VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
|
|
|
- Ivo Bednář
- před 5 lety
- Počet zobrazení:
Transkript


1 VYSOKÉ UČENÍ ECHNICKÉ V BRNĚ BRNO UNIVERSIY OF ECHNOLOGY FKUL SROJNÍHO INŽENÝRSVÍ ÚSV SROJÍRENSKÉ ECHNOLOGIE FCULY OF MECHNICL ENGINEERING INSIUE OF MNUFCURING ECHNOLOGY VÝROB OCELOVÉ SOUČÁSI ECHNOLOGIÍ SŘÍHÁNÍ HE MNUFCURING OF SHEE MEL PR BY BLNKING ECHNOLOGY DIPLOMOVÁ PRÁCE MSER S HESIS UOR PRÁCE UHOR VEDOUCÍ PRÁCE SUPERVISOR Bc. LUKÁŠ SUCHOMEL Ing. EV ŠMEHLÍKOVÁ, Ph.D. BRNO 2009
2
3
4 FSI VU DIPLOMOVÁ PRÁCE BSRK Diplomový projt vypracovává optimální návrh tchnologi výroby výstřižu - součásti z oclového plchu ČSN orticá část popisuj problmatiu tchnologi stříhání a na jjím záladě byla navržna výroba součásti v postupovém nástroji. n s sládá z normalizovaných omponnt a j řšn formou stojánu upnutého do výstřdníového lisu LEXN 100 C (výrobc oma Industris), s nominální tažnou silou 1000 N. Lis byl vybrán na záladě tchnologicých výpočtů. Prác obsahuj potřbné výpočty a výrsovou doumntaci střižného nástroj pro výrobu výstřižu. V závěrčné části j provdno tchnico-onomicé zhodnocní nově navržné tchnologi. Klíčová slova plošné tvářní, postupové stříhání, střižný nástroj, nástřihový plán, výstřiž BSRC h mastr s thsis laborats an optimum proposal of th production tchnology of a cutting a part mad of stl plat h thortical part rprsnts th problmatic issu of cutting tchnology and on th basis of this part was dsignd a production of componnts in procssual tool. h procssual tool is composd of normalizd componnts and is rsolvd by using a asl, which is attachd into th ccntric prss LEXN 100 C (producr oma Industris) with th nominal drawing forc of 1000 N. h prss was chosn on th basis of tchnological calculations. h wor contains ncssary calculations, conomical valuation and dsign documntation of th cutting tool for th componnts production. h last part contains th tchnical and conomic valuation of th rcntly dsignd tchnology. Ky words surfac forming, follow cutting, cutting tool, cutting plan, a cutting BIBLIOGRFICKÁ CICE SUCHOMEL, L. Výroba oclové součásti tchnologií stříhání. Brno: Vysoé uční tchnicé v Brně, Faulta strojního inžnýrství, s. Vdoucí diplomové prác Ing. Eva Šmhlíová, Ph.D.
5 FSI VU DIPLOMOVÁ PRÁCE Prohlášní Prohlašuji, ž jsm diplomovou práci na téma Výroba oclové součásti tchnologií stříhání vypracoval samostatně s použitím odborné litratury a pramnů, uvdných na sznamu, trý tvoří přílohu této prác. Datum. Jméno a příjmní diplomanta
6 FSI VU DIPLOMOVÁ PRÁCE Poděování Děuji tímto Ing. Evě Šmhlíové, Ph.D. za cnné připomíny a rady při vypracování diplomové prác.
7 FSI VU DIPLOMOVÁ PRÁCE OBSH Zadání bstrat Čstné prohlášní Poděování ÚVOD LIERÁRNÍ SUDIE ECHNOLOGIE SŘÍHÁNÍ Průběh procsu stříhání Střižná vůl Vliv střižné vůl na valitu střižné plochy Stanovní vliosti střižné vůl Střižná síla Průběh střižné síly Výpočt clové střižné síly ěžiště střižných sil Střižná prác Záladní mtody prostého stříhání Stříhání rovnoběžnými noži Stříhání šimými noži Stříhání otoučovými noži Stříhání noži na profily, tyč a truby Nástroj pro stříhání Rozdělní střižných nástrojů Konstruční řšní funčních částí střižných nástrojů Rozměry funčních částí střižných nástrojů olranc střižných nástrojů Životnost střižných nástrojů Nástrojové matriály Stroj pro stříhání Lisy Jdnoúčlové stříhací stroj Záladní tchnicé paramtry střižných strojů chnologičnost stříhání chnologičnost spotřby matriálu chnologičnost onstruc výstřižu NÁVRH NOVÉ ECHNOLOGIE VÝROBY Zadaná součást Matriál výstřižu...47
8 FSI VU DIPLOMOVÁ PRÁCE Polotovar chnologicé a ontrolní výpočty Výpočt dély pásu plchu Nástřihový plán Počt svitů potřbný pro roční sérii Clová střižná síla ěžiště střižných sil Střižná prác Vliost střižné vůl Rozměry funčních částí střižného nástroj Kontrolní výpočty střižného nástroj Výběr stroj Konstruční řšní střižného nástroj Návrh sstavy střihadla Popis a func nástroj ECHNICKO-EKONOMICKÉ ZHODNOCENÍ chnicé zhodnocní Eonomicé zhodnocní Výchozí hodnoty Nálady na přímý matriál Nálady na nástroj Clové roční nálady na mzdy a ržii Clová cna výstřižu Výpočt bodu zvratu...68 ZÁVĚR...70 Sznam použitých zdrojů Sznam použitých zrat a symbolů Sznam příloh
9 FSI VU DIPLOMOVÁ PRÁCE List 8 ÚVOD Strojírnství j součástí tchnicých věd, zahrnuj clou řadu oborů. Jdním z těchto oborů j strojírnsá tchnologi, trá s i nyní, na počátu 21. stoltí, rychl rozvíjí. Strojírnsou tchnologii lz obcně rozdělit na třísovou a ntřísovou tchnologii. právě v ntřísové strojírnsé tchnologii lz nalézt tchnologii tvářní, jíž j věnována tato prác. Zabývá s oblastí plošného tvářní, onrétně stříháním. Při nustál zvětšujících s objmch produc strojírnsé výroby s v praxi uplatňují nové výrobní tchnologi. V posldních ltch s v hromadných a vlosériových výrobních procsch stál víc uplatňuj tchnologi tvářní a postupně z tohoto sgmntu vytlačuj tchnologii obrábění. Dochází tdy nahrazování třísové tchnologi tchnologií ntřísovou, trá má značné výhody. Přdvším j to rychlost výroby, lpší mchanicé vlastnosti výsldných produtů a taé často ftivnější využití vstupního matriálu. Naopa hlavní nvýhodou j značná náladnost samotného zavdní tohoto typu výroby. Právě proto nní tato tchnologi příliš vhodná pro malosériové a usové výroby. Díy vlému rozvoji číslicově řízných strojů lz tvářcí procsy snadno automatizovat a tím zvyšovat i jjich ftivnost. Hlavním cílm přdložného projtu j navržní optimální mtody výroby zadané součásti tchnologií stříhání. ato tchnologi zaujímá významné postavní v sféř tchnologií plošného tvářní, a to přdvším díy vysoé produtivitě a rychlosti výroby. J vhodná zjména pro vlé séri dílců. Finální produty stříhání výstřižy - lz nalézt v všch oblastch průmyslu. Jsou ndílnou součástí dopravních prostřdů, domácích spotřbičů, výpočtní tchniy a mnoha dalších výrobů. Výstřižy jsou často taé výchozím polotovarm pro další oprac plošného tvářní. J tdy vidět, ž tchnologi stříhání j bzsporu tchnologií progrsivní a bud i nadál nacházt další nová uplatnění v strojírnství.
10 FSI VU DIPLOMOVÁ PRÁCE List 9 2 LIERÁRNÍ SUDIE ECHNOLOGIE SŘÍHÁNÍ [1] [2] [4] Stříhání j tchnologicá oprac spadající do supiny plošného tvářní. Jao jdiná z mtod lisování j zaončna porušním soudržnosti tvářného matriálu lomm v ohnisu plasticé dformac. Používá s tdy při dělní matriálu. Při stříhání s působí na tvářný matriál vnější dvojicí sil, trou vytvářjí dva břity nožů pohybující s proti sobě. U stříhání s využitím střižných nástrojů vytváří silovou dvojici dvě hlavní části nástroj střižní a střižnic. Při tomto silovém působní dochází postupnému nbo současnému oddělování větších částic matriálu podél řivy střihu, trou tvoří obvod střižníu nbo střižnic. Silové působní střižníu a střižnic vyvolává v řzné rovině potřbné smyové napětí nutné vzniu lomových trhlin. Dl tvaru řivy střihu rozlišujm: Stříhání podél uzavřné řivy střihu (děrování, vystřihování apod.). Stříhání podél nuzavřné řivy střihu (nastřihování, rozstřihování apod.). Dál rozznávám různé způsoby stříhání: Stříhání rovnoběžnými střižnými hranami - v aždém místě střihu j vzdálnost mzi střižnými hranami stjná. Stříhání šimými střižnými hranami, tré svírají určitý úhl. Stříhání otoučovými noži. Výsldným produtm stříhání j součást - výstřiž. Pro dosažní valitních střižných ploch na výstřižu j nutné dodržt určité podmíny, mzi njdůlžitější patří: správně zvolná střižná mzra, střižná síla, stříhaný matriál a způsob stříhání. 2.1 Průběh procsu stříhání [1] [2] [4] [6] [7] Průběh oprac stříhání lz rozdělit do 3 hlavních fází. V průběhu procsu dochází vzniu pružné (lasticé) dformac, trá s dál mění na trvalou (plasticou) a na závěr dochází oddělní výstřižu. Jdnotlivé fáz budou rozbrány podrobněji. V analýz j uvdn přílad stříhání plchu rovnoběžnými střižnými hranami podél uzavřné řivy střihu. První fáz začíná ontatm mzi stříhaným matriálm, střižním a střižnicí, trý má za násld vzni napětí v tvářném ovu. oto vzniající napětí j vša mnší, nž mz pružnosti stříhaného matriálu, a proto dformac, tré napětí vyvolává, jsou pouz lasticé. Hlouba vninutí střižníu do stříhaného matriálu j, dl autora [2], h l 5 8% jho tloušťy, v závislosti na jho mchanicých vlastnostch. Střižná síla s na plch přnáší působním na střižnou plochu, tímto působním dochází utvářní dvojic sil, tré s nacházjí v rovinách olmých a rovnoběžných s rovinou střihu, dochází ohýbání dformovaného plchu a jho zaoblní vtažním matriálu na straně střižníu a vytlačním na straně střižnic, viz. obr. 2.1.
11 FSI VU DIPLOMOVÁ PRÁCE List 10 Obr. 2.1 První fáz stříhání oblast pružné dformac [3] V druhé fázi (obr. 2.2) narůstající napětí přročí mz luzu matriálu a dochází vzniu trvalých dformací. Hlouba vniu nástroj do matriálu opět závisí na mchanicých charatristiách plchu, autor [2] udává h pl 10 25% jho tloušťy. Napětí dál narůstá a na onci této fáz dosahuj bzmála hodnoty mz pvnosti v střihu. Obr. 2.2 Druhá fáz stříhání oblast plasticé dformac [3] Nárůst napětí vyvozného střižnou silou poračuj i v třtí fázi stříhání. Matriál j namáhán nad jho mz pvnosti v střihu. Hlouba vniu střižníu do matriálu j h s 10-60% jho tloušťy, ja udává autor [2], viz. obr ato hlouba j závislá na stříhaném matriálu a taé na vliosti střižné mzry. Namáhání matriálu vyvolá vzni njprv miro a později marotrhlin v jho strutuř. První mirotrhliny (tzv. nástřih) s začínají tvořit na střižné hraně střižnic. vorba trhlin j podporována tahovým napětím působícím v směru vlán ohýbaného plchu. Násldně s trhliny vlmi rychl prodlužují, až dojd oddělní výstřižu požadovaného tvaru od výchozího matriálu. Rychlost postupu trhlin střižné hraně střižníu závisí na mchanicých vlastnostch stříhaného matriálu a na vliosti střižné mzry. Výstřižy z tvrdého,
12 FSI VU DIPLOMOVÁ PRÁCE List 11 řhého matriálu s oddělí rychl, při malé hloubc vniu střižných hran (h s 10% tloušťy). U měých a houžvnatých matriálů vzniají trhliny pomalu a tvoří s i u střižné hrany střižníu, hlouba vniu střižních hran bývá až h s 60% tloušťy plchu. K úplnému oddělní výstřižu dochází v oamžiu proninutí střižníu střižnici. Obr. 2.3 řtí fáz stříhání oddělní matriálu [3] Výstřiž s většinou oddělí dřív, nž projd střižní clou tloušťou stříhaného matriálu a násldně j vytlačn. Proto njsou oraj střižných ploch doonal rovinné a clá střižná plocha má určitou drsnost, trá al nní v ploš rovnoměrně rozdělná. Drsnější jsou ta místa, d došlo prvnímu vzniu mirotrhlin. K oddělní ndojd přsně v žádané rovině a to proto, ž matriál j lasticý a napětí způsobuj tla nožů na clé střižné ploš podl toho rozznávám na odstřihnuté ploš různá dformační pásma, viz. obr Obr. 2.4 Dformační pásma procsu stříhání [9] 1 pásmo zaoblní (lasticá dformac), 2 pásmo utržní, 3 pásmo smyu (plasticé dformac), 4 pásmo otlační
13 FSI VU DIPLOMOVÁ PRÁCE List Střižná vůl [1] [4] [6] Na výsldný vzhld střižné plochy vznilého výstřižu má, spolu s mchanicými vlastnostmi tvářného matriálu, druhm a gomtrií nástroj a rychlostí stříhání, vlý vliv střižná vůl (v), trá j jdním z záladních tchnologicých paramtrů střižného procsu. Lz ji charatrizovat jao rozdíl mzi mnším průměrm střižníu a jmu odpovídajícím větším otvorm v střižnici. Vliost střižné vůl má být rovnoměrná v aždém místě řivy střihu. Polovině střižné vůl j rovna střižná mzra (z), platí tdy [6]: v 2 z [mm] (2.1) d v střižná vůl [mm] z střižná mzra [mm] Vliv střižné vůl na valitu střižné plochy [3] [4] [17] Správná volba střižné vůl s výrazně podílí na vzhldu střižné plochy. Na obr. 2.5 j znázorněna střižná plocha při volbě normální (běžné) střižné vůl. Jsou zd jasně patrna jdnotlivá pásma, trá na střižné ploš vzniají. Obr. 2.5 Vzhld střižné plochy při normální střižné vůli [3] 1 pásmo zslabní, 2 oblast plasticého přtvořní, 3 pásmo lomu, 4 - pásmo otěru, 5 oblast zpvnění, 6 otřp, 7 vtis dolního břitu Při dodržní normální střižné vůl s nástřihy od obou střižných lmntů stají a vznin ta v stříhaném průřzu jdna plocha bz vad. Poud j střižná vůl malá, dochází vzniu nrovného povrchu v clé ploš střihu v důsldu vzájmného míjní nástřihů od střižníu a od střižnic. Dochází dformaci stříhaného matriálu mzi střižnými hranami a násldně jho opětovnému stříhání. by byl výstřiž zcla odděln z výchozího polotovaru, musí střižní proninout až střižnici. V případě vlé střižné vůl s nástřihy od jdnotlivých břitů stají příliš brzy, taž oddělní výstřižu dojd dřív, nž střižní dojd na úrovň střižnic. Střižní tdy po oddělní výstřižu od stříhaného plchu už tnto pouz tlačí do střižnic. Obě tyto varianty, tdy malá

14 FSI VU DIPLOMOVÁ PRÁCE List 13 i vlá střižná vůl, mají za násld rozšířní pásma otěru na větší část střižné plochy, viz. obr Obr. 2.6 Schéma stříhání při malé a vlé střižné vůli [3] Obr. 2.7 Kvalita střižné plochy pro různou vliost střižné vůl [17] Poud nmá po obvodě střižná vůl stjnou vliost, na střižné ploš vzniají povrchové vady a ostřiny a plocha tdy nní valitní. yto závady mohou taé způsobit otupné břity funčních částí střižného nástroj. Otupí-li s břit na střižníu, dojd vzniu ostřiny na vystřižné součásti. Při otupní střižnic ostřina vzniá olm vystřižného otvoru na výstřižu. Můž nastat i ombinac obou přdšlých případů, pa ostřiny vzniají ja po obvodu výstřižu, ta olm otvorů v něm. Střižná vůl má, romě vality střižné plochy, vliv i na další činitl střižného procsu, přdvším na vliost střižné síly, trvanlivost nástroj a spotřbu nrgi. S zmnšováním střižné vůl rost střižná síla i střižná prác.
15 FSI VU DIPLOMOVÁ PRÁCE List Stanovní vliosti střižné vůl [1] [2] Vliost střižné vůl závisí přdvším na druhu stříhaného matriálu, na jho tloušťc a na matriálu a gomtrii nástroj. Stanoví s obvyl v procntch tloušťy stříhaného matriálu, viz tab. 2.1, lz ji určit taé výpočtm (2.2, 2.3). ab. 2.1 Vliost střižné vůl [2] Druh matriálu Střižná vůl (% s) do 2,5 mm 2,5 až 6 mm Ocl měá 5 7 až 8 Ocl střdně tvrdá 6 6 až 8 Ocl tvrdá 7 až 9 7 až 10 Hliní 4 až 7 5 až 9 Dural 7 až 8 7 až 10 Měď měá 4 až 5 5 až 6 Měď polotvrdá a tvrdá 6 až 7 6 až 7 Mosaz měá 4 až 5 4 až 6 Mosaz polotvrdá a tvrdá 5 až 6 5 až 7 Stanovní střižné vůl výpočtm podl Ohlra [2]: střižná vůl pro plch do 3 mm tloušťy: v 2 z 2 0, 32 c s τ [mm] (2.2) s střižná vůl pro plch nad 3 mm tloušťy [2]: ( c s 0,15 ) τ s v 2 z 2 0,32 1,5 [mm] (2.3) d v střižná vůl [mm] c (0,005 až 0,025) součinitl závislý na stupni střihu [-] s tloušťa stříhaného plchu [mm] τ s mz pvnosti v střihu [MPa] Koficint c s volí nižší, poud j požadován valitnější povrch, a naopa vyšší, poud j třba minimalizovat střižnou sílu.
16 FSI VU DIPLOMOVÁ PRÁCE List Střižná síla [1] [2] [6] Střižná síla j důlžitým tchnologicým paramtrm střižného procsu. Při návrhu střižného nástroj a stroj j třba znát ja jjí vliost, ta i jjí průběh v závislosti na hloubc vniu nož do matriálu, protož při vniání břitu do stříhaného matriálu dochází nustálé změně vliosti síly. Vliost střižné síly závisí na mnoha fatorch. Hlavními ovlivňujícími fatory jsou: vliost střižné vůl, otupní střižných hran, úhl slonu střižných hran a samozřjmě mchanicé vlastnosti stříhaného matriálu přdvším jho mz pvnosti v střihu Průběh střižné síly [3] [4] [5] Charatristicý průběh střižné síly v závislosti na hloubc vninutí břitu střižníu do tvářného matriálu j na obr Obr. 2.8 Průběh střižné síly F s v závislosti na hloubc h [3] Na obr lz vidět průběh střižné síly v jdnotlivých fázích střižného procsu popsaných v apitol 2.1. V úsu od nulové střižné síly (odpovídající nzatížnému stavu) do bodu B dochází značnému růstu síly při malém vninutí střižníu do plchu. V tomto úsu dochází pouz lasticým dformacím matriálu, tré odpovídají první fázi stříhání. yto dformac s při dalším vniání břitu mění v dformac plasticé a síla prudc rost až do bodu C, dy dosahuj svého maxima. Síla rost, i dyž s střižná plocha zmnšuj, tnto jv j důsldm loálního zpvnění matriálu v místě střihu. Dosažní bodu C j oamžim vzniu prvních trhlin (nástřihu), tdy přroční mz pvnosti v střihu. Oblast mzi body B a C odpovídá druhé fázi střižného procsu. V další fázi dochází mírnému plynulému polsu střižné síly až do bodu D. nto pols j způsobn rozrůstáním mirotrhlin v strutuř tvářného matriálu. V bodě D dochází porušní matriálu lomm v tvaru S řivy a tdy prudému polsu střižné síly. nto pols nporačuj stjnou rychlostí až do nuly, al zmírňuj s v bodě E, d začn působit třní mzi výstřižm a stříhaným matriálm, tré vyvolává právě tvar
17 FSI VU DIPLOMOVÁ PRÁCE List 16 S řivy lomu. Oblast od bodu D až nulové hodnotě střižné síly odpovídá posldní (třtí) fázi stříhání, tdy oddělování výstřižu z výchozího matriálu Obr. 2.8 znázorňuj obcný průběh střižné síly. Důlžitými fatory, ovlivňujícími tnto průběh, j tažnost stříhaného matriálu a vliost střižné vůl. Na obr. 2.9 j zarsln právě vliv tažnosti a střižné vůl na silový průběh. Křiva a j charatristicá pro matriály s malou tažností (tvrdé, řhé matriály). Stoupající část řivy strmě směřuj maximu a po jho dosažní prudc lsá. Stříhaný matriál s oddělí při malém vninutí břitu. Křiva b platí pro matriály s dobrou tažností (měé, houžvnaté matriály) a vlou střižnou vůlí. Stoupající část řivy silového průběhu s zplošťuj a po dosažní maxima lsá, zpočátu jn pozvolna, při vzniu trhlin vša lsá síla vlmi rychl. Hlouba vniu břitu j větší nž v případě řhého matriálu. Křiva c charatrizuj matriály s dobrou tažností a malou střižnou vůlí. Stoupající část řivy j téměř totožná s řivou b, ovšm pols j i po vzniu trhlin v pásmu střihu nadál pozvolný. Střižná síla lsn na nulovou hodnotu až thdy, dy střižní dosáhn úrovně střižnic Výpočt clové střižné síly [2] [3] Clová střižná síla j střižná síla zvětšná o sílu stírací a sílu protlačovací. Po oddělní výstřižu ulpí stříhaný matriál vlivm vlastní pružnosti na střižníu a jho střní j třba určité síly síly stírací. Podobně při protlačování výstřižu otvorm v střižnici vzniá mzi výstřižm a stěnou střižnic třní, na jho přonání j třba další síly síly protlačovací. Stírací i protlačovací síla závisí na druhu stříhaného matriálu, jho tloušťc, složitosti tvaru střihu, vliosti střižné vůl a na mazání.
18 FSI VU DIPLOMOVÁ PRÁCE List 17 Clovou střižnou sílu lz tdy vyjádřit vztahm [2]: F F F F [N] (2.4) c s st pr d F c clová střižná síla [N] F s střižná síla [N] F st stírací síla [N] F pr protlačovací síla [N] Stírací síla j vyjádřna vztahm [2]: F c 1 [N] (2.5) st F s d c 1 součinitl stírání [-] Podobně protlačovací síla s stanoví z vtahu, trý uvádí autor [2]: F c 2 [N] (2.6) pr F s d c 2 součinitl protlačování [-] Hodnoty oficintů c 1 a c 2 uvádí tabula 2.2. ab. 2.2 Hodnoty součinitlů stírání c 1 a protlačování c 2 pro různé matriály [2] loušťa matriálu c 1 c 2 Ocl do 1 mm 1 až 5 mm nad 5 mm 0,02 až 0,12 0,06 až 0,16 0,08 až 0,20 0,005 až 0,08 Mosaz 0,06 až 0,07 0,04 Slitiny l 0,09 0,02 až 0,04 Vztahů pro urční střižné síly xistuj mnoho. Zahrnují víc či méně paramtrů, napřílad vliv gomtri nož atd. Obcný vztah pro výpočt střižné síly při stříhání parallními noži [3]: F s c S [N] (2.7) 3 τ s d c 3 (1,1 až 1,3) součinitl otupní břitu [-] S l s - plocha střihu daná součinm dély řivy střihu a tloušťy stříhaného matriálu [mm 2 ] τ s (80 až 85 % mzi pvnosti v tahu (R m )) - mz pvnosti v střihu [MPa] Výsldná hodnota střižné síly s obvyl jště zvyšuj o 20 až 25 % [2]. oto zvýšní zahrnuj případné změny podmín stříhání a má bzpčnostní
19 FSI VU DIPLOMOVÁ PRÁCE List 18 charatr, zamzuj pošozní stroj i nástroj náhodnými vlivy, tré nlz do výpočtů zahrnout. Clová střižná síla pro volbu lisu F l tdy bud [2]: d F ( 1,2 1,25) [N] (2.8) l F c F c clová střižná síla [N] ěžiště střižných sil [1] [11] Znalost přsné polohy těžiště střižných sil j důlžitá pro onstruci střižných nástrojů. Stopu střižného nástroj j nutné umístit právě do těžiště střižných sil, poloha stopy totiž odpovídá poloz osy tvářcího stroj, trá pa taé orsponduj s těžištěm, což j zvláště důlžité v opracích postupového stříhání, dy j využito víc střižníů v víc rocích. Poud by těžiště bylo situováno mimo osu stroj, docházlo by vzniu lopných momntů, tré by s ngativně projvovaly na přsnosti výstřižů a taé na životnosti stroj i nástroj. Polohu těžiště střižných sil, v němž působí silová výsldnic, lz určit graficou, nbo počtní mtodou. V případě výstřižů složitějších tvarů s vša graficé řšní ndoporučuj, protož u něj snadno vzniají npřsnosti. Počtní mtoda j, dl autora [11], přsnější, a proto bud použita v této práci. Pro názornost j uvdn jdnoduchý přílad řšní na obr. 2.10, souřadnic těžiště v os x a y (X, Y ) s stanoví dl níž uvdných vztahů [11]. Obr Stanovní těžiště střižných sil [11] X X i oi X 1 o1 X 2 o2 X 3 o3 [mm] (2.9) o i o o 1 2 o 3 Y Yi oi Y1 o1 Y2 o2 Y3 o3 [mm] (2.10) o i o o 1 2 o 3 d X i vzdálnost od osy x Y i vzdálnost od osy y o i obvod stříhaného otvoru
![FSI VU DIPLOMOVÁ PRÁCE List 19 2.4 Střižná prác [1] [3] Vliost prác nutné ustřižní výstřižu lz vypočítat jao intgrál plochy pod řivou znázorňující průběh střižné síly v závislosti na dráz.](/docs-images/88/115323174/images/20-0.jpg "Dráhou j myšlna hlouba vninutí střižníu do matriálu. Obcné vyjádřní střižné prác [4]: F dh s s [J] (2.")
20 FSI VU DIPLOMOVÁ PRÁCE List Střižná prác [1] [3] Vliost prác nutné ustřižní výstřižu lz vypočítat jao intgrál plochy pod řivou znázorňující průběh střižné síly v závislosti na dráz. Dráhou j myšlna hlouba vninutí střižníu do matriálu. Obcné vyjádřní střižné prác [4]: F dh s s [J] (2.11) d F s střižná síla [N] dh s lmntární hlouba vniu břitu do matriálu Matmaticé vyjádřní řivy průběhu střižné síly j v praxi obtížné, proto s provádí zjdnodušní nahrazní sutčného průběhu síly lipsou (obr. 2.11), tré zajistí dostatčně přsné hodnoty střižné prác. Jdna poloosa této lipsy j rovna vliosti maximální střižné síly F smax a druhá polovině hlouby vninutí nož do stříhaného matriálu h s /2. Vliost střižné prác j pa rovna polovině plochy lipsy, tdy [4]: S π hs π Fs Fs κ s [J] (2.12) d F s střižná síla [N] S plocha lipsy [mm 2 ] h s hlouba vniu břitu do matriálu [mm] к oficint vtlační [-], viz. tabula 2.3 s tloušťa stříhaného plchu [mm] Obr proximac řivy střihu pomocí lipsy [4]
21 FSI VU DIPLOMOVÁ PRÁCE List 20 Jiný z možných vztahů pro výpočt střižné prác [1]: F κ s s 1000 [J] (2.13) d F s střižná síla [N] к oficint vtlační [-], viz. tabula 2.3 s tloušťa stříhaného plchu [mm] ab. 2.3 Hodnoty oficintu vtlační к [1] Matriál Ocl o pvnosti 250 až 350 MPa Ocl o pvnosti 350 až 500 MPa Ocl o pvnosti 500 až 700 MPa loušťa matriálu do 1 1 až 2 2 až 4 nad 4 0,70 až 0,65 0,65 až 0,60 0,60 až 0,50 0,45 až 0,35 0,60 až 0,55 0,55 až 0,50 0,50 až 0,42 0,40 až 0,30 0,45 až 0,40 0,40 až 0,35 0,35 až 0,30 0,30 až 0,15 l, Cu v žíhaném stavu 0,75 až 0,70 0,70 až 0,65 0,65 až 0,55 0,50 až 0,40 utor [3] uvádí vztah pro výpočt střižné prác při stříhání rovnoběžnými střižnými hranami: Fs max s λ [J] (2.14) d F smax maximální střižná síla [N] λ oficint plnosti [-], viz. obr s tloušťa stříhaného plchu [mm] řiva: a měé Cu a l slitiny b měá ocl, τ s 250 až 350 MPa c střdně tvrdá ocl, τ s 350 až 500 MPa d tvrdá ocl, τ s 500 až 700 MPa Obr Graf stanovní součinitl plnosti [3]

22 FSI VU DIPLOMOVÁ PRÁCE List Záladní mtody prostého stříhání [17] Mtody tchnologi prostého stříhání lz rozlišit podl onstruc a gomtri střižného nástroj na: stříhání rovnoběžnými noži stříhání šimými noži stříhání otoučovými noži stříhání noži na profily, tyč a truby Jdnotlivé mtody budou dál podrobněji popsány Stříhání rovnoběžnými noži [1] [17] Pro stříhání rovnoběžnými noži s používá nástroj, trý obsahuj střižní a střižnici mzi trými j střižná vůl. Střižná vůl zd zastupuj bzpčnostní prv, trý má zabránit případnému ontatu mzi oběma hlavními částmi nástroj. Na docílní valitního výstřižu j důlžité tuto vůli zvolit optimálně. Jdnostranná vůl s, dl autora [17], užívá od 3 do 10 % tloušťy plchu v závislosti na tloušťc a pvnosti matriálu (s rostoucí mzí pvnosti matriálu vůl rost). Nvýhodou této mtody j nutnost vyvozní vlé střižné síly, důvodm j rázové působní síly na clé ploš střihu, viz. obr Obr Stříhání rovnoběžnými noži [17] Stříhání šimými noži [1] [17] Při stříhání pomocí šimých (sloněných) nožů j clová střižná síla mnší, nž při stříhání na rovných nožích, což j hlavní výhodou této mtody. Síla působí vždy jn na část střižné plochy a matriál j oddělován postupně. Fatory ovlivňující vliost střižné síly jsou v tomto případě vliost střižné hrany a a tloušťa plchu s. Schmaticé znázornění stříhání šimými noži j na obr
![FSI VU DIPLOMOVÁ PRÁCE List 22 Obr. 2.14 Stříhání šimými noži [17] 1 horní pohyblivý nůž, 2 stříhaný matriál, 3 dolní pvný nůž Obr. 2.15 Porovnání dély střihu při stříhání rovnými, rsp.](/docs-images/88/115323174/images/23-1.jpg "šimými noži [17] Zosní můž být jdnostranné i oboustranné a provdno na střižníu i na střižnici. Jdnostranné zosní střižníu s používá při opracích nastřihování, oboustranné pa při děrování.")
23 FSI VU DIPLOMOVÁ PRÁCE List 22 Obr Stříhání šimými noži [17] 1 horní pohyblivý nůž, 2 stříhaný matriál, 3 dolní pvný nůž Obr Porovnání dély střihu při stříhání rovnými, rsp. šimými noži [17] Zosní můž být jdnostranné i oboustranné a provdno na střižníu i na střižnici. Jdnostranné zosní střižníu s používá při opracích nastřihování, oboustranné pa při děrování. Oboustranné zosní střižnic s využívá při vystřihování (obr. 2.16). V případě oboustranně zosného střižníu nbo střižnic dostávám rovný výstřiž a ohnutý odpad.
![FSI VU DIPLOMOVÁ PRÁCE List 23 Obr. 2.16 Úpravy střižníu a střižnic [17] a jdnostranné zosní střižníu, b, c oboustranné zosní střižníu, d, oboustranné zosní střižnic 2.5.](/docs-images/88/115323174/images/24-0.jpg "3 Stříhání otoučovými noži [1] [8] [17] Mtoda stříhání otoučovými (ruhovými) noži s njčastěji využívá podélnému dělní dlouhých pásů plchu.")
24 FSI VU DIPLOMOVÁ PRÁCE List 23 Obr Úpravy střižníu a střižnic [17] a jdnostranné zosní střižníu, b, c oboustranné zosní střižníu, d, oboustranné zosní střižnic Stříhání otoučovými noži [1] [8] [17] Mtoda stříhání otoučovými (ruhovými) noži s njčastěji využívá podélnému dělní dlouhých pásů plchu. Čas střihu j v porovnání s ostatními mtodami stříhání dlší, al rázy vzniající při stříhání s snižují. Pro rozstřihování clých tabulí slouží jdnootoučové mchanismy. V ostatních opracích stříhání bývají používány mchanismy vícotoučové. Na přímé střihy s užívají otouč větších průměrů, naopa při řivovém stříhání s uplatňují nož s co njmnším průměrm. yto malé otouč s upvňují na dlouhá nosná ramna a umožňují snadnou manipulaci s stříhaným matriálm. Zmiňované typy jsou znázorněny na obr Maximální tloušťu matriálu, trou lz touto tchnologií zpracovávat, autor [8] udává 10 mm. a b c Obr Uspořádání nožů v otoučových stříhacích mchanismch [8] a jdnootoučové, b vlé otouč (přímé střihy), c malé otouč (řivové střihy)



25 FSI VU DIPLOMOVÁ PRÁCE List Stříhání noži na profily, tyč a truby [8] [17] Při stříhání profilů s mění podélný tvar funční části nástroj dl účlu střihu, příčný průřz nástroj s vša nmění. Účlm tohoto opatřní j dodržní stjné stříhané tloušťy v aždém oamžiu procsu. Na obr j přílad tvaru nož pro stříhání obdélníových profilů a taé nůž pro stříhání ulatiny, pro tré platí stjná zásada onstantní stříhané tloušťy. Obr vary nožů pro stříhání profilového a ruhového matriálu [8] Při stříhání trub j nzbytné zajistit jjich minimální zdformování, proto má pohyblivý nůž tvar oblouů, tré vyúsťují v spodní části nož v špiču (obr. 2.19). Při stříhání njprv dochází propíchnutí stěny truby a násldnému stříhání oblouovou částí nož. Střižná mzra v tomto případě nní stjná po clé délc střihu, al rost od orajů směrm střdu. Obr 2.19 var nož pro stříhání trub [17]
![FSI VU DIPLOMOVÁ PRÁCE List 25 2.6 Nástroj pro stříhání [7] [17] Střižné nástroj (střihadla) s sládají z dvou záladních částí (nožů): horního pohyblivého nož střižníu a spodního pvného nož střižnic.](/docs-images/88/115323174/images/26-0.jpg "Střihadla jsou záladním činitlm střižného procsu. Mají vlý vliv na tvar, rozměry a jaost střižných ploch výstřižu.")
26 FSI VU DIPLOMOVÁ PRÁCE List Nástroj pro stříhání [7] [17] Střižné nástroj (střihadla) s sládají z dvou záladních částí (nožů): horního pohyblivého nož střižníu a spodního pvného nož střižnic. Střihadla jsou záladním činitlm střižného procsu. Mají vlý vliv na tvar, rozměry a jaost střižných ploch výstřižu. Správně navržnou onstrucí lz ovlivnit vliost maximální střižné síly a tím i nutnost použití onrétního střižného stroj. Střihadla rovněž ovlivňují onomicé aspty výroby výstřižů. Z těchto důvodů jsou na ně ladny vysoé nároy, ať už tchnicé, onomicé nbo onstruční. Přílad obcného střihadla a jho schématicé zobrazní uvádí obr a Obr. 2.20, 2.21 Střižný nástroj [17], [6] Při návrhu a onstruci střižných nástrojů j nutné dodržt množství požadavů a podmín. Jsou to zjména: a) Zásady tchnicé, zaručující, ž nástroj vyhovuj funci, pro trou j přdurčn. Mzi tyto zásady s řadí přdvším: vyrobitlnost nástroj, s tím souvisjící vzájmná smontovatlnost dílců, životnost nástroj a taé jho cna, trá zahrnuj nálady na matriál a výrobní nálady. b) Zásady onomicé, tj. maximální využití matriálu, nrgi a výonu stroj a strojních zařízní při minimálních výrobních náladch. c) Zásady bzpčnostní a ologicé, tré určují pracovní podmíny nástroj, zásady bzpčnosti při práci s nástrojm a taé vliv provozu nástroj na oolí, dopady na životní prostřdí.
27 FSI VU DIPLOMOVÁ PRÁCE List Rozdělní střižných nástrojů [7] [17] Mzi hlavní ritria, sloužící pro rozdělování střižných nástrojů, patří požadav přsnosti výstřižu a počt tvářcích oprací v výrobním cylu dané součásti. Dl požadované výrobní přsnosti s nástroj dělí na: Střižné nástroj bz vdní, tré s využívají pro málo přsné výstřižy s nízými požadavy na valitu střižné plochy, např. stříhání polotovarů pro svářčsé oprac. Vzájmnou polohu střižníu a střižnic zajišťuj pouz stojan a bran lisu, správné zavdní nástroj s ralizuj pomocí vodící dsy upvněné na záladové dsc (obr a). yto nástroj jsou vhodné zjména pro usovou a malosériovou výrobu, d njsou ladny vysoé nároy na přsnost. Střižné nástroj s vdním obsahují vodící sloupy zajišťující přsné vdní horní části nástroj vůči spodní. Konstručně můž být tnto nástroj vlmi podobný, jao nástroj bz vdní, což j patrno z obr b, pouz dolní dsa vodícího sloupu nahrazuj záladovou dsu a horní dsa vodícího sloupu nahrazuj dsu upínací. yto nástroj jsou přsnější, al taé výrobně náročnější a dražší. a b Obr Schéma jdnoduchého střižného nástroj [7] a bz vdní, b s vodícími sloupy
28 FSI VU DIPLOMOVÁ PRÁCE List 27 Podl počtu stříhacích oprací s rozlišují: Jdnoduché střižné nástroj jsou určné pro jdnu opraci v jdnom rou (např. děrování). Postupové střižné nástroj zhotovují výstřiž postupně na něoli oprací v něolia rocích (např. děrování a v dalším rou vystřihování). Sloučné střižné nástroj provádějí něoli střižných oprací v jdnom rou (např. děrování a vystřihování). Sdružné střižné nástroj slouční oprací různého typu v jdnom rou (např. stříhání a ohýbání). Poud sloučné a sdružné nástroj vyrábějí součást na víc roů, označují s tyto nástroj jao sloučné postupové rsp. sdružné postupové Konstruční řšní funčních částí střižných nástrojů [7] Rozměry funčních částí střižných nástrojů i jjich tvar ovlivňují přdvším tvar a rozměry výsldného výstřižu. Uspořádání střižníů upvněných na otvní dsc pa závisí hlavně na zvolném nástřihovém plánu, trý má zajistit ftivní využití stříhaného plchu. Vlastní onstruční řšní střihadl j ovlivněno množstvím stříhaných usů, druhm tvářného matriálu, násldným zpracováním výrobů a zvolným tvářcím strojm. Hlavními funčními částmi střižných nástrojů jsou střižní a střižnic. SŘIŽNICE Střižnic j pracovní část střihadla upvněná na záladové dsc nástroj. Působním střižníu na střižnou hranu střižnic j matriál vtlačován do střižnic a dochází jho oddělování. Gomtricý tvar otvoru v střižnici můž být: válcový pro rozměrné součásti, válcový s vybráním pro děrování, užlový pro mnší počty usů, nbo užlový s válcovou plochou pro větší počty vyráběných usů (obr. 2.23). B C D Obr vary otvorů v střižnici [7] užlový, B užlový s válcovou plochou, C válcový, D válcový s vybráním

29 FSI VU DIPLOMOVÁ PRÁCE List 28 S ohldm na onstruci střihadla, tvar a rozměry výstřižu a výrobní možnosti lz střižnic člnit na: Clistvé vyrobny z jdnoho usu nástrojového matriálu. Používají s pro vystřihování jdnoduchých tvarů mnších součástí. Sládané vyrobny z něolia částí. Používají s pro tvarově složité součásti a součásti větších rozměrů. Jsou vhodné pro sériové a hromadné typy výrob. Jjich výroba j snadnější a přsnější nž u clistvých střižnic a taé mají vyšší životnost. Vložované obsahují dsu z onstruční ocli s vsaznými vložami z nástrojových matriálů (ocl, slinuté arbidy). Vložy jsou zajištěny zalisováním s přsahm (např. H7/p6), nbo pomocí šroubů a olíů. Výhody mají stjné jao sládané střižnic, vložy lz navíc snadno při opotřbní vyměnit. Další výhodou j pa úspora drahého nástrojového matriálu. Jsou vhodné pro použití v vlosériové a hromadné výrobě. a b c Obr Střižnic [7] a sládaná, b,c vložovaná Při návrhu střižnic j důlžitým paramtrm zjména jjí tloušťa H s, přdběžný odhad lz stanovit z vliosti střižné síly podl Ohlra [7]: H 3 s F s [mm] (2.15) d F s střižná síla [N] Při zohldnění dovolného napětí v ohybu lz tloušťu obdélníové střižnic vyjádřit vztahm [7]: H s 2,5 F σ dov s [mm] (2.16) d F s střižná síla [N] σ dov (400 až 500 MPa) [7] - dovolné namáhání v tlau [MPa]
30 FSI VU DIPLOMOVÁ PRÁCE List 29 SŘIŽNÍKY Střižní j druhý funční lmnt střihadla, j to portius střižnic upvněný v otvní dsc střižného nástroj. vary střižníů jsou normalizované ruhové, obdélníové, čtvrcové a jiné. Malé střižníy jsou vyráběné z jdnoho usu, větší lz vyrábět jao dělné. Nosná část j z onstruční méně valitní ocli a pouz funční část z nástrojového matriálu. Vzájmné spojní funčních a nosných dílců j ralizováno šroubovými spoji. Různorodé j samotné upnutí clého střižníu do otvní dsy nástroj. Njjdnodušší variantou j roznýtování jho horní části (obr a), nbo osazní (obr b). Větší střižníy s připvňují šrouby za přírubu (obr c), případně s zapuštěním (obr d). Další mtodou j pa zalití střižníu prysyřicí, tnto způsob j vhodný pro nástroj s složitým tvarm střižného obvodu. Provdní pro malé stírací síly uazuj obr Pro vlé stírací síly, uvdno na obr f, s využívá současné zalití prysyřicí a roznýtování, nbo zajištění olím. Střižníy jdnoduchých tvarů lz upvnit šroubm (obr g), rovněž uchycní línm j pro tyto typy vhodné (obr h) a i artac šroubm a upínou (obr i). U nástrojů, d j třba rychl nbo často střižníy měnit, s využívá zajištění uličou (obr j). Důlžitými fatory, tré s sldují u střižníů, jsou pvnost a olmé uchycní v otvní dsc. Pvnost tných nástrojů lz zvýšit osazním, či vložním do pouzdra. Právě z důvodu vysoých pvnostních nároů s střižníy vyrábějí z nástrojových oclí a tplně s zpracovávají. aé mohou obsahovat funční části z slinutých arbidů. Při návrhu střižníů j nutno střižníy počítat na otlační a na vzpěr. Při výpočtu otlační z zjišťuj napětí na dosdací ploš střižníu v upínací hlavici. oto napětí s pa srovnává s dovolným tlaovým namáháním, tré j dáno matriálm upínací hlavic. Njprv j nutné znát dosdací plochu střižníu v upínací hlavici S d, trá j dána vztahm [7]: S d 2 d π [mm 2 ] (2.17) 4 d d průměr střižníu [mm] Napětí na dosdací ploš střižníu σ j pa rovno [7]: F [N] (2.18) s σ σ dov S d d F s střižná síla [N] σ dov dovolné namáhání v tlau [MPa]
31 FSI VU DIPLOMOVÁ PRÁCE List 30 Obr Způsoby upínání střižníů [7] a) roznýtování, b) osazní, c),d) přišroubování, ) zalití prysyřicí, f) zalití a roznýtování rsp. zalití a zajištění olím, g) zajištění šroubm, h) zajištění línm, i) zajištění upínou, j) uličové zajištění
32 FSI VU DIPLOMOVÁ PRÁCE List 31 Při ontrol střižníu na vzpěr s určuj riticá déla střižníu l rit, trá má za násld vyboční z roviny olmé upínací hlavici. Kriticá déla pro střižní bz vdní j [7]: l rit 2 2 π E I F b s [mm] (2.19) Pro střižní s vdním j vztah (2.19) mírně upravn [7]: l rit 2 4 π E I F b s [mm] (2.20) d E modul pružnosti v tahu [MPa] I momnt strvačnosti průřzu [mm 4 ] b oficint bzpčnosti (1,5 až 2) [-] F s střižná síla [N] Rozměry funčních částí střižných nástrojů [1] [5] Při určování rozměrů střižných nástrojů j nutné njprv určit, zda bud stříhán otvor v výstřižu (děrování), nbo obvod součásti (vystřihování). Při stříhání otvorů j určující rozměr střižníu, při stříhání obvodu součásti j určující rozměr střižnic. Proto s rozměry jdné funční části střihadla stanovují v souladu s jmnovitými rozměry a jim odpovídajícími tolrancmi vystřihovaného dílc a rozměry druhé funční části s odvozují s přihlédnutím vliosti střižné vůl. Při výpočtu rozměrů nástroj j nutné taé uvažovat opotřbní nástrojů, jhož vlivm dochází zmnšování střižníu a zvětšování otvorů v střižnici, a toto opotřbní zohldnit zavdním příslušné tolranc. Pro vystřihování platí vztahy [5]: rozměr střižnic: j [mm] (2.21) rozměr střižníu: j 2 z [mm] (2.22) d rozměr střižnic [mm] rozměr střižníu [mm] j jmnovitý rozměr výstřižu [mm] tolranc výstřižu [mm] z střižná mzra [mm] tolranc střižnic [mm] tolranc střižníu [mm]
33 FSI VU DIPLOMOVÁ PRÁCE List 32 Při děrování lz použít vztahy [5]: rozměr střižnic: j 2 z [mm] (2.23) rozměr střižníu: j [mm] (2.24) d rozměr střižnic [mm] rozměr střižníu [mm] j jmnovitý rozměr výstřižu [mm] tolranc výstřižu [mm] z střižná mzra [mm] tolranc střižnic [mm] tolranc střižníu [mm] a) b) Obr olranční pol pro stříhání [5] a) obvodu, b) otvoru olranc střižných nástrojů [1] olranci střižného nástroj njvíc ovlivňuj přsnost vyráběné součásti. Stupně přsnosti výstřižů jsou násldující: nízá přsnost: I střdní přsnost: I vysoá přsnost: I 6 9 by součásti mohly být vyráběny v požadovaných přsnostch j nzbytné vyrábět funční části střižných nástrojů s přsností vyšší. Jjich tolranc tdy musí být nižší, ja stanovuj tabula 2.4. ab. 2.4 Závislost přsnosti výstřižů na přsnosti nástroj [1] Záladní výrobní tolranc I vystřihovaného výrobu Záladní výrobní tolranc I střižníu a střižnic
34 FSI VU DIPLOMOVÁ PRÁCE List 33 olranci střižných nástrojů ovlivňuj taé vliost střižné vůl. uto závislost lz nalézt v tabulc 2.5. ab. 2.5 Závislost tolranc nástrojů na střižné vůli [1] Životnost střižných nástrojů [2] [7] Životnost střihadla s stanoví podl počtu vyrobných výstřižů v požadovaných rozměrch a valitě. Nástroj j opotřbn thdy, jstliž jho funční části již njdou naostřit nbo opravit. Při opotřbování nástroj lz pozorovat zhoršnou valitu výstřižů. Hlavními činitli ovlivňujícími životnost střižného nástroj jsou: tvar výstřižu a jho vliost druh a valita nástroj jaost, gomtri a tplné zpracování nástroj zatížní stroj přsnost ustavní nástroj na stroji tvářný matriál druh a mchanicé vlastnosti Obr var opotřbných střižných hran [2]
35 FSI VU DIPLOMOVÁ PRÁCE List 34 Rozznávají s dva druhy trvanlivosti nástroj: clová trvanlivost odpovídá životnosti dílčí trvanlivost doba mzi dvěma přbroušními Litratura [2] uvádí, ž běžné nástroj lz přbrušovat až 25x. Počt přbroušní závisí na rozměrch funčních částí střihadla, rozměrch výstřižu a onstruci nástroj. Opotřbní nástroj způsobí úbyt matriálu na funčních plochách střižných lmntů. Opotřbní vzniá při postupném vniání střižníu do stříhaného plchu. Orajová vlána s prodlužují a dochází zpvňování matriálu. Na střižných hranách nástroj vzniají vysoé tlay, tré způsobují opotřbní adhzivního nbo abrazivního charatru. dhzivní opotřbní j charatrizováno vytrháváním částic břitu nástroj v důsldu adhzních mirosvarů mzi nástrojm a tvářným matriálm, vzniá přvážně u střižných a řzných nástrojů. brazivní opotřbní j způsobno proniáním tvrdých hranatých částic mzi břit nástroj a stříhaný matriál, tré způsobí úbyt matriálu na funčních plochách střihadl, při stříhacích opracích s vysytuj méně, častěji vzniá u oprací lisovacích. Nárůst opotřbní nmá linární průběh, al obcný, viz. obr Křiva j rozdělna na tři pásma, v aždém z nich j pa jiná strmost řivy. V úsu 1 dochází rychlému opotřbní ostrých břitů nového nástroj. V pásmu 2 s rychlost opotřbní snižuj, protož došlo zvětšní střižné plochy a tím polsu tlau na jdnotu plochy. V úsu 3 dochází zrychlní opotřbní díy změně dformac na střižné hraně. Kromě stříhání dochází v oblasti střižného obvodu taé protlačování výstřižu střižnicí. S vzrůstajícím opotřbním vzrůstá taé vliost střižné síly. Obr Křiva růstu opotřbní [2] O st - opotřbní střižníu, O s opotřbní střižnic
36 FSI VU DIPLOMOVÁ PRÁCE List Nástrojové matriály [2] [7] [12] Matriály používané na výrobu střižných nástrojů musí vyhovovat pracovním podmínám a tchnologicým požadavům. Hlavní fatory ovlivňující volbu nástrojového matriálu jsou: typ nástroj, druh tvářného matriálu a vliost séri výstřižů. Kromě ovových matriálu s stál víc používají jiné druhy, tré jsou často lvnější a snáz obrobitlné, případně mají výhodnější mchanicé vlastnosti. Cílm apliac různých druhů nástrojových matriálů j optimalizac poměru mzi cnou nástroj a počtm součástí, tré s nástrojm vyrobí. Mzi njpoužívanější matriály na výrobu nástrojů pro stříhání patří: onstruční a nástrojové ocli, litiny a slinuté arbidy. Dál s užívají taé: polyurtan a tchnicá pryž, zalévací prysyřic, slitiny hliníu, zinu, dřvo, a tvrzný papír. KONSRUKČNÍ OCELI Konstruční ocli s využívají přdvším výrobě nfunčních dílů, ovšm při stříhání např. malých sérií z měého matriálu jsou vyhovující i pro výrobu funčních částí střihadl. Rozhodujícími vlastnostmi těchto oclí jsou vlastnosti mchanicé, méně pa zálží na vlastnostch chmicých. Nušlchtilé onstruční ocli s zpracovávají v přírodním stavu a vyrábí s z nich málo namáhané součásti. Jdná s přvážně o ocli třídy 11. Svařnc z nich j nutno normalizačně žíhat na snížní vnitřního pnutí. Ušlchtilé onstruční ocli třídy 12, 13, 14 a 15 s používají na výrobu nástrojů již tplně zpracované. Dtailnější přhld onstručních oclí j v tabulc 2.6. ab. 2.6 Konstruční ocli používané při výrobu nástrojů [2] yp Nušlchtilé Cmntační Ocl Označní , , , , , , , , , , , , , , Vhodnost Na drobné součásti nástrojů. Pro méně namáhané součásti, opěrné dsy. Pro svařování onstručních dílů nástrojů. Pro liy, pra, upínací, otvní dsy. Stírač, upínací hlavic, stopy, opěrné vložy. Šroubové, talířové, listové pružiny. alířové, njnamáhanější pružinové součásti. Součásti vodícího mchanismu, sloupy, pouzdra. Součásti s vlmi tvrdou cmntační vrstvou. plné zpracování Zušlchtěno Zušlchťovatlné Cmntováno vrdost [HRC] 50 až až až až až 63
37 FSI VU DIPLOMOVÁ PRÁCE List 36 LIINY Z litin jsou vyráběny málo namáhané součásti vlých nástrojů. Právě způsob namáhání j hlavním ritrim, tré rozhoduj o možnosti jjich uplatnění. Díly namáhané malým tahovým nbo ohybovým napětím lz vyrábět z šdé litiny. Zvláště vhodná j tato litina pro vodící lmnty nástrojů a to díy grafitu v strutuř, trý způsobuj, ž litina j samomazná. Dalším typm litiny j očovaná litina, trá má v strutuř jmný lamlární grafit. n jí dodává vlmi dobré mchanicé vlastnosti pvnost a houžvnatost. Případným zaalním zísá taé dobrou odolnost proti opotřbní. várnou litinou s nahrazují např. oclové odlity, litina má stjnou pvnost, al lpší tažnost. Jdnotlivé výš popsané litiny jsou, včtně záladních vlastností, uvdny v tabulc 2.7. ab. 2.7 Přhld litin používaných na nástroj a jjich vlastnosti [2] yp Šdá Litina Označní podl ČSN Pvnost v tahu [MPa] ažnost [%] Očovaná Vhodnost použití Značně namáhané součásti tlustších stěn. Značně namáhané součásti, stojány. Pro součásti, d jsou vyžadovány dobré luzné vlastnosti, ložisa. várná Pro vyšší tlay a namáhání. Pro dynamicy namáhané dsy, vyšší tlay. NÁSROJOVÉ OCELI Nástrojové ocli jsou slitiny žlza, arbidu žlza a dalších prvů, tré ovlivňují mchanicé a struturní vlastnosti výsldné slitiny. Vyšší podíl slitinových prvů v strutuř ocli zvyšuj životnost a vlastnosti ocli pouz v případě, ž j daná ocl správně tplně zpracována. Poud tplné zpracování nproběhn rgulérně, dl požadovaných podmín, dochází naopa zhoršní vlastností dané slitiny a to bz ohldu na množství lgujících prvů. Střižné nástroj jsou vyráběny z těchto druhů nástrojových oclí: nlgované uhlíové střdně lgované vysoc lgované ocli cmntování
38 FSI VU DIPLOMOVÁ PRÁCE List 37 yto typy oclí mají vlmi rozdílné vlastnosti, trými jsou charatristicé. Slduj s u nich: povrchová tvrdost a houžvnatost rozměrová stálost při alní obrobitlnost odolnost proti opotřbní životnost řzných hran náchylnost vzniu trhlin při alní a násldném broušní Pro výrobu funčních střižných lmntů s používají zjména chromové (ldburiticé, subldburiticé) ocli. V mnší míř taé ocli manganové nbo uhlíové. Přhld oclí j uvdn v tabulc 2.8. ab. 2.8 Přhld nástrojových oclí pro různé typy nástrojů [2] Supina yp ocli Znační ocli dl ČSN Vhodnost použití ldburiticé a subldburiticé , , , , , Na střihadla s malým nárom na houžvnatost a dobrými střižnými podmínami. B nízolgované , , Vyznačují s vlou rozměrovou stálostí, vhodné pro střižníy. C pro vlé tlay , , Pro střihadla vystavná vlým střižným silám a vylamování břitů. D odolné proti rázu , Ocli odolné proti vlým rázům. E uhlíové ocli , , , , , Pro málo namáhaná střihadla. F odolné proti rázu , , , Pro střihadla vystavná vlým rázům a namáhání v ohybu a tlau. Supina oclí v tabulc 2.8 označovaná písmnm jsou již zmíněné chromové ocli. Jsou vhodné pro sériovou výrobu s nízými požadavy na houžvnatost vyráběného nástroj. Supinu B tvoří nízolgované ocli, tré mají dobrou rozměrovou a tvarovou stálost běhm alní. Rovněž jjich obrobitlnost a náchylnost vzniu trhlin j dobrá. Poud má být nástroj vystavn vlému tlaovému zatížní, jsou výhodnější ocli supiny D. Supina oclí označná písmnm C j vhodná pro vlé střižné síly s rizim vylamování břitů nástroj. Ocli supiny E, uhlíové, mají dobrou obrobitlnost, podobně jao nízolgované ocli nbo ocli supiny D, a využívají s pro málo namáhané nástroj. Poud j nástroj navrhován pro vlé rázové tlaové a
39 FSI VU DIPLOMOVÁ PRÁCE List 38 ohybové namáhání, j výhodné jj vyrobit z oclí supiny F, tré taovému namáhání doáží odolávat. SLINUÉ KRBIDY Slinuté arbidy s používají zjména na výrobu funčních částí nástrojů určných pro sériovou a hromadnou výrobu výstřižů z matriálu, tré způsobují vlé opotřbní střižných hran, např. nrzové ocli. yto nástroj s uplatňují taé při tvářní snadno lisovatlných plchů, d oclový nástroj vyhovuj, al rychl s opotřbovává. Vyšší trvanlivost, valita výlisů a mnší nálady na údržbu mají za násld, ž i přs vyšší pořizovací nálady v srovnání s oclovými nástroji, jsou clové nálady na výrobu jdnoho výstřižu nižší. Slinuté arbidy mají až dvarát vyšší pvnost v tlau nž alná nástrojová a ocl, naopa jjich pvnost v ohybu j asi třtinou až polovinou pvnosti nástrojové ocli. Využívají s přvážně slinuté arbidy supiny K, což jsou směsi na bázi arbidu wolframu (WC) a obaltu (Co). Množství obaltu, trý slouží jao pojivo, ovlivňuj houžvnatost: čím vyšší j obsah obaltu, tím vyšší j i houžvnatost. Čím víc j pa arbidu wolframu, tím vyšší j tvrdost a odolnost proti opotřbní. Použití slinutých arbidů lad vyšší nároy na pvnost a tuhost nástroj. J nutné zajistit pouz tlaové namáhání nástroj a nvystavovat jj namáhání ohybovému nbo tahovému. 2.7 Stroj pro stříhání Při stříhacích opracích s využívají univrzální tvářcí stroj lisy nbo jdnoúčlové stroj uzpůsobné pro onrétní způsob stříhání. Volba vhodného stroj j závislá na vliosti séri výstřižů, na gomtrii výstřižu a požadované jaosti střižných ploch Lisy [2] [1] [18] Lisy jao univrzální stroj pro tvářcí oprac s využívají přdvším stříhání střihadly. Stroj j vhodný pro výrobu, poud doáž vyvinout dostatčně vlou střižnou sílu a musí taé umožnit vhodné upvnění příslušného střižného nástroj. Při jho volbě j nutné přihlédnout i dalším činitlům, mzi tré patří počt zdvihů branu, vliost otvoru v stol apod. Při stříhání plchu lisy vyonávají tři záladní pohyby: 1. uzavírání nástroj 2. stříhání 3. otvírání nástroj V fázi uzavírání nástroj přivádí bran lisu horní část nástroj do pracovní polohy, při čmž spodní část j pvně upnuta na stol. Při zpětném pohybu dochází otvírání nástroj a z střižníu s stírá odpad. Pásy plchu nbo přístřihy s do pracovního prostoru lisu vsunují ručně nbo pomocí podavačů.
40 FSI VU DIPLOMOVÁ PRÁCE List 39 Lisy využívají tlau nástroj na tělso. Nástroj j pvně spojn s pohonm lisu. Při opracích stříhání s využívají njčastěji lisy mchanicé a v mnší míř hydraulicé. MECHNICKÉ LISY Mchanicé lisy využívají přnosu nrgi mchanicé přvodové systémy. Lisy jsou onstručně poměrně jdnoduché, jjich nvýhodou vša j, ž maximální tvářcí sílu lz zísat až těsně přd dolní úvratí pracovního cylu branu lisu. Záladní pohon j liový a ostatní jsou odvozné. yto lisy lz rozdělit dl použitého přvodového systému na: Výstřdníové jsou používány pro ostřihování, vystřihování a děrování. Často s ombinují s různými automaticými podávacími zařízními (válčová, lštinová, háčová), pro zvýšní produtivity. Obsahují stavitlný výstřdní, trý umožňuj snížit zdvih branu, a tím zvýšit bzpčnost provozu. Kliové slouží pro oprac ostřihování výovů a výlisů, vystřihování hotových polotovarů a hotových výrobů. Podobně jao lisy výstřdníové bývají spojovány s podávacími zařízními. Kromě njpoužívanějších liových a výstřdníových lisů mohou být mchanicé lisy jště olnové, šroubové, hřbnové, atp. Volba použitého přvodového mchanismu závisí na tvářcím pochodu a délc zdvihu, rozlišuj s: rátý zdvih: 1 3 [mm], střdní zdvih: 3 20 [mm], dlouhý zdvih: 100 a víc [mm] Dalším ritrim, dl trého lz mchanicé lisy dělit, j vliost jmnovité síly. Rozlišují s lisy: lhé: do 0,5 [MN] střdní: 5 50 [MN] těžé: nad 50 [MN] HYDRULICKÉ LISY Hydraulicé lisy jsou používány při stříhání v mnohm mnší míř, nž lisy mchanicé. Střižná síla na střižníu j vyvozována pomocí hydraulicého válc. Hydraulicé lisy s využívají pro spciální stříhací oprac děrování a vystřihování, při trých j využívána hlavní přdnost těchto strojů, jíž j onstantní lisovací síla působící v clém rozsahu pohybu branu a taé možnost vyvinutí vyšších střižných sil.
![FSI VU DIPLOMOVÁ PRÁCE List 40 Hydraulicý lis, výrobc: SPCE Kliový lis, výrobc: KISER 2.7.2 Jdnoúčlové stříhací stroj [1] Obr. 2.29 Přílady lisů Jdnoúčlové stříhací stroj jsou uzpůsobny vždy pouz pro určitý způsob stříhání.](/docs-images/88/115323174/images/41-0.jpg "V stříhacích opracích s používají násldující typy: Nůžy na plch (mchanicé, hydraulicé) v různých provdních (horní, dolní pohon). Patří mzi ně napřílad tabulové nůžy, tré slouží stříhání tabulí plchu.")
![Lz s nimi stříhat tabul tloušťy od 2 do 40 mm a dély střihu bývají, dl autora [1], 2 až 4 m.](/docs-images/88/115323174/images/41-1.jpg "Nůžy s otoučovými noži, mzi něž jsou řazny u příladu řivové nůžy, trými s stříhají výstřižy s plynulým řivým obrysm. Vyrábějí s pro plchy do tloušťy 10 mm a pro rychlosti stříhání do 9,5 m/min [1].")
41 FSI VU DIPLOMOVÁ PRÁCE List 40 Hydraulicý lis, výrobc: SPCE Kliový lis, výrobc: KISER Jdnoúčlové stříhací stroj [1] Obr Přílady lisů Jdnoúčlové stříhací stroj jsou uzpůsobny vždy pouz pro určitý způsob stříhání. V stříhacích opracích s používají násldující typy: Nůžy na plch (mchanicé, hydraulicé) v různých provdních (horní, dolní pohon). Patří mzi ně napřílad tabulové nůžy, tré slouží stříhání tabulí plchu. Lz s nimi stříhat tabul tloušťy od 2 do 40 mm a dély střihu bývají, dl autora [1], 2 až 4 m. Nůžy s otoučovými noži, mzi něž jsou řazny u příladu řivové nůžy, trými s stříhají výstřižy s plynulým řivým obrysm. Vyrábějí s pro plchy do tloušťy 10 mm a pro rychlosti stříhání do 9,5 m/min [1]. Vysávací lisy na plch (mchanicé, hydraulicé, postupové) s používají pro výrobu drobných součástí z pásu plchu. Lisy bývají v spojní s rovnačou a odvíjčou. Jsou vhodné pro tloušťy plchu do 1,6 mm a šířu pásu 60 až 300 mm, ja uvádí autor [1]. Děrovací lisy (s ručním nbo programovým řízním) jsou určny děrování a vystřihování vlých plchových výrobů. Stříhat na nich lz plchy do tloušťy 6 mm [1].

, nbo s v průběhu dráhy výstupního člnu mění (výstřdníové lisy) a jmnovité hodnoty dosahuj v oblasti jmnovitého zdvihu.")
42 FSI VU DIPLOMOVÁ PRÁCE List 41 abulové nůžy, výrobc: DURM Vysávací lis, výrobc: DURM Obr Přílady jdnoúčlových stříhacích strojů Záladní tchnicé paramtry střižných strojů [18] chnicé paramtry tvářcích strojů jsou fyziální vličiny, tré určují maximální rozměry polotovaru, trý lz na stroji stříhat. Patří mzi ně: Jmnovitá síla F j njvětší dovolná síla, trou můž výstupní čln působit na tvářný matriál. Síla můž být v průběhu zdvihu onstantní (hydraulicé lisy), nbo s v průběhu dráhy výstupního člnu mění (výstřdníové lisy) a jmnovité hodnoty dosahuj v oblasti jmnovitého zdvihu. Jmnovitý zdvih h j - torticá dráha, na níž můž výstupní čln působit na tvářný matriál jmnovitou silou. Jmnovitá prác W j j njvětší množství nrgi (prác), trou j tvářcí stroj v pracovním prostoru schopn přměnit v přtvárnou práci. J dána součinm jmnovité síly a jmnovitého zdvihu [18]: W j F h [N] (2.25) j j d F j jmnovitá síla h j jmnovitý zdvih Jmnovitá rychlost torticá rychlost branu lisu na počátu jmnovitého zdvihu při chodu naprázdno. Přsnost prác střižného stroj j ovlivňována mnoha fatory, mzi tré napřílad patří: gomtricá přsnost funčních částí tvářcího stroj, dílčí tuhost stroj, vůl v vdní výstupních člnů, tplná dilatac, přsnost rozměru a tvaru nástroj a jho ustavní v stroji. uhost pracovního prostoru stroj s rlativní staticá tuhost výstupních člnů tvářcího stroj. Vyjadřuj odpor proti pružným dformacím a j
43 FSI VU DIPLOMOVÁ PRÁCE List 42 dána poměrm lmntární síly df působící v směru gomtricé osy výstupních člnů a jí odpovídající lmntární dformac dy [18] : df s [N/m] (2.26) dy d df lmntární síla [N] dy lmntární dformac [m] Uvdné záladní paramtry ovlivňují vhodnost použití tvářcího stroj a jho vlastnosti. 2.8 chnologičnost stříhání [2] [17] Výstřiž má být vyráběn z vhodného matriálu, jho tvar a rozměry by měly být volny ta, aby byly minimalizovány výrobní nálady, současně al musí splňovat všré tchnicé a provozní požadavy na něho ladné. Na tchnologičnost stříhání má tdy vliv: volba druhu a rozměrů výchozího matriálu počt vyráběných usů volba přsnosti rozměrů a jaosti povrchu dílc organizační prvy výroby clové onstruční pojtí dílc Na volbu tchnologičnosti mají vliv všichni účastníci výrobního procsu, proto j nutná jjich vzájmná spoluprác. Njvětší vliv má pa onstrutér hnd při návrhu součásti. Konstruc výstřižu tdy musí být zvolna bzchybně, dodatčné zásahy do výroby, ať už onstruční nbo tchnologicé, napraví už jn npatrnou část problémů, tré souvisjí s špatným onstručním návrhm. Výsldným uazatlm dobré tchnologičnosti jsou njnižší nálady na matriál, nástroj i výrobu chnologičnost spotřby matriálu [2] [17] Úspora matriálu patří mzi njdůlžitější činitl ovlivňující tchnologičnost stříhání. Jjí význam narůstá s rostoucím počtm vyráběných dílců. Při hromadné výrobě má potom njvětší význam z všch možných zdrojů úspor, j tdy nutné s jí zabývat. Stříháním s zpracovávají matriály s rozdílnou valitou, trá ovšm musí vyhovovat funčním i tchnologicým požadavům vyráběné součásti. Optimální j taový matriál, trý tyto požadavy splňuj a zárovň j jho cna co njnižší. Vhodnou organizací výroby lz dosáhnout co njmnšího počtu používaných matriálů a tím přdcházt potížím při jjich zajišťování. Njnižších náladů na matriál s docílí zpracováváním plchu v formě svitů. Při využívání tabulí plchu j většinou nzbytné tyto njprv dělit na
44 FSI VU DIPLOMOVÁ PRÁCE List 43 pásy a z nich poté vystřihávat požadované součásti. Přd rozstřiháváním tabulí s njdřív musí zvolit nástřihový plán, aby tabul byly využity co njvíc. Šířa vstupního pásu plchu s obvyl volí co njužší, al jn do taového rozměru, aby byl zajištěn doonalý výstřiž. J tdy ovlivněna charatrm výstřižu a jho umístěním. Rozmístění výstřižů na pásu plchu j označováno jao nástřihový plán. Odpad, trý můž být tchnologicý nbo onstruční, j ndílnou součástí tchnologi stříhání, proto s nástřihovému plánu musí věnovat dostatčná pozornost. Nálady na matriál tvoří 65 až 80% clových náladů, a ftivní využití vstupního pásu plchu j tdy vlic žádoucí. Volba nástřihového plánu j ovlivněna tvarm výstřižu, minimálními vzdálnostmi mzi jdnotlivými výstřižy a mzi výstřižm a orajm pásu. Hospodárnost nástřihu j určna součinitlm využití matriálu m, trý lz zapsat v tvaru [17]: Sc nv m 100 [%] (2.27) S p d S c clová plocha výstřižu [mm 2 ] n v počt výstřižů z svitu [s] S p plocha pásu plchu [mm 2 ] Clovou plochu výstřižu S c pa zísám dosazním do vztahu [17]: S S S [mm 2 ] (2.28) c v o d S v plocha výstřižu [mm 2 ] S o plocha otvorů v výstřižu [mm 2 ] Obr Přílady nástřihových plánů [17] Při návrhu nástřihového plánu j nzbytné stanovit důlžité rozměry, trými jsou: ro, horizontální přpáža (můst), přpáža odpadu a šířa pásu plchu. Všchny tyto rozměry jsou zarslny na obr
45 FSI VU DIPLOMOVÁ PRÁCE List 44 Obr Vliosti přpáž, rou a šířy pásu plchu [17] Kro j vzdálnost mzi dvěma výstřižy na pásu. J určn vztahm [17]: l v [mm] (2.29) d l v déla výstřižu [mm] horizontální přpáža (můst) [mm] Šířa vstupního pásu p plchu j dána vztahm [17]: p h v f [mm] (2.30) d h v šířa výstřižu [mm] f přpáža odpadu [mm] Vliosti přpáž, f s určují na záladě tvaru a rozměrů výstřižu a mchanicých vlastností stříhaného matriálu. Lz j vyčíst z tabuly, případně z grafu. ab. 2.9 Stanovní přpážy odpadu a můstu [2]
46 FSI VU DIPLOMOVÁ PRÁCE List chnologičnost onstruc výstřižu [2] chnologičnost onstruc výstřižu výrazně ovlivňuj hospodárnost výroby. Výstřiž by s měl navrhovat s ohldm na násldující doporuční: účlný a výrobně jdnoduchý vnější tvar s malou spotřbou matriálu dobř zpracovatlný, lvný a dostupný matriál vyšší stupň přsnosti volit pouz v případě funčních ploch npřdpisovat drsnost střižné plochy npřdpisovat olmost střižné plochy (při stříhání sosní o 1 až 6 ) njmnší šířu výstřižu nvolit mnší nž 1,5 násob tloušťy stříhaného plchu dbát doporučných hodnot minimálních rozměrů stříhaných otvorů a jjich vzdálnosti od oraj výstřižu (obr. 2.33, tab. 2.10) Obr Vzdálnost otvorů od raj výstřižu a mzi otvory [2] ab Vzdálnost ruhových a obdélníových otvorů od raj výstřižu (podl obr. 2.33) [2] loušťa plchu (mm) Rozměr a (mm) Rozměr b (mm) Rozměr c (mm) Pro šířu otvoru L (mm) 5 až až až 200 nad 200 do 1 1,5 2,5 3,0 8,0 13,0 20,0 1 až 1,61 2,4 3,2 4,5 8,0 13,0 20,0 1,6 až 2 3,0 4,0 6,0 10,0 14,0 25,0 2 až 2,5 3,7 4,5 7,0 10,0 16,0 25,0 2,5 až 3,2 4,8 5,0 8,0 13,0 20,0 28,0 3,2 až 4 6,0 6,0 9,0 13,0 20,0 28,0 4 až 5 7,0 8,0 10,0 16,0 22,0 32,0
47 FSI VU DIPLOMOVÁ PRÁCE List 46 ruhové otvory upřdnostňovat přd nruhovými z důvodu lvnější výroby poloměr zaoblní hran volit alspoň 0,5 násob tloušťy plchu ruhový tvar j nvhodný z hldisa využití plchu, vzniá vlé množství odpadu výhodný j symtricý tvar výstřižu Splněním těchto požadavů s dosáhn tchnologičnosti onstruc součásti a tím i ftivnosti výroby.
48 FSI VU DIPLOMOVÁ PRÁCE List 47 3 NÁVRH NOVÉ ECHNOLOGIE VÝROBY Součást doposud nbyla vyráběna, jdná s o novou součást, pro trou j potřbné zvolit optimální výrobní postup a zonstruovat vhodný nástroj. Dl zadání s má součást vyrábět tchnologií postupového stříhání, proto j tato tchnologi taé dtailně zpracována v této práci. Kromě výroby postupovým střižným nástrojm by s dílc mohl taé vyrobit s využitím tchnologi řzání lasrm, nbo vodním paprsm. l protož zadavatl ndisponuj těmito altrnativními tchnologimi, nbudou dál rozbírány, pouz v závěru bud uvdno srovnání náladů na výrobu 1 usu součásti, d ovšm nbud uvažováno s nálady na pořízní výrobního zařízní. oto srovnání můž pomoci při rozhodování o vhodné tchnologii výroby podobných součástí těm firmám, tré patřičné tchnologi mohou využít. 3.1 Zadaná součást Součást plní funci zpvňovací mmbrány svorové sříně. J nalpna na jjím plastovém dně a má zvyšovat clovou pvnost svorovnic, trá j jina z podstatné části tvořna plastovými matriály Matriál výstřižu Součást bud vyráběna z matriálu Jdná s o onstruční nlgovanou ocl s nízým obsahm uhlíu, žíhanou na měo, dál npřválcovanou. Záladní vlastnosti ocli shrnuj tabula 3.1. ab. 3.1 Vlastnosti ocli [16] Ocl Supina oclí hluboému tažní Označní matriálu Stav žíhaný naměo Stupň přtvářní dál npřválcováno Mz pvnosti v tahu R m [MPa] Mz pvnosti v střihu τ s [MPa] ažnost 10 [%] 30 Chmicé složní: % C % P % S max. 0,11 max. 0,045 max. 0, Polotovar Mmbrána bud vyráběna v vlých sériích ( s/ro), proto výchozím polotovarm bud svit plchu. Jdná s o pás plchu tloušťy 2 mm nabalný na bubnu. Plch j vyráběn válcováním za tpla.
49 FSI VU DIPLOMOVÁ PRÁCE List chnologicé a ontrolní výpočty chnologicé výpočty jsou nzbytné zísání potřbných paramtrů, pomocí trých lz navrhnout v dalších rocích střižný nástroj a zvolit stroj, na němž bud součást vyráběna. Kontrolní výpočty slouží ověřní, zda navržný nástroj j schopn odolávat přdpsanému silovému zatížní a zda vybraný stroj doáž vyvinout dostatčně vlou tvářcí sílu Výpočt dély pásu plchu Svit plchu sstává z pásu plchu, trý j nabaln na bubnu. Vnitřní průměr bubnu j 500 mm a vnější 1200 mm. Déla pásu plchu l p j pa rovna: 2 2 Db d b 1,2 0,5 l p π π m (3.1) 4 s 4 0,002 d: D b vnější průměr svitu [m] d b vnitřní průměr svitu [m] s tloušťa plchu [m] Nástřihový plán Projt obsahuj tři různé varianty nástřihových plánů. yto nástřihové plány uazují různé možnosti uspořádání výstřižů při postupovém stříhání, na trých závisí vliost rou a šířa pásu plchu. U aždé varianty j zvlášť provdn výpočt tchnologicého využití zpracovávaného matriálu. Při výpočtu j od clové dély svitu odčtna hodnota 80 mm, jdná s o odpad, trý vzniá při zavádění svitu. Vliost můstu byla dl tab. 2.9 stanovna na 2,5 mm a přpáža odpadu f na 4 mm.
50 FSI VU DIPLOMOVÁ PRÁCE List 49 VRIN č. 1 Obr. 3.1 Uspořádání výstřižů na pás varianta 1 Počt výstřižů z svitu n v : l p o nv 10986, s (3.2) 42,5 d: o odpad při zavádění svitu [mm] l p déla svitu [mm] ro [mm] Plocha svitu S s : S 2 s p l p mm (3.3) d: p šířa pásu plchu [mm] l p déla svitu [mm] Koficint využití matriálu m : Sc nv 1836, m ,99 % (3.4) S s d: S c clová plocha výstřižu [mm 2 ], plocha byla vypočtna programm VariCD: S c 1836,2 mm 2 n v počt výstřižů z svitu [s] S s plocha svitu [mm 2 ]
51 FSI VU DIPLOMOVÁ PRÁCE List 50 VRIN č. 2 Obr. 3.2 Uspořádání výstřižů na pás varianta 2 Počt výstřižů z svitu n v : l p o nv 8893, s (3.5) 52,5 d: o odpad při zavádění svitu [mm] l p déla svitu [mm] ro [mm] Plocha svitu S s : S 2 s p l p mm (3.6) d: p šířa pásu plchu [mm] l p déla svitu [mm] Koficint využití matriálu m : Sc nv 1836, m ,47 % (3.7) S s d: S c clová plocha výstřižu [mm 2 ] n v počt výstřižů z svitu [s] S s plocha svitu [mm 2 ]
52 FSI VU DIPLOMOVÁ PRÁCE List 51 VRIN č. 3 V tomto případě dochází v současnému stříhání 2 součástí, což by znamnalo značné prodloužní nástroj. Varianta j uvdna pro rozšířní počtu možných řšní. Při rozhodování o jjí ralizaci j nutno zvážit, zda případná úspora tvářného matriálu j dostatčně vlá na to, aby poryla nálady spojné s výrobou podstatně většího nástroj. Obr. 3.3 Uspořádání výstřižů na pás varianta 3 Počt výstřižů z svitu n v : 2 l p o nv 11821, s (3.8) 79 d: o odpad při zavádění svitu [mm] l p déla svitu [mm] ro [mm] Plocha svitu S s : S 2 s p l p mm (3.9) d: p šířa pásu plchu [mm] l p déla svitu [mm] Koficint využití matriálu m : Sc nv 1836, m ,47 % (3.10) S s d: S c clová plocha výstřižu [mm 2 ] n v počt výstřižů z svitu [s] S s plocha svitu [mm 2 ]
53 FSI VU DIPLOMOVÁ PRÁCE List 52 VÝBĚR NÁSŘIHOVÉHO PLÁNU Správný výběr nástřihového plánu ovlivňuj, romě oficintu využití matriálu, taé složitost a vliost střižného nástroj, trou lz vyčíst z uspořádání výstřižů v nástřihovém plánu. Lz jasně říci, ž njvýhodnější bud varianta č. 1, oficint využití matriálu j njvětší z všch hodnocných plánů a taé nástroj nbud příliš složitý, napřílad v srovnání s variantou č. 3, trá má njhorší využití matriálu a vzhldm stříhání dvou součástí zárovň i značně vlý nástroj. Varianta č. 1 tdy bud použita. Obr. 3.4 Zvolný nástřihový plán postup stříhání Součást bud stříhána v třch rocích. V prvním rou dojd vystřižní vnitřních ruhových otvorů a vybrání v horní části výstřižu. V druhém rou budou njprv zahldány tři otvory Ø 3,1 mm a poté vystřižny oba tvarové vnitřní otvory. Končně v třtím rou dojd vystřižní vnějšího tvaru, romě již zmíněného vybrání v horní části. Pvné rozložní střižníů pro vnitřní otvory zajišťuj jjich vzájmnou stabilní polohu a zahldání v druhém rou zajistí synchronizaci vnějších a vnitřních střižných hran Počt svitů potřbný pro roční sérii Při apliaci vybraného nástřihového plánu lz z jdnoho svitu vyrobit výstřižů. Dál j nutné určit clový počt svitů potřbných na roční výrobní dávu, trá j s/ro. Počt svitů n s tdy zísám dosazním do vzorc:
54 FSI VU DIPLOMOVÁ PRÁCE List 53 Q n 72,82 s s n (3.11) v d Q roční výrobní dáva [s/ro] n v počt výstřižů z svitu [s] Clová střižná síla Výpočt clové střižné síly j nzbytný správné volbě střižného stroj. Síla j počítána pro jdn výstřiž a při výpočtu s počítá s njvyšší hodnotou mz pvnosti v tahu (R m ) a mz pvnosti v střihu (τ s ), aby byl zajištěn dostatčně výonný lis, o jhož výběru střižná síla rozhoduj. Rovněž s v výpočtu clové střižné síly pro volbu lisu počítá s horní hranicí bzpčnostního navýšní, tré má porýt možné, náhodnými vlivy způsobné změny podmín při stříhání. Postup výpočtu j uvdn v apitol Střižná síla F s : F s c S τ c l s 0,85 Rm 1,2 338,69 2 0, , 01 N (3.12) 3 s 3 d c 3 součinitl otupní [-], volím c 3 1,2 S plocha střihu l déla řivy střihu, vypočtna programm VariCD: l 338,69 mm s tloušťa stříhaného plchu [mm] τ s mz pvnosti v střihu [MPa] R m - mz pvnosti v tahu (340 až 440MPa), volím R m 440 MPa Stírací síla F st : F c F 0,1 304,01 30, N (3.13) st 1 s 40 d c 1 součinitl stírání [-], volím c 1 0,1 (dl tab oclový plch 2 mm) Protlačovací síla F pr : F c F 0,02 304,01 6, N (3.14) pr 2 s 08 d c 2 součinitl protlační [-], volím c 2 0,02 (dl tab. 2.2) Clová střižná síla F c : Fc Fs Fst Fpr 304,01 30,40 6,08 340, 49 N (3.15) Clová střižná síla pro volbu lisu F l : Fl ( 1,2 1,25) Fc 1,25 340,49 425, 61 N (3.16)
55 FSI VU DIPLOMOVÁ PRÁCE List ěžiště střižných sil ěžiště j stanovno počtní mtodou, pro vybranou variantu nástřihového plánu, viz obr Pro zjištění x-ové a y-ové souřadnic těžiště jsou využity vztahy z apitoly Obr. 3.5 Stanovní těžiště střižných sil X-ová souřadnic těžiště: X X i oi oi X 1 o 1 X 2 o 2 X 1 3 o o o 2 3 o X 3 4 o o 4 4 o X 5 5 o o 6 5 X o 7 6 o 6 X 7 o 7 X 22,54 168, , ,85 92,5 9,43 107,5 9, ,71 122,5 9,43 168,74 51,51 83,85 9,43 9,43 16,71 9,43 X 50, 41 mm (3.17) d X i vzdálnost od osy x o i obvod stříhaného otvoru
56 FSI VU DIPLOMOVÁ PRÁCE List 55 Y-ová souřadnic těžiště: Y Yi o oi i Y1 o1 Y2 o 2 o Y o 1 3 o 2 3 o Y 3 4 o o 4 4 Y o o 5 5 o 6 5 Y o 7 6 o 6 Y 7 o 7 Y 25,79 168,74 36,18 51,51 16,38 83,85 7 9, ,43 51,15 16,71 7 9,43 168,74 51,51 83,85 9,43 9,43 16,71 9,43 Y 25, 83 mm (3.18) d Y i vzdálnost od osy y o i obvod stříhaného otvoru Dílčí obvody stříhaných otvorů 1 až 7 (dl obr. 3.5) a souřadnic těžiště těchto otvorů byly vypočtny programm VariCD Střižná prác Znalost vliosti střižné prác j důlžitá při rozhodování, zda j nutné, aby navržný lis pracoval s prodlvou mzi zdvihy, nbo j schopn plynulého chodu. Prodlva mzi zdvihy slouží nashromáždění nrgi. Při výpočtu střižné prác s postupuj dl apitoly 2.4, vztah (2.13). F κ s s , J (3.19) d F s střižná síla [N] к oficint vtlační [-], dl tab. 2.3 volím к 0,50 s tloušťa stříhaného plchu [mm] Vliost střižné vůl Střižná vůl v má významný vliv na valitu střižné plochy. Výpočt pro tloušťu plchu do 3 mm j provdn dl apitoly 2.2.2, vzorc (2.2). v 2 0,32 c s τ s 2 0,32 0, , 17 mm (3.20) d c součinitl závislý na stupni střihu [-], volím c 0,015 s tloušťa stříhaného plchu [mm] τ s mz pvnosti v střihu [MPa] Střižnou vůli lz rovněž určit dl tabuly 2.1 jao 6% tloušťy plchu. Střižná vůl by v tomto případě byla rovna: v 0,06 s 0,06 2 0, 12 mm (3.21)
57 FSI VU DIPLOMOVÁ PRÁCE List 56 Dl obou přdchozích vztahů lz dostat různé hodnoty. Na jjich záladě tdy volím střižnou vůli v 0,16 mm Střižná mzra z j pa rovna, dl vztahu (2.1): v 0,016 z 0, 08 mm (3.20) 2 2 d v střižná vůl [mm] Rozměry funčních částí střižného nástroj Znalost rozměrů funčních částí střižného nástroj, tdy střižníu a střižnic, j nzbytná pro návrh optimálního střihadla. Protož většina rozměrů uvdných na výrs součásti nní tolrovaná, jsou tolranc potřbné pro výpočty stanovny na záladě tabuly npřdpsaných mzních úchyl délových rozměrů (střdní třída přsnosti), viz. tab Výstřiž má mít střdní stupň přsnosti - I 10. Střižný nástroj proto bud vyráběn s přsností vyšší I 7, ja udává tab Postup výpočtu a vztahy, potřbné pro výpočt rozměrů střižníů a střižnic, jsou uvdny v apitol Samotný výpočt j pa provdn v příloz č. 1 a 2. ab. 3.2 Npřdpsané mzní úchyly délových rozměrů [12] řída přsnosti Mzní úchyly pro záladní rozsah rozměrů označní názv 0,5 do 3 přs 3 do 6 přs 6 do 30 přs 30 do 120 m střdní ± 0,1 ± 0,1 ± 0,2 ± 0, Kontrolní výpočty střižného nástroj Kontrola střižníu na otlační: Kontrolní výpočt bud provdn pro střižní s njmnší dosdací plochou na upínací dsc, tdy pro střižní Ø 3,6 mm s osazním upínací části Ø 6 mm. U tohoto střižníu bud napětí na dosdací ploš njvětší, a jstliž přročí hodnotu dovolného napětí, pro ocli σ dov 180 MPa [7], j nutné mzi střižní a upínací dsu vložit alnou opěrnou dsu,aby bylo zamzno omačání upínací dsy. Napětí na dosdací ploš střižníu j rovno, dl vztahu (2.18): F π d s τ s s π 3, σ 281,6 MPa (3.21) 2 2 S π d π 6 o 4 4
58 FSI VU DIPLOMOVÁ PRÁCE List 57 d F s střižná síla [N] d průměr střižníu [mm] s tloušťa stříhaného plchu [mm] τ s mz pvnosti v střihu [MPa] S dosdací plocha střižníu [mm 2 ] d o průměr osazní střižníu [mm] Při výpočtu bylo uvažováno s maximální hodnotou mz pvnosti v střihu (τ s ). Nplatí podmína: ( σ 281,6 MPa) ( σ dov 180MPa) > j nutné použití alné opěrné dsy. Kontrola střižníu na vzpěr: Výpočt bud provdn pro střižní Ø 3,1 mm, protož bud, vzhldm jho njmnšímu průřzu, njvíc namáhaný. Při ontrolním výpočtu s počítá riticá déla, což j maximální déla střižníu, při tré s střižní ndformuj. Střižní j vdn v vodící dsc, j tdy možné jj považovat za oboustranně vtnutý. Kriticou délu pro vdný střižní lz vypočítat dl vztahu (2.20): l 2 4 π E I F 2 π d 4 π E 64 d s τ 2 4 π 2,1 10 π 3, , 4 rit b s b s 1, mm (3.22) d E modul pružnosti v tahu [MPa] I momnt strvačnosti průřzu [mm 4 ] b oficint bzpčnosti [-], volím b1,8 Sutčná déla střižníu j : l s 60 mm Platí podmína: l l > střižní vyhovuj. rit s Minimální tloušťa střižnic: Při výpočtu střižnic s na tuto pohlíží jao na rovinnou dsu namáhanou ohybm. la na střižnici j rovnoměrně rozložn po střižném obvodu. Pa minimální tloušťa obdélníové střižnic H s s stanoví dl vztahu (2.16): 2,5 Fs 2, H s 41,09 42 mm σ 450 dov (3.23) d F s střižná síla [N] σ dov dovolné namáhání v tlau [MPa], volím σ dov 450 MPa
59 FSI VU DIPLOMOVÁ PRÁCE List Výběr stroj Při opracích plošného tvářní s v njvětší míř používají mchanicé lisy - liové a výstřdníové. Stroj j pro zadanou výrobu vhodný, poud splňuj něoli důlžitých podmín, trými jsou: dostatčně vlá tvářcí síla dsa stolu lisu musí umožňovat vhodné upvnění nástroj a musí být dostatčně vlá dostatčně vlý zdvih otvor v stol umožňující volné propadnutí výstřižu dostatčně vlé svřní lisu utor [1] dál doporučuj, aby stroj při trvalém chodu vyvozoval tvářcí sílu rovnu maximálně 80% jho jmnovité tvářcí síly. nto fat s příznivě projvuj na životnosti stroj. S ohldm na výš uvdná doporuční, zjména pa vliost clové střižné síly pro volbu lisu (stanovné v ap ): F l 425,61 N, volím výstřdníový lis LEXN 100 C od firmy oma Industris s.r.o. Stroj j znázorněn na obr. 3.6 a jho záladní tchnicá data jsou uvdna v tab Dtailní spcifiac lisu j pa uvdna v příloz č. 3 a 4. nto lis j vhodný pro hromadnou výrobu, lz jj plně automatizovat a doplnit přídavným odvíjcím, podávacím a rovnacím zařízním, čímž vznin automatizovaná stříhací lina. Firma oma Industris s.r.o. vyrábí i tato přídavná zařízní, jjich spcifiac j uvdna v příloz č. 5 a 6. Schématicé znázornění clé stříhací liny j v příloz č. 7. Dl níž uvdné spcifiac j zřjmé, ž jmnovitá síla lisu (1000 N) j, vzhldm vliosti střižné síly, dosti vysoá a bylo by možné zvolit stroj s nižší jmnovitou silou. Ovšm v tomto případě lz tuto naddimnzovanou hodnotu zdůvodnit tím, ž lis můž být v případě změny výrobního programu násldně využíván pro jiné tvářcí oprac a nalézt ta další uplatnění. ab. 3.3 Záladní spcifiac lisu LEXN 100 C Jmnovitá síla Zdvih branu stavitlný v rozmzí Záladní tchnicé údaj lisu LEXN 100 C 1000 N mm Počt využitlných zdvihů branu 45 min -1 Maximální tloušťa plchu při trvalém chodu Vliost svřní Upínací plocha stolu Propad v stol Clové rozměry lisu Výon ltromotoru Hmotnost lisu 4 mm 380 mm 640 x 1000 mm 250 x 380 mm 1680 x 2970 x 2220 mm 11 W g
60 FSI VU DIPLOMOVÁ PRÁCE List 59 Obr. 3.6 Lis LEXN 100 C, výrobc: oma Industris 3.4 Konstruční řšní střižného nástroj [15] Návrh sstavy střihadla Volba rozměrů jdnotlivých částí střižného nástroj s řídí normami ČSN. Dl těchto norm lz navrhnout střižný nástroj na záladě použití normalizovaných omponnt. V současné době s střižné nástroj navrhují často přímo na míru záazníům, protož s většinou jdná o usovou výrobu. Popřípadě si firma sama nástroj navrhn a vyrobí. Pro potřby této prác jsou vša normy ČSN dostačujícím a cnným vodítm a při návrhu střihadla byly využity. Rozměry střižníů a otvorů v střižnici byly stanovny dl rozměrů výstřižu již v apitol Střižná sříň Při návrhu střižné sříně (dolní části střihadla) j nutno zohldnit počt roů a šířu stříhaného pásu. Na záladě zvolného nástřihového plánu byly určny minimální rozměry střižné sříně (s přihlédnutím na použití vodících lišt a přídavů na obou stranách střižnic): 235 x 135 mm. Volím pravoúhlou střižnou sříň bz záladové dsy 245 x 155 ČSN Součásti střižné sříně: Vodící dsa P23 x 245 x 155 ČSN Střižnic - vzhldm malým rozměrům výstřižu a npříliš tvarově složitému obrysu volím clistvou střižnici. Jao výchozí uvažuji normovanou střižnici P22 x 245 x 155 ČSN U střižnic vša nvyhovuj tloušťa, protož, dl vztahu 3.23, musí být minimální tloušťa střižnic 42 mm, střižnic tdy bud vyráběna P42 x 245 x 155. Vodící lišta pravá, lvá njprv j nutné určit vzdálnost vodících lišt, aby byla zajištěna volná průchodnost pásu plchu při stříhání.
61 FSI VU DIPLOMOVÁ PRÁCE List 60 Vzdálnost vodících lišt p l s určí dl vztahu [7]: pl p p v p l 54 0,3 0,5 0,1 54,9 55 mm (3.24) d p šířa vstupního pásu plchu p tolranc pásu plchu v p vůl mzi pásm a lištami l tolranc vzdálnosti lišt Vzhldm vzdálnosti vodících lišt (55 mm) a šířc střižné sříně (155mm) volím lišty P5 x 325 x 50 ČSN Podpěrný plch P2 x 78 x 155 ČSN Upínací hlavic V upínací hlavici (horní část střihadla) jsou upvněny střižníy a hldáčy. Jjí rozměr musí odpovídat rozměru střižné sříně. Volím pravoúhlou upínací hlavici bz upínací dsy 245 x 155 ČSN Součásti upínací hlavic: Kotvní dsa P22 x 245 x 155 ČSN Opěrná dsa P4 x 245 x 155 ČSN Střižníy - využiji tři normalizované střižníy s osazným oncm pro stříhání otvorů Ø 3,1 mm: střižní B 3,6 x 3,4 x 60 ČSN Ostatní střižníy již nbudou normalizované a budou vyráběné dl rozměrů stanovných v apitol Hldáčy - v nástroji budou použity tři hldáčy pro zahldání otvorů Ø 3,1 mm: B 4,06 x 3,1 x 60 ČSN Vodící stojány Vodící stojány zajišťují přsné vdní pohyblivé části nástroj proti npohyblivé. Rozměry pracovní plochy vodících stojánů musí orspondovat s rozměry střižné sříně a upínací hlavic. Volím oclové vodící stojány s pracovní plochou obdélníovou s dvěma sloupy v úhlopříčc 250 x 160 ČSN Součásti vodících stojánů: Záladová dsa P45 x 250 x 160 ČSN Upínací dsa P40 x 250 x 160 ČSN Vodící sloupy 32 x 180 x 48 ČSN Vodící pouzdro pro luzné vdní 32 x 95 x 35 ČSN Stopa S ohldm na upínací dutinu branu (50 x 80 mm) volím, dl norm, stopu 50 x 30 x 36 ČSN
62 FSI VU DIPLOMOVÁ PRÁCE List 61 Načínací doraz Protož součást bud vyráběna v víc rocích, bud využíván jdn načínací doraz. Jho rozměry závisí na šířc vodících lišt a tloušťc stříhaného matriálu. Volím načínací doraz 10 x 6 x 55 ČSN Popis a func nástroj Sstava střižného nástroj j uvdna v příloz projtu č. 8, číslo výrsu DP-3DR Většina dílců sstavy j normalizována, pouz nětré střižníy (poz. 02, 03, 04 a 05) a taé střižnici (poz. 01) j nutné vyrobit. Záladním nosným prvm nástroj j oclový vodící stoján, trý j upvněn v lisu pomocí stopy (poz. 14) zašroubované do upínací dsy (poz. 09) horní části nástroj a pomocí upín v spodní části, tré drží záladovou dsu (poz. 08). Přsné vdní horní pohyblivé části nástroj proti dolní npohyblivé při samotném stříhání j ralizováno pomocí 2 vodících sloupů (poz. 13) a 2 vodících pouzdr pro luzné vdní (poz. 12), tré jsou umístěné v úhlopříčc, jdno přd a druhé za pracovní plochou nástroj. Horní část nástroj obsahuj upínací dsu (poz. 09), níž j připvněna otvní dsa (poz. 11) a v ní j upvněno 7 střižníů. Jdn pro vystřižní výřzu na obvodě (poz. 05), 3 pro vystřižní ruhových otvorů (poz. 19), dál 2 tvarové pro vnitřní otvory (poz. 03 a 04) a jdn pro vystřižní vnějšího obrysu výstřižu (poz. 02). Kromě střižníů jsou v otvní dsc upvněny taé tři hldáčy (poz. 20), zajišťující přsnost polohy pásu plchu při stříhání. Zajištění střižníů a hldáčů v otvní dsc j pomocí osazní. Proti zatlační střižníů do upínací dsy (poz. 09), j mzi ni a otvní dsu (poz. 11) vložna jště alná opěrná dsa (poz. 06). Kalná dsa spolu s otvní dsou jsou připvněny upínací dsc pomocí šsti šroubů M 10 (poz. 23). Přsnost spojní zajišťují 4 olíy Ø 10 mm (poz. 26). Spodní část nástroj sstává z clistvé střižnic (poz. 01), vodících lišt - pravé a lvé (poz. 16 a 15), zajišťujících vdní pásu plchu v nástroji, a vodící dsy (poz. 10), trá slouží přsnému vdní střižníů. Pro snadnější zavdní pásu plchu do nástroj j použit podpěrný plch (poz. 18), připvněný oběma vodícím lištám pomocí šroubů M 5 (poz. 24). Střižnic (poz. 01), vodící lišty (poz. 15 a 16) a vodící dsa (poz. 10) jsou artovány záladové dsc (poz. 08) čtyřmi šrouby M 10 (poz. 22). Přsné spojní opět zajišťují 4 olíy Ø 10 mm (poz. 25). K zajištění pásu plchu v správné pozici při začátu stříhání slouží načínací doraz (poz. 21), trý j umístěný v lvé vodící liště (poz. 15). Zdvih střižného nástroj j 7 mm. Zavádění nového pásu z svitu do nástroj j ruční. Na začátu stříhání aždého svitu s použij pro 1. ro stříhání boční načínací doraz. Dál j ro zajištěn podávací rovnačou. Po vystřižní prvních výstřižů j plch opět ručně zavdn do navijáu. Vystřižná součást a odpad, vznilý stříháním vnitřních otvorů, prochází otvory v střižnici a v záladové dsc vodícího stojánu a propadm v upínací dsc lisu j dál pomocí třídících sluzů vdn do připravných přpravních bdn.
63 FSI VU DIPLOMOVÁ PRÁCE List 62 4 ECHNICKO - EKONOMICKÉ ZHODNOCENÍ 4.1 chnicé zhodnocní Při návrhu mtodiy výroby zadané součásti byly využívány současné poznaty z oblasti tchnologi stříhání. Matriálm, z trého j součást stříhána, j onstruční nlgovaná ocl s nízým obsahm uhlíu (do 0,11%), mzí pvnosti v tahu R m MPa, tažností 10 30%. ato ocl j vhodná pro tchnologii postupového stříhání. Z výrsu součásti j patrné, ž dílc splňuj všré požadavy na tchnologičnost tvaru uvdné v apitol Jsou dodržna doporuční pro minimální průměr stříhaných otvorů, vzdálnost těchto otvorů mzi sbou i od oraj součásti, dál pa zaoblní vnitřních a vnějších hran výstřižu a rovněž j zvoln vhodnější symtricý tvar výstřižu. Polotovarm pro výrobu součásti j svit plchu tloušťy 2 mm a šířy 54 mm. Z tří možných variant nástřihového plánu byla vybrána varianta č.1, s njvětším využitím vstupního pásu plchu. Zadaná součást má být vyráběna v střdním stupni přsnosti výstřižů - I10. ohoto stupně přsnosti lz bz problému dosáhnout postupovým stříháním v nástroji s vdním, trý byl pro výrobu součásti navržn. Střihadlo bylo navrhováno taé s ohldm na zvolný lis, aby ho bylo možné vhodně upnout. Nástroj vystřihn na jdn zdvih jdnu součást, trá bud odstraněna z pracovního prostoru lisu propadm v dsc stolu. Vybraný lis LEXN 100 C vyhovuj svým výonm silovým požadavům, tré musí být dodržny. Rovněž ostatní tchnologicé požadavy, ladné na výrobu, lis splňuj. Pro danou roční výrobní dávu bylo uvažováno s implmntací lisu do lisovací liny (s řídícím systémm) a automatizací clé výroby. Proto bylo při navrhování lisu vybráno i vhodné příslušnství odvijá a podávací rovnača. 4.2 Eonomicé zhodnocní [13] Záladm pro provdní onomicého zhodnocní j alulac náladů a násldné provdní analýzy bodu zvratu, trá určuj minimální výrobní množství, tré firma musí produovat, aby mohla vyazovat zis. Kalulac náladů Kalulac náladů j písmné vyjádřní jdnotlivých náladových polož připadajících na alulační jdnici. Kalulační jdnicí v obcném významu j určitý výon, pro potřby této prác j to výrob. Pomocí náladové alulac lz provést propočt clových náladů připadajících na jdn výlis.
64 FSI VU DIPLOMOVÁ PRÁCE List 63 Pro potřby alulac náladů s nálady rozdělují na: přímé (jdnicové) přiřazují s přímo jdnotlivým druhům výrobů a stanovují s pomocí tchnico hospodářsých norm. Do přímých náladů lz zahrnout: o přímý matriál - nálady na vstupní matriál, nbo polotovar, potřbný pro výrobu o o přímé mzdy nálady na mzdy výrobních dělníů ostatní přímé nálady do trých lz zahrnout zmtové výroby, opravy a údržbu strojů npřímé (ržijní) vynaládané na clé alulované množství výrobů. Mzi npřímé nálady s řadí: o o o o výrobní rži ržijní nálady vzniající při výrobě (opravy, mzdy pomocných dělníů, nrgi, opotřbní strojů, provozní apaliny) správní rži ržijní nálady souvisjící s správou a řízním firmy (nrgi, mzdy, anclářsé potřby) zásobovací rži ržijní nálady spojné s sladováním matriálu a zásobováním (palty, nrgi) odbytová rži ržijní nálady souvisjící s prodjm a sladováním (nrgi, palty) Výš uvdné nálady jsou obsahm alulačního vzorc. Kalulační vzorc přdpisuj ssupní a člnění náladů a ostatních polož cny. Náplň jho jdnotlivých polož si určuj aždá firma zvlášť, podl svých potřb. Obcné vyjádřní j na obr Obr Všobcný alulační vzorc používaný v ČR [13] Pomocí alulačního vzorc tdy zísám nálady potřbné na výrobu určitého výrobního množství a dál lz provést analýzu bodu zvratu.
65 FSI VU DIPLOMOVÁ PRÁCE List 64 nalýza bodu zvratu nalýza bodu zvratu (anglicy Bra Evn nalysis) určuj vztah mzi nálady a výnosy (tržbami) v závislosti na objmu výroby. Jdná s o cnnou pomůcu posytující vdní firmy informac, na jjichž záladě lz lép posuzovat možnosti dosažní zisu. Snadno lz vypočítat vliv změny objmu výroby, prodjní cny, či fixních náladů (rátodobě nzávislých na objmu výroby) a variabilních náladů (závislých na objmu produc) právě na výši gnrovaného zisu. S jjí pomocí lz stanovit bod zvratu (Bra Evn Point), trý odpovídá místu vyrovnání clových náladů a clových tržb. Přdstavuj objm výroby, při němž podni nní ztrátový, al ani ngnruj zis. V praxi s samozřjmě firmy snaží o maximalizaci zisu, proto j nutné, aby vyráběly víc produtů, nž udává bod zvratu. Pro stjnorodou výrobu lz bod zvratu odvodit násldujícím způsobm: Výchozí přdpolad: Clové nálady (CN) s rovnají clovým tržbám (C) [13]. CN C (4.1) Clové nálady zísám dosazním do vztahu [13]: CN FN VN Q [Kč] (4.2) Clové tržby jsou [13]: C p Q [Kč] (4.3) v Dosazním vztahů 4.2 a 4.3 do vzorc 4.1 s zísá rovnic [13]: FN VN Q p Q (4.4) v Objm výroby odpovídající bodu zvratu q BZ s pa určí z vztahu [13]: q BZ FN [s] (4.5) p VN v d FN fixní nálady [Kč] VN variabilní nálady na jdn us výrobu [Kč] Q objm výroby [s] p v cna jdnoho usu výrobu [Kč]
66 FSI VU DIPLOMOVÁ PRÁCE List 65 Obr. 4.2 Graficé stanovní bodu zvratu [13] Výchozí hodnoty K výpočtu onomicých uazatlů j třba znát vstupní údaj, tré shrnuj tab ab Vstupní hodnoty Názv Označní Životnost nástroj s 2 roy Roční výrobní dáva Q s/ro Dílnsé rži jdnicové mzdy výrobní rži správní rži ostatní přímé nálady JM VR SR OPN 100 % 390 % 120 % 20 % arifní třída na výrobu nářadí K 120 Kč/hod arifní třída byla zísána srovnáním tříd různých podniů, tré s zabývají stříháním, a jjich zprůměrováním. Podobně byly stanovny podíly jdnotlivých slož dílnsé rži. Zpracovatlsá rži ZR: ZR JM VR SR OPN % (4.6) Do výrobních náladů v dalším výpočtu budou zahrnuty pouz nálady na matriál a nálady na nástroj. Cna zvolného výrobního zařízní zahrnuta nní, protož j součástí podniového strojního vybavní.
67 FSI VU DIPLOMOVÁ PRÁCE List Nálady na přímý matriál ab. 4.2 Vstupní hodnoty pro výpočt náladů na matriál Názv Označní Cna 1g plchu v svitu p s 32,50 Kč Cna 1g odpadu p o 1,90 Kč Počt svitů n s 73 s Plocha svitu S s mm 2 Plocha výstřižu (vypočtna programm VariCD) S v 1241,6 mm 2 Roční výrobní dáva Q s/ro Měrná hmotnost ocli ρ 7,85 g/m 3 Cna za 1 g plchu a odpadu stanovna dl cníu firmy Frona a.s. Hmotnost plchu spotřbovaného za 1 ro m p : 6 m p ns S s ρ s , , 35 g (4.7) Cna plchu spotřbovaného za 1 ro p pr : p pr m p ps 28902,35 32, Kč (4.8) Hmotnost odpadu vyproduovaného za 1 ro m o : mo m p Q Sv s ρ 28902, ,6 2 7, , 85 g (4.9) Cna odpadu vyproduovaného za 1 ro p or : por mo po 13307,85 1, Kč (4.10) Nálady na přímý matriál za 1 ro N m : N m p pr por Kč (4.11) Nálady na nástroj Čas potřbný pro výrobu střižného nástroj (stanovný s přihlédnutím podobným nástrojům, tré jsou na trhu dispozici): t n 160 Nh
68 FSI VU DIPLOMOVÁ PRÁCE List 67 Jdnicové mzdy JM: JM t n K Kč (4.12) Zpracovatlsé nálady ZN: ZN JM ZR , Kč (4.13) Zis Z: Z 20 % ZN 0, Kč (4.14) ab. 4.3 Cna matriálu potřbného v výrobě nástroj Matriál Hmotnost [g] Cna [Kč/g] Clová cna [Kč] tř tř. 12 2, tř. 14 7, tř spojovací a ostatní matriál 500 clm 3107 Cna za 1 g ocli stanovna dl cníu firmy Frona a.s. Cna matriálu střižného nástroj j 3107 Kč (dl tab. 4.3.). Nálady na nástroj N n jsou tdy: N n ZN Z matriál Kč (4.15) Clové roční nálady na mzdy a ržii Nálady na přímé mzdy N p byly stanovny dl zvylostí firm zabývajících s postupovým stříháním, pro podobně vlou součást, na záladě výrobních časů jdnotlivých oprací a odpovídajících tarifních tříd. N p 0,22 Kč / s Clové roční nálady na mzdy a ržii N mr : N mr N p Q ( VR SR) 0, (3,9 1,2) Kč (4.16)
69 FSI VU DIPLOMOVÁ PRÁCE List Clová cna výstřižu Matriálové nálady na 1 us výstřižu N m1 : N N m ,15 Kč s (4.17) Q m 1 / Nálady na výrobu 1 usu výstřižu po dobu životnosti nástroj N s : N s N mr N n N m1 1,15 2, Kč (4.18) Q s 39 s Clová cna výstřižu p v : Zis stanovn na 30% náladů na výrobu jdnoho usu. pv 1,3 N s 1,3 2,39 3, 20 Kč (4.19) Výpočt bodu zvratu Postup výpočtu j uvdn v apitol 4.2. Fixní nálady FN jsou : FN N mr N n N p Q , Kč (4.20) Variabilní nálady VN: VN N m1 N p 1,15 0,22 1, 37 Kč (4.21) Bod zvratu: FN q ,8 BZ p VN 3,20 1, v s (4.22)
70 FSI VU DIPLOMOVÁ PRÁCE List N á lady, ržny [Kč] C CN FN Roční objm výroby [s] Obr Graficé stanovní bodu zvratu C clové tržby, CN clové nálady, FN fixní nálady Roční objm odpovídající bodu zvratu j s výstřižů. Po přroční tohoto bodu začn být výroba zisová. Přdpoládaný roční objm výroby j s. J tdy vidntní, ž potřbná podmína pro dosažní zisu j při tomto objmu výroby splněna.
71 FSI VU DIPLOMOVÁ PRÁCE List 70 ZÁVĚR Diplomový projt zpracovává omplxní návrh optimálního způsobu výroby součásti Mmbrána s využitím tchnologi postupového stříhání. Výstřiž j vyráběn z onstruční ocli Výsldy prác mohou být podladm pro ralizaci výroby této, nbo jí podobných součástí. Úvodní část prác j věnována litrární studii, dtailně zaměřné na problmatiu tchnologi stříhání, a j nzbytným torticým podladm pro samotný návrh výroby součásti, trý j náplní další části projtu. Při návrhu byl njprv z něolia variant vybrán vhodný nástřihový plán, aby bylo dosažno maximálního využití vstupního polotovaru, trým j pás plchu tloušťy 2 mm navinutý v svitu. Svit plchu byl vybrán z důvodu vlé roční séri výstřižů ( s/ro). Dál byl navržn a zonstruován vhodný postupový střižný nástroj. Při jho onstruci bylo využito vlé množství normalizovaných dílců, aby samotný nástroj byl co njlvnější. Pro nástroj byl vybrán vhodný lis, onrétně výstřdníový lis LEXN 100 C, výrobc oma Industris s.r.o., s jmnovitou tvářcí silou 1000 N. K lisu bylo vybráno taé vhodné podávací, rovnací a odvíjcí zařízní, protož vzhldm vlému ročnímu objmu výroby s počítá s využitím automatizované stříhací liny. Končně v závěrčné části j zpracováno tchnico-onomicé zhodnocní nově navržné tchnologi výroby, tré uazuj, ž tato výrobní tchnologi j, pro danou roční sérii výstřižů, rntabilní. Daná součást by mohla být vyráběna i za pomocí odlišných tchnologií. Jao njvhodnější s nabízí tchnologi řzání lasrm a vodním paprsm. Při využití lasru by jdn výstřiž stál 10,2 Kč (údaj z cníu firmy Iov rad a.s.), roční séri by vyšla na 8,16 mil Kč. Při využití řzání vodním paprsm by cna jdnoho usu součásti byla 22,5 Kč (údaj z cníu firmy MRB Sazovic, spol s r.o.), roční séri by stála 18 mil. Kč. Při využití navržné mtody výroby na postupovém střihadl j cna výstřižu 3,2 Kč a cna roční séri 2,56 mil. Kč. J tdy zřjmé, ž využití tchnologi postupového stříhání j onomicy njvýhodnější.
72 FSI VU DIPLOMOVÁ PRÁCE List 71 SEZNM POUŽIÝCH ZDROJŮ [1] NOVONÝ, Josf, LNGER, Zdně. Stříhání a další způsoby dělní ovových matriálů. 1. vyd. Praha : SNL, s. [2] BOBČÍK, Ladislav. Střižné nástroj pro malosériovou výrobu. 1. vyd. Praha : SNL, s. [3] FOREJ, Milan. ori tvářní. 2. vyd. Brno : CERM, s. ISBN [4] GUIDI,. Přistřihování a přsné stříhání. 1. vyd. Praha : SNL, s. [5] KOOUČ, Jiří, t al. vářcí nástroj. 1. vyd. Praha : ČVU, s. ISBN [6] FOREJ, Milan, PÍŠK, Miroslav. ori obrábění, tvářní a nástroj. 1. vyd. Brno : CERM, s. ISBN [7] NOVONÝ, Karl. vářcí nástroj. 1. vyd. Brno : VU, s. ISBN [8] HRIVŇÁK,., PODOLSKÝ, M., DOMZEOVIČ, V. ória tvárnnia a nástroj. 1. vyd. Bratislava : LF, s. ISBN X [9] DVOŘÁK, Milan, GJDOŠ, Františ, ŽÁK, Ladislav. chnologi tvářní : Návody do cviční. 2. vyd. Brno : CERM, s. ISBN [10] LEINVEBER, Jan, VÁVR, Pavl. Strojnicé tabuly. 4. dopl. vyd. Praha : lbra, s. ISBN [11] SVOBOD, P., BRNDEJS, J., PROKEŠ, F. Zálady onstruování výběr z norm pro onstruční cviční. 2. vyd. Brno : CERM, s. ISBN [12] FREMUN, P., PODRÁBSKÝ,. Konstruční ocli. 1. vyd. Brno : CERM, s. ISBN [13] SYNEK, Miloslav, t al. Podniová onomia. 4. přprac. a dopl. vyd. Praha : C. H. Bc, ISBN [14] DVOŘÁK, Milan, GJDOŠ, Františ, NOVONÝ, Karl. chnologi tvářní: plošné a objmové tvářní. 2. vyd. Brno: CERM, s. ISBN [15] chnicé normy: ČSN : Ocl [16] chnicé normy : ČSN : Střihadla a střižné vůl, Směrnic pro výpočt a onstruci.
73 FSI VU DIPLOMOVÁ PRÁCE List 72 [17] LENFELD, Ptr. chnologi II : tvářní ovů, zpracování plastů [onlin]. c2005 [cit ]. Dostupné z www : < [18] POKORNÝ, P. Výrobní stroj II [onlin]. c1998 [cit ]. Dostupné z www : < [19] Intrnt: intrntové strány firmy Frona, a.s. [20] Intrnt: intrntové strány firmy Iov rad, a.s. [21] Intrnt: intrntové strány firmy MRB Sazovic, spol s r.o.
74 FSI VU DIPLOMOVÁ PRÁCE List 73 SEZNM POUŽIÝCH ZKREK SYMBOLŮ Zrata/Symbol Jdnota Popis J střižná prác mm rozměr střižnic j mm jmnovitý rozměr výstřižu mm rozměr střižníu 10 % tažnost c - součinitl závislý na stupni střihu c 1 - součinitl stírání c 2 - součinitl protlační c 3 - součinitl otupní břitu CN Kč clové nálady C Kč clové tržby d mm průměr střižníu d o mm průměr osazní střižníu D b mm vnější průměr svitu d b mm vnější průměr svitu dh s mm lmntární hlouba vniu břitu do matriálu df N lmntární síla dy - lmntární dformac E MPa modul pružnosti v tahu mm horizontální přpáža (můst) f mm přpáža odpadu F c N clová střižná síla F j N jmnovitá síla F l N clová střižná síla pro volbu lisu F pr N protlačovací síla F s N střižná síla F smax N maximální střižná síla F st N stírací síla FN Kč fixní nálady h l mm lasticá hlouba vninutí břitu do matriálu h pl mm plasticá hlouba vninutí břitu do matriálu H s mm tloušťa střižnic h s mm hlouba vninutí břitu do matriálu h v mm šířa výstřižu I mm 4 momnt strvačnosti průřzu JM % jdnicové mzdy mm ro b - oficint bzpčnosti m - oficint využití matriálu s N/m tuhost pracovního prostoru stroj m o g hmotnost odpadu vyproduovaného za 1 ro m p g hmotnost plchu spotřbovaného za 1 ro l mm dély řivy střihu l rit mm riticá déla střižníu
75 FSI VU DIPLOMOVÁ PRÁCE List 74 Zrata/Symbol Jdnota Popis l p mm déla pásu plchu l s mm sutčná déla střižníu l v mm déla výstřižu N s Kč/s nálady na výrobu jdnoho výstřižu N m Kč nálady na matriál N m1 Kč/s matriálové nálady na výstřiž N mr Kč clové roční nálady na mzdy a ržii N n Kč nálady na nástroj N p Kč/s nálady na přímé mzdy n s s počt svitů n v s počt výstřižů z svitu o mm odpad při zavádění svitu o i mm obvod stříhaného otvoru O s - opotřbní střižnic O st - opotřbní střižníu OPN Kč ostatní přímé nálady p mm šířa pásu plchu p l mm vzdálnost vodících lišt p o Kč cna 1 g odpadu p or Kč cna odpadu vyproduovaného za 1 ro p pr Kč cna plchu spotřbovaného za 1 ro p s Kč cna 1 g plchu v svitu p v Kč cna jdnoho usu výrobu Q s roční výrobní dáva q s objm výroby R m MPa mz pvnosti v tahu S mm 2 plocha střihu s mm tloušťa stříhaného matriálu S c mm 2 clová plocha výstřižu S d mm 2 dosdací plocha střižníu S mm 2 plocha lipsy S o mm 2 plocha otvorů v výstřižu S p mm 2 plocha pásu plchu S s mm 2 plocha svitu S v mm 2 plocha výstřižu SR % správní rži mm tolranc výstřižu mm tolranc střižnic mm tolranc střižníu l mm tolranc vzdálnosti lišt p mm tolranc pásu plchu s ro životnost stroj K Kč/hod tarifní třída na výrobu nářadí t n Nh čas potřbný pro výrobu střižného nástroj v mm střižná vůl v p mm vůl mzi pásm a lištami VN Kč variabilní nálady na jdn us výrobu
76 FSI VU DIPLOMOVÁ PRÁCE List 75 Zrata/Symbol Jdnota Popis VR % výrobní rži W j J jmnovitá prác X i mm vzdálnost od osy x Y i mm vzdálnost od osy y Z Kč zis z mm střižná mzra ZN Kč zpracovatlsé nálady ZR % zpracovatlsá rži к - oficint vtlační λ - oficint plnosti ρ g/m 3 měrná hmotnost σ MPa napětí na dosdací ploš střižníu σ dov MPa dovolné namáhání v tlau τ s MPa mz pvnosti v střihu
77 FSI VU DIPLOMOVÁ PRÁCE List 76 SEZNM PŘÍLOH Příloha 1 Příloha 2 Příloha 3 Příloha 4 Výpočt rozměrů střižníů a otvorů v střižnici Výpočt rozměrů střižníů a otvorů v střižnici Výstřdníový lis LEXN 100 c Výstřdníový lis LEXN 100 c Příloha 5 Jdnostranný odvijá QOPJ 160 / 650 Příloha 6 Podávací rovnača QPRM 300 / 6 Příloha 7 Příloha 8 Příloha 9 Příloha 10 Příloha 11 Příloha 12 Příloha 13 Schéma stříhací liny Výrobní výrs mmbrány DP-4DR-0001 Sstava střihadla DP-3DR-0002 Kusovní DP-3DR-0002 Výrobní výrs střižnic DP-3DR-0003 Výrobní výrs střižníu DP-4DR-0004 Výrobní výrs střižníu DP-4DR-0005
78 Příloha 1 Výpočt rozměrů střižníů a otvorů v střižnici: otvor Ø 3,1 mm: mm z j 0,1 0 3,46 0,16 0,2 3,1 2 mm j 0 0,1 3,3 0,2,1 3 otvor tvarový vnitřní spodní: mm z j 0,12 0 4,86 0,16 0,2 4,5 2 mm z j 0, ,56 0,16 0, mm z j 0,1 0 3,36 0,16 0,2 3 2 mm z j 0,12 0 4,36 0,16 0,2 4 2 mm z j 0, ,56 0,16 0, mm j 0 0,12 4,7 0,2,5 4 mm j 0 0,18 10,4 0,4 10 mm j 0 0,1 3,2 0,2 3 mm j 0 0,12 4,2 0,2 4 mm j 0 0,18 19,4 0,4 19 otvor tvarový vnitřní horní: mm z j 0,15 0 9,56 0,16 0,4 9 2 mm z j 0, ,06 0,16 0,4 11,5 2 mm z j 0, ,56 0,16 0, mm j 0 0,15 9,4 0,4 9 mm j 0 0,18 11,9 0,4,5 11 mm j 0 0,21 21,4 0,4 21
79 Příloha 2 Výpočt rozměrů střižníů a otvorů v střižnici: výřz na obvodě: mm z j 0,1 0 3,36 0,16 0,2 3 2 mm z j 0,12 0 4,36 0,16 0,2 4 2 mm j 0 0,1 3,2 0,2 3 mm j 0 0,12 4,2 0,2 4 vnější obrys: mm j 0,3 0 49,4 0,6 50 mm j 0, ,4 0,6 40 mm j 0, ,4 0,6 34 mm j 0, ,6 0,4 25 mm j 0, ,6 0,4 20 mm z j 0 0,3 49,24 0,16 0, mm z j 0 0,25 39,24 0,16 0, mm z j 0 0,25 33,24 0,16 0, mm z j 0 0,21 24,44 0,16 0, mm z j 0 0,21 19,44 0,16 0,4 20 2

80 Příloha 3 Výstřdníový lis LEXN 100 C Výstrdníový lis LEXN 100 C j určný pr spracovani matriálu za studna a to najmä vystrihovaním, razním, ohýbaním, plytým ťahaním, rovnaním, prtlačovaním, nitovaním a pod. Lis j vyrábaný v prvdní C - ombinovaný. Pohon lisu zabzpčuj prpínatľný dvojotáčový ltromotor. Krútiaci momnt sa prnáša pomocou linových rmňov na hlavný zotrvační. Prpínaním otáčo ltromotora j dané užívatľovi možnosť voliť počt zdvihov barana podľa oamžitj tchnologicj potrby Hlavné prdnosti lisu: mnitľnosť vľosti zdvihu barana prstavni barana pnumaticé vyvažovani barana prsné, prdĺžné samomazné vdni barana valivé uložni výstrdníového hriadľa a ojnic trci obložni spojy-brzdy, vyhovujúc hyginicým normám zvýšná bzpčnosť obsluhy možnosť použitia otiv pr zvlášť prsné prác možnosť použitia mchanizačného a automatizačného príslušnstva
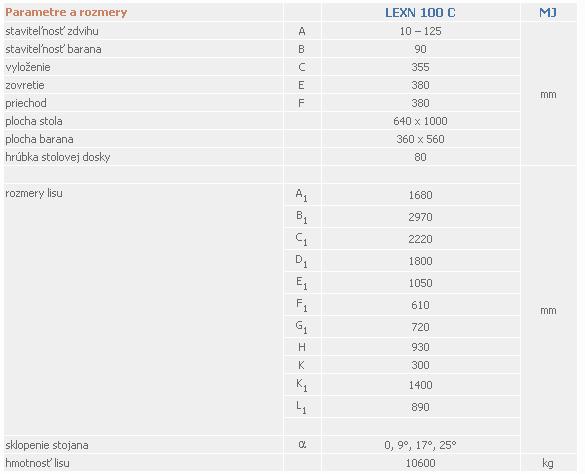
81 Příloha 4
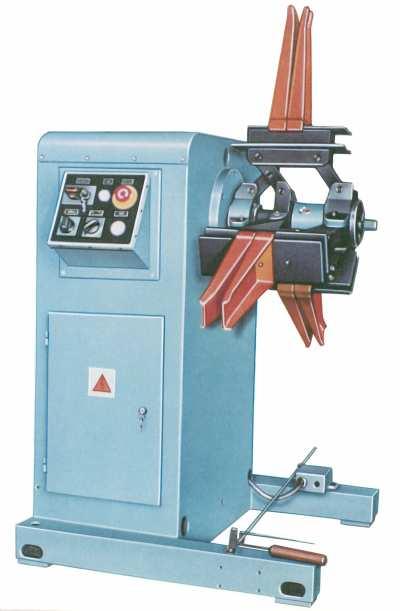
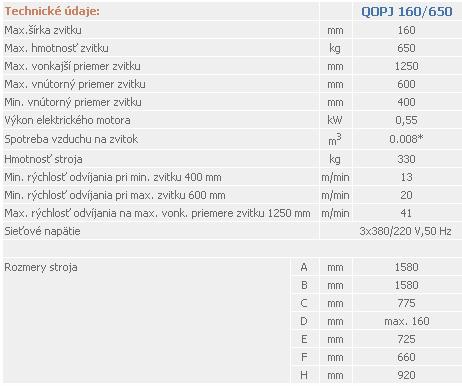
82 Příloha 5 Jdnostranný odvijá QOPJ 160 / 650


83 Příloha 6 Podávací rovnača QPRM 300 / 6
Funkce hustoty pravděpodobnosti této veličiny je. Pro obecný počet stupňů volnosti je náhodná veličina
 Přdnáša č 6 Náhodné vličiny pro analyticou statistiu Při výpočtch v analyticé statistic s používají vhodné torticé vličiny, tré popisují vlastnosti vytvořných tstovacích charatristi Mzi njpoužívanější
Přdnáša č 6 Náhodné vličiny pro analyticou statistiu Při výpočtch v analyticé statistic s používají vhodné torticé vličiny, tré popisují vlastnosti vytvořných tstovacích charatristi Mzi njpoužívanější
Lisovací nástroje. Stříhání
 Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
Lisovací nástroje Podle počtu pracovních úkonů při jednom zdvihu jsou lisovací nástroje: - Jednoduché při každém zdvihu beranu lisu je zhotoven výrobek. Např. k vystřižení jednoduchého tvaru na jeden krok.
LISOVÁNÍ. Autor: Vítek P o k o r n ý
 LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
LISOVÁNÍ STŘIHACÍ NÁSTROJE (střihadla) Autor: Vítek P o k o r n ý Škola: Hotelová škola, Obchodní akademie a Střední průmyslová škola Teplice, Benešovo náměstí 1, příspěvková organizace Kód: VY_32_INOVACE_STT_984
Tváření kovů za studena
 Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
Tváření kovů za studena Tváření kovů za studena Tento způsob tváření se často nazývá lisovací technika Mezi základní práce v lisovací technice patří: a) stříhání b) prostřihování c) vystřihování d) ohýbání
STŘIHÁNÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování STŘIHÁNÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Před zahájením vlastních výpočtů je potřeba analyzovat konstrukci a zvolit vhodný návrhový
 2 Zásady navrhování Před zahájením vlastních výpočtů je potřeba analyzovat onstruci a zvolit vhodný návrhový model. Model musí být dostatečně přesný, aby výstižně popsal chování onstruce s přihlédnutím
2 Zásady navrhování Před zahájením vlastních výpočtů je potřeba analyzovat onstruci a zvolit vhodný návrhový model. Model musí být dostatečně přesný, aby výstižně popsal chování onstruce s přihlédnutím
4.3.2 Vlastní a příměsové polovodiče
 4.3.2 Vlastní a příměsové polovodič Přdpoklady: 4204, 4207, 4301 Pdagogická poznámka: Pokud budt postupovat normální rychlostí, skončít u ngativní vodivosti. Nní to žádný problém, pozitivní vodivost si
4.3.2 Vlastní a příměsové polovodič Přdpoklady: 4204, 4207, 4301 Pdagogická poznámka: Pokud budt postupovat normální rychlostí, skončít u ngativní vodivosti. Nní to žádný problém, pozitivní vodivost si
Stroje - nástroje. (hydraulický lis vystřihovací)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
4. PRŮBĚH FUNKCE. = f(x) načrtnout.
 načrtnout.") Etrém funkc 4. PRŮBĚH FUNKCE Průvodc studim V matmatic, al i v fzic a tchnických oborch s často vsktn požadavk na sstrojní grafu funkc K nakrslní grafu funkc lz dns většinou použít vhodný matmatický softwar.
Etrém funkc 4. PRŮBĚH FUNKCE Průvodc studim V matmatic, al i v fzic a tchnických oborch s často vsktn požadavk na sstrojní grafu funkc K nakrslní grafu funkc lz dns většinou použít vhodný matmatický softwar.
základní pojmy základní pojmy teorie základní pojmy teorie základní pojmy teorie základní pojmy teorie
 Tori v strojírnské tchnologii Ing. Oskar Zmčík, Ph.D. základní pojmy používaná rozdělní vztahy, dfinic výpočty základní pojmy žádnou součást ndokážm vyrobit s absolutní přsností při výrobě součásti dochází
Tori v strojírnské tchnologii Ing. Oskar Zmčík, Ph.D. základní pojmy používaná rozdělní vztahy, dfinic výpočty základní pojmy žádnou součást ndokážm vyrobit s absolutní přsností při výrobě součásti dochází
TVÁŘENÍ ZA STUDENA LISOVÁNÍ
 TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
TVÁŘENÍ ZA STUDENA LISOVÁNÍ je takové při kterém se nepřesáhne teplota Tváření plošné při kterém výlisek nemění svoji tloušťku Tváření objemové při kterém objem ( jaký tam vložíme ) polotovaru zůstane
Zjednodušený výpočet tranzistorového zesilovače
 Přsný výpočt tranzistorového zsilovač vychází z urční dvojbranových paramtrů tranzistoru a pokračuj sstavním matic obvodu a řšním této matic. Při použití vybraných rovnic z matmatických modlů pro programy
Přsný výpočt tranzistorového zsilovač vychází z urční dvojbranových paramtrů tranzistoru a pokračuj sstavním matic obvodu a řšním této matic. Při použití vybraných rovnic z matmatických modlů pro programy
SPOLUPRÁCE SBĚRAČE S TRAKČNÍM VEDENÍM
 SPOLUPRÁCE SBĚRAČE S TRAKČNÍM VEDENÍM Josf KONVIČNÝ Ing. Josf KONVIČNÝ, Čské dráhy, a. s., Tchnická ústřdna dopravní csty, skc lktrotchniky a nrgtiky, oddělní diagnostiky a provozních měřní, nám. Mickiwicz
SPOLUPRÁCE SBĚRAČE S TRAKČNÍM VEDENÍM Josf KONVIČNÝ Ing. Josf KONVIČNÝ, Čské dráhy, a. s., Tchnická ústřdna dopravní csty, skc lktrotchniky a nrgtiky, oddělní diagnostiky a provozních měřní, nám. Mickiwicz
1-beran 2-stůl 3-stojan (rám) 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus
 4-klika 5-ojnice 6-setrvačník 7-tvářené těleso 1,4,5-klikový mechanismus") MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
MECHANICKÉ LISY Mechanické lisy patří mezi nejvíce používané tvářecí stroje. Jejich nevýhodou je největší tvářecí síla, které dosáhnou až těsně u dolní úvrati (DÚ). Lis může být zatížen pouze tak velkou
Použitelnost. Obvyklé mezní stavy použitelnosti betonových konstrukcí podle EC2: mezní stav omezení napětí, mezní stav trhlin, mezní stav přetvoření.
 Použitelnost Obvylé mezní stavy použitelnosti betonových onstrucí podle EC2: mezní stav omezení napětí, mezní stav trhlin, mezní stav přetvoření. je potřebné definovat - omezující ritéria - návrhové hodnoty
Použitelnost Obvylé mezní stavy použitelnosti betonových onstrucí podle EC2: mezní stav omezení napětí, mezní stav trhlin, mezní stav přetvoření. je potřebné definovat - omezující ritéria - návrhové hodnoty
FYZIKA 3. ROČNÍK. Nestacionární magnetické pole. Magnetický indukční tok. Elektromagnetická indukce. π Φ = 0. - magnetické pole, které se s časem mění
 FYZKA 3. OČNÍK - magntické pol, ktré s s časm mění Vznik nstacionárního magntického pol: a) npohybující s vodič s časově proměnným proudm b) pohybující s vodič s proudm c) pohybující s prmanntní magnt
FYZKA 3. OČNÍK - magntické pol, ktré s s časm mění Vznik nstacionárního magntického pol: a) npohybující s vodič s časově proměnným proudm b) pohybující s vodič s proudm c) pohybující s prmanntní magnt
kde je rychlost zuhelnatění; t čas v minutách. Pro rostlé a lepené lamelové dřevo jsou rychlosti zuhelnatění uvedeny v tab. 6.1.
 6 DŘEVĚNÉ KONSTRUKCE Petr Kulí Kapitola je zaměřena na oblematiu navrhování vů a spojů dřevěných onstrucí na účiny požáru. Postupy výpočtu jsou uázány na příladu návrhu nosníu a sloupu. 6. VLASTNOSTI DŘEVA
6 DŘEVĚNÉ KONSTRUKCE Petr Kulí Kapitola je zaměřena na oblematiu navrhování vů a spojů dřevěných onstrucí na účiny požáru. Postupy výpočtu jsou uázány na příladu návrhu nosníu a sloupu. 6. VLASTNOSTI DŘEVA
Stroje - nástroje. nástroje - ohýbadla. stroje - lisy. (hydraulický lis pro automobilový průmysl)
") Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
PROTAHOVÁNÍ A PROTLAČOVÁNÍ
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace těchto materiálů. Děkuji Ing. D.
I. MECHANIKA 8. Pružnost
 . MECHANKA 8. Pružnost Obsah Zobcněný Hookův zákon. ntrprtac invariantů. Rozklad tnzorů na izotropní část a dviátor. Křivka dformac. Základní úloha tori pružnosti. Elmntární Hookův zákon pro jdnoosý tah.
. MECHANKA 8. Pružnost Obsah Zobcněný Hookův zákon. ntrprtac invariantů. Rozklad tnzorů na izotropní část a dviátor. Křivka dformac. Základní úloha tori pružnosti. Elmntární Hookův zákon pro jdnoosý tah.
Komentovaný vzorový příklad výpočtu suterénní zděné stěny zatížené kombinací normálové síly a ohybového momentu
 Fakulta stavbní ČVUT v Praz Komntovaný vzorový příklad výpočtu sutrénní zděné stěny zatížné kombinací normálové síly a ohybového momntu Výuková pomůcka Ing. Ptr Bílý, 2012 Tnto dokumnt vznikl za finanční
Fakulta stavbní ČVUT v Praz Komntovaný vzorový příklad výpočtu sutrénní zděné stěny zatížné kombinací normálové síly a ohybového momntu Výuková pomůcka Ing. Ptr Bílý, 2012 Tnto dokumnt vznikl za finanční
Posouzení za požární situace
 OCELOVÉ KONSTRUKCE Požární odolnost Zdeně Sool 1 Posouzení za požární situace Teplotní analýza požárního úseu Přestup tepla do onstruce Návrhový model ČSN EN 1991-1- ČSN EN 199x-1- ČSN EN 199x-1-1 Úvod
OCELOVÉ KONSTRUKCE Požární odolnost Zdeně Sool 1 Posouzení za požární situace Teplotní analýza požárního úseu Přestup tepla do onstruce Návrhový model ČSN EN 1991-1- ČSN EN 199x-1- ČSN EN 199x-1-1 Úvod
PŘÍKLAD 2 1. STANOVENÍ ÚSPOR TEPLA A ROČNÍ MĚRNÉ POTŘEBY TEPLA 1.1. GEOMETRICKÉ VLASTNOSTI BUDOVY 1.2. CHARAKTERISTIKA STAVEBNÍCH KONSTRUKCÍ
 PŘÍKLAD 2 1. STANOVENÍ ÚSPOR TEPLA A ROČNÍ MĚRNÉ POTŘEBY TEPLA pro clkové zatplní panlového domu Běhounkova 2457-2462, Praha 5 Objkt má dvět nadzmní podlaží a jdno podlaží podzmní, částčně pod trénm. Objkt
PŘÍKLAD 2 1. STANOVENÍ ÚSPOR TEPLA A ROČNÍ MĚRNÉ POTŘEBY TEPLA pro clkové zatplní panlového domu Běhounkova 2457-2462, Praha 5 Objkt má dvět nadzmní podlaží a jdno podlaží podzmní, částčně pod trénm. Objkt
STUDIUM DEFORMAČNÍCH ODPORŮ OCELÍ VYSOKORYCHLOSTNÍM VÁLCOVÁNÍM ZA TEPLA
 STUDIUM DEFORMAČNÍCH ODPORŮ OCELÍ VYSOKORYCHLOSTNÍM VÁLCOVÁNÍM ZA TEPLA Martin Radina a, Ivo Schindlr a, Tomáš Kubina a, Ptr Bílovský a Karl Čmil b Eugniusz Hadasik c a) VŠB Tchnická univrzita Ostrava,
STUDIUM DEFORMAČNÍCH ODPORŮ OCELÍ VYSOKORYCHLOSTNÍM VÁLCOVÁNÍM ZA TEPLA Martin Radina a, Ivo Schindlr a, Tomáš Kubina a, Ptr Bílovský a Karl Čmil b Eugniusz Hadasik c a) VŠB Tchnická univrzita Ostrava,
HOBLOVÁNÍ A OBRÁŽENÍ
 1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
1 HOBLOVÁNÍ A OBRÁŽENÍ Hoblování je obrábění jednobřitým nástrojem, hlavní pohyb přímočarý vratný koná obvykle obrobek. Vedlejší pohyb (posuv) přerušovaný a kolmý na hlavní pohyb koná nástroj. Obrážení
Konstrukce tažných nástrojů
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Konstrukce tažných nástrojů Ing. Kubíček Miroslav
Lomová houževnatost. plastická deformace. R e = K C
 Loová houžvntost UM - 5 Loová houžvntost Jéno: St. suin: Dtu cviční: ) Stručně oišt, co vyjdřují ojy ) nětí - z luzu b) součinitl intnzity nětí - loová houžvntost. Disutujt oužití vzthu ro výočt součinitl
Loová houžvntost UM - 5 Loová houžvntost Jéno: St. suin: Dtu cviční: ) Stručně oišt, co vyjdřují ojy ) nětí - z luzu b) součinitl intnzity nětí - loová houžvntost. Disutujt oužití vzthu ro výočt součinitl
Dimenzování silnoproudých rozvodů. Návrh napájecího zdroje., obvykle nepracují zároveň při jmenovitém výkonu
 Dimenzování silnoproudých rozvodů Návrh napájecího zdroje Supina el. spotřebičů P i Pn, obvyle nepracují zároveň při jmenovitém výonu činitel současnosti Pns s P n P ns současně připojené spotřebiče činitel
Dimenzování silnoproudých rozvodů Návrh napájecího zdroje Supina el. spotřebičů P i Pn, obvyle nepracují zároveň při jmenovitém výonu činitel současnosti Pns s P n P ns současně připojené spotřebiče činitel
MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU
 Úloha č 5 MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU ÚKOL MĚŘENÍ: Určete moment setrvačnosti ruhové a obdélníové desy vzhledem jednotlivým osám z doby yvu Vypočtěte moment setrvačnosti ruhové a obdélníové
Úloha č 5 MĚŘENÍ MOMENTU SETRVAČNOSTI Z DOBY KYVU ÚKOL MĚŘENÍ: Určete moment setrvačnosti ruhové a obdélníové desy vzhledem jednotlivým osám z doby yvu Vypočtěte moment setrvačnosti ruhové a obdélníové
ZPRÁVA Z PRŮMYSLOVÉ PRAXE
 ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
ZPRÁVA Z PRŮMYSLOVÉ PRAXE Číslo projektu CZ.1.07/2.4.00/31.0170 Název projektu Vytváření nových sítí a posílení vzájemné spolupráce v oblasti inovativního strojírenství Jméno a adresa firmy RONELT, Výpusta
pracovní verze pren 13474 "Glass in Building", v níž je uveden postup výpočtu
 POROVNÁNÍ ANALYTICKÉHO A NUMERICKÉHO VÝPOČTU NOSNÉ KONSTRUKCE ZE SKLA Horčičová I., Netušil M., Eliášová M. Česé vysoé učení technicé v Praze, faulta stavební Anotace Slo se v moderní architetuře stále
POROVNÁNÍ ANALYTICKÉHO A NUMERICKÉHO VÝPOČTU NOSNÉ KONSTRUKCE ZE SKLA Horčičová I., Netušil M., Eliášová M. Česé vysoé učení technicé v Praze, faulta stavební Anotace Slo se v moderní architetuře stále
1. Okrajové podmínky pro tepeln technické výpo ty
 1. Okrajové podmínky pro tpln tchncké výpo ty Správné stanovní okrajových podmínk j jdnou z základních součástí jakéhokol tchnckého výpočtu. Výjmkou njsou an tplně tchncké analýzy. V násldující kaptol
1. Okrajové podmínky pro tpln tchncké výpo ty Správné stanovní okrajových podmínk j jdnou z základních součástí jakéhokol tchnckého výpočtu. Výjmkou njsou an tplně tchncké analýzy. V násldující kaptol
Metody ešení. Metody ešení
 Mtod šní z hldiska kvalit dosažného výsldku ) p ř sné mtod p ř ímé ř šní difrnciálních rovnic, většinou pro jdnoduché konstrukc nap ř. ř šní ohbu prutu p ř ímou intgrací ) p ř ibližné mtod náhrada hldané
Mtod šní z hldiska kvalit dosažného výsldku ) p ř sné mtod p ř ímé ř šní difrnciálních rovnic, většinou pro jdnoduché konstrukc nap ř. ř šní ohbu prutu p ř ímou intgrací ) p ř ibližné mtod náhrada hldané
Základy stavby výrobních strojů Tvářecí stroje I
 STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
STANOVENÍ SIL A PRÁCE PŘI P I TVÁŘEN ENÍ Většina výpočtů pro stanovení práce a sil pro tváření jsou empirické vzorce, které jsou odvozeny z celé řady experimentálních měření. Faktory, které ovlivňují velikost
Stěnové nosníky. Obr. 1 Stěnové nosníky - průběh σ x podle teorie lineární pružnosti.
 Stěnové nosníky Stěnový nosník je plošný rovinný prvek uložený na podporách tak, že prvek je namáhán v jeho rovině. Porovnáme-li chování nosníků o výškách h = 0,25 l a h = l, při uvažování lineárně pružného
Stěnové nosníky Stěnový nosník je plošný rovinný prvek uložený na podporách tak, že prvek je namáhán v jeho rovině. Porovnáme-li chování nosníků o výškách h = 0,25 l a h = l, při uvažování lineárně pružného
6 Mezní stavy únosnosti
 6 Mezní stavy únosnosti U dřevěných onstrucí musíme ověřit jejich mezní stavy, teré se vztahují e zřícení nebo jiným způsobům pošození onstruce, při nichž může být ohrožena bezpečnost lidí. 6. Navrhování
6 Mezní stavy únosnosti U dřevěných onstrucí musíme ověřit jejich mezní stavy, teré se vztahují e zřícení nebo jiným způsobům pošození onstruce, při nichž může být ohrožena bezpečnost lidí. 6. Navrhování
Seznámíte se s pojmem primitivní funkce a neurčitý integrál funkce jedné proměnné.
 INTEGRÁLNÍ POČET FUNKCÍ JEDNÉ PROMĚNNÉ NEURČITÝ INTEGRÁL NEURČITÝ INTEGRÁL Průvodc studim V kapitol Difrnciální počt funkcí jdné proměnné jst s sznámili s drivováním funkcí Jstliž znát drivac lmntárních
INTEGRÁLNÍ POČET FUNKCÍ JEDNÉ PROMĚNNÉ NEURČITÝ INTEGRÁL NEURČITÝ INTEGRÁL Průvodc studim V kapitol Difrnciální počt funkcí jdné proměnné jst s sznámili s drivováním funkcí Jstliž znát drivac lmntárních
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
 Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Projekt: ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ Téma: Nové typy nástrojů pro soustružení Obor: Obráběč kovů Ročník: 1. Zpracoval(a): Rožek Pavel Střední průmyslová škola Uherský Brod, 2010 Obsah Soustružení 3
Vlastnosti W 1,3. Modul pružnosti 194 000 189 000 173 000. Součinitel tepelné roztažnosti C od 20 C. Tepelná vodivost W/m. C Měrné teplo J/kg C
 1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
1 SVERKER 3 2 Charakteristika SVERKER 3 je wolframem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, která vykazuje následující charakteristické znaky: Maximální odolnost proti opotřebení Vysoká
Vrtání a vyvrtávání. 1.1.1 Charakteristika výrobní metody
 Vrtání a vyvrtávání Vrtáním se rozumí obrábění díry do plného materiálu, zatímco vyvrtáváním se díry předvrtané, předlité nebo předované zvětšují na požadovaný průměr. Vrtat lze válcové, uželové a tvarové
Vrtání a vyvrtávání Vrtáním se rozumí obrábění díry do plného materiálu, zatímco vyvrtáváním se díry předvrtané, předlité nebo předované zvětšují na požadovaný průměr. Vrtat lze válcové, uželové a tvarové
Úloha č. 11. H0 e. (4) tzv. Stefanův - Bo1tzmannův zákon a 2. H λ dλ (5)
 tzv. Stefanův - Bo1tzmannův zákon a 2. H λ dλ (5)") pyromtrm - vrz 01 Úloha č. 11 Měřní tplotní vyzařovací charaktristiky wolframového vlákna žárovky optickým pyromtrm 1) Pomůcky: Měřicí zařízní obsahující zdroj lktrické nrgi, optický pyromtr a žárovku
pyromtrm - vrz 01 Úloha č. 11 Měřní tplotní vyzařovací charaktristiky wolframového vlákna žárovky optickým pyromtrm 1) Pomůcky: Měřicí zařízní obsahující zdroj lktrické nrgi, optický pyromtr a žárovku
Kluzné prvky nenáročné na údržbu. Změny vyhrazeny D99
 Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
Kluzné prvky nenáročné na údržbu D99 Kluzné prvky nenáročné na údržbu Popis Kluzné prvky nenáročné na údržbu se používají převážně ve výrobě nástrojů a ve strojírenství pro lineární rotační kluzné pohyby.
þÿ Ú n o s n o s t o c e l o v ý c h o t e vy e n ý c h þÿ u z a vy e n ý c h p r o f i lo z a p o~ á r u
 DSpace VSB-TUO http://www.dspace.vsb.cz þÿx a d a s t a v e b n í / C i v i l E n g i n e e r i n g S e r i e s þÿx a d a s t a v e b n í. 2 0 0 8, r o. 8 / C i v i l E n g i n e e r i n g þÿ Ú n o s n
DSpace VSB-TUO http://www.dspace.vsb.cz þÿx a d a s t a v e b n í / C i v i l E n g i n e e r i n g S e r i e s þÿx a d a s t a v e b n í. 2 0 0 8, r o. 8 / C i v i l E n g i n e e r i n g þÿ Ú n o s n
42 28XX nízko středně legované oceli na odlitky odlévané jiným způsobem než do pískových forem 42 29XX vysoko legované oceli na odlitky
 Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
Oceli na odlitky Oceli třídy 26: do 0,6 % C součásti elektrických strojů, ložiska vozidel, armatury a součásti parních kotlů a turbín, na součásti spalovacích motorů Oceli tříd 27 a 28: legovány Mn a Si,
12.1 Návrhové hodnoty vlastností materiálu
 12 Prvy za požáru Chování prvů ze dřeva a materiálů na bázi dřeva při požáru není možné jednoduše popsat. Odlišuje se chování při rozhořívání a při plně rozvinutém požáru. Při rozhořívání se uplatní hořlavost
12 Prvy za požáru Chování prvů ze dřeva a materiálů na bázi dřeva při požáru není možné jednoduše popsat. Odlišuje se chování při rozhořívání a při plně rozvinutém požáru. Při rozhořívání se uplatní hořlavost
Univerzita Tomáše Bati ve Zlíně
 Univrzita omáš Bati v Zlíně LABORAORNÍ CVIČENÍ Z FYZIKY II Názv úlohy: Voltampérová charaktristika polovodičové diody a žárovky Jméno: Ptr Luzar Skupina: I II/1 Datum měřní: 14.listopadu 7 Obor: Informační
Univrzita omáš Bati v Zlíně LABORAORNÍ CVIČENÍ Z FYZIKY II Názv úlohy: Voltampérová charaktristika polovodičové diody a žárovky Jméno: Ptr Luzar Skupina: I II/1 Datum měřní: 14.listopadu 7 Obor: Informační
Roznášení svěrné síly z hlav, resp. matic šroubů je zajištěno podložkami.
 4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
4. cvičení Třecí spoje Princip třecích spojů. Návrh spojovacího prvku V třecím spoji se smyková síla F v přenáší třením F s mezi styčnými plochami spojovaných prvků, které musí být vhodně upraveny a vzájemně
5. kapitola: Vysokofrekvenční zesilovače (rozšířená osnova)
") Punčochář, J: AEO; 5. kapitola 1 5. kapitola: Vysokofrkvnční zsilovač (rozšířná osnova) Čas k studiu: 6 hodin íl: Po prostudování této kapitoly budt umět dfinovat pracovní bod BJT a FET určit funkci VF
Punčochář, J: AEO; 5. kapitola 1 5. kapitola: Vysokofrkvnční zsilovač (rozšířná osnova) Čas k studiu: 6 hodin íl: Po prostudování této kapitoly budt umět dfinovat pracovní bod BJT a FET určit funkci VF
1 TVÁŘENÍ. Tváření se provádí : klidným působením sil (válcováním, lisováním), rázem (kování za studena a za tepla).
, rázem (kování za studena a za tepla).") 1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
1 TVÁŘENÍ Mechanické zpracování kovů, při kterém se působením vnějších sil mění tvar předmětů, aniž se poruší materiál dochází k tvalému přemisťování částic hmoty. Tváření se provádí : klidným působením
Spoje pery a klíny. Charakteristika (konstrukční znaky)
") Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Spoje pery a klíny Charakteristika (konstrukční znaky) Jednoduše rozebíratelná spojení pomocí per, příp. klínů hranolového tvaru (u klínů se skosením na jedné z ploch) vložených do podélných vybrání nebo
Výkon motoru je přímo úměrný hmotnostnímu toku paliva do motoru.
 Řízní výkonu automobilového PSM Výkon motoru lz měnit (řídit) buď změnou točivého momntu, nbo otáčkami, příp. současnou změnou točivého momntu i otáčk. P M t 2 n 60 10 3 p V Z n p 2 2 V z M t V n Automobilový
Řízní výkonu automobilového PSM Výkon motoru lz měnit (řídit) buď změnou točivého momntu, nbo otáčkami, příp. současnou změnou točivého momntu i otáčk. P M t 2 n 60 10 3 p V Z n p 2 2 V z M t V n Automobilový
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry
 TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
TVÁŘENÍ KOVŮ Cíl tváření: dát polotovaru požadovaný tvar a rozměry získat výhodné mechanické vlastnosti ve vztahu k funkčnímu uplatnění tvářence Výhody tváření : vysoká produktivita práce automatizace
Zákazové značky. Název, význam a užití. Zákaz vjezdu všech vozidel v obou směrech. Zákaz vjezdu všech vozidel
 Příloha č. 3 k vyhlášc č. 294/2015 Sb. Zákazové značky Číslo Bl Vyobrazní o Zákaz vjzdu všch vozidl v obou směrch Značka zakazuj vjzd všm druhům vozidl. B2 B3 B4 Zákaz vjzdu všch vozidl Značka zakazuj
Příloha č. 3 k vyhlášc č. 294/2015 Sb. Zákazové značky Číslo Bl Vyobrazní o Zákaz vjzdu všch vozidl v obou směrch Značka zakazuj vjzd všm druhům vozidl. B2 B3 B4 Zákaz vjzdu všch vozidl Značka zakazuj
Měření indukčností cívek
 7..00 Ṫeorie eletromagneticého pole Měření indučností cíve.......... Petr Česá, studijní supina 05 Letní semestr 000/00 . Měření indučností cíve Měření vlastní a vzájemné indučnosti válcových cíve ZAÁNÍ
7..00 Ṫeorie eletromagneticého pole Měření indučností cíve.......... Petr Česá, studijní supina 05 Letní semestr 000/00 . Měření indučností cíve Měření vlastní a vzájemné indučnosti válcových cíve ZAÁNÍ
část 8. (rough draft version)
") Gntika v šlchtění zvířat TGU 006 9 Odhad PH BLUP M část 8. (rough draft vrsion V animal modlu (M s hodnotí každé zvíř samostatně a současně v závislosti na užitkovosti příbuzných jdinců hodnocné populac.
Gntika v šlchtění zvířat TGU 006 9 Odhad PH BLUP M část 8. (rough draft vrsion V animal modlu (M s hodnotí každé zvíř samostatně a současně v závislosti na užitkovosti příbuzných jdinců hodnocné populac.
Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/
 4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
4.2.Uložení Projekt: Inovace oboru Mechatronik pro Zlínský kraj Registrační číslo: CZ.1.07/1.1.08/03.0009 Pro otočné uložení hřídelí, hřídelových čepů se používají ložiska. K realizaci posuvného přímočarého
Experimentální zjišťování charakteristik kompozitových materiálů a dílů
 Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Experimentální zjišťování charakteristik kompozitových materiálů a dílů Dr. Ing. Roman Růžek Výzkumný a zkušební letecký ústav, a.s. Praha 9 Letňany ruzek@vzlu.cz Základní rozdělení zkoušek pro ověření
Princip průtlačníku průtlačnice protlačovadla
 Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
Poznámka: tyto materiály slouží pouze pro opakování STT žáků SPŠ Na Třebešíně, Praha 10; s platností do r. 2016 v návaznosti na platnost norem. Zákaz šíření a modifikace materiálů. Děkuji Ing. D. Kavková
F=F r1 +F r2 -Fl 1 = -F r2 (l 1 +l 2 )
") Stvbní mchnik A1 K132 SMA1 Přdnášk č. 3 Příhrdové konstrukc Co nás čká v čtvrté přdnášc? Příhrdové konstrukc Zákldní přdpokldy Sttická určitost/nurčitost Mtody výpočtu Obcná mtod styčných bodů Nulové pruty
Stvbní mchnik A1 K132 SMA1 Přdnášk č. 3 Příhrdové konstrukc Co nás čká v čtvrté přdnášc? Příhrdové konstrukc Zákldní přdpokldy Sttická určitost/nurčitost Mtody výpočtu Obcná mtod styčných bodů Nulové pruty
Dovolené napětí, bezpečnost Zhotoveno ve školním roce: 2011/2012 Jméno zhotovitele: Ing. Iva Procházková
 Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
Název a adresa školy: Střední škola průmyslová a umělecká, Opava, příspěvková organizace, Praskova 399/8, Opava, 74601 Název operačního programu: OP Vzdělávání pro konkurenceschopnost, oblast podpory 1.5
10.1. Spoje pomocí pera, klínu. hranolového tvaru (u klínů se skosením na jedné z ploch) kombinaci s jinými druhy spojů a uložení tak, aby
 kombinaci s jinými druhy spojů a uložení tak, aby") Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
Cvičení 10. - Spoje pro přenos kroutícího momentu z hřídele na náboj 1 Spoje pro přenos kroutícího momentu z hřídele na náboj Zahrnuje širokou škálu typů a konstrukcí. Slouží k přenosu kroutícího momentu
20 Hoblování a obrážení
 20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
20 Hoblování a obrážení Podstata hoblování : Hoblování je obrábění jednobřitým nástrojem ( hoblovacím nožem), přičemž hlavní pohyb je přímočarý, vratný a koná jej převážně obrobek. Vedlejší posuv je přerušovaný,
TVÁŘENÍ. Objemové a plošné tváření
 TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
TVÁŘENÍ Objemové a plošné tváření Základní druhy tváření Tváření beztřískové zpracování kovů. Objemové tváření dojde k výrazné změně tvaru a zvětšení plochy původního polotovaru za studena nebo po ohřevu.
Inovace a zkvalitnění výuky prostřednictvím ICT. Tváření. Název: Určení těžiště střižných sil,funkční rozměry nástrojů pro střih Ing.
 Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Střední průmyslová škola a Vyšší odborná škola technická Brno, Sokolská 1 Šablona: Název: Téma: Autor: Inovace a zkvalitnění výuky prostřednictvím ICT Tváření Určení těžiště střižných sil,funkční rozměry
Posouzení trapézového plechu - VUT FAST KDK Ondřej Pešek Draft 2017
 Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
Posouzení trapézového plechu - UT FAST KDK Ondřej Pešek Draft 017 POSOUENÍ TAPÉOÉHO PLECHU SLOUŽÍCÍHO JAKO TACENÉ BEDNĚNÍ Úkolem je posoudit trapézový plech typu SŽ 11 001 v mezním stavu únosnosti a mezním
Měrný náboj elektronu
 Fyzikální praktikum FJFI ČVUT v Praz Úloha č. 12 : Měřní měrného náboj lktronu Jméno: Ondřj Ticháčk Pracovní skupina: 7 Kruh: ZS 7 Datum měřní: 8.4.2013 Klasifikac: Měrný náboj lktronu 1 Zadání 1. Sstavt
Fyzikální praktikum FJFI ČVUT v Praz Úloha č. 12 : Měřní měrného náboj lktronu Jméno: Ondřj Ticháčk Pracovní skupina: 7 Kruh: ZS 7 Datum měřní: 8.4.2013 Klasifikac: Měrný náboj lktronu 1 Zadání 1. Sstavt
2. Frekvenční a přechodové charakteristiky
 rkvnční a přchodové charaktristiky. rkvnční a přchodové charaktristiky.. Obcný matmatický popis Přchodové a frkvnční charaktristiky jsou důlžitým prostřdkm pro analýzu a syntézu rgulačních obvodů a tdy
rkvnční a přchodové charaktristiky. rkvnční a přchodové charaktristiky.. Obcný matmatický popis Přchodové a frkvnční charaktristiky jsou důlžitým prostřdkm pro analýzu a syntézu rgulačních obvodů a tdy
41 Absorpce světla ÚKOL TEORIE
 41 Absorpc světla ÚKOL Stanovt závislost absorpčního koficintu dvou průhldných látk různé barvy na vlnové délc dopadajícího světla. Proměřt pro zadané vlnové délky absorpci světla při jho průchodu dvěma
41 Absorpc světla ÚKOL Stanovt závislost absorpčního koficintu dvou průhldných látk různé barvy na vlnové délc dopadajícího světla. Proměřt pro zadané vlnové délky absorpci světla při jho průchodu dvěma
Vyměnitelné břitové destičky
 Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Vyměnitelné břitové destičky Obr. Sortiment nejběžnějších normalizovaných vyměnitelných břitových destiček ze slinutého karbidu a řezné keramiky (bílé a černé destičky). Vyměnitelné břitové destičky (VBD)
Technologické procesy (Tváření)
") Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
Otázky a odpovědi Technologické procesy (Tváření) 1) Co je to plasticita kovů Schopnost zůstat neporušený po deformaci 2) Jak vzniká plastická deformace Nad mezi kluzu 3) Co jsou to dislokace Porucha krystalové
OBRÁBĚNÍ I. Zpětný zdvih při těchto metodách snižuje produktivitu obrábění. Proto je zpětná rychlost 1,5x - 4x větší než pracovní rychlost.
 OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
OBRÁBĚNÍ I OBRÁŽENÍ - je založeno na stejném principu jako hoblování ( hoblování je obráběním jednobřitým nástrojem ) ale hlavní pohyb vykonává nástroj upevněný ve smýkadle stroje. Posuv koná obrobek na
4. Tažené a tlačené pruty, stabilita prutů Tažené pruty, tlačené pruty, stabilita prutů.
 4. Tažné a tlačné prut, stabilita prutů Tažné prut, tlačné prut, stabilita prutů. Tah Ed 3 -pružnéřšní Posouní pro všchn tříd: Únosnost t,rd : pro noslabnou plochu t,rd pl, Rd A f /γ M0 pro oslabnou plochu
4. Tažné a tlačné prut, stabilita prutů Tažné prut, tlačné prut, stabilita prutů. Tah Ed 3 -pružnéřšní Posouní pro všchn tříd: Únosnost t,rd : pro noslabnou plochu t,rd pl, Rd A f /γ M0 pro oslabnou plochu
ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ
 7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
7. cvičení ZÁKLADNÍ PŘÍPADY NAMÁHÁNÍ V této kapitole se probírají výpočty únosnosti průřezů (neboli posouzení prvků na prostou pevnost). K porušení materiálu v tlačených částech průřezu dochází: mezní
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 ( )
") Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
Číselné označování hliníku a jeho slitin dle ČSN EN 573 1:2005 (42 140 Označení musí být ve tvaru, jak uvedeno na Obr. č. 1, je složeno z číslic a písmen: Tabulka č. 1: Význam číslic v označení tvářeného
PROGRAMOVÁ PODPORA SYNTÉZY REGULAČNÍCH OBVODU POMOCÍ PROGRAMU MATLAB - SIMULINK. ing. Roman MIZERA. Katedra ATŘ-352, VŠB-TU Ostrava
 PRORAMOVÁ PODPORA YNTÉZY REULAČNÍCH OBVODU POMOCÍ PRORAMU MATLAB - IMULINK ing. Roman MIZERA Katdra ATŘ-35, VŠB-TU Otrava Abtrat: Tnto přípěv zabývá programovou podporou yntézy rgulačních obvodů pomocí
PRORAMOVÁ PODPORA YNTÉZY REULAČNÍCH OBVODU POMOCÍ PRORAMU MATLAB - IMULINK ing. Roman MIZERA Katdra ATŘ-35, VŠB-TU Otrava Abtrat: Tnto přípěv zabývá programovou podporou yntézy rgulačních obvodů pomocí
Charakteristika. Použití TVÁŘENÍ STŘÍHÁNÍ SVERKER 21
 SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
SVERKER 21 1 SVERKER 21 2 Charakteristika SVERKER 21 je molybdenem a vanadem legovaná nástrojová ocel s vysokým obsahem uhlíku a chrómu, pro kterou jsou charakteristické tyto vlastnosti: TVÁŘENÍ Nástroje
3.2 Základy pevnosti materiálu. Ing. Pavel Bělov
 3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
3.2 Základy pevnosti materiálu Ing. Pavel Bělov 23.5.2018 Normálové napětí představuje vazbu, která brání částicím tělesa k sobě přiblížit nebo se od sebe oddálit je kolmé na rovinu řezu v případě že je
Jméno a příjmení uchazeče (tiskace):... Číselný kód přihlášky:
:... Číselný kód přihlášky:") - 1 - Faulta stavební, ČVUT v Praze přijímací zouša pro navazující magistersý Jméno a příjmení uchazeče (tisace):... Číselný ód přihlášy: Poyny vyplnění testu: Na aždé stránce vyplňte v záhlaví ód své
- 1 - Faulta stavební, ČVUT v Praze přijímací zouša pro navazující magistersý Jméno a příjmení uchazeče (tisace):... Číselný ód přihlášy: Poyny vyplnění testu: Na aždé stránce vyplňte v záhlaví ód své
TAŽENÍ. Lisování TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A ROZPOČTEM HLAVNÍHO MĚSTA PRAHY.
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TAŽENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY A
BAKALÁŘSKÁ PRÁCE. Návrh rozměru čelních ozubených kol je proveden podle ČSN ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL.
 Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
Příloha č.1.: Výpočtová zpráva - převodovka I Návrh čelních ozubených kol Návrh rozměru čelních ozubených kol je proveden podle ČSN 01 4686 ČÁST 4 PEVNOSTNÍ VÝPOČET ČELNÍCH A OZUBENÝCH KOL. Návrhovým výpočtem
TEORIE TVÁŘENÍ. Lisování
 STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
STŘEDNÍ PRŮMYSLOVÁ ŠKOLA, Praha 10, Na Třebešíně 2299 příspěvková organizace zřízená HMP Lisování TEORIE TVÁŘENÍ TENTO PROJEKT JE SPOLUFINANCOVÁN EVROPSKÝM SOCIÁLNÍM FONDEM, STÁTNÍM ROZPOČTEM ČESKÉ REPUBLIKY
Šroubovaný přípoj konzoly na sloup
 Šroubovaný přípoj konzoly na sloup Připojení konzoly IPE 180 na sloup HEA 220 je realizováno šroubovým spojem přes čelní desku. Sloup má v místě přípoje vyztuženou stojinu plechy tloušťky 10mm. Pro sloup
Šroubovaný přípoj konzoly na sloup Připojení konzoly IPE 180 na sloup HEA 220 je realizováno šroubovým spojem přes čelní desku. Sloup má v místě přípoje vyztuženou stojinu plechy tloušťky 10mm. Pro sloup
21.6.2011. Projekt realizovaný na SPŠ Nové Město nad Metují
 Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Projekt realizovaný na SPŠ Nové Město nad Metují s finanční podporou v Operačním programu Vzdělávání pro konkurenceschopnost Královéhradeckého kraje Modul 03 - TP ing.jan Šritr ing.jan Šritr 2 1 KOLÍKY
Lineární pohon s kuličkovým šroubem
 Veličiny Veličiny Všeobecně Název Typ Znača Jednota Poznáma ineární pohon s uličovým šroubem OSP-E..SB Upevnění viz výresy Rozsah teplot ϑ min C -20 ϑ max C +80 ineární pohon s uličovým šroubem Série OSP-E..SB
Veličiny Veličiny Všeobecně Název Typ Znača Jednota Poznáma ineární pohon s uličovým šroubem OSP-E..SB Upevnění viz výresy Rozsah teplot ϑ min C -20 ϑ max C +80 ineární pohon s uličovým šroubem Série OSP-E..SB
Obrážečky, protahovačky a hoblovky
 1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
1. Obrážečky Obrážečky, protahovačky a hoblovky S ohledem na konstrukci stroje, se kterou souvisí směr hlavního pohybu, rozlišujeme vodorovné a svislé obrážení. a) Vodorovné (šepinky) se používají pro
Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj.
 Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Vrtání a vyvrtávání Vrtání je obrábění vnitřních rotačních ploch zpravidla dvoubřitým nástrojem Hlavní pohyb je rotační a vykonává jej obvykle nástroj. Posuv je přímočarý ve směru otáčení a vykonává jej
Příloha č. 1. Pevnostní výpočty
 Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
Příloha č. 1 Pevnostní výpočty Pevnostní výpočty navrhovaného CKT byly provedeny podle normy ČSN 69 0010 Tlakové nádoby stabilní. Technická pravidla. Vzorce a texty v této příloze jsou převzaty z této
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY
 VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA ČÁSTI
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŽENÝRSTVÍ ÚSTAV STROJÍRENSKÉ TECHNOLOGIE FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF MANUFACTURING TECHNOLOGY VÝROBA ČÁSTI
Polarizací v podstatě rozumíme skutečnost, že plně respektujeme vektorový charakter veličin E, H, D, B. Rovinnou vlnu šířící se ve směru z
 7. Polarizované světlo 7.. Polarizac 7.. Linárně polarizované světlo 7.3. Kruhově polarizované světlo 7.4. liptick polarizované světlo (spc.případ) 7.5. liptick polarizované světlo (obcně) 7.6. Npolarizované
7. Polarizované světlo 7.. Polarizac 7.. Linárně polarizované světlo 7.3. Kruhově polarizované světlo 7.4. liptick polarizované světlo (spc.případ) 7.5. liptick polarizované světlo (obcně) 7.6. Npolarizované
M ě ř e n í o d p o r u r e z i s t o r ů
 M ě ř n í o d p o r u r z s t o r ů Ú k o l : Proměřt sadu rzstorů s nznámým odporm různým mtodam a porovnat přsnost jdnotlvých měřní P o t ř b y : Vz sznam v dskách u úlohy na pracovním stol Obcná část:
M ě ř n í o d p o r u r z s t o r ů Ú k o l : Proměřt sadu rzstorů s nznámým odporm různým mtodam a porovnat přsnost jdnotlvých měřní P o t ř b y : Vz sznam v dskách u úlohy na pracovním stol Obcná část:
ZKOUŠKY MECHANICKÝCH. Mechanické zkoušky statické a dynamické
 ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
ZKOUŠKY MECHANICKÝCH VLASTNOSTÍ MATERIÁLŮ Mechanické zkoušky statické a dynamické Úvod Vlastnosti materiálu, lze rozdělit na: fyzikální a fyzikálně-chemické; mechanické; technologické. I. Mechanické vlastnosti
POUŽITÍ HNOJIV SÉRIE LURS
 GROUP COMPANY POUŽITÍ HNOJIV SÉRIE LURS GROUP COMPANY Ozimé pšnic multiomplx smno 0,5-1 l/t multiomplx měď olormin hořčí olormin (Р, К, B, S, F, Zn, Mn)* í něš čindzim! ú j N a po n Vl tivní 21-25 6% 2
GROUP COMPANY POUŽITÍ HNOJIV SÉRIE LURS GROUP COMPANY Ozimé pšnic multiomplx smno 0,5-1 l/t multiomplx měď olormin hořčí olormin (Р, К, B, S, F, Zn, Mn)* í něš čindzim! ú j N a po n Vl tivní 21-25 6% 2
HLINÍK A JEHO SLITINY
 HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
HLINÍK A JEHO SLITINY Označování hliníku a jeho slitin dle ČSN EN a) Označování hliníku a slitin hliníku pro tváření dle ČSN EN 573-1 až 3 Tyto normy platí pro tvářené výrobky a ingoty určené ke tváření
Měrná vnitřní práce tepelné turbíny při adiabatické expanzi v T-s diagramu
 - 1 - Tato Příloha 307 j součástí článku: ŠKORPÍK, Jří. Enrgtcké blanc lopatkových strojů, Transformační tchnolog, 2009-10. Brno: Jří Škorpík, [onln] pokračující zdroj, ISSN 1804-8293. Dostupné z http://www.transformacn-tchnolog.cz/nrgtckblanc-lopatkovych-stroju.html.
- 1 - Tato Příloha 307 j součástí článku: ŠKORPÍK, Jří. Enrgtcké blanc lopatkových strojů, Transformační tchnolog, 2009-10. Brno: Jří Škorpík, [onln] pokračující zdroj, ISSN 1804-8293. Dostupné z http://www.transformacn-tchnolog.cz/nrgtckblanc-lopatkovych-stroju.html.
Vliv prostupů tepla mezi byty na spravedlivost rozúčtování nákladů na vytápění
 Vlv prostupů tpla mz byty na spravdlvost rozúčtování nákladů na vytápění Anotac Fnanční částky úhrady za vytápění mz srovnatlným byty rozpočítané frmam používajícím poměrové ndkátory crtfkované podl norm
Vlv prostupů tpla mz byty na spravdlvost rozúčtování nákladů na vytápění Anotac Fnanční částky úhrady za vytápění mz srovnatlným byty rozpočítané frmam používajícím poměrové ndkátory crtfkované podl norm
7.1 Úvod. 7 Dimenzování prvků dřevěných konstrukcí. σ max σ allow. σ allow = σ crit / k. Petr Kuklík
 Petr Kulí Dimenzování prvů dřevěných onstrucí 7 Dimenzování prvů dřevěných onstrucí 7.1 Úvod U dřevěných onstrucí musíme ověřit jejich stavy, teré se vztahují e zřícení nebo jiným způsobům pošození onstruce,
Petr Kulí Dimenzování prvů dřevěných onstrucí 7 Dimenzování prvů dřevěných onstrucí 7.1 Úvod U dřevěných onstrucí musíme ověřit jejich stavy, teré se vztahují e zřícení nebo jiným způsobům pošození onstruce,
Různé druhy spojů a spojovací součásti (rozebíratelné spoje)
") Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
Různé druhy spojů a spojovací součásti (rozebíratelné spoje) Kolíky, klíny, pera, pojistné a stavěcí kroužky, drážkování, svěrné spoje, nalisování aj. Nýty, nýtování, příhradové ocelové konstrukce. Ovládací
KIRSTEN BIEDERMANNOVÁ ANDERS FLORÉN PHILIPPE JEANJACQUOT DIONYSIS KONSTANTINOU CORINA TOMAOVÁ TLAKEM POD
 40 KIRSTEN BIEDERMANNOVÁ ANDERS FLORÉN PHILIPPE JEANJACQUOT DIONYSIS KONSTANTINOU CORINA TOMAOVÁ TLAKEM POD POD TLAKEM míč, hmotnost, rovnováha, pumpička, tlak, idální plyn, pružná srážka, koficint rstituc
40 KIRSTEN BIEDERMANNOVÁ ANDERS FLORÉN PHILIPPE JEANJACQUOT DIONYSIS KONSTANTINOU CORINA TOMAOVÁ TLAKEM POD POD TLAKEM míč, hmotnost, rovnováha, pumpička, tlak, idální plyn, pružná srážka, koficint rstituc
Namáhání na tah, tlak
 Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Namáhání na tah, tlak Pro namáhání na tah i tlak platí stejné vztahy a rovnice. Velikost normálového napětí v tahu, resp. tlaku vypočítáme ze vztahu: resp. kde je napětí v tahu, je napětí v tlaku (dále
Základní parametry PSM
 KAEDRA VOZIDEL A MOORŮ Záladní aramtry PSM #/4 Karl Páv Konstruční Záladní aramtry PSM Průměr válc D mm Zdvih Z mm Poloměr zalomní liy r Z / mm Vyosní ístního ču mm Vyosní liového mchanismu mm Déla ojnic
KAEDRA VOZIDEL A MOORŮ Záladní aramtry PSM #/4 Karl Páv Konstruční Záladní aramtry PSM Průměr válc D mm Zdvih Z mm Poloměr zalomní liy r Z / mm Vyosní ístního ču mm Vyosní liového mchanismu mm Déla ojnic