírenství setkáváme např. u kuželových upínacích stopek nástrojů (frézy, vrtáky, výhrubníky, výstružníky), kuželové dutiny pinoly
ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY ČSN EN, univerzální obráběcí stroje a hrotové soustruhy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 ZÁSADY BEZPEČNOSTI PRÁCE U OBRÁBĚCÍCH STROJŮ NA KOVY ČSN EN, univerzální obráběcí stroje a hrotové soustruhy
Příloha č. 1 - Specifikace předmětu koupě
 Příloha č. 1 - Specifikace předmětu koupě Univerzální hrotový soustruh COLCHESTER-HARRISON M 300 / 635 bez digitálního odměřování (sklíčidlo TOS, hlavy Multifix - AXA K22 a 3 ks držáků k hlavě K22) Specifikace
Příloha č. 1 - Specifikace předmětu koupě Univerzální hrotový soustruh COLCHESTER-HARRISON M 300 / 635 bez digitálního odměřování (sklíčidlo TOS, hlavy Multifix - AXA K22 a 3 ks držáků k hlavě K22) Specifikace
Katalogová novinka bruska na kulato PBK-1000. (více na straně 68). Kovo obráběcí stroje
. Kovo obráběcí stroje") Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
Kovo obráběcí stroje Srážeč hran, univerzální frézky Univerzální frézky Nástrojářská frézka Univerzální frézka Kombi soustruh Stolní a univerzální soustruh Univerzální soustruhy Univerzální soustruhy s
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.6 SOUSTRUŽENÍ ČELNÍCH A VÁLCOVÝCH PLOCH Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009. Základy frézování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy frézování Podstata frézování - při frézování se nástroj otáčí, zatímco obrobek se obvykle pohybuje
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Strojní, nástrojařské a brusičské práce broušení kovů. Základní metody broušení závitů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 26.10.2012 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Základní metody broušení závitů Závity lze brousit
Frézování. Rozeznáváme dva základní druhy frézovaní:
 Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Frézování. Frézování patří k nejběžnějšímu způsobu třískového obrábění, kde hlavní řezný pohyb (otáčivý) koná nástroj a vedlejší pohyby (posuv nebo přísuv) koná obrobek. Stroj pro frézování je frézka,
Strojní obrábění. 1 obráběná plocha; 2 obrobená plocha; 3 řezná plocha
 Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní obrábění 1. Základy teorie třískového obrábění 1.1 Pohyby při strojním obrábění Různé části strojů, přístrojů a zařízení, ale také výrobky denní potřeby se vyrábějí obráběním na obráběcích strojích,
Strojní, nástrojařské a brusičské práce broušení kovů
 Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 29.4.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů. BROUŠENÍ ČEL KOTOUČOVÝCH FRÉZ V PŘÍPRAVKU Obr.č.
UPÍNACÍ HROTY ČSN ISO 298 ( ) DIN 806
 DIN 806") UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
UPÍNACÍ HROTY ČSN ISO 298 (24 3310) DIN 806 Upínací hroty slouží k upínání obrobků na obráběcích strojích nebo kontrolních přístrojích. Hroty velikosti Mk = 1 5 jsou celé kaleny na tvrdost HRC 58 62. U
Strojní, nástrojařské a brusičské práce broušení kovů. Příslušenství nástrojových brusek (brusky BN 102)
") Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 27.3.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Příslušenství nástrojových brusek (brusky BN 102)
Předmět: Ročník: Vytvořil: Datum: PRA- NAS 3.roč Antonín Dombek 27.3.2013 Název zpracovaného celku: Strojní, nástrojařské a brusičské práce broušení kovů Příslušenství nástrojových brusek (brusky BN 102)
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY PROGRAMOVÁNÍ
