CNC PILOT 4290 NC-software xx V7. Př ručka pro uživatele
|
|
|
- Šimon Bílek
- před 10 lety
- Počet zobrazení:
Transkript
1 CNC PILOT 4290 NC-software xx V7 Př ručka pro uživatele Česky (cs) 8/2004

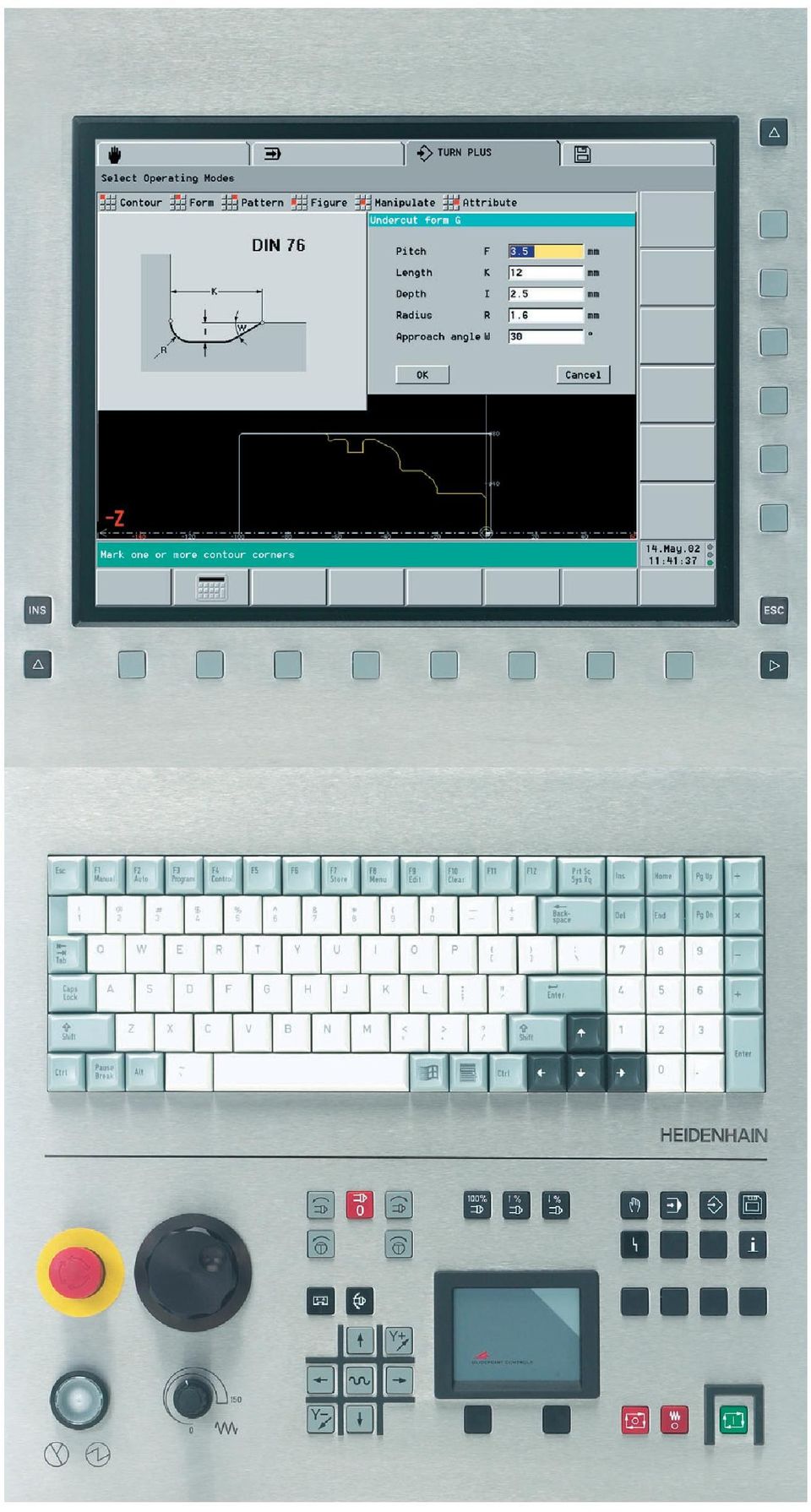
2 Zadávac klávesnice Provozn režim Ručn ř zen Provozn režim Automatika Programovac režimy (DIN PLUS, Simulace, TURN PLUS) Organizačn režimy (Parametry, Servis, Transfer) Zobrazen chybových stavů Vyvolán systému Info ESC (escape = anglicky utéci) o jeden stupeň menu zpět zavř t dialogové okno, data neukládat INS (insert = anglicky vložit) vložit položku seznamu zavř t dialogové okno, data uložit ALT (alter = anglicky změnit) změna položky seznamu DEL (delete = anglicky smazat) smaže položku seznamu smaže vybraný znak př p. znak př p. znak vlevo před kurzorem... Č slice k zadáván hodnot a výběru softkláves Desetinná tečka Minus k zadáván znaménka Ovládac panel stroje Start cyklu Stop cyklu Stop posuvu Stop vřetena Vřeteno ZAP směr M3/M4 Vřeteno ukán směr M3/M4 (vřeteno se otáč, dokud tlač tko drž te) Ručn směrová tlač tka +X/ X Ručn směrová tlač tka +Z/ Z Ručn směrová tlač tka +Y/ Y Tlač tko rychloposuvu Tlač tko změny suportu Tlač tko změny vřetena Otáčky vřetena na programovanou hodnotu Zvýšen /sn žen otáček vřetena o 5% Klávesa Dalš pro speciáln funkce (např. vyb rán ) Kurzor Toč tko Override pro úpravu posuvu Listován dopředu/zpět Přepnut na předchoz /následuj c stránku obrazovky Přepnut na předchoz /následuj c dialogové okno Přepnut mezi dvěma zadávac mi poli Dotykový panel s pravou a levou klávesou myši Enter Zakončen zadáván hodnot

3
4 CNC PILOT 4290, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici v CNC PILOT 4290 s č slem softwaru xx (verze 7.0). Programován osy Y nen součást této př ručky, vysvětluje se v uživatelské př ručce CNC PILOT 4290 s osou Y. Výrobce stroje přizpůsobuje využitelný rozsah funkc ř dic ho systému danému stroji pomoc strojn ch parametrů. Proto jsou v této př ručce popsány i ty funkce, které nemus být v každém systému CNC PILOT k dispozici. Takové funkce CNC PILOT, které nebývaj instalovány na každém stroji, jsou např klad: obráběn v ose C obráběn v ose Y kompletn obráběn kontrola nástrojů interaktivn grafické definován obrysů automatické nebo grafické interaktivn programován DIN PLUS Spojte se pros m s výrobcem vašeho stroje, abyste se seznámili s individuáln podporou stroje vybaveného t mto ř zen m. Mnoho výrobců strojů a též i firma HEIDENHAIN nab z pro uživatele ř dic ch systémů CNC PILOT kurzy programován. Účast na takovýchto kurzech se doporučuje proto, abyste se co možná intenzivně seznámili s funkcemi systému CNC PILOT. Př mo se zaměřen m na CNC PILOT 4290 nab z HEIDENHAIN bal k programů DataPilot 4290 pro osobn poč tače. Tento software DataPilot je vhodný zejména pro použit v d lně v bl zkosti stroje, pro kancelář mistra, pro př pravu výroby a ke školen. DataPilot pracuje na PC pod operačn m systémem WINDOWS 95, WINDOWS 98, WINDOWS ME, WINDOWS NT 4.0 nebo WINDOWS Předpokládané m sto nasazen systému CNC PILOT odpov dá tř dě A podle normy EN a je určen hlavně pro nasazen v průmyslovém prostřed.

