Abstrakt. DUŠEK VOJTĚCH: Porovnání ručního a orbitálního svařování metodou TIG
|
|
|
- Luděk Valenta
- před 8 lety
- Počet zobrazení:
Transkript
1 Titulní strana 1
2 Zadání 2
3 3
4 Abstrakt DUŠEK VOJTĚCH: Porovnání ručního a orbitálního svařování metodou TIG Projekt vypracovaný v rámci bakalářského studia se zabývá porovnáním ručního a orbitálního svařování metodou TIG. Popisuje výhody i nevýhody ručního a orbitálního svařování metodou TIG. Pomocí experimentu jsou porovnány mechanické vlastnosti, povrchová struktura a vnesené teplo na svařených vzorcích. Na závěr se práce zabývá technicko ekonomickým srovnáním obou metod svařování. Klíčová slova: Svařování, svařovací technologie, orbitální svařování, TIG DUŠEK VOJTĚCH: Comparison of hand and orbital welding by TIG method This bachelor thesis presents a comparison of manual and orbital TIG welding. It describes the advantages and disadvantages of manual and orbital TIG welding. Mechanical properties, surface structure and heat input on the weld samples were experimentally compared. Thesis also includes technical-economic comparison of these two methods of welding. Key words: Welding, welding technology, orbital welding, TIG 4

5 Bibliografické citace DUŠEK, Vojtěch. Porovnání ručního a orbitálního svařování metodou TIG. Brno, s, 5 příloh, CD. Bakalářská práce. Vysoké učení technické v Brně, Fakulta strojního inženýrství, Obor Strojírenská technologie. Vedoucí bakalářské práce Ing. Jaroslav Kubíček. 5

6 Čestné prohlášení Tímto prohlašuji, že předkládanou bakalářskou práci jsem vypracoval samostatně, s využitím uvedené literatury a podkladů, na základě konzultací a pod vedením vedoucího bakalářské práce. V dne Podpis 6

7 Poděkování Tímto děkuji panu Ing. Jaroslavovi Kubíčkovi za cenné připomínky a rady týkající se zpracování bakalářské práce. 7

8 Obsah Zadání... 2 Abstrakt... 4 Bibliografické citace... 5 Čestné prohlášení... 6 Poděkování... 7 Obsah... 8 Úvod Představení firmy INTERO Chmelan a spol Vysokolegované korozivzdorné oceli Materiálový rozbor korozivzdorných ocelí používaných ve firmě Intero Chmelan s.r.o Rozbor druhů svařování Princip svařování metodou TIG Provedení experimentu- porovnání ručního a orbitálního svařování metodou TIG Wolframové elektrody používané při svařování metodou TIG Ochranné plyny používané při svařování metodou TIG Ruční svařování metodou TIG Orbitální svařování metodou TIG Výroba vzorků Výpočet vneseného tepla Tahové zkoušky vzorku Výsledná povrchová struktura svaru Technicko ekonomické hodnocení Závěry Seznam použité literatury Seznam symbolů Přílohy Seznam obrázků a tabulek Seznam obrázků Seznam tabulek

9 Úvod Farmaceutický, chemický a potravinářský průmysl jsou odvětví, kde jsou kladeny velké nároky na kvalitu svarových spojů. Tím se rozumí stoprocentní provaření svaru, kvalitní formování kořenové vrstvy svaru a zároveň vytvoření dostačující pohledové strany svarové housenky. Splnění těchto nároků vyžaduje uplatnění zkušených svářečů, často s mnohaletou praxí v oboru. Proto se ruční svařování začalo nahrazovat orbitálním svařováním, kde není za potřebí zručného personálu. Přesto orbitální svařování nevytlačilo ruční svařování pro jeho jednoduchost, mobilitu a možnost vytváření svaru v méně přístupných prostorách. V těchto provozech jsou často materiály vystaveny nepříznivým podmínkám jak z hlediska korozní odolnosti, tak i z hlediska odolnosti vůči vlivům chemicky agresivních prostředí. Použité materiály musí také splňovat přísné hygienické požadavky. Pro tyto důvody se ve velké míře využívají vysokolegované, korozivzdorné oceli. Obr. 1- Výrobek Intero Chmelan, při jehož výrobě bylo použito orbitální i ruční svařování 9

10 1 Představení firmy INTERO Chmelan a spol., [1] Firma Intero Chmelan poskytuje komplexní služby při výrobě a instalaci technologických celků pro potravinářský, chemický a farmaceutický průmysl včetně projektové dokumentace, výroby atypických tlakových nádob a odborné pomoci při zavádění výroby. Hlavní výrobní program společnosti: Technologické potrubní rozvody Výroba atypických tlakových nádob Výroba a rekonstrukce tlakových nádob Výroba čistících stanic C.I.P Po modernizaci firmy Intero Chmelan, svářeči disponují technologií ručního i orbitálního svařování metodou TIG. Cílem práce: Porovnání ručního a orbitálního svařování a jejich možností použití v praxi. Výroba zkušebních vzorků. Srovnání metod dle velikosti vneseného tepla. Podrobení vzorků tahové zkoušce. Porovnání povrchové struktury svaru. 1.1 Vysokolegované korozivzdorné oceli [2], [3], [4] Základním rozeznávacím prvkem u vysokolegovaných korozivzdorných ocelí je velký obsah chromu. Obsahují minimálně 11,5 % chromu, který zajišťuje těmto ocelím schopnost pasivace. Tzn. odolnost proti chemické a elektrochemické korozi v oxidačním prostředí. Korozivzdorné ocele se legují prvky jako: mangan, molybden, nikl, titan a kobalt. Dále se tyto ocele vyznačují malým obsahem uhlíku, to zajišťuje dobrou svařitelnost. V závislosti na struktuře se korozivzdorné oceli rozdělují: Martenzitické Feritické Austenitické Dvoufázové Austeniticko- feritické, Feriticko- martenzitické Pro odhad výsledné struktury svarového kovu se používá Schaefflerův strukturní diagram Cr- Ni (Obr. 2) 10

11 Obr. 2 Schaefflerův strukturní diagram Cr- Ni [5] 1.2 Materiálový rozbor korozivzdorných ocelí používaných ve firmě Intero Chmelan s.r.o. EN ISO další značení: ČSN ; AISI 316 Ti; DIN X6CrNiMoTi Korozivzdorná ocel stabilizovaná titanem a molybdenem. Titan má větší afinitu v uhlíku než chróm, chrání tak materiál před mezikrystalickou korozí. Díky molybdenu odolává bodové korozi a kyselinám. Používá se v chemickém a farmaceutickém průmyslu. Inspekční certifikát 3.1 oceli EN ISO viz příloha č.1. Rm [MPa] Rp 0,2 [MPa] Rp 1,0 [MPa] A [%] Tab. 1 Mechanické vlastnosti oceli EN ISO % C % Si % S % P % Mn % Cr % Ni % Mo % Ti % Co % Cu % N 0,030 0,590 0,001 0,027 1,150 16,680 10,650 2,060 0,310 0,190 0,270 0,014 Tab. 2 Chemické složení oceli EN ISO

12 Výpočet výsledné struktury oceli EN ISO : % (1.0) (1.1) EN ISO další značení: ČSN ; AISI 316 L; DIN X2CrNiMo Ocel stabilizovaná molybdenem. Odolává kyselinám. V místě svaru dochází k úbytku chrómu, nebo vzniku karbidu chrómu. Proto je tento materiál náchylný na mezikrystalickou korozi. Používá převážně pro technické rozvody a tam kde nehrozí styk s agresivními látkami. Inspekční certifikát 3.1 oceli EN ISO viz příloha č.2. Rm [MPa] Rp 0,2 [MPa] Rp 1,0 [MPa] A [%] Tab. 3 Mechanické vlastnosti oceli EN ISO % C % Si % S % P % Mn % Cr % Ni % Co % Cu % N 0,021 0,440 0,0040 0,031 1,450 18,070 8,020 0,175 0,320 0,071 Tab. 4 Chemické složení oceli EN ISO Výpočet výsledné struktury oceli EN ISO : % (1.2) (1.3) EN ISO další značení: ČSN ; AISI 304L; X2 CrNi 18-9 Ocel je legována pouze chromem a niklem. Používá se převážně v potravinářství, kde nehrozí styk s agresivními látkami (kyseliny atd.) Inspekční certifikát 3.1 oceli EN ISO viz příloha č.3. 12

13 Rm [MPa] Rp 0,2 [MPa] Rp 1,0 [MPa] A [%] ,3 Tab. 5 Mechanické vlastnosti oceli EN ISO % C % Mn % Si % P % S % Cr % Ni %Mo %N 0,016 1,21 0,32 0,028 0,014 15,54 11,00 2,09 0,0410 Tab. 6 Chemické složení oceli EN ISO Výpočet výsledné struktury oceli EN ISO : % (1.4) (1.5) Obr. 3 Výsledné struktury oceli EN ISO ; ,

