UŽIVATELSKÁ PŘÍRUČKA
|
|
|
- Jindřich Neduchal
- před 10 lety
- Počet zobrazení:
Transkript
1 Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D soustružení UŽIVATELSKÁ PŘÍRUČKA Ing. Michal Hill, učitel odborných strojírenských předmětů

2
3 Obsah 1. Úvod Ovládací prvky Možnosti uspořádání Stroj řízený PC s ovládacím panelem EMCO Stroj řízený PC PC s panelem EMCO bez stroje externí výukové pracoviště PC se sofrwarem WinNC Ovládací panel EMCO Obrazovka Klávesnice ovládání programu Klávesnice ovládání stroje Ovládací prvky na stroji PC klávesnice Ovládání WinNC Spuštění a ukončení WinNC Spuštění WinNC Ukončení WinNC Základy obsluhy programu Adresáře obrobků a NC programy Typy NC programů (souborů) a adresářů Uložení NC Souboru Vytvoření adresáře Vytvoření partprogramu(programu součásti) Vytvoření Subprogramu(podprogramu) Editace NC programu Práce se soubory a adresáři Export a import NC souboru Export Import dat Simulace programu Ovládání stroje Pracovní režimy stroje Nástrojová data Korekce nástroje Poloměr špičky nástroje... 27
 a adresářů... 13 3.3.2. Uložení NC Souboru... 13 3.3.3. Vytvoření adresáře... 13 3.3.4.")
4 5.3. Poloha ostří Zadání nástrojových dat Parametry Funkční tlačítka Zavedení nového nástroje s korekcemi Běh programu Podmínky pro spuštění programu Volba partprogramu k obrobení Uvolnění partprogramu(adresáře obrobku) Navolení partprogramu pro spuštění Spuštění programu, zastavení programu Spuštění programu Zastavení (přerušení) běhu programu Zrušení běhu programu Ovlivnění průběhu programu Programování Přehled přípravných funkcí G Přehled pomocných funkcí M Zkratky příkazů Souřadnice, nulové body Korekce poloměru nástroje Posuvy, otáčky, pracovní prostor Pracovní pohyby Programování kontury Tvorba volné kontury Přímá tvorba kontury Cykly D View...67

5 Úvod 1. Úvod V této příručce je popsáno ovládání řídicího systému Sinumerik 840D- Turn pro soustruhy. Základním cílem této příručky je seznámení se základy ovládání řídicího systému. Popis funkcí předpokládá použití stroje CONCEPT TURN 105 od firmy EMCO-Maier a řídicího sofrwaru WinNC a ovládacího panelu EMCO. Proto zde budou popisovány především ty funkce, které lze provozovat na tomto zařízení

6 Ovládací prvky 2. Ovládací prvky 2.1. Možnosti uspořádání V závislosti na použitém zařízení můžeme WinNC provozovat třemi základními způsoby: Stroj řízený PC s ovládacím panelem EMCO Obráběcí stroj Ovl. panel EMCO Monitor Výměn. panel Výměn. panel PC + WinNC PC klávesnice Obráběcí stroj je řízen počítačem PC se speciálním ovládacím panelem EMCO. Digitizér je osazen výměnnými panely(klávesnicemi), což umožňuje změnu řídicího softwaru stroje (SINUMERIK,HAIDENHAIN,.). Klávesnice ovládacího panelu je aktivní po spuštění WinNC na PC. PC klávesnice slouží pro základní ovládání počítače i pro ovládání WinNC a stroje. Tento způsob uspořádání je nejoptimálnější Stroj řízený PC Obráběcí stroj Monitor PC klávesnice PC + WinNC Obráběcí stroj je řízen počítačem PC s klasickou klávesnicí. Protože není k dispozici ovládací panel, některá tlačítka klávesnice mají po spuštění WinNC přiřazeny speciální funkce pro ovládání programu SINUMERIK a ovládání stroje

7 Ovládací prvky PC s panelem EMCO bez stroje externí výukové pracoviště Ovládací panel Monitor Výměn. panel Výměn. panel PC + WinNC PC klávesnice Toto uspořádání je plnohodnotné s , není ale spojeno přímo s obráběcím strojem. Zde vytvořené programy je možno přenést na obráběcí stroj. Panel EMCO je shodný s panelem u stroje PC se sofrwarem WinNC Monitor PC klávesnice PC + WinNC Uspořádání bez obráběcího stroje složí pro výuku tvorby NC programů prostřednictvím WinNC na samostatném (externím) PC. některá tlačítka klávesnice mají po spuštění WinNC přiřazeny speciální funkce pro ovládání programu SINUMERIK a ovládání stroje. Zde vytvořené programy je možno přenést na obráběcí stroj. Při instalaci WinNC je nutno použít variantu pro externí PC, varianta určená pro řízení stroje nejde spustit na externím PC, protože vyžaduje komunikaci se strojem

8 Sinumerik 840D-Turn Ovládací prvky 2.2. Ovládací panel EMCO Legenda: obrazovka vodorovná funkční tlačítka F1-F8 svislá funkční tlačítka F1-F8 klávesnice ovládání programu korekční přepínač posuvů přepínač pracovních režimů klávesnice ovládání stroje -4-

9 Ovládací prvky Obrazovka Následující obrázek ukazuje vzhled obrazovky v režimu Machine (stroj) s načteným NC programem POKUS.MPF Popis: 1 Ukazatel aktivní provozní oblasti 2 Ukazatel aktivního kanálu 3 Pracovní režim(auto) a podpracovní režim, je li aktivní (REF, INC, ) 4 Cesta a název navoleného NCprogramu 5 Stav kanálu 6 Provozní hlášení kanálu 7 Stav programu 8 Ukazatel stavu kanálu (SKIP, DRY, SBL,...) 9 Řádek alarmů a chybových hlášení 10 Okno souřadnic nástroje (WCS,MCS) 11 Okno otáček vřetena (okno je žlutě lemováno=je aktivní) 12 Prováděný NC program 13 Okno posuvů 14 Řádek pokynů pro obsluhu 15 Pozice pro symbol - tlačítko pro návrat do vyššího menu 16 Pozice pro symbol i - tlačítko pro vyvolání informace 17 Vodorovná funkční tlačítka 18 Svislá funkční tlačítka 19 Pozice pro symbol - zobrazení dalších vodorovných tlačítek
 9 Řádek alarmů a chybových hlášení 10 Okno souřadnic nástroje (WCS,MCS) 11 Okno otáček vřetena (okno je žlutě lemováno=je aktivní) 12 Prováděný NC program 13 Okno posuvů 14 Řádek pokynů pro")
10 Ovládací prvky Klávesnice ovládání programu Shift Přepíná na druhou funkci(na tlačítku vlevo nahoře) s následujícími možnostmi: 1 x stlačit Shift-pouze pro jedno stlačení platí druhá funkce tlačítek 2 x stlačit Shift-pro všechna stlačení platí druhá funkce tlačítek 3 x stlačit Shift-pro jedno stlačení platí první funkce, dále druhá funkce tlačítek 4 x stlačit Shift-odvolání 2x nebo3x Shift Přímý skok do provozní oblasti "Stroj" Návrat do vyššího menu Zobrazení dalších vodorovných funkčních tlačítek vpravo Přepínání mezi provozními oblastmi (Machine, Program, ) Odhlášení alarmu - 6 -

11 Ovládací prvky Vyvolání informace Je funkční jen tehdy, je-li v dialogovém řádku zobrazeno i. Přepínání aktivity mezi zobrazenými okny Editovat hodnoty lze jen v aktivním okně. Kurzor nahoru/dolů Kurzor vlevo/vpravo Stránkování vpřed/zpět Mezerník Vymazání (Backspace) Tlačítko výběru (Toggle key) Přepíná mezi přednastavenými hodnotami v zadávacím datovém poli. Editační tlačítko / Zpět (Undo) Editované hodnoty se neuloží a opustí se zadávací pole/ukončení řádku NC programu. Skok na konec řádku (konec listu) Zadávací tlačítko (ENTER) Převzetí editované hodnoty. Adresář otevřít/zavřít. Data otevřít
 Editované hodnoty se neuloží a opustí se zadávací pole/ukončení řádku NC programu.")