Výrobní stroje pro obrábění. Soustruhy Vrtačky Frézy Brusky
 Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
Výrobní stroje pro obrábění Soustruhy Vrtačky Frézy Brusky Typy soustruhů a práce s nimi (soustružení) Soustruhy jsou obráběcí stroje, na kterých se metodou soustružení obrábí výrobek (obrobek) do potřebného
BAKALÁŘSKÁ PRÁCE ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ
 ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Upínací prostředky rotačních součástí
ZÁPADOČESKÁ UNIVERZITA V PLZNI FAKULTA STROJNÍ Studijní program: B 2301 Strojní inženýrství Studijní zaměření: Stavba výrobních strojů a zařízení BAKALÁŘSKÁ PRÁCE Upínací prostředky rotačních součástí
Frézování ozubených kol
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování ozubených kol Zuby čelních OK, které patří k nejčastěji používaným můžeme zhotovit těmito způsoby
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Frézování ozubených kol Zuby čelních OK, které patří k nejčastěji používaným můžeme zhotovit těmito způsoby
Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje
 Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje Obráběcí centra Jsou to číslicově řízené obráběcí stroje, na kterých je možné obrábět z různých stran beze změny v upnutí obrobku a různými
Stavebnicové obráběcí stroje, výrobní linky, CNC obráběcí stroje Obráběcí centra Jsou to číslicově řízené obráběcí stroje, na kterých je možné obrábět z různých stran beze změny v upnutí obrobku a různými
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 18
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.19 Strojní opracování dřeva Kapitola 18
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Výroba závitů. a) Vnější závit. Druhy závitů
 Vnější závit. Druhy závitů") Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Výroba závitů Druhy závitů Metrický - 60 [M] Whitworthův - 55 [W] Trubkový válcový - 55 [G] Lichoběžníkový - 30 [Tr] (trapézový) Oblý - 30 [Rd] Základním prvkem šroubu nebo matice je jeho šroubová plocha.
Axiální zajištění ložisek... 199 Způsoby zajištění... 199 Připojovací rozměry... 202. Konstrukce souvisejících dílů... 204
 Použití ložisek Uspořádání ložisek... 160 Uspořádání s axiálně vodícím a axiálně volným ložiskem... 160 Souměrné uspořádání ložisek... 162 Plovoucí uspořádání ložisek... 162 Radiální zajištění ložisek...
Použití ložisek Uspořádání ložisek... 160 Uspořádání s axiálně vodícím a axiálně volným ložiskem... 160 Souměrné uspořádání ložisek... 162 Plovoucí uspořádání ložisek... 162 Radiální zajištění ložisek...
Univerzita Hradec Králové Pedagogická fakulta. Bakalářská práce. 2015 Hana Ulíková
 Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
Univerzita Hradec Králové Pedagogická fakulta Bakalářská práce 2015 Hana Ulíková Univerzita Hradec Králové Pedagogická fakulta Katedra technických předmětů Soustruhy a soustružení Bakalářská práce Autor:
Jihočeská univerzita v Českých Budějovicích. Závěrečná práce. Pedagogická fakulta Katedra pedagogiky a psychologie
 Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra pedagogiky a psychologie Závěrečná práce Tvorba výrobních postupů při soustružení vypracoval Mgr. Michal Vondrášek Vedoucí práce:
Jihočeská univerzita v Českých Budějovicích Pedagogická fakulta Katedra pedagogiky a psychologie Závěrečná práce Tvorba výrobních postupů při soustružení vypracoval Mgr. Michal Vondrášek Vedoucí práce:
Kombi soustruhy. Obráběcí stroje SKF-800. Soustruh. Frézovací zařízení 74 900- Příčný posuv strojní. (62 941,- bez DPH) obj.