14 Výhody austenitických ocelí: Dobře svařitelné Vysoká houževnatost Žáruvzdorné až do 1150 C Žáropevné až do 750 C Nevýhody austenitických ocelí: Vysoké pořizovací ceny Nízká mez kluzu Špatná tepelná vodivost Těžko obrobitelná Náchylnost k mezikrystalické korozi Nebezpečí vzniku trhlin za horka 1.3 Rozbor druhů svařování Svařování laserem: Zdroj tepla je fokusovaný paprskem laseru. Laser umožňuje soustředění velkého množství energie na malou plochu- metoda klíčové dírky. Laserová energie taví a vypařuje kov, který vlivem par vytvoří dutinu. Okolní natavený kov s posuvem hořáku klíčovou dírku zaplní a vytvoří svarovou housenku. Používají se dva druhy laserů: pevnolátkový nebo plynový. Touto metodou se dosahuje vysoké svařovací rychlosti a není nutný přídavný materiál. Laser umožňuje svařovat vysokolegované oceli, materiály s velkou tepelnou vodivostí (Al, Cu) a materiály s vysokou teplotou tavení (W, Mo, Ti) a další. Použití především v sériových výrobách. Svařování plazmou: Princip svařování plazmou je založen na disociaci a ionizaci plynu při průchodu elektrickým proudem. Plyny používané při plazmovém svařování jsou: Ar, H, N a He. Elektrický oblouk hoří mezi wolfram-thoriovou elektrodou a měděnou vodou chlazenou anodou. Teplota plazmy dosahuje K. Výhodou plazmového svařování je možnost svařovat materiály s vysokou teplotou tavení (W, Mo, Ti) a velkou tepelnou vodivostí (Cu, Al, Ni). Při plazmovém svařování dosahujeme vysokých svařovacích rychlostí a hlubokého průvaru. Nevýhoda jsou velké pořizovací a provozní náklady, proto se materiály svařitelné běžnými svařovacími metodami plazmou nesvařují. 14

15 Svařování svazkem elektronů: Zdroj tepelné energie u svařování svazkem elektronů je přeměna kinetická energie na tepelnou energii při dopadu urychlených elektronů na základní materiál. Urychlení elektronů se dosahuje vysokým elektrickým napětím mezi katodou a anodou. Svařování musí probíhat za vysokého vakua. Pohyb elektronů by byl brzděn srážkami s molekulami vzduchu. Svařovaný předmět je umístěn ve vakuové komoře a je polohován pomocí mechanického zařízení. Výhody této metody jsou: možnost svařovat materiály o vysoké teplotě tavení (Zr, Ti, Mo, Nb, Ta, W), vytvářet svary malého průřezu a úzké tepelně ovlivněné oblasti. Svářet bez zbytkových napětí a deformací. Svařovat plechy tloušťky 0,1-200 mm. Nevýhoda je samotné svařování ve vakuu- problémy kvůli odčerpání vzduchu, složitá manipulace svařence v komoře a problematické svařování velkých svařenců prakticky eliminují tuto metodu při použití v potravinářském, chemickém a farmaceutickém průmyslu (velké tlakové nádoby, dlouhé potrubní rozvody). Svařování metodou TIG: Zdroj tepla je elektrický oblouk, který hoří mezi netavící se wolframovou elektrodou a základním materiálem. Elektrický oblouk hoří v prostředí inertních plynů. Plyny používané pro svařování TIG jsou Ar, He nebo jejich směsi. Svařování metodou TIG se dá lehce automatizovat. Je možné svařovat konstantním i impulzním proudem, s přídavným nebo bez přídavného materiálu. Výhody této metody jsou: levná, dostupná a mobilní technologie, možnost svařovat středně i vysokolegované oceli, Al a Ni. Nevýhoda metody je vysoká náročnost na zručnost personálu a velké vnesené teplo do svaru (při ručním svařování). Shrnutí rozboru: Svařováním svazkem elektronů dosahujeme svarů dokonalého průvaru s malou tepelně ovlivněnou oblastí, ale pro tuto metodu je zapotřebí technicky vyspělých strojů (nutnost svařování ve vakuu) a nemožnost svařování větších výrobků (stroj je limitován velikostí vakuové komory). Ze stejného hlediska se dá svařování laserem srovnat s metodou svařování svazkem elektronů. Pro svařování laserem je zapotřebí velký a technicky náročný stroj, který není mobilní a je limitován velikostí pracovního prostoru stroje. Tyto nevýhody prakticky vylučují použití výše uvedených metod svařování v potravinářském, chemickém a farmaceutickém průmyslu. Svařování plazmou si stojí o poznání lépe. Ve srovnání s předchozími metodami se snadno přemísťuje, dá se snadno mechanizovat a vytváří hluboké průvary sváru s vysokou svařovací rychlostí. Přesto je plazma svařování s porovnání s TIG svařováním ekonomicky náročnější. Proto se z ekonomického a technologického hlediska jeví použití svařování metodou TIG v potravinářském, chemickém a farmaceutickém průmyslu jako nejlepší volba z uvedených metod svařování. 15
, vytvářet svary malého průřezu a úzké tepelně ovlivněné oblasti.")
16 2 Princip svařování metodou TIG [6], [7] Svařování metodou TIG se řadí mezi tavné svařování. Podstatou, je lázeň roztaveného svarového kovu, která je tvořena z části základním a z části přídavným materiálem (pokud byl použit). Elektrický oblouk, hořící mezi neodtavující se elektrodou a základním materiálem vytváří potřebné teplo k natavení svařovaného i přídavného materiálu. Tavná lázeň je chráněna před účinky vzdušného kyslíku pomocí inertních plynů. Význam zkratek používané pro označení metody 141: TIG: z anglického výrazu Tungsten inert gas WIG: z německého výrazu Wolfram inert gas GTAW: převážné používané ve Spojených státech Gas tungsten arc welding Překlad do českého jazyka by zněl: Svařování elektrickým obloukem, netavící se wolframovou elektrodou v prostředí inertních (netečných) plynů. Rozdělení svařování metodou TIG: Z hlediska druhů proudu lze TIG svařování rozdělit: Svařování střídavým proudem: Použití pro svařování hliníku, hořčíku a jejich slitin Svařování stejnosměrným proudem: Použití pro svařování středně a vysokolegovaných ocelí, mědi, niklu, titanu, zirkonu. Z hlediska průběhu svařovacího proudu lze TIG svařování rozdělit: Svařování konstantním proudem: Průběh proudu je po celou dobu svařování stejný. Svařování impulsním proudem: Svářecí zdroj po dobu svařování pulzuje mezi základním a impulsním proudem. Z hlediska mechanizace lze TIG svařování rozdělit: Ruční: Svařovací pistole je vedena ručně a také další úkony jsou prováděny ručně. Mechanizované: Svařovací pistole je vedena ručně, ale přidávání drátu je automatické. Automatické: Svařování je zahájeno obsluhou, vše ostatní probíhá podle programu. 16

17 Obr. 4 Princip svařování metodou TIG [8] Popis metody TIG: Na obr. 4 je vidět schematické znázornění svařování metodou TIG. 1. Svařovaný materiál 2. Elektrický oblouk- hoří mezi netavící se wolframovou elektrodou a základním materiálem. 3. Svarová housenka 4. Přídavný materiál- přídavný materiál musí mít stejné složení a čistotu jako svařovaný materiál. Podle přípravy svarových ploch jde svářet s použitím nebo bez použití přídavných materiálů. Přídavné materiály se dodávají do elektrického oblouku buď ve formě drátů, nebo prášku. 5. Plynová hubice- vyměnitelná vyrábí se v různých velikostech z keramických materiálů. Slouží pro usměrnění toku inertního plynu 6. Ochranný plyn- jako ochranné plyny se používají argon, helium nebo jejich směsi, o vysoké čistotě minimálně 99,995%. Ochranný plyn má za úkol chránit svarový kov před účinky vzdušného kyslíku proti oxidaci a naplynění. Dále ovlivňuje zapalování elektrického oblouku, stabilitu elektrického oblouku, přenos tepla v elektrickém oblouku a tvar elektrického oblouku. Zabraňuje propalu prvků a vzniku strusky. 7. Kontaktní kleština- vyráběná z mědi. Má za úkol fixovat wolframovou elektrodu v hořáku svářecího zdroje a odvádí teplo z wolframové elektrody. 17

18 8. Wolframová elektroda- vyrábí se v různých průměrech i délkách. Mohou být buď čisté wolframové nebo s přídavnými oxidy thoria, ceru atd. 9. Zdroj proudu Výhody metody TIG: Nevyžaduje použití tavidel Inertní plyn zajišťuje ochranu před účinky vzdušného kyslíku Velká stabilita elektrického oblouku Široký rozsah svařovacích proudů až 600 A Svarová lázeň je dobře viditelná a snadno ovladatelná Není nutné při svařování používat přídavných materiálů Při sváření není materiál tolik namáhán na tepelné deformace Během svařování vzniká malá teplotně ovlivněná oblast (na velikosti se výrazně podílí rychlost svařování) Použití metody TIG: Svařování středně a vysoce legovaných ocelí pro chemický, potravinářský a farmaceutický průmysl Svařování hliníku, niklu a jejich slitin Svařování titanu Tvarově složité dílce Náročné kořenové vrstvy potrubí pro různé produkty Svařování tenkých materiálů 18
 Použití metody TIG: Svařování středně a vysoce legovaných ocelí pro chemický, potravinářský a farmaceutický průmysl")
19 3 Provedení experimentu- porovnání ručního a orbitálního svařování metodou TIG Tato bakalářská práce se zabývá srovnáním ručního a orbitálního svařování, které se používá převážně v potravinářském, chemickém a farmaceutickém průmyslu pro svařování produktovodů. V těchto oblastech průmyslu je kladen velký důraz na dokonalý průvar a estetický vzhled svaru. Materiály jsou často vystaveny agresivnímu prostředí, jako jsou kyseliny a louhy, tepelnému namáhání (ohřev a zchlazování produktu) i mechanickému namáhání. Z těchto důvodu byla vybrána pro provedení experimentů korozivzdorná ocel stabilizovaná titanem EN ISO Její složení zabraňuje mezikrystalické korozi a odolává silným kyselinám. To z ní dělá ideální materiál pro použití v potravinářském, chemickém a farmaceutickém průmyslu. 3.1 Wolframové elektrody používané při svařování metodou TIG [9], [10] Při svařování metodou TIG elektrický oblouk hoří mezi základním materiálem a netavící se elektrodou. Netavící se elektrody se vyrábějí ze spékaného wolframu. Wolframové elektrody se vyrábějí buď čisté, nebo s příměsí oxidů kovů thoria, lanthanu, ceru nebo zirkonu (viz. tab. 7). Oxidy těchto kovů jsou v elektrodě rovnoměrně rozmístěny. Zlepšují zapalování, stabilitu elektrického oblouku a snižují teplotu ohřevu elektrody. Wolframové elektrody se vyrábějí v průměrech od 1 mm až 6,4 mm a v délkách 50 mm až 175 mm. Typ Barevné označení Obsah oxidů v % Typ oxidů WP Zelená 0 Čistý wolfram 99,8% WZ 8 Bílá 0,7 0,9 ZrO 2 WC 20 Šedá 1,8 2,2 CeO 2 WT 10 Žlutá 0,8 1,2 ThO 2 WT 20 Červená 1,7 2,2 ThO 2 WT 30 Fialová 2,8 3,2 ThO 2 WT 40 Oranžová 3,8 4,2 ThO 2 WL 10 Černá 0,9 1,2 La 2 O 3 WL 15 Zlatá 1,4 1,6 La 2 O 3 WL 20 modrá 1,9 2,1 La 2 O 3 Tab. 7 Vyráběné wolframové elektrody a jejich příměsi 19

