TECHNOLOGIE II ČÁST SVAŘOVÁNÍ -1
|
|
|
- Ján Bezucha
- před 6 lety
- Počet zobrazení:
Transkript

1 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FAKULTA STROJNÍHO INŢENÝRSTVÍ Odbor svařování a povrchových úprav Sylabus přednášek TECHNOLOGIE II ČÁST SVAŘOVÁNÍ -1 Autor: Jaroslav KUBÍČEK
2 TEORIE VZNIKU SVAROVÉHO SPOJE Svařováním kovů a jejich slitin je definováno jako nerozebíratelná spojení s využitím tepelné, mechanické nebo radiační energie. Spojení nastane působením meziatomových sil, a adhezních vazeb na teplem nebo tlakem aktivovaných kontaktních plochách. Pevné látky mohou mít různý typ vazby, která odpovídá různým typům rozložení elektronů a iontů. Ionty jsou v atomu uspořádány tak, aby potenciální energie krystalu byla co možná nejmenší. Základem je mrak valenčních elektronů, které mohou volně přecházet od atomu k atomu. Ke kovové vazbě tedy dochází, pokud přitažlivé síly mezi kovovými ionty a elektronovým mrakem převyšují odpudivé síly elektronů v tomto mraku. Ionty jsou uspořádány podle přesně definovaného rozložení, podle něhož v pevných látkách existují mezi ionty síly přitažlivé a odpudivé. Proces svařování vyžaduje aktivaci kontaktních ploch, tj. dodání energie aktivace pro překonání bariery potenciální energie povrchových atomů Pro svařování lze použít následující formy aktivační energie: termická aktivace - tavné svařování pružné a plastické deformace mechanická aktivace tlakové svařování fotonové, elektronové nebo iontové ozáření radiační aktivace - tavné svařování
3 Wo potenciální energie nutná pro změnu polohy iontu uvnitř krystalu Wp vliv povrchu krystalu na velikost potenciální energie (energie nutná pro změnu polohy iontu) Wr potenciální energie na rozhraní fází Obr. 1 Energetické bariéry potenciální energie.

4 Vícevrstvý svar- tavné svařování
5 Rozdělení metod svařování Rozdělení metod svařování je uvedeno v normě ČSN EN ISO U kaţdé metody svařování je v kulaté závorce uvedeno i číselné označení metody svařování, tak jak je toto označení metody svařování uvedeno v dalších materiálech u svařování, např. u WPS technologické postupy, označování zkoušek svářečů apod. A) Metody tavného svařování(0) Svařování elektrickým obloukem (1) Ruční obloukové svařování obalenou elektrodou (111) Pod tavidlem(12) Obloukové svařování v ochranné atmosféře(13) Obloukové svařování tavící se elektrodou v inertním plynu-mig (131) Obloukové svařování tavící se elektrodou v aktívním plynu-mag(135) Obloukové svařování plněnou elektrodou v aktívním plynu (136) Obloukové svařování plněnou elektrodou v inertním plynu(137) Obloukové svařování netavící se elektrodou v ochranné atmosféře inertního plynu-wig (141)
6 Svařování plazmové(15) Svařování plazmové MIG svařování(151) Svařování magneticky ovládaným obloukem(185) Elektronové svařování (76) Plamenové svařování(3) a)kyslíko-acetylenové svařování(311) b)kyslíko-vodíkové svařování(313) Svařování slévárenské Svařování světelným zářením(75) Laserové svařování(751) Aluminotermické svařování(71) Elektroplynové svařování(73) Indukční svařování(74)
7 B) Metody tlakového svařování(4) Tlakové svařování za studena(48) Odporové svařování(2) a) stykové ) stlačovací stykové svařování(25) ) odtavovací stykové svařování(24) b) přeplátováním ) bodové odporové svařování(21) ) švové odporové svařování(22) δ) výstupkové(23) ε) vysokofrekvenční odporové svařování(291) Svařování indukční(74) Svařování v ohni a) kovářské svařování(43) b) tlakové svařování s plamenovým ohřevem(47) Třecí svařování(42) Ultrazvukové svařování(41) Výbuchové svařování(44)
8 Polohy svařování dle ČSN EN ISO 6947 Svařování a příbuzné procesy Polohy svařování. Plechy: PA - poloha vodorovná shora, PB - poloha vodorovná šikmo shora, PC - poloha vodorovná, PD - poloha vodorovná šikmo nad hlavou, PE - poloha vodorovná nad hlavou, PF - poloha svislá nahoru, PG - poloha svislá dolů. Trubky: PH - svařování trubky zdola nahoru, PJ - svařování trubky shora dolu, PK - orbitální svařování trubek nebo trubka-plech, H-L045- svařování trubky v šikmé poloze 45 zespodu nahoru, J-L045- svařování trubky v šikmé poloze 45 shora dolů.
9 TAVNÉ SVAŘOVÁNÍ METODY VYUŢÍVAJÍCÍ TEPLO CHEMICKÉ REAKCE PLAMENOVÉ SVAŘOVÁNÍ Zdrojem tepla při plamenovém svařování je chemická energie, která vznikne hořením směsi okysličujícího a hořlavého plynu. Parametry zdroje tepla plamene se řídí použitými plyny. U kyslíko-acetylenového plamene je: maximální teplota plamene 3150 C nejmenší plocha ohřevu cm 2 hustota energie W.cm -2
10 Kyslíko acetylenový plamen. Tento plamen se podle poměru kyslíku a acetylenu dělí na následující druhy: neutrální, poměr O 2 : C 2 H 2 = 1 až 1,2 redukční, poměr O 2 : C 2 H 2 1 oxidační, poměr O 2 : C 2 H 2 >1,2 V neutrálním plameni je svařovací plamen ostře ohraničen a září oslnivě bíle. Neutrálním plamenem se obvykle svařuje ocel.


11 Kyslíko-acetylenový plamen I. 2C 2 H 2 + 2O 2 = 4CO + 2H ,2 kj.m -3 II. 2CO + 2H 2 + 3O 2 = 4CO 2 + 2H 2 O ,2 kj.m -3 Oxidační oblast Acetylen + kyslík z hadice Redukční oblast ~3150 C Kyslík z okolního vzduchu tryska Jádro plamene Chvost plamene C 2 H 2 O 2 O 2 11
12 DRUHY PLAMENŮ

13 Svařování plamenem rovinné
14 DRUHY PLAMENŮ Neutrální plamen se v praxi používá pro svařování ocelí slitin niklu,mědi a dále pro nahřívací plamen při řezání kyslíkem. Plamen s přebytkem acetylenu (přebytek acetylenu 5 až 15%) se používá pro svařování hliníku, hořčíku a jejich slitin, k navařování tvrdokovů a k cementování plamenem.přebytek acetylenu v plameni lze také určit podle délek svítících kuželů. Plamen s přebytkem kyslíku (přebytek kyslíku 5 až 20%) se používá pro svařování mosazi a bronzů.
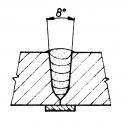
15 Svařování vpřed - tupý V svar Vedení hořáku a drátu: 1- tenké plechy, 2- svar I do 4mm, 3- svar V do 8mm, 4- svar V nad 8mm, 5 nesprávné vedení hořáku
16 svařování vzad tupý V svar
17 Rovnání plamenem
18 ALUMINOTERMICKÉ SVAŘOVÁNÍ Aluminotermické svařování využívá jako zdroje tepla aluminoexotermické reakce, která je svou povahou a tepelným zabarvením exotermickou reakcí. Při aluminotermickém svařování probíhá redukce oxidu železa hliníkem, přičemž získáme vysoko přehřátý kov se značným tepelným obsahem. Tento získaný kov slouží jednak jako zdroj tepla pro svařování a jednak jako přídavný materiál (svarový kov) pro svarový spoj. Pro vlastní svařování se v praxi používá aluminotermická dávka, která obsahuje: oxidy kovů přídavného materiálu, hliník, legující přísady. Zápalná teplota směsi je 800 až 1100 C a délka trvání reakce je několik vteřin. Výtěžnost aluminotermické dávky je v případě oceli přibližně 50% ocele a 50% strusky. Teplota vyredukovaného kovu je asi 2100 až 2200 C. Pro aluminotermické svařování oceli lze použít do aluminotermické dávky jeden ze tří oxidů, které tvoří železo. V případě použití oxidu železitého (Fe 2 O 3 ) proběhne následující exotermická reakce: Fe 2 O 3 + 2Al = Al 2 O 3 + 2Fe + (teplo) 1 kg 476g 524g 3550kJ

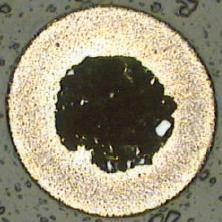
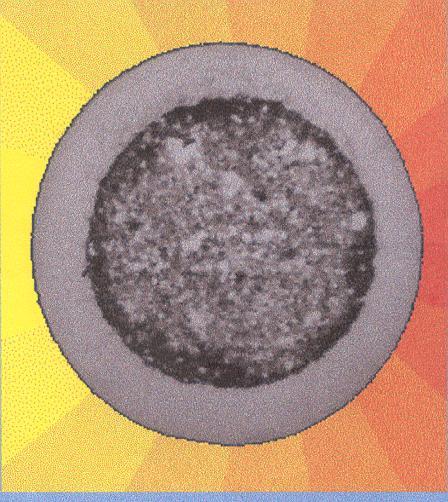
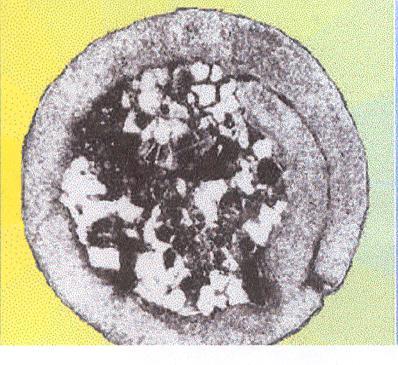
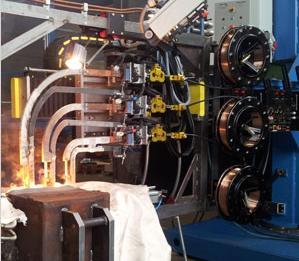
19 ALUMINOTERMICKÉ SVAŘOVÁNÍ KOLEJNIC

20

21


22
23 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM ELEKTRICKÝ OBLOUK Pro běžné metody svařování je charakteristické napětí U = 10 50V na oblouku a svařovací proud v rozmezí I = A. Části elektrického oblouku


24 Princip disociace a ionizace Molekula REKOMBINACE J/ atom DISOCIACE J/ atom Plazma

25 Ionizovaný plyn + iont iont + iont elektron elektron elektron iont elektron + elektron + iont iont + elektron + iont

26 Tepelné účinky oblouku- tepelná bilance Mechanické účinky tlak plazmatu Síly působící v oblouku na kapku kovu Povrchové napětí Tlak par Elektromagnetická síla Gravitační síla Hydrodynamická síla
 6 500 9 000 C, MIG/MAG 8 000 15 000 C.")
27 Teploty v elektrickém oblouku - Maximální teploty oblouku jsou ve středu sloupce oblouku a k okraji postupně klesají, přičemž nejvyšší teplota je těsně pod katodovou skvrnou, kde dosahuje až C. Obalená elektroda C, Pod tavidlem C, TIG (WIG) C, MIG/MAG C. +