5 Obsah Úvod a základy Pokyny pro obsluhu Ručně ř zený a automatický provoz DIN PLUS Grafická simulace TURN PLUS Parametry Provozn prostředky Servis a diagnostika Transfer Tabulky a přehledy Obsah HEIDENHAIN CNC PILOT 4290 I

6 Obsah 1 Úvod a základy CNC PILOT Provozn režimy Volitelné možnosti rozš řen (opce) Základy Rozměry nástroje Pokyny pro obsluhu Pracovn plocha Zobrazen na obrazovce Ovládac prvky Volba provozn ch režimů Výběr funkc, zadáván dat Informačn systém Detekce chyb Př má chybová hlášen Indikace chyby, indikace PLC Zálohován (zabezpečen ) dat Vysvětlen použitých pojmů Ručně ř zený a automatický provoz Zapnut, vypnut, přejet referenc Zapnut a přejet referenc Vypnut Provozn režim Ručn ř zen Zadáván strojových dat Př kazy M Ručn soustružen Ručn kolečko Tlač tka vřetena a ručn směrová tlač tka Tlač tka změny suportu a vřetena Seznamy nástrojů, správa životnosti Vytvořen seznamu nástrojů Porovnán seznamu nástrojů s NC programem Převzet seznamu nástrojů z NC programu Správa životnosti Seřizovac funkce Nastaven bodu výměny nástroje Posunut nulového bodu obrobku Definován bezpečnostn ho pásma Vytvořen tabulky up nadel Nastaven strojových rozměrů Měřen nástrojů II Obsah

7 3.5 Automatický provoz Navolen programu Hledán bloku startu Ovlivněn prováděn programu Korekce Správa životnosti Inspekčn režim Indikace bloků Grafické zobrazen Status měřen po procesu (PPM) Indikace stroje Kontrola zat žen Referenčn obroben Výroba pod kontrolou zat žen Editován mezn ch hodnot Analýza referenčn ho obroben Práce s kontrolou zat žen Parametry pro kontrolu zat žen DIN PLUS Programován podle DIN Úvod Obrazovka DIN PLUS Lineárn a rotačn osy Měrové jednotky Prvky programu DIN Poznámky k programován Paraleln editován Parametry adres Programován obrysu Programován nástrojů Obráběc cykly NC podprogramy Ř zen pomoc předloh Překládán NC programů Editor DIN PLUS Hlavn menu Menu Geometrie Menu Obráběn Menu skupin bloků Obsah HEIDENHAIN CNC PILOT 4290 III

8 Obsah 4.4 Identifikátory část programu ZÁHLAVÍ PROGRAMU REVOLVER UPÍNADLA Popis obrysu OBRÁBĚNÍ PODPROGRAM Geometrické př kazy Popis polotovaru Základn prvky soustruženého obrysu Tvarové prvky soustruženého obrysu Pomocné př kazy k popisu obrysu Poloha obrysů Obrysy na čele/zadn straně Obrys na plášti Kruhový plán s kruhovými drážkami Pohyby nástroje bez obráběn Př kazy k obráběn Přiřazen obrysu obráběn Jednoduché lineárn a kruhové pohyby Posuv, otáčky Kompenzace radiusu břitu (SRK/FRK) Posunut nulového bodu Př davky, bezpečnostn vzdálenosti Nástroje, korekce Cykly soustružen Obrysové cykly soustružen Jednoduché cykly soustružen Závitové cykly Vrtac cykly Obráběn v ose C Všeobecné funkce osy C Obráběn čela/zadn strany Obráběn pláště Frézovac cykly Speciáln funkce Up nadla v simulaci Synchronizace suportů Synchronizace vřeten, předáván obrobku Sledován obrysu Měřen během procesu IV Obsah
... 115 4.6.6 Posunut nulového bodu... 116 4.6.7 Př davky, bezpečnostn vzdálenosti.")
9 Měřen po procesu Kontrola zat žen Ostatn G-funkce Vstup dat, výstup dat Vstup/výstup #-proměnných Vstup/výstup V-proměnných Programován proměnných #-proměnné V-proměnné Větven, opakován, podm něné proveden bloku Podprogramy M-funkce Př klady a poznámky Programován cyklu obráběn Opakován obrysu Kompletn obráběn Grafická simulace Provozn režim simulace Prvky zobrazen, indikace Pokyny pro obsluhu Hlavn menu Simulace obrysu Funkce simulace obrysu Kótován Simulace obráběn Simulace pohybů Lupa Pohled 3D Kontrola prováděn NC programu Výpočet časů Analýza synchronizačn ch bodů TURN PLUS Provozn režim TURN PLUS Správa programů Soubory TURN PLUS Záhlav programu Popis obrobku Zadán obrysu neobrobeného polotovaru Zadán obrysu hotového d lce Vkládán tvarových prvků Vkládán d lč ch obrysů Obsah HEIDENHAIN CNC PILOT 4290 V

10 Obsah Zadán obrysů osy C Pokyny pro obsluhu Pomocné funkce pro zadáván prvků Obrysy neobrobených polotovarů Obrys hotového d lce Prvky základn ho obrysu Tvarové prvky Navazuj c prvky Obrysy osy C Obrysy na čele a zadn straně Obrysy na plášti Manipulace s obrysy Změna obrysu neobrobeného polotovaru Dola ován Změna Smazán Vkládán Transformace Spojován Rozložen Import obrysů DXF Základy Konfigurace importu DXF Import DXF Transfer a organizace souborů DXF Přiřazen atributů Atributy polotovaru Př davek Posuv/hloubka drsnosti povrchu Přesné zastaven Dělic body Atributy obráběn Pomůcky pro ovládán Kalkulátor Digitalizace Inspektor kontrola obrysových prvků Nevyřešené obrysové prvky Chybová hlášen Př prava Upnut obrobku Vytvořen seznamu nástrojů VI Obsah

11 6.12Interaktivn generován pracovn ch postupů (IAG) Vyvolán nástroje Řezné podm nky Specifikace cyklu Druh obráběn : hrubován Druh obráběn : zapichován Druh obráběn : vrtán Druh obráběn : Dokončován Druh obráběn : závit (G31) Druh obráběn frézován Speciáln operace (SB) Automatické generován pracovn ch postupů (AAG) Generován pracovn ch postupů Sled obráběn Kontroln grafika Konfigurace Poznámky k obráběn Volba nástrojů, osazen revolveru Řezné podm nky Chladivo Vyb rán Vnitřn obrysy Vrtán Kompletn obráběn Obráběn hř delů Př klad Parametry Provozn režim PARAMETRY Skupiny parametrů Editován parametrů Strojn parametry Parametry ř zen Seřizovac parametry Parametry obráběn Obsah HEIDENHAIN CNC PILOT 4290 VII

12 Obsah 8 Provozn prostředky Databanka nástrojů Editor nástrojů Typy nástrojů (přehled) Nástrojové parametry Složené nástroje, kontrola životnosti Poznámky k nástrojovým datům Držáky nástrojů, pozice upnut Databanka up nadel Editor up nadel Data up nadel Databanka technologie (řezné podm nky) Servis a diagnostika Provozn režim SERVIS Servisn funkce Oprávněn k obsluze Servis systému Seznamy Systém údržby Diagnostika Transfer Provozn režim TRANSFER Metody přenosu Všeobecně Instalace přenosu dat Přenos dat Povolen, typy souborů Vys lán a př jem souborů Parametry a provozn prostředky Konverze parametrů a provozn ch prostředků Zálohován parametrů a provozn ch prostředků Organizace souborů Tabulky a přehledy Parametry odlehčovac ch zápichů a závitů Parametry odlehčovac ho zápichu DIN Parametry odlehčovac ho zápichu DIN 509 E Parametry odlehčovac ho zápichu DIN 509 F Parametry závitů Stoupán závitu Technické informace Rozhran prifern ch zař zen VIII Obsah