20 WP- elektrody z čistého wolframu. Výborná stabilita elektrického oblouku při svařování střídavým proudem. Používají se pro svařování hliníku a hořčíku. WZ- postupně nahrazuje WP elektrody. Příměs zirkonu v elektrodě snižuje tvorbu wolframových vměstků ve svaru. Používají se pro svařování hliníku a hořčíku. WC- univerzální cerová elektroda. Lze používat pro svařování střídavým i stejnosměrným proudem. Vhodná pro svařování nelegovaných i legovaných ocelí, hliníku a titanu. Mají dobré zapalovací vlastnosti. Oproti WT elektrodám nezatěžují životní prostředí a neškodí zdraví svářeče. WT- elektrody s příměsí thoria. Zlepšují zapalovací vlastnosti a mají větší trvanlivost. Používají se pro svařování vysokolegovaných ocelí a korozivzdorných ocelí. V současnosti se tyto typy nahrazují WC nebo WL elektrodami pro možnost tvorby sekundární radiace v thoriem kontaminovaném svarovém spoji WL- elektrody s příměsí lanthanu. Mají výborné zapalovací vlastnosti i při opětovném zapalování elektrického oblouku a dobrou stabilitu oblouku. Použití WL elektrody je bez následné radiace. Vhodné pro robotické svařování. Na provedení experimentu bylo zvoleno použití wolframové elektrody s příměsí thoria WT20. Broušení wolframových elektrod: Nekvalitní nabroušení wolframových elektrod má velký vliv na zapalování a stabilitu elektrického oblouku. Excentricita špičky svařovací elektrody způsobuje nestabilní oblouk a je zapotřebí, aby byli wolframové elektrody přebrušovány v pravidelných intervalech a to ještě před jejich opotřebením. Dále je důležité, aby stopy po broušení byly rovnoběžné s podélnou osou elektrody. To napomáhá ke vhodnému vedení elektrického oblouku. Je nutné používat brusný kotouč s co nejjemnějším zrnem. Brousit můžeme ručně nebo na speciálních strojních bruskách. 3.2 Ochranné plyny používané při svařování metodou TIG [11], [12], [13] Ochranný plyn má za úkol chránit svarový kov před účinky vzdušného kyslíku proti oxidaci a naplynění. Dále ovlivňuje zapalování elektrického oblouku, stabilitu elektrického oblouku, přenos tepla v elektrickém oblouku a tvar elektrického oblouku. Zabraňuje propalu prvků a vzniku strusky. Ochranné plyny používané pro TIG svařování: Jako ochranné plyny při svařování metodou TIG se používají argon, helium nebo jejich směsi. 20

21 Argon Tento inertní plyn dobře zapaluje elektrický oblouk, umožňuje vysokou proudovou zatíženost a vykazuje vysokou stabilitu elektrického oblouku. Má větší hustotu než vzduch (to usnadňuje formování svaru) a je levnější než helium Argon je distribuován buď v plynné fázi v tlakových láhvích, nebo v kapalné fázi v kryogenních nádobách. Bezešvé ocelové tlakové láhve se vyrábějí v objemech 1-50 litrů. Plnící tlak je barů. Plynný argon je dodáván ve třech jakostech (viz. tab. 8) které se označují 4,6; 4,8 nebo 5,0. Pro speciální účely je argon dodáván i o vyšší čistotě. Uzavíratelný ventil tlakové láhve je chráněn snímatelným nebo trvalým krytem (kloboučkem). Znak jakosti Min. obsah argonu v % Označení podle druhu 4,6 4,8 5,0 99,996 99,998 99,999 Tab. 8 Čistota plynu Helium Je bezbarvý plyn, bez chuti, bez zápachu, nehořlavý, nekorozivní a chemicky inertní. Má menší hustotu než vzduch, proto musí být při svařování za pomocí helia vyšší průtok plynu. Stejně jako argon se distribuuje buď v plynné fázi v tlakových lahvích, nebo v kapalné fázi ve speciálních zásobnících. Helium je dražší než argon, proto se používají směsi argonu a helia v poměrech 70:30; 50:50 nebo 30:70. Používá se především pro sváření hliníku, helium má vyšší tepelnou vodivost. Označování čistoty helia: Plynné helium se vyrábí v čistotách od 4,6 až 7,0. Pro každou čistotu je stanoveno maximální množství nečistot. První číslice znamená počet devítek v procentickém vyjádření koncentrace helia. Druhé číslo je číslice na posledním místě vyjádření koncentrace helia. Např. čistota 5,1 znamená 99,9991% koncentrace helia. Vliv použití formování na kořenovou vrstvu: Při svařování metodou TIG je potřeba dbát na to, aby inertní plyny chránily nejenom svarovou housenku před vlivem vzdušného kyslíku, ale i kořenovou vrstvu svaru. Pokud nebude použito formovacích plynů, dojde k oxidaci kořene svaru a jeho okolí (obr. 5). Takový svar nesplňuje technické ani mechanické požadavky a narušuje čistotu produktu. 21
22 Průběh formování trubek produktovodu: nastehování požadovaného tvaru trasy produktovodu zaslepení možných míst uniku formovacího plynu samotné formování- je třeba dbát na správný průtok formovacího plynu. Při malém průtoku formovacího plynu nebude kořen svaru dobře naformován a dojde k oxidaci kořene. Při velkém průtoku dojde k natlakování formovacího plynu a následnému vyfouknutí svarové lázně. Průtok plynu je možno kontrolovat na manometru tlakové láhve. Koncentrace plynu je měřena pomocí sondy a průtokoměru (obr. 6), který měří zbytkový kyslík v ppm. Doporučená hladina pro svařování bez hrozby oxidace kořenové vrstvy je 20 ppm. Obr. 5 Srovnání formovaného a neformovaného kořene svaru Obr. 6 Průtokoměr Oxy-2; firmy Orbitec [14] 22
23 Na provedení experimentu bylo zvoleno použití argonu jako svařovacího plynu. Jako formovací plyn byla zvolena směs argonu a vodíku. Všechny vzorky byly zavařeny pod stejným formovacím průtokem a kontrolovány na zbytkový vodík pomocí průtokoměru Oxy- 2 firmy Orbitec. 3.3 Ruční svařování metodou TIG Ruční svařování metodou TIG (obr. 8) se stalo nedílnou součástí průmyslu i přes postupný nástup robotického svařování, díky své jednoduchosti a operativnosti. Využívá se ve velké míře v chemickém, potravinářském a farmaceutickém průmyslu, tam kde je požadavek vytvořit tvarově složité a těžko přístupné produktovody. Ruční svařování je dále vhodné pro malé série a malé svařence. Ručním svařováním můžeme svářet konstantním i impulsním proudem (obr. 7). Obr. 7 Příklady svarové housenky; vlevo ruční svařování konstantním proudem; vpravo ruční svařování impulsním proudem Výhody ručního svařování metodou TIG: Jednoduchá a levná technologie oproti orbitálnímu svařování Možnost svářet ve stísněných a špatně přístupných místech Možnost svařovat malé dílce Velká mobilita svařovacího zdroje 23
24 Nevýhody ručního svařování metodou TIG: Malá produktivita Velké nároky na personál, nutnost zkušených svářečů Nezaručení dokonalého provaření kořenové vrstvy, nutnost každý svár kontrolovat Obr. 8 Ruční svařování metodou TIG Rozdělení zdrojů svařovacího proudu pro ruční svařování: Svařovací zdroje (obr. 9) můžeme rozdělit do několika kategorií podle: Způsobu zapalování elektrického oblouku Druhu použitého chlazení Způsoby zapalování elektrického oblouku: Dotykové: Metoda škrtnutí- je podobná zapalování jako u sváření obalovanou elektrodou. Podstatou je škrtnutí wolframovou elektrodou o základní materiál a její zdvižení. Nevýhoda této metody spočívá v kontaminaci wolframové elektrody základním materiálem. To způsobuje nestabilní oblouk a také znečištění svařovaného spoje wolframovými vměstky, které zhoršují vlastnosti výsledného svaru. Při této metodě se elektrický oblouk zapaluje při plném proudu a to napomáhá k opotřebení wolframové elektrody. Silně znečištěné wolframové elektrody je třeba mechanicky obrousit. 24
25 Metoda lift arc- při tomto způsobu je elektrický oblouk zapálen pouhým dotykem a následným oddálením wolframové elektrody od základního materiálu. Výhoda tohoto způsobu je, že elektrický oblouk není zapalován plným proudem ale sníženým proudem a teprve po stabilizaci elektrického oblouku, je automaticky nastaven na hodnotu vhodnou pro svařování. Tato metoda snižuje kontaminaci a opotřebení wolframové elektrody. Bezdotykové: Metoda HF (vysokofrekvenční)- při této metodě nedochází k dotyku wolframové elektrody a základního materiálu. Elektrický oblouk je zapálen pomocí elektrického výboje, který přeskočí mezi wolframovou elektrodou a základním materiálem. Výhodou je, že nedochází ke kontaminaci wolframové elektrody ani svarového spoje. Proto se tato metoda používá pro spoje, u kterých je vyžadována vysoká metalurgická čistota. Nevýhodou je pořizovací cena svařovacích zdrojů, které jsou vybaveny tímto druhem zapalování elektrického oblouku a vznik elektromagnetického rušení, které může poškodit elektroniku v blízkosti svarového spoje. Obr. 9 Svařovací zdroj vybaven metodou zapalování elektrického oblouku HF a přídavným vodním chlazením 25
26 Způsoby chlazení zdrojů svařovacího proudu pro ruční svařování: Chlazení vzduchem: Svařovací zdroje chlazené vzduchem pomocí ventilátorů mají omezený výkon. Nemohou svářet vysokým proudem po dlouhou dobu. Také dochází k přehřátí svařovací pistole (nutné přestávky během svařovacího procesu). Zdroj se snadno přenáší. Vhodné pro svařování materiálů o malých tloušťkách. Chlazení vodou: Ve svářecím zdroji je zabudován přídavný chladící okruh naplněný kapalinou, který proudí skrz svařovací zdroj a svařovací pistoli. Svařovací zdroje vybaveny chlazením mohou svářet vysokými proudy po dlouhou dobu (350 až 550 A). Nedochází k přehřátí svařovací pistole, díky tomu mohou být svařovány materiály o velkých tloušťkách. Nevýhodou je velká hmotnost svařovacího zdroje. 3.4 Orbitální svařování metodou TIG Během ručního svařování, dochází vlivem manuálního vedení hořáku k nepřesnostem vedení, nekonstantní svařovací rychlosti, nekonstantní délce oblouku atd. Použití orbitálního svařování zabraňuje vzniku těchto nedostatků a napomáhá snížit podíl práce kvalifikovaných svářečů. Obr. 10 Řídící jednotka pro orbitální svařování Při orbitálním svařování trubek je svařovací hlava upevněna na vnějším průměru trubek, pomocí upínacích kleští, které mají za úkol pevně a rychle fixovat orbitální hlavu. Orbitální hlava vykonává kruhový pohyb o pro zaručení provaření začátku i konce svaru. Svařování může probíhat bez přídavného materiálu pouze natavením trubky, nebo s automatickým podáváním drátu do svarové lázně. Při orbitálním svařování se využívá impulsního proudu. Každá orbitální hlava je vybavena počítačovou řídící jednotkou (obr. 10), která automaticky nastavuje svařovací proud i svařovací rychlost. Obsluha pouze zadává průměr svařované trubky a sílu stěny materiálu. Počítačová jednotka je vybavena externí pamětí, popř. tiskárnou pro uložení parametrů a možnost znovu zadání svařovacího programu. 26
27 Výhody orbitálního svařování metodou TIG: Není zapotřebí zručné obsluhy Velká sériovost oproti ručnímu svařování Dokonalý průvar a jemná struktura svaru Malá teplotně ovlivněná oblast Nevýhody orbitálního svařování metodou TIG: Drahá technologie Složitý transport Omezená možnost svařování v polohách a ve stísněných nebo málo přístupných prostorech Omezená velikost výrobku (orbitální hlava je limitována velikostí upínacích kleštin) Orbitální svařování otevřenou hlavou Otevřená orbitální hlava je přichycena za vnější povrch trubky pomocí excentrických kleštin, ty zajišťují rychlé a pevné upnutí svařovací hlavy. Pomocí seřizovacího šroubu je přesně ustanovena wolframová elektroda naproti svařovací mezeře. Orbitální hlava si namotá přívodní hadici (Obr. 11), aby během průběhu svařování nedošlo k jejímu poškození. Přívodní hadice slouží pro vedení plynu i svařovacího proudu. Výhoda otevřené orbitální hlavy je v rychlém a přesném upnutí na trubkách, u kterých se často mění vnější průměr. Nevýhodou je velikost svařovací hlavy- neumožňuje svařovat malé nebo tvarově složité dílce. Obr. 11 Otevřená orbitální hlava; vlevo před namotání přívodní hadice; vpravo po namotání přívodní hadice 27