 obj.") Kombi soustruhy NÁŠ TIP SKF-800 Příčný posuv strojní obj. číslo 25000800 74 900- (62 941,- bez DPH) Soustruh Frézovací zařízení Točná délka (X) Točný nad ložem (L) Točný nad suportem (S) Závity metrické
Kombi soustruhy NÁŠ TIP SKF-800 Příčný posuv strojní obj. číslo 25000800 74 900- (62 941,- bez DPH) Soustruh Frézovací zařízení Točná délka (X) Točný nad ložem (L) Točný nad suportem (S) Závity metrické
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
SOUSTRUH NA DŘEVO VD 1100 N
 NÁVOD K POUŽÍVÁNÍ SOUSTRUH NA DŘEVO VD 1100 N Strana 1 (celkem 14) Soustruh na dřevo Vážený zákazníku, Děkujeme Vám za zakoupení soustruhu na dřevo HOLZMANN. Dříve než uvedete soustruh do provozu, přečtěte
NÁVOD K POUŽÍVÁNÍ SOUSTRUH NA DŘEVO VD 1100 N Strana 1 (celkem 14) Soustruh na dřevo Vážený zákazníku, Děkujeme Vám za zakoupení soustruhu na dřevo HOLZMANN. Dříve než uvedete soustruh do provozu, přečtěte
NÁVOD K POUŽITÍ Evid. č. 1510304
 NÁVOD K POUŽITÍ Evid. č. 1510304 Výrobek: ZÁVITOŘEZNÉ HLAVY BEZPEČNOSTNÍ Typy: Zhb 21, Zhb 31, Zhb 41, Zhb 51 Zhb 21A, Zhb 31A, Zhb 41A Výrobce: NAREX MTE s.r.o. Moskevská 63 CZ-10100 Praha 10, Czech Republic
NÁVOD K POUŽITÍ Evid. č. 1510304 Výrobek: ZÁVITOŘEZNÉ HLAVY BEZPEČNOSTNÍ Typy: Zhb 21, Zhb 31, Zhb 41, Zhb 51 Zhb 21A, Zhb 31A, Zhb 41A Výrobce: NAREX MTE s.r.o. Moskevská 63 CZ-10100 Praha 10, Czech Republic
Stroje. www.stroje.selos.cz www.stroje.selos.sk
 Stroje Jsme k Vám blíž PNEUMATICKÉ ZÁVITOŘEZY ROSCAMAT ELEKTRICKÉ ZÁVITOŘEZY ROSCAMAT NÁSTROJAŘSKÉ FRÉZKY INTOS CNC FRÉZKY INTOS SVISLÁ OBRÁBĚCÍ CENTRA EMCO HROTOVÉ SOUSTRUHY INTOS HROTOVÉ CNC SOUSTRUHY
Stroje Jsme k Vám blíž PNEUMATICKÉ ZÁVITOŘEZY ROSCAMAT ELEKTRICKÉ ZÁVITOŘEZY ROSCAMAT NÁSTROJAŘSKÉ FRÉZKY INTOS CNC FRÉZKY INTOS SVISLÁ OBRÁBĚCÍ CENTRA EMCO HROTOVÉ SOUSTRUHY INTOS HROTOVÉ CNC SOUSTRUHY
1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště
 1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště 1.1 CÍL UČEBNÍHO DNE -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování zásad bezpečnosti a hygieny práce ČSN 200 700
1 TÉMATICKÝ CELEK - Bezpečnost - úvod a organizace pracoviště 1.1 CÍL UČEBNÍHO DNE -seznámení s pracovištěm frézaře -organizace pracoviště frézaře -opakování zásad bezpečnosti a hygieny práce ČSN 200 700
RTH BJ. Návod použití evidenční číslo: 2510507. závitořezné hlavy reverzační. Výrobce:
 Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
Návod použití evidenční číslo: 2510507 RTH BJ závitořezné hlavy reverzační Výrobce: Moskevská 63 CZ-10100 Praha 10 Tel: +420 246 002 321 Fax: +420 246 002 335 E-mail: obchod@narexmte.cz www.narexmte.cz
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.3 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač IV. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4. Frézování TÉMA 4.3 MĚŘIDLA, MĚŘENÍ A KONTROLA Obor: Ročník: Mechanik seřizovač IV. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa Sousedíka
NÁVOD K OBSLUZE UNIVERZÁLNÍ SOUSTRUH SPB-550/400. PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 024-01 02/2007
 NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 024-01 02/2007 UNIVERZÁLNÍ SOUSTRUH SPB-550/400 1 strana OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5)
NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 024-01 02/2007 UNIVERZÁLNÍ SOUSTRUH SPB-550/400 1 strana OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5)
Vrtání a jeho následné operace
 Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Vrtání a jeho následné operace Vrtání je třískové obrábění válcových děr nástrojem vrtákem, který koná všechny řezné pohyby najednou. Vrtáky jsou dvoubřité nástroje z oceli na vyrábění děr kruhového průřezu.
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Přehled metod, základní pojmy. Téma: Ing. Kubíček Miroslav.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Přehled metod, základní pojmy Ing. Kubíček
BRUSKY. a) Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.