13 Úvod a základy 1
14 1.1 CNC PILOT 1.1 CNC PILOT CNC PILOT je souvislé ř zen pro soustruhy a soustružnická centra. Kromě soustružen můžete pomoc osy C nebo Y provádět i frézovac a vrtac operace. CNC PILOT podporuje paraleln zpracováván až 4 obrobků při programován, testován a výrobě. U soustruhů se podporuje kompletn obráběn pomoc : rotuj c ho úchopného zař zen poj zdného př davného vřetena několika vřeteny, suporty a nosiči nástrojů CNC PILOT může ř dit až 6 suportů, 4 vřetena a 2 osy C. Programován Podle spektra obrobků a v závislosti na vaš organizaci si u ř zen CNC PILOT zvol te tu formu programován, která bude pro vás nejvýhodnějš. V TURN PLUS popisujete obrys neobrobeného polotovaru a hotového obrobku interaktivně graficky. Pak vyvoláte Automatické generován pracovn ch postupů (AAG) a dostanete zcela automaticky NC program stisknut m tlač tka. Jako alternativu máte k dispozici Interaktivn generován pracovn ch postupů (IAG). Při použit IAG určujete pořad obráběc ch operac, provád te výběr nástrojů a ovlivňujete technologii obráběn. Každá pracovn operace se zobraz v kontroln grafice a lze ji okamžitě korigovat. Výsledkem vytvářen programu pomoc TURN PLUS je strukturovaný program DIN PLUS. Použit m TURN PLUS dosáhnete minimalizace zadáván předpokládá se však popis nástrojů a řezných podm nek. Jestliže TURN PLUS vzhledem k technologickým požadavkům nevytvoř optimáln NC program, nebo je-li v popřed vašeho zájmu zkrácen výrobn ch časů, pak programujte NC program v DIN PLUS, nebo optimalizujte program DIN PLUS vygenerovaný v TURN PLUS. DIN PLUS podporuje oddělen geometrického popisu od obráběn obrobku. Při programován v DIN PLUS jsou k dispozici výkonné obráběc cykly. Nen -li výkres okótován tak, jak je to třeba pro NC, zajist Zjednodušené programován geometrie výpočet potřebných souřadnic. Alternativně můžete v DIN PLUS, stejně jako v obvyklém programován podle DIN, obrábět obrobek př mkovými a kruhovými pohyby a jednoduchými cykly soustružen. Jak TURN PLUS, tak i DIN PLUS podporuj obráběn s osami C nebo Y a tzv. kompletn obráběn. V grafické simulaci kontrolujete NC programy za podm nek odpov daj c ch skutečnosti. CNC PILOT zobrazuje v pracovn m prostoru obráběn až 4 obrobků. Přitom se zobrazuj neobrobené polotovary, hotové d lce, up nadla a nástroje ve správném měř tku. Programován a testován NC programů provád te př mo na stroji i souběžně s výrobn m provozem. Bez ohledu na to, zda vyráb te jednoduché nebo složité obrobky, zhotovujete jen jednotlivý obrobek, jednu sérii nebo velké série na soustružnických centrech, CNC PILOT vám poskytne vždy tu správnou potřebnou podporu. 2 1 Úvod a základy

15 Osa C S osou C můžete provádět vrtac a frézovac operace na čeln a zadn straně obrobku i na jeho plášti. Při použit osy C interpoluje jedna osa lineárně nebo kruhově v zadané rovině obráběn s vřetenem, zat mco třet osa interpoluje pouze lineárně. CNC PILOT podporuje vytvářen NC programů s osou C v: DIN PLUS TURN PLUS definován obrysů TURN PLUS vytvářen pracovn ch postupů 1.1 CNC PILOT Osa Y S osou Y můžete provádět vrtac a frézovac operace na čeln a zadn straně obrobku i na jeho plášti. Při použit osy Y interpoluj dvě osy lineárně nebo kruhově v zadané rovině obráběn, zat mco třet osa interpoluje pouze lineárně. Lze tak např klad zhotovovat drážky nebo kapsy s rovnými plochami dna a kolmými okraji drážek. Polohu frézovaného obrysu na obrobku určujete zadán m úhlu vřetena. CNC PILOT podporuje vytvářen NC programů s osou Y v: DIN PLUS TURN PLUS definován obrysů TURN PLUS vytvářen pracovn ch postupů HEIDENHAIN CNC PILOT

16 1.1 CNC PILOT Kompletn obráběn CNC PILOT podporuje kompletn obráběn pro všechny běžné koncepce strojů. Za t m účelem jsou zde k dispozici různé funkce, jako úhlově synchronn předáván d lců při rotuj c m vřetenu, naj žděn na pevný doraz, kontrolované upichován a transformace souřadnic. T m je zajištěno jak časově optimáln kompletn obráběn, tak i jednoduché programován. CNC PILOT podporuje kompletn obráběn v: DIN PLUS TURN PLUS definován obrysů TURN PLUS vytvářen pracovn ch postupů 4 1 Úvod a základy

17 1.2 Provozn režimy Funkce ř zen CNC PILOT jsou rozděleny do těchto provozn ch režimů: Provozn režim Ručn ř zen V režimu Ručn ř zen seřizujete stroj a ručně poj žd te osami. Provozn režim Automatika V režimu Automatika se zpracovávaj NC programy. Zde ř d te a sledujete zhotovován obrobků. Programovac režim DIN PLUS V režimu DIN PLUS vytvář te strukturované NC programy. Nejdř ve pop šete obrys neobrobeného polotovaru a hotového d lce a pak naprogramujete jednotlivé pracovn operace. Programovac režim Simulace Programovac režim Simulace graficky zobrazuje naprogramované obrysy, pojezdové pohyby a obráběc pochody. CNC PILOT zobrazuje pracovn prostor, nástroje a up nadla vždy ve správném měř tku. Během simulace vypoč tává CNC PILOT hlavn a vedlejš časy pro každý nástroj. U soustruhů s v ce suporty podporuje analýza synchronn ho bodu optimalizaci NC programu. Programovac režim TURN PLUS V programovac m režimu TURN PLUS popisujete interaktivně graficky obrys obrobku. Při automatickém generován pracovn ch postupů (AAG) zadáte ještě pouze materiál a up nadla CNC PILOT vytvoř NC program sám na stisknut tlač tka. Alternativně vytvoř te pracovn postup interaktivně graficky (IAG). Organizačn režim Parametry Chován systému CNC PILOT je ř zeno parametry. V tomto provozn m režimu nastavujete parametry a t m přizpůsobujete ř zen svým potřebám. Dále popisujete v tomto provozn m režimu provozn prostředky (nástroje a up nadla) a definujete řezné podm nky. Organizačn režim Servis V provozn m režimu Servis provád te přihlašován uživatele pro funkce chráněné heslem, vol te jazyk dialogu a realizujete potřebná nastaven systému. Dále jsou zde k dispozici diagnostické funkce pro uváděn systému do provozu a pro jeho kontrolu. Organizačn režim Transfer V provozn m režimu Transfer si vyměňujete data s jinými systémy, organizujete si programy a provád te zálohován dat. Vlastn ř zen zůstává obsluze stroje skryto. Je však třeba, abyste věděli, že zadané programy TURN PLUS a DIN PLUS se ukládaj na vestavěném pevném disku. To má tu výhodu, že lze ukládat velký počet programů. Pro výměnu dat a zálohován dat je k dispozici rozhran Ethernet. Výměna dat na bázi sériového rozhran (RS232) je rovněž možná. 1.2 Provozn režimy HEIDENHAIN CNC PILOT