28 VLIV FREKVENCE TRANSFORMACE NA VELIKOST TRANSFORMÁTORU

29 SCHÉMA INVERTORU

30


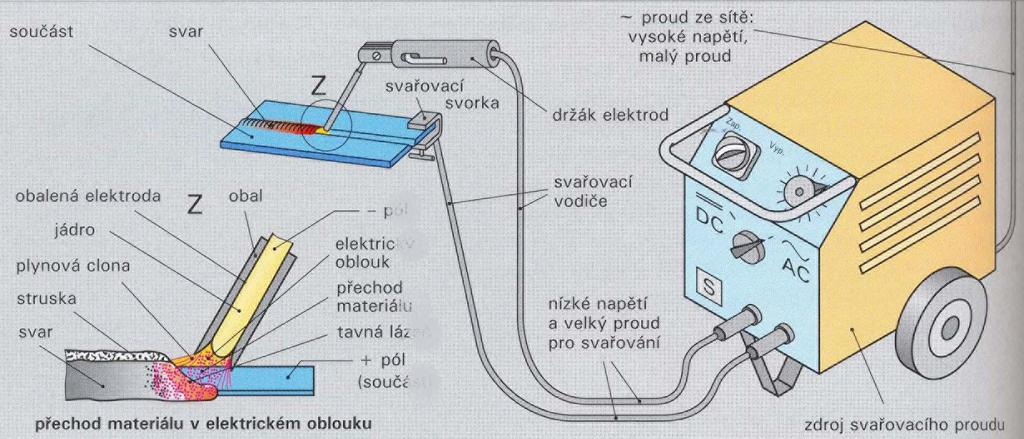
31 SVAŘOVÁNÍ RUČNÍ OBALENOU ELEKTRODOU 111.

32
33
34 V A charakteristika zdroje a oblouku P pracovní bod, Z zápalný bod
 a z obalu elektrody.")
35 Svařovací elektrody Elektrody se skládají z jádra (složení jádra pro jednu skupinu ocelí stejné) a z obalu elektrody. Jádro elektrody tvoří drát průměru 1,6 2,0 2,5 3,2 4,0 5,0 a 6,3 mm.
36 Funkce obalu elektrod: - funkce plynotvorná -při hoření oblouku vznikají z obalu kouře a plyny, které vytvářejí druh ochranné atmosféry a brání přístupu vzdušného kyslíku a dusíku ke svarové lázni, např.celulosa, tepelný rozklad CaCO 3 na CO 2 a CaO, - funkce ionizační - slouží v obalu pro usnadnění zapalovaní a hoření oblouku, např. soli alkalických kovů K a Na, - funkce metalurgická rafinace (snížení P a S) pomocí CaO se váže síra na CaS a manganem se váže na MnS, desoxidace (snížení O 2 ) pomocí prvků s vyšší afinitou ke kyslíku jako má Fe, např.:mn,si,ti, Al. Vznikají oxidy MnO, SiO 2,,které vyplouvají do strusky. a legování ( především prvků náchylných k propalu Cr,Mo,Ti,Ni,V atd.)
37 Podle sloţení obalu rozdělujeme elektrody na: - stabilizační S, - rutilové označení R, - rutil-celulozové označení RC, - rutil-kyselé označení RA, - rutil- bazické označení RB, - tlustostěnné rutilové označení RR, - kyselé označení A, - bazické označení B, - celulosové C,
38 Druhy obalů dle chemického sloţení Kyselý - obsahuje Fe a Mn rudy, křemičitany, SiO 2 komponenty s kyselou reakcí - vhodné pro střídavý i stejnosměrný (-) svařovací proud - snášejí vysoké proudové zatížení vysoký odtavovací výkon a velký průvar - zhoršené operativní vlastnosti pro svařování v polohách - svar. kov náchylný na vznik krystalických trhlin Bazický - obsahuje Vápenec, Kazivec, Mramor, CaO, MgO, Fe prášek zásadité reakce - nejpoužívanější elektrody zaručují svarový kov vysoké celistvosti a nejlepší plastické vlastnosti dynamicky zatížené konstrukce - vhodné pro stejnosměrný proud (+) jinak oblouk hoří nestabilně - vysoká rafinační schopnost strusky vysoká čistota svarového kovu - hustá struska umožňuje svařování v polohách - formování svaru je horší, výkonové vlastnosti nižší - tavením obalu vznikají zdraví škodlivé plyny nutné odsávání - nevýhodou obalu je schopnost pohlcovat vlhkost nutné vysoušení
39 Rutilový - obsahují jako základní složku TiO 2 oxid titaničitý (rutil) - vhodné pro svařování střídavým i stejnosměrným (+) proudem - vyznačují se velmi dobrými svařovacími schopnostmi, svarový kov má jen o málo menší pevnostní a plastické vlastnosti než bazický obal - rutilové elektrody jsou schopné překlenout i větší mezery - montáže - svařovací proces má požadovanou stabilitu ve všech polohách Organický - obsahují Celulózu, škrob, rašelinu - význam mají při ochraně svarové lázně před okolní atmosférou - obal produkuje hodně plynů, ale málo strusky kombinované obaly : - rutil - organický - rutil - kyselý - rutil - bazický
40 Nastavení svařovacího proudu Svařovací proud může svářeč nastavit podle údajů výrobce elektrod. Nemá-li k dispozici údaje o velikosti svařovacího proudu může použít následujících empirických údajů: - pro elektrody s kyselým a rutilovým obalem činí svařovací proud I(A) I = (40 až 55).d - pro elektrody s bazickým obalem činí svařovací proud I(A) I = (35 až 50).d kde d - je průměr jádra elektrody

41 Vyuţití metody 111 Stavby budov, mostních konstrukcí, lodí, těžních plošin, armovacích ocelových prutů do betonu. Svařování plynovodů a ropovodů v liniové části i regulačních stanicích. Navařování v renovacích. Tlakové nádoby. Drobné zámečnické práce.
42 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH.
43 WIG Wolfram Inert Gas (něm.) Svařování netavící se wolframovou elektrodou v inertním plynu. V angličtině je metoda označená zkratkou TIG Tungsten IG. MIG Metal Inert Gas ( něm.) Svařování tavící se kovovou elektrodou v inertním plynu. MAG Metal Activ Gas (něm.) Svařování tavící se kovovou elektrodou v aktivním plynu.
44 PRINCIP SVAŘOVÁNÍ WIG ( TIG) 141.



45 Přídavný materiál Ochranný plyn Plynová hubice Netavící se wolframová elektroda El. oblouk Základní matriál Tavná lázeň Svarový kov

46
47 Svařování WIG má proti jiným metodám tavného svařování tyto metalurgické a technologické výhody: -inertní plyn zabezpečuje efektivní ochranu svarové lázně a přehřáté oblasti základního materiálu před účinky vzdušného kyslíku, -inertní plyn zabraňuje propalu prvků a tím i vzniku strusky - výsledkem je čistý povrch svaru, -vytváří velmi příznivé formování svarové housenky na straně povrchu i kořenové části svaru, -nevyžaduje použití tavidel, ale lze je použít, -vytváří elektrický oblouk vysoké stability v širokém rozsahu svařovacích proudů,
48 - zajišťuje vysokou operativnost při svařování v polohách, - zabezpečuje svary vysoké celistvosti i na materiálech náchylných na naplynění a oxidaci při zvýšených teplotách, - jednoduchá obsluha a přesná regulace parametrů svařování, - svarová lázeň je viditelná a snadno ovladatelná, - možnost velmi přesného dávkování množství tepla vneseného do svaru, -svařovací oblouk je velmi flexibilní jeho tvar a směr lze snadno ovládat magnetickým polem. Nevýhody TIG: - větší tepelné ovlivnění i deformace než MIG/MAG metoda - ekonomicky nevýhodné
49 Svařování WIG se pouţívá v těchto oblastech: svařované konstrukce z vysokolegovaných ocelí pro chemický, farmaceutický a potravinářský průmysl, klasickou i jadernou energetiku žárupevné a žáruvzdorné oceli pro stavbu kotlů, tepelných výměníků a pecí titanové a speciální slitiny v oblasti výroby letadel a kosmické techniky svařování hliníkových slitin v oblasti dopravní techniky i všeobecného strojírenství.

50 Ovládací panel

51 Druhy svařovacího proudu Stejnosměrný proud Wolframová elektroda Ochranný plyn Střídavý proud El. oblouk Tok elektronů Pouţití pro : Ocel, CrNi oceli, Měď Pouţití pro : Hliník a jeho slitiny
52 Svařování stejnosměrným proudem. Svařování stejnosměrným proudem s přímou polaritou se pouţívá pro spojování všech typů ocelí, mědi, niklu, titanu a jejich slitin. Při tomto zapojení je elektroda připojená k zápornému pólu zdroje a svařovaný materiál na kladný ( přímé zapojení ). Rozdělení tepla oblouku je nerovnoměrné a přibližně 1/3 tepla připadá na elektrodu a 2/3 celkového tepla se přenáší do základního materiálu.
53 Svařování střídavým proudem. Svařování střídavým proudem se používá z důvodu čistícího účinku, při kladné polaritě elektrody na svařování hliníku, hořčíku a jejich slitin. Výrazným problémem při svařování hliníku je vrstva oxidu hlinitého, která chrání za běžných podmínek hliník proti další oxidaci. Vrstvička Al 2 O 3 má však vysokou teplotu tavení 2050 C a brání spojení tavné lázně.
54 Čistící účinek vzniká při zapojení elektrody na kladný pól zdroje. Na základním materiálu se vytvoří katodová skvrna, která není stabilní a pohybuje se na místa pokrytá oxidy. Tato místa mají nižší emisní energií pro emisi elektronů a po zasažení katodovou skvrnou se oxidy snadněji odpaří. Druhá forma čistícího účinku se projevuje při rozložení argonu na kladné ionty a elektrony. Argonové ionty o relativně vysoké hmotnosti, které jsou urychlené směrem k tavné lázni, působí na oxidy mechanickým účinkem. Dynamickým účinkem tohoto proudu dochází ke stažení vrstvy oxidu k okraji svarové lázně. Při kladném zapojení elektrody vzniká pouze malý závar. Vysoká hloubka závaru se dosahuje při zapojení elektrody na záporném pólu zdroje, kdy a do tavné lázně dopadají urychlené elektrony. Poměr kladné a záporné periody lze měnit funkcí balance.