 Brusky pro postupný úběr materiálu - mnoha třískami, přičemž pracují velkým posuvem a malým přísuvem.") BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
BRUSKY Broušení je nejčastěji používanou dokončovací operací s ohledem geometrickou i rozměrovou přesnost a drsnost povrchu. Přídavek na opracování bývá podle velikosti obrobku a s ohledem na použitou
Frézování tvarových ploch I
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
PATENTOVÝ SPIS ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) S/10 7/10 FEDERÁLNÍ ÚŘAD PRO VYNÁLEZY. (51) mt. ci. G 21 К G 01 T. (11) Číslo dokumentu:
 S/10 7/10 FEDERÁLNÍ ÚŘAD PRO VYNÁLEZY. (51) mt. ci. G 21 К G 01 T. (11) Číslo dokumentu:") PATENTOVÝ SPIS ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Čisto přihlášky: 3662-90 (22) Přihlášeno: 24. 07. 90 (40) Zveřejněno: 19. 02. 92 (47) Uděleno: 31. 12. 92 (24) Oznámeno udělení ve Věstníku:
PATENTOVÝ SPIS ČESKÁ A SLOVENSKÁ FEDERATIVNÍ REPUBLIKA (19) (21) Čisto přihlášky: 3662-90 (22) Přihlášeno: 24. 07. 90 (40) Zveřejněno: 19. 02. 92 (47) Uděleno: 31. 12. 92 (24) Oznámeno udělení ve Věstníku:
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích
 TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TŘÍSKOVÉ OBRÁBĚNÍ II Vysoká škola technická a ekonomická v Českých Budějovicích Institute of Technology And Business In České Budějovice Tento učební materiál vznikl v rámci projektu "Integrace a podpora
TECHNOLOGIE SOUSTRUŽENÍ
 1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
1 TECHNOLOGIE SOUSTRUŽENÍ 1. TECHNOLOGICKÁ CHARAKTERISTIKA Soustružení je obráběcí metoda, která se používá při obrábění rotačních součástí, kdy se pracuje zpravidla jednobřitým nástrojem. Kinematika obráběcího
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Michael Procházka Střední odborná
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.1 ORGANIZACE PRACOVIŠTĚ, BOZP, OCHRANNÉ POMŮCKY Obor: Mechanik seřizovač Ročník: I. II. Zpracoval(a): Michael Procházka Střední odborná
NÁVOD K OBSLUZE MINI SOUSTRUH SM-250E. PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 009-02 10/2005
 NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 009-02 10/2005 MINI SOUSTRUH SM-250E 1 s tran a OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5) Hodnoty hluku
NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC S 009-02 10/2005 MINI SOUSTRUH SM-250E 1 s tran a OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5) Hodnoty hluku
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY
 TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
TECHNOLOGIE VRTÁNÍ A VRTACÍ PŘÍPRAVKY SOLUTION DRILLING TECHNOLOGIES AND CLAMPING UNITS BAKALÁŘSKÁ PRÁCE BACHELOR S THESIS AUTOR PRÁCE AUTHOR JAN ADAM VEDOUCÍ PRÁCE SUPERVISOR Ing. MILAN KALIVODA BRNO
HQ 400-B #55422. Güde CZ, s. r.o. Počernická 120 360 05 Karlovy Vary www.guede.cz
 HQ 400-B CZ #55422 Güde CZ, s. r.o. Počernická 120 360 05 Karlovy Vary www.guede.cz 1 Předmluva Vážený zákazníku, s víceúčelovým strojem HQ 400 B jste se rozhodl pro jeden z nejvšestrannějších strojů,
HQ 400-B CZ #55422 Güde CZ, s. r.o. Počernická 120 360 05 Karlovy Vary www.guede.cz 1 Předmluva Vážený zákazníku, s víceúčelovým strojem HQ 400 B jste se rozhodl pro jeden z nejvšestrannějších strojů,
Návrh a výroba jednoručního otvíráku. Adam Ohnút
 Návrh a výroba jednoručního otvíráku Adam Ohnút Bakalářská práce 2014 ABSTRAKT Tato práce se zabývá návrhem, konstrukcí a výrobou jednoručního otvíráku na lahve. V teoretické části jsou představeny