28 Orbitální svařování uzavřenou hlavou Orbitální hlava uzavřená (obr. 12) je uchycena na vnější průměr trubky pomocí vyměnitelných čelistí. Samotné svařování probíhá v uzavřené komoře, kde je dopředu připravena inertní atmosféra ve které se otáčí pouze wolframová elektroda. Výhodou uzavřené hlavy je schopnost svářet malé díly. Nevýhoda je velká spotřeba plynu, zdlouhavé a složité upínání orbitální hlavy. Během průběhu sváření není možnost kontroly tavné lázně. Impulsní proud (obr. 13): Obr. 12 Orbitální hlava uzavřená [15] Impulsní svařování se řadí mezi nejnovější varianty TIG svařování. Ve velké míře se využívá při svařování orbitální hlavou. U této varianty svařování se intenzita proudu mění s časem mezi základním proudem a impulzním proudem. Tvar průběhu impulzního proudu může být obdélníkový, lichoběžníkový nebo sinusový. Obr. 13 Průběh impulzního produ 28
29 Výhody impulzního proudu: Menší tepelně ovlivněná oblast Jemná struktura svaru Dobrý vzhled svarové housenky Možnost vytvářet velmi tenké svary Programy používané při orbitálním svařování Na obr. 14 je vidět průběh programu STEP pro orbitální svařování. Obvod trubky může být rozdělen na čtyři nebo šest sekcí. Řídící jednotka automaticky na každé sekci sníží svařovací proud o 3-5%, z důvodů zamezení přehřátí a propadání tavné lázně. Obr. 14 Průběh programu STEP pro orbitální svařování Program STEP Program je nastaven tak, aby posuv přerušil vždy na impulsním proudu a svařovací hlava se pohybuje pouze při základním proudu. To zajišťuje stejnou šířku kořenové vrstvy a svarové housenky. Obr. 15 Výsledná svarová housenka programu STEP 29
30 Program 1:1 Poměr časové doby trvání impulsního a základního proudu je jedna k jedné. Díky tomu dochází ke snížení vneseného tepla, tepelně ovlivněné oblasti a tepelné deformace Obr. 16 Výsledná svarová housenka programu 1:1 Program 1:3 Poměr časové doby trvání impulsního a základního proudu je jedna ku třem. Tento program vytváří slabý svár s jemnou strukturou. Ze všech programů vnáší nejmenší teplo, tudíž i nejmenší tepelně ovlivněná oblast i tepelné deformace Obr. 17 Výsledná svarová housenka programu 1:3 3.5 Výroba vzorků Jako vzorek, na kterém bude srovnáno ruční a orbitální svařování byla zvolena trubka materiálu EN ISO , průměru 40 mm a tloušťky stěny 1,5 mm (Obr. 18). Dva dílce trubky o délce 150 mm byly svařeny natupo, bez přídavného materiálu. 30
31 Používané programy svařování: Obr. 18 Vzorek svařované trubky průměr 40 mm Ruční svařování konstantním proudem Ruční svařování impulsním proudem Ruční svařování bez formování kořenové vrstvy Orbitální svařování program STEP Orbitální svařování program 1:1 Orbitální svařování program 1:3 Orbitální svařování bez formování kořenové vrstvy Z každé trubky byly vyříznuty dva vzorky- pásek šířky 20 mm (Obr. 19). Konce vzorku byly pod lisem narovnané, protože rádius trubky zabraňoval upnutí do kleštiny trhacího stroje. Tyto vzorky podrobíme tahovou zkouškou, která nám umožní porovnat mechanické vlastnosti svaru. Obr. 19 Ukázka vzorku připraveného na trhací zkoušku Dále bylo vyříznuto z každého sváru po dvou vzorcích, ve tvaru čtverce, na metalografické pile (obr. 20). Tyto vzorky poslouží pro porovnání povrchové struktury svaru. 31
32 Obr. 20 Metalografická pila 3.6 Výpočet vneseného tepla Pro porovnání ručního a orbitálního svařování metodou TIG z hlediska vneseného tepla, bylo vybráno dohromady pět vzorků, které byly svařeny následujícími způsoby: 1. ruční svařování konstantním proudem 2. ruční svařování impulsním proudem 3. orbitální svařování programem STEP 4. orbitální svařování programem 1:1 5. orbitální svařování programem 1:3 Ruční svařování konstantním proudem Zadané hodnoty: η [-] U [V] I [A] V s [mm/s] 0,6 10,5 40 0,6444 Tab. 9 Parametry svařování během ručního svařování konstantním proudem η (1.6) Q= vnesené teplo [KJ/mm] η= účinnost přenosu tepla [-] 32
33 U= svařovací napětí [V] I= svařovací proud [A] V s = svařovací rychlost [mm/s] Ruční svařování impulsním proudem Zadané hodnoty: η [-] U [V] I I [A] I z V s [mm/s] 0,6 10, ,6444 Tab. 10 Parametry svařování během ručního svařování impulsním proudem (1.7) (1.8) (1.9) Q c = vnesené teplo celkové [KJ/mm] Q i = vnesené teplo impulsního proudu [KJ/mm] Q z = vnesené teplo základního proudu [KJ/mm] Orbitální svařování programem STEP Zadané hodnoty: η [-] U [V] I I [A] I z V s [mm/s] 0,6 7, ,8333 Tab. 11 Parametry svařování během orbitálního svařování programem STEP (2.0) (2.1) (2.2) 33
34 Orbitální svařování programem 1:1 Zadané hodnoty: η [-] U [V] I I [A] I z V s [mm/s] 0,6 7, ,72 Tab. 12 Parametry svařování během orbitálního svařování programem 1:1 (2.3) (2.4) (2.5) Orbitální svařování programem 1:3 Zadané hodnoty: η [-] U [V] I I [A] I z V s [mm/s] 0,6 8, ,5167 Tab. 13 Parametry svařování během orbitálního svařování programem 1:3 (2.6) (2.7) (2.8) V tabulce 4 je vidět srovnání vneseného tepla při použití různých metod svařování TIG. Při ručním svařování konstantním proudem se dosahuje největšího vneseného tepla. Po aplikování ručního svařování impulsním proudem vnesené teplo klesne přibližně o 25%. Z hlediska nejmenšího vneseného tepla vychází nejlépe orbitální metody svařování a to orbitální svařování programem 1:1 a orbitální svařování programem 1:3. U těchto svařovacích programů je minimální rozdíl ve vneseném teple. Ruční svařování konstantním proudem 0,3910 KJ/mm Ruční svařování impulsním proudem 0,3177 KJ/mm Orbitální svařování programem STEP 0,1732 KJ/mm Orbitální svařování programem 1:1 0,1034 KJ/mm Orbitální svařování programem 1:3 0,103 KJ/mm Tab. 14 Srovnání vneseného tepla 34