18 1.3 Volitelné možnosti rozš řen (opce) 1.3 Volitelné možnosti rozš řen (opce) Výrobce stroje konfiguruje ř zen CNC PILOT podle charakteru daného soustruhu. Dále jsou k dispozici tyto volitelné možnosti rozš řen (opce), jimiž můžete ř zen přizpůsobit svým potřebám: TURN PLUS Interaktivn grafická definice obrysu Grafický popis neobrobeného polotovaru a hotového obrobku Geometrický program pro výpočet a zobrazen neokótovaných bodů obrysu Jednoduché zadáván normovaných tvarových prvků jako zkosen, zaoblen, zápichů, odlehčovac ch zápichů (výběhů), závitů nebo přil cován Jednoduché vytvářen transformac jako přesouván, natáčen, zrcadlen nebo rozmnožován Grafické interaktivn vytvářen programů DIN PLUS individuáln volba druhu obráběn výběr nástrojů a definován řezných podm nek př má grafická kontrola obráběn možnost př mých korekc Automatické vytvářen programů DIN PLUS automatický výběr nástroje automatické generován pracovn ho postupu TURN PLUS rozš řen os C a Y osa C: zobrazen programován v pohledech: rovina XC (čeln / zadn strana) a rovina ZC (rozvinut pláště) osa Y: zobrazen programován v pohledech: rovina XY (čeln / zadn strana) rovina YZ (pohled shora) plány (rastry) děr a tvarů obráběc cykly interaktivn nebo automatické generován pracovn ho postupu i pro obráběn v ose C a Y TURN PLUS - rozš řen př davného vřetena přep nán expertn m programem interaktivn nebo automatické genererován pracovn ho postupu i pro přep nán a druhé upnut Měřen během procesu sp nac dotykovou sondou k seřizován nástrojů k měřen obrobků Měřen po skončen procesu propojen měřic ho zař zen přes rozhran RS232 vyhodnocován výsledků měřen v automatickém režimu Tyto volitelné doplňky lze zpravidla doplňovat i dodatečně. Spojte se v této věci se svým dodavatelem. Tento popis zahrnuje všechny volitelné možnosti (opce). Proto se mohou u Vašeho stroje objevit odchylky od zde popsaných postupů ovládán a obsluhy, jestliže Váš systém některé z těchto volitelných funkc nemá. 6 1 Úvod a základy

19 1.4 Základy Označen os Př čné saně (suport) se označuj jako osa X a podélné (ložové) saně (suport) jako osa Z. Všechny zobrazované a zadávané hodnoty X se interpretuj jako průměr. V TURN PLUS si nastav te, zda se maj hodnoty X interpretovat jako hodnoty průměru nebo radiusu (poloměru). Soustruhy s osou Y: osa Y stoj kolmo k osám X a Z (kartézská soustava). Pro pojezdové pohyby plat : pohyby ve směru + směřuj pryč od obrobku pohyby ve směru směřuj k obrobku 1.4 Základy Souřadný systém Údaje souřadnic hlavn ch os X, Y a Z se vztahuj k nulovému bodu obrobku odchylky od tohoto pravidla se výslovně uváděj. Úhlové údaje pro osu C se vztahuj k nulovému bodu osy C (předpoklad: osa C je konfigurována jako osa hlavn ). Absolutn souřadnice Jestliže se souřadnice polohy vztahuj k nulovému bodu obrobku, pak se označuj jako souřadnice absolutn. Absolutn mi souřadnicemi je každá poloha na obrobku jednoznačně definována. HEIDENHAIN CNC PILOT

20 1.4 Základy Př růstkové (inkrementáln ) souřadnice Př růstkové (inkrementáln ) souřadnice se vztahuj vždy k naposledy programované poloze. Př růstkové souřadnice udávaj vzdálenost mezi posledn a za n následuj c polohou. Př růstkovými souřadnicemi je každá poloha na obrobku jednoznačně definována. Polárn souřadnice Údaje o poloze na čeln (l cn ) ploše nebo na plášti můžete zadávat bu v kartézských souřadnic ch nebo polárn ch souřadnic ch. Při kótován polárn mi souřadnicemi je každá poloha na obrobku jednoznačně definována udán m průměru a úhlu. Polárn souřadnice můžete zadávat absolutně nebo př růstkově. Měrové jednotky CNC PILOT můžete programovat a ovládat bu metricky nebo palcově. Pro zadáván a zobrazován plat měrové jednotky uvedené v tabulce. M ry metricky palcově souřadnice mm palce délky mm palce úhly stupně stupně otáčky 1/min 1/min řezná rychlost m/min ft/min posuv na otáčku mm/ot palců/ot posuv za minutu mm/min palců/min zrychlen m/s 2 ft/s Úvod a základy