Návrh a výroba jednoručního otvíráku Adam Ohnút Bakalářská práce 2014 ABSTRAKT Tato práce se zabývá návrhem, konstrukcí a výrobou jednoručního otvíráku na lahve. V teoretické části jsou představeny
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 3. Soustružení TÉMA 3.4 UPÍNÁNÍ OBROBKŮ, UPÍNACÍ POMŮCKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Michael Procházka Střední odborná škola Josefa
Základní popis stroje
 Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Základní popis stroje Kompaktní obráběcí centrum je určeno pro plošné a tvarové obrábění frézováním a vrtáním. Uplatní se zejména na obrábění modelů, forem, kompozitů, nábytkových dílců, schodů, a všude
Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Výukový materiál zpracovaný v rámci operačního programu Vzdělávání pro konkurenceschopnost Registrační číslo: CZ.1.07/1. 5.00/34.0084 Šablona: III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Sada:
Základy vrtání 2.část
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Základy vrtání 2.část Zahlubování, vyhrubování, vystružování Zahlubováním obrábíme díry pro zapuštěné hlavy
Základy soustružení, druhy soustruhů
 Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
Podstata soustružení Základy soustružení, druhy soustruhů při soustružení se obrobek otáčí, zatímco nástroj, tj. nůž, se obvykle pohybuje přímočaře hlavní pohyb při soustružení je vždy otáčivý. Pracovní
eromobil Nejefektivnější vyjiskřovačky zalomených nástrojů v ČR
 Nejefektivnější vyjiskřovačky zalomených nástrojů v ČR HandlingTech - Řešení - Řešení v případě v případě zlomení zlomení nástroje nástroje HandlingTech Nový Nový od společnosti Handling Tech Nový Kompaktní,
Nejefektivnější vyjiskřovačky zalomených nástrojů v ČR HandlingTech - Řešení - Řešení v případě v případě zlomení zlomení nástroje nástroje HandlingTech Nový Nový od společnosti Handling Tech Nový Kompaktní,
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
HandlingTech. Automations-Systeme PRVNÍ POMOC PŘI ZALOMENÍ NÁSTROJE
 HandlingTech PRVNÍ POMOC PŘI ZALOMENÍ NÁSTROJE eromobil - Řešení v případě zalomení nástroje Nový eromobil Kompaktní, funkční, praktický Od svého počátku v roce 1972 je a zůstává eromobil nejefektivnějším
HandlingTech PRVNÍ POMOC PŘI ZALOMENÍ NÁSTROJE eromobil - Řešení v případě zalomení nástroje Nový eromobil Kompaktní, funkční, praktický Od svého počátku v roce 1972 je a zůstává eromobil nejefektivnějším
spsks.cz Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU
 Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU kapitola 3 Obsah 9 Úvod... 37 10 Metodika... 38 10.1 Úprava vstupních
Část druhá - Praxe Technologie řízení robotického ramena Zpracováno v rámci projektu CZ.1.07/3,2, 10/04.0024 financovaného z fondů EU kapitola 3 Obsah 9 Úvod... 37 10 Metodika... 38 10.1 Úprava vstupních
Soustružení vnitřních a vnějších kuželových ploch
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení vnitřních a vnějších kuželových ploch Kuželové plochy se vyskytují u upínacích hrotů, kuželových
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení vnitřních a vnějších kuželových ploch Kuželové plochy se vyskytují u upínacích hrotů, kuželových
TOS Hostivař s.r.o. UBB 50
 UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
UBB 50 Specifikace řady strojů UBB 50 CNC Stroj UBB 50 CNC vychází z univerzální hrotové brusky UB 50 CNC, Jedná se o brusky na kulato pro obrobky maximálního průměru 500 mm a maximální délky 3 000 mm.