35 3.7 Tahové zkoušky vzorku Tahové zkoušky svařených vzorků probíhali na hydraulickém zkušebním stroji ZD40 (viz. příloha 4). Pro porovnání ručního a orbitálního svařování metodou TIG, z hlediska mechanických vlastností výsledného svařence, bylo vybráno dohromady třináct vzorků, které byly svařeny následujícími způsoby: 1. ruční svařování konstantním proudem 2. ruční svařování impulsním proudem 3. ruční svařování konstantním proudem bez formování kořenové vrstvy 4. orbitální svařování bez formování kořenové vrstvy 5. orbitální svařování programem 1:1 6. orbitální svařování programem 1:3 7. orbitální svařování programem STEP Obr. 21 Výsledné grafy tahových zkoušek svařených vzorků Vzorek F [N] Rp2 [Mpa] Rm [Mpa] A [%] Barva křivky v grafu Ruční svař. konst. prou ,00 357,82 546,51 16,25 Červená Ruční svař. konst. prou ,80 360,36 549,31 22,50 Tmavě modrá Ruční svař. impl. prou ,20 354,31 532,25 15,00 Tmavě zelená Ruční svař. impl. prou ,40 362,24 540,19 11,25 Červená Ruční svař. bez formování ,80 341,40 483,99 7,50 Tmavě červená Ruční svař. bez formování ,20 359,46 533,94 12,50 Tmavě šedá 35
36 Vzorek F [N] Rp2 [Mpa] Rm [Mpa] A [%] Barva křivky v grafu Orb. svař. bez formování ,20 378,01 550,11 13,75 Tyrkysově zelená Orb. svař. prog. 1_ ,80 382,54 557,37 16,25 Fialová Orb. svař. prog. 1_ ,20 378,41 559,04 21,25 Tyrkysová Orb. svař. prog. 1_ ,80 369,91 558,15 22,50 Šedá Orb. svař. prog. 1_ ,40 376,01 572,92 23,75 Světle zelená Orb. svař. prog. STEP ,20 368,18 544,71 16,25 Žlutá Orb. svař. prog. STEP ,00 360,91 551,56 18,75 Tmavě modrá Tab. 15 Srovnání mechanických vlastností svařených vzorků Obr. 22 Výsledný graf tahové zkoušky vzorku, svařeného orbitálním svařováním programem 1:3 Obr. 23 Výsledný graf tahové zkoušky vzorku, svařeného ručním svařováním konstantním proudem bez formování kořenové vrstvy 36
37 V předchozí kapitole (3.6) byli porovnány různé metody svařování TIG z hlediska vneseného tepla. Bylo zjištěno, že nejvíce vneseného tepla se dosahuje při použití ručního svařování konstantním proudem a nejmenšího při použití orbitálního svařování. Po provedení tahových zkoušek svařovaných vzorků a vyhodnocení výsledků, byla zjištěna nepřímá úměra mezi vneseným teplem a mechanickými vlastnostmi. Tzn., čím více se vnese tepla do svařovaného vzorku, tím horší mechanické vlastnosti se získají. V tab. 15 je vidět srovnání mechanických vlastností svařených vzorků. Nejlepších výsledků bylo dosaženo použitím orbitálního svařování programem 1:3 (obr. 22). Tento program vnese do vzorku přibližně stejné teplo, jako program 1:1, ale vzorek svařený programem 1:3 vykazuje největší mez pevnosti a největší tažnost. Programem 1:1 se dosahuje ze všech naměřených výsledků nejvyšší meze kluzu. Vnesené teplo není jediný parametr, který ovlivňuje výsledné mechanické vlastnosti svaru. Na zkušebních vzorcích bylo testováno ruční (obr. 23) i orbitální svařování bez formování kořenové vrstvy. Výsledné svary mají zhoršené mechanické vlastnosti oproti svarům svařené s formováním kořenu. Např. mez pevnosti, u ručního svařování, je snížena o 100 MPa a tažnost je snížena až o 70%. 3.8 Výsledná povrchová struktura svaru Porovnání výsledné struktury svaru probíhalo na stereomikroskopu Schut SSM-E. Pro porovnání ručního a orbitálního svařování metodou TIG, z hlediska povrchové struktury výsledného svařence, bylo vybráno dohromady sedm vzorků, které byly svařeny následujícími způsoby: 1. ruční svařování konstantním proudem 2. ruční svařování impulsním proudem 3. ruční svařování konstantním proudem bez formování kořenové vrstvy 4. orbitální svařování bez formování kořenové vrstvy 5. orbitální svařování programem 1:1 6. orbitální svařování programem 1:3 7. orbitální svařování programem STEP 37
38 Obr. 24 Porovnání povrchové struktury svaru; vlevo svarová housenka svařená orbitálním svařováním programem 1:3; vpravo svarová housenka svařena orbitálním svařování programem 1:1 Na obr. 24 je vidět srovnání povrchové struktury svarů svařených orbitálního svařování a to pomocí programů 1:3 a 1:1. Těmito programy se vnese do svařovaných vzorků přibližně stejné teplo, ale programem 1:3 dosáhneme lepších mechanických vlastností a jemnější povrchové struktury než programem 1:1, který má vyšší svařovací rychlost- tzn. vyšší produktivnost na úkor nižších mechanických vlastností a hrubší povrchové struktury svarové housenky. Vznik oxidů na povrchu svaru: V průběhu svařování vzniká na povrchu svarové housenky oxidační vrstva a vrstva ochuzená o chrom (obr. 25). Aby byla zachována korozní odolnost a vzhledová stránka svaru, musí být tyto vrstvy po sváření odstraněny. V tab. 16 je vidět do jaké vzdálenosti a v jaké tloušťce se v okolí sváru oxidační vrstvy vytvářejí. Druhy čistění svarové housenky: 1. Mechanické- kartáčování, broušení, leštění, atd. 2. Chemické- moření povrchu svaru kyselinou 3. Kombinované- mechanické+ chemické 38
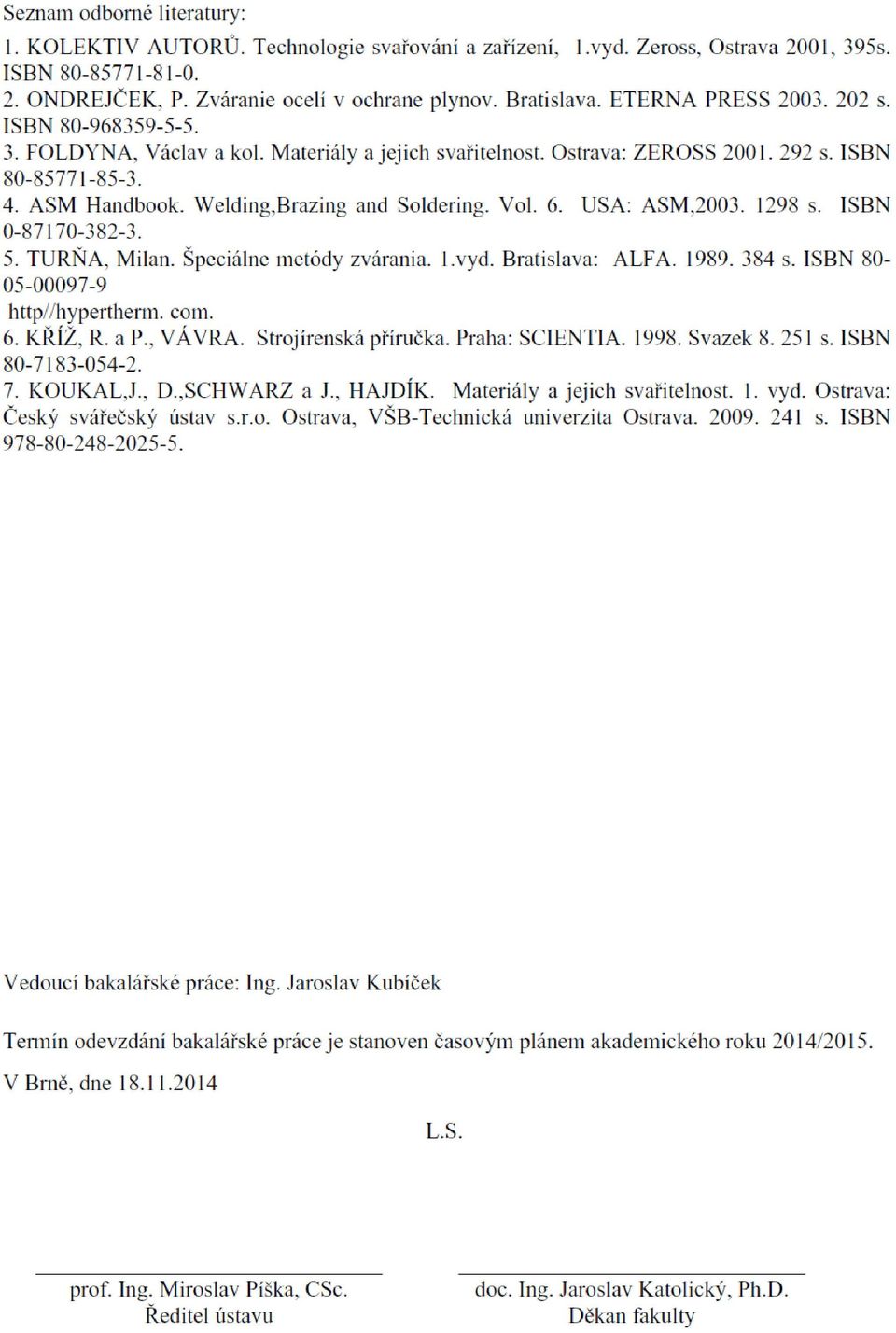
![Obr. 25 Vznik oxidační vrstvy a vrstvy ochuzené o chrom; vlevo šířka vzniku oxidační vrstvy od svaru; vpravo graficky znázorněn řez materiálem a vznik vrstev [16] Vzdálenost od 3,5 7,0 9,0 11,5 15 42](/docs-images/46/23523704/images/39-0.jpg "svaru [mm] Teplota [ C] 1000 700 600 400 - - Tloušťka zoxidované vrstvy [nm] 168 75 28 15 11 6 Tab. 16 Vznik svarových oxidu Tepelně ovlivněná oblast: Na obr.")