21 Vztažné body stroje Nulový bod stroje Průseč k osy X a Z se nazývá nulový bod stroje. U soustruhů je to zpravidla průseč k osy vřetena a plochy vřetena. Označuje se p smenem M. Nulový bod obrobku Pro obráběn d lců je jednodušš um stit vztažný bod na obrobek tak, jak je kótován výkres obrobku. Tento bod se nazývá nulový bod obrobku. P smeno pro označen je W. 1.4 Základy Referenčn bod Závis na použitých měřic ch systémech, zda ř zen při vypnut zapomene svou polohu. Je-li tomu tak, mus te po zapnut ř zen CNC PILOT najet na pevné referenčn body. Systém zná vzdálenosti těchto referenčn ch bodů od nulového bodu stroje. HEIDENHAIN CNC PILOT
22 1.5 Rozměry nástrojů 1.5 Rozměry nástroje K polohován v osách, pro výpočet kompenzace radiusu břitu, počtu a rozdělen řezů u cyklů atd. potřebuje CNC PILOT údaje o nástroj ch. Délkové m ry nástroje Všechny programované a indikované hodnoty poloh se vztahuj k vzdálenosti mezi špičkou nástroje a nulovým bodem obrobku. Interně však systém zná pouze absolutn polohu nástrojového suportu (san ). Pro zjištěn a indikace polohy špičky nástroje potřebuje CNC PILOT znát rozměry XE a ZE a u vrtac ch a frézovac ch nástrojů pro obráběn v ose Y ještě i rozměr Y. Korekce nástrojů Břit nástroje se během obráběn opotřebovává. Ke kompenzaci tohoto opotřeben pracuje CNC PILOT s korekčn mi hodnotami. Tyto korekčn hodnoty se připoč távaj k délkovým rozměrům. Kompenzace radiusu břitu (SRK) Soustružnické nástroje (nože) jsou na špičce opatřeny zaoblen m radiusem. Při obráběn kuželů, zkosen a radiusových přechodů t m vznikaj nepřesnosti, které se odstraňuj kompenzac radiusu břitu. Programované dráhy pojezdu se vztahuj k teoretické špičce břitu S. Kompenzace SRK vypočte novou dráhu pojezdu, tzv. ekvidistantu, a t m tuto chybu vykompenzuje. Kompenzace radiusu frézy (FRK) Pro zhotoven obrysu při frézován je důležitý vnějš průměr frézy. Bez FRK je pro pojezdové dráhy vztažným bodem střed frézy. Kompenzace FRK vypočte novou dráhu pojezdu, ekvidistantu, a t m tuto chybu vykompenzuje Úvod a základy
23 Pokyny pro obsluhu2
24 2.1 Pracovn plocha 2.1 Pracovn plocha Zobrazen na obrazovce 1 Řádek provozn ch režimů Zobrazuje stav provozn ch režimů. Aktivn provozn režim má šedý podklad. Programovac a organizačn režimy: zvolený režim je zobrazen vpravo od symbolu dodatečné informace, jako zvolený program, provozn podrežim atd. se zobrazuj pod symboly provozn ch režimů. 2 Lišta menu (nab dek) a rozbalovac menu pro výběr funkc Pracovn okno Velikost a obsah závis na provozn m režimu. Některé programovac a organizačn režimy překrývaj indikaci stroje Indikace stroje Aktuáln stav stroje (pozice nástroje, situace cyklu a vřetena, aktivn nástroj atd.). Indikace stroje je konfigurovatelná. 7 5 Stavový řádek Simulace, TURN PLUS: Indikace aktuáln ch nastaven př p. pokyny pro dalš kroky obsluhy Ostatn provozn režimy: Zobrazen posledn ho chybového hlášen 6 Pole data a času a servisn kontrolka Indikace data a času Barevné pozad signalizuje chybu nebo hlášen PLC Servisn kontrolka Zobrazuje stav údržby stroje (viz 9.3 Systém údržby ) 7 Lišta softkláves Zobrazuje aktuáln význam tzv. softkláves (dialogových kláves). 8 Svislá lišta softkláves Zobrazuje aktuáln význam tzv. softkláves (dialogových kláves). Dalš informace: viz Př ručku ke stroji 12 2 Pokyny pro obsluhu
25 2.1.2 Ovládac prvky n Obrazovka se svislými a vodorovnými softklávesami: význam se zobrazuje softklávesami resp. vedle nich Př davné klávesy (stejná funkce jako klávesy na klávesnici): ESC INS n Klávesnice (panel) s abecedn klávesnic s integrovaným dev tim stným polem klávesami pro výběr provozn ch režimů Touch-Pad (dotykovým panelem): K polohován kurzoru (volba menu nebo softkláves, výběr ze seznamů, výběr vstupn ch pol atd.) n Ovládac panel stroje s ovládac mi prvky pro ručn a automatický provoz soustruhu (klávesy cyklů, ručn směrová tlač tka atd.) ručn m kolečkem k přesnému polohován v ručn m provozn m režimu toč tkem Override pro úpravu posuvu 2.1 Pracovn plocha Pokyny pro ovládán dotykového panelu (Touch- Pad): Zpravidla můžete tento dotykový panel použ vat alternativně s kurzorovými klávesami. Tlač tka pod t mto dotykovým panelem se v dalš m ozančuj jako levá resp. pravá klávesa myši. Funkce a obsluha tohoto dotykového panelu vycházej z obsluhy myši systémů WINDOWS. Jedno klepnut levou klávesou myši nebo jeden dotyk (jedno uknut ) na panel: napolohován kurzoru v seznamech nebo vstupn ch (zadávac ch) pol ch aktivuj se položky menu, softklávesy nebo softwarová tlač tka Poklepán levou klávesou myši nebo po ukán (dvakrát) na panel: v seznamech se aktivuje vybraná položka (aktivuje se zadávac okno) Jedno klepnut pravou klávesou myši: odpov dá klávese ESC předpoklad: klávesa ESC je v dané situaci př pustná (např. o jeden stupeň menu zpět) stejná funkce jako levá klávesa myši při výběru softkláves nebo tlač tek HEIDENHAIN CNC PILOT
26 2.1 Pracovn plocha Volba provozn ch režimů Provozn režim můžete kdykoli změnit. Při změně zůstává provozn režim na té funkci, v n ž byl opuštěn. U programovac ch a organizačn ch režimů se rozlišuj tyto situace: nen navolen žádný režim (vedle symbolu provozn ch režimů nen žádný zápis): požadovaný režim zvolte z menu režim je navolen (je indikován vedle symbolu provozn ch režimů): funkce tohoto režimu jsou k dispozici. V rámci programovac ch a organizačn ch režimů změn te režimy softklávesou nebo opakovaným stisknut m př slušného tlač tka provozn ch režimů Výběr funkc, zadáván dat Lišta menu a rozbalovac menu Jednotlivým položkám menu (nab dky) je předřazen symbol dev tim stného č slicového pole s vyznačenou pozic. Struktura tohoto pole odpov dá bloku č slicových kláves. K navolen funkce stiskněte označenou klávesu. Výběr funkc zač ná v liště menu, pak následuj rozbalovac (roletová) menu. V tomto rozbalovac m menu opět stiskněte č slicovou klávesu přiřazenou dané položce menu alternativně navol te požadovanou položku menu klávesami šipka nahoru/ šipka dolů a stisknete RETURN. Lišta softkláves Význam těchto softkláves (funkčn ch, dialogových kláves) závis na právě dané situaci při ovládán systému. Některé softklávesy působ jako klopný přep nač. Daný modus je zapnut, je-li př slušné pole přepnuto na aktivn (barevný podklad). Toto nastaven zůstane zachováno, dokud danou funkci opět nevypnete. Operace se seznamy Programy DIN PLUS, seznamy nástrojů, seznamy parametrů atd. se zobrazuj ve formě seznamů (sestav). V takovémto seznamu navigujete pomoc dotykového panelu nebo kurzorovými klávesami, abyste si mohli prohlédnout data, vybrat pozici pro vkládán dat nebo prvky seznamu pro operace jako mazán, kop rován, změny atd. Když jste si v seznamu vybrali pozici nebo položku, stisknete pro proveden operace klávesu ENTER, INS nebo DEL. Klávesy pro výběr provozn ch režimů Provozn režim Ručn ř zen Provozn režim Automatika Programovac režimy Organizačn režimy pokračován na dalš straně 14 2 Pokyny pro obsluhu