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ
 SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ Ing. Miroslav Soukup 23-022-H-Soustružení kovových materiálů 1. ÚVODNÍ SLOVO Dostáváte do ruky pracovní sešit, který Vás seznámí s možností dalšího vzdělávání formou, která
SOUSTRUŽENÍ KOVOVÝCH MATERIÁLŮ Ing. Miroslav Soukup 23-022-H-Soustružení kovových materiálů 1. ÚVODNÍ SLOVO Dostáváte do ruky pracovní sešit, který Vás seznámí s možností dalšího vzdělávání formou, která
Soustružení složitých vnějších válcových ploch s osazením
 Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
Hrubování Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Soustružení složitých vnějších válcových ploch s osazením Cílem je odebrat co nejvíce materiálu za
1 Tématický celek - Bezpečnost - úvod a organizace pracoviště
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Rybka Herbert 28.06.2013 Název zpracovaného celku: Frézování, praktické cvičení, postupy práce 1 Tématický celek - Bezpečnost - úvod a organizace pracoviště
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Rybka Herbert 28.06.2013 Název zpracovaného celku: Frézování, praktické cvičení, postupy práce 1 Tématický celek - Bezpečnost - úvod a organizace pracoviště
Upínání nástrojů fréz
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Ing. Jane Le. Technologie. Cvičení SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-51-H/01, 23-56-H/01. Monitorovací indikátor 06.43.10
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Ing. Jane Le Technologie Cvičení SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-51-H/01, 23-56-H/01 Mechanik seřizovač,
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Ing. Jane Le Technologie Cvičení SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-51-H/01, 23-56-H/01 Mechanik seřizovač,
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Obsluha měřicích zařízení kontaktní metody
 T E C H N I C K Á U N I V E R Z I T A V L I B E R C I FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ A AUTOMATIZACE Obsluha měřicích zařízení kontaktní metody Ing. Petr Keller, Ph.D. Ing. Petr Zelený, Ph.D.
T E C H N I C K Á U N I V E R Z I T A V L I B E R C I FAKULTA STROJNÍ KATEDRA VÝROBNÍCH SYSTÉMŮ A AUTOMATIZACE Obsluha měřicích zařízení kontaktní metody Ing. Petr Keller, Ph.D. Ing. Petr Zelený, Ph.D.
4 Spojovací a kloubové hřídele
 4 Spojovací a kloubové hřídele Spojovací a kloubové hřídele jsou určeny ke stálému přenosu točivého momentu mezi jednotlivými částmi převodného ústrojí. 4.1 Spojovací hřídele Spojovací hřídele zajišťují
4 Spojovací a kloubové hřídele Spojovací a kloubové hřídele jsou určeny ke stálému přenosu točivého momentu mezi jednotlivými částmi převodného ústrojí. 4.1 Spojovací hřídele Spojovací hřídele zajišťují
TECHNOLOGIE SOUSTRUŽENÍ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Obrábění TECHNOLOGIE SOUSTRUŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM
Broušení válcových ploch - 2. část
 Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Broušení válcových ploch - 2. část Značné síly, jež při broušení vznikají, a také požadavky kladené na výkon při broušení, přesnost rozměrů a jakost povrchu obrobku vyžadují dobré upnutí obrobku. Protože
Univerzální CNC soustruhy řady SU
 Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
Univerzální CNC soustruhy řady SU Jde o nejnovější produkt s dílny M-MOOS s.r.o. Tato série soustruhů řady heavy duty je kompletně montována v České republice. Jde o skutečně tuhé a těžké CNC soustruhy,
MASARYKOVA UNIVERZITA
 MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA Katedry fyziky, chemie a odborného vzdělávání Rozpracovávání učiva pro odborný výcvik se zaměřením na CNC Bakalářská práce Brno 2013 Vedoucí práce: Ing. Jan Děcký
MASARYKOVA UNIVERZITA PEDAGOGICKÁ FAKULTA Katedry fyziky, chemie a odborného vzdělávání Rozpracovávání učiva pro odborný výcvik se zaměřením na CNC Bakalářská práce Brno 2013 Vedoucí práce: Ing. Jan Děcký
Kontrola uložení pístního čepu měření mikrometrem a subitem
 Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
Kontrola uložení pístního čepu měření mikrometrem a subitem Studijní text Pod pojmem uložení rozumíme vzájemný vztah čepu namontovaného do díry v určité součásti. Po montáži může mezi nimi vzniknout uložení
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje
 CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
CZ. TECH Čelákovice, a.s. CNC obráběcí stroje Horizontální CNC soustruhy SP 12 CNC SP 15 CNC SP 30 CNC SP 12/15 CNC SP 30 CNC SP 34 CNC SP 35 CNC SP 40 CNC Pracovní rozsah oběžný průměr nad ložem 460 640
Katalog strojů. září 2009
 Katalog strojů září 2009 Stolní a sloupové vrtačky Převodové vrtačky Magnetické vrtačky Jádrové vrtáky Karnasch Tváření otvorů Thermdrill Stolní vrtačko-frézky Převodové vrtačko-frézky Univerzální frézky
Katalog strojů září 2009 Stolní a sloupové vrtačky Převodové vrtačky Magnetické vrtačky Jádrové vrtáky Karnasch Tváření otvorů Thermdrill Stolní vrtačko-frézky Převodové vrtačko-frézky Univerzální frézky
TNL-160AL. CNC soustruh
 TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 160AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-160AL Ø 620 mm Ø 410 mm Ø530 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
(12) Základy CNC programování
 Základy CNC programování") Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
Vypracoval: (12) Základy CNC programování Stud. skupina: Datum: Zadání: Vypracujte řídicí program pro obrobení součástky dle výkresu v příloze 1. Program vytvořte s využitím cyklů CYCLE95, CYCLE96 a CYCLE97.