55 Čisticí účinek TIG střídavého proudu Kinetická energie iontů plynu argonu + a helia + Argon I = 180 A U = 18 V Helium I = 180 A U = 27 V TIG svařování AlMg3 střídavým proudem WT 20, Ø 4,0 mm v S = 25 cm/min
56 Svařování impulsním proudem. Impulsní svařování je nejnovější variantou WIG svařování, při kterém se intenzita proudu mění pravidelně s časem mezi dvěma proudovými hladinami a to základním proudem Iz a impulsním proudem Ip

57 Svařovací proud Pulzní proud Špičkový proud Doba cyklu Čas pulzu Základní proud Čas Svar zhotovený v pulzním reţimu
58 Výhody impulsního svařování: lepší celistvost, mechanické a plastické vlastnosti svarů snížení tepelného ovlivnění materiálu a tím menší deformace velmi dobré formování a vzhled svarové housenky snížení náchylnosti svarů na vznik mezikrystalické koroze u vysokolegovaných ocelí výhodný průřez svaru možnost svařování plechů tl. 0,5 až 5 mm bez použití podložek široká oblast regulace svařovacího proudu
59 NETAVÍCÍ SE WOLFRAMOVÉ ELEKTRODY. Netavící se elektrody používané při svařovaní WIG se vyrábějí ze spékaného wolframu, který má teplotu tavení 3380 C, teplotu varu 5700 C, měrný elektrický odpor 5, ohmů a hustotu 19,1 g cm -3. Elektrody se vyrábějí čisté bez příměsí o čistotě 99,9 % W, nebo legované oxidy kovů thoria (Th), lanthanu (La), ceru (Ce), zirkonu (Zr) nebo ytria (Y), které jsou v elektrodě rovnoměrně rozptýleny. Přísada oxidů snižuje teplotu ohřevu elektrody o 1000 C, zvyšuje životnost, zlepšuje se zapalování oblouku a jeho stabilitu díky zvýšené emisi elektronů.
60 Značení a sloţení wolframových elektrod Označení elektrody Barva Legování WP zelená čistý wolfram 99,8% WT 10 Ţlutá thorium 1% ThO 2 WT 20 Červená thorium 2% ThO 2 WT 30 Fialová thorium 3% ThO 2 WT 40 oranţová thorium 4% ThO 2 WC 20 šedá cerium 2,0% CeO 2 WL 10 černáá lanthan 1,0% LaO 2 WL 15 zlatá lanthan 1,5 % LaO 2 WL 20 modrá lanthan 2,0% LaO 2 WZ 08 bílá zirkon 0,8% ZrO 2


61 Správná úprava wolframových elektrod Nízká proudová zátěţ Vysoká proudová zátěţ

62 Ochranné plyny
63 Ochranné inertní plyny. Ochranné plyny zabezpečují ochranu netavící se elektrody, svarové lázně a její okolí proti vlivům okolního vzduchu, především proti oxidaci a naplynění. Současně vytvářejí příznivé podmínky pro zapálení oblouku a jeho stabilitu, přenos tepla do svaru i jeho tvarování. Argon. Argon (Ar ) je jednoatomový plyn, bezbarvý, bez chuti a zápachu, který je inertní a nevytváří se žádným prvkem chemické sloučeniny. Vyrábí se destilací zkapalněného vzduchu, kde teplota varu argonu při atmosférickém tlaku je 185,8 C. Ve vzduchu je argonu 0,934%. Argon má malou tepelnou vodivost a relativně nízký ionizační potenciál 15,8 ev. Z těchto důvodů se oblouk v argonu dobře zapaluje, má vysokou stabilitu i při relativně velké délce, umožňuje vysokou proudovou zatížitelnost a sloupec oblouku dosahuje vysokých teplot.
64 Helium. Helium ( He ) je jednoatomový inertní plyn, bez barvy a zápachu. Vyrábí se separací z některých druhů zemního plynu, kde se He vyskytuje v množství kolem 1%. Helium je velmi lehký plyn s hustotou 0,178 kg.m -3 a tato skutečnost snižuje efektivitu plynové ochrany a proto vyžaduje pro dokonalou ochranu svaru vyšší průtok plynu. Helium má podstatně vyšší tepelnou vodivost než argon. Ionizační potenciál helia 24,6 ev je také vyšší než u argonu a proto se oblouk špatně zapaluje a je nestabilní při větší délce oblouku. Diky vysoké tepelné vodivosti je přenos tepla v oblouku velmi vysoký a proto se směsi s heliem používají pro svařování materiálů s vysokou tepelnou vodivostí větších tloušťek především hliníku a mědi včetně jejich slitin.
65 Směsi argonu a helia. Směsi argonu a helia tvoří samostatnou skupinu inertních plynů.ve směsi jsou spojeny výhodné vlastnosti obou plynů a pro svařování WIG se nejčastěji požívají tyto kombinace 70% Ar + 30% He, Ar-He 50/50, 30%Ar + 70% He.
66 ARGON OXID UHLIČITÝ HELIUM VODÍK DUSÍK KYSLÍK HUSTOTA (vzduch = 1) Srovnání hustoty plynů 1,8 1,6 1,53 1,4 1,2 1 1,28 0,967 1,105 0,8 0,6 0,4 0,2 0,1369 0,0695 0
67 Přídavné materiály. Přídavné materiály plní při svařování metodou WIG několik funkcí: doplnit objem svarového kovu a vytvořit svar požadovaného tvaru a průřezu, legovat svarový kov přísadami, které zlepšují užitné vlastnosti svaru, dodat do svarového kovu přísady, které zajišťují desoxidaci, odplynění a příznivě ovlivňují metalurgické děje ve svarovém kovu, zlepšit formování svaru, smáčení svarových ploch a operativnost při svařování v polohách.
68 PŘÍKLAD OZNAČENÍ PŘÍDAVNÉHO MATERIÁLU: TYČ EN ISO 636 W 46 3 W3Si1 ISO 636 = číslo normy W 46 3 W3Si1 = svarový kov/drát pro obloukové svařování wolframovou elektrodou v inertním plynu = pevnost a tažnost dle příslušné tabulky (mez kluzu 460 MPa) = nárazová práce (47 J při 30 C) = chemické složení dle příslušní tabulky.
69 Ruční svařování

70


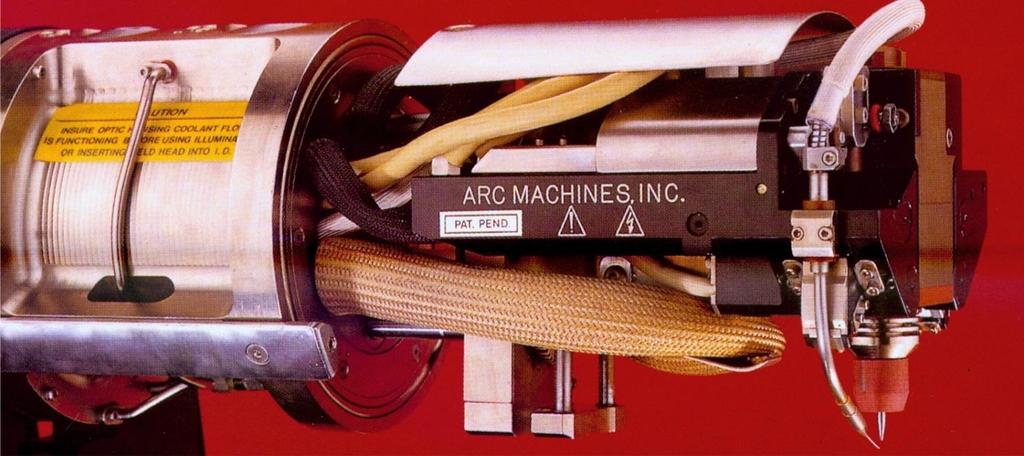
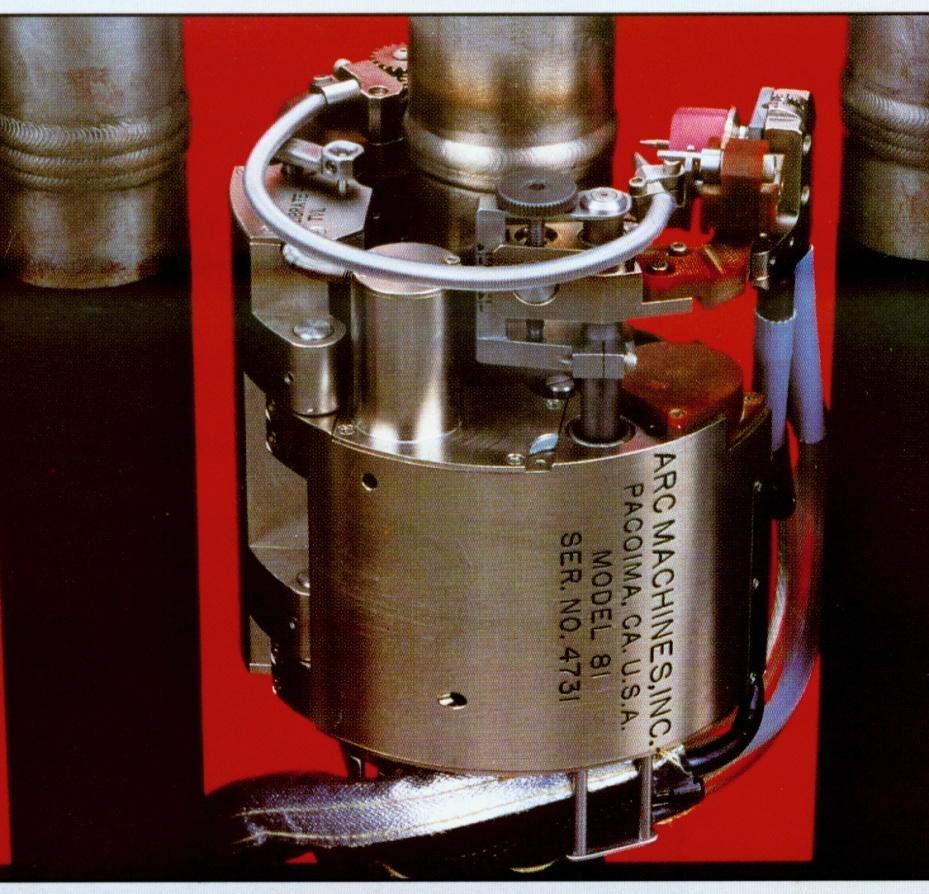
71 TIG - mechanizace Přivařování trubek do trubkovnice

72 Strojní svařování
73
74
75 Princip svařování metodou MIG/MAG

76 MIG Metal Inert Gas Svařování tavící se kovovou elektrodou v inertním plynu. MAG Metal Activ Gas Svařování tavící se kovovou elektrodou v aktivním plynu.


77 Plynová hubice Kovová tavící se elektroda Kontaktní průvlak Základní materiál Tavná lázeň Ochranný plyn El. oblouk Hotový svar
78 Metoda svařování MIG/MAG se vyznačuje těmito výhodami: svařování ve všech polohách od tloušťky materiálu 0,8 mm, minimální tvorba strusky,.přímá vizuální kontrola oblouku a svarové lázně, vysoká efektivita, úspory nedopalků tzv. nekonečným drátem, snadný start oblouku bez nárazu svařovacího drátu do svařence, velmi dobrý profil svaru a hluboký závar, malá tepelně ovlivněná oblast především u vysokých rychlostí svařování, vysoká proudová hustota, vysoký výkon odtavení, široký proudový rozsah pro jeden průměr drátu, stabilní plynová ochrana v různých variantách umožňující diferencované typy přenosu kovu v oblouku a ovlivnění mechanických vlastností svarů, nízká pórovitost, malý nebo žádný rozstřik kovu elektrody, snadná aplikace metody u robotizovaných a mechanizovaných systémů svařování.