12 Ovládací prvky Klávesnice ovládání stroje V závislosti na použitém stroji a příslušenství nemusí být všechny funkce aktivní. SKIP Věty NC programu pod lomítkem se neprovedou. DRY RUN Zkušební běh programů zrychleným posuvem bez otáček vřetene. OPT STOP Při M01 se provede stop programu. RESET Vrátí program na začátek. Vymaže chybová hlášení. Zastaví běh vřetena při režimu MDA. průběh programu "věta po větě" stop programu start programu ruční pohyb os najetí referenčního bodu ve všech osách stop posuvu start posuvu korekce otáček vřetene - 8 -

13 Ovládací prvky stop vřetene start vřetene start vřetene v pracovním režimu AUT a JOG : smysl otáčení vpravo: tlačítko krátce zmáčknout smysl otáčení vlevo: tlačítko zmáčknout min. 1 sec. dveře otevřít U Turn 105 není funkční. dveře zavřít U Turn 105 není funkční. upínací zařízení upnout/uvolnit otočení nástrojové hlavy chladící kapalina zapnout/vypnout pinola vpřed U Turn 105 není funkční. pinola zpět U Turn 105 není funkční. chlazení start/stop AUX OFF Pomocné pohony vypnout. AUX ON Pomocné pohony zapnout

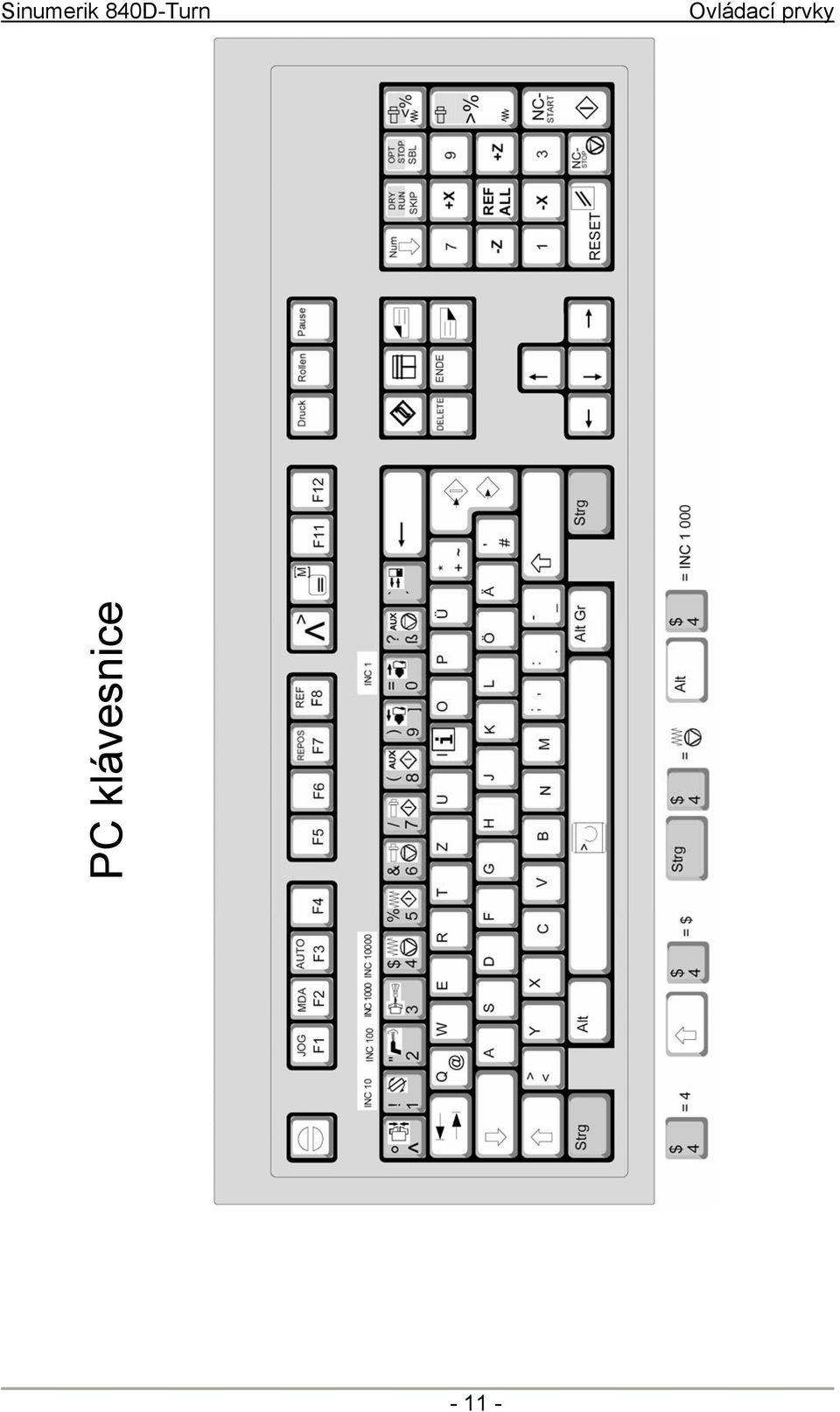
14 Ovládací prvky Korekční přepínač posuvů Přepínač prac. režimů Detailní popis viz. kap.4-ovládání stroje Ovládací prvky na stroji EMERGENCY OFF Stop tlačítko v nebezpečí. Odblokování tlačítka pootočením. Klíčový přepínač režimu stroje automat/ruční Tlačítko odblokování dveří 2.3. PC klávesnice PC klávesnicí můžeme nahradit ovládací panel EMCO. Některým tlačítkům jsou proto přiřazeny speciální funkce pro ovládání programu WinNC a řízení stroje podle následujícího obrázku. Některé další funkce tlačítek jsou přes tlačítka SHIFT, CTRL, nebo ALT (příklad pod obrázkem klávesnice). Funkce stroje v numerické klávesnici jsou aktivní jen v tom případě, když není aktivní NUMLock

15 Ovládací prvky PC klávesnice
16 Ovládání WinNC 3. Ovládání WinNC V této kapitole je popsáno ovládání software EMCO WinNC SINUMERIK 810 D / 840 D se zaměřením na soustružení.s pomocí EMCO WinNC mohou být řízeny soustruhy série EMCO PC TURN a CONCEPT Turn přímo počítačem PC Spuštění a ukončení WinNC Spuštění WinNC a) Ikonou na ploše b)start/programy/emco/winnc-launch WinNC Poznámka: jestliže je počítač k řízení stroje napájen samostatně, je třeba před spuštěním WinNC zapnout hlavní vypínač stroje, aby bylazajištěna komunikace se strojem Ukončení WinNC a) křížkem v pravém horním rohu okna na obrazovce b) současným stiskem kláves + na panelu EMCO Poznámka: u počítače, kterým je řízen stroj, je nejdříve třeba vypnout pomocné pohony stroje tlačítkem AUX OFF Základy obsluhy programu Program můžeme ovládat klávesnicí na ovládacím panelu EMCO (popis tlačítek v kap ), nebo PC klávesnicí. Ovládání je umožněno oběma klávesnicemi. Přiřazení speciálních funkcí tlačítek na PC klávesnici je popsáno v kap Po spuštění programu je nastavena provozní oblast Machine (indikováno v levém horním rohu obrazovky). Pro přepínání mezi oblastmi slouží tlačítko. Po jeho stisknití se na vodorovné liště tlačítek zobrazí 5 základních provozních oblastí obsluhy stroje: Machine (stroj) Parameter (parametry) Program Services (služby) Diagnosis (diagnóza) průběh programu součásti, ruční řízení stroje editace dat pro programy, a správa nástrojů tvorba a editace NC programů import a export NC programů ukazatele alarmu a servisu Provozní oblast, ve které chceme pracovat, volíme příslušnými tlačítky F1 F5. Zvolíme-li některou z oblastí, např. Program, opakovaným stiskem tlačítka přepínáme stále mezi oblastmi Machine a Program, přičemž zjistíme, že u obou oblastí se mění funkční tlačítka mezi základním významem(společný pro všechny oblasti) a významem specifickým pro danou oblast. Z PC klávesnice jsou svislá funkční tlačítka přístupná přes SHIFT
 Ikonou na ploše b)start/programy/emco/winnc-launch WinNC Poznámka: jestliže je počítač k řízení stroje napájen samostatně, je třeba před spuštěním WinNC zapnout hlavní vypínač")
17 Ovládání WinNC 3.3. Adresáře obrobků a NC programy Typy NC programů (souborů) a adresářů Part program (*.MPF) Hlavní NC program pro obrobení součásti. Subprogram (*.SPF) Podprogram- opakovatelný NC program(cyklus), který můžeme zavolat z hlavního NC programu. Workpiece (*.WPD) Adresář obrobku, ve kterém jsou uloženy programy(*.mpf) a podprogramy(*.spf) nebo jiná data. Vytváří se automaticky v adresáři obrobků- WKS.DIR. Partprograms(MPF.DIR) Implicitní adresář pro samostatné partprogramy, které nesdružujeme do adresáře obrobků. Subprograms(SPF.DIR) Implicitní adresář pro samostatné subprogramy, které nesdružujeme do adresáře obrobků Uložení NC Souboru Po vytvoření se adresáře součástí *.WPD a soubory *.MPF a *.SPF ukládají automaticky podle následujícího schematu. V následujícím příkladu si ukážeme, jak vytvořit adresář obrobku CEP.WPD a v něm partprogram CEP_1.MPF a subprogram CEP_1_TVAR.SPF. WinNC32 SIE840D.T PRG MPF.DIR SPF.DIR WKS.DIR CEP.WPD CEP_1.MPF CEP_1_TVAR.SPF Vytvoření adresáře Na příkladu vysvětlíme založení adresáře a v něm vytvoříme jeden program a jeden podprogram. Po spuštění WinNC se nacházíme v režimu Maschine (stroj). Klávesou nebo F10 změníme význam funkčních tlačítek
 Implicitní adresář pro samostatné subprogramy, které nesdružujeme do adresáře obrobků. 3.3.2. Uložení NC Souboru Po vytvoření se adresáře součástí *.WPD a soubory *.MPF a *.")