Jakost povrchu při frézování kulovou frézou na nakloněných plochách. Bc. Lukáš Matula
 Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
Jakost povrchu při frézování kulovou frézou na nakloněných plochách Bc. Lukáš Matula Bakalářská práce 2014 ABSTRAKT V dané diplomové práci je teoreticky popsána problematika frézování, frézovacích
TNL-130AL. CNC soustruh
 TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
TNL 130AL CNC soustruh Typ Max. oběžný průměr nad ložem Max. oběžný průměr nad suportem Max. průměr obrábění TNL-130AL Ø 620 mm Ø 410 mm Ø 410 mm - Tuhá litinové lože vyrobené z jednoho kusu se sklonem
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
l: I. l Tento projekt je spolufinancován Evropskou unií a státním rozpočtem České republiky.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor technologie obrábění Téma: 1. cvičení - Základní veličiny obrábění Inovace studijních programů bakalářských,
Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260
 Montáž a demontáž Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260 Montáž... 261 Montáž ložisek s válcovou dírou... 261 Nastavení ložisek...
Montáž a demontáž Základní informace... 258 Prostřed montáže... 258 Příprava k montáži a demontáži... 258 Manipulace s ložisky... 260 Montáž... 261 Montáž ložisek s válcovou dírou... 261 Nastavení ložisek...
Inovace a zkvalitnění výuky prostřednictvím ICT. Obrábění. Název: Soustružení. Téma: Ing. Kubíček Miroslav. Autor: Číslo: VY_32_INOVACE_19 08 Anotace:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Obrábění Soustružení Ing. Kubíček Miroslav Číslo:
ZÁKLA L DY Y OB O RÁBĚNÍ Te T o e r o ie e ob o r b áb á ě b n ě í n, z ák á lad a n d í n d r d uh u y h třísko k v o éh é o h o obrábění
 ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ZÁKLADY OBRÁBĚNÍ Teorie obrábění, základní druhy třískového Teorie obrábění, základní druhy třískového obrábění Z historie obrábění 5000 př.n.l. obrábění nežel. kovů (měď a její slitiny). 2000 př.n.l.
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 4.Frézování 4.3 TÉMA: FRÉZOVACÍ NÁSTROJE, UPÍNÁNÍ, ŘEZNÉ PODMÍNKY Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Jiří Žalmánek Střední odborná škola Josefa
NÁVRH A REALIZACE NC ŘÍZENÍ PRO PODÉLNOU A PŘÍČNOU OSU SOUSTRUHU SVOČ FST 2010
 NÁVRH A REALIZACE NC ŘÍZENÍ PRO PODÉLNOU A PŘÍČNOU OSU SOUSTRUHU SVOČ FST 2010 Vít Veselý, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tématem bakalářské práce
NÁVRH A REALIZACE NC ŘÍZENÍ PRO PODÉLNOU A PŘÍČNOU OSU SOUSTRUHU SVOČ FST 2010 Vít Veselý, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Tématem bakalářské práce
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín, 2010 OBSAH
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Úloha: 5. Broušení TÉMA 5.4 UPÍNÁNÍ OBROBKŮ Obor: Mechanik seřizovač Ročník: I. Zpracoval(a): Pavel Fuka Střední odborná škola Josefa Sousedíka Vsetín, 2010 OBSAH
Soustružení. Použití: pro soustružení rotačních ploch vnějších i vnitřních, k zarovnání čela, řezání závitů, tvarové soustružení.