79 Trendy ve spotřebě přídavného materiálu Evropa 401 tis. tun USA 347 tis. tun Japonsko 240 tis. tun Elektroda MIG/MAG drát Trubička Drát pod tavidlem


80 Aplikace

81

82

83




84
85 Ochranné plyny U metody MIG/MAG má ochranný plyn vliv na: způsob přenosu svarového kovu obloukem, hloubka závaru a profil svaru, množství rozstřiku, rychlost svařování, stabilita elektrického oblouku. Jako ochranné plyny pro metodu MAG se používá čistý plyn oxid uhličitý CO2, nebo v současnosti častěji používané vícesložkové směsné plyny se základem argonu Ar + CO2, Ar + O2, Ar + CO2 + O2 a Ar + He + CO2 + O2. Při svařování metodou MIG se používá většinou čistý plyn argon a helium nebo jejich dvousložková směs Ar + He. Druhy plynů a směsí pro tavné svačování jsou stanovené normou ČSN EN ISO 14175
86 Disociace oxidu uhličitého v závislosti na teplotě.
87 Reakce ochranné atmosféry s povrchem svarové lázně.



88 Vliv plynu na množství strusky OCHRANNÝ PLYN STARGON C 8 92Ar 8CO 2 STARGON C Ar 18CO 2 STARGON PB 95Ar 3CO 2 2O 2
89 Plyny pro svařování uhlíkových ocelí Směsné plyny Ar + 15 aţ 25% CO2 Univerzálním plynem pro svařování nelegovaných a nízkolegovaných ocelí metodou MAG je z této skupiny směsný plyn Ar + 18% CO2. Vyznačuje se velmi dobrými svařovacími vlastnostmi, stabilním elektrickým obloukem a hlubokým závarem. Umožňuje svařování se zkratovým i sprchovým přenosem kovu a malým rozstřikem, který neulpívá na povrchu Poskytuje hladký povrch sváru s dobrým přechodem do základního materiálu a je použitelný pro všechny tloušťky plechů. Směsný plyn A + 8% CO2 Směsný plyn optimální pro impulsní a sprchový přenos kovu obloukem: Je doporučovaný také pro vysokovýkonné metody svařování při vysokých proudech. Vyznačuje se vysokou rychlostí svařování, plochým svarem, nízkým rozstřikem a minimální tvorbou strusky. Je vhodný pro ruční i mechanizované svařování všech tloušťek plechů. Směsné plyny Ar + 5 aţ 13% CO2 + 5% O2 Tato směs poskytuje klidný svařovací proces s měkkým elektrickým obloukem, hladké a čisté svary. Vysoký obsah kyslíku zajišťuje velmi dobrou tekutost tavné lázně a výborné odplynění. Sprchový přenos kovu obloukem je možný i při nižší intenzitě proudu. Přednostně se využívá při mechanizovaných a robotizovaných způsobech svařování malých a středních tloušťek.
90 Plyny pro svařování vysokolegovaných ocelí: Argon + 2% oxidu uhličitého Směs doporučená pro všechny druhy vysokolegovaných ocelí, kromě zvlášť nízkouhlíkových. Vhodný plyn pro krátký zkratový oblouk s nízkým propalem, dobrým smáčením svarového úkosu a malým rozstřikem. Argon + 2% kyslíku Doporučuje se z hlediska propalu svařovat zkratovým přenosem malými kapkami a plyn je vhodný i pro sprchový nebo impulsní přenos kovu. Ar + 30 aţ 50% He +1 aţ 2% 02 Směs vhodná pro mechanizované a robotizované svařování.plyn umožňuje stabilní hoření oblouku při zkratovém i sprchovém přenosu, velmi příznivý profil svaru a vysoký odtavovací výkon bez nebezpečí nauhličení svarové lázně..
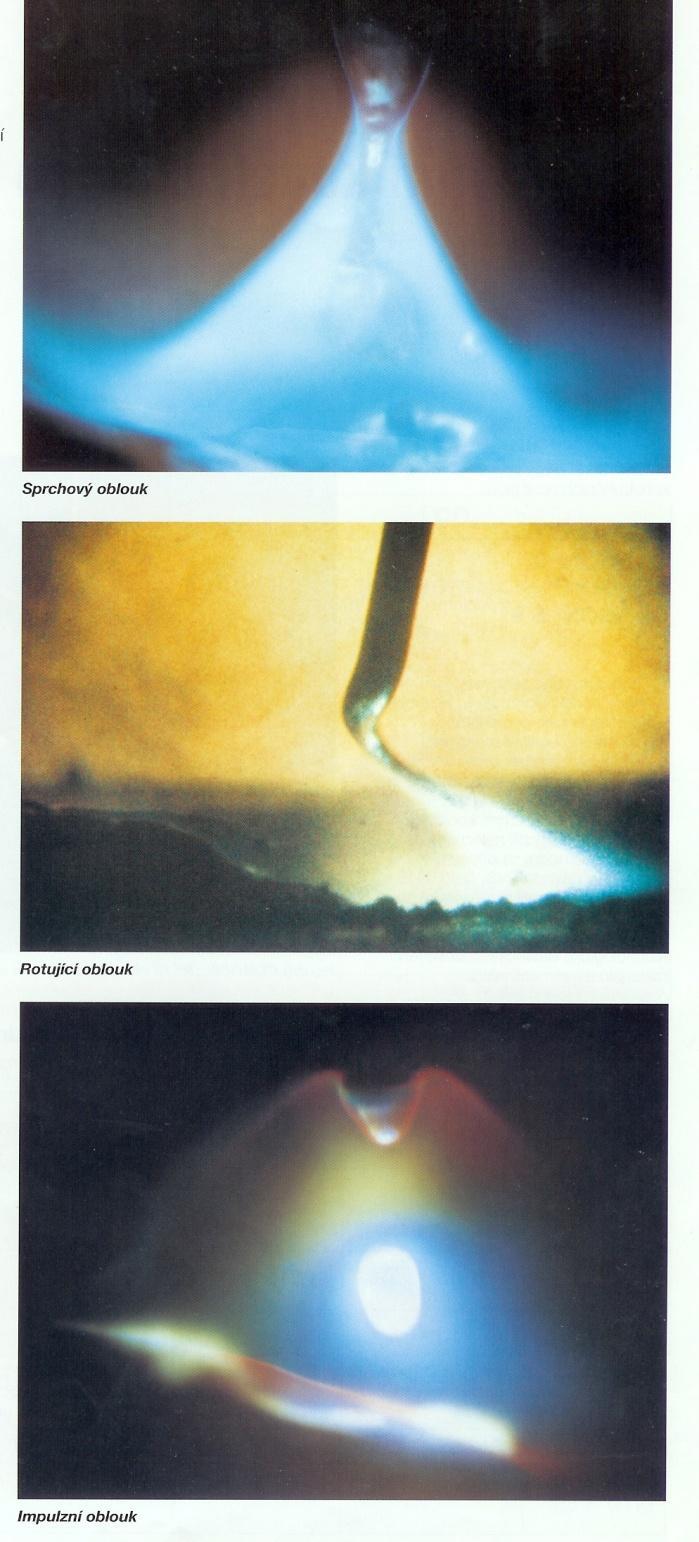
91 Přenos kovu v oblouku
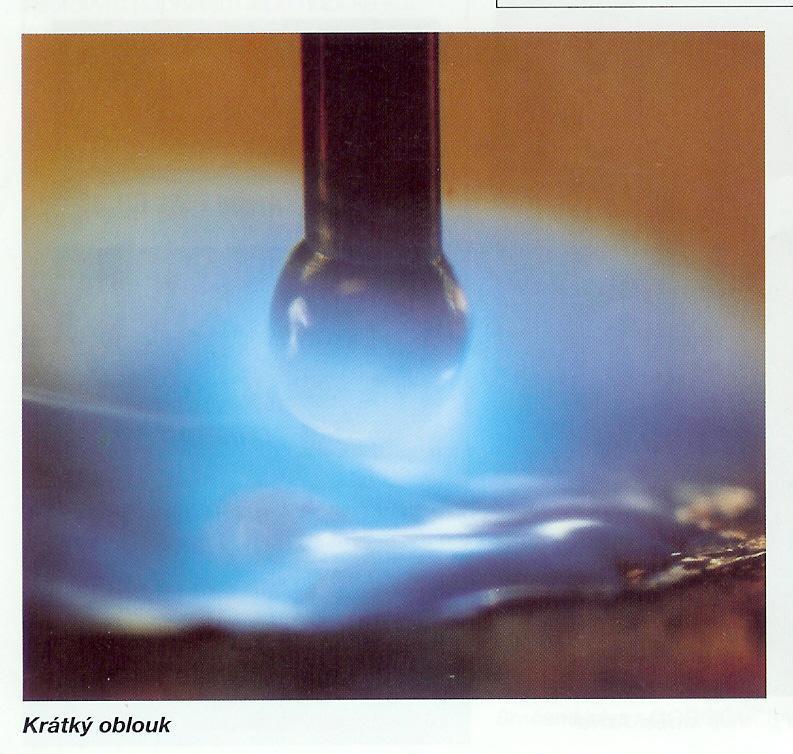
92 Krátký oblouk se zkratovým přenosem kovu
93
94 Zkratový přenos Se uplatňuje v rozsahu svařovacího proudu od 60 do 180A a napětí 14 22V. Výkon navaření při těchto parametrech se pohybuje v rozmezí 1 3 kg.hod -1. Při zkratovém způsobu přenosu dochází k přerušování oblouku zkratem, při kterém se odděluje část kovu elektrody. Při nízkých proudech a vysokém napětí 25 30V je frekvence kapek malá a rozstřik kovu velký. Pro drát 1,2mm je frekvence kolem 5 kapek za sekundu při napětí cca 27 V. Se snižujícím se napětím roste počet zkratů na 150 až 200 za sec. při 14 18V. Tento proces souvisí se zkracující se délkou oblouku, kdy se vlivem posunu přiblíží drát do zkratu s tavnou lázní dříve, a tím se zamezí růstu kapky kovu. Vlivem povrchového napětí taveniny se kapka kovu rovnoměrně rozptýlí ve svarové lázni. Využití: svařování v polohách, tenké plechy, kořen svaru.
95 Sprchový přenos Je typický pro hodnoty svařovacího proudu do 200 do 500A a napětí 28 až 40V. Tento typ přenosu se dá realizovat ve směsích plynů Ar s CO 2, případně O 2, nebo čistém Ar u svařování neželezných kovů. Vzhledem k vysokým hodnotám povrchového napětí v CO 2, nelze tento přenos realizovat, poněvadž nelze získat dostatečně drobné kapky. Charakteristické pro sprchový přenos v Ar a směsích bohatých argonem (minimálně 80%) je, že díky snadné ionizaci plynu obklopuje plazma i konec tavicí se elektrody a tím se urychluje ohřev drátu, který tvoří ostrý hrot. Tomu přispívá i předehřev drátu vlivem odporového tepla při dlouhém výletu (15x průměr drátu). Účinkem magnetického pole jsou tvořící se drobné kapky ustřiženy a jsou osově urychleny ve vysoké frekvenci Hz směrem do tavné lázně. Využití: velké tloušťky materiálů, výplňové a krycí housenky. Omezení v polohových svarech velká svarová lázeň.
96 Impulsní přenos Impulsní forma přenosu kovu obloukem, jehož průběh je řízen elektronickou cestou, má pravidelný cyklus daný frekvencí amplitudy impulsního proudu. Překrývá oblast zkratového i sprchového přenosu. Základní proud je nízký cca 40 A a jeho funkce je udržení ionizace sloupce oblouku, a tím i vedení proudu. Impulsní proud, který se nastavuje, je tvarově i časově řízený a v konečné fázi jeho amplitudy je zajištěno odtavování kapky přídavného materiálu. V celém průběhu amplitudy impulsního proudu intenzivně hoří oblouk, který ohřívá svarovou lázeň i samotný přídavný materiál.
97 Svařování impulsním proudem má řadu výhod : efektivní hodnota impulsního proudu je nižší než u konstantního, a tím se vnáší méně tepla do svaru s menším deformačním účinkem lze svařovat tenké plechy i polohové svary bezzkratovým přenosem vysoký impulsní proud taví i dráty větších průměrů, které jsou levnější výkon navaření se pohybuje mezi 2 5kg. hod -1 pravidelná jemná kresba povrchu svaru i kořene velmi vhodný přenos pro svařování hliníku a jeho slitin i vysokolegovaných ocelí díky možnosti nastavení proudu, napětí, frekvence a amplitudy poskytuje zdroj impulsního proudu široké aplikační možnosti. Optimální plyn pro svařování uhlíkových ocelí je směs Ar s 8% CO 2 a pro nerezavějící oceli Ar + 2%O 2. U hliníku se používá čistý argon.