39 Obr. 25 Vznik oxidační vrstvy a vrstvy ochuzené o chrom; vlevo šířka vzniku oxidační vrstvy od svaru; vpravo graficky znázorněn řez materiálem a vznik vrstev [16] Vzdálenost od 3,5 7,0 9,0 11, svaru [mm] Teplota [ C] Tloušťka zoxidované vrstvy [nm] Tab. 16 Vznik svarových oxidu Tepelně ovlivněná oblast: Na obr. 26 je vidět porovnání tepelně ovlivněné oblasti svarů. Pro porovnání tepelně ovlivněné oblasti výsledného svařence, bylo vybráno dohromady sedm vzorků, které byly svařeny následujícími způsoby: 1. ruční svařování impulsním proudem 2. ruční svařování konstantním proudem bez formování kořenové vrstvy 3. orbitální svařování bez formování kořenové vrstvy 4. orbitální svařování programem 1:1 5. orbitální svařování programem 1:3 6. orbitální svařování programem STEP Ruční svařování konstantním proudem má ze všech zkoumaných způsobů největší tepelně ovlivněnou oblast. Ta vzniká díky nízké svařovací rychlosti a svar je vyboulený. Nízká svařovací rychlost má za příčinu přehřátí formovacího plynu (formovací plyn se zvýšením teploty rozpíná) a následné vyboulení svarové housenky. Ruční svařování konstantním proudem bez formování kořenové vrstvy má stejnou tepelně ovlivněnou oblast ale nedochází u této metody k vyboulení svarové housenky, ale k propadu svarové housenky, díky absenci formovacího plynu. Orbitální svařování programem 1:1 má výrazně menší tepelně ovlivněnou oblast než ruční svařování. Okraje svaru v příčném řezu mají tvar písmena C. Svarová housenka a kořen sváru jsou širší než prostředek svaru. 39
40 Orbitální svařování programem 1:3 má nejmenší tepelně ovlivněnou oblast ze všech vzorků. Svar v příčném řezu má tvar písmene V. Svarová housenka je širší něž kořen sváru. Obr. 26 Porovnání tepelně ovlivněné oblasti; 1. Ruční svařování konstantním proudem; 2. Orbitální svařování programem 1:3; 3. Ruční svařování konstantním proudem bez formování kořenové vrstvy; 4. Orbitální svařování programem 1:1 40
41 4 Technicko ekonomické hodnocení Jeden z důležitých faktorů výroby je její ekonomie. Jak rychle, v jaké kvalitě a za jakou cenu je firma schopna vyrábět, jsou rozhodující faktory úspěchu na trhu. Porovnání ručního a orbitálního svařování z ekonomického hlediska se dá rozdělit na nutnou počáteční investici (tab. 17) a sériovost dané technologie (tab. 18). Uvedené ceny strojů jsou odvozeny od pořizovacích nákladů firmy INTERO Chmelan a spol. viz příloha č. 5. Nutná počáteční investice: Nutná počáteční investice u ručního svařování je několikanásobně menší než u orbitálního svařování. Ruční svařování je univerzálnější. Není omezeno velikostí výrobku, (u orbitálního svařování jsme omezení velikostí orbitální hlavy), můžeme svařovat různé druhy materiálů (hliník, ocel, atd.) a umožňuje svařovat v jakékoliv poloze. Ruční svařování Orbitální svařování Kč - svařovací zdroj Kč svařovací zdroj, řídící jednotka Kč svařovací hlava Kč bruska na wolframové jehly Kč - průtokoměr Oxy-2 Celkem: Kč Celkem: Kč Tab. 17 Srovnání počáteční nutné investice Sériovost výroby: Sériovost výroby byla posuzována na svařovaných vzorcích průměru 40 mm. Cena práce byla stanovena podle cen firmy INTERO Chmelan a spol.. Výrobní čas ručním svařováním Výrobní čas orbitálním svařováním 41 Cena práce ručním svařováním Cena práce orbitálním svařováním 1 ks 195 [s] 120 [s] 21 [Kč] 17 [Kč] 13 ks 43 [min] 26 [min] 272 [Kč] 217 [Kč] 1000 ks 54 [hod.] 33 [hod.] [Kč] [Kč] Tab. 18 Srovnání sériovosti Vyhodnocení: Pro své velké pořizovací náklady, se orbitální svařování dobře uplatňuje na velké série kusů stejných rozměrů nebo u průmyslových odvětví, kde je kladen velký důraz na kvalitu svaru a jeho následnou kontrolu (např. farmacie).
42 5 Závěry Práce se zabývá porovnáním ručního a orbitálního svařování metodou TIG. V úvodu práce jsou rozebrány vysokolegované korozivzdorné ocele vhodné pro použití v potravinářském, chemickém, farmaceutickém průmyslu a použitelné druhy svařování pro tyto ocele. Dále je popsán princip svařování metodou TIG. V experimentální části se práce zabývá popisem ručního a orbitálního svařování metodou TIG. Rozborem výhod a nevýhod ručního a orbitálního svařování metodou TIG. Popisem výroby a přípravy vzorků na porovnání ručního a orbitálního svařování metodou TIG z hlediska mechanických vlastností a povrchové struktury vzorků. Výpočtem vneseného tepla a posouzení výsledků tahových zkoušek a výsledné povrchové struktury svarů. Na závěr je srovnáno ruční a orbitální svařování metodou TIG z technicko ekonomického hlediska. Z výsledků vyplívá, že nejmenšího vneseného tepla, nejlepších mechanických vlastností a jemné povrchové struktury se dosahuje pomocí orbitálního svařování. Nevýhodou orbitálního svařování jsou velké pořizovací náklady, obtížná transportace zařízení a nemožnost použití orbitálního svařování ve stísněných prostorech. Pro tyto důvody bude ruční svařování nadále nedílnou součástí výroby pro potravinářský, chemický a farmaceutický průmysl. 42
43 Seznam použité literatury [1] INTERO CHMELAN. INTERO Chmelan a spol, s.r.o. [online] [cit ]. Dostupné z: [2] KOUKAL, Jaroslav, Drahomír SCHWARZ a Jiří HAJDÍK. Materiály a jejich svařitelnost. 1. vyd. Ostrava: VŠB - Technická univerzita Ostrava, 2009, 240 s. ISBN [3] ASM handbook. 6th print. Materials Park: ASM International, 2003, xvi, 1299 s. ISBN [4] Materiály a jejich svařitelnost: učební texty pro kurzy svářečských inženýrů a technologů. 2., upr. vyd. Ostrava: ZEROSS, 2001, 292 s. ISBN [5] ŠENBERGER, Jaroslav Metalurgie oceli na odlitky. 1. vyd. Brno: CERM, 148 s. ISBN [6] KANDUS, Bohumil a Jaroslav KUBÍČEK. Technologie svařování a zařízení: učební texty pro kurzy svářečských inženýrů a technologů. 1. vyd. Ostrava: Zeross, 2001, 395 s. Svařování. ISBN [7] KŘÍŽ, Rudolf. Strojírenská příručka 8. svazek: V-Tváření, W- Výrobky se slinovaných prášků, X- Výrobky z plastů, Z- Svařování součástí, Z- Protikorozní ochrana materiálu. 1. vyd. Praha: Scientia, 1998, 255 s. ISBN [8] KANDUS, Bohumil a Jaroslav KUBÍČEK Technologie svařování a zařízení: učební texty pro kurzy svářečských inženýrů a technologů. 1. vyd. Ostrava: Zeross, 395 s. Svařování. ISBN [9] WIRPO. Wirpo [online]. [2015] [cit ]. Dostupné z: [10] SVARINFO. SVARINFO [online]. [2015] [cit ]. Dostupné z: [11] SIAD. SIAD [online] [cit ]. Dostupné z: [12] MESSER. Messer [online]. [2015] [cit ]. Dostupné z: [13] ČESKÁ ASOCIACE TECHNICKÝCH PLYNŮ. Česká asociace technických plynů [online] [cit ]. Dostupné z: [14] ORBITEC LTD. Orbitec [online]. Copyright 2011 [cit ]. Dostupné z: 43
44 [15] ORBITEC LTD. Orbitec [online]. Copyright 2011 [cit ]. Dostupné z: [16] STRIDH, Lars-Erik New lean duplex steels and their weldabilty.. Japan. [17] Citace.com [online]. [2011] [cit ]. Dostupné z: 44
45 Seznam symbolů A= elektrický proud [A] A= tažnost materiálu [%] F= zatěžující síla [N] I= svařovací proud [A] Ip= velikost impulsní proud [A] Iz= velikost základního proudu [A] Q= vnesené teplo [KJ/mm] Q c = vnesené teplo celkové [KJ/mm] Q i = vnesené teplo impulsního proudu [KJ/mm] Q z = vnesené teplo základního proudu [KJ/mm] Rp= smluvní mez kluzu materiálu v tahu [MPa] Rm= smluvní mez pevnosti materiálu v tahu [MPa] Tp= čas impulzního proudu [s] Tz= čas základního proudu [s] Tc= celkový čas cyklu [s] U= svařovací napětí [V] V s = svařovací rychlost [mm/s] η= účinnost přenosu tepla [-] 45
46 Přílohy Příloha č. 1: Inspekční certifikát 3.1 materiálu
47 Příloha č. 2: Inspekční certifikát 3.1 materiálu
48 Příloha č. 3 Inspekční certifikát 3.1 materiálu
49 Příloha č. 4: Trhací stroj ZD40 49
50 Příloha č. 5: Pořizovací náklady firmy INTERO Chmelan a spol. 50
51 51
52 52
53 53
54 54
55 55
56 56