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 9. března 2013 Název zpracovaného celku: Soustružení Soustružení Použití a kinematika řezného pohybu Použití: pro soustružení rotačních
BNA BNA - 34/42 C BNA - 42 S BNA - 42 DHY. CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem
 BNA BNA - 34/42 C CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem BNA - 42 S soustružnické centrum se 2 vřeteny a 1 nástrojovou hlavou s poháněnými nástroji
BNA BNA - 34/42 C CNC soustruh s 1 vřetenem, 1 nástrojovou hlavou s poháněnými nástroji a možností vybavení koníkem BNA - 42 S soustružnické centrum se 2 vřeteny a 1 nástrojovou hlavou s poháněnými nástroji
Návod k použití. ALFRA KFV zařízení k frézování hran. Příslušenství a seznam náhradních dílů pro. Č. výrobku 25260. Č. výrobku Rok výroby 25260
 Červenec 2010 Návod k použití Příslušenství a seznam náhradních dílů pro ALFRA KFV zařízení k frézování hran Č. výrobku 25260 Č. výrobku Rok výroby 25260 Stav v červenci 2010 Změny vyhrazeny. 1 Obsah Všeobecné
Červenec 2010 Návod k použití Příslušenství a seznam náhradních dílů pro ALFRA KFV zařízení k frézování hran Č. výrobku 25260 Č. výrobku Rok výroby 25260 Stav v červenci 2010 Změny vyhrazeny. 1 Obsah Všeobecné
Vyhrubování a vystružování válcových otvorů
 Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
Vyhrubování a vystružování válcových otvorů Vyhrubováním se dosáhne nejen hladších povrchů otvorů, ale i jejich přesnějších rozměrů a správnějších geometrických tvarů než při vrtání. Vyhrubování je rozšiřování
NÁVOD K OBSLUZE UNIVERZÁLNÍ SOUSTRUH SPD-1000P. PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC
 NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC UNIVERZÁLNÍ SOUSTRUH SPD-1000P S 025-01 02/2007 1 strana OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5) Bezpeènostní
NÁVOD K OBSLUZE PROMA CZ s.r.o. MÌLÈANY 38, 518 01 DOBRUŠKA CZECH REPUBLIC UNIVERZÁLNÍ SOUSTRUH SPD-1000P S 025-01 02/2007 1 strana OBSAH 1) Obsah balení 2) Úvod 3) Úèel použití 4) Technická data 5) Bezpeènostní
TĚŽKÉ NOSNÉ VÁLEČKY NOSNÉ VÁLEČKY PÁSOVÝCH DOPRAVNÍKŮ. Typová řada válečků
 II. TĚŽKÉ NOSNÉ VÁLEČKY NOSNÉ VÁLEČKY PÁSOVÝCH DOPRAVNÍKŮ Typová řada válečků Strana 50 Těleso ložiska z umělé hmoty 1 60 Těleso ložiska z umělé hmoty 2 100 Těleso ložiska z umělé hmoty 3 150 Těleso ložiska
II. TĚŽKÉ NOSNÉ VÁLEČKY NOSNÉ VÁLEČKY PÁSOVÝCH DOPRAVNÍKŮ Typová řada válečků Strana 50 Těleso ložiska z umělé hmoty 1 60 Těleso ložiska z umělé hmoty 2 100 Těleso ložiska z umělé hmoty 3 150 Těleso ložiska
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Výrobní program. TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA.
 Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
Výrobní program TOS Čelákovice, Slovácké strojírny a.s. ČESKÁ REPUBLIKA www.sub.cz Česká republika Váš partner Tradiční výrobce obráběcích strojů Brusky: BUA 25B NC Practic BUA 25B CNC Profi BUB 40B, 50B
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko
 zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle
zapis_casti_stroju_loziska08/2012 STR Bb 1 z 7 12. Ložiska jsou součásti určené k otočnému #1 hřídelů s co nejmenším třením Radiální ložisko Axiální ložisko Kluzné ložisko Valivé ložisko Rozdělení podle