98 Impulsní přenos kovu
99 Přídavné materiály pro svařování metodou MIG/MAG Pro metody obloukového svařování MIG/MAG se používají přídavné materiály ve formě plného drátu a plněného drátu (trubičkové dráty). Plné dráty jsou vyráběny a dodávány v průměrech 0,6 0,8 1,0 1,2 1,6 2,0 a 2,4 mm. Nejčastěji používané průměry jsou 0,8 až 1,6 mm. Norma ČSN EN ISO označuje klasifikaci přídavných matriálů pro svařování nelegovaných a jemnozrných ocelí MIG/MAG takto: ISO G 46 3 M G3Si1
100 Plněné elektrody se označují podle normy ČSN EN ISO17632 Svařovací materiály - Plněné elektrody pro obloukové svařování nelegovaných a jemnozrnných ocelí s ochranou plynu a bez ochrany plynu - Klasifikace Plněná elektroda ISO T Ni B M 4 H5 kde ISO17632 je číslo normy T plněná elektrody 46 pevnostní vlastnosti 3 nárazová práce 1Ni chemické složení dle tabulky B typ náplně bazická náplň M ochranný plyn směsný plyn 4 poloha svařování. Poloha svařování označená 4, platí pro tupý svar v poloze vodorovné shora a koutový svar do úžlabí. H5 obsah vodíku. Označení H5 platí pro 5 ml/100g čistého svarového kovu.
101
102 Typy náplní Bazická svarový kov je pokryt vrstvou strusky, která obsahuje vápenec, fluoridy a oxidy hliníku a alkalických zemin. Bazické náplně mají dobré rafinační účinky na svarový kov, což příznivě ovlivňuje vrubovou houževnatost a odolnost proti trhlinám při nízkých teplotách. Struska je hůře odstranitelná. Rutilová- svarový kov je pokryt vrstvou strusky, která obsahuje převážně oxid titaničitý.tato struska je rychletuhnoucí a je určena hlavně pro svařování v polohách, kde pomáhá formovat svar a výrazně zvyšuje rychlost svařování v pozicích. Struska je snadno odstranitelná. Kovová - svarový kov je bez strusky, trubička je plněna kovovým práškem, legujícími přísadami a prvky stabilizují hoření oblouku. Tento typ má vysokou výtěžnost a výsledný svár je bez strusky a rozstřiku. Moderní typy těchto trubiček určeny do všech poloh svařování
103 CTM COLD METAL TRANSFER Proces svařování MIG/MAG krátkým zkratovým obloukem. Tato nová modifikace svařování tavící se elektrodou v ochranné atmosféře kombinuje horkou fázi hoření oblouku, kdy se taví drát i ZM se studenou částí procesu, kdy po kontaktu nataveného drátu s tavnou lázní se snižuje intenzita proudu a drát se vrací do hubice. Tím je podpořeno oddělení kapky bez rozstřiku a s nízkou hodnotou vneseného tepla do svaru. Celý proces je digitálně řízený a zpětný pohyb drátu probíhá až 70 x za sekundu


104 Nový spojovací proces Zpětné zatažení drátu má vliv na snadnější uvolnění kapky kovu při snížení intenzity proudu i napětí t = 4,59 ms t = 6,21 ms t = 7,56 ms t = 11,34 ms t = 13,23 ms t = 13,77 ms
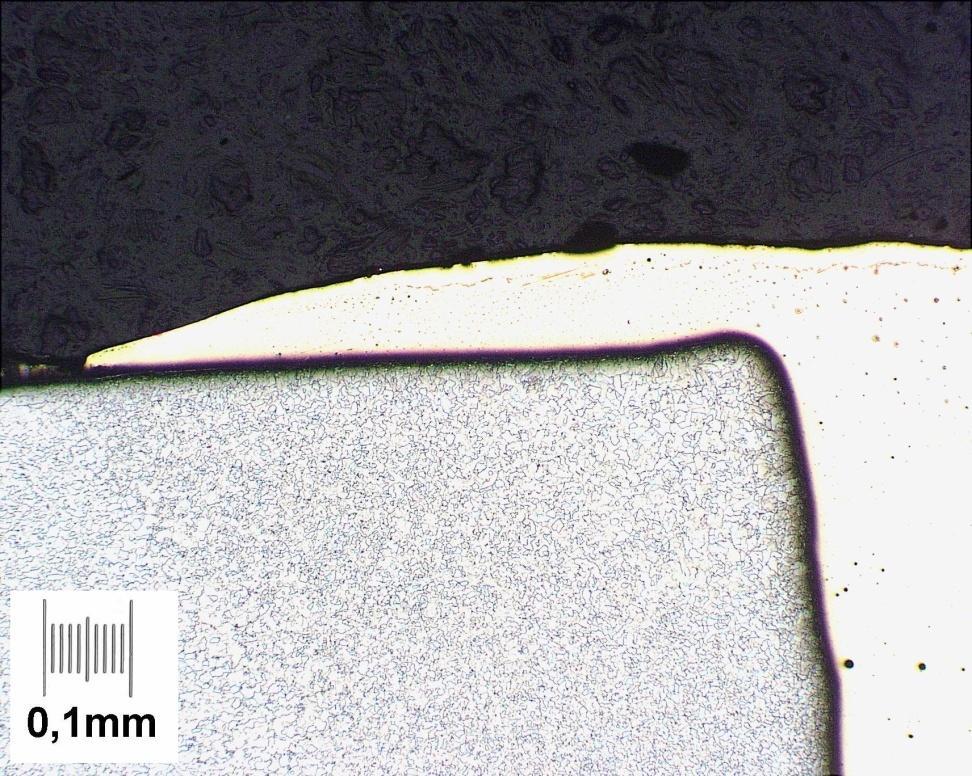
105 CMT Spoj hliník / pozinkovaná ocel svařování U hliníku je svarový spoj Pozinkovaná ocel je pájená Požadavek na zinkovou vrstvu >10μm pájení
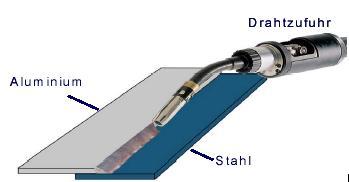
106 CMT




107 Novinka: Vysoká plasticita spojů ocel hliník Ostré rádiusy Vysoká tvarová stabilita Analýza určení tvaru Crashtest na profilech Aluminiumblech Stahlblech Crashtest Analyse zur Formgebung

")

 Detail Al-")
108 Füge Zone Novinka: Vysoká plasticita spojů ocel hliník Oboustranně pájeno metodou CMT Füge- Ocelový plech (1) Geometrie Lötzone Schweißzone Hliníkový plech (2) Křehká vrstva IM - fáze <2µm Ocel (1) Detail Al- přídavný matr. (3)
109 CMT umožňuje spojovat automatizovaným a robotizovaným procesem bez podložky a na tupo, tenké hliníkové plechy 0,8 mm svařovacími rychlostmi kolem 2 m/min. V Vysokolegované ocelí o tloušťkách do 1,5 mm, je možno svařovat bez deformace díky nízkému tepelnému zatížení a výborné stabilitě oblouku. MIG - pájecím procesem bronzovým drátem je možné realizovat pájené spoje pozinkovaných plechů, které se často využívají v automobilovém průmyslu, s minimálním rozstřikem (a tedy prakticky bez nutnosti následného opracování), prováděné rychlostí až 1,5 m/min.


110 Aplikace pájení CMT CMT Srovnání: Nahoře: CMT-pájení Dole: Standardní MIG-pájení MIG-Puls Přednosti: Spoje bez rozstřiku Úhlednější a zcela pravidelný spoj

111 Novinka: CMT Advanced EP-CMT- fáze EN-CMT-phase oblast obloukového procesu I S CMT Advanced technologie CMT Advanced proces chování oblouku t odtavný výkon & energie U S Kladná fáze Záporná fáze výhody přemostitelnost mezery t výhled wfs EP EN t T

112 SVAŘOVÁNÍ METODOU STT SURFACE TENSION TRANSFER
113 MIG pájení pozinkovaných plechů Pozinkované plechy jsou v současné době stále častěji používány v automobilovém průmyslu, ve stavebnictví, vzduchotechnice, nábytkářství a výrobě domácích spotřebičů. Tloušťka zinkového povlaku se pohybuje od 5 do 20 mikrometrů a požadavkem při spojování je nepoškodit povlak který katodickým účinkem chrání základní materiál. Při klasickém svařování způsobují páry zinku, které se odpařují při 906 C, pórovitost svaru, neprůvary a trhliny. Pro spojování těchto plechů byla vyvinuta metoda MIG pájení křemíkovým bronzem CuSi3, CuSi2 nebo hliníkovým bronzem CuAl8, CuAl8Ni2 kterým se pozinkované plechy spojují v intervalu teplot 1030 až 1080 C. MIG pájení se provádí impulsním proudem do 350 A v ochranné atmosféře Ar nebo Ar + 2,5 % CO2. Výhody MIG - pájení: minimální opal povlaku vedle svaru i na spodní straně plechu, svar bez koroze katodická ochrana v těsné blízkosti svaru, žádné dodatečné úpravy materiálu, minimální tepelné ovlivnění materiálu a deformace, možnost robotizace.

114
115

116 Pájení hliníkovým bronzem

117 SVAŘOVÁNÍ ELEKTRICKÝM OBLOUKEM POD TAVIDLEM

118 Odsávání přebytečného tavidla Přívod tavidla Struska Svarový kov Tavící se elektroda El. oblouk Kontaktní průvlak Tavná lázeň Základní materiál

119
120 Charakteristické parametry svařování jsou : svařovací proud 100 až 2000 A, napětí - 20 až 60 V. PŘÍDAVNÉ MATERIÁLY Plné dráty: ČSN EN 756 pro nelegované a jemnozrnné oceli - nejčastější průměry jsou od 2 do 5 mm.pro spojovací svary ocelových konstrukcí. Plněné dráty: ČSN EN pro korozivzdorné návary. Dále návary tvrdokovu. Páskové elektrody:čsn EN pro korozivzdorné návary. Rozměr 0,5 x 60 mm. Plněné pásky pro tvrdé návary. Rozměr 2 3 x 40 mm.
121 ČSN EN ISO (055701) Svařovací materiály - Tavidla pro obloukové svařování pod tavidlem a elektrostruskové svařování - Klasifikace Dle výroby se tavidla dělí na Tavená - vyráběná v elektrických obloukových pecích tavidlo pro nelegované materiály Aglomerovaná (keramická) - vyráběná z práškových komponetů a pojená vodním sklem. Tavidla s přesně daným chemickým složením vhodná pro legované materiály a pro navařování. Sintrovaná spékaná z práškových komponentů za působení tlaku. Vhodná pro legované materiály a pro svařování do úzkého úkosu z důvodu dobré odstranitelnosti strusky. Dle chemického složení se tavidla dělí na: Mangan- silikátová, zirkon- silikátová, rutil - silikátová Aluminát bazická, aluminát fluorid bazická Fluorid bazická Zrnitost tavidel se pohybuje mezi 0,25 2,5 mm.