18 Ovládání WinNC Založíme nový adresář obrobku s názvem CEP.WPD Program F3 přepnutí do oblasti program Přepnutí do oblasti(okna) Workpieces(obrobky). Zde jsou zobrazeny dostupné adresáře součástí. NEW OK nebo Abort F1 F8 F7 nový soubor Založení nového adresáře. Do červeného zadávacího pole napíšeme název adresáře: TEST. potvrzení Potvrdíme zadání. opuštění bez uložení Opustíme zadání bez uložení zápisu dat Vytvoření partprogramu(programu součásti) Partprogram je NC program obsahující sled příkazů pro obrobení součásti. V adresáři CEP.WPD založíme nový soubor pro obrobení součástky s názvem CEP_1.MPF. Šipkami umístíme podbarvení na nově vytvořený adresář. nebo Enter otevření adresáře NEW F1 vytvoření nového souboru Přemístíme kurzor na pole Type: a klávesou přepneme typ souboru na MPF Přepneme na pole Program name: a zapíšeme zde název: CEP_1 OK F8 potvrzení zadání Nyní máme založen nový soubor CEP_1.MPF otevřený k zápisu. Zkusíme si napsat program pro hrubování součásti z tyče průměru 18mm. V tomto programu je použit cyklus hrubování CYCLE95. Jeho parametry budou vysvětleny později. Obrys součásti vytvoříme dále jako samostatný podprogram se jménem CEP_1_TVAR. (Zapisujeme pouze tučný text.) Program: TRANS Z=51 G40 G0 X60 Z50 T1 D1 G0 X19 Z2 G1 Z0.2 F0.1 LIMS=2500 G96 S150 M4 M8 G1 X-0.5 F0.03 posun nul. bodu na čelo obrobku zrušení korekcí rychloposuv do výměny nástroje výměna nástroje rychloposuv před čelo obrobku zarovnání čela obrobku omezení otáček konstantní řezná rychlost, otáčky doleva zapnutí chlazení zarovnání čela

19 Ovládání WinNC G0 X18 Z1 odskok CYCLE95("CEP_1_TVAR ",0.8,0.1,0.5,0,0.1,0.08,0.03,1,0.1,3,0.5) cyklus hrubování G0 X60 Z50 odjezd do výměny nástroje T5 D1 výměna nástroje LIMS=3600 omezení otáček S200 M4 řez. rychlost, otáčky doleva G0 X19 Z0 najetí k čelu G1 X-0.8 F0.03 zarovnání čela G0 X18 Z2 odskok CYCLE95("CEP_1_TVAR ",0.8,0,0,0,0.03,0.08,0.03,5,0,0,0.5)1 cyklus dokončení G0 X60 Z50 odjezd na výměnu nástroje T3 D1 výměna nástroje G97 zruš. konst. řez. rychlosti G95 S1000 posuv v mm/ot, otáčky vřetena G0 X19 Z-14 nájezd k upíchnutí G1 X-1 F0.05 upíchnutí součásti G0 X19 odskok X60 Z50 odjezd do výměny M30 konec programu Close F8 ukončíme zápis programu s uložením a návratem do adresáře CEP.WPD Vytvoření Subprogramu(podprogramu) Stejným postupem vytvoříme podprogram pro obrys součásti. Nacházíme se v adresáři CEP.WPD, proto můžeme rovnou klávesou NEW založit nový soubor typu (SPF) s názvem CEP_1_TVAR (název musí přesně odpovídat zápisu v cyklu 95). Obrys součásti je popsán jako konturování nástrojem. Protože se jedná o cyklus, musí být na konci M17. Podprogram: G01 X6 Z0 X10 Z-2 X10 Z-10 RND=1 zaoblení rohu R1 X14 Z-10 RND=0.5 zaoblení rohu R0.5 Z-17 X18 M

20 Ovládání WinNC Editace NC programu Jedná se především o manipulaci s určitou částí programu. Požadovanou část textu označíme jako tzv. blok, který můžeme najednou smazat, přemístit apod. K editaci NC programu můžeme použít funkční tlačítka. Tlačítka F3, F5 a F7 jsou dostupná až po označení bloku tlačítkem F2. Overwr./Paste F1 přepsat/vložit Přepínání mezi přepsáním a vložením textu. Mark block Copy block Insert block Delete block Renumber Abort Close F2 F3 F4 F5 F6 F7 F8 označit blok Umístíme kurzor na začátek bloku. Stiskneme tlačítko Mark block. Posuneme kurzor na konec bloku. Opětovným stiskem tlačítka opustíme mód označování. kopírovat blok Blok se zkopíruje do schránky. vložit blok Blok se vloží na aktuální pozici kurzoru. vymazat blok Vymaže se předem označený blok. přečíslovat programové věty (řádky) programu Je vhodné po vymazání části programu, aby šla čísla vět za sebou. opustit Opustit editor bez uložení změn. zavřít Následuje uložení změn a návrat do nadřazeného adresáře Práce se soubory a adresáři Soubory můžeme vymazat, kopírovat, přejmenovat a přemisťovat mezi adresáři. Adresáře můžeme pouze přejmenovat a vymazat. Jestliže chceme provést program na stroji, musí být zpřístupněn (označen křížkem). Přístup přepínáme tlačítkem Alter enable. K práci se soubory slouží následující funkce: NEW Copy Paste F 1 F2 F3 založit nový soubor nebo adresář Popsáno v kapitole kopírovat soubor Kopírujeme označený(podbarvený) soubor. vložit soubor Přemístíme se do adresáře, kam chceme zkopírovaný soubor přemístit. Po stisku Paste můžeme změnit jméno(name) a typ souboru. Potvrdíme OK, nebo zrušíme akci Abort

21 Ovládání WinNC Delete Rename Alter enable Workp. Selection Workp. Selection F4 F5 F6 F7 F7 vymazat soubor nebo adresář Vymažeme označený soubor. Dotaz na vymazání potvrdíme OK nebo zrušíme akci Abort. přejmenovat soubor Můžeme napsat nový název souboru v políčku Program name:, také změnit typ souboru v políčku Type: klávesou. přepínač přístupu k souboru Je-li ve sloupci Enable u souboru (adresáře) X, je soubor (adresář) uvolněn k obrábění. výběr programu Vybere- navolí program, který se bude na stroji provádět. výběr adresáře součásti Vybere- navolí adresář, který se bude na stroji provádět Export a import NC souboru Jak již víme, vytvořené partprogramy a subprogramy se automaticky ukládají do určených adresářů. Jak ale programy prostřednictvím WinNC přenést jinam, např. na disketu a zpět? Tento úkol řeší oblast Services. Klávesou zpřístupníme tlačítko Services a stiskneme. Otevře se následující okno
22 Ovládání WinNC Export V následujícím postupu můžeme vyzkoušet export adresáře CEP.WPD (který jsme již vytvořili) a jeho obsahu- programů CEP_1.MPF a CEP_1_TVAR.SPF do souboru CEP.ARC (archivační soubor). Data out Drive Set F7 F2 F8 režim export dat Stiskem tlačítka přepneme do tohoto režimu. Políčko zčerná- je aktivováno. cíl exportu-disk/disketa Data se uloží na disk/disketu. (Kromě Drive jsou nad tlačítkem k dispozici další tři možnosti.) nastavení výstupního zařízení Můžeme volit: - Floppy - disketa - Free ditectory - adresář na disku, jehož cestu zadáme níže:
23 Ovládání WinNC (Nastavíme např. na Floppy -disketu ) Save setting Volba dat F8 uložení nastavení Nastavenou cestu uložíme. Toto nastavení zůstane trvale uloženo do další změny. Exportovat můžeme celé adresáře, nebo jednotlivé soubory. Exportuje se vždy ta položka, na které je umístěn kurzor(je podbarvena). Nastavíme tedy kurzor v zobrazeném seznamu adresářů na požadovaný adresář (Workpieces) vstoupíme do něj a označíme požadovaný adresář (např. adresář CEP.WPD). Pohyb v adresářích Vstup do adresářů: dvojklikem myši nebo Enter na název adresáře. Návrat do vyššího adresáře: Back F1 Start F2 start exportu dat Do políčka Program name: zapíšeme název vytvářeného souboru bez přípony(např.cep). OK F8 potvrzení názvu a provedení zápisu dat Exportovaná data (celý adresář součásti CEP.WPD) jsou tímto uložena na nastaveném cílovém zařízení (disketě) jako jeden soubor s příponou *.ARC (CEP.ARC). Při importu dat do systému WinNC je zpětně obnovena původní struktura adresářů a souborů Import dat V následujícím postupu můžeme vyzkoušet import dat z archivačního souboru CEP.ARC, který jsme v předchozím postupu uložili na disketu. Aby se data objevila v novém adresáři (např.s názvem IMPORT), musíme změnit název původního adresáře v souboru CEP.ARC. Otevřeme soubor (např.v poznámkovém bloku) a název CEP v řádku: ;$PATH=/_N_WKS_DIR/_N_CEP_WPD nahradíme názvem IMPORT. ;$PATH=/_N_WKS_DIR/_N_IMPORT _WPD Tento řádek se vyskytuje v souboru 2x.Úpravu musíme provést u obou těchto řádků