27 Zadáván dat Zadáván a změny dat se prováděj ve vstupn ch (zadávac ch) oknech. Ve vstupn m (zadávac m) okně je uspořádáno několik vstupn ch pol. Kurzor napolohujete na vstupn pole pomoc dotykového panelu nebo klávesami šipka nahoru/šipka dolů. Když kurzor stoj na požadovaném vstupn m poli, můžete zadávat data. Př padně zde již existuj c data se přep šou. Klávesami šipka doleva/šipka doprava nastav te kurzor na požadovanou polohu uvnitř vstupn ho pole, abyste mohli existuj c znaky mazat nebo nové doplňovat. Zadáván dat do vstupn ho pole se uzavře klávesami šipka nahoru/ šipka dolů nebo Enter. U některých dialogů přesahuje počet vstupn ch pol kapacitu okna. V těchto př padech se použ vá několik vstupn ch (zadávac ch) oken. To poznáte podle č sla okna v řádku záhlav vstupn ho okna. Mezi vstupn mi (zadávac mi) okny přep náte pomoc listován dopředu/zpět. Zadaná nebo změněná data převezmete stisknut m tlač tka OK. Alternativně můžete nezávisle na poloze kurzoru stisknout klávesu INS. Tlač tko Storno resp. klávesa ESC provedená zadán nebo změny zruš. Tvoř -li dialog několik vstupn ch oken, pak se data přeb raj již při stisknut klávesy listován dopředu/ zpět. 2.1 Pracovn plocha Tlač tka na obrazovce CNC PILOT nab z různé možnosti ovládán pomoc tlač tek na obrazovce. Př klady tlač tek: pol čko OK a Storno k uzavřen dialogového okna, tlač tka Rozš řené zadán atd. Navolte tlač tko a stiskněte Enter. Upozorněn : Nam sto volby pol čka OK nebo Storno můžete stisknout klávesu INS nebo ESC. HEIDENHAIN CNC PILOT
CNC PILOT 4290. NC-Software 340 460-xx. Př ručka pro uživatele
 CNC PILOT 4290 NC-Software 340 460-xx Př ručka pro uživatele Český (cs) 8/2001 CNC PILOT 4290, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici v CNC PILOT 4290 s č slem softwaru
CNC PILOT 4290 NC-Software 340 460-xx Př ručka pro uživatele Český (cs) 8/2001 CNC PILOT 4290, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici v CNC PILOT 4290 s č slem softwaru
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Př ručka pro uživatele POSITIP 855. Listopad 1999. Frézován
 Př ručka pro uživatele POSITIP 855 Listopad 1999 Frézován Obrazovka textová hlášen vstupn řádek grafická polohovac pomůcka provozn režim nebo funkce referenčn značky byly přejety symboly provozn ch režimů,
Př ručka pro uživatele POSITIP 855 Listopad 1999 Frézován Obrazovka textová hlášen vstupn řádek grafická polohovac pomůcka provozn režim nebo funkce referenčn značky byly přejety symboly provozn ch režimů,
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
ND 510 ND 550 Y Z SPEC FCT MOD
 HEIDENHAIN Návod k obsluze ND 510 ND 550 display pro záznam polohy (7-segmentový-LED) 8 dekád se znaménkem shora dolů X, Y, Z volba os (osa Z pouze u ND 550) volba parametru po osách č selná klávesnice
HEIDENHAIN Návod k obsluze ND 510 ND 550 display pro záznam polohy (7-segmentový-LED) 8 dekád se znaménkem shora dolů X, Y, Z volba os (osa Z pouze u ND 550) volba parametru po osách č selná klávesnice
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
itnc 530 NC software 340 420-xx Př ručka uživatele PROGRAMOVÁNÍ PODLE DIN/ISO
 itnc 530 NC software 340 420-xx Př ručka uživatele PROGRAMOVÁNÍ PODLE DIN/ISO Česky (cs) 9/2002 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky Přep nán obrazovky mezi strojn m a programovac
itnc 530 NC software 340 420-xx Př ručka uživatele PROGRAMOVÁNÍ PODLE DIN/ISO Česky (cs) 9/2002 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky Přep nán obrazovky mezi strojn m a programovac
ND 530 ND 570 HEIDENHAIN. Návod k obsluze REF
 HEIDENHAIN Návod k obsluze ND 530 ND 570 displej pro záznam polohy (7-segmentový LED, 8 dekád se znaménkem); shora dolů: X, Zo, Z volba os volba parametru po osách přep nán indikace jednotlivě/součet č
HEIDENHAIN Návod k obsluze ND 530 ND 570 displej pro záznam polohy (7-segmentový LED, 8 dekád se znaménkem); shora dolů: X, Zo, Z volba os volba parametru po osách přep nán indikace jednotlivě/součet č
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
Př ručka pro uživatele POSITIP 855. Listopad 1999 Soustružen
 Př ručka pro uživatele POSITIP 855 Listopad 1999 Soustružen Obrazovka textová hlášen vstupn řádek grafická polohovac pomůcka provozn režim nebo funkce referenčn značky byly přejety symboly provozn ch režimů,
Př ručka pro uživatele POSITIP 855 Listopad 1999 Soustružen Obrazovka textová hlášen vstupn řádek grafická polohovac pomůcka provozn režim nebo funkce referenčn značky byly přejety symboly provozn ch režimů,
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Kompatibilita a import CAD
 Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
Kompatibilita a import CAD Import a automatické rozpoznání 3D vlastností CATIA V5 WorkNC nyní nabízí import a automatické rozpoznání vlastností vrtaných otvorů z CATIA V5. V modulu automatického vrtání
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Př ručka uživatele Cykly dotykové sondy. itnc 530. NC-software 340 423-xx. 340 481-xx
 Př ručka uživatele Cykly dotykové sondy itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Česky (cs) 10/2005 Typ TNC, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici
Př ručka uživatele Cykly dotykové sondy itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Česky (cs) 10/2005 Typ TNC, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici
Posuv (G93, G94, G95, F, FGROUP, FL, FGREF)
") Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
Funkce Syntaxe Prostřednictvím těchto příkazů definujete rychlosti posuvu v NC programu pro všechny osy podílející se na posloupnosti obrábění. G93/G94/G95 F... FGROUP(,, ) FGREF[]=
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401
 NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
TNC 310. NC-software 286 140-xx 286 160-xx. Př ručka pro uživatele Popisný dialog HEIDENHAIN
 TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
TNC 310 NC-software 286 140-xx 286 160-xx Př ručka pro uživatele Popisný dialog HEIDENHAIN 10/2000 Ovládac prvky TNC Ovládac prvky obrazovky volba rozdělen obrazovky softklávesy přep nán lišt softkláves
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
TNC 410 TNC 426 TNC 430
 TNC 410 TNC 426 TNC 430 NC-software 286 060-xx 286 080-xx 280 476-xx 280 477-xx Př ručka uživatele programován podle DIN/ISO Český (cs) 12/2002 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky
TNC 410 TNC 426 TNC 430 NC-software 286 060-xx 286 080-xx 280 476-xx 280 477-xx Př ručka uživatele programován podle DIN/ISO Český (cs) 12/2002 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky
ÚLOHA 6. Úloha 6: Stěžejní body tohoto příkladu:
 Úloha 6: Stěžejní body tohoto příkladu: - Definování tabule plechu - Manuální nesting - vkládání - Expert-parametry pro nastavení automatického zpracování - Provedení automatického Expert zpracování -
Úloha 6: Stěžejní body tohoto příkladu: - Definování tabule plechu - Manuální nesting - vkládání - Expert-parametry pro nastavení automatického zpracování - Provedení automatického Expert zpracování -
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
Cykly sn mac ho dotykového systému TNC 426 TNC 430
 Cykly sn mac ho dotykového systému TNC 426 TNC 430 NC-Software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Př ručka uživatele Český (cs) 7/2002 Typ TNC, software a funkce Tato př
Cykly sn mac ho dotykového systému TNC 426 TNC 430 NC-Software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Př ručka uživatele Český (cs) 7/2002 Typ TNC, software a funkce Tato př