122 Úprava svarových ploch


123 Pojezd po svařovaném dílu Pojezd po výloţníku

124

125 Návar páskou pod tavidlem Páska

126 Typické sloţení navařovací pásky C Si Mn Cr Ni 0,02 0,3 1,8 24,0 13,0 Podklad pro přechod mezi feriticko- -perlitickou ocelí a austenitickou ocelí C Si Mn Cr Ni Nb 0,02 0,5 1,8 19,8 10,5 0,6 C Si Mn Cr 0,06 0,3 0,45 16,5 Obvyklá šířka pásky 60 mm Tloušťka 0,5 mm

127 Navařování páskou pod tavidlem

128 Elektrostruskové svařování Pohled do svarové mezery
129 Elektrostruskové svařování Drátová elektroda Přídavný materiál se taví odporovým teplem při průchodu elektricky vodivou struskou! Základní materiál Pohyblivé vedení drátu Tekutá struska Tekutý svarový kov Tuhnoucí svarový kov Chlazené příloţky Vstup chladící vody Výstup chladící vody Čelní pohled Řez boční pohled

130 Schéma elektrostruskového svařování 1 Připojení do sítě 2 Zdroj svařovacího proudu 3 Vedení svařovacího proudu 4 Zemnící kabel 5 Cívka svařovacího drátu 6 Podávací zařízení 7 Kontaktní průvlak 8 Chlazené posuvné Cu příloţky 9 Přívod chladící vody 10 Odtok chladící vody 11 Svařovaný materiál 12 Startovací deska 13 Výběhový plech 14 Přídavný materiál 15 Elektricky vodivá struska 16 Tavící se drát 17 Tavná lázeň 18 Ztuhlý svarový kov