24 Ovládání WinNC Data out Drive Set Start OK F 1 F7 F8 F2 F8 režim import dat Stiskem tlačítka přepneme do tohoto režimu. zdroj importu-disk/disketa Jestliže v okně automaticky naskočí obsah diskety, nemusíme provádět další nastavení- Set. nastavení zdroje dat Zde nastavíme disketu (disk), kde je umístěn soubor s příponou *.ARC. V případě disku musíme napsat přesnou cestu k souboru a název souboru. start importu Nastavíme kurzor na požadovaný soubor (CEP.ARC) a stiskneme tlačítko. provedení importu Tímto postupem se v systému WinNC v adresáři Workpieces vytvořil nový adresář IMPORT a v něm soubory (programy) CEP_1.MPF a CEP_1_TVAR.SPF Simulace programu Vytvořený NC program můžeme ověřit v režimu simulace, kdy na obrazovce vidíme, jak se postupně provádějí pohyby nástrojů. Můžeme tak odhalit pouze hrubé programátorské chyby v pohybech nástroje, nikoli však chybně nastavené řezné podmínky. Pro vstup do režimu simulace je třeba nejdříve otevřít v editoru partprogram, který chceme simulovat. Můžeme použít námi vytvořený partprogram CEP_1.MPF. Provedeme to postupem: Program/Workpieces/CEP.WPD/CEP_1.MPF Máme-li soubor otevřený v editoru, můžeme vstoupit do simulace:
25 Ovládání WinNC Simulation Start Edit Reset F6 F5 F1 F6 vstup do režimu simulace start simulace Zelenou čarou se postupně vykreslí všechny pohyby nástrojů. návrat do editoru partprogramu stop běhu simulace Single block F7 Zoom auto F1 běh programu blok po bloku zap/vyp Zapnutí tlačítka je indikováno v pravém hor. rohu. Je li tato volba zapnuta, každý stisk tlačítka Start programu provede jen jeden blok. Režim lze kdykoli vypnout stejným tlačítkem a pokračovat kontinuálně. automatický zoom zap/vyp Během simulace se pohybuje okno s nástrojem.zapnutí tlačítka je indikováno v pravém hor. rohu. Zoom auto nelze použít současně se Zoom. To origin Display all F2 F3 návrat k původní velikosti zobrazení zobrazení všech dráh nástroje
26 Ovládání WinNC Zoom + Zoom - F4 F5 přiblížení obrazu Klikáním na tlačítko se přibližuje obraz se středem ve žlutém křížku. Křížek lze posunout šipkami klávesnice. oddálení obrazu Delete window F6 smazání obsahu okna Vymažou se dráhy nástrojů. Při opakování simulace se provede automaticky. Cursor c./f. Settings F7 F8 přepínač délky kroku kurzoru hrubý/jemný Nastavení kroku pohybu žlutého křížku při nastavení středu Zoom +. nastavení parametrů simulace Zde můžeme volit rovinu zobrazení simulace. Implicitně je X-Z. Optimální postup simulace je nejdříve nechat proběhnout simulaci a pak podle potřeby zapnout Zoom auto nebo Single block, případně přiblížit pozorované místo pomocí Zoom + a znovu spustit simulaci
27 Ovládání stroje 4. Ovládání stroje 4.1. Pracovní režimy stroje Pracovní režimy stroje volíme pomocí přepínače: Přepínač prac. režimů V případě, že nemáme ovládací panel EMCO, můžeme tyto pracovní režimy navolit na počítačové klávesnici pomocí funkčních tlačítek. atd.). Najetí na referenční bod (Ref) Najetím suportu na referenční bod se synchronizuje řízení se strojem. Tato činnost je povinná při každém spuštění stroje. Referenční bod je v pravém horním rohu prac. prostoru stroje. Najetí provedeme takto: Přepínač nastavíme na polohu ( nebo Alt+F8 napočítači). stiskneme směrové tlačítko -X nebo +X, aby najetí na referenční bod proběhlo v příslušné ose, stejně tak provedeme pro osu Z. Pomocí klávesy Ref all se automaticky najedou referenční body ve všech osách (počítačová klávesnice). Pozor na překážky v pracovním prostoru! (upínací zařízení, upnuté obrobky AUTOMATIC- automatický režim Automatický průběh NC programu součásti.zde je možno programy navolit, nastartovat, korigovat, ovlivňovat (např. věta po větě ) a spouštět jejich průběh. Podmínky pro spuštění programu součásti: byl najet referenční bod je načten NC program součásti (partprogram) nutné korekční hodnoty(posunutí nul. bodu, korekce nástroje) jsou zadány a zkontrolovány je aktivováno bezpečnostní blokování (např. ochranné dveře jsou zavřeny) klíčovým přepínačem je nastaven režim -AUTOMAT Možnosti v automatickém pracovním režimu : korekce programu vyhledávání programových vět přepis paměti ovlivňování programu Spuštění aotomatického běhu programu se provede tlačítkem
28 Ovládání stroje EDIT Vstup do editace programu MDA -poloautomatický režim V pracovním režimu MDA (Manual Data Automatic)je možno napsat NC program součásti v editoru a ihned spustit jejich průběh bez přepínání mezi režimy.řízení provede zadané věty po stisknutí tlačítka. Režim MDA se také používá k roztočení vřetena příkazem M3(M4) a zadáním otáček S při soustružení v ručním režimu.pro průběh MDA-programu jsou nutné stejné podmínky jako u automatického režimu. Ruční režim V tomto režimu můžeme ručně ovládat a seřízovat stroj. Nástrojem můžeme pojíždět ručně pomocí směrových tlačítek -X, +X, -Z, +Z. Postup ovládání: Přepínač nastavíme na polohu ( nebo Alt+F1na počítači). Klíčový přepínač přepneme na polohu. Při nastavení přepínače na a nebo otevřených dveřích je nutno jednou rukou držet stisknuté tlačítko,jinak se pohyb neprovede. Pomocí tlačítek -X, +X, -Z, +Z se osy pohybují odpovídajícím směrem po dobu jejich stlačení. Rychlost posuvu nastavíme pomocí korekčníhopřepínače posuvu. Stiskneme li současně tlačítko, budou se saně pohybovat rychloposuvem. Chceme-li v ručním režimu soustružit(např. zarovnat čelo, nebo srovnat průměr pro odměření korekcí), je potřeba roztočit vřeteno požadovanými otáčkami. Roztočení vřetena otáčkami 2000/min provedeme v režimu MDA, kde v editoru napíšeme větu: M4 S2000 a stiskem tlačítka se vřeteno roztočí. Teach In Zde můžeme zhotovit programy v dialogu se strojem. Pohyb po krocích Nástrojem můžeme pojíždět po krocích pomocí směrových tlačítek -X, +X, -Z, +Z. Podle polohy přepínače znamená jeden stisk směr. tlačítka: 1 1/1000 mm 10 1/100 mm 100 1/10 mm mm mm Rychlost provedení kroku nastavíme pomocí korekčního přepínače posuvu. Při současném stisknutí tlačítka pojedou saně rychloposuvem
29 Ovládání stroje Repos Zpětné polohování. Po přerušení programu v automatickém režimu (např. kvůli měření) může nástroj v režimu JOG odjet od kontury. Řízení uloží v takovém případě souřadnice místa přerušení a v okně dosažených hodnot se ukáže rozdíl odjeté dráhy v JOG jako Repos-posunutí. Přijetí nástroje automaticky zpět na místo přerušení: Přepínač nastavíme na polohu ( nebo pomocí funkč. tlačítek). Pomocí tlačítek -X, +X, -Z, +Z najedou osy na příslušné souřadnice místa přerušení. Rychlost posuvu nastavujeme pomoc korekčního přepínače posuvů. Při současném stlačení tlačítka se budou saně pohybovat rychloposuvem
30 Nástrojová data 5. Nástrojová data 5.1. Korekce nástroje Každý nástroj upnutý v nástrojové hlavě má vzhledem k této hlavě jinou polohu špičky nástroje. Musíme proto systému zadat u jednotlivých nástrojů jejich vzdálenosti od referenčního bodu. Základní pojmy: Nulový bod nástroje Nachází se na špičce nástroje. Referenční bod N upínače nástroje Soustruh EMCO TURN 105 má tento bod na čele nástrojové hlavy v ose upínací dutiny. Délková korekce nástroje Vzdálenosti nulového bodu nástroje upnutého v držáku od refer. bodu N v jednotlivých osách označené jako L1-L3. Délková korekce nástroje přesune nulový bod nástroje z referenčního bodu upínače nástroje N na špičku nástroje. Tím se všechny polohové údaje vztahují ke špičce nástroje. Následující obrázek ukazuje polohu bodu N a korekce L1-L3. V NC programu vypadá příkaz výměny nástroje např. takto: M06 T5 D1 Kde: T..: Číslo nástroje(rozsah hodnot T 1..8) D..: Číslo korekce nástroje (rozsah hodnot D 1..9) Tímto příkazem se převezmou korekce D nástroje T, a nástroj se natočí do pracovní polohy
31 Nástrojová data Každé číslo nástroje T může mít přířazeno až 9 čísel korekcí D. Řídicí systém SINUMERIK 810D/840D označuje data korekcí D jako ostří. Jeden nástroj může mít několik čísel korekcí. To je výhodné např.u zapichovacího nože, kde takto můžeme zadat levou špičku a pravou špičku. Podle použití je pak možno v programu vyvolat např. T1 D1(levá špička zapichováku) nebo T1 D2(pravá špička zapichováku). Korekce nástroje musíme zjistit a zadat systému po každém uvolnění z držáku, případně po výměně destičky Poloměr špičky nástroje Poloměr špičky nástroje by mohl způsobit nepřesnost výroby kuželovitých a tvarových ploch. Proto řídicí systém stroje provádí tzv. korekci na poloměr špičky nástroje. Při obrábění bude tato korekce provedena jen tehdy, bude li v NC programu použita funkce G40-G41(korekce poloměru nástroje). V tom případě musíme zadat tento poloměr v tabulce nástrojových dat Poloha ostří Pro správné použití korekce na poloměr špičky nástroje(kap.5.2) je nezbytně nutné zadat všude, kde je to vyžadováno, polohu ostří číslem 1 9 podle následujícího schematu. Pro určení typu polohy ostří se dívejte na nástroj tak, jak bude upnutý ve stroji. (Hodnoty v závorkách platí pro stroje s nástrojem pod (před) osou soustružení
32 Nástrojová data 5.4. Zadání nástrojových dat Nástrojová data se zadávají v provozní oblasti Parameter. Klávesou zpřístupníme a stiskneme Parameter F2 a Tool offset F1 (je již aktivováno) Parametry T number (číslo nástroje) Pod tímto číslem se vyvolá nástroj (číslo nástrojového otvoru v revolverové hlavě). D number (číslo korekce) Číslo korekce nástroje. Nástroj může mít více korekcí (např. levá a pravá špička zapichovacího nože). No. of c. edges (počet ostří) Počet D (korekcí) pro příslušný nástroj
33 Nástrojová data Tool type (typ nástroje) Tímto číslem se určí typ nástroje: Vrtací nástroje 200 spirálový vrták 205 vrták s vyměnitelnými destičkami 210 vyvrtávací tyč 220 středící vrták 230 kuželový záhlubník 231 zarovnávací záhlubník 240 závitník, normální závit 241 závitník, jemný závit 242 závitník, Withworthův závit 250 Výstružník Soustružnické nože 500 hrubovací nůž 510 hladící nůž 520 zapichovací nůž 530 upichovací nůž 540 závitový nůž Číslo typu nástroje můžeme zadat jen při vytváření nového nástroje. U vytvořeného nástroje nelze měnit. Geometry (geometrie) Odchylka špičky nástroje od nulového bodu nástrojového otvoru (ustavení nástroje). Wear (opotřebení) Odchylky od hodnoty geometrie. Base (základní geometrie) Geometrie základního modulu, do kterého se upíná nástroj. Součet hodnot geometrie, opotřebení a základní geometrie udává celkovou korekci nástroje. Clear. angle (vedlejší úhel nastavení) Tato hodnota udává, pod jakým úhlem může nástroj zajíždět do materiálu, aby nepoškodil konturu vedlejším ostřím (např. při obrobení kapsy), nebo jestli nedojde ke kolizi
34 Nástrojová data Radius (poloměr) Funkční tlačítka T no + T no - D no + D no - Delete Delete cut. edge Delete tool Abort GO to F1 F2 F3 F4 F5 F3 F4 F5 F6 číslo nástroje + Přepne okno na vyšší číslo nástroje. číslo nástroje - Přepne okno na nižší číslo nástroje. číslo korekce + Přepne u aktuálního nástroje na okno vyššího čísla korekce. číslo korekce - Přepne u aktuálního nástroje na okno nižšího čísla korekce. vymazat Vymaže ze seznamu nástroj nebo korekci aktuálního nástroje. Stiskneme li Delete, volíme, co budeme mazat: vymazat korekci Vymaže u daného nástroje vždy korekce D s nejvyšším číslem. vymazat nástroj Vymaže se aktuální nástroj i s korekcemi. opustit Návrat zpět bez provedení mazání. jdi na Přímé vyhledání nástroje. Má užití při větším počtu nástrojů. Po stisku tohoto tlačítka volíme ze tří způsobů vyhledání nástroje: Presel. tool Active tool F5 F4 předvolený nástroj Číslo nástroje navolené v NC programu. aktivní nástroj
2) Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje
 Nulový bod stroje používáme k: a) Kalibraci stroje b) Výchozímu bodu vztažného systému c) Určení korekcí nástroje") 1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
1) K čemu používáme u CNC obráběcího stroje referenční bod stroje: a) Kalibraci stroje a souřadného systému b) Zavedení souřadného systému stroje c) K výměně nástrojů 2) Nulový bod stroje používáme k:
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu.
 CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
CNC stroje. Definice souřadného systému, vztažných bodů, tvorba NC programu. R. Mendřický, P. Keller (KVS) Elektrické pohony a servomechanismy Definice souřadného systému CNC stroje pro zadání trajektorie
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 Souřadnicový systém... 2 Vztažné body... 6 Absolutní odměřování, přírůstkové odměřování... 8 Geometrie nástroje...10 Korekce nástrojů - soustružení...13
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
Předmět: Ročník: Vytvořil: Datum: PRAXE 2 BAJ 1.8.2013 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci MIKROPROG S je určen
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
POPIS STROJE S500 CNC
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 POPIS STROJE S500 CNC Technologické údaje: Točný průměr nad suportem Točný průměr nad ložem Průchozí otvor
STUDIJNÍ MATERIÁLY. Obrábění CNC
 STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
STUDIJNÍ MATERIÁLY Obrábění CNC Autor: Ing. Miroslav Dýčka Seminář je realizován v rámci projektu Správná praxe ve strojírenské výrobě, registrační číslo CZ.1.07/3.2.05/05.0011 Vzdělávací modul: Obráběč
CNC frézování - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 3. ročník Jindřich Bančík 14.3.2012 Název zpracovaného celku: CNC frézování - Mikroprog CNC frézování - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Volba již definovaných nástrojů:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice a volba nástrojů
Střední průmyslová škola, Jihlava. EMCO WinNC SINUMERIK 840D Soustružení
 Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
Střední průmyslová škola, Jihlava EMCO WinNC SINUMERIK 840D Soustružení Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů - 2 - Úvod Tento sešit slouží k procvičení základních prací
Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Vypracoval: Ing. Aleš Polzer Odborný garant: Doc. Ing. Miroslav Píška, CSc. Technická příprava
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
CNC soustružení - Mikroprog
 Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
Předmět: Ročník: Vytvořil: Datum: PRAXE 2. ročník Jindřich Bančík 16.2.2014 Název zpracovaného celku: CNC soustružení - Mikroprog CNC soustružení - Mikroprog 1.Obecná část 1.1 Informace o systému a výrobci
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
EMCO Sinumerik 810 M - frézování
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Frézování obrysů
CNC soustružení pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC soustružení pro pokročilé Šumperk, květen 2007 Název projektu: Registrační číslo: Tvorba a realizace vzdělávacích programů
Základy programování a obsluha CNC strojů
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, JIHLAVA Základy programování a obsluha CNC strojů Učební texty Ing. Milan Chudoba, učitel odborných předmětů strojírenství - 1 - ÚVOD Cílem těchto textů je naučit obsluhu ovládat
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
EMCO Sinumerik 810 M - frézování. Postup nastavení a simulace CNC programu v řídícím systému Sinumerik 810M.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Simulace programu
CNC frézování pro začátečníky
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro začátečníky s popisným dialogem HEIDENHAIN TNC 310 Šumperk, duben 2007 Název projektu: Registrační číslo: Tvorba
EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Uživatelská příručka Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. Úvod...1 2. Ovládací prvky...2 2.1. Možnosti
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Uživatelská příručka Ing. Michal Hill, učitel odborných strojírenských předmětů Obsah 1. Úvod...1 2. Ovládací prvky...2 2.1. Možnosti
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Programovací stanice itnc 530 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2012 / 2013 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího využití 1. Popis stanice
Přehled cyklů pro frézování v řídicím systému Sinumerik 810 M
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Přehled cyklů pro
EMCO WinNC FANUC 21 TB soustružení
 Střední průmyslová škola Jihlava EMCO WinNC FANUC 21 TB soustružení Uživatelská příručka Ing. Milan Chudoba, učitel odborných strojírenských předmětů Obsah 1. Úvod...1 2. Ovládací prvky...2 2.1. Možnosti
Střední průmyslová škola Jihlava EMCO WinNC FANUC 21 TB soustružení Uživatelská příručka Ing. Milan Chudoba, učitel odborných strojírenských předmětů Obsah 1. Úvod...1 2. Ovládací prvky...2 2.1. Možnosti
Základy práce v CAD/CAM systému EdgeCAM soustružení
 Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Základy práce v CAD/CAM systému EdgeCAM soustružení Uvedený postup slouží pouze pro snadnější zorientování se v prostředí CAD/CAM systému EdgeCAM, není to však kuchařka, jak vypracovat např. semestrální
Programovací stanice TNC640
 Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
Programovací stanice TNC640 Základy programování CNC frézky s tříosým řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2015 / 2016 Ing. Lubomír Nový Stanice TNC640 a možnosti jejího využití 1. Popis stanice
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P
 A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
A U T O R : I N G. J A N N O Ž I Č K A S O Š A S O U Č E S K Á L Í P A V Y _ 3 2 _ I N O V A C E _ 1 3 1 9 _ C N C P R O G R A M O V Á N Í _ P W P Název školy: Číslo a název projektu: Číslo a název šablony
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2
 Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Obsah 1 Technologie obrábění na CNC obráběcím stroji... 2 1. Definice základních pojmů... 2 2. Schéma CNC obráběcího stroje... 3 3. Souřadné systémy CNC strojů... 4 4. Vztažné body pro CNC stroje... 5
Programovací stanice itnc 530
 Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Programovací stanice itnc 530 Základy programování výroby jednoduchých součástí na CNC frézce s řídícím systémem HEIDENHAIN VOŠ a SPŠE Plzeň 2011 / 2012 Ing. Lubomír Nový Stanice itnc 530 a možnosti jejího
Střední průmyslová škola Jihlava. EMCO WinNC GE Fanuc Series 21 M frézování
 Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední průmyslová škola Jihlava EMCO WinNC GE Fanuc Series 21 M frézování Pracovní sešit Ing. Michal Hill, učitel odborných strojírenských předmětů Úvod Tento sešit slouží k procvičení základů CNC frézování
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 Základy programování CNC strojů s využitím programovacích jednotek HEIDENHAIN Šumperk, březen 2007 Název projektu: Registrační
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby šachové figurky
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_17 Autor
VY_52_INOVACE_H Ve všech funkcích může být definována rychlost posuvu 0, platí hodnota F zadaná funkci M99.
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 746 01 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491
 Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Škola VOŠ a SPŠE Plzeň, IČO 49774301, REDIZO 600009491 Číslo projektu Číslo a název šablony klíčové aktivity Tematická oblast Kód DUMu Název DUMu Autor DUMu Studijní obor Ročník Předmět Anotace CZ.1.07/1.5.00/34.0560
Úlohy na měřicím přístroji TESA 3D MICRO HITE
 Úlohy na měřicím přístroji TESA 3D MICRO HITE Ing. Zdeněk Ondříšek 1 Obsah: 1. 0. 0 Cíle... 3 1. 1. 0 Než začneme... 3 1. 2. 0 Příprava součásti pro měření... 8 2. 0. 0 Úloha č. 1 Měření délky... 14 2.
Úlohy na měřicím přístroji TESA 3D MICRO HITE Ing. Zdeněk Ondříšek 1 Obsah: 1. 0. 0 Cíle... 3 1. 1. 0 Než začneme... 3 1. 2. 0 Příprava součásti pro měření... 8 2. 0. 0 Úloha č. 1 Měření délky... 14 2.
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM CNC frézování Heidenhain Kapitola 1 - Základy ISO kódu, kompenzace rádiusu frézy a struktura zápisu NC kódu. Kapitola 2 - Seznámení s prostředím
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bančík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Střední škola technická Žďár nad Sázavou. Autor Milan Zach Datum vytvoření:
 Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
Číslo šablony Číslo materiálu Název školy III/2 VY_32_INOVACE_T.10.1 Střední škola technická Žďár nad Sázavou Autor Milan Zach Datum vytvoření: 18.12.2012 Tématický celek Předmět, ročník Obrábění - programování
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 9. cvičení - Základy CNC programování Okruhy: SPN 12 CNC Sinumerik 810 D a výroba rotační
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401
 NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
NÁVOD K OVLÁDÁNÍ PÁLÍCÍHO STROJE A ŘÍDÍCÍHO SYSTÉMU RIPAST 401 Start stroje Stroj se uvádí do provozu stisknutím talčítka START na ovládacím panelu. Po zapnutí stroje a načtení operačního systému se objeví
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 03 Frézování kontur
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 03 Frézování kontur Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens
Ing. Petra Cihlářová. Odborný garant: Doc. Ing. Miroslav Píška, CSc.
 Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Vysoké učení technické v Brně Fakulta strojního inženýrství Ústav strojírenské technologie Odbor obrábění Téma: 12. cvičení - CNC programování Okruhy: SPN 12 CNC / Sinumerik 810 D a výroba rotační součásti
Seřizování nástrojů na CNC Emco Turn E-120 P
 Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Emco Turn E-120 P Radek HAVLÍK Technická univerzita
Tento materiál vznikl jako součást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpočtem ČR. Seřizování nástrojů na CNC Emco Turn E-120 P Radek HAVLÍK Technická univerzita
Řezání závitu s konstantním stoupáním (G33, SF)
") Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Funkce Pomocí příkazu G33 je možné vyrábět závity s konstantním stoupáním: Válcový závit 3 Rovinný závit 2 Kuželový závit 1 Poznámka Technickým předpokladem pro tento způsob řezání závitů pomocí příkazu
Heidenhain itnc Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník Bnčík Jindřich 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího
Heidenhain itnc 530. 1.Základní seznámení se systémem. 1.1 Obrazovka řídícího systému. Obrábění v systému Heidenhain
 Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
Předmět: Ročník: Vytvořil: Datum: PRS 4.ročník BAJ 9.3.2013 Název zpracovaného celku: Obrábění v systému Heidenhain Heidenhain itnc 530 1.Základní seznámení se systémem 1.1 Obrazovka řídícího systému 1
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 01 - Ovládací panel a tlačítka na ovládacím panelu Siemens 840 - frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím
Určení řezných podmínek pro soustružení:
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: AlphaCAM - soustružení Definice řezných podmínek
Příloha 1. Výkres čelisti č
 Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
Příloha 1 Výkres čelisti č. 321 0450 Příloha 2 Technický list stroje Chiron FZ 08K Příloha 3 Technologický postup čelisti Příloha 4 Návodka nástrojový list Příloha 5 Tabulky adres a funkcí pro Sinumerik
GIOTTO2/3e Návod k obsluze soustruh
 GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
GIOTTO2/3e Návod k obsluze soustruh Úvod...... 2 Parametry...... 2 Tlačítka parametry...... 2 Práce s odměřovací jednotkou - absolutní / přírůstkové hodnoty 4 - poloměr / průměr...... 5 - milimetry / palce......
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Pomocné funkce M VY_32_INOVACE_OVS_2_17 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 1 Název školy Název šablony
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM Cíl podproduktu HSM Works Tento kurz si klade za cíl naučit uživatele ovládat program HSMWorks. Dalším cílem je naučit uživatele základním
Střední průmyslová škola, Hronov, Hostovského 910, 549 31 Hronov
 Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
Protokol SADA DUM Číslo sady DUM: Název sady DUM: Název a adresa školy: Registrační číslo projektu: Číslo a název šablony: Obor vzdělávání: Tematická oblast ŠVP: Předmět a ročník Autor: Použitá literatura:
CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE
 v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
v rámci projektu reg. č. CZ.1.07/1.1.36/01.0010 Inovace ve výuce odborných předmětů aplikace RVP do ŠVP CNC PROGRAMOVÁNÍ- SOUSTRUŽENÍ A ROBOTIZACE Pelhřimov 2012/2013 pracovníci SPŠ a SOU Pelhřimov Obsah:
L81 - vrtání, centrování - referenční rovina (absolutně) - konečná hloubka vrtání - rovina vyjíždění
 - konečná hloubka vrtání - rovina vyjíždění") Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: EMCO Sinumerik 810 M - frézování Vrtací cykly Horák
PEPS. CAD/CAM systém. Cvičebnice DEMO. Modul: Drátové řezání
 PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
PEPS CAD/CAM systém Cvičebnice DEMO Modul: Drátové řezání Cvičebnice drátového řezání pro PEPS verze 4.2.9 DEMO obsahuje pouze příklad VII Kopie 07/2001 Blaha Technologie Transfer GmbH Strana: 1/16 Příklad
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje
 Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Genius 4x Čtyřosý pozicionér pro frézovací, vrtací a vyvrtávací stroje K vykonávání automatických cyklů na stroji nemůsí být nutné instalovat komplexní a tudíž drahý CNC systém. Někdy je možno dosáhnout
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/ VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY
 Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 VYHLEDÁVÁNÍ NULOVÉHO BODU OBROBKU POMOCÍ DOTYKOVÉ SONDY Funkce: G31 Adresy: X, Y, Z, A, L Příklad zápisu: G31
III/2 Inovace a zkvalitnění výuky prostřednictvím ICT. Pracovní list s technologickým postupem výroby při použití cyklu
 Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Číslo projektu CZ.1.07/1.5.00/34.0514 Číslo a název šablony klíčové aktivity III/2 Inovace a zkvalitnění výuky prostřednictvím ICT Tematická oblast Programování CNC strojů, vy_32_inovace_ma_19_01 Autor
Návod k obsluze trenažéru
 Návod k obsluze trenažéru K ovládání trenažéru slouží kompaktní řídící systém, který je vybaven dvouřádkovým displejem a membránovou klávesnicí. Na klávesnici jsou klávesy : ENT + - - STOP nebo návrat
Návod k obsluze trenažéru K ovládání trenažéru slouží kompaktní řídící systém, který je vybaven dvouřádkovým displejem a membránovou klávesnicí. Na klávesnici jsou klávesy : ENT + - - STOP nebo návrat
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Pevné cykly VY_32_INOVACE_OVS_1_18 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
RUČNÍ PROGRAMOVÁNÍ SOUSTRUŽENÍ UOV Petr Svoboda Přípravné funkce G VY_32_INOVACE_OVS_1_16 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název
Uživatelský manuál aplikace. Dental MAXweb
 Uživatelský manuál aplikace Dental MAXweb Obsah Obsah... 2 1. Základní operace... 3 1.1. Přihlášení do aplikace... 3 1.2. Odhlášení z aplikace... 3 1.3. Náhled aplikace v jiné úrovni... 3 1.4. Změna barevné
Uživatelský manuál aplikace Dental MAXweb Obsah Obsah... 2 1. Základní operace... 3 1.1. Přihlášení do aplikace... 3 1.2. Odhlášení z aplikace... 3 1.3. Náhled aplikace v jiné úrovni... 3 1.4. Změna barevné
Název projektu: Datum zahájení projektu: Datum ukončení projektu: Obor: Ročník: Zpracoval: Modul: CAD/CAM
 Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Název projektu: Sbližování teorie s praxí Datum zahájení projektu: 01.11.2010 Datum ukončení projektu: 30.06.2012 Obor: Mechanik seřizovač Ročník: Čtvrtý Zpracoval: Zdeněk Ludvík Modul: CAD/CAM ÚVOD...
Nový způsob práce s průběžnou klasifikací lze nastavit pouze tehdy, je-li průběžná klasifikace v evidenčním pololetí a školním roce prázdná.
 Průběžná klasifikace Nová verze modulu Klasifikace žáků přináší novinky především v práci s průběžnou klasifikací. Pro zadání průběžné klasifikace ve třídě doposud existovaly 3 funkce Průběžná klasifikace,
Průběžná klasifikace Nová verze modulu Klasifikace žáků přináší novinky především v práci s průběžnou klasifikací. Pro zadání průběžné klasifikace ve třídě doposud existovaly 3 funkce Průběžná klasifikace,
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda
 RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
RUČNÍ PROGRAMOVÁNÍ FRÉZOVÁNÍ UOV Petr Svoboda Zápis programu VY_32_INOVACE_OVS_2_14 OPVK 1.5 EU peníze středním školám CZ.1.07/1.500/34.0116 Modernizace výuky na učilišti 6.3.2014 1 Název školy Název šablony
Soustružení. Třídění soustružnických nožů podle různých hledisek:
 Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Soustružení nejrozšířenější způsob obrábění (až 40%) račních součástí soustružnickým nožem (většinou jednobřitý nástroj) obrábění válcových ploch (vnějších, vnitřních) obrábění kuželových ploch (vnějších,
Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA STROJNICKÁ A STŘEDNÍ ODBORNÁ ŠKOLA PROFESORA ŠVEJCARA, PLZEŇ, KLATOVSKÁ 109 Pavel Steininger PROGRAMOVÁNÍ NC STROJŮ CVIČENÍ SOUBOR PŘÍPRAV PRO 3. R. OBORU 23-41-M/01 STROJÍRENSTVÍ
aneb velice zjednodušené vysvětlení základních funkcí a možností systému Vypracoval: Tomáš Dluhoš E-mail: tomas.d@centrum.cz
 aneb velice zjednodušené vysvětlení základních funkcí a možností systému Vypracoval: Tomáš Dluhoš E-mail: tomas.d@centrum.cz Operační systém Windows - první operační systém Windows byl představen v roce
aneb velice zjednodušené vysvětlení základních funkcí a možností systému Vypracoval: Tomáš Dluhoš E-mail: tomas.d@centrum.cz Operační systém Windows - první operační systém Windows byl představen v roce
Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 Technické předměty Ing. Pavel Dostál 1 Vývoj
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC. Kapitola 08 Simulace
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 08 Simulace Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 -
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC Kapitola 08 Simulace Siemens 840 - Frézování Kapitola 1 - Siemens 840 - Ovládací panel a tlačítka na ovládacím panelu Kapitola 2 - Siemens 840 -
CNC frézování pro pokročilé
 Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
Střední odborná škola a Střední odborné učiliště, Šumperk, Gen. Krátkého 30 CNC frézování pro pokročilé s popisným dialogem Heidenhain TNC 246 Šumperk, červenec 2007 Název projektu: Registrační číslo:
BALISTICKÝ MĚŘICÍ SYSTÉM
 BALISTICKÝ MĚŘICÍ SYSTÉM UŽIVATELSKÁ PŘÍRUČKA Verze 2.3 2007 OBSAH 1. ÚVOD... 5 2. HLAVNÍ OKNO... 6 3. MENU... 7 3.1 Soubor... 7 3.2 Měření...11 3.3 Zařízení...16 3.4 Graf...17 3.5 Pohled...17 1. ÚVOD
BALISTICKÝ MĚŘICÍ SYSTÉM UŽIVATELSKÁ PŘÍRUČKA Verze 2.3 2007 OBSAH 1. ÚVOD... 5 2. HLAVNÍ OKNO... 6 3. MENU... 7 3.1 Soubor... 7 3.2 Měření...11 3.3 Zařízení...16 3.4 Graf...17 3.5 Pohled...17 1. ÚVOD
Seizování nulového bodu obrobku na CNC strojích
 Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
Tento materiál vznikl jako souást projektu EduCom, který je spolufinancován Evropským sociálním fondem a státním rozpotem R. Seizování nulového bodu obrobku na CNC strojích Technická univerzita v Liberci
SIMATIC KA. 1. Systém. 1.1 Nastavení hodnot a programování
 SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
SIMATIC KA Tento návod obsahuje přehled režimů a pracovních postupů řídicího systému SIMATIC KA s barevným širokoúhlým dotykovým displejem. 1. Systém Návod je určen pro všechna provedení strojů. Možnosti
Postup při hrubování 3D ploch v systému AlphaCAM
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Hrubování 3D
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Autodesk Inventor 8 - výkresová dokumentace, nastavení
 Autodesk Inventor 8 - výkresová dokumentace, nastavení Obrázek 1: Náčrt čepu Doporučuji založit si vlastní kótovací styl pomocí tlačítka Nový. Nový styl vznikne na základě předchozího aktivního stylu.
Autodesk Inventor 8 - výkresová dokumentace, nastavení Obrázek 1: Náčrt čepu Doporučuji založit si vlastní kótovací styl pomocí tlačítka Nový. Nový styl vznikne na základě předchozího aktivního stylu.
Rešerše: Kreslení hřídele. v programu CATIA V5
 Rešerše: Kreslení hřídele v programu CATIA V5 CATIA V5 Tento software je určen pro konstruování objemů a ploch. Je hojně využíván v automobilovém a leteckém průmyslu. Je to ideální nástroj nejen pro konstruktéry.
Rešerše: Kreslení hřídele v programu CATIA V5 CATIA V5 Tento software je určen pro konstruování objemů a ploch. Je hojně využíván v automobilovém a leteckém průmyslu. Je to ideální nástroj nejen pro konstruktéry.
Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]
![Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]](/thumbs/24/3705963.jpg "Aplikované úlohy Solid Edge. SPŠSE a VOŠ Liberec. Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ]") Aplikované úlohy Solid Edge SPŠSE a VOŠ Liberec Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ] 1 CÍL KAPITOLY V této kapitole si představíme Nástroje kreslení pro tvorbu 2D skic v modulu Objemová součást
Aplikované úlohy Solid Edge SPŠSE a VOŠ Liberec Ing. Jan Boháček [ÚLOHA 27 NÁSTROJE KRESLENÍ] 1 CÍL KAPITOLY V této kapitole si představíme Nástroje kreslení pro tvorbu 2D skic v modulu Objemová součást
MANUÁL VÝPOČTOVÉHO SYSTÉMU W2E (WASTE-TO-ENERGY)
") MANUÁL VÝPOČTOVÉHO SYSTÉMU W2E (WASTE-TO-ENERGY) 0 1. PRACOVNÍ PLOCHA Uspořádání a vzhled pracovní plochy, se kterým se uživatel během práce může setkat, zobrazuje obr. 1. Obr. 1: Uspořádání pracovní plochy
MANUÁL VÝPOČTOVÉHO SYSTÉMU W2E (WASTE-TO-ENERGY) 0 1. PRACOVNÍ PLOCHA Uspořádání a vzhled pracovní plochy, se kterým se uživatel během práce může setkat, zobrazuje obr. 1. Obr. 1: Uspořádání pracovní plochy
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640. V/2 Inovace a zkvalitnění výuky prostřednictvím ICT
 NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
NÁZEV ŠKOLY: Střední odborné učiliště, Domažlice, Prokopa Velikého 640 ŠABLONA: NÁZEV PROJEKTU: REGISTRAČNÍ ČÍSLO PROJEKTU: V/2 Inovace a zkvalitnění výuky prostřednictvím ICT Zlepšení podmínek pro vzdělávání
Otáčky vřetena (S), směr otáčení vřetena (M3, M4, M5)
, směr otáčení vřetena (M3, M4, M5)") Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Funkce Zadáním otáček a směru otáčení vřetena se vřeteno uvede do otáčivého pohybu, čímž je splněn předpoklad pro následné obrábění oddělováním třísky. Syntaxe Obrázek 1 Pohyb vřetena při soustružení Vedle
Obsah. Začínáme Viditelné součásti programu Simulace. WOP Menu CNC řízení. CNC Programy. Exec. Grafické okno. Strojní panel. 3D Model.
 F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
F2000 WOP - Page 1 of 51 Začínáme Viditelné součásti programu Simulace Strojní panel 3D Model WOP CNC řízení CNC Programy Přípravné funkce Pomocné funkce Pevný formát CNC programu Volný formát Parametrické
PROGRAMOVÁNÍ - AKTIVACE MENU
 PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
PROGRAMOVÁNÍ - AKTIVACE MENU Použitím tohoto menu můžete aktivovat 3 funkce. Stisknutím kláves 1 až 3 do těchto funkcí vstoupíte. Tyto funkce vám umožní vložit a řídit programy souřadnic: 1 NOVY PROGRAM
Prostředí Microstationu a jeho nastavení. Nastavení výkresu
 Prostředí Microstationu a jeho nastavení Nastavení výkresu 1 Pracovní plocha, panely nástrojů Seznámení s pracovním prostředím ovlivní pohodlí, rychlost, efektivitu a možná i kvalitu práce v programu Microstation.
Prostředí Microstationu a jeho nastavení Nastavení výkresu 1 Pracovní plocha, panely nástrojů Seznámení s pracovním prostředím ovlivní pohodlí, rychlost, efektivitu a možná i kvalitu práce v programu Microstation.
1. Základní pojmy, používané v tomto manuálu. 2. Stránky
 Redakční systém manuál 1. Základní pojmy, používané v tomto manuálu Hlavní menu Menu v horní světlemodré liště obsahující 7 základních položek: Publikovat, Správa, Vzhled, Komentáře, Nastavení, Pluginy,
Redakční systém manuál 1. Základní pojmy, používané v tomto manuálu Hlavní menu Menu v horní světlemodré liště obsahující 7 základních položek: Publikovat, Správa, Vzhled, Komentáře, Nastavení, Pluginy,
STATISTICA Téma 1. Práce s datovým souborem
 STATISTICA Téma 1. Práce s datovým souborem 1) Otevření datového souboru Program Statistika.cz otevíráme z ikony Start, nabídka Programy, podnabídka Statistika Cz 6. Ze dvou nabídnutých možností vybereme
STATISTICA Téma 1. Práce s datovým souborem 1) Otevření datového souboru Program Statistika.cz otevíráme z ikony Start, nabídka Programy, podnabídka Statistika Cz 6. Ze dvou nabídnutých možností vybereme
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC CAM HSMWorks Přehled modulů Kapitola 1 - seznámení s prostředím HSM Works Kapitola 2 - import modelů, polohování Kapitola 3 - základy soustružení
Vytvořil : Ing. Libor Ježek. Cílová skupina : žák. Popis způsobu použití :
 CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
CNC - programování v ŘS Heidenhain itnc 530 - procvičení cyklů Vytvořil : Ing. Libor Ježek Cílová skupina : žák Popis způsobu použití : Materiál obsahuje informace praktického procvičení základních cyklů
22.4.2010. konný CNC soustruh Quick Turn Smart 200
 ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
ředváděcí dny 21.- Kompaktní a výkonnv konný CNC soustruh Quick Turn Smart 200 1 QT-Smart 200 technická data stoje racovní prostor: Max. oběžný průměr 660 mm Max. obráběnýprůměr 350 mm Max. průměr obráběnétyče
Pro definici pracovní doby nejdříve zvolíme, zda chceme použít pouze informační
 1. 1 V programu Medicus Komfort a Medicus Profesionál je možné objednávat pacienty v nově přepracovaném objednávacím kalendáři. Volba Objednávky zpřístupňuje možnosti objednávání pacientů, nastavení pracovní
1. 1 V programu Medicus Komfort a Medicus Profesionál je možné objednávat pacienty v nově přepracovaném objednávacím kalendáři. Volba Objednávky zpřístupňuje možnosti objednávání pacientů, nastavení pracovní
Postup při gravírování na obecnou plochu ve t3 a 5 ti osách.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Gravírování na
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Inovace a zkvalitnění výuky prostřednictvím ICT Název: Téma: Autor: Číslo: Anotace: AlphaCAM - frézování Gravírování na
Zpravodaj. Uživatelská příručka. Verze
 Zpravodaj Uživatelská příručka Verze 02.01.02 1. Úvod... 3 2. Jak číst tuto příručku... 4 3. Funkčnost... 5 3.1. Seznam zpráv... 5 4. Ovládání programu... 6 4.1. Hlavní okno serveru... 6 4.2. Seznam zpráv...
Zpravodaj Uživatelská příručka Verze 02.01.02 1. Úvod... 3 2. Jak číst tuto příručku... 4 3. Funkčnost... 5 3.1. Seznam zpráv... 5 4. Ovládání programu... 6 4.1. Hlavní okno serveru... 6 4.2. Seznam zpráv...
Popis základního prostředí programu AutoCAD
 Popis základního prostředí programu AutoCAD Popis základního prostředí programu AutoCAD CÍL KAPITOLY: CO POTŘEBUJETE ZNÁT, NEŽ ZAČNETE PRACOVAT Vysvětlení základních pojmů: Okno programu AutoCAD Roletová
Popis základního prostředí programu AutoCAD Popis základního prostředí programu AutoCAD CÍL KAPITOLY: CO POTŘEBUJETE ZNÁT, NEŽ ZAČNETE PRACOVAT Vysvětlení základních pojmů: Okno programu AutoCAD Roletová
verze Grafický editor PALSTAT s.r.o. systémy řízení jakosti PALSTAT CAQ 1 Obsah
 1 Obsah 1 Obsah... 1 2 Úvod... 2 2.1 Výhody... 2 2.2 Základní ovládání... 2 3 Menu... 3 3.1 Menu Soubor... 3 3.1.1 Menu Soubor / Nový... 3 3.1.2 Menu Soubor / Otevřít... 3 3.1.3 Menu Soubor / Otevřít podle
1 Obsah 1 Obsah... 1 2 Úvod... 2 2.1 Výhody... 2 2.2 Základní ovládání... 2 3 Menu... 3 3.1 Menu Soubor... 3 3.1.1 Menu Soubor / Nový... 3 3.1.2 Menu Soubor / Otevřít... 3 3.1.3 Menu Soubor / Otevřít podle
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC
 KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3
KOMPLEXNÍ VZDĚLÁVÁNÍ KATEDRA STROJNÍ SPŠSE a VOŠ LIBEREC CNC obrábění [A] CNC OBECNĚ Kapitola 1 - Způsoby programování CNC strojů Kapitola 2 - Základní terminologie, oblasti CNC programování Kapitola 3