57 57
58 58
59 Seznam obrázků a tabulek Seznam obrázků Obr. 1- Výrobek Intero Chmelan Obr. 2 Schaefflerův strukturní diagram Cr- Ni Obr. 3 Výsledné struktury oceli EN ISO ; , Obr. 4 Princip svařování metodou TIG [15] Obr. 5 Srovnání formovaného a neformovaného kořene svaru Obr. 6 Průtokoměr Oxy-2; firmy Orbitec [5] Obr. 7 Příklady svarové housenky Obr. 8 Ruční svařování metodou TIG Obr. 9 Svařovací zdroj Obr. 10 Řídící jednotka pro orbitální svařování Obr. 11 Otevřená orbitální hlava Obr. 12 Orbitální hlava uzavřená [14] Obr. 13 Průběh impulzního produ Obr. 14 Průběh programu STEP pro orbitální svařování Obr. 15 Výsledná svarová housenka programu STEP Obr. 16 Výsledná svarová housenka programu 1:1 Obr. 17 Výsledná svarová housenka programu 1:3 Obr. 18 Vzorek svařované trubky průměr 40 mm Obr. 19 Ukázka vzorku připraveného na trhací zkoušku Obr. 20 Metalografická bruska Obr. 21 Výsledné grafy tahových zkoušek svařených vzorků Obr. 22 Výsledný graf tahové zkoušky vzorku, svařeného orbitálním svařováním programem 1:3 Obr. 23 Výsledný graf tahové zkoušky vzorku, svařeného ručním svařováním konstantním proudem bez formování kořenové vrstvy Obr. 24 Porovnání povrchové struktury svaru 59
60 Obr. 25 Vznik oxidační vrstvy a vrstvy ochuzené o chrom Obr. 26 Porovnání tepelně ovlivněné oblasti Seznam tabulek Tab. 1 Mechanické vlastnosti oceli EN ISO Tab. 2 Chemické složení oceli EN ISO Tab. 3 Mechanické vlastnosti oceli EN ISO Tab. 4 Chemické složení oceli EN ISO Tab. 5 Mechanické vlastnosti oceli EN ISO Tab. 6 Chemické složení oceli EN ISO Tab. 7 Vyráběné wolframové elektrody a jejich příměsi Tab. 8 Čistota plynu Tab. 9 Parametry svařování během ručního svařování konstantním proudem Tab. 10 Parametry svařování během ručního svařování impulsním proudem Tab. 11 Parametry svařování během orbitálního svařování programem STEP Tab. 12 Parametry svařování během orbitálního svařování programem 1:1 Tab. 13 Parametry svařování během orbitálního svařování programem 1:3 Tab. 14 Srovnání vneseného tepla Tab. 15 Srovnání mechanických vlastností svařených vzorků Tab. 16 Vznik svarových oxidu Tab. 17 Srovnání počáteční nutné investice Tab. 18 Srovnání sériovosti 60
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG
 Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Vysokorychlostní TIG Svařování austenitické oceli metodou TIG Vypracoval: Bc. Ondřej Slabý Vedoucí práce: Ing. Karel Kovanda, Ph.D Dne: 10.4.2016 1. Úvod Cílem této experimentální práce je vyzkoušet svařování
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití.
 2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
2. Materiály a jejich charakteristiky Austenitické, duplexní, feritické, martenzitické a precipitačně vytvrzené oceli. Značení, vlastnosti a použití. Materiál Nerezové (korozivzdorné) oceli patří mezi
5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli
 SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
SVAŘOVÁNÍ KOVŮ V PRAXI část 5, díl 2, kap. 7.10.3, str. 1 5/2.7.10.3 Austenitické vysokolegované žáruvzdorné oceli Austenitické vysokolegované chrómniklové oceli obsahují min. 16,5 hm. % Cr s dostatečným
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Okruh otázek s odpověďmi pro vstupní test.
 Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Č.programu CZ.1.07/1.1.36/01.0004 Střední škola řemesel a služeb Moravské Budějovice Tovačovského sady 79, 676 02 Moravské Budějovice IČO: 00055069, tel.: 568 421 496, fax: 568 420 117 webové stránky školy:
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb B 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb B 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
Metoda TIG. Metoda TIG. Svařování TIG: Metoda & Graf výběru. Obloukové svařování metodou TIG. Svářečky pro metodu TIG. Graf výběru pro svařování TIG
 Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Svařování netavící se elektrodou v inertní atmosféře metoda TIG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
AlfaNova Celonerezové tavně spojované deskové výměníky tepla
 AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
AlfaNova Celonerezové tavně spojované deskové výměníky tepla Z extrémního žáru našich pecí přichází AlfaNova, první celonerezový výměník tepla na světě. AlfaNova odolává vysokým teplotám a ve srovnání
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC
 Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Sborník str. 392-400 ZKOUŠKY MIKROLEGOVANÝCH OCELÍ DOMEX 700MC Antonín Kříž Výzkumné centrum kolejových vozidel, ZČU v Plzni,Univerzitní 22, 306 14, Česká republika, kriz@kmm.zcu.cz Požadavky kladené dnešními
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Další poznatky o kovových materiálech pro konstruování
 Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Příloha č. 3 Další poznatky o kovových materiálech pro konstruování Definice oceli podle ČSN EN 10020 (42 0002): [Kříž 2011, s.44] Oceli (ke tváření) jsou kovové materiály, jejichž hmotnostní podíl železa
Druhy ocelí, legující prvky
 1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
1 Oceli druhy, použití Ocel je technické kujné železo s obsahem maximálně 2% uhlíku, další příměsi jsou křemík, mangan, síra, fosfor. Poslední dva jmenované prvky jsou nežádoucí, zhoršují kvalitu oceli.
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu
 Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Korozivzdorná ocel: uplatnění v oblasti spojovacího materiálu 1. Obecné informace Korozivzdorná ocel neboli nerezivějící ocel či nerez je označení pro velkou skupinu ušlechtilých ocelí, které mají stejnou
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ
 VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
VYSOKOVÝKONOVÉ LASEROVÉ ROBOTIZOVANÉ PRACOVIŠTĚ KULIČKOVÉ ŠROUBY KUŘIM, a.s. Vždy máme řešení! Courtesy of Trumpf Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Rozdělení ocelí podle použití. Konstrukční, nástrojové
 Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
Rozdělení ocelí podle použití Konstrukční, nástrojové Rozdělení ocelí podle použití Podle použití oceli: Konstrukční (uhlíkové, legované), nástrojové (uhlíkové, legované). Konstrukční oceli uplatnění pro
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
SVAŘITELNOST MATERIÁLU
 1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŽENÝRSTVÍ Doc.Ing,Oldřich Ambrož,CSc SVAŘITELNOST MATERIÁLU UČEBNÍ TEXTY KOMBINOVANÉHO BAKALAŘSKÉHO STUDIA 2 U Č E B N Í O S N O V A Předmět: SVAŘITELNOST
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
OK SFA/AWS A 5.11: (NiTi3)
") OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
OK 92.05 SFA/AWS A 5.11: EN ISO 14172: E Ni-1 E Ni2061 (NiTi3) Obalená elektroda, určená ke svařování tvářených i litých dílů z čistého niklu. Lze použít i pro heterogenní svary rozdílných kovů jako niklu
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012
 Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
Vladislav OCHODEK VŠB TU Ostrava Katedra mechanické technologie ústav svařování Vl. Ochodek 3/2012 Stanovení teploty předehřevu osnova Teplota předehřevu-definice Trhliny za studena - vliv Tp na teplotní
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008. Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika
 TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
TEPELNÉ ZPRACOVÁNÍ KONSTRUKČNÍCH OCELÍ SVOČ - 2008 Jana Martínková, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRAKT Práce obsahuje charakteristiku konstrukčních ocelí
NEREZOVÁ OCEL PRAKTICKÁ PŘÍRUČKA
 NEREZOVÁ OCEL PRAKTICKÁ PŘÍRUČKA 1. DRUHY OCELI A JEJICH VLASTNOSTI 2. DRUHY KOROZE NEREZOVÉ OCELI 3. NEREZOVÁ OCEL U BAZÉNOVÝCH INSTALACÍ 4. KOROZE NEREZOVÉ OCELI 5. PRAKTICKÉ RADY PRO POUŽITÍ NEREZOVÉ
NEREZOVÁ OCEL PRAKTICKÁ PŘÍRUČKA 1. DRUHY OCELI A JEJICH VLASTNOSTI 2. DRUHY KOROZE NEREZOVÉ OCELI 3. NEREZOVÁ OCEL U BAZÉNOVÝCH INSTALACÍ 4. KOROZE NEREZOVÉ OCELI 5. PRAKTICKÉ RADY PRO POUŽITÍ NEREZOVÉ
TECHNOLOGIE I. Autoři přednášky: prof. Ing. Iva NOVÁ, CSc. Ing. Jiří MACHUTA, Ph.D. Pracoviště: TUL FS, Katedra strojírenské technologie
 TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
TECHNOLOGIE I : Technologičnost konstrukce svařenců, rozdíl v konstrukci odlitku a svařence, materiály pro svařenec, materiály pro odlitky, vlastnosti materiálů pro svařenec. Autoři přednášky: prof. Ing.
Nauka o materiálu. Přednáška č.11 Neželezné kovy a jejich slitiny
 Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Nauka o materiálu Rozdělení neželezných kovů a slitin Jako kritérium pro rozdělení do skupin se volí teplota tání s př přihlédnutím na další vlastnosti (hustota, chemická stálost..) Neželezné kovy s nízkou
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr
 Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Heterogenní spoje v energetice, zejména se zaměřením na svařování martenzitických ocelí s rozdílným obsahem Cr Petr Hrachovina, Böhler Uddeholm CZ s.r.o., phrachovina@bohler-uddeholm.cz O svařování heterogenních
Výrobní způsob Výrobní postup Dodávaný stav Způsob Symbol Výchozí materiál Skružování Svařování pod. (Za tepla) válcovaný Skružování za
 válcovaný Skružování za") Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
Svařované ocelové trubky pro tlakové nádoby a zařízení Technické dodací podmínky Část 5: Pod tavidlem obloukově svařované trubky z nelegovaných a legovaných ocelí se zaručenými vlastnostmi při zvýšených
Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování.
 Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Svařování plamenem Svařování plamenem nebo plamenové svařování patří mezi tavné metody svařování. Využívá teplo dodávané spalováním směsi hořlavého plynu a kyslíku pro natavení svarových ploch a roztavení
Díly forem. Vložky forem Jádra Vtokové dílce Trysky Vyhazovače (nitridované) tlakové písty, tlakové komory (normálně nitridované) V 0,4
 tlakové písty, tlakové komory (normálně nitridované) V 0,4") 1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
1 VIDAR SUPREME 2 Charakteristika VIDAR SUPREME je Cr-Mo-V legovaná ocel pro práci za tepla, pro kterou jsou charakteristické tyto vlastnosti: Velmi dobrá odolnost proti náhlým změnám teploty a tvoření
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE
 ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie Porovnání ochranných plynů při TIG svařování Influence of shielding gases on TIG welding Bakalářská práce Studijní program:
ČESKÉ VYSOKÉ UČENÍ TECHNICKÉ V PRAZE FAKULTA STROJNÍ Ústav strojírenské technologie Porovnání ochranných plynů při TIG svařování Influence of shielding gases on TIG welding Bakalářská práce Studijní program:
CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH 0,02 % 15,00 % 4,75 % 3,50 %
 CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
CSM 21 Vysoce pevná, martenziticky vytvrditelná korozivzdorná ocel. CSM 21 je označení ROBERT ZAPP WERKSTOFFTECHNIK GmbH SMĚRNÉ CHEMICKÉ SLOŽENÍ C Cr Ni Cu 0,02 % 15,00 % 4,75 % 3,50 % CSM 21 je precipitačně
Úvod. Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství.
 Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Laserové kalení Úvod Povrchové vlastnosti jako jsou koroze, oxidace, tření, únava, abraze jsou často vylepšovány různými technologiemi povrchového inženýrství. poslední době se začínají komerčně prosazovat
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
E-B 420. SFA/AWS A 5.4: E EN 1600: (E Z 19 9 Nb 2 2*)
") E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
E-B 420 SFA/AWS A 5.4: E 347-15 EN 1600: (E Z 19 9 Nb 2 2*) Pro svařování zařízení ze stabilizovaných ocelí podobného chemického složení do teploty 400 C. Velmi rozšířený druh elektrody používaný i pro
Obsah KAPITOLY. 1 Svařované nerezové trubky 4-6. 2 Čtyřhranné a obdélníkové svařované trubky 7-9. 3 Bezešvé trubky 10-14.
 KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
KATALOG PRODUKTŮ Obsah KAPITOLY listy 1 Svařované nerezové trubky 4-6 2 Čtyřhranné a obdélníkové svařované trubky 7-9 3 Bezešvé trubky 10-14 4 Duté tyče 15-16 5 Tyčové materiály 17-22 6 Nerezové potrubí
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Strana 5, kap. 10, zařazen nový článek (navazující bude přečíslován)
") OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. Označení a název opravovaného ČOS 343906, 1. vydání Svařování. Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí 2. Oprava č. 1 Část č. 1 Původní
Speciální metody obrábění
 Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
Předmět: Ročník: Vytvořil: Datum: Základy výroby druhý M. Geistová 6. září 2012 Název zpracovaného celku: Speciální metody obrábění Speciální metody obrábění Použití: je to většinou výkonné beztřískové
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
Nikl a jeho slitiny. Ing. David Hrstka, Ph.D. -IWE
 Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
Nikl a jeho slitiny Ing. David Hrstka, Ph.D. -IWE NIKL A JEHO SLITINY Nikl je drahý feromagnetický kov s velmi dobrou korozní odolností. Podle pevnosti by patřil spíš do skupiny střední (400 450 MPa),
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém
 Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém") Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém průmyslu často jediné možné řešení z hlediska provozu
Korozivzdorné oceli jako konstrukční materiály (1. díl) Využití korozivzdorných ocelí jako konstrukčního materiálu představuje zejména v chemickém průmyslu často jediné možné řešení z hlediska provozu
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ
 Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Předmět: Ročník: Vytvořil: Datum: STROJÍRENSKÁ TECHNOLOGIE TŘETÍ JANA ŠPUNDOVÁ 06.04.2014 Název zpracovaného celku: SPECIÁLNÍ METODY OBRÁBĚNÍ SPECIÁLNÍ METODY OBRÁBĚNÍ Používají se pro obrábění těžkoobrobitelných
Svařování plazmovým obloukem
 Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
Svařování plazmovým obloukem doc. Ing. Drahomír Schwarz, CSc. ČSÚ, s.r.o., Ostrava doc. Ing. Ivo Hlavatý, CSc. VŠB TU Ostrava, www.csuostrava.eu technologie svařování 1. Úvod Svařování plazmou (PAW Plasma
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Technický list. Ochranný profil (nerez)
") www.havos.cz Technický list Výrobce: HAVOS s.r.o. Kateřinská 495 463 03, Stráž nad Nisou. e-mail: havos@havos.cz IČO: 25046110 Ochranný profil (nerez) Základní materiálové složení Technologie výroby: tváření
www.havos.cz Technický list Výrobce: HAVOS s.r.o. Kateřinská 495 463 03, Stráž nad Nisou. e-mail: havos@havos.cz IČO: 25046110 Ochranný profil (nerez) Základní materiálové složení Technologie výroby: tváření
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OK AUTROD 1070 (OK AUTROD 18.01)
") OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
OK AUTROD 1070 (OK AUTROD 18.01) EN ISO 18273: S Al 1070 (Al99,7) SFA/AWS (ER1070) OK Autrod 1070 je svařovací drát vysoké čistoty, určený pro svařování trubek malých průměrů a tenkých plechů z čistého
 ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY.
 PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování
PŘÍDAVNÉ MATERIÁLY OERLIKON- NOVINKY. Ing.Jan Veverka,OMNITECH spol. s r.o. Ing.Schlixbier Air Liquide Welding Cz spol. s r.o. 1.1.Nová generace bezešvých trubičkových drátů a nerezových elektrod pro svařování