131 Uspořádání elektrostruskového svařování Podávání drátu Svařované části Chlazené příloţky Pohyb elektrod Drátové elektrody Vrstva strusky Svarový ko Hotový svar
132 Elektroda (skupina elektrod), tj holý drát zasahuje do tavidla, které se po zapálení oblouku se začne tavit -> nabývá elektrické vodivosti Po určité době oblouk zanikne a tekuté tavidlo je zahříváno odporově a teplem strusky se odtavují konce elektrody a natavuje se svařovaný materiál. Svařuje se směrem zdola nahoru v celém průřezu najednou Formování a ochlazování svarového kovu obstarávají měděné vodou chlazené příložky, které se posouvají současně s vlastním zařízením Je-li tloušťka svařovaného materiálu větší než průřez tavné lázně, koná skupina elektrod přímočarý vratný pohyb v příčném směru s určitou výdrží v úvrati
133 Výhody: Vysoká tepelná účinnost až 80% Značná produktivita (roste s tloušťkou součástí) Možnost zhotovit obvodové svary a návary Použití: Svařování materiálů tlustších než 50 mm Kotlové pláště Velké celky z odlitých nebo vykovaných součástí
134
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141
 - 141") Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Obloukové svařování wolframovou elektrodou v inertním plynu WIG (TIG) - 141 Při svařování metodou 141 hoří oblouk mezi netavící se elektrodou a základním matriálem. Ochranu elektrody i tavné lázně před
Úvod do obloukového svařování v ochranném plynu (inertní, aktivní)
") KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Úvod do obloukového svařování v ochranném plynu (inertní, aktivní) doc. Ing. Jaromír MORAVEC, Ph.D., EWE Obloukové metody svařování v ochranném plynu -
Slouží jako podklad pro výuku svařování. Text určen pro studenty 3. ročníku střední odborné školy oboru strojírenství.vytvořeno v září 2013.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Svařování Rozdělení a druhy elektrod,značení,volba
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková
 NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
NAUKA O MATERIÁLU PŘÍDAVNÉ MATERIÁLY I. Ing. Iveta Mičíková Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám
Tab. 1 Označení pro typ tavidla podle charakteristické chemické složky
 Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Klasifikace tavidel Původní klasifikační norma tavidel pro svařování nelegovaných, nízkolegovaných, vysokolegovaných, korozivzdorných a žáruvzdorných ocelí včetně niklu a slitin na bázi niklu byla zrušena
Elektrostruskové svařování
 Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Nekonvenční technologie svařování Elektrostruskové svařování doc. Ing. Ivo Hlavatý, Ph.D. ivo.hlavaty@vsb.cz http://fs1.vsb.cz/~hla80 1 Elektroda zasahuje do tavidla, které je v pevném skupenství nevodivé.
Zvyšování kvality výuky technických oborů
 Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Zvyšování kvality výuky technických oborů Klíčová aktivita V.2 Inovace a zkvalitnění výuky směřující k rozvoji odborných kompetencí žáků středních škol Téma V.2.6 Svářečská a karosářská odbornost Kapitola
Technologie I. Část svařování. Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře
 Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Část svařování cvičící: Ing. Michal Douša Kontakt : E-mail : michal.vslib@seznam.cz Kancelář : budova E, 2. patro, laboratoře Doporučená studijní literatura Novotný, J a kol.:technologie slévání, tváření
Svafiování elektronov m paprskem
 Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Svafiování elektronov m paprskem Svařování svazkem elektronů je proces tavného svařování, při kterém se kinetická energie rychle letících elektronů mění na tepelnou při dopadu na povrch svařovaného materiálu.
Plazmové svařování a dělení materiálu. Jaromír Moravec
 Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Plazmové svařování a dělení materiálu Jaromír Moravec 1 Definice plazmatu Definice plazmatu je následující: Plazma je kvazineutrální soubor částic s volnými nosiči nábojů, který vykazuje kolektivní chování.
Dělení a svařování svazkem plazmatu
 Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Dělení a svařování svazkem plazmatu RNDr. Libor Mrňa, Ph.D. Osnova: Fyzikální podstat plazmatu Zdroje průmyslového plazmatu Dělení materiálu plazmou Svařování plazmovým svazkem Mikroplazma Co je to plazma?
Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů
 coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
coldarc Energeticky redukovaný krátký světelný oblouk ke spojování tenkých plechů a smíšených spojů Dr.-Ing. Sven-F. Goecke 2004 EWM HIGHTEC WELDING GmbH EWM-coldArc 1/ 14 Sven.Goecke@EWM.de 22.03.2006
NAVAŘOVACÍ PÁSKY A TAVIDLA
 NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
NAVAŘOVACÍ PÁSKY A TAVIDLA (Pro kompletní sortiment navařovacích pásek a tavidel kontaktujte ESAB) Základní informace o navařování páskovou elektrodou pod tavidlem... J1 Použité normy pro navařovací pásky...
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ Svařování
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Svařování Svařování patří do kategorie nerozebíratelných spojení, při kterém dochází k roztavení přídavného
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU
 PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
PŘÍDAVNÉ MATERIÁLY PRO LEHKÉ KOVY SVAŘOVÁNÍ A PÁJENÍ HLINÍKU A JEHO SLITIN SVAŘOVÁNÍ HOŘČÍKU, SVAŘOVÁNÍ TITANU OBSAH PROSPEKTU Úvod...... 1 Použití přídavných materiálů pro různé typy hliníku a slitin......
Systém značení evropských norem pro svařování přídavnými materiály
 Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Systém značení evropských norem pro svařování přídavnými materiály 111 - pro svařování ruční, obalenou elektrodou (ROS) EN ČSN Pro svařování... Vydáno Str. ČSN EN ISO 2560 05 5005 nelegovaných a jemnozrnných
Aweld E71T-1. Aweld 5356 (AlMg5) Hořáky
 Hořáky") Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
Pod značkou Aweld nacházejí naši zákazníci již celou řadu let velice kvalitní přídavné svařovací materiály, jako jsou svařovací dráty pro CO 2, hořáky, příslušenství a doplňky. Klademe velký důraz na vysokou
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG
 VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
VLIV OCHRANNÝCH PLYNŮ NA VLASTNOSTI SVAROVÉHO SPOJE PŘI SVAŘOVÁNÍ NELEGOVANÝCH KONSTRUKČNÍCH OCELÍ METODOU 135 - MAG Ing. Martin Roubíček, Ph.D., AIR LIQUIDE CZ, s.r.o. Prof. Ing. Václav Pilous, DrSc.,
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ
 1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
1 PŘÍDAVNÝ MATERIÁL PRO PLAMENNÉ SVAŘOVÁNÍ 1.1 SVAŘOVACÍ DRÁTY Jako přídavný materiál se při plamenovém svařování používá drát. Svařovací drát podstatně ovlivňuje jakost svaru. Drát se volí vždy podobného
(ocelových výztuží) ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.
 ČSN EN ISO 17660-2. Technické pravidlo CWS ANB TP C 027/I/07. doc. Ing. Ivo Hlavatý, Ph.D.") Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
Český svářečský ský ústav s.r.o. VŠB Technická univerzita Ostrava Svařov ování betonářských ocelí (ocelových výztuží) ČSN EN ISO 17660-1 ČSN EN ISO 17660-2 Technické pravidlo CWS ANB TP C 027/I/07 doc.
strana PŘEDMLUVA ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)
 SLÉVÁRENSTVÍ (Doc. Ing. Milan Němec, CSc.)") OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
OBSAH strana PŘEDMLUVA 3 1. ZÁKLADNÍ POJMY (Doc. Ing. Milan Němec, CSc.) 4 1.1 Výrobní procesy ve strojírenské výrobě 4 1.2 Obsah technologie 6 1.2.1. Technologie stroj írenské výroby 7 1.3 Materiály ve
rutil-celulózové rutil-kyselý rutil-bazický rutilový tlustostěnný
 1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
1 ELEKTRODY PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ Používají se obalené elektrody, skládající se z : jádra obalu tvořeno kovem, taven v elektrickém oblouku a následně přenášen obloukem do svaru, s nataveným základním
OVÁNÍ AUTOMATEM POD TAVIDLEM (121)
") VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
VŠB Technická univerzita Ostrava Fakulta strojní SVAŘOV OVÁNÍ AUTOMATEM POD TAVIDLEM (121) doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Svařov ování
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ
 PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
PARAMETRY, KTERÉ OVLIVŇUJÍ NÁKLADY NA SVAŘOVÁNÍ Ing. Stanislav Novák, CSc., Ing. Jiří Mráček, Ph.D. PRVNÍ ŽELEZÁŘSKÁ SPOLEČNOST KLADNO, s. r. o. E-mail: stano@pzsk.cz Klíčová slova: Parametry ovlivňující
Struktura svaru. Vzniká teplotně ovlivněná oblast změna vlastností
 Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Svařování Pájení Svařování Aby se kovy mohly nerozebiratelně spojit, vyžaduje většina svařovacích metod vytvoření vysoké lokální teploty. Typ zdroje ohřevu označuje často svařovací metodu, např. svařování
Základní rozdělení metod obloukového svařování v ochranných atmosférách
 1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
1 OBLOUKOVÉ SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Oblouk hoří obklopen atmosférou ochranného plynu, přiváděného hořákem. Ochranný plyn chrání elektrodu, oblouk a tavnou lázeň před účinky okolní atmosféry.
Technologie I. Pájení
 Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Technologie I. Pájení Pájení Pájením se nerozebíratelně metalurgickou cestou působením vhodného TU v zdroje Liberci tepla, spojují stejné nebo různé kovové materiály (popř. i s nekovy) pomocí přídavného
Příručka trojí úspory. Šetřím čas, práci a peníze s třísložkovými směsmi Messer.
 Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Příručka trojí úspory Šetřím čas, práci a peníze s třísložkovými směsmi Messer. Moderní materiály volají po moderních plynech Při výrobě a montáži ocelových konstrukcí je celková efektivita produkce výrazně
Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou
 Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
Projekt: Téma: Pálení materiálu plazmou, svařování v ochranné atmosféře MIG, TIG, obalenou elektrodou Obor: Zámečník Ročník: 2. Zpracoval(a): Pavel Urbánek Střední průmyslová škola Uherský Brod, 2010 1
TECHNOLOGIE SVAŘOVÁNÍ
 TECHNOLOGIE SVAŘOVÁNÍ SVAŘOVÁNÍ Rozdělení metod svařování Všechny běžné metody svařování lze rozdělit na dvě velké skupiny a to metody tavného svařování a metody tlakového svařování. U tavného svařování
TECHNOLOGIE SVAŘOVÁNÍ SVAŘOVÁNÍ Rozdělení metod svařování Všechny běžné metody svařování lze rozdělit na dvě velké skupiny a to metody tavného svařování a metody tlakového svařování. U tavného svařování
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli
 ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
ČSN EN 287-1 Zkoušky svářečů Tavné svařování Část 1: Oceli Výtah z normy vysvětlující jednotlivé proměnné 1) Metoda svařování : metody svařování definované v normě ČSN EN ISO 857-1 a označení dle ČSN EN
Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG)
") Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Při obloukovém svařování v ochranných plynech hoří oblouk obklopen
Technologie I. Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Obloukové technologie v ochranných atmosférách (MIG/MAG, WIG) Při obloukovém svařování v ochranných plynech hoří oblouk obklopen
SHIELD-BRIGHT 308L OK TUBROD 14.20
 SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
SHIELD-BRIGHT 308L OK TUBROD 14.20 SFA/AWS A 5.22: E308LT1-1 E308LT1-4 EN ISO 17633-A: T 19 9 L P C 2 - US T 19 9 L P M 2 - US Rutilovou náplní plněná elektroda pro svařování nerezavějících ocelí typu
1 Svařování Laser-Hybridem
 1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
1 Svařování Laser-Hybridem Laser-Hybrid je kombinace svařování nejčastěji pevnolátkovým Nd YAG laserem a jinou obloukovou technologií. V zásadě jsou známy tyto kombinace: laser TIG, laser MIG/MAG, laser
Přehled technologií svařování
 Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
Přehled technologií svařování A) Metody tavného svařování 1. Svařování elektrickým obloukem a) Obloukové svařování tavící se elektrodou Elektrický oblouk využitelný ve svařování je nízkonapěťový elektrický
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE
 MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
MENDELOVA ZEMĚDĚLSKÁ A LESNICKÁ UNIVERZITA V BRNĚ AGRONOMICKÁ FAKULTA BAKALÁŘSKÁ PRÁCE BRNO 2008 PAVEL ROSENBERG Mendelova zemědělská a lesnická univerzita v Brně Agronomická fakulta Ústav techniky a automobilové
3/3.1 Přehled vybraných metod a jejich číselné značení
 SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
SVAŘOVÁNÍ KOVŮ V PRAXI část 3, díl 3, kap. 1, str. 1 3/3.1 Přehled vybraných metod a jejich číselné značení obloukové. Při obloukovém se jako zdroj tepla využívá elektrický oblouk hořící mezi elektrodou
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
METODICKÉ LISTY Svařování a obrábění
 Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
Projekt: Rozvoj technického vzdělávání v Jihočeském kraji CZ.1.07/1.1.00/44.0007 Souborné dílo METODICKÉ LISTY Svařování a obrábění Uspořádala: Mgr. Eliška Malá Partner projektu: SOŠ a SOU Milevsko Čs.
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 N 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 2. část (svařování el.
 Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
ARCAL TM Prime. Čisté řešení. Primární řešení při široké škále použití:
 ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
ARCAL TM Prime Čisté řešení Primární řešení při široké škále použití: TIG a plazmové svařování všech materiálů MIG svařování slitin hliníku a mědi Ochrana kořene svaru u všech materiálů ARCAL TM Prime
OK TUBRODUR Typ náplně: speciální rutilová. Ochranný plyn: s vlastní ochranou. Svařovací proud:
 OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
OK TUBRODUR 14.70 EN 14700: T Z Fe14 Plněná elektroda pro tvrdé návary s velmi vysokou odolností proti opotřebení tvrdými a zrnitými minerály jako pískem, rudou, kamenivem, půdou apod. Otěruvzdornost je
1 Elektroplynové svařování - 73
 1 Elektroplynové svařování - 73 V posledních letech byl zaznamenán zvýšený zájem v oblasti spojování součástí větších tloušťek (ocelové pláty s vyšší pevnosti). Tento trend vychází z poptávky po vyšší
1 Elektroplynové svařování - 73 V posledních letech byl zaznamenán zvýšený zájem v oblasti spojování součástí větších tloušťek (ocelové pláty s vyšší pevnosti). Tento trend vychází z poptávky po vyšší
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů
 Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
Mendelova univerzita v Brně Agronomická fakulta Ústav techniky a automobilové dopravy Moderní trendy v technologii svařování technických materiálů Bakalářská práce Vedoucí práce: Ing. et Ing. Petr Dostál,
TECHNOLOGIE I. (345303/02)
") VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
VŠB Technická univerzita Ostrava Fakulta strojní TECHNOLOGIE I. (345303/02) ČÁST SVAŘOV OVÁNÍ doc. Ing. Ivo Hlavatý, Ph.D. místnost A405 ivo.hlavaty hlavaty@vsb.cz http://fs1.vsb vsb.cz/~hla80 Podmínky
Svařování v ochranných atmosférách Přehled typů ochranných plynů
 Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
Svařování v ochranných atmosférách Přehled typů ochranných plynů Svařování v ochranných atmosférách Přehled typů dodávaných plynů Jako na dlani Tento přehledný souhrn jednotlivých typů svařovacích plynů
MULTIMATRIX Dokonalost jako princip. forcearc forcearc puls Hospodárné svařování, úspory nákladů.
 forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
forcearc forcearc puls Hospodárné svařování, úspory nákladů. Taurus Synergic S Phoenix puls alpha Q puls Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo.
DRUHÝ GARSTKA A. 28.6.2013. Název zpracovaného celku: SVAROVÉ SPOJE. Svarové spoje
 Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Předmět: Ročník: Vytvořil: Datum: STAVBA A PROVOZ STROJŮ DRUHÝ GARSTKA A. 28.6.2013 Název zpracovaného celku: SVAROVÉ SPOJE Obecný úvod Svarové spoje Při svařování dvou dílů se jejich materiály spojí ve
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování
 metody svařování") Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Teoretický úvod k cvičení z předmětu Technologie I : Klasické (konvenční) metody svařování 1. Svařování elektrickým obloukem v ochranných atmosférách Některé metody svařování byly vyvinuty pro velmi konkrétní
Kemppi představuje produkty Wise pro dokonalejší svařování
 Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
Kemppi představuje produkty Wise pro dokonalejší svařování Kemppi OY řídí směr k efektivnějšímu svařování s novou modifikací procesů obloukového svařování pod názvem WISE. Tento software je doplňkovým
1.1 VLIVY NA JAKOST SVAROVÉHO SPOJE svařitelnost materiálu, správná konstrukce, tvar svarku, volba přídavného materiálu, kvalifikace svářeče.
 1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 SVARY A SVAŘOVANÉ KONSTRUKCE SVAŘOVÁNÍ = pevné nerozebíratelné spojení kovových, případně nekovových materiálů účinkem tepla a tlaku nebo jejich kombinací, s použitím přídavného materiálu. 1.1 VLIVY
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ
 1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
1 TECHNIKA SVAŘOVÁNÍ 1.1 DRUHY SVARŮ Při obloukovém svařování se používají tyto základní druhy svarů : svar lemový, svar tupý (I, V, X, U a poloviční V, X, U), svar koutový (rohový). 1.2 PŘÍPRAVA SVAROVÝCH
Svarové spoje. Druhy svařování:
 Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Svarové spoje Svarové spoje patří mezi nejpoužívanější a nejefektivnější nerozebíratelné spojení strojních součástí. Svařování je spojování kovových i nekovových materiálů působením tepla nebo tlaku nebo
Plazmové svařovací hořák ABICOR BINZEL
 Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
Plazmové svařovací hořák ABICOR BINZEL Základním požadavkem na všechny moderní procesy spojování materiálů je co vyšší výkon při současné úspoře investičních i provozních nákladů. Z tohoto pohledu je dnes
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Vzdělávací program: VP9 Nové trendy v oblasti svařování ve výrobní praxi Moduly vzdělávacího programu: M91 Novinky v oblasti technických plynů pro svařování
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
 OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU Ing. Alexander Sedláček S.A.F. Praha, spol. s r.o. 1. Úvod, princip 2. Přehled metod vytváření ochranných povlaků 3. Použití technologií žárového
CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL
 Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
Projekt: CENTRUM VZDĚLÁVÁNÍ PEDAGOGŮ ODBORNÝCH ŠKOL Kurz: Kurz Vývoj, zkoušení, výroba, skladování a expedice technických plynů 1 OBSAH 1. Úvod... 3 2. Vlastnosti a plyny používané ve svařování... 4 3.
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ
 BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
BO02 PRVKY KOVOVÝCH KONSTRUKCÍ Normativní podklady: ČSN 73 14 01 Navrhování ocelových konstrukcí (původní již neplatná norma nahrazená Eurokódem) ČSN EN 1993 Eurokód 3: Navrhování ocelových konstrukcí
Mgr. Ladislav Blahuta
 Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Mgr. Ladislav Blahuta Střední škola, Havířov-Šumbark, Sýkorova 1/613, příspěvková organizace Tento výukový materiál byl zpracován v rámci akce EU peníze středním školám - OP VK 1.5. Výuková sada ZÁKLADNÍ
Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG
 Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Univerzita Jana Evangelisty Purkyně v Ústí n.l. Fakulta výrobních technologií a managementu Seminární práce Technologie spojování kovových materiálů. Svařování metodou TIG Vypracoval: Paur Petr Akademický
Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí
 Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
Přehled tavidel Tavidla pro svařování nelegovaných, nízkolegovaných a žáropevných ocelí Označení ČSN EN 760 str. F 101 SF MS 1 96 AC J4 F 102 SF MS 1 77 AC J5 F 104 SF MS 1 79 AC J6 F 106 SF MS 1 87 AC
KONSTRUKCE SVAŘOVACÍHO PŘÍPRAVKU DESIGN OF WELDING JIG
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY KONSTRUKCE
SVAŘOVÁNÍ ZA PŮSOBENÍ TEPLA A TLAKU
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10;s platností do r. 2016 v návaznosti na platnost norem. Zákaz šířění a modifikace těchto materálů. Děkuji Ing. D.
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide
 KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
KRITÉRIA VOLBY METODY A TRENDY TEPELNÉHO DĚLENÍ MATERIÁLŮ Ing. Martin Roubíček, Ph.D. - Air Liquide Metody tepelného dělení, problematika základních materiálů Tepelné dělení materiálů je lze v rámci strojírenské
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM. Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001
 TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
TAVNÉ SVAŘOVÁNÍ - SVAŘOVÁNÍ PLAMENEM Vypracoval: Ing. Petra Janíčková Kód prezentace: OPVK-TBdV-METALO-STRS-2-STE-PJA-001 Technologie budoucnosti do výuky CZ.1.07/1.1.38/02.0032 Svařování plamenem tavné
Základní informace o navařování páskovou elektrodou pod tavidlem
 NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
NAVAŘOVACÍ PÁSKY Základní informace o navařování páskovou elektrodou pod tavidlem... I1 Použité normy pro navařovací pásky... I1 Přehled druhů navařovacích pásek v nabídce... I2 Pásky pro navařování Cr-Ni
Svařování svazkem elektronů
 Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování svazkem elektronů RNDr.Libor Mrňa, Ph.D. 1. Princip 2. Interakce elektronů s materiálem 3. Konstrukce elektronové svářečky 4. Svařitelnost materiálů, svařovací parametry 5. Příklady 6. Vrtání
Svařování netavící se elektrodou v inertní atmosféře metoda TIG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování netavící se elektrodou v inertní atmosféře metoda TIG doc. Ing. Jaromír MORAVEC, Ph.D., EWE Princip svařování metodou WIG/TIG Při svařování metodou
CENÍK kurzů a služeb svářečské školy 07-085
 CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
CENÍK kurzů a služeb svářečské školy 07-085 platný od 2.ledna 2013 (uvedené ceny jsou bez 21% DPH) Kontakt: Stanislav NĚMEC, vedoucí svářečské školy tel. +420474651848 fax +420474651849 mob. +420606345468
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY SVAŘOVÁNÍ
DOUTNAVÝ VÝBOJ. 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace
 DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
DOUTNAVÝ VÝBOJ 1. Vlastnosti doutnavého výboje 2. Aplikace v oboru plazmové nitridace Doutnavý výboj Připomeneme si voltampérovou charakteristiku výboje v plynech : Doutnavý výboj Připomeneme si, jaké
Klasifikace ochrann ch plynû
 Klasifikace ochrann ch plynû Nová ČSN EN ISO 14175, která byla zavedena do systému ČSN v únoru roku 2009, nahradila předchozí normu ČSN EN 439 a již sám název Plyny a jejich směsi pro tavné svařování a
Klasifikace ochrann ch plynû Nová ČSN EN ISO 14175, která byla zavedena do systému ČSN v únoru roku 2009, nahradila předchozí normu ČSN EN 439 a již sám název Plyny a jejich směsi pro tavné svařování a
OK AUTROD 347Si (OK AUTROD 16.11)
") OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
OK AUTROD 347Si (OK AUTROD 16.11) SFA/AWS A 5.9: ER 347Si EN ISO 14343A: G 19 9 NbSi Drát typu 18Cr8Ni stabilizovaný niobem pro svařování nerezavějících ocelí odpovídajících AISI 347, AISI 321. Svarový
TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ
 TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ Základní informace o technologii svařování pod tavidlem a typech tavidel... I1 Normy pro tavidla... I2 Celkový přehled tavidel... I3 Základní informace o technologii
TAVIDLA PRO SVAŘOVÁNÍ A NAVAŘOVÁNÍ Základní informace o technologii svařování pod tavidlem a typech tavidel... I1 Normy pro tavidla... I2 Celkový přehled tavidel... I3 Základní informace o technologii
6/ Klasifikace podle ČSN EN ISO A
 SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
SVAŘOVÁNÍ KOVŮ V PRAXI část 6, díl 4, kap. 5.1.1, str. 1 6/4.5.1.1 Klasifikace podle ČSN EN ISO 14171-A Klasifikace kombinace elektroda tavidlo vychází z minimální hodnoty meze kluzu čistého svarového
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů.
 Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
Kalení Pomocí laserového paprsku je možné rychle a kvalitně tepelně zušlechtit povrch materiálu až do hloubek v jednotkách milimetrů. Výhody laserového kalení: Nižší energetická náročnost (kalení pouze
KERAMICKÉ PODLOŽKY. Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2
 KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
KERAMICKÉ PODLOŽKY Základní informace o použití keramických podložek... E1 Přehled druhů v nabídce... E2 Základní informace o použití keramických podložek Použití keramických podložek přináší mnoho výhod
MIG/MAG/MMA Kompaktní zdroje / Invertory. Origo TM Mig C3000i panel MA23, MA23A
 MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu
MIG/MAG/MMA Kompaktní zdroje / Invertory Origo TM Mig C3000i panel MA23, MA23A Profesionální invertorové zdroje pro svařování MIG/MAG/ MMA a drážkování uhlíkovou elektrodou. Nastavení proudu v rozsahu
Optimalizace montážní linky pro výrobu pólů. Jiří Kuběja
 Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Optimalizace montážní linky pro výrobu pólů Jiří Kuběja Bakalářská práce 2013 Příjmení a jméno:kuběja Jiří Obor: Technologická zařízení P R O H L Á Š E N Í Prohlašuji, že beru na vědomí, že odevzdáním
Svařitelnost korozivzdorných ocelí
 Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
Svařitelnost korozivzdorných ocelí FAKULTA STROJNÍ, ÚSTAV STROJÍRENSKÉ TECHNOLOGIE L. Kolařík Rozdělení ocelí podle struktury (podle chemického složení) Podle obsahu legujících prvků můžeme dosáhnout různých
PÁJENÍ. Nerozebiratelné spojení
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto mateirálů. Děkuji Ing. D.
Expert na svařování MMA
 Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Expert na svařování MMA Invertor, tyristor i usměrňovač, kompletní nabídka zařízení Oerlikon na svařování obalenými elektrodami. www.oerlikon-welding.com www.airliquidewelding.com Svařování MMA Při svařování
Problémy při obloukovém svařování Příčiny vad a jejich odstranění
 Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
Problémy při obloukovém svařování vad a jejich odstranění Vady svarů mohou být způsobeny jednou nebo více uvedenými příčinami ESAB VAMBERK, s.r.o. Smetanovo nábřeží 334 517 54 VAMBERK ČESKÁ REPUBLIKA Tel.:
DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH
 DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Základní doporučení pro svařování v ochranných atmosférách, výběr plynu... C1 Přehled platných norem pro přídavné materiály pro metody MIG/MAG/WIG... C2 Celkový
DRÁTY PRO SVAŘOVÁNÍ V OCHRANNÝCH ATMOSFÉRÁCH Základní doporučení pro svařování v ochranných atmosférách, výběr plynu... C1 Přehled platných norem pro přídavné materiály pro metody MIG/MAG/WIG... C2 Celkový
Maxx Gases. ochranné atmosféry pro rychlé a čisté svařování
 Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Maxx Gases ochranné atmosféry pro rychlé a čisté svařování Plyny Ferromaxx, které byly vyvinuty pro svařování uhlíkové, uhlíko manganové a nízkolegované oceli, zajišťují jakostní svar, vysokou produktivitu
Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG
 KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
KURZY SVÁŘEČSKÝCH TECHNOLOGŮ A INŽENÝRŮ IWT / IWE Svařování tavící se elektrodou v ochranném plynu metody MIG/MAG doc. Ing. Jaromír MORAVEC, Ph.D. Princip svařování metodou WIG/TIG Obloukové svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů... H2 Dráty pro svařování pod tavidlem... nelegovaných,
Použití přesně dělený polotovar je nutností pro další potřebné výrobní operace
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Metoda TIG. Metoda TIG. Svařování TIG: Metoda & Graf výběru. Obloukové svařování metodou TIG. Svářečky pro metodu TIG. Graf výběru pro svařování TIG
 Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
Svařování TIG: Metoda & Graf výběru Metoda TIG Metoda TIG Obloukové svařování metodou TIG Vstup vody (Studená) Vodič proudu TIG hořák Dýza plynu Vstup ochranného plynu Wolframová elektroda Oblouk Svařovací
FastMig M. Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace
 FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
FastMig M Výkonný profesionální MIG / MAG svařovací zdroj pro náročné aplikace Kemppi FastMig M jsou moderní a vysokovýkonné synergické MIG / MAG svařovací zdroje určené pro nasazení v náročných podmínkách,
Svařování. Rozdělení svařování
 Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Svařování Rozdělení svařování Definice svařování: svařování je technologický proces, při kterém dochází k vytvoření nerozebíratelného spojení strojních součástí i celých konstrukcí ze součástí jednoduchých
Digitální učební materiál
 Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
Číslo projektu Označení materiálu Digitální učební materiál CZ.1.07/1.5.00/34.0061 VY_32_ INOVACE_G.2.03 Název školy Integrovaná střední škola technická Mělník, K učilišti 2566, 276 01 Mělník Autor Petr
CITOTIG II DC Průmyslové zdroje
 CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
CITOTIG II DC Průmyslové zdroje Jedno nebo třífázově napájené přenosné invertory pro vysoce kvalitní svařování metodou MMA a TIG DC nelegovaných nebo nerezavějících ocelí. 2570-21 CITOTIG II 200 DC, 300
Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.
 + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %.") OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
OCEL Ocel je slitina Fe + C + doprovodných prvků (Si, Mn, S, P) + legujících prvků (Ni, Cr, Mo, W, Zi ), kde % obsah uhlíku ve slitině je max. 2.14 %. VÝROBA OCELI Ocel se vyrábí zkujňováním bílého surového
Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II Ing. Jaroslav Dražan. Svařování - 1. část (svařování plamenem)
") Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
Číslo projektu Číslo materiálu Název školy Autor Tématická oblast Ročník CZ.1.07/1.5.00/34.0556 VY_32_INOVACE_DR_STR_17 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271. Příbram II
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM
 DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
DRÁTY PRO SVAŘOVÁNÍ POD TAVIDLEM Základní informace o použití drátů pro svařování pod tavidlem... H1 Přehled použitých norem... H1 Seznam svařovacích drátů pod tavidlo v nabídce... H2 Dráty pro svařování
Opravy odlitkû ze edé litiny
 Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
Opravy odlitkû ze edé litiny Šedá litina je obtížně svařitelná. Byla vypracována celá řada více či měně úspěšných metod, technologických postupů svařování a pájení. Základním předpokladem úspěšnosti opravy
 ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
ČSN EN 62135-2 ed.2 (05 2013) Odporová svařovací zařízení-část 2: požadavky na elektromagnetickou kompatibilitu (EMC) Vydání: prosinec 2015 S účinností od 2018-03-31 se zrušuje ČSN EN 62135-2 z listopadu
Vítězslav Bártl. duben 2012
 VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,
VY_32_INOVACE_VB03_Rozdělení oceli podle chemického složení a podle oblasti použití Jméno autora výukového materiálu Datum (období), ve kterém byl VM vytvořen Ročník, pro který je VM určen Vzdělávací oblast,