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
TNC 310. Př ručka uživatele. NC-Software 286 040 xx 11/98
 TNC 310 NC-Software 286 040 xx Př ručka uživatele 11/98 Ovládac prvky TNC Ovládac prvky na klávesnici volba rozdělěn obrazovky softklávesy přep nán lišt softkláves Tlač tka stroje osová/směrová tlač tka
TNC 310 NC-Software 286 040 xx Př ručka uživatele 11/98 Ovládac prvky TNC Ovládac prvky na klávesnici volba rozdělěn obrazovky softklávesy přep nán lišt softkláves Tlač tka stroje osová/směrová tlač tka
CNC PILOT 4290 Osy B a Y
 Příručka uživatele CNC PILOT 4290 Osy B a Y NC-software 625 952-xx Česky (cs) 4/2010 CNC PILOT 4290 Osy B a Y CNC PILOT 4290 Osy B a Y Tato příručka popisuje funkce, které jsou k dispozici v CNC PILOT
Příručka uživatele CNC PILOT 4290 Osy B a Y NC-software 625 952-xx Česky (cs) 4/2010 CNC PILOT 4290 Osy B a Y CNC PILOT 4290 Osy B a Y Tato příručka popisuje funkce, které jsou k dispozici v CNC PILOT
Obsah. Začínáme Viditelné součásti programu Simulace. WOP Menu CNC řízení. CNC Programy. Exec. Grafické okno. Strojní panel. 3D Model.
 F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
GIOTTO2/3e Návod k obsluze soustruh
 GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
MENU OBVOD AKTIVOVÁNO
 MENU OBVOD AKTIVOVÁNO Použitím MENU OBVOD můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce umožňují provádět vrtací cykly na obvodech. 1 KRUZNICE KARTEZKE SOURADNICE
MENU OBVOD AKTIVOVÁNO Použitím MENU OBVOD můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce umožňují provádět vrtací cykly na obvodech. 1 KRUZNICE KARTEZKE SOURADNICE
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Návod na použití portálu 802
 Návod na použití portálu 802 Použití nápovědy Nápovědu aktivujete stiskem zeleného tlačítka v dolní části ovladače (Aplikace) a zeleného tlačítka (Help). Rolování v textu provedete pomocí rolovacích tlačítek.
Návod na použití portálu 802 Použití nápovědy Nápovědu aktivujete stiskem zeleného tlačítka v dolní části ovladače (Aplikace) a zeleného tlačítka (Help). Rolování v textu provedete pomocí rolovacích tlačítek.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II
 Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Číslo materiálu VY_32_INOVACE_VC_CAM_18 Název školy Střední průmyslová škola a Vyšší odborná škola Příbram, Hrabákova 271, Příbram II Autor Martin Vacek Tématická oblast Programování CNC strojů a CAM systémy
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
TNC 620. Uživatelská příručka Programování cyklů. NC-software 817600-01 817601-01 817605-01
 TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
TNC 620 Uživatelská příručka Programování cyklů NC-software 817600-01 817601-01 817605-01 Česky (cs) 4/2014 Základy Základy O této příručce O této příručce Dále najdete seznam symbolů, které se v této
Cykly dotykové sondy itnc 530
 Cykly dotykové sondy itnc 530 NC software 340 420-xx 340 421-xx Př ručka uživatele Český (cs) 7/2002 Typ TNC, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici v systémech TNC od
Cykly dotykové sondy itnc 530 NC software 340 420-xx 340 421-xx Př ručka uživatele Český (cs) 7/2002 Typ TNC, software a funkce Tato př ručka popisuje funkce, které jsou k dispozici v systémech TNC od
SPIRIT 2012. Nové funkce. SOFTconsult spol. s r. o., Praha
 SPIRIT 2012 Nové funkce SOFTconsult spol. s r. o., Praha Informace v tomto dokumentu mohou podléhat změnám bez předchozího upozornění. 01/2012 (SPIRIT 2012 CZ) Revize 1 copyright SOFTconsult spol. s r.
SPIRIT 2012 Nové funkce SOFTconsult spol. s r. o., Praha Informace v tomto dokumentu mohou podléhat změnám bez předchozího upozornění. 01/2012 (SPIRIT 2012 CZ) Revize 1 copyright SOFTconsult spol. s r.
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
CNC frézování pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
NKB-1000 UŽIVATELSKÝ NÁVOD
 NKB-1000 UŽIVATELSKÝ NÁVOD Obsah VLASTNOSTI... 2 Přední panel... 2 Zadní panel... 3 POPIS MENU... 4 Aktivace klávesnice... 4 Menu... 4 System... 5 Account... 5 Config... 5 Version... 5 Model... 5 PŘIPOJENÍ...
NKB-1000 UŽIVATELSKÝ NÁVOD Obsah VLASTNOSTI... 2 Přední panel... 2 Zadní panel... 3 POPIS MENU... 4 Aktivace klávesnice... 4 Menu... 4 System... 5 Account... 5 Config... 5 Version... 5 Model... 5 PŘIPOJENÍ...
HLC série. horizontální soustruhy
 HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
HLC série horizontální soustruhy Soustruhy HLC Jsou nabízeny ve 3 provedeních s oběžným průměrem nad ložem od 900 do 2 000 mm. Délka obrobku může být až 12 metrů. Lože soustruhů jsou robustní konstrukce,
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Př ručka uživatele ND 710 ND 750. Indikace polohy pro frézky. Český (cs) 12/2001
 12/2001") Př ručka uživatele ND 710 ND 750 Indikace polohy pro frézky Český (cs) 12/2001 Indikace polohy (ND 710 pouze dvě osy) Volba souřadné osy (ND 710 pouze X a Y) Volba provozn ch parametrů vázaných na osu
Př ručka uživatele ND 710 ND 750 Indikace polohy pro frézky Český (cs) 12/2001 Indikace polohy (ND 710 pouze dvě osy) Volba souřadné osy (ND 710 pouze X a Y) Volba provozn ch parametrů vázaných na osu
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Př ručka uživatele Popisný dialog HEIDENHAIN TNC 320. NC-software 340 551-01
 Př ručka uživatele Popisný dialog HEIDENHAIN TNC 320 NC-software 340 551-01 Česky (cs) 3/2006 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky Přep nán obrazovky mezi strojn m a programovac m
Př ručka uživatele Popisný dialog HEIDENHAIN TNC 320 NC-software 340 551-01 Česky (cs) 3/2006 Ovládac prvky zobrazovac jednotky Volba rozdělen obrazovky Přep nán obrazovky mezi strojn m a programovac m
PROGRAMOVÁNÍ - AKTIVACE MENU
 PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
Vzorce. Suma. Tvorba vzorce napsáním. Tvorba vzorců průvodcem
 Vzorce Vzorce v Excelu lze zadávat dvěma způsoby. Buď známe přesný zápis vzorce a přímo ho do buňky napíšeme, nebo použijeme takzvaného průvodce při tvorbě vzorce (zejména u složitějších funkcí). Tvorba
Vzorce Vzorce v Excelu lze zadávat dvěma způsoby. Buď známe přesný zápis vzorce a přímo ho do buňky napíšeme, nebo použijeme takzvaného průvodce při tvorbě vzorce (zejména u složitějších funkcí). Tvorba
PEPS. CAD/CAM systém. Cvičebnice DEMO. Modul: Drátové řezání
 PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
Connect Genius V2. Instalace programu.
 Connect Genius V2 Program připojíte k PC přes RS 232. Instalace programu. Vložte CD do PC a automaticky se nabídne instalační program. Otevřete instalační program a klikněte dvojklikem na setup.exe a program
Connect Genius V2 Program připojíte k PC přes RS 232. Instalace programu. Vložte CD do PC a automaticky se nabídne instalační program. Otevřete instalační program a klikněte dvojklikem na setup.exe a program
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Newsletter LogiKal 8.1
 Newsletter LogiKal 8.1 2013 by ORGADATA AG Všechna práva vyhrazena. Jakékoli rozmnožování této přiručky bude postihováno. Práva na tuto dokumentaci náleží ORGADATA Software-Dienstleistungen AG, Leer. Vydal:
Newsletter LogiKal 8.1 2013 by ORGADATA AG Všechna práva vyhrazena. Jakékoli rozmnožování této přiručky bude postihováno. Práva na tuto dokumentaci náleží ORGADATA Software-Dienstleistungen AG, Leer. Vydal:
Záznamník teploty ZT, ZT1ext Návod k použití
 ČERNÁ SKŘÍŇKA Záznamník teploty ZT, ZT1ext Návod k použití Návod na použití záznamníku teploty COMET ZT, ZT1ext Přístroj je určen pro měření a záznam teploty vzduchu, příp. teploty z externí sondy s odporovým
ČERNÁ SKŘÍŇKA Záznamník teploty ZT, ZT1ext Návod k použití Návod na použití záznamníku teploty COMET ZT, ZT1ext Přístroj je určen pro měření a záznam teploty vzduchu, příp. teploty z externí sondy s odporovým
PRO MĚŘITELNÝ ÚSPĚCH. Návod k obsluze. www.soehnle-professional.com
 PRO MĚŘITELNÝ ÚSPĚCH 3020 Návod k obsluze www.soehnle-professional.com Obsah 1.............................................Úvod.................Strana 3 2.....................................Základní funkce.................strana
PRO MĚŘITELNÝ ÚSPĚCH 3020 Návod k obsluze www.soehnle-professional.com Obsah 1.............................................Úvod.................Strana 3 2.....................................Základní funkce.................strana
Uživatelská přiručka Změny a rozšiřeni od verze V520. MillPlus IT V530. Platné do verze V520/00e V521/00f V522/00c V530/00f
 Uživatelská přiručka Změny a rozšiřeni od verze V520 MillPlus IT V530 Platné do verze V520/00e V521/00f V522/00c V530/00f Česky (cs) 06/2007 579 536-82 MillPlus V600 1 Krátký přehled... 11 1.1 Krátký přehled...
Uživatelská přiručka Změny a rozšiřeni od verze V520 MillPlus IT V530 Platné do verze V520/00e V521/00f V522/00c V530/00f Česky (cs) 06/2007 579 536-82 MillPlus V600 1 Krátký přehled... 11 1.1 Krátký přehled...
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Průvodce TNC 310. NC-Software xx. Český (cs) 11/2001
 11/2001") Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
Průvodce TNC 310 NC-Software 286 140-xx Český (cs) 11/2001 Průvodce... je stručná verze programovac pomůcky pro ř -zen HEIDENHAIN TNC 310. Úplný návod k programo-ván a obsluze tohoto ř zen najdete v Př
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Ovladač Fiery Driver pro systém Mac OS
 2016 Electronics For Imaging, Inc. Informace obsažené v této publikaci jsou zahrnuty v Právní oznámení pro tento produkt. 30. května 2016 Obsah Ovladač Fiery Driver pro systém Mac OS Obsah 3...5 Fiery
2016 Electronics For Imaging, Inc. Informace obsažené v této publikaci jsou zahrnuty v Právní oznámení pro tento produkt. 30. května 2016 Obsah Ovladač Fiery Driver pro systém Mac OS Obsah 3...5 Fiery
Návod k obsluze ND 280
 Návod k obsluze ND 280 Česky (cs) 6/2011 Displej ND 280 1 2 3 4 5 ND 280 přední strana přístroje 7 6 Zobrazovací a ovládací prvky 1 Stavová lišta Aktuální druh provozního režimu: Skutečná hodnota, Zbývající
Návod k obsluze ND 280 Česky (cs) 6/2011 Displej ND 280 1 2 3 4 5 ND 280 přední strana přístroje 7 6 Zobrazovací a ovládací prvky 1 Stavová lišta Aktuální druh provozního režimu: Skutečná hodnota, Zbývající
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU
 Transformace souřadnic 14 14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU Transformace souřadného systému je implementována od softwarové verze 40.19 primárního procesoru a 6.201 sekundárního procesoru formou příslušenství
Transformace souřadnic 14 14. TRANSFORMACE SOUŘADNÉHO SYSTÉMU Transformace souřadného systému je implementována od softwarové verze 40.19 primárního procesoru a 6.201 sekundárního procesoru formou příslušenství
AutoCAD definice bloku
 Kreslení 2D technické dokumentace AutoCAD definice bloku Ing. Richard Strnka, 2012 1. Definice bloku Výklad: Blok je v podstatě definice bloku, která zahrnuje název bloku, geometrii bloku, umístění základního
Kreslení 2D technické dokumentace AutoCAD definice bloku Ing. Richard Strnka, 2012 1. Definice bloku Výklad: Blok je v podstatě definice bloku, která zahrnuje název bloku, geometrii bloku, umístění základního
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 08 Simulace
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 08 Simulace Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 -
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 08 Simulace Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 -
Stručný postup k použití programu PL7 Junior (programování TSX Micro)
") Stručný postup k použití programu PL7 Junior (programování TSX Micro) 1. Připojení PLC TSX Micro k počítači Kabel, trvale zapojený ke konektoru TER PLC, je nutné zapojit na sériový port PC. 2. Spuštění
Stručný postup k použití programu PL7 Junior (programování TSX Micro) 1. Připojení PLC TSX Micro k počítači Kabel, trvale zapojený ke konektoru TER PLC, je nutné zapojit na sériový port PC. 2. Spuštění
Co je nového v RhinoCAMu 2012
 Co je nového v RhinoCAMu 2012 6. únor Tento dokument popisuje nové funkce a vylepšení, které přináší RhinoCAM 2012, CAM systém pro Rhinoceros 4.0 a Rhinoceros 5.0 od společnosti MecSoft Corporation. 2012,
Co je nového v RhinoCAMu 2012 6. únor Tento dokument popisuje nové funkce a vylepšení, které přináší RhinoCAM 2012, CAM systém pro Rhinoceros 4.0 a Rhinoceros 5.0 od společnosti MecSoft Corporation. 2012,
OBSAH. ÚVOD...5 O Advance CADu...5 Kde nalézt informace...5 Použitím Online nápovědy...5. INSTALACE...6 Systémové požadavky...6 Začátek instalace...
 OBSAH ÚVOD...5 O Advance CADu...5 Kde nalézt informace...5 Použitím Online nápovědy...5 INSTALACE...6 Systémové požadavky...6 Začátek instalace...6 SPUŠTĚNÍ ADVANCE CADU...7 UŽIVATELSKÉ PROSTŘEDÍ ADVANCE
OBSAH ÚVOD...5 O Advance CADu...5 Kde nalézt informace...5 Použitím Online nápovědy...5 INSTALACE...6 Systémové požadavky...6 Začátek instalace...6 SPUŠTĚNÍ ADVANCE CADU...7 UŽIVATELSKÉ PROSTŘEDÍ ADVANCE
9. Práce s naskenovanými mapami
 9. Práce s naskenovanými mapami V této kapitole si ukážeme práci s předlohami. Předlohou rozumíme naskenovanou bitmapu, načtenou jako pozadí na pracovní plochu. Použitím bitmapového obrázku jako podklad,
9. Práce s naskenovanými mapami V této kapitole si ukážeme práci s předlohami. Předlohou rozumíme naskenovanou bitmapu, načtenou jako pozadí na pracovní plochu. Použitím bitmapového obrázku jako podklad,
CNC Technologie a obráběcí stroje
 CNC Technologie a obráběcí stroje Ruční ovladač MPG 1 Specifikace: Ruční ovladač MPG s přepínačem os, velikostí kroku a MPG STOP tlačítkem. MPG STOP tlačítko pro vypnutí vřetene a všech výstupů. Připojuje
CNC Technologie a obráběcí stroje Ruční ovladač MPG 1 Specifikace: Ruční ovladač MPG s přepínačem os, velikostí kroku a MPG STOP tlačítkem. MPG STOP tlačítko pro vypnutí vřetene a všech výstupů. Připojuje
Novinky v SolidCAMu
 Novinky v SolidCAMu 2019 Novinky v SolidCAMu 2019 2.5D Frézování Hluboké vrtání Plná kontrola nástroje v každé hloubce Velice užitečné pro vrtání hlubokých otvorů a vrtání, kde dochází ke křížení děr Hluboké
Novinky v SolidCAMu 2019 Novinky v SolidCAMu 2019 2.5D Frézování Hluboké vrtání Plná kontrola nástroje v každé hloubce Velice užitečné pro vrtání hlubokých otvorů a vrtání, kde dochází ke křížení děr Hluboké
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice